WO2023058735A1 - 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 - Google Patents
金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 Download PDFInfo
- Publication number
- WO2023058735A1 WO2023058735A1 PCT/JP2022/037522 JP2022037522W WO2023058735A1 WO 2023058735 A1 WO2023058735 A1 WO 2023058735A1 JP 2022037522 W JP2022037522 W JP 2022037522W WO 2023058735 A1 WO2023058735 A1 WO 2023058735A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- storage device
- adhesive film
- electricity storage
- layer
- resin layer
- Prior art date
Links
- 238000003860 storage Methods 0.000 title claims abstract description 376
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 359
- 239000002184 metal Substances 0.000 title claims abstract description 359
- 239000002313 adhesive film Substances 0.000 title claims abstract description 227
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 239000000463 material Substances 0.000 claims abstract description 283
- 229920005989 resin Polymers 0.000 claims abstract description 241
- 239000011347 resin Substances 0.000 claims abstract description 241
- 238000002844 melting Methods 0.000 claims abstract description 102
- 230000008018 melting Effects 0.000 claims abstract description 101
- 229920000098 polyolefin Polymers 0.000 claims description 249
- 230000005611 electricity Effects 0.000 claims description 219
- 238000000034 method Methods 0.000 claims description 45
- 230000004888 barrier function Effects 0.000 claims description 33
- 239000003792 electrolyte Substances 0.000 claims description 26
- 238000007789 sealing Methods 0.000 claims description 23
- 239000010410 layer Substances 0.000 description 472
- -1 fluororesins Polymers 0.000 description 100
- 239000004743 Polypropylene Substances 0.000 description 73
- 229920001155 polypropylene Polymers 0.000 description 63
- 239000000758 substrate Substances 0.000 description 34
- 238000005259 measurement Methods 0.000 description 28
- 239000012790 adhesive layer Substances 0.000 description 27
- 239000010408 film Substances 0.000 description 26
- 239000000853 adhesive Substances 0.000 description 21
- 230000001070 adhesive effect Effects 0.000 description 21
- 229920005672 polyolefin resin Polymers 0.000 description 20
- 229920001577 copolymer Polymers 0.000 description 16
- 125000004122 cyclic group Chemical group 0.000 description 16
- 229920000728 polyester Polymers 0.000 description 16
- 239000000203 mixture Substances 0.000 description 13
- 229920000139 polyethylene terephthalate Polymers 0.000 description 12
- 239000004698 Polyethylene Substances 0.000 description 11
- 230000000694 effects Effects 0.000 description 11
- 239000000945 filler Substances 0.000 description 11
- 239000007789 gas Substances 0.000 description 11
- 229920000573 polyethylene Polymers 0.000 description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 10
- 239000004952 Polyamide Substances 0.000 description 10
- 239000000049 pigment Substances 0.000 description 10
- 229920002647 polyamide Polymers 0.000 description 10
- 229910052782 aluminium Inorganic materials 0.000 description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 9
- 239000000178 monomer Substances 0.000 description 9
- 229920005629 polypropylene homopolymer Polymers 0.000 description 9
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 8
- 239000005977 Ethylene Substances 0.000 description 8
- 239000004677 Nylon Substances 0.000 description 8
- 239000003822 epoxy resin Substances 0.000 description 8
- 229920001778 nylon Polymers 0.000 description 8
- 229920000647 polyepoxide Polymers 0.000 description 8
- 229920000642 polymer Polymers 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 7
- 229910052799 carbon Inorganic materials 0.000 description 7
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 7
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 7
- 239000004925 Acrylic resin Substances 0.000 description 6
- 229920000178 Acrylic resin Polymers 0.000 description 6
- 230000006870 function Effects 0.000 description 6
- 238000003475 lamination Methods 0.000 description 6
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 6
- 229920001707 polybutylene terephthalate Polymers 0.000 description 6
- 229920005604 random copolymer Polymers 0.000 description 6
- 238000004512 die casting Methods 0.000 description 5
- 239000004745 nonwoven fabric Substances 0.000 description 5
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 239000005011 phenolic resin Substances 0.000 description 5
- 239000005020 polyethylene terephthalate Substances 0.000 description 5
- 238000010998 test method Methods 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 4
- 238000004566 IR spectroscopy Methods 0.000 description 4
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 4
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 4
- 150000001336 alkenes Chemical class 0.000 description 4
- 150000008064 anhydrides Chemical class 0.000 description 4
- 229920001400 block copolymer Polymers 0.000 description 4
- 239000003990 capacitor Substances 0.000 description 4
- 239000000470 constituent Substances 0.000 description 4
- 230000007797 corrosion Effects 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 4
- MGNZXYYWBUKAII-UHFFFAOYSA-N cyclohexa-1,3-diene Chemical compound C1CC=CC=C1 MGNZXYYWBUKAII-UHFFFAOYSA-N 0.000 description 4
- ZSWFCLXCOIISFI-UHFFFAOYSA-N cyclopentadiene Chemical compound C1C=CC=C1 ZSWFCLXCOIISFI-UHFFFAOYSA-N 0.000 description 4
- 239000011888 foil Substances 0.000 description 4
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 4
- 230000001965 increasing effect Effects 0.000 description 4
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 4
- 229910001416 lithium ion Inorganic materials 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 229920001568 phenolic resin Polymers 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000007740 vapor deposition Methods 0.000 description 4
- WSQZNZLOZXSBHA-UHFFFAOYSA-N 3,8-dioxabicyclo[8.2.2]tetradeca-1(12),10,13-triene-2,9-dione Chemical group O=C1OCCCCOC(=O)C2=CC=C1C=C2 WSQZNZLOZXSBHA-UHFFFAOYSA-N 0.000 description 3
- LLLVZDVNHNWSDS-UHFFFAOYSA-N 4-methylidene-3,5-dioxabicyclo[5.2.2]undeca-1(9),7,10-triene-2,6-dione Chemical group C1(C2=CC=C(C(=O)OC(=C)O1)C=C2)=O LLLVZDVNHNWSDS-UHFFFAOYSA-N 0.000 description 3
- 239000004642 Polyimide Substances 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000001747 exhibiting effect Effects 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 229920001903 high density polyethylene Polymers 0.000 description 3
- 239000004700 high-density polyethylene Substances 0.000 description 3
- QQVIHTHCMHWDBS-UHFFFAOYSA-L isophthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC(C([O-])=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-L 0.000 description 3
- 229920000092 linear low density polyethylene Polymers 0.000 description 3
- 239000004707 linear low-density polyethylene Substances 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- 229920001179 medium density polyethylene Polymers 0.000 description 3
- 239000004701 medium-density polyethylene Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 3
- 229920006122 polyamide resin Polymers 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 229920000515 polycarbonate Polymers 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000004645 polyester resin Substances 0.000 description 3
- 229920001601 polyetherimide Polymers 0.000 description 3
- 229920001721 polyimide Polymers 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- 229920001897 terpolymer Polymers 0.000 description 3
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 241000428199 Mustelinae Species 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000004840 adhesive resin Substances 0.000 description 2
- 229920006223 adhesive resin Polymers 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-L adipate(2-) Chemical compound [O-]C(=O)CCCCC([O-])=O WNLRTRBMVRJNCN-UHFFFAOYSA-L 0.000 description 2
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 2
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 238000004146 energy storage Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- MSYLJRIXVZCQHW-UHFFFAOYSA-N formaldehyde;6-phenyl-1,3,5-triazine-2,4-diamine Chemical compound O=C.NC1=NC(N)=NC(C=2C=CC=CC=2)=N1 MSYLJRIXVZCQHW-UHFFFAOYSA-N 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910052809 inorganic oxide Inorganic materials 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- SJYNFBVQFBRSIB-UHFFFAOYSA-N norbornadiene Chemical compound C1=CC2C=CC1C2 SJYNFBVQFBRSIB-UHFFFAOYSA-N 0.000 description 2
- 239000012766 organic filler Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000013589 supplement Substances 0.000 description 2
- 238000009823 thermal lamination Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 230000002087 whitening effect Effects 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- LZFNKJKBRGFWDU-UHFFFAOYSA-N 3,6-dioxabicyclo[6.3.1]dodeca-1(12),8,10-triene-2,7-dione Chemical compound O=C1OCCOC(=O)C2=CC=CC1=C2 LZFNKJKBRGFWDU-UHFFFAOYSA-N 0.000 description 1
