WO2022186150A1 - 芯鞘複合繊維およびその製造方法ならびに繊維構造体 - Google Patents
芯鞘複合繊維およびその製造方法ならびに繊維構造体 Download PDFInfo
- Publication number
- WO2022186150A1 WO2022186150A1 PCT/JP2022/008341 JP2022008341W WO2022186150A1 WO 2022186150 A1 WO2022186150 A1 WO 2022186150A1 JP 2022008341 W JP2022008341 W JP 2022008341W WO 2022186150 A1 WO2022186150 A1 WO 2022186150A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- core
- component
- sheath
- polymer
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/082—Melt spinning methods of mixed yarn
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/084—Heating filaments, threads or the like, leaving the spinnerettes
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
- D01D5/34—Core-skin structure; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D7/00—Collecting the newly-spun products
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J13/00—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
- D10B2331/042—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET] aromatic polyesters, e.g. vectran
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
Definitions
- the present invention relates to a core-sheath composite fiber that has a molten anisotropic aromatic polyester as a core component and has improved fibril resistance and excellent abrasion resistance, a method for producing the same, and a fiber structure.
- Fused anisotropic aromatic polyester fibers are known to have high strength and high modulus, but these fibers are easily fibrillated by abrasion because the molecular chains are highly oriented in the direction of the fiber axis. There was a problem. Accordingly, a composite fiber has been proposed in which fibrillation is suppressed by covering the periphery with a sheath component while using a molten anisotropic aromatic polyester as a core component.
- a core component is a molten anisotropic aromatic polyester (A), and a flexible polyester (B ), and the polyester (B) has an intrinsic viscosity [ ⁇ ] of 0.65 dl/g or more.
- Patent Document 1 describes that by blending the same polymer as the core component into the sheath component, the strength of the sheath component is increased and at the same time the adhesiveness to the core component is increased.
- Patent Document 2 Japanese Unexamined Patent Application Publication No. 2008-255535 discloses that the core component is made of a molten anisotropic aromatic polyester (A polymer), the sheath component has a sea-island structure, and the sheath component ratio is from 0.2 to 0.7, and the sea component constituting the sheath component consists of a flexible thermoplastic polymer (B polymer), the island component consists of a melting anisotropic aromatic polyester (C polymer), and the island component in the sheath component A core-sheath composite fiber satisfying a component ratio of 0 to 0.25, wherein 0.03 to 2.5% by mass of inorganic fine particles containing a silicate compound as a main component are attached to the fiber surface. is disclosed.
- a polymer molten anisotropic aromatic polyester
- B polymer flexible thermoplastic polymer
- C polymer melting anisotropic aromatic polyester
- the sheath component is composed of a melt anisotropic polyester and a polymer having no melt anisotropy. Forming by blending is described.
- Patent Document 1 if the proportion of the aromatic polyester with anisotropic melting in the sheath component exceeds 10%, unevenness occurs on the fiber surface and the spinnability deteriorates. It denies increasing the proportion of aromatic polyesters.
- the conjugate fiber described in Patent Document 2 has 0.03 to 2.5% by mass of inorganic fine particles whose main component is a silicate compound attached to the surface of the fiber, thereby suppressing and dissolving the agglutination between the fibers.
- inorganic fine particles whose main component is a silicate compound attached to the surface of the fiber, thereby suppressing and dissolving the agglutination between the fibers.
- the molten anisotropic aromatic polyester can be mixed in the sheath component of the core-sheath composite fiber in which the molten anisotropic aromatic polyester is the core component and the periphery is covered with the sheath component without impairing the spinnability,
- the adhesiveness between the core and the sheath can be strengthened, the peeling of the sheath can be suppressed, and higher abrasion resistance than ever before can be achieved.
- the sheath can be made thinner, and as a result, the strength can be increased due to the melted anisotropic aromatic polyester on the core side, which is preferable.
