WO2023062778A1 - プリウェット処理方法 - Google Patents
プリウェット処理方法 Download PDFInfo
- Publication number
- WO2023062778A1 WO2023062778A1 PCT/JP2021/038049 JP2021038049W WO2023062778A1 WO 2023062778 A1 WO2023062778 A1 WO 2023062778A1 JP 2021038049 W JP2021038049 W JP 2021038049W WO 2023062778 A1 WO2023062778 A1 WO 2023062778A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wet
- substrate
- module
- plating
- nozzle head
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 58
- 238000011282 treatment Methods 0.000 title claims abstract description 43
- 239000000758 substrate Substances 0.000 claims abstract description 149
- 238000007747 plating Methods 0.000 claims abstract description 119
- 230000008569 process Effects 0.000 claims abstract description 37
- 239000007788 liquid Substances 0.000 claims description 80
- 238000012545 processing Methods 0.000 claims description 58
- 238000012546 transfer Methods 0.000 claims description 13
- 238000005507 spraying Methods 0.000 claims description 6
- 238000009789 rate limiting process Methods 0.000 claims description 5
- 238000003672 processing method Methods 0.000 claims description 4
- 238000009790 rate-determining step (RDS) Methods 0.000 claims description 4
- 239000007921 spray Substances 0.000 claims description 2
- 230000032258 transport Effects 0.000 description 26
- 238000009736 wetting Methods 0.000 description 21
- 230000007246 mechanism Effects 0.000 description 19
- 239000000243 solution Substances 0.000 description 16
- 238000004140 cleaning Methods 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 230000008859 change Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 238000009713 electroplating Methods 0.000 description 4
- 239000012528 membrane Substances 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 230000003028 elevating effect Effects 0.000 description 3
- 238000004088 simulation Methods 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000004913 activation Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/12—Semiconductors
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/001—Apparatus specially adapted for electrolytic coating of wafers, e.g. semiconductors or solar cells
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D21/00—Processes for servicing or operating cells for electrolytic coating
- C25D21/08—Rinsing
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D21/00—Processes for servicing or operating cells for electrolytic coating
- C25D21/12—Process control or regulation
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/34—Pretreatment of metallic surfaces to be electroplated
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
Definitions
- This application relates to a pre-wet treatment method, and more particularly, to a method for performing pre-wet treatment before plating a substrate in a plating apparatus.
- a cup-type electrolytic plating module is known as a plating module for plating substrates.
- a cup-type electrolytic plating module includes a substrate holder that holds a substrate (eg, a semiconductor wafer) with the surface to be plated facing downward.
- the substrate holder has an electrical contact for applying a voltage to the substrate and a sealing member for sealing the substrate so that the plating solution does not act on the electrical contact.
- the substrate is immersed in the plating solution with the surface to be plated facing downward, and a voltage is applied between the substrate and the anode to deposit a conductive film on the surface of the substrate.
- a plating apparatus for processing a plurality of substrates may include a plurality of such cup-type electroplating modules.
- the substrate may be pre-wet before plating in the plating module.
- the pre-wet treatment the surface to be plated of the substrate before plating is wetted with a treatment liquid such as pure water or degassed water, thereby replacing the air inside the pattern formed on the substrate surface with the treatment liquid. This makes it easier to supply the plating solution to the inside of the pattern by replacing the treatment solution inside the pattern with the plating solution during plating.
- one object of the present application is to propose a method that can effectively pre-wet a substrate without affecting throughput.
- a pre-wet treatment method for performing pre-wet treatment before plating a substrate in a plating apparatus, wherein the plating apparatus includes a plating module for performing the plating treatment on the substrate. and a pre-wet module for applying the pre-wet treatment to the substrate, wherein the pre-wet module supplies the pre-wet liquid to the surface of the substrate while moving along the surface of the substrate.
- the pre-wet processing method includes a step of calculating a maximum processing time in the pre-wet module based on a rate-limiting step that determines the rate of processing in the entire plating apparatus; calculating a minimum moving speed of the nozzle head based on the maximum processing time; and moving the nozzle head at a speed equal to or higher than the calculated minimum moving speed to supply the pre-wet liquid to the plate surface of the substrate.
- a pre-wet treatment method is disclosed that includes the steps of:
- FIG. 1 is a perspective view showing the overall configuration of the plating apparatus of this embodiment.
- FIG. 2 is a plan view showing the overall configuration of the plating apparatus of this embodiment.
- FIG. 3 is a longitudinal sectional view schematically showing the configuration of the plating module of this embodiment.
- FIG. 4 is a perspective view schematically showing the configuration of the pre-wet module of this embodiment.
- FIG. 5 is a diagram of the pre-wet module in FIG. 4 projected along the moving direction of the nozzle module.
- FIG. 6 is a view of the pre-wet module in FIG. 4 projected along the longitudinal direction of the nozzle module.
- FIG. 7 is a diagram corresponding to FIG. 6 showing another aspect of the pre-wet module.
- 5 is a flow chart showing an example of a pre-wetting method using a plating apparatus; It is a figure which shows roughly the structure of the pre-wet module by a modification.
- FIG. 1 is a perspective view showing the overall configuration of the plating apparatus of this embodiment.
- FIG. 2 is a plan view showing the overall configuration of the plating apparatus of this embodiment.
- the plating apparatus 1000 includes a load port 100, a transfer robot 110, an aligner 120, a pre-wet module 200, a pre-soak module 300, a plating module 400, a cleaning module 500, a spin rinse dryer 600, a transfer It comprises an apparatus 700 and a control module 800 .
- the load port 100 is a module for loading substrates stored in cassettes such as FOUPs (not shown) into the plating apparatus 1000 and for unloading substrates from the plating apparatus 1000 to cassettes. Although four load ports 100 are arranged horizontally in this embodiment, the number and arrangement of the load ports 100 are arbitrary.
- the transport robot 110 is a robot for transporting substrates, and is configured to transfer substrates among the load port 100 , the aligner 120 and the transport device 700 . When transferring substrates between the transfer robot 110 and the transfer device 700, the transfer robot 110 and the transfer device 700 can transfer the substrates via a temporary placement table (not shown).
- the aligner 120 is a module for aligning the positions of orientation flats, notches, etc. of the substrate in a predetermined direction. Although two aligners 120 are arranged horizontally in this embodiment, the number and arrangement of the aligners 120 are arbitrary.
- the pre-wet module 200 wets the surface to be plated of the substrate before plating with a processing liquid (pre-wetting liquid) such as pure water or degassed water, so that the air inside the pattern formed on the substrate surface is wetted with the processing liquid. Replace.
- the pre-wet module 200 is configured to perform a pre-wet process that facilitates the supply of the plating solution to the inside of the pattern by replacing the treatment solution inside the pattern with the plating solution during plating. Although two pre-wet modules 200 are arranged vertically in this embodiment, the number and arrangement of the pre-wet modules 200 are arbitrary.
- the presoak module 300 for example, an oxide film having a large electric resistance existing on the surface of a seed layer formed on the surface to be plated of the substrate before plating is etched away with a processing liquid such as sulfuric acid or hydrochloric acid, and the surface of the plating substrate is cleaned.
- a processing liquid such as sulfuric acid or hydrochloric acid
- it is configured to perform a pre-soak process for activation.
- two presoak modules 300 are arranged side by side in the vertical direction, but the number and arrangement of the presoak modules 300 are arbitrary.
- the plating module 400 applies plating to the substrate.
- the cleaning module 500 is configured to perform a cleaning process on the substrate in order to remove the plating solution and the like remaining on the substrate after the plating process.
- the spin rinse dryer 600 is a module for drying the substrate after cleaning by rotating it at high speed. Although two spin rinse dryers are arranged vertically in this embodiment, the number and arrangement of the spin rinse dryers are arbitrary.
- the transport device 700 is a device for transporting substrates between a plurality of modules within the plating apparatus 1000 .
- Control module 800 is configured to control a plurality of modules of plating apparatus 1000 and may comprise, for example, a general purpose or dedicated computer with input/output interfaces to an operator.
- a substrate stored in a cassette is loaded into the load port 100 .
- the transport robot 110 takes out the substrate from the cassette of the load port 100 and transports the substrate to the aligner 120 .
- the aligner 120 aligns orientation flats, notches, etc. of the substrate in a predetermined direction.
- the transport robot 110 transfers the substrate aligned by the aligner 120 to the transport device 700 .
- the transport device 700 transports the substrate received from the transport robot 110 to the pre-wet module 200 .
- the pre-wet module 200 pre-wets the substrate.
- the transport device 700 transports the pre-wet processed substrate to the pre-soak module 300 .
- the presoak module 300 applies a presoak treatment to the substrate.
- the transport device 700 transports the presoaked substrate to the plating module 400 .
- the plating module 400 applies plating to the substrate.
- the transport device 700 transports the plated substrate to the cleaning module 500 .
- the cleaning module 500 performs a cleaning process on the substrate.
- the transport device 700 transports the cleaned substrate to the spin rinse dryer 600 .
- a spin rinse dryer 600 performs a drying process on the substrate.
- the transport device 700 delivers the dried substrate to the transport robot 110 .
- the transport robot 110 transports the substrate received from the transport device 700 to the cassette of the load port 100 . Finally, the cassette containing the substrates is unloaded from the load port 100 .
- FIG. 3 is a longitudinal sectional view schematically showing the configuration of the plating module 400 of this embodiment.
- plating module 400 includes plating bath 410 for containing a plating solution.
- the plating bath 410 includes a cylindrical inner bath 412 with an open top, and an outer bath 414 provided around the inner bath 412 so as to store the plating solution overflowing from the upper edge of the inner bath 412 . Configured.