- ZVSXNPBSZYQDKJ-UHFFFAOYSA-N 3,8-dioxabicyclo[8.3.1]tetradeca-1(14),10,12-triene-2,9-dione Chemical compound O=C1OCCCCOC(=O)C2=CC=CC1=C2 ZVSXNPBSZYQDKJ-UHFFFAOYSA-N 0.000 description 1
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- GVNWZKBFMFUVNX-UHFFFAOYSA-N Adipamide Chemical compound NC(=O)CCCCC(N)=O GVNWZKBFMFUVNX-UHFFFAOYSA-N 0.000 description 1
- 239000004953 Aliphatic polyamide Substances 0.000 description 1
- 229910021564 Chromium(III) fluoride Inorganic materials 0.000 description 1
- 229920001634 Copolyester Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 101000576320 Homo sapiens Max-binding protein MNT Proteins 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 229920006121 Polyxylylene adipamide Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- DUCFBDUJLLKKPR-UHFFFAOYSA-N [O--].[Zn++].[Ag+] Chemical compound [O--].[Zn++].[Ag+] DUCFBDUJLLKKPR-UHFFFAOYSA-N 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000010062 adhesion mechanism Effects 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 229920003231 aliphatic polyamide Polymers 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- OJIJEKBXJYRIBZ-UHFFFAOYSA-N cadmium nickel Chemical compound [Ni].[Cd] OJIJEKBXJYRIBZ-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 1
- 239000000920 calcium hydroxide Substances 0.000 description 1
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 1
- XFWJKVMFIVXPKK-UHFFFAOYSA-N calcium;oxido(oxo)alumane Chemical compound [Ca+2].[O-][Al]=O.[O-][Al]=O XFWJKVMFIVXPKK-UHFFFAOYSA-N 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 238000006757 chemical reactions by type Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000000306 component Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000004925 denaturation Methods 0.000 description 1
- 230000036425 denaturation Effects 0.000 description 1
- VVTXSHLLIKXMPY-UHFFFAOYSA-L disodium;2-sulfobenzene-1,3-dicarboxylate Chemical compound [Na+].[Na+].OS(=O)(=O)C1=C(C([O-])=O)C=CC=C1C([O-])=O VVTXSHLLIKXMPY-UHFFFAOYSA-L 0.000 description 1
- GZCKIUIIYCBICZ-UHFFFAOYSA-L disodium;benzene-1,3-dicarboxylate Chemical compound [Na+].[Na+].[O-]C(=O)C1=CC=CC(C([O-])=O)=C1 GZCKIUIIYCBICZ-UHFFFAOYSA-L 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- 238000010828 elution Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- IVJISJACKSSFGE-UHFFFAOYSA-N formaldehyde;1,3,5-triazine-2,4,6-triamine Chemical compound O=C.NC1=NC(N)=NC(N)=N1 IVJISJACKSSFGE-UHFFFAOYSA-N 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000002290 gas chromatography-mass spectrometry Methods 0.000 description 1
- 238000010559 graft polymerization reaction Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- UGKDIUIOSMUOAW-UHFFFAOYSA-N iron nickel Chemical compound [Fe].[Ni] UGKDIUIOSMUOAW-UHFFFAOYSA-N 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 150000003951 lactams Chemical class 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- QELJHCBNGDEXLD-UHFFFAOYSA-N nickel zinc Chemical compound [Ni].[Zn] QELJHCBNGDEXLD-UHFFFAOYSA-N 0.000 description 1
- 229920006284 nylon film Polymers 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920001281 polyalkylene Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 229920006146 polyetheresteramide block copolymer Polymers 0.000 description 1
- 229920000921 polyethylene adipate Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 229940116351 sebacate Drugs 0.000 description 1
- CXMXRPHRNRROMY-UHFFFAOYSA-L sebacate(2-) Chemical compound [O-]C(=O)CCCCCCCCC([O-])=O CXMXRPHRNRROMY-UHFFFAOYSA-L 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- 238000004383 yellowing Methods 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 1
- 150000007934 α,β-unsaturated carboxylic acids Chemical class 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/178—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for pouch or flexible bag cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/183—Sealing members
- H01M50/184—Sealing members characterised by their shape or structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/183—Sealing members
- H01M50/186—Sealing members characterised by the disposition of the sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/193—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/197—Sealing members characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/198—Sealing members characterised by the material characterised by physical properties, e.g. adhesiveness or hardness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/30—Arrangements for facilitating escape of gases
- H01M50/342—Non-re-sealable arrangements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Abstract
蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムであって、 前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、 前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、 前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上である、金属端子用接着性フィルム。
Description
本開示は、金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法に関する。
従来、様々なタイプの蓄電デバイスが開発されているが、あらゆる蓄電デバイスにおいて電極や電解質等の蓄電デバイス素子を封止するために蓄電デバイス用外装材が不可欠な部材になっている。従来、蓄電デバイス用外装材として金属製の蓄電デバイス用外装材が多用されていたが、近年、電気自動車、ハイブリッド電気自動車、パソコン、カメラ、携帯電話等の高性能化に伴い、蓄電デバイスには、多様な形状が要求されると共に、薄型化や軽量化が求められている。しかしながら、従来多用されていた金属製の蓄電デバイス用外装材では、形状の多様化に追従することが困難であり、しかも軽量化にも限界があるという欠点がある。
そこで、近年、多様な形状に加工が容易で、薄型化や軽量化を実現し得る蓄電デバイス用外装材として、基材層/接着層/バリア層/熱融着性樹脂層が順次積層された積層シートが提案されている。このような積層フィルム状の蓄電デバイス用外装材を用いる場合、蓄電デバイス用外装材の最内層に位置する熱融着性樹脂層同士を対向させた状態で、蓄電デバイス用外装材の周縁部をヒートシールにて熱融着させることにより、蓄電デバイス用外装材によって蓄電デバイス素子が封止される。
蓄電デバイス用外装材のヒートシール部分からは、金属端子が突出しており、蓄電デバイス用外装材によって封止された蓄電デバイス素子は、蓄電デバイス素子の電極に電気的に接続された金属端子によって外部と電気的に接続される。すなわち、蓄電デバイス用外装材がヒートシールされた部分のうち、金属端子が存在する部分は、金属端子が熱融着性樹脂層に挟持された状態でヒートシールされている。金属端子と熱融着性樹脂層とは、互いに異種材料により構成されているため、金属端子と熱融着性樹脂層との界面において、密着性が低下しやすい。
このため、金属端子と熱融着性樹脂層との間には、これらの密着性を高めることなどを目的として、接着性フィルムが配されることがある。このような接着性フィルムとしては、例えば特許文献1に記載されたものが挙げられる。
近年、スマートフォンの高速大容量データ通信化に伴い、消費する電気量も増大し、蓄電デバイスの高容量化が検討されている。しかしながら、バッテリーの高容量化は、容器サイズの増大や反応性物質の増加を伴い、蓄電デバイスが熱暴走した時(すなわち、蓄電デバイスの高温化時)に発生するガス量も増加し、蓄電デバイスの内圧上昇に伴う爆発リスクが増大する。金属製の外装材を用いた蓄電デバイス(例えば金属缶電池など)では、安全弁を取り付けることでガス発生時の安全性を確保している(特許文献2参照)。
しかしながら、積層フィルム状の外装材を用いた蓄電デバイスでは、このような安全弁を取り付けることは難しく、高温になった蓄電デバイス内部で発生したガスによる、蓄電デバイスの膨張回避が課題となる。
このような状況下、本開示は、蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムであって、蓄電デバイスが高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になるまでは、蓄電デバイスの金属端子と蓄電デバイス用外装材の熱融着性樹脂層とを密着し、蓄電デバイスが当該高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になった場合に、金属端子用接着性フィルムの位置で蓄電デバイスが開封して、蓄電デバイス内部で発生したガスを外部に放出することができる、金属端子用接着性フィルムを提供することを主な目的とする。さらに、本開示は、当該金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス及び当該蓄電デバイスの製造方法を提供することも目的とする。
本開示の発明者等は、上記の課題を解決すべく鋭意検討を行った。その結果、蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムにおいて、前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、かつ、前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上とすることにより、蓄電デバイスが高温(例えば100℃から130℃)になるまでは、蓄電デバイスの金属端子と蓄電デバイス外装材の熱融着性樹脂層とを密着し、蓄電デバイスが当該高温になった場合に、金属端子用接着性フィルムの位置(具体的には、融解ピーク温度が105℃以上130℃以下である、樹脂層Aの位置)で蓄電デバイスが開封して、蓄電デバイス内部で発生したガスを外部に放出することができることを見出した。本開示は、かかる知見に基づいて更に検討を重ねることにより完成したものである。
即ち、本開示は、下記に掲げる態様の発明を提供する。
蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムであって、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上である、金属端子用接着性フィルム。
蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムであって、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上である、金属端子用接着性フィルム。
本開示によれば、蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムであって、蓄電デバイスが高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になるまでは、蓄電デバイスの金属端子と蓄電デバイス外装材の熱融着性樹脂層とを密着し、蓄電デバイスが当該高温になった場合に、金属端子用接着性フィルムの位置で蓄電デバイスが開封して、蓄電デバイス内部で発生したガスを外部に放出することができる、金属端子用接着性フィルムを提供することができる。さらに、本開示は、当該金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス及び当該蓄電デバイスの製造方法を提供することも目的とする。
本開示の金属端子用接着性フィルムは、蓄電デバイス素子の電極に電気的に接続された金属端子と、蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムであって、前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上であることを特徴とする。
本開示の金属端子用接着性フィルムは、このような特徴を備えていることから、蓄電デバイスが高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になるまでは、蓄電デバイスの金属端子と蓄電デバイス用外装材の熱融着性樹脂層とを密着し、蓄電デバイスが当該高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になった場合に、金属端子用接着性フィルムの位置で蓄電デバイスが開封して、蓄電デバイス内部で発生したガスを外部に放出することができる。
また、本開示の蓄電デバイスは、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、正極及び負極のそれぞれに電気的に接続され、蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスであって、金属端子と蓄電デバイス用外装材との間に、本開示の金属端子用接着性フィルムが介在されてなることを特徴とする。
また、本開示は、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、正極及び負極のそれぞれに電気的に接続され、蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスであって、金属端子と蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、温度100℃以上130℃以下の環境において、蓄電デバイスは、金属端子用接着性フィルムの樹脂層Aが積層されている位置から開封する(すなわち、温度100℃以上130℃以下の範囲のいずれかの温度環境において、蓄電デバイスは、金属端子用接着性フィルムの樹脂層Aの位置から開封する)、蓄電デバイスも提供する。
以下、本開示の金属端子用接着性フィルム及びその製造方法、蓄電デバイス及びその製造方法について詳述する。
なお、本明細書において、数値範囲については、「~」で示される数値範囲は「以上」、「以下」を意味する。例えば、2~15mmとの表記は、2mm以上15mm以下を意味する。
1.金属端子用接着性フィルム
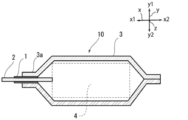
本開示の金属端子用接着性フィルムは、蓄電デバイス素子の電極に電気的に接続された金属端子と、蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在されるものである。具体的には、例えば図1から図3に示されるように、本開示の金属端子用接着性フィルム1は、蓄電デバイス素子4の電極に電気的に接続されている金属端子2と、蓄電デバイス素子4を封止する蓄電デバイス用外装材3との間に介在されている。また、金属端子2は、蓄電デバイス用外装材3の外側に突出しており、ヒートシールされた蓄電デバイス用外装材3の周縁部3aにおいて、金属端子用接着性フィルム1を介して、蓄電デバイス用外装材3に挟持されている。