- an object of the present invention is to provide a core-sheath composite fiber having excellent wear resistance while suppressing fibrillation and deterioration of spinnability while increasing the ratio of the molten anisotropic aromatic polyester in the sheath component of the core-sheath composite fiber.
- the sheath component is a melting anisotropic aromatic
- the present inventors have found that fibrillation of the core-sheath composite fiber can be suppressed while maintaining a good spinning condition even in such cases, and abrasion resistance can be improved even when the sheath is thinned, and the present invention has been completed.
- the core component comprises a melted anisotropic aromatic polyester (A polymer), the sheath component comprises a flexible thermoplastic polymer (B polymer) and the melted anisotropic aromatic polyester (C polymer), the B polymer being the sea component.
- a polymer a melted anisotropic aromatic polyester
- B polymer a flexible thermoplastic polymer
- C polymer the melted anisotropic aromatic polyester
- the C polymer forms island components
- the proportion of the island component in the sheath component exceeds 10% by weight
- the maximum width W of the island portion having the largest width in the direction perpendicular to the fiber is 0.65 ⁇ m or less (preferably 0.60 ⁇ m or less, more preferably 0.55 ⁇ m or less).
- the oblique line having the maximum width W In the island portion having the maximum width W, among the island portions that are in contact with the oblique line in the sheath component that extends at a predetermined angle of 10° with respect to the fiber longitudinal direction from one end to the other end in the fiber longitudinal direction, the oblique line
- the ratio L1/W of the maximum oblique length L1 of the length overlapping with the island portion to the maximum width W of the island portion is 5.0 or more (preferably 5.1 or more, more preferably 5.2 or more, and further preferably is 5.3 or more, and even more preferably 5.5 or more).
- the length L2 of the island portion in the sheath component in the fiber longitudinal direction is 450 to 1000 ⁇ m. (preferably 500 to 800 ⁇ m, more preferably 550 to 650 ⁇ m).
- the core-sheath composite fiber according to any one of aspects 1 to 5, wherein the weight ratio of the core component to the sheath component, that is, the core component/sheath component is 20/80 to 97/3 (preferably 50/ 50 to 96/4, more preferably 60/40 to 95/5, more preferably 70/30 to 94/6, even more preferably 75/25 to 93/7, particularly preferably 80/20 to 92/8 , most preferably 82.5/17.5 to 90/10).
- the core-sheath composite fiber according to any one of aspects 1 to 6, wherein the single filament fineness of the core-sheath composite fiber is 1 to 120 dtex (preferably 2 to 60 dtex, more preferably 2.5 to 30 dtex, and further A core-sheath composite fiber, preferably 3 to 15 dtex).
- the core component comprises a melted anisotropic aromatic polyester (A polymer), the sheath component comprises a flexible thermoplastic polymer (B polymer) and the melted anisotropic aromatic polyester (C polymer), the B polymer being the sea component.
- the B polymer and C polymer used for the sheath component are (Mb) ° C. or higher relative to the melting point (Mb) of the B polymer and (Mc-20) ° C. or higher relative to the melting point (Mc) ° C. of the C polymer, (Mc) A kneading step of kneading using a twin-screw extruder at less than ° C.
- the discharged discharged yarn has a draft value of 13 to 50 (preferably 15 to 45, more preferably 16 to 40, still more preferably 19 to 38, particularly preferably 20 to 35), which is the ratio of the winding speed to the discharge speed.
- a method for producing a core-sheath composite fiber comprising at least
- a fiber structure comprising at least a portion of the core-sheath composite fiber according to any one of aspects 1 to 7.
- a cross section of a core-sheath composite fiber cut in the longitudinal direction of the fiber is synonymous with a cross section of the core-sheath composite fiber cut along a plane including the fiber longitudinal direction, and hereinafter referred to as "fiber It may be referred to as a "longitudinal section”.