- the plating module 400 includes a membrane 420 that vertically separates the interior of the inner tank 412 .
- the interior of the inner tank 412 is partitioned into a cathode area 422 and an anode area 424 by a membrane 420 .
- Cathode region 422 and anode region 424 are each filled with a plating solution.
- An anode 430 is provided on the bottom surface of the inner bath 412 in the anode region 424 .
- a resistor 450 is disposed in the cathode region 422 so as to face the membrane 420 .
- the resistor 450 is a member for uniformizing the plating process on the surface to be plated Wf-a of the substrate Wf.
- the membrane 420 and the resistor 450 are provided has been shown in this embodiment, the present invention is not limited to such an example.
- the plating module 400 also includes, as an example, a substrate holder 440 for holding the substrate Wf with the surface to be plated Wf-a facing downward.
- the substrate holder 440 holds the edge Wf-2, which is the outer region of the portion (the portion to be plated) Wf-1 of the surface to be plated Wf-a, while exposing the portion (the portion to be plated) Wf-1.
- the substrate holder 440 has a seal body 441 that seals the edge Wf-2 of the substrate Wf so that the plating solution does not act on the edge Wf-2.
- the substrate holder 440 also includes a power supply contact for contacting the edge Wf-2 of the substrate Wf and supplying power to the substrate Wf from a power source (not shown).
- the plating module 400 includes an elevating mechanism 442 for elevating the substrate holder 440 .
- the lifting mechanism 442 can be implemented by a known mechanism such as a motor. By immersing the substrate Wf in the plating solution in the cathode region 422 using the elevating mechanism 442, the portion to be plated Wf-1 of the substrate Wf is exposed to the plating solution.
- the plating module 400 is configured to apply a voltage between the anode 430 and the substrate Wf in this state to apply plating to the surface to be plated Wf-a (portion to be plated Wf-1) of the substrate Wf. be.
- the lifting mechanism 442 is preferably configured to rotate the substrate Wf during the plating process.
- the plating module 400 described above performs the plating process with the surface to be plated Wf-a of the substrate Wf facing downward
- the present invention is not limited to this example.
- the plating process may be performed with the surface to be plated Wf-a facing upward or sideways.
- FIG. 4 is a perspective view schematically showing the configuration of the pre-wet module 200 of this embodiment.
- 5 is a view of the pre-wet module in FIG. 4 projected along the moving direction of the nozzle module (see the thick line arrow in FIG. 4)
- FIG. 6 is a view of the pre-wet module in FIG.
- FIG. 4 is a view projected along the longitudinal direction of the module; As shown in FIGS.
- the prewetting module 200 of this embodiment includes a prewetting stage 240 for supporting the substrate Wf, and a prewetting stage 240 for supplying a prewetting liquid such as pure water or degassed water. and a nozzle head 260 .
- the pre-wet stage 240 is configured to hold the substrate Wf with the surface to be plated Wf-a facing upward.
- the pre-wet stage 240 is not limited to such an example, and may be configured to hold the surface to be plated Wf-a facing downward or horizontally. Further, the pre-wet stage 240 may hold the surface Wf to be plated while being inclined with respect to the vertical direction or the horizontal direction.
- the pre-wetting module 200 may further include a driving mechanism for driving the pre-wetting stage 240 .
- the pre-wetting stage 240 may be configured to be movable in at least one of the horizontal direction and the vertical direction.
- the pre-wet stage 240 may be configured to rotate the substrate Wf during pre-wet processing. Further, the pre-wet stage 240 may be configured to change the direction of the surface to be plated Wf-a, or may be configured to turn the substrate Wf upside down.
- the prewetting stage 240 includes a first holding member (support) 242 having a support surface for supporting the back surface of the plating surface Wf-a of the substrate Wf, and the first holding member 242. and a second holding member 244 configured to be detachable.
- the pre-wet stage 240 is configured to hold the substrate Wf by sandwiching the substrate Wf between the first holding member 242 and the seal body 246 .
- the pre-wetting stage 240 may be configured to hold the substrate Wf by a vacuum chuck provided on the first holding member 242, without being limited to such an example.
- the second holding member 244 has a seal body 246 for contacting the plated surface Wf-a of the substrate Wf and sealing the edge Wf-2 of the substrate Wf.
- the seal body 246 prevents the pre-wet liquid from acting on the edge Wf-2 of the substrate Wf.
- the pre-wetting stage 240 is not limited to such an example, and the pre-wet stage 240 may not have the seal body 246 for sealing the edge Wf-2 of the substrate Wf, and may not have the second holding member 244.
- the nozzle head 260 is provided to supply the pre-wet liquid to the surface of the substrate Wf (surface to be plated Wf-a).
- the nozzle head 260 moves along the plate surface (surface to be plated Wf-a) of the substrate Wf above the substrate Wf, while applying the pressure to the substrate Wf. It is configured to eject the wetting liquid.
- the prewetting liquid may be sprayed with rotation of the prewetting stage 240 (substrate Wf).
- the nozzle head 260 is configured in an elongated shape having a plurality of ejection ports 260a along the longitudinal direction.
- the nozzle head 260 can move along the surface to be plated Wf-a so that the pre-wet liquid is ejected from the plurality of ejection ports 260a while changing the spraying position on the surface to be plated Wf-a. (see thick arrows in FIGS. 4 and 6).
- the nozzle head 260 has a plurality of ejection ports 260a over a region longer than the diameter of the substrate Wf (or the diameter of the portion to be plated Wf-a) in the longitudinal direction. , to move in a direction perpendicular to the longitudinal direction of the nozzle head 260 as the scanning direction.
- the prewet liquid can be supplied to the entire surface to be plated Wf-a by one movement in the scanning direction.
- the nozzle head 260 may have a plurality of ejection ports 260a over a region shorter than the diameter of the substrate Wf, or may have a single ejection port.
- the nozzle head 260 may be configured to be two-dimensionally movable along the surface of the substrate Wf, or the prewetting stage 240 (substrate Wf) may be rotated to supply the prewetting liquid. should be carried out.
- the nozzle head 260 is connected to a prewetting liquid supply source 238 for supplying the prewetting liquid to the nozzle head 260 .
- Pre-wet liquid supply 238 is configured to supply pre-wet liquid, such as pure water or degassed water, to nozzle head 260 .
- the pre-wet liquid supply source 238 may be configured to supply a single type of pre-wet liquid to the nozzle head 260, or may selectively supply two or more types of pre-wet liquid to the nozzle head 260. It may be configured as
- the nozzle head 260 is also connected to the drive mechanism 236 .
- the drive mechanism 236 is configured to move the nozzle head 260 along the plate surface of the substrate Wf according to commands from the control module 800 .
- the drive mechanism 236 can be implemented by a known mechanism such as a motor.
- the driving mechanism 236 may be configured to adjust the distance between the ejection port 260a of the nozzle head 260 and the substrate Wf.
- FIG. 7 is a diagram corresponding to FIG. 6 showing another aspect of the pre-wet module.
- the nozzle head 260 is configured such that the direction of the center of ejection of the prewet liquid from the ejection port 260a is perpendicular to the surface of the substrate Wf (surface to be plated Wf-a).
- the nozzle head 260 is not limited to such an example, and as shown in FIG. ⁇ n) may be configured.
- the nozzle head 260 may be configured such that the ejection direction (the ejection center direction) of the pre-wet liquid can be changed by the drive mechanism 236 .
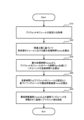
- FIG. 8 is a flow chart showing an example of a pre-wetting method using a plating apparatus. This pre-wetting method is performed by the control module 800 .
- the control module 800 acquires the setting S1 of the pre-wet module 200 (step S10).
- the control module 800 can acquire the setting S1 of the pre-wet module 200 by reading the settings stored in its own memory.
- the control module 800 may acquire the setting S1 of the pre-wet module 200 through communication or external input via an operation panel (not shown).
- the setting S1 of the pre-wet module 200 is a pre-wet process recipe that is predetermined or set by the user, and includes, for example, the number of times the nozzle head 260 scans over the substrate Wf (number of scans Ns). good.
- the setting S1 may also include the scanning distance Ls in one scan of the nozzle head 260 .
- the control module 800 calculates the maximum processing time Tpmax in the pre-wet module 200 based on the rate-determining process that determines the rate of processing in the entire plating apparatus 1000 (step S20).
- the control module 800 detects the rate-determining process that determines the rate of processing in the entire plating apparatus 1000 at a predetermined timing (for example, every predetermined time, or when a new substrate Wf is loaded). good too.
- the plating module 400 can be a module that controls the rate of the entire apparatus (hereinafter also referred to as "rate controlling module").
- the prewetting process by the prewetting module 200 can be executed in parallel with the rate-determining process.
- the pre-wet module 200 has a different installation position in the plating apparatus 1000 than the rate controlling module.
- the rate-determining process is determined by calculating a throughput-related value TH related to the throughput of each process in the plating apparatus 1000 .
- the processing time Ta (seconds) of a certain module M1 in the plating apparatus 1000 and the transfer time Tb (seconds) of the substrate Wf with respect to the module M1 are acquired by actual measurement or simulation, and the module A throughput-related value TH per hour of M1 can be calculated.
- Nm is the number of modules M1 that the plating apparatus 1000 has, and the processes by the modules M1 can be executed in parallel by the number Nm.
- Equation (1) as an example, the unit of the processing time Ta and the transport time Tb is seconds, and the throughput per hour (3600 seconds) is calculated, but it is not limited to this example.