本開示の金属端子用接着性フィルムは、蓄電デバイス素子の電極に電気的に接続された金属端子と、蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在されるものである。具体的には、例えば図1から図3に示されるように、本開示の金属端子用接着性フィルム1は、蓄電デバイス素子4の電極に電気的に接続されている金属端子2と、蓄電デバイス素子4を封止する蓄電デバイス用外装材3との間に介在されている。また、金属端子2は、蓄電デバイス用外装材3の外側に突出しており、ヒートシールされた蓄電デバイス用外装材3の周縁部3aにおいて、金属端子用接着性フィルム1を介して、蓄電デバイス用外装材3に挟持されている。
なお、本開示において、金属端子用接着性フィルムの金属端子への仮接着工程は、例えば、温度140~160℃程度、圧力0.01~1.0MPa程度、時間3~15秒間程度、回数3~6回程度の条件で行われ、本接着工程は、例えば、温度160~240℃程度、圧力0.01~1.0MPa程度、時間3~15秒間程度、回数1~3回程度の条件で行われる。また、蓄電デバイス用外装材に金属端子用接着性フィルム付き金属端子を介在させてヒートシールする際の加熱温度としては、通常180~210℃程度の範囲、圧力としては、通常1.0~2.0MPa程度、時間3~5秒間程度、回数1回程度の条件で行われる。
本開示の金属端子用接着性フィルム1は、金属端子2と蓄電デバイス用外装材3との密着性を高めるために設けられている。金属端子2と蓄電デバイス用外装材3との密着性が高められることにより、蓄電デバイス素子4の密封性が向上する。上述のとおり、蓄電デバイス素子4をヒートシールする際には、蓄電デバイス素子4の電極に電気的に接続された金属端子2が蓄電デバイス用外装材3の外側に突出するようにして、蓄電デバイス素子が封止される。このとき、金属により形成された金属端子2と、蓄電デバイス用外装材3の最内層に位置する熱融着性樹脂層35(ポリオレフィンなどの熱融着性樹脂により形成された層)とは異種材料により形成されているため、このような接着性フィルムを用いない場合には、金属端子2と熱融着性樹脂層35との界面において、蓄電デバイス素子の密封性が低くなりやすい。
本開示の金属端子用接着性フィルム1は、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されている。樹脂層Aは、金属端子用接着性フィルム1の少なくとも一方の最外層であることが好ましい。また、樹脂層Bは、金属端子用接着性フィルム1の最外層ではないことが好ましい。本開示の金属端子用接着性フィルム1は、少なくとも樹脂層A及び樹脂層Bを備える2層以上の積層構成を備えており、3層以上の積層構成であることが好ましい。
樹脂層Aは、樹脂により構成された層である。樹脂層Aを構成する樹脂としては、例えば、ポリオレフィン系樹脂、エポキシ樹脂、アクリル樹脂、フェノール樹脂、ポリカーボネート及びこれらの混合物や共重合物等が挙げられ、これらの中でも、特にポリオレフィン系樹脂が好ましい。
また、樹脂層Bは、樹脂により構成された層である。樹脂層Bを構成する樹脂としては、例えば、ポリオレフィン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、エポキシ樹脂、アクリル樹脂、フッ素樹脂、珪素樹脂、フェノール樹脂、ポリエーテルイミド、ポリイミド、ポリカーボネート及びこれらの混合物や共重合物等が挙げられ、これらの中でも、特にポリオレフィン系樹脂が好ましい。
本開示の効果をより好適に奏する観点から、樹脂層Aの厚さは、それぞれ、好ましくは約10μm以上、より好ましくは約15μm以上、さらに好ましくは約20μm以上であり、また、好ましくは約60μm以下、より好ましくは約55μm以下、さらに好ましくは50μm以下、さらに好ましくは40μm以下である。樹脂層Aの厚さの好ましい範囲としては、それぞれ、10~60μm程度、10~55μm程度、10~50μm程度、10~40μm程度、15~60μm程度、15~55μm程度、15~50μm程度、15~40μm程度、20~60μm程度、20~55μm程度、20~50μm程度、20~40μm程度が挙げられる。
また、本開示の効果をより好適に奏する観点から、樹脂層Bの厚さは、好ましくは120μm以下、より好ましくは110μm以下、さらに好ましくは約100μm以下、さらに好ましくは約90μm以下である。また、樹脂層Aの厚さは、好ましくは約20μm以上、より好ましくは約30μm以上、さらに好ましくは約40μm以上である。樹脂層Bの厚さの好ましい範囲としては、20~120μm程度、20~110μm程度、20~100μm程度、20~90μm程度、30~120μm程度、30~110μm程度、30~100μm程度、30~90μm程度、40~120μm程度、40~110μm程度、40~100μm程度、40~90μm程度が挙げられる。
本開示の金属端子用接着性フィルム1は、例えば、図4に示すように、少なくとも、第1ポリオレフィン層12aと、基材11と、第2ポリオレフィン層12bとがこの順に積層された構成とすることができる。当該構成において、第1ポリオレフィン層12a及び第2ポリオレフィン層12bの少なくとも一方を樹脂層Aとすることが好ましい。また、基材11を樹脂層Bとすることが好ましい。第1ポリオレフィン層12aが金属端子2側に配置される。また、第2ポリオレフィン層12bが、蓄電デバイス用外装材3側に配置される。本開示の金属端子用接着性フィルム1においては、両面側の表面に、それぞれ第1ポリオレフィン層12a及び第2ポリオレフィン層12bが位置している。
以下、本開示の金属端子用接着性フィルム1において、第1ポリオレフィン層12a及び第2ポリオレフィン層12bの少なくとも一方が樹脂層Aであり、基材11が樹脂層Bである場合を例にして、本開示の金属端子用接着性フィルム1について、詳述する。
本発明の効果をより好適に奏する観点から、第1ポリオレフィン層12aと基材11とが接面しており、かつ、第2ポリオレフィン層12bと基材11とが接面していることが好ましい。
本開示の金属端子用接着性フィルム1において、第1ポリオレフィン層12a及び第2ポリオレフィン層12bは、それぞれ、ポリオレフィン系樹脂を含む層である。ポリオレフィン系樹脂としては、ポリオレフィン、酸変性ポリオレフィンなどが挙げられる。第1ポリオレフィン層12aは、ポリオレフィン系樹脂の中でも、酸変性ポリオレフィンを含むことが好ましく、酸変性ポリオレフィンにより形成された層であることがより好ましい。また、第2ポリオレフィン層12bは、ポリオレフィン系樹脂の中でも、ポリオレフィンまたは酸変性ポリオレフィンを含むことが好ましく、ポリオレフィンを含むことがより好ましく、ポリオレフィンにより形成された層であることがさらに好ましい。
また、基材11は、ポリオレフィン系樹脂を含む(すなわち、ポリオレフィン骨格を有する)ことが好ましく、ポリオレフィンを含むことが好ましく、ポリオレフィンにより形成された層であることがさらに好ましい。
第1ポリオレフィン層12a、第2ポリオレフィン層12b、及び基材11において、それぞれ、ポリオレフィン系樹脂は、ポリプロピレン系樹脂であることが好ましい。ポリオレフィンは、ポリプロピレンであることが好ましく、酸変性ポリオレフィンは、酸変性ポリプロピレンであることが好ましい。なお、ポリオレフィン、酸変性ポリオレフィンなどのポリオレフィン系樹脂には、公知の添加剤や後述する充填剤、顔料などが含まれていてもよい。
本開示の金属端子用接着性フィルム1の好ましい積層構成の具体例としては、酸変性ポリプロピレンにより形成された第1ポリオレフィン層/ポリプロピレンにより形成された基材/酸変性ポリプロピレンにより形成された第2ポリオレフィン層がこの順に積層された3層構成;酸変性ポリプロピレンにより形成された第1ポリオレフィン層/ポリプロピレンにより形成された基材/ポリプロピレンにより形成された第2ポリオレフィン層がこの順に積層された3層構成などが挙げられ、これらの中でも、蓄電デバイス用外装材3の熱融着性樹脂層35と第2ポリオレフィン層12bとの接着性の観点で後者の3層構成が特に好ましい。
第1ポリオレフィン層12a、第2ポリオレフィン層12b、及び基材11を構成する素材の詳細については、後述する。
蓄電デバイス10の金属端子2と蓄電デバイス用外装材3との間に、本開示の金属端子用接着性フィルム1が配置されると、金属により構成された金属端子2の表面と、蓄電デバイス用外装材3の熱融着性樹脂層35(ポリオレフィンなどの熱融着性樹脂により形成された層)とが、金属端子用接着性フィルム1を介して接着される。金属端子用接着性フィルム1の第1ポリオレフィン層12aが金属端子2側に配置され、第2ポリオレフィン層12bが蓄電デバイス用外装材3側に配置され、第1ポリオレフィン層12aが金属端子2と密着し、第2ポリオレフィン層12bが蓄電デバイス用外装材3の熱融着性樹脂層35と密着する。
本開示の金属端子用接着性フィルム1において、温度110℃環境で測定される基材11の断面硬度が15N/mm2以上であり、第1ポリオレフィン層12a及び第2ポリオレフィン層12bの少なくとも一方は、融解ピーク温度が105℃以上130℃以下である。本開示の金属端子用接着性フィルムは、蓄電デバイスの金属端子と蓄電デバイス用外装材の熱融着性樹脂層とを密着し、蓄電デバイスが高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になった場合に、金属端子用接着性フィルムの位置で蓄電デバイスが開封して、蓄電デバイス内部で発生したガスを外部に放出する観点から、第1ポリオレフィン層12a及び第2ポリオレフィン層12bのうち、少なくとも一方の融解ピーク温度が105℃以上130℃以下であれば、当該層から蓄電デバイスを開封させることができる。なお、後述の通り、基材11の110℃における断面硬度が15N/mm2を下回ると、仮に第1ポリオレフィン層12a及び第2ポリオレフィン層12bの少なくとも一方の融解ピーク温度が105℃以上130℃以下であっても、蓄電デバイスが高温になった場合に、金属端子用接着性フィルムの位置で蓄電デバイスを開封させることは難しい。これは、110℃環境における基材11の断面硬度が低いと、蓄電デバイス用外装材と金属端子用接着性フィルム付き金属端子を周縁部3aでヒートシールする工程において、金属端子用接着フィルムの第1ポリオレフィン層12a及び第2ポリオレフィン層12bのみならず、基材11及び蓄電デバイス用外装材の熱融着性樹脂層35が溶融し第1ポリオレフィン層12a及び第2ポリオレフィン層12bと基材層11が混ざり合ってしまうことで、結果的にシール部の耐熱性が高まり、開封し難くなることが原因と考えられる。環境温度110℃における基材11の断面硬度を約15N/mm2以上とするためには、基材11を構成する樹脂としてポリオレフィン系樹脂を用いる場合には、ホモポリプロピレン、ブロックポリプロピレンが好ましく、また、ポリエステル系樹脂を用いる場合には、ポリエチレンテレフタレート、ポリエチレンナフタレートが好ましく、エンジニアリングプラスチックの使用も好ましい。また、樹脂の分子量、結晶性、密度はそれぞれ大きいことが好ましい。本開示において、基材の断面硬度の測定、及び融解ピーク温度の測定方法は、それぞれ、以下の通りである。
<樹脂層Bの断面硬度の測定>
樹脂層B(例えば基材)の断面硬度としては、マルテンス硬度を採用する。金属端子用接着性フィルムを1.5cm×5mmの大きさに裁断し、耐熱性の熱硬化エポキシ樹脂で包埋し、エポキシ樹脂とともに研磨して断面を露出させ、測定サンプルとする。次に、ビッカース圧子を取り付けた超微小硬度計(例えば、フィッシャー・インストルメンツ社製のHM2000)に加熱ステージを設置し、ステージ上に上記断面サンプルを設定してサンプルが110℃になるまで5分間加熱する。次に、測定サンプルの測定対象層である樹脂層B(基材)の中央に対して、圧子を押込速度0.1μm/sで深さ1μmまで押込み、樹脂層Bの断面硬度を測定する。測定値は10回測定し、その平均値を採用する。
樹脂層B(例えば基材)の断面硬度としては、マルテンス硬度を採用する。金属端子用接着性フィルムを1.5cm×5mmの大きさに裁断し、耐熱性の熱硬化エポキシ樹脂で包埋し、エポキシ樹脂とともに研磨して断面を露出させ、測定サンプルとする。次に、ビッカース圧子を取り付けた超微小硬度計(例えば、フィッシャー・インストルメンツ社製のHM2000)に加熱ステージを設置し、ステージ上に上記断面サンプルを設定してサンプルが110℃になるまで5分間加熱する。次に、測定サンプルの測定対象層である樹脂層B(基材)の中央に対して、圧子を押込速度0.1μm/sで深さ1μmまで押込み、樹脂層Bの断面硬度を測定する。測定値は10回測定し、その平均値を採用する。
<融解ピーク温度の測定>
各測定サンプルについて、JIS K7121:2012(プラスチックの転移温度測定方法(JIS K7121:1987の追補1))の規定に準拠して融解ピーク温度を測定する。測定は、示差走査熱量計(DSC、例えばティー・エイ・インスツルメント製の示差走査熱量計Q200)を用いて行う。測定サンプルを、-50℃で15分間保持した後、10℃/分の昇温速度で-50℃から210℃まで昇温させて、1回目の融解ピーク温度P(℃)を測定した後、210℃にて10分間保持する。次に、10℃/分の降温速度で210℃から-50℃まで降温させて15分間保持する。さらに、10℃/分の昇温速度で-50℃から210℃まで昇温させて2回目の融解ピーク温度Q(℃)を測定する。なお、窒素ガスの流量は50ml/分とする。以上の手順によって、1回目に測定される融解ピーク温度P(℃)と、2回目に測定される融解ピーク温度Q(℃)を求める。以上の手順によって、1回目に測定される融解ピーク温度P(℃)の値を採用する。
各測定サンプルについて、JIS K7121:2012(プラスチックの転移温度測定方法(JIS K7121:1987の追補1))の規定に準拠して融解ピーク温度を測定する。測定は、示差走査熱量計(DSC、例えばティー・エイ・インスツルメント製の示差走査熱量計Q200)を用いて行う。測定サンプルを、-50℃で15分間保持した後、10℃/分の昇温速度で-50℃から210℃まで昇温させて、1回目の融解ピーク温度P(℃)を測定した後、210℃にて10分間保持する。次に、10℃/分の降温速度で210℃から-50℃まで降温させて15分間保持する。さらに、10℃/分の昇温速度で-50℃から210℃まで昇温させて2回目の融解ピーク温度Q(℃)を測定する。なお、窒素ガスの流量は50ml/分とする。以上の手順によって、1回目に測定される融解ピーク温度P(℃)と、2回目に測定される融解ピーク温度Q(℃)を求める。以上の手順によって、1回目に測定される融解ピーク温度P(℃)の値を採用する。
本開示の効果をより好適に奏する観点から、温度110℃環境における樹脂層Bの断面硬度としては、好ましくは約20N/mm2以上、より好ましくは約25N/mm2以上、さらに好ましくは約30N/mm2以上である。同様の観点から、当該断面硬度は、好ましくは約60N/mm2以下、より好ましくは約50N/mm2以下、さらに好ましくは約45N/mm2以下である。当該断面硬度の好ましい範囲としては、15~60N/mm2程度、15~50N/mm2程度、15~45N/mm2程度、20~60N/mm2程度、20~50N/mm2程度、20~45N/mm2程度、25~60N/mm2程度、25~50N/mm2程度、25~45N/mm2程度、30~60N/mm2程度、30~50N/mm2程度、30~45N/mm2程度が挙げられる。基材11が樹脂層Bである場合も、基材11の断面硬度は同じである。
本開示の効果をより好適に奏する観点から、樹脂層Bの融解ピーク温度は、例えば約135℃以上、好ましくは約150℃以上、より好ましくは約155℃以上、さらに好ましくは約160℃以上、さらに好ましくは約163℃以上である。同様の観点から、基材11の融解ピーク温度は、好ましくは約180℃以下、より好ましくは約175℃以下、さらに好ましくは約170℃以下である。当該融解ピーク温度の好ましい範囲としては、135~180℃程度、135~175℃程度、135~170℃程度、150~180℃程度、150~175℃程度、150~170℃程度、155~180℃程度、155~175℃程度、155~170℃程度、160~180℃程度、160~175℃程度、160~170℃程度、163~180℃程度、163~175℃程度、163~170℃程度が挙げられる。基材11が樹脂層Bである場合も、基材11の融解ピーク温度は同じである。
本開示の効果をより好適に奏する観点から、樹脂層Aの融解ピーク温度は、好ましくは110℃以上、より好ましくは約115℃以上、さらに好ましくは約120℃以上である。同様の観点から、当該融解ピーク温度は、約130℃以下、好ましくは約128℃以下、より好ましくは約125℃以下である。当該融解ピーク温度の好ましい範囲としては、105~130℃程度、105~128℃程度、105~125℃程度、110~130℃程度、110~128℃程度、110~125℃程度、115~130℃程度、115~128℃程度、115~125℃程度、120~130℃程度、120~128℃程度、120~125℃程度が挙げられる。ただし、前記の通り、金属端子2側に配置される第1ポリオレフィン層12aが樹脂層Aである場合、第1ポリオレフィン層12aは、融解ピーク温度が105℃以上130℃以下である。同様に、蓄電デバイス用外装材3側に配置される第2ポリオレフィン層12bが樹脂層Aである場合、第2ポリオレフィン層12bは、融解ピーク温度が105℃以上130℃以下である。
また、第2ポリオレフィン層12bの融解ピーク温度は、130℃以上であることも好ましい。後述の通り、金属端子2側に配置される第1ポリオレフィン層12aの融解ピーク温度が105℃以上130℃以下であって、蓄電デバイス用外装材3側に配置される第2ポリオレフィン層12bの融解ピーク温度と、蓄電デバイス用外装材3の熱融着性樹脂層35の融解ピーク温度とが共に130℃以上であることにより、蓄電デバイスが高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になるまでは、蓄電デバイスの金属端子と蓄電デバイス用外装材の熱融着性樹脂層とを密着し、蓄電デバイスが当該高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になった場合に、金属端子用接着性フィルムの位置で蓄電デバイスが開封して、蓄電デバイス内部で発生したガスを外部に放出することができる。このような態様において、第2ポリオレフィン層12bの融解ピーク温度は、好ましくは130~150℃である。
本開示の効果をより好適に奏する観点から、金属端子用接着性フィルム1の総厚みとしては、例えば約60μm以上、好ましくは約70μm以上、より好ましくは約80μm以上である。また、本開示の金属端子用接着性フィルム1の総厚みは、好ましくは約150μm以下、より好ましくは約120μm以下、さらに好ましくは約100μm以下である。本開示の金属端子用接着性フィルム1の総厚みの好ましい範囲としては、60~150μm程度、60~130μm程度、60~100μm程度、70~150μm程度、70~130μm程度、70~100μm程度、80~150μm程度、80~130μm程度、80~100μm程度が挙げられる。
本開示の金属端子用接着性フィルム1は、最外層の少なくとも一方の表面に微細な凹凸を備えていることが好ましい。これにより、蓄電デバイス用外装材3の熱融着性樹脂層35または金属端子2との密着性をより一層向上させることができる。なお、金属端子用接着性フィルム1の最外層の表面に微細な凹凸を形成する方法としては、微粒子などの添加剤を最外層に添加する方法、表面に凹凸を有する冷却ロールを当接させ賦型する方法などが挙げられる。微細な凹凸としては、好ましくは、最外層の表面の十点平均粗さが、好ましくは約0.1μm以上、より好ましくは約0.2μm以上であり、また、好ましくは約35μm以下、より好ましくは約10μm以下であり、好ましい範囲としては、0.1~35μm程度、0.1~10μm程度、0.2~35μm程度、0.2~35μm程度、0.2~10μm程度が挙げられる。なお、十点平均粗さは、JIS B0601:1994の規定に準拠した方法において、キーエンス製レーザー顕微鏡VK-9710を用い、対物レンズ50倍、カットオフなしの測定条件で測定した値である。
以下、第1ポリオレフィン層12a、第2ポリオレフィン層12b、及び基材11を構成する材料、厚みなどについて詳述する。
[第1ポリオレフィン層12a及び第2ポリオレフィン層12b]