- the vertical direction of the fiber means a direction orthogonal to the longitudinal direction of the fiber (or a direction perpendicular to the longitudinal direction of the fiber) in the longitudinal section of the fiber.
- the core-sheath composite fiber of the present invention has a melted anisotropic aromatic polyester as the core component and the sheath component has a sea-island structure. Even when the ratio of the polyester is increased, finely dispersing the islands prevents aggregation of the island components during spinning, improves the fibrillation resistance of the core-sheath composite fiber, and provides excellent abrasion resistance. A fine fiber is obtained.
- FIG. 1 is a schematic perspective view of a core-sheath composite fiber according to an embodiment of the present invention
- FIG. 1 is a schematic cross-sectional view of a concentric-sheath conjugate fiber cut in the fiber longitudinal direction.
- FIG. 2 is an enlarged schematic cross-sectional view showing a partially enlarged sheath component of the concentric sheath conjugate fiber.
- FIG. 1 is a schematic cross-sectional view of a concentric-sheath conjugate fiber cut along a plane perpendicular to the longitudinal direction of the fiber;
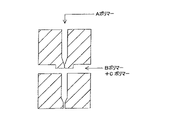
- FIG. Fig. 2 is a schematic cross-sectional view showing the structure of a spinneret used for spinning a concentric-sheath composite fiber;
- One aspect of the present invention is a core-sheath composite fiber comprising a core component and a sheath component covering the core component, and the sheath component has a sea-island structure including a sea component and an island component.
- the core component comprises a melt anisotropic aromatic polyester (A polymer)
- the sheath component comprises a flexible thermoplastic polymer (B polymer) and a melt anisotropic aromatic polyester (C polymer), the B polymer comprising the sea component. and the C polymer forms the island component.
- the melt anisotropic aromatic polyester (A polymer) used for the core component is a polymer exhibiting optical anisotropy (liquid crystallinity) in the melt phase. For example, a sample is placed on a hot stage, heated in a nitrogen atmosphere, and the light transmitted through the sample is observed to determine whether it is a molten anisotropic aromatic polyester.
- the melting anisotropic aromatic polyester of the present invention is composed of repeating structural units derived from, for example, an aromatic diol, an aromatic dicarboxylic acid, an aromatic hydroxycarboxylic acid, etc., unless the effects of the present invention are impaired. , an aromatic dicarboxylic acid, and an aromatic hydroxycarboxylic acid are not particularly limited in their chemical constitution.
- the fusion anisotropic aromatic polyester may contain structural units derived from aromatic diamines, aromatic hydroxyamines, or aromatic aminocarboxylic acids to the extent that the effects of the present invention are not impaired.
- preferred structural units include those shown in Table 1.
- Y in the formula is independently a hydrogen atom, a halogen atom (e.g., fluorine atom, chlorine atom, bromine atom, iodine atom, etc.), alkyl group (e.g., alkyl group having 1 to 4 carbon atoms such as methyl group, ethyl group, isopropyl group, t-butyl group, etc.), alkoxy group (e.g., methoxy group, ethoxy group, isopropoxy group, n-butoxy group, etc.), aryl group (e.g., phenyl group, naphthyl group, etc.), aralkyl group [benzyl group (phenylmethyl group), phenethyl group (phenylethyl group), etc.], aryloxy groups (eg, phenoxy group, etc.), aralkyloxy groups (eg, benzyl
- More preferred structural units include structural units described in Examples (1) to (18) shown in Tables 2, 3 and 4 below.
- the structural unit in the formula is a structural unit capable of exhibiting multiple structures, two or more of such structural units may be combined and used as a structural unit that constitutes the polymer.