- TH 3600/((Ta+Tb)/Nm) ...(1)
- the rate-limiting module in the plating apparatus 1000 as a whole can be determined. That is, the module with the smallest calculated throughput-related value is the rate-limiting module that rate-controls the entire plating apparatus 1000, and the process executed by the rate-limiting module can be said to be the rate-limiting process.
- the maximum processing time of the prewet module 200 is set so that the prewet process by the prewet module 200 does not become a rate-limiting process, that is, the prewet process is performed at a speed faster than the identified rate-limiting process.
- Tpmax is calculated.
- the maximum processing time Tpmax (seconds) can be calculated by the following equation (2).
- THd means the throughput-related value TH in the rate-determining process
- Npw means the number of pre-wet modules 200 in the plating apparatus 1000 (two in this embodiment). It means the number of pre-wetting processes that can be executed in parallel.
- the maximum processing time Tpmax is calculated in units of “seconds”, but it is not limited to such an example.
- Tpmax (3600/THd) x Npw ...(2)
- the control module 800 subtracts the base time Tbpw of the pre-wet module 200 to calculate the scanning time Tn of the nozzle head 260 (step S30).
- the base time Tbpw corresponds to miscellaneous time excluding the scanning time of the nozzle head 260 in the pre-wet module 200.
- the base time Tbpw includes the time during which the pre-wet module 200 transports the substrate Wf.
- the base time Tbpw a time predetermined by simulation or actual measurement can be used.
- the base time Tbpw may be set in advance and included in the setting S1 of the pre-wet module 200 described above.
- the control module 800 calculates the minimum moving speed Vnmin of the nozzle head 260 based on the scanning time Tn and the setting S1 of the pre-wet module 200 (step S40).
- the number of scans Ns is predetermined, and the product of the number of scans Ns and the scan distance Ls is divided by the scan time Tn as shown in the following equation (3).
- the moving speed Vnmin was calculated.
- the control module 800 is not limited to such an example, and for example, the control module 800 may display the minimum movement speed Vnmin for each scanning count Ns on a display (not shown).
- the minimum movement speed x1 [mm/s]
- the minimum movement speed x2 [mm/s]
- the user viewing the display may be able to select the number of scans Ns of the nozzle head 260 .
- Vnmin (Ns Ls)/Tn ...(3)
- the control module 800 moves (scans) the nozzle head 260 at a speed equal to or higher than the calculated minimum moving speed Vnmin to supply the pre-wet liquid to the substrate Wf (step S50). For example, the control module 800 compares a predetermined recommended speed Vb with a minimum moving speed Vnmin, and if the recommended speed Vb is equal to or higher than the minimum moving speed Vnmin, moves the nozzle head 260 at the recommended speed Vb. may be Further, when the recommended speed Vb is less than the minimum movement speed Vnmin, the control module 800 may move the nozzle head 260 at the minimum movement speed Vnmin.
- the control module 800 may move the nozzle head 260 at the minimum movement speed Vnmin regardless of the value of the minimum movement speed Vnmin. Further, a plurality of recommended speeds Vb1, Vb2, Vb3 may be determined in advance, and the control module 800 may move the nozzle head 260 at the slowest recommended speed equal to or higher than the minimum movement speed Vnmin. With such control, the substrate Wf can be effectively subjected to the pre-wet treatment without the pre-wet treatment limiting the rate of the overall treatment of the plating apparatus 1000 , that is, without affecting the throughput of the plating apparatus 1000 .
- control module 800 may change the pre-wet process conditions while moving the nozzle head 260 during the pre-wet process.
- the control module 800 may change the injection direction (injection center direction) of the prewetting liquid during the prewetting process.
- the pre-wet liquid spraying angle ⁇ n is the first angle (for example, 90 degrees) in the first scan (for example, the first scan), and the second scan (for example, 90 degrees).
- the nozzle head 260 may be driven so that the spraying angle ⁇ n of the prewet liquid is the second angle (eg, 60 degrees).
- the control module 800 may change the distance between the substrate Wf and the nozzle head 260 during the pre-wet process.
- control module 800 may change the amount of pre-wet liquid supplied from the nozzle head 260 or the composition of the pre-wet liquid during the pre-wet process.
- the control module 800 controls at least one of the distance between the substrate Wf and the nozzle head 260, the supply amount of the pre-wet liquid, and the components of the pre-wet liquid in the first scan and the second scan. It is good also as what changes one.
- the substrate Wf can be pre-wet processed under a plurality of conditions, and the pre-wet processing can be performed more effectively. Note that such a change in the pre-wet processing conditions may be determined in advance or set by the user and included in the setting S1 of the pre-wet module 200 described above.
- FIG. 9 is a diagram schematically showing the configuration of a pre-wet module of a modified example.
- 200 A of pre-wet modules of a modification are substantially the same as the pre-wet module 200 of above-described embodiment, attach
- a modified pre-wet module 200A includes a pre-wet tank 280 in addition to the nozzle head 260 .
- the pre-wet tank 280 includes a processing liquid supply line 280a for supplying a processing liquid (pre-wet liquid) into the pre-wet tank 280, and a processing liquid discharge line 280b for discharging the processing liquid from the pre-wet tank 280.
- the pre-wetting tank 280 may store the same processing liquid as the pre-wetting liquid supplied from the nozzle head 260, or may store a different processing liquid.
- the pre-wetting module 200A of the modified example includes a drive mechanism 248 configured to switch the state of the pre-wetting stage 240 between a state in which the substrate Wf is directed upward and a state in which the substrate Wf is directed downward.
- the drive mechanism 248 can be realized by a known mechanism such as a motor.
- the substrate Wf (surface to be plated Wf-a) is directed upward by the driving mechanism 248, and the prewetting liquid is supplied from the nozzle head 260 to perform the prewetting process in the same manner as described above. can apply.
- the drive mechanism 248 is configured to move the pre-wetting stage 240 (substrate Wf) vertically while the substrate Wf (surface to be plated Wf-a) faces downward.
- the prewetting module 200A may cause the prewetting liquid to act on the substrate Wf by supplying the processing liquid from the processing liquid supply line 280a after moving the prewetting stage 240 into the prewetting tank 280. good.
- the prewet module 200A may apply the processing liquid to the substrate Wf by moving the prewetting stage 240 into the prewet tank 280 while the processing liquid is stored in the prewet tank 280. .
- pre-wet liquid can be supplied from the nozzle head 260 and pre-wet processing can be performed in the same manner as the pre-wet module 200 of the above-described embodiment.
- pre-wet treatment can be performed by causing the treatment liquid stored in the pre-wet tank 280 to act on the substrate Wf.
- the base time Tbpw (see step S30 in FIG. 9) preferably includes the time for immersing the substrate Wf in the processing liquid in the prewet tank 280.
- the time for immersing the substrate Wf in the processing liquid in the pre-wet bath 280 may be included in the setting S1 of the pre-wet module 200 .
- the present invention can also be described as the following forms.
- Mode 1 According to mode 1, there is proposed a pre-wet treatment method for performing pre-wet treatment before plating a substrate in a plating apparatus.
- the plating apparatus includes a plating module for performing the plating process on the substrate, and a pre-wet module for performing the pre-wet process on the substrate.
- the pre-wet module has a nozzle head configured to supply pre-wet liquid to the surface of the substrate while moving along the surface of the substrate.
- the pre-wet processing method includes a step of calculating a maximum processing time in the pre-wet module based on a rate-limiting step that controls the processing in the entire plating apparatus; calculating a minimum moving speed of the head; and moving the nozzle head at a speed equal to or higher than the calculated minimum moving speed to supply the pre-wet liquid to the plate surface of the substrate.
- the pre-wet treatment can be effectively applied to the substrate without affecting the throughput.
- Mode 2 in Mode 1, the step of calculating the minimum moving speed is based on the maximum processing time and the number of times the nozzle head scans the plate surface. Calculate According to form 2, the minimum moving speed of the nozzle head can be calculated based on the number of times the nozzle head is scanned.
- the plating apparatus includes a predetermined number of rate-limiting modules for performing the rate-limiting process, and the step of calculating the maximum processing time is the processing time by the rate-limiting module. and calculating a throughput-related value of the plating apparatus by dividing the sum of the transfer time and the transfer time related to the rate-limiting module by the predetermined number.
- the maximum processing time of the pre-wet module can be calculated based on the throughput-related value.
- Mode 4 in Modes 1 to 3, in the step of supplying the pre-wet liquid, the nozzle head scans the plate surface a predetermined number of times, and the nozzle head The spraying angle of the pre-wet liquid with respect to the plate surface is a first angle, and the spraying angle is a second angle different from the first angle in the second scan. According to Mode 4, the pre-wet liquid can be sprayed onto the plate surface of the substrate at different angles for each scan.
- the step of supplying the pre-wet liquid includes scanning the plate surface with the nozzle head a predetermined number of times, and the amount of the pre-wet liquid supplied from the nozzle head or the components of the pre-wet liquid differ.
- the step of calculating the minimum moving speed includes subtracting a base time including a transport time of the substrate with respect to the pre-wet module from the maximum processing time. Including calculating the scan time of the nozzle head. According to form 6, the scanning time of the nozzle head can be calculated based on the base time of the pre-wet module.
- the pre-wet module has a pre-wet tank for accommodating the substrate and immersing the substrate in the processing liquid, and the base time includes the A time is included for immersing the substrate in the processing solution in a pre-wet bath.
- the substrate can be immersed in the processing liquid in the pre-wet bath.
- the scanning time of the nozzle head can be calculated taking into account the time required for immersing the substrate in the processing liquid.
- Mode 8 According to Mode 8, in Modes 1 to 7, the rate-determining step is a step performed in the plating module.