本開示の金属端子用接着性フィルム1は、図4に示すように、基材11の一方面側に第1ポリオレフィン層12aを備え、他方面側に第2ポリオレフィン層12bを備えている。第1ポリオレフィン層12aが金属端子2側に配置される。また、第2ポリオレフィン層12bが蓄電デバイス用外装材3側に配置される。本開示の金属端子用接着性フィルム1においては、両面側の表面に、それぞれ第1ポリオレフィン層12a及び第2ポリオレフィン層12bが位置している。
本開示の金属端子用接着性フィルム1は、図4に示すように、基材11の一方面側に第1ポリオレフィン層12aを備え、他方面側に第2ポリオレフィン層12bを備えている。第1ポリオレフィン層12aが金属端子2側に配置される。また、第2ポリオレフィン層12bが蓄電デバイス用外装材3側に配置される。本開示の金属端子用接着性フィルム1においては、両面側の表面に、それぞれ第1ポリオレフィン層12a及び第2ポリオレフィン層12bが位置している。
本開示において、第1ポリオレフィン層12a及び第2ポリオレフィン層12bの少なくとも一方の融解ピーク温度は105℃以上130℃以下である。本開示の金属端子用接着性フィルム1は、蓄電デバイスの金属端子2と蓄電デバイス用外装材3の熱融着性樹脂層35とを密着し、蓄電デバイスが高温(例えば100℃から130℃、110~130℃、さらには120℃から130℃)になった場合に、金属端子用接着性フィルムの位置で蓄電デバイスが開封して、蓄電デバイス内部で発生したガスを外部に放出する観点から、第1ポリオレフィン層12a及び第2ポリオレフィン層12bのうち、少なくとも一方の融解ピーク温度が105℃以上130℃以下であれば、融解ピーク温度が105℃以上130℃以下である第1ポリオレフィン層12a又は第2ポリオレフィン層12bから蓄電デバイスを開封させることができる。ポリオレフィンの融解温度の調整は、プロピレンとエチレンとを共重合させることで可能である。通常、プロピレンに対してエチレンを5質量%以下でランダム共重合させることで融解ピーク温度を130℃程度まで下げることができる。また、特表2016-524002号公報に記載の方法を用いれば、融点が100℃程度のポリプロピレンを調製することができる。
本開示の金属端子用接着性フィルム1において、第1ポリオレフィン層12a及び第2ポリオレフィン層12bは、それぞれ、ポリオレフィン系樹脂を含む層である。ポリオレフィン系樹脂としては、ポリオレフィン、酸変性ポリオレフィンなどが挙げられる。第1ポリオレフィン層12aは、ポリオレフィン系樹脂の中でも、酸変性ポリオレフィンを含むことが好ましく、酸変性ポリオレフィンにより形成された層であることがより好ましい。また、第2ポリオレフィン層12bは、ポリオレフィン系樹脂の中でも、ポリオレフィンまたは酸変性ポリオレフィンを含むことが好ましく、ポリオレフィンを含むことがより好ましく、ポリオレフィンまたは酸変性ポリオレフィンにより形成された層であることがさらに好ましい。酸変性ポリオレフィンは、金属との親和性が高い。また、ポリオレフィン及び酸変性ポリオレフィンは、それぞれ、ポリオレフィンなどの熱融着性樹脂との親和性が高い。従って、本開示の金属端子用接着性フィルム1においては、酸変性ポリオレフィンにより形成された第1ポリオレフィン層12aを金属端子2側に配置することにより、金属端子用接着性フィルム1と金属端子2との界面において、より一層優れた密着性を発揮することができる。また、ポリオレフィン又は酸変性ポリオレフィンにより形成された第2ポリオレフィン層12bを蓄電デバイス用外装材3の熱融着性樹脂層35側に配置することにより、金属端子用接着性フィルム1と熱融着性樹脂層35との界面において、より一層優れた密着性を発揮することができる。
前記の通り、本開示の金属端子用接着性フィルム1の好ましい積層構成の具体例としては、酸変性ポリプロピレンにより形成された第1ポリオレフィン層/ポリプロピレンにより形成された基材/酸変性ポリプロピレンにより形成された第2ポリオレフィン層がこの順に積層された3層構成;酸変性ポリプロピレンにより形成された第1ポリオレフィン層/ポリプロピレンにより形成された基材/ポリプロピレンにより形成された第2ポリオレフィン層がこの順に積層された3層構成などが挙げられ、これらの中でも、蓄電デバイス用外装材3の熱融着性樹脂層35と第2ポリオレフィン層12bとの接着性の観点で後者の3層構成が特に好ましい。
酸変性ポリオレフィンとしては、酸変性されたポリオレフィンであれば特に制限されないが、好ましくは不飽和カルボン酸またはその無水物でグラフト変性されたポリオレフィンが挙げられる。
酸変性されるポリオレフィンとしては、具体的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン等のポリエチレン;ホモポリプロピレン、ポリプロピレンのブロックコポリマー(例えば、プロピレンとエチレンのブロックコポリマー)、ポリプロピレンのランダムコポリマー(例えば、プロピレンとエチレンのランダムコポリマー)等の結晶性又は非晶性のポリプロピレン;エチレン-ブテン-プロピレンのターポリマー等が挙げられる。これらのポリオレフィンの中でも、好ましくはポリエチレン及びポリプロピレンが挙げられ、特に好ましくはポリプロピレンである。
また、酸変性されるポリオレフィンは、環状ポリオレフィンであってもよい。例えば、カルボン酸変性環状ポリオレフィンとは、環状ポリオレフィンを構成するモノマーの一部を、α,β-不飽和カルボン酸又はその無水物に代えて共重合することにより、或いは環状ポリオレフィンに対してα,β-不飽和カルボン酸又はその無水物をブロック重合又はグラフト重合することにより得られるポリマーである。
酸変性される環状ポリオレフィンは、オレフィンと環状モノマーとの共重合体であり、前記環状ポリオレフィンの構成モノマーであるオレフィンとしては、例えば、エチレン、プロピレン、4-メチル-1-ペンテン、ブタジエン、イソプレン等が挙げられる。また、前記環状ポリオレフィンの構成モノマーである環状モノマーとしては、例えば、ノルボルネン等の環状アルケン;具体的には、シクロペンタジエン、ジシクロペンタジエン、シクロヘキサジエン、ノルボルナジエン等の環状ジエン等が挙げられる。これらのポリオレフィンの中でも、好ましくは環状アルケン、さらに好ましくはノルボルネンが挙げられる。構成モノマーとしては、スチレンも挙げられる。
酸変性に使用されるカルボン酸またはその無水物としては、例えば、マレイン酸、アクリル酸、イタコン酸、クロトン酸、無水マレイン酸、無水イタコン酸等が挙げられる。第1ポリオレフィン層12aは、赤外分光法で分析すると、無水マレイン酸に由来するピークが検出されることが好ましい。例えば、赤外分光法にて無水マレイン酸変性ポリオレフィンを測定すると、波数1760cm-1付近と波数1780cm-1付近に無水マレイン酸由来のピークが検出される。第1ポリオレフィン層12a又は第2ポリオレフィン層12bが無水マレイン酸変性ポリオレフィンより構成された層である場合、赤外分光法にて測定すると、無水マレイン酸由来のピークが検出される。ただし、酸変性度が低いとピークが小さくなり検出されない場合がある。その場合は核磁気共鳴分光法にて分析可能である。
第1ポリオレフィン層12a及び第2ポリオレフィン層12bは、それぞれ、1種の樹脂成分単独で形成してもよく、また2種以上の樹脂成分を組み合わせたブレンドポリマーにより形成してもよい。さらに、第1ポリオレフィン層12a及び第2ポリオレフィン層12bは、それぞれ、1層のみで形成されていてもよく、同一又は異なる樹脂成分によって2層以上で形成されていてもよい。第1ポリオレフィン層12a及び第2ポリオレフィン層12bの製膜性の観点からは、これらの層は、それぞれ、2種以上の樹脂成分を組み合わせたブレンドポリマーにより形成することが好ましい。ブレンドポリマーとする場合、第1ポリオレフィン層12aについては、酸変性ポリプロピレンを主成分(50質量%以上の成分)とし、50質量%以下を他の樹脂(柔軟性を向上させる観点からは、好ましくはポリエチレン)とすることが好ましい。また、第2ポリオレフィン層12bについては、ポリプロピレンを主成分(50質量%以上の成分)とし、50質量%以下を他の樹脂(柔軟性を向上させる観点からは、好ましくはポリエチレン)とすることが好ましい。一方、第1ポリオレフィン層12a及び第2ポリオレフィン層12bの耐電解液性の観点からは、第1ポリオレフィン層12aは、樹脂として酸変性ポリプロピレンを単独で含むことが好ましく、第2ポリオレフィン層12bは、樹脂として酸変性ポリプロピレン又はポリプロピレンを単独で含むことが好ましい。
さらに、第1ポリオレフィン層12a及び第2ポリオレフィン層12bは、それぞれ、必要に応じて充填剤を含んでいてもよい。第1ポリオレフィン層12a及び第2ポリオレフィン層12bが充填剤を含むことにより、充填剤がスペーサー(Spacer)として機能するために、金属端子2と蓄電デバイス用外装材3のバリア層33との間の短絡を効果的に抑制することが可能となる。充填剤の粒径としては、0.1~35μm程度、好ましくは5.0~30μm程度、さらに好ましくは10~25μm程度の範囲が挙げられる。また、充填剤の含有量としては、第1ポリオレフィン層12a及び第2ポリオレフィン層12bを形成する樹脂成分100質量部に対して、それぞれ、5~30質量部程度、より好ましくは10~20質量部程度が挙げられる。
充填剤としては、無機系、有機系のいずれも用いることができる。無機系充填剤としては、例えば、炭素(カーボン、グラファイト)、シリカ、酸化アルミニウム、チタン酸バリウム、酸化鉄、シリコンカーバイド、酸化ジルコニウム、珪酸ジルコニウム、酸化マグネシウム、酸化チタン、アルミ酸カルシウム、水酸化カルシウム、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム等が挙げられる。また、有機系充填剤としては、例えば、フッ素樹脂、フェノール樹脂、ユリア樹脂、エポキシ樹脂、アクリル樹脂、ベンゾグアナミン・ホルムアルデヒド縮合物、メラミン・ホルムアルデヒド縮合物、ポリメタクリル酸メチル架橋物、ポリエチレン架橋物等が挙げられる。形状の安定性、剛性、内容物耐性の点から、酸化アルミニウム、シリカ、フッ素樹脂、アクリル樹脂、ベンゾグアナミン・ホルムアルデヒド縮合物が好ましく、特にこの中でも球状の酸化アルミニウム、シリカがより好ましい。第1ポリオレフィン層12a及び第2ポリオレフィン層12bを形成する樹脂成分への充填剤の混合方法としては、予めバンバリーミキサー等で両者をメルトブレンドし、マスターバッチ化したものを所定の混合比にする方法、樹脂成分との直接混合方法などを採用することができる。
また、第1ポリオレフィン層12a及び第2ポリオレフィン層12bは、それぞれ、必要に応じて顔料を含んでいてもよい。顔料としては、無機系の各種顔料を用いることができる。顔料の具体例としては、上記充填剤で例示した炭素(カーボン、グラファイト)が好ましく例示できる。炭素(カーボン、グラファイト)は、一般に蓄電デバイスの内部に使用されている材料であり、電解液に対する溶出の虞がない。また、着色効果が大きく接着性を阻害しない程度の添加量で充分な着色効果を得られると共に、熱で溶融することがなく、添加した樹脂の見かけの溶融粘度を高くすることができる。さらに、熱接着時(ヒートシール時)に加圧部が薄肉となることを防止して、蓄電デバイス用外装材と金属端子の間における優れた密封性を付与できる。
第1ポリオレフィン層12a、第2ポリオレフィン層12bに顔料を添加する場合、その添加量としては、たとえば、粒径が約0.03μmのカーボンブラックを使用した場合、第1ポリオレフィン層12a、第2ポリオレフィン層12bを形成する樹脂成分100質量部に対して、それぞれ、0.05~0.3質量部程度、好ましくは0.1~0.2質量部程度が挙げられる。第1ポリオレフィン層12a、第2ポリオレフィン層12bに顔料を添加することにより、金属端子用接着性フィルム1の有無をセンサーで検知可能なもの、または目視で検査可能なものとすることができる。なお、第1ポリオレフィン層12a、第2ポリオレフィン層12bに充填剤と顔料とを添加する場合、同一の第1ポリオレフィン層12a、第2ポリオレフィン層12bに充填剤と顔料を添加してもよいが、金属端子用接着性フィルム1の熱融着性を阻害しない観点からは、充填剤及び顔料は、第1ポリオレフィン層12a、第2ポリオレフィン層12bに分けて添加することが好ましい。
本開示の効果をより好適に奏する観点から、第1ポリオレフィン層12a及び第2ポリオレフィン層12bの厚さは、それぞれ、好ましくは約10μm以上、より好ましくは約15μm以上、さらに好ましくは約20μm以上であり、また、好ましくは約60μm以下、より好ましくは約55μm以下、さらに好ましくは50μm以下、さらに好ましくは40μm以下である。第1ポリオレフィン層12a及び第2ポリオレフィン層12bの厚さの好ましい範囲としては、それぞれ、10~60μm程度、10~55μm程度、10~50μm程度、10~40μm程度、15~60μm程度、15~55μm程度、15~50μm程度、15~40μm程度、20~60μm程度、20~55μm程度、20~50μm程度、20~40μm程度が挙げられる。
同様の観点から、第1ポリオレフィン層12a及び第2ポリオレフィン層12bの合計厚みに対する、基材11の厚みの比としては、好ましくは約0.3以上、より好ましくは約0.4以上であり、また、好ましくは約1.0以下、より好ましくは約0.8以下であり、好ましい範囲としては、0.3~1.0程度、0.3~0.8程度、0.4~1.0程度、0.4~0.8程度が挙げられる。
また、金属端子用接着性フィルム1の総厚みを100%とした場合、第1ポリオレフィン層12a及び第2ポリオレフィン層12bの合計厚みの割合としては、好ましくは30~80%程度、より好ましくは50~70%程度である。
[基材11]
金属端子用接着性フィルム1において、基材11は、金属端子用接着性フィルム1の支持体として機能する層である。
金属端子用接着性フィルム1において、基材11は、金属端子用接着性フィルム1の支持体として機能する層である。
基材11は、前記の断面硬度を有する。
基材11を形成する素材については、特に制限されるものではない。基材11を形成する素材としては、例えば、ポリオレフィン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、エポキシ樹脂、アクリル樹脂、フッ素樹脂、珪素樹脂、フェノール樹脂、ポリエーテルイミド、ポリイミド、ポリカーボネート及びこれらの混合物や共重合物等が挙げられ、これらの中でも、特にポリオレフィン系樹脂が好ましい。すなわち、基材11を形成する素材は、ポリオレフィン、酸変性ポリオレフィンなどのポリオレフィン骨格を含む樹脂が好ましい。基材11を構成している樹脂がポリオレフィン骨格を含むことは、例えば、赤外分光法、ガスクロマトグラフィー質量分析法などにより分析可能である。
前記の通り、基材11は、ポリオレフィン系樹脂を含むことが好ましく、ポリオレフィンを含むことが好ましく、ポリオレフィンにより形成された層であることがさらに好ましい。ポリオレフィンにより形成された層は、延伸ポリオレフィンフィルムであってもよいし、未延伸ポリオレフィンフィルムであってもよいが、未延伸ポリオレフィンフィルムであることが好ましい。ポリオレフィンとしては、具体的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン等のポリエチレン;ホモポリプロピレン、ポリプロピレンのブロックコポリマー(例えば、プロピレンとエチレンのブロックコポリマー)、ポリプロピレンのランダムコポリマー(例えば、プロピレンとエチレンのランダムコポリマー)等の結晶性又は非晶性のポリプロピレン;エチレン-ブテン-プロピレンのターポリマー等が挙げられる。これらのポリオレフィンの中でも、好ましくはポリエチレン及びポリプロピレンが挙げられ、より好ましくはポリプロピレンが挙げられる。また、耐電解液性に優れることから、基材11は、ホモポリプロピレンを含むことが好ましく、ホモポリプロピレンにより形成されていることがより好ましく、未延伸ホモポリプロピレンフィルムであることがさらに好ましい。
ポリアミドとしては、具体的には、ナイロン6、ナイロン66、ナイロン610、ナイロン12、ナイロン46、ナイロン6とナイロン66との共重合体等の脂肪族系ポリアミド;テレフタル酸及び/又はイソフタル酸に由来する構成単位を含むナイロン6I、ナイロン6T、ナイロン6IT、ナイロン6I6T(Iはイソフタル酸、Tはテレフタル酸を表す)等のヘキサメチレンジアミン-イソフタル酸-テレフタル酸共重合ポリアミド、ポリメタキシリレンアジパミド(MXD6)等の芳香族を含むポリアミド;ポリアミノメチルシクロヘキシルアジパミド(PACM6)等の脂環系ポリアミド;さらにラクタム成分や、4,4’-ジフェニルメタン-ジイソシアネート等のイソシアネート成分を共重合させたポリアミド、共重合ポリアミドとポリエステルやポリアルキレンエーテルグリコールとの共重合体であるポリエステルアミド共重合体やポリエーテルエステルアミド共重合体;これらの共重合体等が挙げられる。これらのポリアミドは、1種単独で使用してもよく、また2種以上を組み合わせて使用してもよい。
ポリエステルとしては、具体的には、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリエチレンイソフタレート、エチレンテレフタレートを繰り返し単位の主体とした共重合ポリエステル、ブチレンテレフタレートを繰り返し単位の主体とした共重合ポリエステル等が挙げられる。また、エチレンテレフタレートを繰り返し単位の主体とした共重合ポリエステルとしては、具体的には、エチレンテレフタレートを繰り返し単位の主体としてエチレンイソフタレートと重合する共重合体ポリエステル(以下、ポリエチレン(テレフタレート/イソフタレート)にならって略す)、ポリエチレン(テレフタレート/イソフタレート)、ポリエチレン(テレフタレート/アジペート)、ポリエチレン(テレフタレート/ナトリウムスルホイソフタレート)、ポリエチレン(テレフタレート/ナトリウムイソフタレート)、ポリエチレン(テレフタレート/フェニル-ジカルボキシレート)、ポリエチレン(テレフタレート/デカンジカルボキシレート)等が挙げられる。また、ブチレンテレフタレートを繰り返し単位の主体とした共重合ポリエステルとしては、具体的には、ブチレンテレフタレートを繰り返し単位の主体としてブチレンイソフタレートと重合する共重合体ポリエステル(以下、ポリブチレン(テレフタレート/イソフタレート)にならって略す)、ポリブチレン(テレフタレート/アジペート)、ポリブチレン(テレフタレート/セバケート)、ポリブチレン(テレフタレート/デカンジカルボキシレート)、ポリブチレンナフタレート等が挙げられる。これらのポリエステルは、1種単独で使用してもよく、また2種以上を組み合わせて使用してもよい。
また、基材11は、上記の樹脂で形成された不織布により形成されていてもよい。基材11が不織布である場合、基材11は、前述のポリオレフィン系樹脂、ポリアミド樹脂等で構成されていることが好ましい。
基材11は、単層であってもよいし、複層であってもよい。基材11が複層である場合、少なくとも1つの層に、前記融解ピーク温度135℃以上である層が含まれていればよい。複層の具体例としては、例えば、ブロックポリプロピレン/ホモポリプロピレン/ブロックポリプロピレンが順に積層された3層構成などが挙げられる。
また、基材11に着色剤を配合することにより、基材11を、着色剤を含む層とすることもできる。また、透明度の低い樹脂を選択して、光透過度を調整することもできる。基材11がフィルムの場合は、着色フィルムを用いることや、透明度の低いフィルムを用いることもできる。また、基材11が不織布の場合は、着色剤を含む繊維やバインダーを用いた不織布や、透明度の低い不織布を用いることができる。
基材11が樹脂フィルムにより構成されている場合、基材11の表面には、必要に応じて、コロナ放電処理、オゾン処理、プラズマ処理等の公知の易接着手段が施されていてもよい。
本開示の効果をより好適に奏する観点から、基材11の厚さは、好ましくは120μm以下、より好ましくは110μm以下、さらに好ましくは約100μm以下、さらに好ましくは約90μm以下である。また、基材11の厚さは、好ましくは約20μm以上、より好ましくは約30μm以上、さらに好ましくは約40μm以上である。基材11の厚さの好ましい範囲としては、20~120μm程度、20~110μm程度、20~100μm程度、20~90μm程度、30~120μm程度、30~110μm程度、30~100μm程度、30~90μm程度、40~120μm程度、40~110μm程度、40~100μm程度、40~90μm程度が挙げられる。
本開示の金属端子用接着性フィルム1は、例えば、基材11の両表面上に、それぞれ、第1ポリオレフィン層12a及び第2ポリオレフィン層12bを積層することにより製造することができる。基材11と第1ポリオレフィン層12a及び第2ポリオレフィン層12bとの積層は、押出ラミネート法、Tダイ法、インフレーション法、サーマルラミネート法などの公知の方法により積層することができる。