- n is an integer of 1 or 2
- Y 1 and Y 2 are each independently a hydrogen atom, a halogen atom (e.g., fluorine atom, chlorine atom, bromine atom, iodine atom, etc.), an alkyl group (e.g., methyl group, ethyl group, isopropyl group, t-butyl group, etc.) C1-C4 alkyl group, etc.), alkoxy group (e.g., methoxy group, ethoxy group, isopropoxy group, n-butoxy group, etc.), aryl group (e.g., phenyl group, naphthyl group, etc.), aralkyl group [benzyl group (phenylmethyl group), phenethyl group (phenylethyl group), etc.], aryloxy group (eg., fluorine atom
- Z includes a substituent represented by the following formula.
- the fusion anisotropic aromatic polyester may preferably be a combination having a naphthalene skeleton as a structural unit.
- the structural unit (A) includes the following formula (A)
- the structural unit (B) includes the following formula (B).
- the ratio of units (B) may preferably range from 9/1 to 1/1, more preferably from 7/1 to 1/1, even more preferably from 5/1 to 1/1.
- the total amount of the structural units (A) and the structural units (B) may be, for example, 65 mol% or more, more preferably 70 mol% or more, and still more preferably 80 mol% of all structural units. % or more.
- a melting anisotropic aromatic polyester containing 4 to 45 mol % of the constituent units of (B) is particularly preferred.
- the melting point of the melting anisotropic aromatic polyester suitably used in the present invention is preferably in the range of 250 to 360°C, more preferably 260 to 320°C.
- the melting point here is measured by a test method conforming to JIS K 7121, and the peak temperature of the main endothermic peak observed with a differential scanning calorimeter (for example, Shimadzu Corporation DSC: Differential scanning calorimetry) is.
- the above melting anisotropic aromatic polyester includes thermoplastic resins such as polyethylene terephthalate, modified polyethylene terephthalate, polyolefin, polycarbonate, polyamide, polyphenylene sulfide, polyether ether ketone, and fluororesin, as long as the effects of the present invention are not impaired.
- a polymer may be added. It may also contain various additives such as inorganic substances such as titanium oxide, kaolin, silica and barium oxide, carbon black, colorants such as dyes and pigments, antioxidants, ultraviolet absorbers and light stabilizers.
- the sheath component has a sea-island structure, with the flexible thermoplastic polymer (B polymer) forming the sea component and the melting anisotropic aromatic polyester (C polymer) forming the island component.
- the flexible thermoplastic polymer (B polymer) forming the sea component may be a polymer having no aromatic ring on the main chain, or a polymer having an aromatic ring on the main chain and atoms on the main chain between the aromatic rings.
- Polyethylene sulfide (abbreviation: PPS); polyethylene terephthalate, modified polyethylene terephthalate, amorphous polyarylate, polyethylene naphthalate (abbreviation : PEN); polyether ether ketone; fluorine resin;
- PPS Polyethylene sulfide
- PEN polyethylene naphthalate
- PEN polyether ether ketone
- fluorine resin polyethylene sulfide
- flexible thermoplastic polymers include inorganic substances such as titanium oxide, silica, and barium oxide, colorants such as carbon black, dyes or pigments, antioxidants, ultraviolet absorbers, light stabilizers, and various additives such as nucleating agents. may contain inorganic substances such as titanium oxide, silica, and barium oxide, colorants such as carbon black, dyes or pigments, antioxidants, ultraviolet absorbers, light stabilizers, and various additives such as nucleating agents. may contain inorganic substances such as titanium oxide, silica, and barium oxide, colorants such as carbon black, dyes or pigments, antioxidants, ultraviolet absorbers, light stabilizers, and various additives such as nucleating agents. may contain
- the melting anisotropic aromatic polyester (C polymer) forming the island component can include the melting anisotropic aromatic polyester described in the A polymer above, and may be the same as or different from the A polymer. However, from the viewpoint of affinity, it is preferable that the main structural units are the same melting anisotropic aromatic polyester.
- the A polymer and the C polymer may be the same type of polymer having the same main structural unit and differing only in, for example, the added thermoplastic polymer or additives.