- Mode 9 According to Mode 9, in Modes 1 to 8, the plating module is provided at a first position, and the pre-wetting module is provided at a second position different from the first position.
- Mode 10 According to Mode 10, in Modes 1 to 9, the step of supplying the prewet liquid is performed with the surface to be plated of the substrate facing upward.
Abstract
スループットに影響を与えることなく、基板に効果的にプリウェット処理を施すことができるプリウェット処理方法を提案する。 めっき装置において基板にめっき処理を施す前のプリウェット処理を施すためのプリウェット処理方法が提案される。プリウェット処理方法は、前記めっき装置全体における処理を律速する律速工程に基づいて、プリウェットモジュールにおける最大処理時間を算出する工程と、算出した前記最大処理時間に基づいて、前記プリウェットモジュールにおけるノズルヘッドの最低移動速度を算出する工程と、算出した前記最低移動速度以上の速度で前記ノズルヘッドを移動させて前記基板の板面に前記プリウェット液を供給する工程と、を含む。
Description
本願は、プリウェット処理方法に関し、詳しくは、めっき装置において基板にめっき処理を施す前のプリウェット処理を施すための方法に関する。
基板にめっき処理を施すためのめっきモジュールとして、カップ式の電解めっきモジュールが知られている。カップ式の電解めっきモジュールは、被めっき面を下方に向けて基板(例えば半導体ウェハ)を保持する基板ホルダを備える。基板ホルダは、基板に電圧を印加するための電気接点と、この電気接点にめっき液が作用しないように基板をシールするシール部材とを有する。カップ式の電解めっきモジュールでは、被めっき面を下方に向けて基板をめっき液に浸漬させ、基板とアノードとの間に電圧を印加することによって、基板の表面に導電膜を析出させる。複数の基板を処理するためのめっき装置は、こうしたカップ式の電解めっきモジュールを複数備える場合がある。
めっき装置では、めっきモジュールにおけるめっき処理の前に、基板にプリウェット処理を施す場合がある。プリウェット処理では、めっき処理前の基板の被めっき面を純水または脱気水などの処理液で濡らすことで、基板表面に形成されたパターン内部の空気を処理液に置換する。これにより、めっき時にはパターン内部の処理液をめっき液に置換することでパターン内部にめっき液を供給しやすくする。
こうしたプリウェット処理では、基板の被めっき面を処理液で濡らす時間および回数などを増やすことで、基板表面のパターン内部の空気と処理液との置換精度を向上させることができ、プリウェット処理の効果を上げることができる。一方で、近年、めっき装置のスループットを向上させることが求められている。よって、プリウェット処理にかかる時間が長くなることで、めっき装置全体としての処理速度が低下し、めっき装置のスループットが低下してしまうことは好ましくない。
以上の実情に鑑みて、本願は、スループットに影響を与えることなく、基板に効果的にプリウェット処理を施すことができる方法を提案することを1つの目的としている。
一実施形態によれば、めっき装置において基板にめっき処理を施す前のプリウェット処理を施すためのプリウェット処理方法であって、前記めっき装置は、前記基板に前記めっき処理を施すためのめっきモジュールと、前記基板に前記プリウェット処理を施すためのプリウェットモジュールと、を備え、前記プリウェットモジュールは、前記基板の板面に沿った移動を伴って前記基板の板面にプリウェット液を供給可能に構成されたノズルヘッドを有し、前記プリウェット処理方法は、前記めっき装置全体における処理を律速する律速工程に基づいて、前記プリウェットモジュールにおける最大処理時間を算出する工程と、算出した前記最大処理時間に基づいて、前記ノズルヘッドの最低移動速度を算出する工程と、算出した前記最低移動速度以上の速度で前記ノズルヘッドを移動させて前記基板の板面に前記プリウェット液を供給する工程と、を含むプリウェット処理方法が開示される。
以下、本発明の実施形態について図面を参照して説明する。以下で説明する図面において、同一または相当する構成要素には、同一の符号を付して重複した説明を省略する。
<めっき装置の全体構成>
図1は、本実施形態のめっき装置の全体構成を示す斜視図である。図2は、本実施形態のめっき装置の全体構成を示す平面図である。図1および図2に示すように、めっき装置1000は、ロードポート100、搬送ロボット110、アライナ120、プリウェットモジュール200、プリソークモジュール300、めっきモジュール400、洗浄モジュール500、スピンリンスドライヤ600、搬送装置700、および、制御モジュール800を備える。
図1は、本実施形態のめっき装置の全体構成を示す斜視図である。図2は、本実施形態のめっき装置の全体構成を示す平面図である。図1および図2に示すように、めっき装置1000は、ロードポート100、搬送ロボット110、アライナ120、プリウェットモジュール200、プリソークモジュール300、めっきモジュール400、洗浄モジュール500、スピンリンスドライヤ600、搬送装置700、および、制御モジュール800を備える。
ロードポート100は、めっき装置1000に図示していないFOUPなどのカセットに収納された基板を搬入したり、めっき装置1000からカセットに基板を搬出するためのモジュールである。本実施形態では4台のロードポート100が水平方向に並べて配置されているが、ロードポート100の数および配置は任意である。搬送ロボット110は、基板を搬送するためのロボットであり、ロードポート100、アライナ120、および搬送装置700の間で基板を受け渡すように構成される。搬送ロボット110および搬送装置700は、搬送ロボット110と搬送装置700との間で基板を受け渡す際には、図示していない仮置き台を介して基板の受け渡しを行うことができる。
アライナ120は、基板のオリエンテーションフラットやノッチなどの位置を所定の方向に合わせるためのモジュールである。本実施形態では2台のアライナ120が水平方向に並べて配置されているが、アライナ120の数および配置は任意である。プリウェットモジュール200は、めっき処理前の基板の被めっき面を純水または脱気水などの処理液(プリウェット液)で濡らすことで、基板表面に形成されたパターン内部の空気を処理液に置換する。プリウェットモジュール200は、めっき時にパターン内部の処理液をめっき液に置換することでパターン内部にめっき液を供給しやすくするプリウェット処理を施すように構成される。本実施形態では2台のプリウェットモジュール200が上下方向に並べて配置されているが、プリウェットモジュール200の数および配置は任意である。
プリソークモジュール300は、例えばめっき処理前の基板の被めっき面に形成したシード層表面等に存在する電気抵抗の大きい酸化膜を硫酸や塩酸などの処理液でエッチング除去してめっき下地表面を洗浄または活性化するプリソーク処理を施すように構成される。本実施形態では2台のプリソークモジュール300が上下方向に並べて配置されているが、プリソークモジュール300の数および配置は任意である。めっきモジュール400は、基板にめっき処理を施す。本実施形態では、上下方向に3台かつ水平方向に4台並べて配置された12台のめっきモジュール400のセットが2つあり、合計24台のめっきモジュール400が設けられているが、めっきモジュール400の数および配置は任意である。
洗浄モジュール500は、めっき処理後の基板に残るめっき液等を除去するために基板に洗浄処理を施すように構成される。本実施形態では2台の洗浄モジュール500が上下方向に並べて配置されているが、洗浄モジュール500の数および配置は任意である。スピンリンスドライヤ600は、洗浄処理後の基板を高速回転させて乾燥させるためのモジュールである。本実施形態では2台のスピンリンスドライヤが上下方向に並べて配置されているが、スピンリンスドライヤの数および配置は任意である。搬送装置700は、めっき装置1000内の複数のモジュール間で基板を搬送するための装置である。制御モジュール800は、めっき装置1000の複数のモジュールを制御するように構成され、例えばオペレータとの間の入出力インターフェースを備える一般的なコンピュータまたは専用コンピュータから構成することができる。
めっき装置1000による一連のめっき処理の一例を説明する。まず、ロードポート100にカセットに収納された基板が搬入される。続いて、搬送ロボット110は、ロードポート100のカセットから基板を取り出し、アライナ120に基板を搬送する。アライナ120は、基板のオリエンテーションフラットやノッチなどの位置を所定の方向に合わせる。搬送ロボット110は、アライナ120で方向を合わせた基板を搬送装置700へ受け渡す。
搬送装置700は、搬送ロボット110から受け取った基板をプリウェットモジュール200へ搬送する。プリウェットモジュール200は、基板にプリウェット処理を施す。搬送装置700は、プリウェット処理が施された基板をプリソークモジュール300へ搬送する。プリソークモジュール300は、基板にプリソーク処理を施す。搬送装置700は、プリソーク処理が施された基板をめっきモジュール400へ搬送する。めっきモジュール400は、基板にめっき処理を施す。
搬送装置700は、めっき処理が施された基板を洗浄モジュール500へ搬送する。洗浄モジュール500は、基板に洗浄処理を施す。搬送装置700は、洗浄処理が施された基板をスピンリンスドライヤ600へ搬送する。スピンリンスドライヤ600は、基板に乾燥処理を施す。搬送装置700は、乾燥処理が施された基板を搬送ロボット110へ受け渡す。搬送ロボット110は、搬送装置700から受け取った基板をロードポート100のカセットへ搬送する。最後に、ロードポート100から基板を収納したカセットが搬出される。
<めっきモジュールの構成>
次に、めっきモジュール400の構成を説明する。本実施形態における24台のめっきモジュール400は同一の構成であるので、1台のめっきモジュール400のみを説明する。図3は、本実施形態のめっきモジュール400の構成を概略的に示す縦断面図である。図3に示すように、めっきモジュール400は、めっき液を収容するためのめっき槽410を備える。めっき槽410は、上面が開口した円筒形の内槽412と、内槽412の上縁からオーバーフローしためっき液を溜められるように内槽412の周囲に設けられた外槽414と、を含んで構成される。