金属端子用接着性フィルム1を金属端子2と蓄電デバイス用外装材3との間に介在させる方法としては、特に制限されず、例えば、図1~3に示すように、金属端子2が蓄電デバイス用外装材3によって挟持される部分において、金属端子2に金属端子用接着性フィルム1を巻き付けてもよい。また、図示を省略するが、金属端子2が蓄電デバイス用外装材3によって挟持される部分において、金属端子用接着性フィルム1が2つの金属端子2を横断するようにして、金属端子2の両面側に配置されてもよい。
本開示の接着性フィルム1は、以下の<開封試験方法>において、試験サンプルが120℃以上130℃以下で開封することが好ましい。
<開封試験方法>
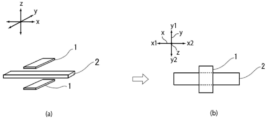
幅4mm、厚み70μm、長さ40mmのアルミニウム板を金属端子とする。また、金属端子用接着性フィルムを、長さ1cm、幅1cmのサイズに裁断する。次に、図5の模式図に示すように、金属端子用接着性フィルムと金属端子の長辺とが直交するようにして、金属端子用接着性フィルム2枚の間に、金属端子を挟み込み、圧力0.2MPa、温度180℃、時間3秒の条件で金属端子用接着性フィルムを金属端子に熱融着させて、金属端子用接着性フィルム付き金属端子を得る。また、基材層(PET(厚み12μm)/接着剤(厚み2μm)/ナイロン(厚み15μm))/接着剤層(厚み2μm)/バリア層(アルミニウム合金箔 厚み40μm)/接着層(無水マレイン酸変性ポリプロピレン 厚み25μm)/熱融着性樹脂層(ポリプロピレン 融解ピーク温度150℃、厚み25μm)がこの順に積層された、総厚121μmの蓄電デバイス用外装材を用意し、8cm×19cmのサイズに裁断する。次に、蓄電デバイス用外装材の短辺側に、金属端子用接着性フィルム付き金属端子2個を2cmの間隔を空けて設置し、蓄電デバイス用外装材の長辺を折り返す。次に、圧力0.5MPa、温度190℃、3秒間、シール幅3mmの条件で、金属端子用接着性フィルム付き金属端子を配置した短辺側をヒートシールする。さらに、一方の長辺側を同様にしてヒートシールし、袋状となったサンプルに水1gを入れた後、開口辺(長辺側)を同様にヒートシールして、水を密封した試験サンプルとする。試験サンプルの金属端子部分に熱電対を取付け、オーブン内に設置し、室温(25℃)から昇温速度6℃/分で試験サンプル温度を140℃になるまで加熱する。
幅4mm、厚み70μm、長さ40mmのアルミニウム板を金属端子とする。また、金属端子用接着性フィルムを、長さ1cm、幅1cmのサイズに裁断する。次に、図5の模式図に示すように、金属端子用接着性フィルムと金属端子の長辺とが直交するようにして、金属端子用接着性フィルム2枚の間に、金属端子を挟み込み、圧力0.2MPa、温度180℃、時間3秒の条件で金属端子用接着性フィルムを金属端子に熱融着させて、金属端子用接着性フィルム付き金属端子を得る。また、基材層(PET(厚み12μm)/接着剤(厚み2μm)/ナイロン(厚み15μm))/接着剤層(厚み2μm)/バリア層(アルミニウム合金箔 厚み40μm)/接着層(無水マレイン酸変性ポリプロピレン 厚み25μm)/熱融着性樹脂層(ポリプロピレン 融解ピーク温度150℃、厚み25μm)がこの順に積層された、総厚121μmの蓄電デバイス用外装材を用意し、8cm×19cmのサイズに裁断する。次に、蓄電デバイス用外装材の短辺側に、金属端子用接着性フィルム付き金属端子2個を2cmの間隔を空けて設置し、蓄電デバイス用外装材の長辺を折り返す。次に、圧力0.5MPa、温度190℃、3秒間、シール幅3mmの条件で、金属端子用接着性フィルム付き金属端子を配置した短辺側をヒートシールする。さらに、一方の長辺側を同様にしてヒートシールし、袋状となったサンプルに水1gを入れた後、開口辺(長辺側)を同様にヒートシールして、水を密封した試験サンプルとする。試験サンプルの金属端子部分に熱電対を取付け、オーブン内に設置し、室温(25℃)から昇温速度6℃/分で試験サンプル温度を140℃になるまで加熱する。
本開示の金属端子用接着性フィルム1は、以下のシール強度の測定方法によって測定される25℃でのシール強度が、好ましくは80N/15mm以上、より好ましくは90N/15mm以上、さらに好ましくは100N/15mm以上であり、また、好ましくは200N/15mm以下、より好ましくは180N/15mm以下、さらに好ましくは160N/15mm以下であり、好ましい範囲としては、80~200N/15mm程度、80~180N/15mm程度、80~160N/15mm程度、90~200N/15mm程度、90~180N/15mm程度、90~160N/15mm程度、100~200N/15mm程度、100~180N/15mm程度、100~160N/15mm程度が挙げられる。
本開示の金属端子用接着性フィルム1は、以下のシール強度の測定方法によって測定される60℃でのシール強度が、好ましくは40N/15mm以上、より好ましくは50N/15mm以上、さらに好ましくは60N/15mm以上であり、また、好ましくは120N/15mm以下、より好ましくは110N/15mm以下、さらに好ましくは100N/15mm以下であり、好ましい範囲としては、40~120N/15mm程度、40~110N/15mm程度、40~110N/15mm程度、50~120N/15mm程度、50~110N/15mm程度、50~110N/15mm程度、60~120N/15mm程度、60~110N/15mm程度、60~110N/15mm程度が挙げられる。
本開示の金属端子用接着性フィルム1は、以下のシール強度の測定方法によって測定される100℃でのシール強度が、好ましくは10N/15mm以上、より好ましくは15N/15mm以上、さらに好ましくは20N/15mm以上であり、また、好ましくは80N/15mm以下、より好ましくは70N/15mm以下、さらに好ましくは60N/15mm以下であり、好ましい範囲としては、10~80N/15mm程度、10~70N/15mm程度、10~60N/15mm程度、15~80N/15mm程度、15~70N/15mm程度、15~60N/15mm程度、20~80N/15mm程度、20~70N/15mm程度、20~60N/15mm程度、が挙げられる。
本開示の金属端子用接着性フィルム1は、以下のシール強度の測定方法によって測定される120℃でのシール強度が、好ましくは3N/15mm以上、より好ましくは5N/15mm以上、さらに好ましくは10N/15mm以上であり、また、好ましくは45N/15mm以下、より好ましくは40N/15mm以下、さらに好ましくは35N/15mm以下であり、好ましい範囲としては、3~45N/15mm程度、3~40N/15mm程度、3~35N/15mm程度、5~45N/15mm程度、5~40N/15mm程度、5~35N/15mm程度、10~45N/15mm程度、10~40N/15mm程度、10~35N/15mm程度が挙げられる。
本開示の金属端子用接着性フィルム1は、以下のシール強度の測定方法によって測定される130℃でのシール強度が、好ましくは2N/15mm以上、より好ましくは3N/15mm以上、さらに好ましくは5N/15mm以上であり、また、好ましくは45N/15mm以下、より好ましくは40N/15mm以下、さらに好ましくは35N/15mm以下であり、好ましい範囲としては、2~45N/15mm程度、2~40N/15mm程度、2~35N/15mm程度、3~45N/15mm程度、3~40N/15mm程度、3~35N/15mm程度、5~45N/15mm程度、5~40N/15mm程度、5~35N/15mm程度が挙げられる。
<シール強度(25℃、60℃、100℃、120℃及び130℃の各測定温度)の測定>
前記の<開封試験方法>で使用した蓄電デバイス用外装材を60mm(TD)×150mm(MD)のサイズにカットした後、熱融着性樹脂層を内側にして、外装材を折り目(MDの方向の中間)の位置でMDの方向に二つ折りにし、その間に接着性フィルムを挟む。この接着性フィルムのサイズは30mm×15mmであり、二つ折りにした外装材(60mm×75mm)の折り目から10mm程度MDの方向に離した位置において、二つ折りにした外装材(60mm×75mm)のTD方向の中央の位置に、接着性フィルムを挟む。ここで、二つ折りにした外装材(60mm×75mm)のTD方向に接着性フィルムの長辺30mmを沿わせ、二つ折りにした外装材(60mm×75mm)のMD方向に接着性フィルムの短辺15mmを沿わせる。この状態で、7mm幅の上下金属ヘッドのシール機で240℃×1.0MPa×5秒の条件でヒートシールして試験片とにおいて、接着性フィルムは、長辺では全幅、短辺では7mm幅で、両側から外装材の熱融着性樹脂層とヒートシールされた状態とする。得られた積層体を裁断し、接着性フィルムが熱融着性樹脂層で挟まれた位置の中央部分から、15mmの短冊状の試験片(接着性フィルムの両面全体が熱融着性樹脂層と熱融着されている)を取得する。得られた試験片について、JIS K7127:1999の規定に準拠し、それぞれ、25℃環境、60℃環境、100℃環境、及び120℃環境の各測定温度におけるシール強度を次のようにして測定する。恒温槽付きの引張試験機で、25℃、60℃、100℃、120℃又は130℃の各測定環境において、300mm/minの速度で片方の外装材と対面の外装材をチャックして引っ張り(チャック間距離は50mm)、各温度におけるシール強度(N/15mm)を測定する。
[金属端子2]
本開示の金属端子用接着性フィルム1は、金属端子2と蓄電デバイス用外装材3との間に介在させて使用される。金属端子2(タブ)は、蓄電デバイス素子4の電極(正極または負極)に電気的に接続される導電部材であり、金属材料により構成されている。金属端子2を構成する金属材料としては、特に制限されず、例えば、アルミニウム、ニッケル、銅などが挙げられる。例えば、リチウムイオン蓄電デバイスの正極に接続される金属端子2は、通常、アルミニウムなどにより構成されている。また、リチウムイオン蓄電デバイスの負極に接続される金属端子2は、通常、銅、ニッケルなどにより構成されている。
本開示の金属端子用接着性フィルム1は、金属端子2と蓄電デバイス用外装材3との間に介在させて使用される。金属端子2(タブ)は、蓄電デバイス素子4の電極(正極または負極)に電気的に接続される導電部材であり、金属材料により構成されている。金属端子2を構成する金属材料としては、特に制限されず、例えば、アルミニウム、ニッケル、銅などが挙げられる。例えば、リチウムイオン蓄電デバイスの正極に接続される金属端子2は、通常、アルミニウムなどにより構成されている。また、リチウムイオン蓄電デバイスの負極に接続される金属端子2は、通常、銅、ニッケルなどにより構成されている。
金属端子2の表面は、耐電解液性を高める観点から、化成処理が施されていることが好ましい。例えば、金属端子2がアルミニウムにより形成されている場合、化成処理の具体例としては、リン酸塩、クロム酸塩、フッ化物、トリアジンチオール化合物などの耐食性皮膜を形成する公知の方法が挙げられる。耐食性皮膜を形成する方法の中でも、フェノール樹脂、フッ化クロム(III)化合物、リン酸の3成分から構成されたものを用いるリン酸クロメート処理が好適である。
金属端子2の大きさは、使用される蓄電デバイスの大きさなどに応じて適宜設定すればよい。金属端子2の厚さとしては、好ましくは50~1000μm程度、より好ましくは70~800μm程度が挙げられる。また、金属端子2の長さとしては、好ましくは1~200mm程度、より好ましくは3~150mm程度が挙げられる。また、金属端子2の幅としては、好ましくは1~200mm程度、より好ましくは3~150mm程度が挙げられる。
[蓄電デバイス用外装材3]
蓄電デバイス用外装材3としては、少なくとも、基材層31、バリア層33、及び熱融着性樹脂層35をこの順に有する積層体からなる積層構造を有するものが挙げられる。図6に、蓄電デバイス用外装材3の断面構造の一例として、基材層31、必要に応じて設けられる接着剤層32、バリア層33、必要に応じて設けられる接着層34、及び熱融着性樹脂層35がこの順に積層されている態様について示す。蓄電デバイス用外装材3においては、基材層31が外層側になり、熱融着性樹脂層35が最内層になる。蓄電デバイスの組み立て時に、蓄電デバイス素子4の周縁に位置する熱融着性樹脂層35同士を接面させて熱融着することにより蓄電デバイス素子4が密封され、蓄電デバイス素子4が封止される。なお、図1から図3には、エンボス成形などによって成形されたエンボスタイプの蓄電デバイス用外装材3を用いた場合の蓄電デバイス10を図示しているが、蓄電デバイス用外装材3は成形されていないパウチタイプであってもよい。なお、パウチタイプには、三方シール、四方シール、ピロータイプなどが存在するが、何れのタイプであってもよい。
蓄電デバイス用外装材3としては、少なくとも、基材層31、バリア層33、及び熱融着性樹脂層35をこの順に有する積層体からなる積層構造を有するものが挙げられる。図6に、蓄電デバイス用外装材3の断面構造の一例として、基材層31、必要に応じて設けられる接着剤層32、バリア層33、必要に応じて設けられる接着層34、及び熱融着性樹脂層35がこの順に積層されている態様について示す。蓄電デバイス用外装材3においては、基材層31が外層側になり、熱融着性樹脂層35が最内層になる。蓄電デバイスの組み立て時に、蓄電デバイス素子4の周縁に位置する熱融着性樹脂層35同士を接面させて熱融着することにより蓄電デバイス素子4が密封され、蓄電デバイス素子4が封止される。なお、図1から図3には、エンボス成形などによって成形されたエンボスタイプの蓄電デバイス用外装材3を用いた場合の蓄電デバイス10を図示しているが、蓄電デバイス用外装材3は成形されていないパウチタイプであってもよい。なお、パウチタイプには、三方シール、四方シール、ピロータイプなどが存在するが、何れのタイプであってもよい。
蓄電デバイス用外装材3を構成する積層体の厚みとしては、特に制限されないが、上限については、コスト削減、エネルギー密度向上等の観点からは、好ましくは約180μm以下、約160μm以下、約155μm以下、約140μm以下、約130μm以下、約120μm以下が挙げられ、下限については、蓄電デバイス素子4を保護するという蓄電デバイス用外装材3の機能を維持する観点からは、好ましくは約35μm以上、約45μm以上、約60μm以上、約80μm以上が挙げられ、好ましい範囲については、例えば、35~180μm程度、35~160μm程度、35~155μm程度、35~140μm程度、35~130μm程度、35~120μm程度、45~180μm程度、45~160μm程度、45~155μm程度、45~140μm程度、45~130μm程度、45~120μm程度、60~180μm程度、60~160μm程度、60~155μm程度、60~140μm程度、60~130μm程度、60~120μm程度、80~180μm程度、80~160μm程度、80~155μm程度、80~140μm程度、80~130μm程度、80~120μm程度が挙げられる。
(基材層31)
蓄電デバイス用外装材3において、基材層31は、蓄電デバイス用外装材の基材として機能する層であり、最外層側を形成する層である。
蓄電デバイス用外装材3において、基材層31は、蓄電デバイス用外装材の基材として機能する層であり、最外層側を形成する層である。
基材層31を形成する素材については、絶縁性を備えるものであることを限度として特に制限されるものではない。基材層31を形成する素材としては、例えば、ポリエステル、ポリアミド、エポキシ、アクリル樹脂、フッ素樹脂、ポリウレタン、珪素樹脂、フェノール、ポリエーテルイミド、ポリイミド、及びこれらの混合物や共重合物等が挙げられる。ポリエチレンテレフタレート、ポリブチレンテレフタレートなどのポリエステルは、耐電解液性に優れ、電解液の付着に対して白化等が発生し難いという利点があり、基材層31の形成素材として好適に使用される。また、ポリアミドフィルムは延伸性に優れており、成形時の基材層31の樹脂割れによる白化の発生を防ぐことができ、基材層31の形成素材として好適に使用される。
基材層31は、1軸又は2軸延伸された樹脂フィルムで形成されていてもよく、また未延伸の樹脂フィルムで形成してもよい。中でも、1軸又は2軸延伸された樹脂フィルム、とりわけ2軸延伸された樹脂フィルムは、配向結晶化することにより耐熱性が向上しているので、基材層31として好適に使用される。
これらの中でも、基材層31を形成する樹脂フィルムとして、好ましくはナイロン、ポリエステル、更に好ましくは2軸延伸ナイロン、2軸延伸ポリエステルが挙げられる。
基材層31は、耐ピンホール性及び蓄電デバイスの包装体とした時の絶縁性を向上させるために、異なる素材の樹脂フィルムを積層化することも可能である。具体的には、ポリエステルフィルムとナイロンフィルムとを積層させた多層構造や、2軸延伸ポリエステルと2軸延伸ナイロンとを積層させた多層構造等が挙げられる。基材層31を多層構造にする場合、各樹脂フィルムは接着剤を介して接着してもよく、また接着剤を介さず直接積層させてもよい。接着剤を介さず接着させる場合には、例えば、共押出し法、サンドラミネート法、サーマルラミネート法等の熱溶融状態で接着させる方法が挙げられる。
また、基材層31は、成形性を向上させるために低摩擦化させておいてもよい。基材層31を低摩擦化させる場合、その表面の摩擦係数については特に制限されないが、例えば1.0以下が挙げられる。基材層31を低摩擦化するには、例えば、マット処理、スリップ剤の薄膜層の形成、これらの組み合わせ等が挙げられる。
基材層31の厚さについては、例えば、10~50μm程度、好ましくは15~30μm程度が挙げられる。
(接着剤層32)
蓄電デバイス用外装材3において、接着剤層32は、基材層31に密着性を付与させるために、必要に応じて、基材層31上に配置される層である。即ち、接着剤層32は、基材層31とバリア層33の間に設けられる。
蓄電デバイス用外装材3において、接着剤層32は、基材層31に密着性を付与させるために、必要に応じて、基材層31上に配置される層である。即ち、接着剤層32は、基材層31とバリア層33の間に設けられる。
接着剤層32は、基材層31とバリア層33とを接着可能である接着剤によって形成される。接着剤層32の形成に使用される接着剤は、2液硬化型接着剤であってもよく、また1液硬化型接着剤であってもよい。また、接着剤層32の形成に使用される接着剤の接着機構についても、特に制限されず、化学反応型、溶剤揮発型、熱溶融型、熱圧型等のいずれであってもよい。
接着剤層32の形成に使用できる接着剤の樹脂成分としては、展延性、高湿度条件下における耐久性や黄変抑制作用、ヒートシール時の熱劣化抑制作用等が優れ、基材層31とバリア層33との間のラミネート強度の低下を抑えてデラミネーションの発生を効果的に抑制するという観点から、好ましくはポリウレタン系2液硬化型接着剤;ポリアミド、ポリエステル、又はこれらと変性ポリオレフィンとのブレンド樹脂が挙げられる。
また、接着剤層32は異なる接着剤成分で多層化してもよい。接着剤層32を異なる接着剤成分で多層化する場合、基材層31とバリア層33とのラミネート強度を向上させるという観点から、基材層31側に配される接着剤成分として基材層31との接着性に優れる樹脂を選択し、バリア層33側に配される接着剤成分としてバリア層33との接着性に優れる接着剤成分を選択することが好ましい。接着剤層32は異なる接着剤成分で多層化する場合、具体的には、バリア層33側に配置される接着剤成分としては、好ましくは、酸変性ポリオレフィン、金属変性ポリオレフィン、ポリエステルと酸変性ポリオレフィンとの混合樹脂、共重合ポリエステルを含む樹脂等が挙げられる。
接着剤層32の厚さについては、例えば、2~50μm程度、好ましくは3~25μm程度が挙げられる。
(バリア層33)
蓄電デバイス用外装材3において、バリア層33は、蓄電デバイス用外装材の強度向上の他、蓄電デバイス内部に水蒸気、酸素、光などが侵入することを防止する機能を有する層である。バリア層33は、金属層、すなわち、金属で形成されている層であることが好ましい。バリア層33を構成する金属としては、具体的には、アルミニウム、ステンレス、チタンなどが挙げられ、好ましくはアルミニウムが挙げられる。バリア層33は、例えば、金属箔や金属蒸着膜、無機酸化物蒸着膜、炭素含有無機酸化物蒸着膜、これらの蒸着膜を設けたフィルムなどにより形成することができ、金属箔により形成することが好ましく、アルミニウム箔により形成することがさらに好ましい。蓄電デバイス用外装材の製造時に、バリア層33にしわやピンホールが発生することを防止する観点からは、バリア層は、例えば、焼きなまし処理済みのアルミニウム(JIS H4160:1994 A8021H-O、JIS H4160:1994 A8079H-O、JIS H4000:2014 A8021P-O、JIS H4000:2014 A8079P-O)など軟質アルミニウム箔により形成することがより好ましい。