- the melting point (Mc) of the C polymer can be appropriately selected within a range in which the C polymer can be finely dispersed in the B polymer. ), it may be in the range of (Mb-10) to (Mb+80)°C, or may be in the range of Mb to (Mb+70)°C.
- the melt viscosity ⁇ of the C polymer may be, for example, 10 to 60 Pa ⁇ s, preferably 20 to 50 Pa ⁇ s, more preferably 25 to 45 Pa ⁇ s, from the viewpoint of spinnability.
- the core-sheath composite fiber of the present invention can be produced by a production method comprising at least a kneading step and a discharging step.
- the manufacturing process may further comprise a heat treatment process.
- the B polymer and the C polymer used for the sheath component are melted and kneaded using a twin-screw extruder, and the A polymer used for the core component is mixed with the twin-screw extruder used for the sheath component. Melt and knead using a separate extruder.
- the set temperature of the kneading unit in the twin-screw extruder is (Mb) ° C. or higher relative to the melting point (Mb) of the B polymer
- the melting point (Mc) of the C polymer is set to (Mc-20) ° C. or more and less than (Mc) ° C.
- the parallel biaxial screws rotatably supported in the kneading section are rotated to cause the melting point (Mc) in the sheath component. It is possible to finely disperse a plurality of island portions.
- the extruder for melting and kneading the A polymer used for the core component may be a single-screw extruder or a twin-screw extruder.
- the extruder used for melt-kneading may be a single-screw extruder or a twin-screw extruder.
- the ratio of the core component to the sheath component is determined by the weight ratio of the core component/sheath component (hereinafter sometimes simply referred to as the core-sheath ratio) from the viewpoint of improving fibrillation resistance and suppressing the exposure of the core component.
- the core-sheath ratio may be 20/80 to 97/3, preferably 50/50 to 96/4, more preferably 60/40 to 95/5, still more preferably 70/30 to 94/6 , even more preferably 75/25 to 93/7, particularly preferably 80/20 to 92/8, most preferably 82.5/17.5 to 90/10.
- the core component is 50% or more, the strength of the composite fiber can be improved, which is preferable.
- the weight ratio of the core component to the sheath component can be obtained, for example, from the weight ratio of the core component to the sheath component each put into each extruder described later during production.
- the proportion of the island component in the sheath component exceeds 10% by weight, preferably 15% by weight or more, and more preferably 20% by weight or more.
- the proportion of the island component By increasing the proportion of the island component, the effect of anchoring the core component and the sheath component by the island component can be strengthened.
- the proportion of the island component is too high, the possibility of aggregation of the island component increases, so the island component may be 40% by weight or less, preferably 35% by weight or less.
- the sheath component and the core component kneaded in the kneading step are compounded and ejected from, for example, a spinneret having a structure shown in FIG. can be spun.
- the spinneret temperature (spinning temperature) during ejection may be, for example, (Ma+10) to (Ma+60)° C., preferably (Ma+15) to (Ma+40)° C., relative to the melting point (Ma) of the A polymer. More preferably, it may be (Ma+20) to (Ma+35)°C.
- the shape of the finely dispersed islands is controlled by the draft value. 38, particularly preferably 20-35.
- the discharged yarn means a yarn that is discharged from the nozzle hole and is not stretched, that is, a yarn having a fiber diameter approximately equal to the nozzle hole diameter. It means the ratio of take-up speed.
- heat treatment may be performed on the spun fibers.
- the heat treatment not only increases the oriented crystallinity of the B polymer in the sheath component, but also allows solid-phase polymerization of the molten anisotropic aromatic polyester, thereby improving the strength of the core-sheath composite fiber.
- the spun fiber may be heat-treated under normal pressure or reduced pressure in an atmosphere of an inert gas such as nitrogen or an oxygen-containing active gas (for example, air) atmosphere.
- the heat treatment atmosphere preferably has a dew point of ⁇ 50° C. or less, preferably ⁇ 60° C. or less, more preferably ⁇ 70° C. or less.