次に、めっきモジュール400の構成を説明する。本実施形態における24台のめっきモジュール400は同一の構成であるので、1台のめっきモジュール400のみを説明する。図3は、本実施形態のめっきモジュール400の構成を概略的に示す縦断面図である。図3に示すように、めっきモジュール400は、めっき液を収容するためのめっき槽410を備える。めっき槽410は、上面が開口した円筒形の内槽412と、内槽412の上縁からオーバーフローしためっき液を溜められるように内槽412の周囲に設けられた外槽414と、を含んで構成される。
めっきモジュール400は、内槽412の内部を上下方向に隔てるメンブレン420を備える。内槽412の内部はメンブレン420によってカソード領域422とアノード領域424に仕切られる。カソード領域422とアノード領域424にはそれぞれめっき液が充填される。アノード領域424の内槽412の底面にはアノード430が設けられる。カソード領域422にはメンブレン420に対向する抵抗体450が配置される。抵抗体450は、基板Wfの被めっき面Wf-aにおけるめっき処理の均一化を図るための部材である。なお、本実施形態ではメンブレン420および抵抗体450が設けられる一例を示したが、こうした例には限定されない。
また、めっきモジュール400は、一例として、被めっき面Wf-aを下方に向けた状態で基板Wfを保持するための基板ホルダ440を備える。基板ホルダ440は、被めっき面Wf-aにおける一部(被めっき部)Wf-1を露出させた状態で、当該一部の外側領域である縁部Wf-2を把持する。基板ホルダ440は、めっき液が基板Wfの縁部Wf-2に作用しないように、縁部Wf-2をシールするシール体441を有する。また、基板ホルダ440は、基板Wfの縁部Wf-2に接触して図示していない電源から基板Wfに給電するための給電接点を備える。めっきモジュール400は、基板ホルダ440を昇降させるための昇降機構442を備える。昇降機構442は、例えばモータなどの公知の機構によって実現することができる。昇降機構442を用いて基板Wfをカソード領域422のめっき液に浸漬させることにより、基板Wfの被めっき部Wf-1がめっき液に暴露される。めっきモジュール400は、この状態でアノード430と基板Wfとの間に電圧を印加することによって、基板Wfの被めっき面Wf-a(被めっき部Wf-1)にめっき処理を施すように構成される。なお、昇降機構442は、めっき処理中に基板Wfを回転させることができるように構成されることが好ましい。
なお、上記しためっきモジュール400は、基板Wfの被めっき面Wf-aが下方に向けられた状態でめっき処理が施されるものとしたが、こうした例に限定されない。一例として、めっきモジュール400では、被めっき面Wf-aが上方または側方に向けられた状態でめっき処理が施されてもよい。
<プリウェットモジュールの構成>
本実施形態のプリウェットモジュール200の構成を説明する。本実施形態における2台のプリウェットモジュール200は同一の構成であるので、1台のプリウェットモジュール200のみを説明する。図4は、本実施形態のプリウェットモジュール200の構成を概略的に示す斜視図である。また、図5は、図4中のプリウェットモジュールをノズルモジュールの移動方向(図4中、太線矢印参照)に沿って投影した図であり、図6は、図4中のプリウェットモジュールをノズルモジュールの長手方向に沿って投影した図である。図4~図6に示すように、本実施形態のプリウェットモジュール200は、基板Wfを支持するためのプリウェット用ステージ240と、純水または脱気水などのプリウェット液を供給するためのノズルヘッド260と、を備える。
本実施形態のプリウェットモジュール200の構成を説明する。本実施形態における2台のプリウェットモジュール200は同一の構成であるので、1台のプリウェットモジュール200のみを説明する。図4は、本実施形態のプリウェットモジュール200の構成を概略的に示す斜視図である。また、図5は、図4中のプリウェットモジュールをノズルモジュールの移動方向(図4中、太線矢印参照)に沿って投影した図であり、図6は、図4中のプリウェットモジュールをノズルモジュールの長手方向に沿って投影した図である。図4~図6に示すように、本実施形態のプリウェットモジュール200は、基板Wfを支持するためのプリウェット用ステージ240と、純水または脱気水などのプリウェット液を供給するためのノズルヘッド260と、を備える。
本実施形態では、プリウェット用ステージ240は、被めっき面Wf-aを上方に向けた状態で基板Wfを保持するように構成されている。ただし、こうした例に限定されず、プリウェット用ステージ240は、被めっき面Wf-aを下方または水平方向に向けて保持するように構成されてもよい。また、プリウェット用ステージ240は、被めっき面Wfを鉛直方向または水平方向に対して傾斜させて保持してもよい。なお、プリウェットモジュール200は、プリウェット用ステージ240を駆動するための駆動機構を更に備えてもよい。一例として、プリウェット用ステージ240は、水平方向と鉛直方向との少なくとも一方に移動させることができるように構成されてもよい。プリウェット用ステージ240は、プリウェット処理において基板Wfを回転させることができるように構成されてもよい。また、プリウェット用ステージ240は、被めっき面Wf-aの向きを変更可能なように構成されてもよく、基板Wfを上下反転させるように構成されてもよい。
本実施形態では、プリウェット用ステージ240は、基板Wfの被めっき面Wf-aの裏面を支持するための支持面を有する第1保持部材(支持体)242と、この第1保持部材242に対して着脱自在に構成される第2保持部材244と、を有している。一例として、プリウェット用ステージ240は、第1保持部材242とシール体246とによって基板Wfを挟み込むことにより、基板Wfを保持するように構成される。ただし、こうした例に限定されず、例えば、プリウェット用ステージ240は第1保持部材242に設けられた真空チャックにより基板Wfを保持するように構成されてもよい。
第2保持部材244は、基板Wfの被めっき面Wf-aと接触して基板Wfの縁部Wf-2をシールするためのシール体246を有する。シール体246により、プリウェット液が基板Wfの縁部Wf-2に作用することが防止される。ただし、こうした例に限定されず、プリウェット用ステージ240は、基板Wfの縁部Wf-2をシールするためのシール体246を有しなくてもよいし、第2保持部材244を有しなくてもよい。
ノズルヘッド260は、基板Wfの板面(被めっき面Wf-a)にプリウェット液を供給するために設けられている。本実施形態では、図4および図6に示すように、ノズルヘッド260は、基板Wfの上方において、基板Wfの板面(被めっき面Wf-a)に沿って移動しながら、基板Wfにプリウェット液を噴出するように構成されている。なお、プリウェット液の吹き付けは、プリウェット用ステージ240(基板Wf)の回転を伴って行われてもよい。本実施形態では、ノズルヘッド260は、長手方向に沿って複数の噴出口260aを有する長尺状に構成されている。そして、ノズルヘッド260は、被めっき面Wf-aにおける吹き付け位置を変更しながら複数の噴出口260aからプリウェット液の噴出が行われるように、被めっき面Wf-aに沿って移動することができるように構成されている(図4および図6中、太線矢印参照)。なお、図4および図5に示す例では、ノズルヘッド260は、長手方向において、基板Wfの直径(または被めっき部Wf-aの直径)よりも長い領域にわたって複数の噴出口260aを有するものとし、ノズルヘッド260の長手方向に垂直な方向を走査方向として移動するように構成されている。こうした構成により、一度の走査方向の移動により、被めっき面Wf-aの全域にプリウェット液を供給することができる。ただし、こうした例に限定されず、ノズルヘッド260は、基板Wfの直径よりも短い領域にわたって複数の噴出口260aを有してもよいし、単一の噴出口を有してもよい。こうした場合には、ノズルヘッド260は、基板Wfの板面に沿って2次元に移動可能に構成されるものとしたり、プリウェット用ステージ240(基板Wf)の回転を伴ってプリウェット液の供給が行われるとよい。
図4に示すように、ノズルヘッド260には、ノズルヘッド260へプリウェット液を供給するためのプリウェット液供給源238が接続されている。プリウェット液供給源238は、純水または脱気水などのプリウェット液をノズルヘッド260に供給するように構成される。なお、プリウェット液供給源238は、単一種類のプリウェット液をノズルヘッド260に供給するように構成されてもよいし、2種類以上のプリウェット液を選択的にノズルヘッド260に供給できるように構成されてもよい。また、ノズルヘッド260には、駆動機構236に接続されている。駆動機構236は、制御モジュール800からの指令に応じてノズルヘッド260を基板Wfの板面に沿って移動させるように構成される。一例として、駆動機構236は、モータなど公知の機構によって実現することができる。なお、駆動機構236は、ノズルヘッド260の噴出口260aと基板Wfとの距離を調整できるように構成されてもよい。
図7は、プリウェットモジュールの別の態様を示す図6に対応する図である。図4~図6に示す例では、ノズルヘッド260は、噴出口260aからのプリウェット液の噴射中心方向が基板Wfの板面(被めっき面Wf-a)に垂直となるように構成されている。しかしながら、こうした例に限定されず、図7に示すように、ノズルヘッド260は、プリウェット液の噴射中心方向が基板Wfの板面に対して傾斜するように(図7に示す例では、角度θn)構成されてもよい。また、ノズルヘッド260は、駆動機構236により、プリウェット液の噴射方向(噴射中心方向)を変更できるように構成されてもよい。
<プリウェット方法>
図8は、めっき装置によるプリウェット方法の一例を示すフローチャートである。このプリウェット方法は、制御モジュール800によって実行される。まず、制御モジュール800は、プリウェットモジュール200の設定S1を取得する(ステップS10)。ここで、一例として、制御モジュール800は、自身が有するメモリに記憶された設定を読み込むことによりプリウェットモジュール200の設定S1を取得することができる。また、別の一例として、制御モジュール800は、通信または図示しない操作パネルを介した外部入力を通じてプリウェットモジュール200の設定S1を取得してもよい。プリウェットモジュール200の設定S1は、予め定められた、または、ユーザによって設定されたプリウェット処理のレシピであり、一例としてノズルヘッド260が基板Wf上を走査する回数(走査回数Ns)を含むとよい。また、設定S1には、ノズルヘッド260の1回の走査における走査距離Lsが含まれてもよい。
図8は、めっき装置によるプリウェット方法の一例を示すフローチャートである。このプリウェット方法は、制御モジュール800によって実行される。まず、制御モジュール800は、プリウェットモジュール200の設定S1を取得する(ステップS10)。ここで、一例として、制御モジュール800は、自身が有するメモリに記憶された設定を読み込むことによりプリウェットモジュール200の設定S1を取得することができる。また、別の一例として、制御モジュール800は、通信または図示しない操作パネルを介した外部入力を通じてプリウェットモジュール200の設定S1を取得してもよい。プリウェットモジュール200の設定S1は、予め定められた、または、ユーザによって設定されたプリウェット処理のレシピであり、一例としてノズルヘッド260が基板Wf上を走査する回数(走査回数Ns)を含むとよい。また、設定S1には、ノズルヘッド260の1回の走査における走査距離Lsが含まれてもよい。