蓄電デバイス用外装材3において、バリア層33は、蓄電デバイス用外装材の強度向上の他、蓄電デバイス内部に水蒸気、酸素、光などが侵入することを防止する機能を有する層である。バリア層33は、金属層、すなわち、金属で形成されている層であることが好ましい。バリア層33を構成する金属としては、具体的には、アルミニウム、ステンレス、チタンなどが挙げられ、好ましくはアルミニウムが挙げられる。バリア層33は、例えば、金属箔や金属蒸着膜、無機酸化物蒸着膜、炭素含有無機酸化物蒸着膜、これらの蒸着膜を設けたフィルムなどにより形成することができ、金属箔により形成することが好ましく、アルミニウム箔により形成することがさらに好ましい。蓄電デバイス用外装材の製造時に、バリア層33にしわやピンホールが発生することを防止する観点からは、バリア層は、例えば、焼きなまし処理済みのアルミニウム(JIS H4160:1994 A8021H-O、JIS H4160:1994 A8079H-O、JIS H4000:2014 A8021P-O、JIS H4000:2014 A8079P-O)など軟質アルミニウム箔により形成することがより好ましい。
バリア層33の厚さについては、蓄電デバイス用外装材を薄型化しつつ、成形によってもピンホールの発生し難いものとする観点から、好ましくは10~200μm程度、より好ましくは20~100μm程度が挙げられる。
また、バリア層33は、接着の安定化、溶解や腐食の防止などのために、少なくとも一方の面、好ましくは両面が化成処理されていることが好ましい。ここで、化成処理とは、バリア層の表面に耐食性皮膜を形成する処理をいう。
(接着層34)
蓄電デバイス用外装材3において、接着層34は、熱融着性樹脂層35を強固に接着させるために、バリア層33と熱融着性樹脂層35の間に、必要に応じて設けられる層である。
蓄電デバイス用外装材3において、接着層34は、熱融着性樹脂層35を強固に接着させるために、バリア層33と熱融着性樹脂層35の間に、必要に応じて設けられる層である。
接着層34は、バリア層33と熱融着性樹脂層35を接着可能である接着剤によって形成される。接着層の形成に使用される接着剤の組成については、特に制限されないが、例えば、酸変性ポリオレフィンを含む樹脂組成物が挙げられる。酸変性ポリオレフィンとしては、第1ポリオレフィン層12a及び第2ポリオレフィン層12bで例示したものと同じものが例示できる。
接着層34の厚さについては、例えば、1~40μm程度、好ましくは2~30μm程度が挙げられる。
(熱融着性樹脂層35)
蓄電デバイス用外装材3において、熱融着性樹脂層35は、最内層に該当し、蓄電デバイスの組み立て時に熱融着性樹脂層同士が熱融着して蓄電デバイス素子を密封する層である。
蓄電デバイス用外装材3において、熱融着性樹脂層35は、最内層に該当し、蓄電デバイスの組み立て時に熱融着性樹脂層同士が熱融着して蓄電デバイス素子を密封する層である。
熱融着性樹脂層35に使用される樹脂成分については、熱融着可能であることを限度として特に制限されないが、例えば、ポリオレフィン、環状ポリオレフィンが挙げられる。
前記ポリオレフィンとしては、具体的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン等のポリエチレン;ホモポリプロピレン、ポリプロピレンのブロックコポリマー(例えば、プロピレンとエチレンのブロックコポリマー)、ポリプロピレンのランダムコポリマー(例えば、プロピレンとエチレンのランダムコポリマー)等の結晶性又は非晶性のポリプロピレン;エチレン-ブテン-プロピレンのターポリマー等が挙げられる。これらのポリオレフィンの中でも、好ましくはポリエチレン及びポリプロピレンが挙げられる。
前記環状ポリオレフィンは、オレフィンと環状モノマーとの共重合体であり、前記環状ポリオレフィンの構成モノマーであるオレフィンとしては、例えば、エチレン、プロピレン、4-メチル-1-ペンテン、ブタジエン、イソプレン、等が挙げられる。また、前記環状ポリオレフィンの構成モノマーである環状モノマーとしては、例えば、ノルボルネン等の環状アルケン;具体的には、シクロペンタジエン、ジシクロペンタジエン、シクロヘキサジエン、ノルボルナジエン等の環状ジエン等が挙げられる。これらのポリオレフィンの中でも、好ましくは環状アルケン、さらに好ましくはノルボルネンが挙げられる。構成モノマーとしては、スチレンも挙げられる。
これらの樹脂成分の中でも、好ましくは結晶性又は非晶性のポリオレフィン、環状ポリオレフィン、及びこれらのブレンドポリマー;さらに好ましくはポリエチレン、ポリプロピレン、エチレンとノルボルネンの共重合体、及びこれらの中の2種以上のブレンドポリマーが挙げられる。
熱融着性樹脂層35は、1種の樹脂成分単独で形成してもよく、また2種以上の樹脂成分を組み合わせたブレンドポリマーにより形成してもよい。さらに、熱融着性樹脂層35は、1層のみで形成されていてもよいが、同一又は異なる樹脂成分によって2層以上形成されていてもよい。第2ポリオレフィン層12bと熱融着性樹脂層35の樹脂が共通していると、これらの層間の密着性が向上することから、特に好ましい。
熱融着性樹脂層35の融解ピーク温度としては、例えば約120℃以上、好ましくは約125℃以上、さらに好ましくは約130℃以上、さらに好ましくは130℃以上、さらに好ましくは135℃以上であり、また、好ましくは約160℃以下、より好ましくは155℃以下である。また、熱融着性樹脂層35の融解ピーク温度の好ましい範囲としては、120~160℃程度、120~155℃程度、125~160℃程度、125~155℃程度、130~160℃程度、130~155℃程度、135~160℃程度、135~155℃程度、140~160℃程度、140~155℃程度である。前記の通り、金属端子2側に配置される第1ポリオレフィン層12aの融解ピーク温度が105℃以上130℃以下であって、蓄電デバイス用外装材3側に配置される第2ポリオレフィン層12bの融解ピーク温度と、蓄電デバイス用外装材3の熱融着性樹脂層35の融解ピーク温度とが共に130℃以上であることにより、蓄電デバイスが高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になるまでは、蓄電デバイスの金属端子と蓄電デバイス用外装材の熱融着性樹脂層とを密着し、蓄電デバイスが当該高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になった場合に、金属端子用接着性フィルムの位置で蓄電デバイスが開封して、蓄電デバイス内部で発生したガスを外部に放出することができる。
また、熱融着性樹脂層35の厚さとしては、特に制限されないが、2~2000μm程度、好ましくは5~1000μm程度、さらに好ましくは10~500μm程度が挙げられる。また、熱融着性樹脂層35の厚さとしては、例えば約100μm以下、好ましくは約85μm以下、より好ましくは15~85μm程度が挙げられる。なお、例えば、後述の接着層34の厚みが10μm以上である場合には、熱融着性樹脂層35の厚みとしては、好ましくは約85μm以下、より好ましくは15~45μm程度が挙げられ、例えば後述の接着層34の厚みが10μm未満である場合や接着層34が設けられていない場合には、熱融着性樹脂層35の厚みとしては、好ましくは約20μm以上、より好ましくは35~85μm程度が挙げられる。
2.蓄電デバイス
本開示の蓄電デバイス10は、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子4と、当該蓄電デバイス素子4を封止する蓄電デバイス用外装材3と、正極及び負極のそれぞれに電気的に接続され、蓄電デバイス用外装材3の外側に突出した金属端子2とを備えている。本開示の蓄電デバイス10においては、金属端子2と蓄電デバイス用外装材3との間に、本開示の金属端子用接着性フィルム1が介在されてなることを特徴とする。すなわち、本開示の蓄電デバイス10は、金属端子2と蓄電デバイス用外装材3との間に、本開示の金属端子用接着性フィルム1が介在する工程を備える方法により製造することができる。
本開示の蓄電デバイス10は、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子4と、当該蓄電デバイス素子4を封止する蓄電デバイス用外装材3と、正極及び負極のそれぞれに電気的に接続され、蓄電デバイス用外装材3の外側に突出した金属端子2とを備えている。本開示の蓄電デバイス10においては、金属端子2と蓄電デバイス用外装材3との間に、本開示の金属端子用接着性フィルム1が介在されてなることを特徴とする。すなわち、本開示の蓄電デバイス10は、金属端子2と蓄電デバイス用外装材3との間に、本開示の金属端子用接着性フィルム1が介在する工程を備える方法により製造することができる。
具体的には、少なくとも正極、負極、及び電解質を備えた蓄電デバイス素子4を、蓄電デバイス用外装材3で、正極及び負極の各々に接続された金属端子2を外側に突出させた状態で、本開示の金属端子用接着性フィルム1を金属端子2と熱融着性樹脂層35との間に介在させ、蓄電デバイス素子4の周縁に蓄電デバイス用外装材3のフランジ部(熱融着性樹脂層35同士が接触する領域であり、蓄電デバイス用外装材3の周縁部3a)が形成できるようにして被覆し、フランジ部の熱融着性樹脂層35同士をヒートシールして密封させることによって、蓄電デバイス用外装材3を使用した蓄電デバイス10が提供される。なお、蓄電デバイス用外装材3を用いて蓄電デバイス素子4を収容する場合、蓄電デバイス用外装材3の熱融着性樹脂層35が内側(蓄電デバイス素子4と接する面)になるようにして用いられる。
また、本開示の蓄電デバイス10は、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、正極及び負極のそれぞれに電気的に接続され、蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスであって、金属端子と蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、温度100℃以上130℃以下の環境(好ましくは温度111℃以上130℃以下、より好ましくは温度115℃以上130℃以下、さらに好ましくは温度120℃以上130℃以下の環境)において、蓄電デバイスは、金属端子用接着性フィルムの樹脂層Aが積層されている位置から開封する、蓄電デバイスであってもよい。すなわち、当該蓄電デバイスにおいては、蓄電デバイスが金属端子用接着性フィルム1の樹脂層A(例えば、第1ポリオレフィン層12a又は第2ポリオレフィン層12b)が積層されている位置から開封するものであれば、温度110℃環境で測定される樹脂層B(例えば基材11)の断面硬度は15N/mm2以上でなくてもよく、さらに、樹脂層A(例えば第1ポリオレフィン層12a及び第2ポリオレフィン層12bの少なくとも一方)の融解ピーク温度は105℃以上130℃以下でなくてもよい。前記した本開示の金属端子用接着性フィルム1のように、樹脂層Bの温度110℃環境で測定される断面硬度が15N/mm2以上であって、かつ、樹脂層Aの融解ピーク温度が105℃以上130℃以下であれば、温度100℃以上130℃以下、好ましくは110℃以上130℃以下、より好ましくは120℃以上130℃以下の環境において、金属端子用接着性フィルム1の樹脂層Aが積層されている位置(例えば、特に、第1ポリオレフィン層12aと基材11との界面部分、又は、第2ポリオレフィン層12bと基材11との界面部分)から蓄電デバイスを好適に開封させることができる。好ましくは温度111℃以上130℃以下、より好ましくは温度115℃以上130℃以下、さらに好ましくは温度120℃以上130℃以下の環境において、金属端子用接着性フィルムの樹脂層Aが積層されている位置から開封させる観点からは、金属端子用接着性フィルムの樹脂層Aはポリプロピレンにより形成されていることが好ましく、金属端子用接着性フィルムの樹脂層Aはポリプロピレンにより形成されていることが好ましい。金属端子用接着性フィルムの樹脂層Aがポリエチレンにより形成されている場合、開封温度が低くなる傾向にある。
さらに、本開示の蓄電デバイス10は、少なくとも、正極、負極、及び電解質を備えた前記蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した前記金属端子とを備える蓄電デバイスであって、前記金属端子と前記蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、金属端子用接着性フィルムは、前記金属端子側に配置される第1ポリオレフィン層と、基材と、前記蓄電デバイス用外装材側に配置される第2ポリオレフィン層とをこの順に備える積層体から構成されており、前記第1ポリオレフィン層は、融解ピーク温度が105℃以上130℃以下であり、前記第2ポリオレフィン層は、融解ピーク温度が130℃以上であり、前記蓄電デバイス用外装材は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える積層体から構成されており、前記熱融着性樹脂層の融解ピーク温度が130℃以上である、蓄電デバイスであってもよい。すなわち、当該蓄電デバイスにおいては、金属端子側に配置される第1ポリオレフィン層の融解ピーク温度は105℃以上130℃以下であって、蓄電デバイス用外装材側に配置される第2ポリオレフィン層の融解ピーク温度と、蓄電デバイス用外装材の熱融着性樹脂層の融解ピーク温度とが共に130℃以上である。蓄電デバイスがこのような構成を備えることにより、蓄電デバイスが高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になるまでは、蓄電デバイスの金属端子と蓄電デバイス用外装材の熱融着性樹脂層とを密着し、蓄電デバイスが当該高温(例えば100℃から130℃、好ましくは110℃から130℃、特に好ましくは120℃から130℃)になった場合に、金属端子用接着性フィルムの位置で蓄電デバイスが開封して、蓄電デバイス内部で発生したガスを外部に放出することができる。
本開示の蓄電デバイス用外装材は、電池(コンデンサー、キャパシター等を含む)などの蓄電デバイスに好適に使用することができる。また、本開示の蓄電デバイス用外装材は、一次電池、二次電池のいずれに使用してもよいが、好ましくは二次電池である。本開示の蓄電デバイス用外装材が適用される二次電池の種類については、特に制限されず、例えば、リチウムイオン電池、リチウムイオンポリマー電池、全固体電池、半固体電池、擬固体電池、ポリマー電池、全樹脂電池、鉛蓄電池、ニッケル・水素蓄電池、ニッケル・カドミウム蓄電池、ニッケル・鉄蓄電池、ニッケル・亜鉛蓄電池、酸化銀・亜鉛蓄電池、金属空気電池、多価カチオン電池、コンデンサー、キャパシター等が挙げられる。これらの二次電池の中でも、本開示の蓄電デバイス用外装材の好適な適用対象として、リチウムイオン電池及びリチウムイオンポリマー電池が挙げられる。
以下に実施例及び比較例を示して本開示を詳細に説明する。但し、本開示は実施例に限定されるものではない。
実施例1
<金属端子用接着性フィルムの製造>
押出機及びTダイキャスティング装置を用いて、基材としてのポリプロピレン(PP層、ホモポリプロピレン、融解ピーク温度163℃、厚み40μm)の一方面に、外装側の第2ポリプロピレン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度124℃)、他方面に、金属端子側の第1ポリオレフィン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度140℃)を、それぞれ厚み20μmで押出し、第1ポリプロピレン層(PPa層、融解ピーク温度140℃、厚み20μm)/基材(PP層、融解ピーク温度163℃、厚み40μm)/第2ポリオレフィン層(PPa層、融解ピーク温度124℃、厚み20μm)が順に積層された接着性フィルム(総厚み80μm)を得た。
<金属端子用接着性フィルムの製造>
押出機及びTダイキャスティング装置を用いて、基材としてのポリプロピレン(PP層、ホモポリプロピレン、融解ピーク温度163℃、厚み40μm)の一方面に、外装側の第2ポリプロピレン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度124℃)、他方面に、金属端子側の第1ポリオレフィン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度140℃)を、それぞれ厚み20μmで押出し、第1ポリプロピレン層(PPa層、融解ピーク温度140℃、厚み20μm)/基材(PP層、融解ピーク温度163℃、厚み40μm)/第2ポリオレフィン層(PPa層、融解ピーク温度124℃、厚み20μm)が順に積層された接着性フィルム(総厚み80μm)を得た。
<基材の断面硬度の測定>
基材の断面硬度としては、マルテンス硬度を採用した。金属端子用接着性フィルムを1.5cm×5mmの大きさに裁断し、耐熱性の熱硬化エポキシ樹脂で包埋し、エポキシ樹脂とともに研磨して断面を露出させ、測定サンプルとした。次に、ビッカース圧子を取り付けた超微小硬度計(フィッシャー・インストルメンツ社製のHM2000)に加熱ステージを設置し、ステージ上に上記断面サンプルを設定してサンプルが110℃になるまで5分間加熱した。次に、測定サンプルの基材の中央に対して、圧子を押込速度0.1μm/sで深さ1μmまで押込み、基材の断面硬度を測定した。測定値は10回測定し、その平均値を採用した。測定結果を表1に示す。
基材の断面硬度としては、マルテンス硬度を採用した。金属端子用接着性フィルムを1.5cm×5mmの大きさに裁断し、耐熱性の熱硬化エポキシ樹脂で包埋し、エポキシ樹脂とともに研磨して断面を露出させ、測定サンプルとした。次に、ビッカース圧子を取り付けた超微小硬度計(フィッシャー・インストルメンツ社製のHM2000)に加熱ステージを設置し、ステージ上に上記断面サンプルを設定してサンプルが110℃になるまで5分間加熱した。次に、測定サンプルの基材の中央に対して、圧子を押込速度0.1μm/sで深さ1μmまで押込み、基材の断面硬度を測定した。測定値は10回測定し、その平均値を採用した。測定結果を表1に示す。
<融解ピーク温度の測定>
作製したポリオレフィンについて、JIS K7121:2012(プラスチックの転移温度測定方法(JIS K7121:1987の追補1))の規定に準拠して融解ピーク温度を測定した。測定は、示差走査熱量計(DSC、ティー・エイ・インスツルメント製の示差走査熱量計Q200)を用いて行った。測定サンプルを、-50℃で15分間保持した後、10℃/分の昇温速度で-50℃から210℃まで昇温させて、1回目の融解ピーク温度P(℃)を測定した後、210℃にて10分間保持した。次に、10℃/分の降温速度で210℃から-50℃まで降温させて15分間保持した。さらに、10℃/分の昇温速度で-50℃から210℃まで昇温させて2回目の融解ピーク温度Q(℃)を測定した。なお、窒素ガスの流量は50ml/分とした。以上の手順によって、1回目に測定される融解ピーク温度P(℃)と、2回目に測定される融解ピーク温度Q(℃)を求め、1回目に測定された融解ピーク温度を融解ピーク温度とした。測定結果を表1に示す。
作製したポリオレフィンについて、JIS K7121:2012(プラスチックの転移温度測定方法(JIS K7121:1987の追補1))の規定に準拠して融解ピーク温度を測定した。測定は、示差走査熱量計(DSC、ティー・エイ・インスツルメント製の示差走査熱量計Q200)を用いて行った。測定サンプルを、-50℃で15分間保持した後、10℃/分の昇温速度で-50℃から210℃まで昇温させて、1回目の融解ピーク温度P(℃)を測定した後、210℃にて10分間保持した。次に、10℃/分の降温速度で210℃から-50℃まで降温させて15分間保持した。さらに、10℃/分の昇温速度で-50℃から210℃まで昇温させて2回目の融解ピーク温度Q(℃)を測定した。なお、窒素ガスの流量は50ml/分とした。以上の手順によって、1回目に測定される融解ピーク温度P(℃)と、2回目に測定される融解ピーク温度Q(℃)を求め、1回目に測定された融解ピーク温度を融解ピーク温度とした。測定結果を表1に示す。
<接着性フィルム1の最外層表面の十点平均粗さ>