- the heat treatment conditions are (Ma-20)° C. or less, preferably (Ma-30)° C. or less, more preferably (Ma-40)° C. or less to the melting point of the sheath component with respect to the melting point (Ma) of the A polymer.
- a temperature pattern in which the temperature is gradually increased to As a method of supplying heat there are a method using a gaseous medium, a method using radiation from a heating plate, an infrared heater, etc., and an internal heating method using a high frequency.
- the form of processing may be roll-to-roll continuous production, or batch production by rewinding the spun raw yarn on a bobbin for heat treatment, in the form of a skein, a tow, or the like.
- inorganic fine particles may be applied to the surface of the fiber during spinning, after spinning, and before heat treatment, if necessary.
- the inorganic fine particles those mainly composed of silicate compounds such as talc and mica are preferable.
- inorganic fine particles may be adhered.
- the fibers By uniformly attaching the inorganic fine particles to the surface of the fiber during or after spinning the fiber before heat treatment, the fibers can be prevented from coming into direct contact with each other, and sticking of the fibers can be avoided.
- Most of the inorganic fine particles containing silicate compounds as a main component are inactive, and even if they are attached to fibers, the physical properties of the fibers are not deteriorated.
- the method of adhering the inorganic fine particles to the surface of the fiber is not limited at all as long as it is a method that allows the inorganic fine particles to be uniformly adhered to the fiber.
- a simple and preferable method is to use an oiling roller or a crow mouth to deposit inorganic fine particles dispersed in a spinning oil by stirring.
- the average particle diameter of the inorganic fine particles attached to the surface of the core-sheath composite fiber may be, for example, in the range of 0.01 to 10 ⁇ m, preferably 0.02 to 5 ⁇ m, from the viewpoint of uniform attachment to the fiber surface.
- the amount of the inorganic fine particles attached to the surface of the core-sheath composite fiber may range from 0.03 to 2.5% by mass, preferably from 0.1 to 2.3% by mass.
- FIG. 1A is a schematic perspective view of a core-sheath composite fiber according to an embodiment of the present invention
- FIG. 1B is a schematic cross-sectional view of the core-sheath composite fiber cut in the longitudinal direction of the fiber.
- the core-sheath composite fiber 10 has a core portion 12 formed of a core component and a sheath portion 14 formed of a sheath component.
- FIG. 2 is an enlarged cross-sectional view showing a partially enlarged portion II of FIG. 1B.
- the sheath portion 14 forms a sea-island structure
- the sea portion 16 has a sea-island structure.
- a plurality of islands 18 are formed in the .
- the islands are finely dispersed in the sea, and the shape of the islands is controlled.
- the island component is finely dispersed while increasing the ratio of the island component in the sea component. Not only can it be suppressed, but fibrillation of the sheath can also be suppressed.
- the islands are basically elliptical and extend in the longitudinal direction of the fiber while being finely dispersed.
- the diameter of the island portion is large, the unevenness derived from the island component on the fiber surface becomes larger. Since the generation of fibrils is derived from the size of the irregularities on the fiber surface, the maximum diameter of the island portion is preferably small.
- the island portion has a shape extending long in the longitudinal direction of the fiber because the anchor effect can be exhibited. That is, by simply measuring the diameter of the island portion in one fiber cross section, the contribution of the anchoring effect caused by the length of the island portion cannot be taken into account.
- the island portion having the maximum width W can be selected from an enlarged image of the longitudinal section of the fiber.
- SPM scanning probe microscope
- the longitudinal cross section of the fiber is observed at 100 ⁇ m or more and 1000 ⁇ m or less in the fiber longitudinal direction.
- the numerical value at the point where the length in the vertical direction (perpendicular to the fiber) is maximum is used as the measured value.
- the observation range does not have to be continuous, and may be the sum of a plurality of randomly extracted fields of view.