続いて、制御モジュール800は、めっき装置1000全体における処理を律速する律速工程に基づいて、プリウェットモジュール200における最大処理時間Tpmaxを算出する(ステップS20)。ここで、めっき装置1000全体における処理を律速する律速工程は、予め定められたタイミング(例えば、所定時間ごと、又は、新たな基板Wfが投入されるときなど)に制御モジュール800が検知するものとしてもよい。また、めっき装置1000全体のレシピに基づいて、シミュレーション等により予め判明しているものとしてもよい。一例として、めっき装置1000において、めっきモジュール400が装置全体を律速するモジュール(以下、「律速モジュール」ともいう)となり得る。ただし、こうした例に限定されず、他のモジュールが律速モジュールであってもよい。なお、本実施形態では、プリウェットモジュール200によるプリウェット処理は、律速工程と並列して実行することができるものとしている。一例として、プリウェットモジュール200は、律速モジュールとめっき装置1000における設置位置が異なる。
本実施形態では、律速工程は、めっき装置1000における各工程のスループットに関連したスループット関連値THを算出することによって判定される。一例として、めっき装置1000における或るモジュールM1の処理時間Ta(秒)と、モジュールM1に関する基板Wfの搬送時間Tb(秒)とを実測またはシミュレーションなどによって取得し、次式(1)により、モジュールM1の1時間あたりのスループット関連値THを算出することができる。ここで、式(1)中、「Nm」は、めっき装置1000が有するモジュールM1の数であり、モジュールM1による工程は、数Nm並列して実行できるものとしている。また、式(1)では、一例として、処理時間Taと搬送時間Tbとの単位が秒であり、1時間(3600秒)あたりのスループットを算出しているが、こうした例には限定されない。
TH = 3600/((Ta+Tb)/Nm) …(1)
TH = 3600/((Ta+Tb)/Nm) …(1)
このようにめっき装置1000における各工程のスループット関連値THを算出することにより、めっき装置1000全体における律速となるモジュールを判定することができる。つまり、算出されたスループット関連値が最も小さいモジュールがめっき装置1000全体を律速する律速モジュールであり、当該律速モジュールによって実行される工程が律速工程と言える。
本実施形態では、プリウェットモジュール200によるプリウェット処理が律速工程とならないように、つまり、判明した律速工程以上の速さでプリウェット処理が実行されるように、プリウェットモジュール200の最大処理時間Tpmaxが算出される。具体的な一例として、最大処理時間Tpmax(秒)は、次式(2)により算出することができる。ここで、式(2)中、「THd」は、律速工程によるスループット関連値THを意味し、「Npw」は、めっき装置1000におけるプリウェットモジュール200の数(本実施形態では、2台)を意味し、プリウェット処理を並列して実行できる数を意味する。なお、式(2)では、一例として、最大処理時間Tpmaxとして「秒」を単位とする時間を算出しているが、こうした例には限定されない。
Tpmax = (3600/THd)×Npw …(2)
Tpmax = (3600/THd)×Npw …(2)
こうして最大処理時間Tpmaxを算出すると、制御モジュール800は、プリウェットモジュール200のベース時間Tbpwを減じて、ノズルヘッド260の走査時間Tnを算出する(ステップS30)。ここで、ベース時間Tbpwは、プリウェットモジュール200におけるノズルヘッド260の走査時間を除いた雑時間に相当し、例えばベース時間Tbpwには、プリウェットモジュール200に関する基板Wfの搬送時間が含まれる。ベース時間Tbpwとしては、シミュレーションまたは実測などによって予め定められた時間を用いることができる。また、ベース時間Tbpwは、予め設定されて、上記したプリウェットモジュール200の設定S1に含まれるものとしてもよい。
続いて、制御モジュール800は、走査時間Tnとプリウェットモジュール200の設定S1とに基づいて、ノズルヘッド260の最低移動速度Vnminを算出する(ステップS40)。本実施形態では、予め走査回数Nsが定められており、次式(3)に示すように、走査回数Nsと走査距離Lsとの積を走査時間Tnで除することにより、ノズルヘッド260の最低移動速度Vnminを算出するものとした。ただし、こうした例に限定されず、例えば、制御モジュール800は、走査回数Ns毎の最低移動速度Vnminを図示しないディスプレイに表示するものとしてもよい。一例として、「走査回数:1の時、最低移動速度=x1[mm/s]、走査回数:2の時、最低移動速度=x2[mm/s]、走査回数:3の時、最低移動速度=x3[mm/s]」などと表示されてもよい。また、この場合には、ディスプレイを見たユーザがノズルヘッド260の走査回数Nsを選択できるものとしてもよい。
Vnmin = (Ns・Ls)/Tn …(3)
Vnmin = (Ns・Ls)/Tn …(3)
そして、制御モジュール800は、算出した最低移動速度Vnmin以上の速度でノズルヘッド260を移動させて(走査させて)基板Wfにプリウェット液を供給する(ステップS50)。例えば、制御モジュール800は、予め定められた推奨速度Vbと最低移動速度Vnminとを比較し、推奨速度Vbが最低移動速度Vnmin以上である場合には、推奨速度Vbでノズルヘッド260を移動させるものとしてもよい。また、制御モジュール800は、推奨速度Vbが最低移動速度Vnmin未満である場合には、最低移動速度Vnminでノズルヘッド260を移動させるものとしてもよい。また、こうした例に限定されず、制御モジュール800は、最低移動速度Vnminの値にかかわらず、最低移動速度Vnminでノズルヘッド260を移動させてもよい。さらに、予め複数の推奨速度Vb1,Vb2,Vb3が定められるものとし、制御モジュール800は、最低移動速度Vnmin以上の速度である最も遅い推奨速度でノズルヘッド260を移動させるものとしてもよい。こうした制御により、プリウェット処理によってめっき装置1000全体の処理が律速されることなく、つまり、めっき装置1000のスループットに影響を与えることなく、基板Wfに効果的にプリウェット処理を施すことができる。
なお、制御モジュール800は、プリウェット処理中に、ノズルヘッド260を移動させながらプリウェット処理条件を変更させてもよい。例えば、制御モジュール800は、プリウェット処理中に、プリウェット液の噴射方向(噴射中心方向)を変化させてもよい。この場合には、第1走査回数目(例えば1回目の走査)には、プリウェット液の吹き付け角度θn(図6参照)が第1角度(例えば90度)であり、第2走査回数目(例えば2回目の走査)には、プリウェット液の吹き付け角度θnが第2角度(例えば60度)であるように、ノズルヘッド260を駆動してもよい。また、制御モジュール800は、プリウェット処理中に、基板Wfとノズルヘッド260との距離を変化させてもよい。さらに、制御モジュール800は、プリウェット処理中に、ノズルヘッド260から供給されるプリウェット液の供給量またはプリウェット液の成分を変更させてもよい。これらの場合、制御モジュール800は、第1走査回数目と第2走査回数目とで、基板Wfとノズルヘッド260との距離、プリウェット液の供給量、プリウェット液の成分のうち、少なくとも1つを変化させるものとしてもよい。こうした処理によれば、複数の条件によって基板Wfにプリウェット処理を施すことができ、プリウェット処理をより効果的に施すことができる。なお、こうしたプリウェット処理条件の変更については、予め定められて、またはユーザにより設定されて、上記したプリウェットモジュール200の設定S1に含まれるものとしてもよい。
<変形例>
図9は、変形例のプリウェットモジュールの構成を概略的に示す図である。変形例のプリウェットモジュール200Aは、上記した実施形態のプリウェットモジュール200と概ね同一であり、同一の構成には同一の符号を付して重複する説明を省略する。変形例のプリウェットモジュール200Aは、ノズルヘッド260に加えて、プリウェット槽280を備えている。プリウェット槽280には、プリウェット槽280内に処理液(プリウェット液)を供給するための処理液供給ライン280aと、プリウェット槽280から処理液を排出するための処理液排出ライン280bと、が備えられている。なお、プリウェット槽280には、ノズルヘッド260から供給されるプリウェット液と同一の処理液が溜められてもよいし、異なる処理液が溜められてもよい。また、変形例のプリウェットモジュール200Aは、基板Wfを上方に向けた状態と下方に向けた状態とにプリウェット用ステージ240の状態を切り替えるように構成された駆動機構248を備える。駆動機構248は、モータなどの公知の機構により実現することができる。駆動機構248により基板Wf(被めっき面Wf-a)を上方に向けた状態とすることで、ノズルヘッド260からプリウェット液を供給することにより、上記で説明したのと同様にプリウェット処理を施すことができる。また、駆動機構248は、基板Wf(被めっき面Wf-a)を下方に向けた状態で、プリウェット用ステージ240(基板Wf)を上下方向に移動させることができるように構成されている。これにより、基板Wfを保持したプリウェット用ステージ240をプリウェット槽280に溜められた処理液に浸漬させることにより、基板Wfの被めっき面Wf-aに処理液を作用させることができる。なお、プリウェットモジュール200Aは、プリウェット用ステージ240をプリウェット槽280内に移動させた後に、処理液供給ライン280aから処理液を供給することにより、基板Wfにプリウェット液を作用させてもよい。また、プリウェットモジュール200Aは、プリウェット槽280内に処理液を溜めた状態で、プリウェット用ステージ240をプリウェット槽280内に移動させることにより、基板Wfに処理液を作用させてもよい。