実施例1,2で得られた各金属端子用接着性フィルムの第1ポリオレフィン層の表面について、JIS B0601:1994の規定に準拠した方法によって、十点平均粗さを測定した。測定にはキーエンス製レーザー顕微鏡VK-9710を用い、対物レンズ50倍、カットオフなしの測定条件で測定した。その結果、十点平均粗さは、実施例1では0.46μm、実施例2では0.46μm、実施例3では0.44μm、実施例4では0.44μmであった。
実施例1,2で得られた各金属端子用接着性フィルムの第1ポリオレフィン層の表面について、JIS B0601:1994の規定に準拠した方法によって、十点平均粗さを測定した。測定にはキーエンス製レーザー顕微鏡VK-9710を用い、対物レンズ50倍、カットオフなしの測定条件で測定した。その結果、十点平均粗さは、実施例1では0.46μm、実施例2では0.46μm、実施例3では0.44μm、実施例4では0.44μmであった。
<開封試験方法>
幅4mm、厚み70μm、長さ40mmのアルミニウム板を金属端子とした。また、金属端子用接着性フィルムを、長さ1cm、幅1cmのサイズに裁断した。次に、図5の模式図に示すように、金属端子用接着性フィルムと金属端子の長辺とが直交するようにして、金属端子用接着性フィルム2枚の間に、金属端子を挟み込み、圧力0.2MPa、温度180℃、時間3秒の条件で金属端子用接着性フィルムを金属端子に熱融着させて、金属端子用接着性フィルム付き金属端子を得た。また、基材層(PET(厚み12μm)/接着剤(厚み2μm)/ナイロン(厚み15μm))/接着剤層(厚み2μm)/バリア層(アルミニウム合金箔 厚み40μm)/接着層(無水マレイン酸変性ポリプロピレン 厚み25μm)/熱融着性樹脂層(ポリプロピレン 融解ピーク温度150℃、厚み25μm)がこの順に積層された、総厚121μmの蓄電デバイス用外装材を用意し、8cm×19cmのサイズに裁断した。次に、蓄電デバイス用外装材の短辺側に、金属端子用接着性フィルム付き金属端子2個を2cmの間隔を空けて設置し、蓄電デバイス用外装材の長辺を折り返した。次に、圧力0.5MPa、温度190℃、3秒間、シール幅3mmの条件で、金属端子用接着性フィルム付き金属端子を配置した短辺側をヒートシールした。さらに、一方の長辺側を同様にしてヒートシールし、袋状となったサンプルに水1gを入れた後、開口辺(長辺側)を同様にヒートシールして、水を密封した試験サンプルとした。試験サンプルの金属端子部分に熱電対を取付け、オーブン内に設置し、室温(25℃)から昇温速度6℃/分で試験サンプル温度を140℃になるまで加熱した。120℃以上130℃以下の間で開封した場合は評価A、100℃以上120℃未満で開封した場合は評価B、130℃を超えて140℃以下で開封した又は130℃を超えて140℃でも開封しなかった場合を評価Cとした。結果を表1に示す。
幅4mm、厚み70μm、長さ40mmのアルミニウム板を金属端子とした。また、金属端子用接着性フィルムを、長さ1cm、幅1cmのサイズに裁断した。次に、図5の模式図に示すように、金属端子用接着性フィルムと金属端子の長辺とが直交するようにして、金属端子用接着性フィルム2枚の間に、金属端子を挟み込み、圧力0.2MPa、温度180℃、時間3秒の条件で金属端子用接着性フィルムを金属端子に熱融着させて、金属端子用接着性フィルム付き金属端子を得た。また、基材層(PET(厚み12μm)/接着剤(厚み2μm)/ナイロン(厚み15μm))/接着剤層(厚み2μm)/バリア層(アルミニウム合金箔 厚み40μm)/接着層(無水マレイン酸変性ポリプロピレン 厚み25μm)/熱融着性樹脂層(ポリプロピレン 融解ピーク温度150℃、厚み25μm)がこの順に積層された、総厚121μmの蓄電デバイス用外装材を用意し、8cm×19cmのサイズに裁断した。次に、蓄電デバイス用外装材の短辺側に、金属端子用接着性フィルム付き金属端子2個を2cmの間隔を空けて設置し、蓄電デバイス用外装材の長辺を折り返した。次に、圧力0.5MPa、温度190℃、3秒間、シール幅3mmの条件で、金属端子用接着性フィルム付き金属端子を配置した短辺側をヒートシールした。さらに、一方の長辺側を同様にしてヒートシールし、袋状となったサンプルに水1gを入れた後、開口辺(長辺側)を同様にヒートシールして、水を密封した試験サンプルとした。試験サンプルの金属端子部分に熱電対を取付け、オーブン内に設置し、室温(25℃)から昇温速度6℃/分で試験サンプル温度を140℃になるまで加熱した。120℃以上130℃以下の間で開封した場合は評価A、100℃以上120℃未満で開封した場合は評価B、130℃を超えて140℃以下で開封した又は130℃を超えて140℃でも開封しなかった場合を評価Cとした。結果を表1に示す。
<シール強度(25℃、60℃、100℃、及び120℃の各測定温度)の測定>
前記の<開封試験方法>で使用した蓄電デバイス用外装材を60mm(TD)×150mm(MD)のサイズにカットした後、熱融着性樹脂層を内側にして、外装材を折り目(MDの方向の中間)の位置でMDの方向に二つ折りにし、その間に接着性フィルムを挟んだ。この接着性フィルムのサイズは30mm×15mmであり、二つ折りにした外装材(60mm×75mm)の折り目から10mm程度MDの方向に離した位置において、二つ折りにした外装材(60mm×75mm)のTD方向の中央の位置に、接着性フィルムを挟む。ここで、二つ折りにした外装材(60mm×75mm)のTD方向に接着性フィルムの長辺30mmを沿わせ、二つ折りにした外装材(60mm×75mm)のMD方向に接着性フィルムの短辺15mmを沿わせる。この状態で、7mm幅の上下金属ヘッドのシール機で240℃×1.0MPa×5秒の条件でヒートシールして試験片において、接着性フィルムは、長辺では全幅、短辺では7mm幅で、両側から外装材の熱融着性樹脂層とヒートシールされた状態とした。得られた積層体を裁断し、接着性フィルムが熱融着性樹脂層で挟まれた位置の中央部分から、15mmの短冊状の試験片(接着性フィルムの両面全体が熱融着性樹脂層と熱融着されている)を取得した。得られた試験片について、JIS K7127:1999の規定に準拠し、それぞれ、25℃環境、60℃環境、100℃環境、及び120℃環境の各測定温度におけるシール強度を次のようにして測定した。恒温槽付きの引張試験機で、25℃、60℃、100℃、又は120℃の各測定環境において、300mm/minの速度で片方の外装材と対面の外装材をチャックして引っ張り(チャック間距離は50mm)、各温度におけるシール強度(N/15mm)を測定した。結果を表1に示す。また、60℃の測定温度におけるシール強度に基づいて、60℃におけるシール強度評価を以下の基準で評価した。結果を表1に示す。
A+:51N/15mm以上
A:11N/15mm以上50N/15mm以下
B:10N/15mm以下
実施例2
押出機及びTダイキャスティング装置を用いて、基材としてのポリプロピレン(PP層、融解ピーク温度163℃、厚み40μm)の一方面に、金属端子側の第1ポリオレフィン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度124℃)を、厚み20μmで押出し、第1ポリプロピレン層(PPa層、融解ピーク温度124℃、厚み20μm)/基材(PP層、融解ピーク温度163℃、厚み40μm)が積層された金属端子用接着性フィルム(総厚み60μm)を得た。この金属端子用接着フィルムについて、実施例1と同様に評価した。
押出機及びTダイキャスティング装置を用いて、基材としてのポリプロピレン(PP層、融解ピーク温度163℃、厚み40μm)の一方面に、金属端子側の第1ポリオレフィン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度124℃)を、厚み20μmで押出し、第1ポリプロピレン層(PPa層、融解ピーク温度124℃、厚み20μm)/基材(PP層、融解ピーク温度163℃、厚み40μm)が積層された金属端子用接着性フィルム(総厚み60μm)を得た。この金属端子用接着フィルムについて、実施例1と同様に評価した。
実施例3
押出機及びTダイキャスティング装置を用いて、基材としてのポリプロピレン(PP層、融解ピーク温度133℃、厚み50μm)の一方面に、外装側の第2ポリプロピレン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度124℃)、他方面に、金属端子側の第1ポリオレフィン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度140℃)を、それぞれ厚み50μmで押出し、第1ポリプロピレン層(PPa層、融解ピーク温度140℃、厚み50μm)/基材(PP層、融解ピーク温度133℃、厚み50μm)/第2ポリオレフィン層(PPa層、融解ピーク温度124℃、厚み50μm)が順に積層された金属端子用接着性フィルム(総厚み150μm)を得た。この金属端子用接着フィルムについて、実施例1と同様に評価した。
押出機及びTダイキャスティング装置を用いて、基材としてのポリプロピレン(PP層、融解ピーク温度133℃、厚み50μm)の一方面に、外装側の第2ポリプロピレン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度124℃)、他方面に、金属端子側の第1ポリオレフィン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度140℃)を、それぞれ厚み50μmで押出し、第1ポリプロピレン層(PPa層、融解ピーク温度140℃、厚み50μm)/基材(PP層、融解ピーク温度133℃、厚み50μm)/第2ポリオレフィン層(PPa層、融解ピーク温度124℃、厚み50μm)が順に積層された金属端子用接着性フィルム(総厚み150μm)を得た。この金属端子用接着フィルムについて、実施例1と同様に評価した。
実施例4
押出機及びTダイキャスティング装置を用いて、基材としてのポリプロピレン(PP層、融解ピーク温度133℃、厚み50μm)の一方面に、金属端子側の第1ポリオレフィン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度124℃)を、厚み50μmで押出し、第1ポリプロピレン層(PPa層、融解ピーク温度124℃、厚み50μm)/基材(PP層、融解ピーク温度133℃、厚み50μm)が積層された金属端子用接着性フィルム(総厚み100μm)を得た。この金属端子用接着フィルムについて、実施例1と同様に評価した。
押出機及びTダイキャスティング装置を用いて、基材としてのポリプロピレン(PP層、融解ピーク温度133℃、厚み50μm)の一方面に、金属端子側の第1ポリオレフィン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度124℃)を、厚み50μmで押出し、第1ポリプロピレン層(PPa層、融解ピーク温度124℃、厚み50μm)/基材(PP層、融解ピーク温度133℃、厚み50μm)が積層された金属端子用接着性フィルム(総厚み100μm)を得た。この金属端子用接着フィルムについて、実施例1と同様に評価した。
比較例1
未延伸ポリプロピレンフィルム(CPP、ホモポリプロピレン、融解ピーク温度163℃、厚み50μm)を単独で金属端子用接着性フィルムとし、実施例1と同様に評価した。結果を表1に示す。
未延伸ポリプロピレンフィルム(CPP、ホモポリプロピレン、融解ピーク温度163℃、厚み50μm)を単独で金属端子用接着性フィルムとし、実施例1と同様に評価した。結果を表1に示す。
比較例2
押出機及びTダイキャスティング装置を用いて、基材としてのポリプロピレン(PP層、融解ピーク温度133℃、厚み50μm)の一方面に、外装側の第2ポリプロピレン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度140℃)、他方面に、金属端子側の第1ポリオレフィン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度140℃)を、それぞれ厚み50μmで押出し、第1ポリプロピレン層(PPa層、融解ピーク温度140℃、厚み50μm)/基材(PP層、融解ピーク温度133℃、厚み50μm)/第2ポリオレフィン層(PPa層、融解ピーク温度140℃、厚み50μm)が順に積層された金属端子用接着性フィルム(総厚み150μm)を得た。この金属端子用接着フィルムについて、実施例1と同様に評価した。
押出機及びTダイキャスティング装置を用いて、基材としてのポリプロピレン(PP層、融解ピーク温度133℃、厚み50μm)の一方面に、外装側の第2ポリプロピレン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度140℃)、他方面に、金属端子側の第1ポリオレフィン層として無水マレイン酸変性ポリプロピレン(PPa層、融解ピーク温度140℃)を、それぞれ厚み50μmで押出し、第1ポリプロピレン層(PPa層、融解ピーク温度140℃、厚み50μm)/基材(PP層、融解ピーク温度133℃、厚み50μm)/第2ポリオレフィン層(PPa層、融解ピーク温度140℃、厚み50μm)が順に積層された金属端子用接着性フィルム(総厚み150μm)を得た。この金属端子用接着フィルムについて、実施例1と同様に評価した。

以上のとおり、本開示は、下記に掲げる態様の発明を提供する。
項1. 蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムであって、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上である、金属端子用接着性フィルム。
項2. 前記樹脂層Aは、前記金属端子用接着性フィルムの少なくとも一方の最外層である、項1に記載の金属端子用接着性フィルム。
項3. 前記樹脂層Bは、前記金属端子用接着性フィルムの最外層ではない、項1または2に記載の金属端子用接着性フィルム。
項4. 前記金属端子用接着性フィルムは、前記金属端子側に配される第1ポリオレフィン層と、基材と、前記蓄電デバイス用外装材側に配される第2ポリオレフィン層とをこの順に備える積層体から構成されており、
前記第1ポリオレフィン層及び第2ポリオレフィン層の少なくとも一方が、前記樹脂層Aである、項1~3のいずれか1項に記載の金属端子用接着性フィルム。
項5. 前記基材は、前記樹脂層Bである、項4に記載の金属端子用接着性フィルム。
項6. 前記第1ポリオレフィン層及び前記第2ポリオレフィン層の少なくとも一方は、酸変性ポリオレフィンを含む、項4又は5に記載の金属端子用接着性フィルム。
項7. 前記基材は、ポリオレフィン骨格を含む、項4~6のいずれか1項に記載の金属端子用接着性フィルム。
項8. 前記第1ポリオレフィン層と前記基材とが接面しており、かつ、前記第2ポリオレフィン層と前記基材とが接面している、項4~7のいずれか1項に記載の金属端子用接着性フィルム。
項9. 蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムの製造方法であって、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上である、金属端子用接着性フィルムの製造方法。
項10. 前記金属端子に、項1~8のいずれか1項に記載の金属端子用接着性フィルムが取り付けられてなる、金属端子用接着性フィルム付き金属端子。
項11. 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスであって、
前記金属端子と前記蓄電デバイス用外装材との間に、項1~8のいずれか1項に記載の金属端子用接着性フィルムが介在されてなる、蓄電デバイス。
項12. 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した前記金属端子とを備える蓄電デバイスであって、
前記金属端子と前記蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
温度100℃以上130℃以下の環境において、前記蓄電デバイスは、金属端子用接着性フィルムの前記樹脂層Aが積層されている位置から開封する、蓄電デバイス。
項13. 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスであって、
前記金属端子と前記蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上であり、
前記蓄電デバイス用外装材は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える積層体から構成されており、
前記熱融着性樹脂層の融解ピーク温度が130℃以上である、蓄電デバイス。
項14. 蓄電デバイスに用いるための蓄電デバイス用外装材であって、
前記蓄電デバイスは、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する前記蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備え、
前記金属端子と前記蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、温度100℃以上130℃以下の環境において、前記樹脂層Aが積層されている位置から開封する機能を備えており、
前記蓄電デバイス用外装材は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える積層体から構成されており、前記熱融着性樹脂層の融解ピーク温度が前記金属端子用接着性フィルムの前記樹脂層Aの融解ピーク温度より高く且つ130℃以上である、蓄電デバイス用外装材。
項15. 蓄電デバイスに用いるための金属端子用接着性フィルムであって、
前記蓄電デバイスは、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備え、
前記金属端子と前記蓄電デバイス用外装材との間に、前記金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、温度100℃以上130℃以下の環境において、前記樹脂層Aが積層されている位置から開封する機能を備えており、
前記蓄電デバイス用外装材は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える積層体から構成されており、前記熱融着性樹脂層の融解ピーク温度が前記金属端子用接着性フィルムの前記樹脂層Aの融解ピーク温度より高く且つ130℃以上である、金属端子用接着性フィルム。
項16. 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスの製造方法であって、
前記金属端子と前記蓄電デバイス用外装材との間に、項1~8のいずれか1項に記載の金属端子用接着性フィルムを介在させて、前記蓄電デバイス素子を前記蓄電デバイス用外装材で封止する工程を備える、蓄電デバイスの製造方法。
項17. 蓄電デバイスに用いるための蓄電デバイス用外装材と、項1~8のいずれか1項に記載の金属端子用接着性フィルムとを含む、キットであって、
前記蓄電デバイスは、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する前記蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備え、
用時に、前記金属端子と前記蓄電デバイス用外装材との間に、前記金属端子用接着性フィルムを介在させるように用いられる、キット。
項1. 蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムであって、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上である、金属端子用接着性フィルム。
項2. 前記樹脂層Aは、前記金属端子用接着性フィルムの少なくとも一方の最外層である、項1に記載の金属端子用接着性フィルム。
項3. 前記樹脂層Bは、前記金属端子用接着性フィルムの最外層ではない、項1または2に記載の金属端子用接着性フィルム。
項4. 前記金属端子用接着性フィルムは、前記金属端子側に配される第1ポリオレフィン層と、基材と、前記蓄電デバイス用外装材側に配される第2ポリオレフィン層とをこの順に備える積層体から構成されており、
前記第1ポリオレフィン層及び第2ポリオレフィン層の少なくとも一方が、前記樹脂層Aである、項1~3のいずれか1項に記載の金属端子用接着性フィルム。
項5. 前記基材は、前記樹脂層Bである、項4に記載の金属端子用接着性フィルム。
項6. 前記第1ポリオレフィン層及び前記第2ポリオレフィン層の少なくとも一方は、酸変性ポリオレフィンを含む、項4又は5に記載の金属端子用接着性フィルム。
項7. 前記基材は、ポリオレフィン骨格を含む、項4~6のいずれか1項に記載の金属端子用接着性フィルム。