- the observation range of the longitudinal section of the fiber among the many islands extending in the longitudinal direction of the fiber, a plurality of islands with relatively large lengths in the direction perpendicular to the fiber are extracted, and the length of the islands perpendicular to the fiber
- the island having the widest width can be determined by comparing the width as the width of the island.
- only one of the upper and lower portions of the sheath component (for example, the lower portion in FIG. 1B) may be the observation range in the longitudinal section of the fiber.
- the longitudinal cross-section of the fiber was observed with a scanning probe microscope to determine the maximum width of the islands. may When cutting the fiber, it is preferable to fix the fiber by embedding it in a resin before cutting, in order to minimize the influence of stress.
- the maximum width W of the island portion is 0.65 ⁇ m or less, preferably 0.60 ⁇ m or less, more preferably 0.55 ⁇ m or less, and even more preferably 0.50 ⁇ m or less. If the maximum width of the island portion exceeds the above upper limit, fibrillation resistance may be insufficient. Also, the maximum width W of the island portion may be 0.07 ⁇ m or more, or may be 0.1 ⁇ m or more.
- the island portion After selecting the island portion having the maximum width W, the island portion is continuously observed in the longitudinal direction, and as shown in FIG. Measure the maximum oblique length L1 of the length overlapping the oblique line extending at the angle ⁇ (10°).
- the ratio L1/W of the maximum length L1 of the oblique length to the maximum width W is 5.0 or more, the core-sheath composite fiber can improve the anchoring effect of the island portion while suppressing fibrillation.
- the L1/W is preferably 5.1 or more, more preferably 5.2 or more, even more preferably 5.3 or more, and even more preferably 5.5 or more.
- the upper limit of L1/W is not particularly limited, it may be 10 or less.
- the maximum length L1 of the oblique length is a value that changes according to the value of the maximum width W.
- it may be 1.0 ⁇ m or more, preferably 1.3 ⁇ m or more, more preferably 1.5 ⁇ m. 1.7 ⁇ m or more, more preferably 1.7 ⁇ m or more.
- the maximum oblique length L1 is equal to or greater than the above lower limit, the anchoring effect on the core component tends to increase.
- the maximum length L1 of the oblique length may be 3.3 ⁇ m or less, preferably 3.1 ⁇ m or less, more preferably 2.9 ⁇ m or less. When the maximum oblique length L1 is equal to or less than the above upper limit, fibrillation tends to be suppressed.
- the length L2 of the island portion having the largest width in the sheath component in the longitudinal direction of the fiber may be, for example, 450 to 1000 ⁇ m, preferably 500 to 800 ⁇ m, more preferably 550 to 650 ⁇ m. may be A longer L2 can enhance the anchoring effect on the core component.
- the length of the island portion in the longitudinal direction of the fiber can be obtained from an enlarged image of the longitudinal section of the fiber.
- the length of the island portion in the fiber longitudinal direction of the discharged yarn may be obtained, and the obtained value may be multiplied by the draft value to obtain a calculated value.
- the thickness of the sheath component may be, for example, 0.8 to 5.0 ⁇ m, preferably 0.9 to 4.0 ⁇ m, more preferably 0.9 to 4.0 ⁇ m, from the viewpoint of preventing exposure of the core component and ensuring fiber strength. It may be from 0.9 to 3.8 ⁇ m.
- the thickness of the sheath component is, for example, a cross section of the core-sheath composite fiber cut along a plane perpendicular to the longitudinal direction of the fiber (hereinafter sometimes referred to as a "fiber cross section"). It can be determined from an enlarged image of the cross section of the fiber. Specifically, the cross section of the fiber is imaged with a scanning microscope or the like, and the radial distance from the outer peripheral surface of the core component to the outer peripheral surface of the sheath component is measured at arbitrary three points that divide the outer periphery of the fiber into three equal parts. , it is possible to obtain the thickness of the sheath component from the average value. When cutting the fiber, it is preferable to fix the fiber by embedding it in a resin before cutting, in order to minimize the influence of stress.