図9は、変形例のプリウェットモジュールの構成を概略的に示す図である。変形例のプリウェットモジュール200Aは、上記した実施形態のプリウェットモジュール200と概ね同一であり、同一の構成には同一の符号を付して重複する説明を省略する。変形例のプリウェットモジュール200Aは、ノズルヘッド260に加えて、プリウェット槽280を備えている。プリウェット槽280には、プリウェット槽280内に処理液(プリウェット液)を供給するための処理液供給ライン280aと、プリウェット槽280から処理液を排出するための処理液排出ライン280bと、が備えられている。なお、プリウェット槽280には、ノズルヘッド260から供給されるプリウェット液と同一の処理液が溜められてもよいし、異なる処理液が溜められてもよい。また、変形例のプリウェットモジュール200Aは、基板Wfを上方に向けた状態と下方に向けた状態とにプリウェット用ステージ240の状態を切り替えるように構成された駆動機構248を備える。駆動機構248は、モータなどの公知の機構により実現することができる。駆動機構248により基板Wf(被めっき面Wf-a)を上方に向けた状態とすることで、ノズルヘッド260からプリウェット液を供給することにより、上記で説明したのと同様にプリウェット処理を施すことができる。また、駆動機構248は、基板Wf(被めっき面Wf-a)を下方に向けた状態で、プリウェット用ステージ240(基板Wf)を上下方向に移動させることができるように構成されている。これにより、基板Wfを保持したプリウェット用ステージ240をプリウェット槽280に溜められた処理液に浸漬させることにより、基板Wfの被めっき面Wf-aに処理液を作用させることができる。なお、プリウェットモジュール200Aは、プリウェット用ステージ240をプリウェット槽280内に移動させた後に、処理液供給ライン280aから処理液を供給することにより、基板Wfにプリウェット液を作用させてもよい。また、プリウェットモジュール200Aは、プリウェット槽280内に処理液を溜めた状態で、プリウェット用ステージ240をプリウェット槽280内に移動させることにより、基板Wfに処理液を作用させてもよい。
こうした変形例のプリウェットモジュール200Aにおいても、上記した実施形態のプリウェットモジュール200と同様にノズルヘッド260からプリウェット液を供給してプリウェット処理を施すことができる。また、プリウェット槽280に溜められた処理液を基板Wfに作用させて、プリウェット処理を施すこともできる。こうした変形例のプリウェットモジュール200Aにおいては、上記したベース時間Tbpw(図9のステップS30参照)に、プリウェット槽280において基板Wfを処理液に浸漬させるための時間が含まれるとよい。なお、プリウェット槽280において基板Wfを処理液に浸漬させるための時間は、プリウェットモジュール200の設定S1に含まれるものとしてもよい。
本発明は、以下の形態としても記載することができる。
[形態1]形態1によれば、めっき装置において基板にめっき処理を施す前のプリウェット処理を施すためのプリウェット処理方法が提案される。前記めっき装置は、前記基板に前記めっき処理を施すためのめっきモジュールと、前記基板に前記プリウェット処理を施すためのプリウェットモジュールと、を備える。前記プリウェットモジュールは、前記基板の板面に沿った移動を伴って前記基板の板面にプリウェット液を供給可能に構成されたノズルヘッドを有する。そして、前記プリウェット処理方法は、前記めっき装置全体における処理を律速する律速工程に基づいて、前記プリウェットモジュールにおける最大処理時間を算出する工程と、算出した前記最大処理時間に基づいて、前記ノズルヘッドの最低移動速度を算出する工程と、算出した前記最低移動速度以上の速度で前記ノズルヘッドを移動させて前記基板の板面に前記プリウェット液を供給する工程と、を含む。形態1によれば、スループットに影響を与えることなく、基板に効果的にプリウェット処理を施すことができる。
[形態1]形態1によれば、めっき装置において基板にめっき処理を施す前のプリウェット処理を施すためのプリウェット処理方法が提案される。前記めっき装置は、前記基板に前記めっき処理を施すためのめっきモジュールと、前記基板に前記プリウェット処理を施すためのプリウェットモジュールと、を備える。前記プリウェットモジュールは、前記基板の板面に沿った移動を伴って前記基板の板面にプリウェット液を供給可能に構成されたノズルヘッドを有する。そして、前記プリウェット処理方法は、前記めっき装置全体における処理を律速する律速工程に基づいて、前記プリウェットモジュールにおける最大処理時間を算出する工程と、算出した前記最大処理時間に基づいて、前記ノズルヘッドの最低移動速度を算出する工程と、算出した前記最低移動速度以上の速度で前記ノズルヘッドを移動させて前記基板の板面に前記プリウェット液を供給する工程と、を含む。形態1によれば、スループットに影響を与えることなく、基板に効果的にプリウェット処理を施すことができる。
[形態2]形態2によれば、形態1において、前記最低移動速度を算出する工程は、前記最大処理時間と、前記ノズルヘッドが前記板面を走査する回数と、に基づいて前記最低移動速度を算出する。形態2によれば、ノズルヘッドの走査回数に基づいて、ノズルヘッドの最低移動速度を算出することができる。
[形態3]形態3によれば、形態1または2において、前記めっき装置は、前記律速工程を行う律速モジュールを所定数備え、前記最大処理時間を算出する工程は、前記律速モジュールによる処理時間と前記律速モジュールに関する搬送時間との和を前記所定数で除して前記めっき装置のスループット関連値を算出することを含む。形態3によれば、スループット関連値に基づいてプリウェットモジュールの最大処理時間を算出することができる。
[形態4]形態4によれば、形態1から3において、前記プリウェット液を供給する工程は、前記ノズルヘッドが前記板面を所定回数走査し、第1走査回数目には、前記ノズルヘッドによる前記板面に対する前記プリウェット液の吹き付け角度が第1角度であり、第2走査回数目には、前記吹き付け角度が前記第1角度と異なる第2角度である。形態4によれば、基板の板面に対して、走査ごとに異なる角度でプリウェット液を吹き付けることができる。
[形態5]形態5によれば、形態1から4において、前記プリウェット液を供給する工程は、前記ノズルヘッドが前記板面を所定回数走査し、第1走査回数目と第2走査回数目とで前記ノズルヘッドからの前記プリウェット液の供給量または前記プリウェット液の成分が異なる。形態5によれば、基板の板面に対して、走査ごとに異なる供給量のプリウェット液、または異なる成分のプリウェット液を吹き付けることができる。
[形態6]形態6によれば、形態1から5において、前記最低移動速度を算出する工程は、前記最大処理時間から、前記プリウェットモジュールに関する前記基板の搬送時間を含むベース時間を減じて前記ノズルヘッドの走査時間を算出することを含む。形態6によれば、プリウェットモジュールのベース時間に基づいて、ノズルヘッドの走査時間を算出することができる。
[形態7]形態7によれば、形態6において、前記プリウェットモジュールは、前記基板を収容して当該基板を処理液に浸漬させるためのプリウェット槽を有し、前記ベース時間には、前記プリウェット槽において前記基板を前記処理液に浸漬させるための時間が含まれる。形態7によれば、プリウェット槽内で基板を処理液に浸漬させることができる。また、基板を処理液に浸漬させるための時間を考慮して、ノズルヘッドの走査時間を算出することができる。
[形態8]形態8によれば、形態1から7において、前記律速工程は、前記めっきモジュールにおいて行われる工程である。
[形態9]形態9によれば、形態1から8において、前記めっきモジュールは、第1位置に設けられ、前記プリウェットモジュールは、前記第1位置と異なる第2位置に設けられる。
[形態10]形態10によれば、形態1から9において、前記プリウェット液を供給する工程は、前記基板の被めっき面が上方に向けられた状態で行われる。
以上、本発明の実施の形態について説明してきたが、上記した発明の実施の形態は、本発明の理解を容易にするためのものであり、本発明を限定するものではない。本発明は、その趣旨を逸脱することなく、変更、改良され得るとともに、本発明にはその均等物が含まれることはもちろんである。また、上述した課題の少なくとも一部を解決できる範囲、または、効果の少なくとも一部を奏する範囲において、実施形態および変形例の任意の組み合わせが可能であり、特許請求の範囲および明細書に記載された各構成要素の任意の組み合わせ、または、省略が可能である。
200…プリウェットモジュール
236…駆動機構
238…プリウェット液供給源
240…プリウェット用ステージ
242…第1保持部材
244…第2保持部材
246…シール体
248…駆動機構
260…ノズルヘッド
280…プリウェット槽
300…プリソークモジュール
400…めっきモジュール
800…制御モジュール
1000…装置
236…駆動機構
238…プリウェット液供給源
240…プリウェット用ステージ
242…第1保持部材
244…第2保持部材
246…シール体
248…駆動機構
260…ノズルヘッド
280…プリウェット槽
300…プリソークモジュール
400…めっきモジュール
800…制御モジュール
1000…装置
Claims (10)
- めっき装置において基板にめっき処理を施す前のプリウェット処理を施すためのプリウェット処理方法であって、
前記めっき装置は、前記基板に前記めっき処理を施すためのめっきモジュールと、前記基板に前記プリウェット処理を施すためのプリウェットモジュールと、を備え、
前記プリウェットモジュールは、前記基板の板面に沿った移動を伴って前記基板の板面にプリウェット液を供給可能に構成されたノズルヘッドを有し、
前記プリウェット処理方法は、
前記めっき装置全体における処理を律速する律速工程に基づいて、前記プリウェットモジュールにおける最大処理時間を算出する工程と、
算出した前記最大処理時間に基づいて、前記ノズルヘッドの最低移動速度を算出する工程と、
算出した前記最低移動速度以上の速度で前記ノズルヘッドを移動させて前記基板の板面に前記プリウェット液を供給する工程と、
を含むプリウェット処理方法。 - 前記最低移動速度を算出する工程は、前記最大処理時間と、前記ノズルヘッドが前記板面を走査する回数と、に基づいて前記最低移動速度を算出する、請求項1に記載のプリウェット処理方法。
- 前記めっき装置は、前記律速工程を行う律速モジュールを所定数備え、
前記最大処理時間を算出する工程は、前記律速モジュールによる処理時間と前記律速モジュールに関する搬送時間との和を前記所定数で除して前記めっき装置のスループット関連値を算出することを含む、
請求項1または2に記載のプリウェット処理方法。 - 前記プリウェット液を供給する工程は、前記ノズルヘッドが前記板面を所定回数走査し、第1走査回数目には、前記ノズルヘッドによる前記板面に対する前記プリウェット液の吹き付け角度が第1角度であり、第2走査回数目には、前記吹き付け角度が前記第1角度と異なる第2角度である、請求項1から3の何れか1項に記載のプリウェット処理方法。
- 前記プリウェット液を供給する工程は、前記ノズルヘッドが前記板面を所定回数走査し、第1走査回数目と第2走査回数目とで前記ノズルヘッドからの前記プリウェット液の供給量または前記プリウェット液の成分が異なる、請求項1から4の何れか1項に記載のプリウェット処理方法。
- 前記最低移動速度を算出する工程は、前記最大処理時間から、前記プリウェットモジュールに関する前記基板の搬送時間を含むベース時間を減じて前記ノズルヘッドの走査時間を算出することを含む、請求項1から5の何れか1項に記載のプリウェット処理方法。
- 前記プリウェットモジュールは、前記基板を収容して当該基板を処理液に浸漬させるためのプリウェット槽を有し、