項8. 前記第1ポリオレフィン層と前記基材とが接面しており、かつ、前記第2ポリオレフィン層と前記基材とが接面している、項4~7のいずれか1項に記載の金属端子用接着性フィルム。
項9. 蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムの製造方法であって、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上である、金属端子用接着性フィルムの製造方法。
項10. 前記金属端子に、項1~8のいずれか1項に記載の金属端子用接着性フィルムが取り付けられてなる、金属端子用接着性フィルム付き金属端子。
項11. 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスであって、
前記金属端子と前記蓄電デバイス用外装材との間に、項1~8のいずれか1項に記載の金属端子用接着性フィルムが介在されてなる、蓄電デバイス。
項12. 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した前記金属端子とを備える蓄電デバイスであって、
前記金属端子と前記蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
温度100℃以上130℃以下の環境において、前記蓄電デバイスは、金属端子用接着性フィルムの前記樹脂層Aが積層されている位置から開封する、蓄電デバイス。
項13. 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスであって、
前記金属端子と前記蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上であり、
前記蓄電デバイス用外装材は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える積層体から構成されており、
前記熱融着性樹脂層の融解ピーク温度が130℃以上である、蓄電デバイス。
項14. 蓄電デバイスに用いるための蓄電デバイス用外装材であって、
前記蓄電デバイスは、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する前記蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備え、
前記金属端子と前記蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、温度100℃以上130℃以下の環境において、前記樹脂層Aが積層されている位置から開封する機能を備えており、
前記蓄電デバイス用外装材は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える積層体から構成されており、前記熱融着性樹脂層の融解ピーク温度が前記金属端子用接着性フィルムの前記樹脂層Aの融解ピーク温度より高く且つ130℃以上である、蓄電デバイス用外装材。
項15. 蓄電デバイスに用いるための金属端子用接着性フィルムであって、
前記蓄電デバイスは、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備え、
前記金属端子と前記蓄電デバイス用外装材との間に、前記金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、温度100℃以上130℃以下の環境において、前記樹脂層Aが積層されている位置から開封する機能を備えており、
前記蓄電デバイス用外装材は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える積層体から構成されており、前記熱融着性樹脂層の融解ピーク温度が前記金属端子用接着性フィルムの前記樹脂層Aの融解ピーク温度より高く且つ130℃以上である、金属端子用接着性フィルム。
項16. 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスの製造方法であって、
前記金属端子と前記蓄電デバイス用外装材との間に、項1~8のいずれか1項に記載の金属端子用接着性フィルムを介在させて、前記蓄電デバイス素子を前記蓄電デバイス用外装材で封止する工程を備える、蓄電デバイスの製造方法。
項17. 蓄電デバイスに用いるための蓄電デバイス用外装材と、項1~8のいずれか1項に記載の金属端子用接着性フィルムとを含む、キットであって、
前記蓄電デバイスは、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する前記蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備え、
用時に、前記金属端子と前記蓄電デバイス用外装材との間に、前記金属端子用接着性フィルムを介在させるように用いられる、キット。
1 金属端子用接着性フィルム
2 金属端子
3 蓄電デバイス用外装材
3a 蓄電デバイス用外装材の周縁部
4 蓄電デバイス素子
10 蓄電デバイス
11 基材
12a 第1ポリオレフィン層
12b 第2ポリオレフィン層
31 基材層
32 接着剤層
33 バリア層
34 接着層
35 熱融着性樹脂層
2 金属端子
3 蓄電デバイス用外装材
3a 蓄電デバイス用外装材の周縁部
4 蓄電デバイス素子
10 蓄電デバイス
11 基材
12a 第1ポリオレフィン層
12b 第2ポリオレフィン層
31 基材層
32 接着剤層
33 バリア層
34 接着層
35 熱融着性樹脂層
Claims (17)
- 蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムであって、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上である、金属端子用接着性フィルム。 - 前記樹脂層Aは、前記金属端子用接着性フィルムの少なくとも一方の最外層である、請求項1に記載の金属端子用接着性フィルム。
- 前記樹脂層Bは、前記金属端子用接着性フィルムの最外層ではない、請求項1または2に記載の金属端子用接着性フィルム。
- 前記金属端子用接着性フィルムは、前記金属端子側に配される第1ポリオレフィン層と、基材と、前記蓄電デバイス用外装材側に配される第2ポリオレフィン層とをこの順に備える積層体から構成されており、
前記第1ポリオレフィン層及び第2ポリオレフィン層の少なくとも一方が、前記樹脂層Aである、請求項1または2に記載の金属端子用接着性フィルム。 - 前記基材は、前記樹脂層Bである、請求項4に記載の金属端子用接着性フィルム。
- 前記第1ポリオレフィン層及び前記第2ポリオレフィン層の少なくとも一方は、酸変性ポリオレフィンを含む、請求項4に記載の金属端子用接着性フィルム。
- 前記基材は、ポリオレフィン骨格を含む、請求項4に記載の金属端子用接着性フィルム。
- 前記第1ポリオレフィン層と前記基材とが接面しており、かつ、前記第2ポリオレフィン層と前記基材とが接面している、請求項4に記載の金属端子用接着性フィルム。
- 蓄電デバイス素子の電極に電気的に接続された金属端子と、前記蓄電デバイス素子を封止する蓄電デバイス用外装材との間に介在される、金属端子用接着性フィルムの製造方法であって、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上である、金属端子用接着性フィルムの製造方法。 - 前記金属端子に、請求項1または2に記載の金属端子用接着性フィルムが取り付けられてなる、金属端子用接着性フィルム付き金属端子。
- 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した前記金属端子とを備える蓄電デバイスであって、
前記金属端子と前記蓄電デバイス用外装材との間に、請求項1または2に記載の金属端子用接着性フィルムが介在されてなる、蓄電デバイス。 - 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスであって、
前記金属端子と前記蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
温度100℃以上130℃以下の環境において、前記蓄電デバイスは、金属端子用接着性フィルムの前記樹脂層Aが積層されている位置から開封する、蓄電デバイス。 - 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスであって、
前記金属端子と前記蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、
前記樹脂層Aは、融解ピーク温度が105℃以上130℃以下であり、
前記樹脂層Bは、温度110℃環境で測定される断面硬度が、15N/mm2以上であり、
前記蓄電デバイス用外装材は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える積層体から構成されており、
前記熱融着性樹脂層の融解ピーク温度が130℃以上である、蓄電デバイス。 - 蓄電デバイスに用いるための蓄電デバイス用外装材であって、
前記蓄電デバイスは、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する前記蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備え、
前記金属端子と前記蓄電デバイス用外装材との間に、金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、温度100℃以上130℃以下の環境において、前記樹脂層Aが積層されている位置から開封する機能を備えており、
前記蓄電デバイス用外装材は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える積層体から構成されており、前記熱融着性樹脂層の融解ピーク温度が前記金属端子用接着性フィルムの前記樹脂層Aの融解ピーク温度より高く且つ130℃以上である、蓄電デバイス用外装材。 - 蓄電デバイスに用いるための金属端子用接着性フィルムであって、
前記蓄電デバイスは、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備え、
前記金属端子と前記蓄電デバイス用外装材との間に、前記金属端子用接着性フィルムが介在されてなり、
前記金属端子用接着性フィルムは、少なくとも樹脂層A及び樹脂層Bを備える積層体から構成されており、温度100℃以上130℃以下の環境において、前記樹脂層Aが積層されている位置から開封する機能を備えており、
前記蓄電デバイス用外装材は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える積層体から構成されており、前記熱融着性樹脂層の融解ピーク温度が前記金属端子用接着性フィルムの前記樹脂層Aの融解ピーク温度より高く且つ130℃以上である、金属端子用接着性フィルム。 - 少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備える蓄電デバイスの製造方法であって、
前記金属端子と前記蓄電デバイス用外装材との間に、請求項1または2に記載の金属端子用接着性フィルムを介在させて、前記蓄電デバイス素子を前記蓄電デバイス用外装材で封止する工程を備える、蓄電デバイスの製造方法。 - 蓄電デバイスに用いるための蓄電デバイス用外装材と、請求項1または2に記載の金属端子用接着性フィルムとを含む、キットであって、
前記蓄電デバイスは、少なくとも、正極、負極、及び電解質を備えた蓄電デバイス素子と、当該蓄電デバイス素子を封止する前記蓄電デバイス用外装材と、前記正極及び前記負極のそれぞれに電気的に接続され、前記蓄電デバイス用外装材の外側に突出した金属端子とを備え、
用時に、前記金属端子と前記蓄電デバイス用外装材との間に、前記金属端子用接着性フィルムを介在させるように用いられる、キット。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021165117 | 2021-10-06 | ||
| JP2021-165117 | 2021-10-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023058735A1 true WO2023058735A1 (ja) | 2023-04-13 |
Family
ID=85804335
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/037522 WO2023058735A1 (ja) | 2021-10-06 | 2022-10-06 | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023058735A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001093489A (ja) * | 1999-01-20 | 2001-04-06 | Matsushita Electric Ind Co Ltd | 扁平電池 |
| JP2001229904A (ja) * | 2000-02-21 | 2001-08-24 | Yuasa Corp | 密閉形電池 |
| JP2002008616A (ja) | 2000-06-16 | 2002-01-11 | Mitsubishi Heavy Ind Ltd | 非水電解質二次電池の安全弁の形成方法及び非水電解質二次電池 |
| JP2005116474A (ja) * | 2003-10-10 | 2005-04-28 | Toyota Motor Corp | フィルム型電池 |
| JP2015079638A (ja) | 2013-10-17 | 2015-04-23 | 大倉工業株式会社 | 接着用テープ付き端子、接着用テープ付き端子の製造方法及び薄型電池 |
| WO2020004412A1 (ja) * | 2018-06-27 | 2020-01-02 | 凸版印刷株式会社 | 端子用樹脂フィルム及びこれを用いた蓄電装置 |
| JP2020522101A (ja) * | 2017-11-24 | 2020-07-27 | エルジー・ケム・リミテッド | 二次電池 |
| CN211828842U (zh) * | 2020-03-31 | 2020-10-30 | 宁德新能源科技有限公司 | 电芯、电池及电子设备 |
| WO2021201213A1 (ja) * | 2020-04-02 | 2021-10-07 | 大日本印刷株式会社 | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 |
-
2022
- 2022-10-06 WO PCT/JP2022/037522 patent/WO2023058735A1/ja unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001093489A (ja) * | 1999-01-20 | 2001-04-06 | Matsushita Electric Ind Co Ltd | 扁平電池 |
| JP2001229904A (ja) * | 2000-02-21 | 2001-08-24 | Yuasa Corp | 密閉形電池 |
| JP2002008616A (ja) | 2000-06-16 | 2002-01-11 | Mitsubishi Heavy Ind Ltd | 非水電解質二次電池の安全弁の形成方法及び非水電解質二次電池 |
| JP2005116474A (ja) * | 2003-10-10 | 2005-04-28 | Toyota Motor Corp | フィルム型電池 |
| JP2015079638A (ja) | 2013-10-17 | 2015-04-23 | 大倉工業株式会社 | 接着用テープ付き端子、接着用テープ付き端子の製造方法及び薄型電池 |
| JP2020522101A (ja) * | 2017-11-24 | 2020-07-27 | エルジー・ケム・リミテッド | 二次電池 |
| WO2020004412A1 (ja) * | 2018-06-27 | 2020-01-02 | 凸版印刷株式会社 | 端子用樹脂フィルム及びこれを用いた蓄電装置 |
| CN211828842U (zh) * | 2020-03-31 | 2020-10-30 | 宁德新能源科技有限公司 | 电芯、电池及电子设备 |
| WO2021201213A1 (ja) * | 2020-04-02 | 2021-10-07 | 大日本印刷株式会社 | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7120491B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP2023139019A (ja) | 電池、その製造方法、及び金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムの巻取体 | |
| WO2019021997A1 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた電池、及び電池の製造方法 | |
| WO2021090950A1 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| WO2021090952A1 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP6950857B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| WO2023058735A1 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| US20230163388A1 (en) | Adhesive film for metal terminal, method for producing adhesive film for metal terminal, metal terminal with adhesive film for metal terminal attached thereto, power storage device, and method for producing power storage device | |
| JP2022008803A (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP2022175137A (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| WO2023058734A1 (ja) | 接着性フィルム、接着性フィルムの製造方法、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7334877B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| WO2023058733A1 (ja) | 接着性フィルム、接着性フィルムの製造方法、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7255763B2 (ja) | 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7294550B2 (ja) | 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7355286B1 (ja) | 金属端子用接着性フィルム及びその製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、金属端子用接着性フィルムと蓄電デバイス用外装材を含むキット、並びに蓄電デバイスの製造方法 | |
| JP2022175134A (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| CN118056321A (zh) | 金属端子用粘接性膜、金属端子用粘接性膜的制造方法、带有金属端子用粘接性膜的金属端子、蓄电器件及蓄电器件的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22878602 Country of ref document: EP Kind code of ref document: A1 |