前記ベース時間には、前記プリウェット槽において前記基板を前記処理液に浸漬させるための時間が含まれる、請求項6に記載のプリウェット処理方法。 - 前記律速工程は、前記めっきモジュールにおいて行われる工程である、請求項1から7の何れか1項に記載のプリウェット処理方法。
- 前記めっきモジュールは、第1位置に設けられ、
前記プリウェットモジュールは、前記第1位置と異なる第2位置に設けられる、
請求項1から8の何れか1項に記載のプリウェット処理方法。 - 前記プリウェット液を供給する工程は、前記基板の被めっき面が上方に向けられた状態で行われる、請求項1から9の何れか1項に記載のプリウェット処理方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020227042093A KR102604588B1 (ko) | 2021-10-14 | 2021-10-14 | 프리웨트 처리 방법 |
| PCT/JP2021/038049 WO2023062778A1 (ja) | 2021-10-14 | 2021-10-14 | プリウェット処理方法 |
| JP2022531464A JP7101925B1 (ja) | 2021-10-14 | 2021-10-14 | プリウェット処理方法 |
| CN202180042509.0A CN115715337B (zh) | 2021-10-14 | 2021-10-14 | 预湿处理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/038049 WO2023062778A1 (ja) | 2021-10-14 | 2021-10-14 | プリウェット処理方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023062778A1 true WO2023062778A1 (ja) | 2023-04-20 |
Family
ID=82446222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/038049 WO2023062778A1 (ja) | 2021-10-14 | 2021-10-14 | プリウェット処理方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7101925B1 (ja) |
| KR (1) | KR102604588B1 (ja) |
| CN (1) | CN115715337B (ja) |
| WO (1) | WO2023062778A1 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010148147A2 (en) * | 2009-06-17 | 2010-12-23 | Novellus Systems, Inc. | Apparatus for wetting pretreatment for enhanced damascene metal filling |
| WO2020028012A1 (en) * | 2018-07-30 | 2020-02-06 | Lam Research Corporation | System and method for chemical and heated wetting of substrates prior to metal plating |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4664320B2 (ja) * | 2000-03-17 | 2011-04-06 | 株式会社荏原製作所 | めっき方法 |
| JP2001316869A (ja) * | 2000-05-08 | 2001-11-16 | Tokyo Electron Ltd | 電解メッキ方法 |
| JP4624738B2 (ja) * | 2003-08-21 | 2011-02-02 | 株式会社荏原製作所 | めっき装置 |
| JP5232844B2 (ja) * | 2003-08-21 | 2013-07-10 | 株式会社荏原製作所 | めっき装置 |
| JP2005264245A (ja) * | 2004-03-18 | 2005-09-29 | Ebara Corp | 基板の湿式処理方法及び処理装置 |
| JP7067863B2 (ja) * | 2016-12-28 | 2022-05-16 | 株式会社荏原製作所 | 基板を処理するための方法および装置 |
| JP2019085613A (ja) * | 2017-11-07 | 2019-06-06 | 株式会社荏原製作所 | 前処理装置、これを備えためっき装置、及び前処理方法 |
| JP7291030B2 (ja) * | 2018-09-06 | 2023-06-14 | 株式会社荏原製作所 | 基板処理装置 |
| JP2020204062A (ja) * | 2019-06-14 | 2020-12-24 | 株式会社荏原製作所 | めっき方法、プログラムを記憶する不揮発性の記憶媒体 |
| WO2022137339A1 (ja) * | 2020-12-22 | 2022-06-30 | 株式会社荏原製作所 | めっき装置、プリウェット処理方法及び洗浄処理方法 |
-
2021
- 2021-10-14 KR KR1020227042093A patent/KR102604588B1/ko active IP Right Grant
- 2021-10-14 WO PCT/JP2021/038049 patent/WO2023062778A1/ja active Application Filing
- 2021-10-14 CN CN202180042509.0A patent/CN115715337B/zh active Active
- 2021-10-14 JP JP2022531464A patent/JP7101925B1/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010148147A2 (en) * | 2009-06-17 | 2010-12-23 | Novellus Systems, Inc. | Apparatus for wetting pretreatment for enhanced damascene metal filling |
| WO2020028012A1 (en) * | 2018-07-30 | 2020-02-06 | Lam Research Corporation | System and method for chemical and heated wetting of substrates prior to metal plating |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115715337A (zh) | 2023-02-24 |
| JP7101925B1 (ja) | 2022-07-15 |
| KR102604588B1 (ko) | 2023-11-22 |
| JPWO2023062778A1 (ja) | 2023-04-20 |
| KR20230054318A (ko) | 2023-04-24 |
| CN115715337B (zh) | 2023-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20030010449A1 (en) | Automatic wafer processing and plating system | |
| US6558750B2 (en) | Method of processing and plating planar articles | |
| US11542619B2 (en) | Plating method | |
| WO2023062778A1 (ja) | プリウェット処理方法 | |
| CN114981484B (zh) | 镀覆装置、以及镀覆处理方法 | |
| JP7460504B2 (ja) | めっき装置 | |
| TW202317278A (zh) | 預濕處理方法 | |
| US20030013285A1 (en) | Method of processing and plating wafers and other planar articles | |
| KR102595617B1 (ko) | 도금 방법 및 도금 장치 | |
| US20230167572A1 (en) | Wetting method for substrate and plating apparatus | |
| WO2024048106A1 (ja) | 基板処理装置 | |
| JP7162787B1 (ja) | めっき装置 | |
| US11542629B2 (en) | Method of plating, apparatus for plating, and non-volatile storage medium that stores program | |
| WO2023248416A1 (ja) | プリウェットモジュール、およびプリウェット方法 | |
| JP7142812B1 (ja) | リーク判定方法およびめっき装置 | |
| TWI809937B (zh) | 漏液判定方法及鍍覆裝置 | |
| TWI746334B (zh) | 鍍覆裝置及鍍覆處理方法 | |
| WO2023032191A1 (ja) | めっき方法及びめっき装置 | |
| WO2022254485A1 (ja) | プリウェットモジュール、およびプリウェット方法 | |
| KR102493757B1 (ko) | 도금 장치 | |
| WO2024033999A1 (ja) | めっき装置、及び、めっき方法 | |
| TWI837780B (zh) | 鍍覆裝置及鍍覆方法 | |
| WO2023157105A1 (ja) | めっき装置、及びめっき方法 | |
| US20230010624A1 (en) | Substrate alignment device, substrate processing apparatus, substrate alignment method and substrate processing method | |
| WO2022185523A1 (ja) | めっきモジュールを調整する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022531464 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21960635 Country of ref document: EP Kind code of ref document: A1 |