- the single filament fineness of the core-sheath composite fiber may be, for example, 1 to 120 dtex, preferably 2 to 60 dtex, more preferably 2.5 to 30 dtex, still more preferably 3 to 15 dtex.
- This single yarn fineness can be measured, for example, according to JIS L 1013 "Chemical fiber filament yarn test method".
- the core-sheath composite fiber may be a monofilament or a multifilament containing two or more monofilaments.
- the core-sheath composite fiber may have a tensile strength of, for example, 10 cN/dtex or more, preferably 13 cN/dtex or more, more preferably 15 cN/dtex or more, and still more preferably 18 cN/dtex or more, in an atmosphere at 25°C. Even more preferably, it may be 20 cN/dtex or more.
- the upper limit of the tensile strength is not particularly limited, but may be 30 cN/dtex or less.
- the tensile strength is a value measured with reference to the JIS L 1013 test method.
- the core-sheath composite fiber has excellent fibril resistance, and the fiber to be tested is passed through three comb guides arranged alternately at an angle of 120° to each fiber.
- the average number of fluffs generated per 3 cm of fiber length is, for example, It may be 1 or less, preferably 0.5 or less.
- the fluff can be observed as small fluff (fibril) of 1 mm or less, fluff larger than 1 mm, or peeling of the sheath.
- the core-sheath composite fiber of the present invention can be woven and knitted by ordinary methods, and can be dyed by ordinary methods depending on the type of flexible thermoplastic polymer.
- the flexible polymer is a polyester polymer
- it can be dyed by a conventional polyester fiber dyeing method using a disperse dye.
- the core-sheath composite fiber of the present invention can be suitably used as various fiber structures, and the fiber structure of the present invention contains the core-sheath composite fiber of the present invention at least in part.
- fiber structures include one-dimensional structures such as ropes and mixed filament yarns, and high-order processed products such as two-dimensional structures such as woven fabrics, knitted fabrics and non-woven fabrics.
- the fiber structure may be composed of the core-sheath composite fiber alone, or may contain other constituent members within a range in which the effects of the present invention are not hindered. Once the fiber structure is formed, the fiber structure may be dyed by the dyeing method described above.
- the weave structure is not particularly limited. Examples include heavy weave, multiple weave, warp pile weave, weft pile weave, and leno weave.
- the knitting structure is not particularly limited. , smooth knitting (double-sided knitting), rubber knitting, pearl knitting, Denby weaving, cord weaving, atlas weaving, chain weaving, insertion weaving, and the like.
- the core-sheath composite fiber was embedded in an epoxy resin, and the embedded fiber was cut along a plane perpendicular to the longitudinal direction of the fiber to obtain a cross section of the fiber.
- a microscope is used to measure the radial distance from the outer peripheral surface of the core to the outer peripheral surface of the sheath at any three points that divide the outer periphery of the fiber into three equal parts, and the average value is calculated. , the thickness of the sheath component.
- the core-sheath composite fiber was embedded in an epoxy resin, and the embedded fiber was cut in the longitudinal direction of the fiber with a cross-section polisher (CP) to expose the vertical cross section of the fiber.
- This fiber longitudinal section was observed with a scanning probe microscope (SPM) at a length of 100 ⁇ m or more and 1000 ⁇ m or less in the longitudinal direction of the fiber.
- SPM scanning probe microscope
- the maximum width W of the island was determined for the island having the largest width.
- the length L2 in the longitudinal direction of the fiber was measured for the island portion having the maximum width W.
- each fiber to be tested is passed through three comb guides alternately arranged at an angle of 120 °, and each fiber is A load of 1 g/dtex was applied, a stroke length of 3 cm, and a reciprocating motion of 30,000 times at a speed of 95 times/min were applied, and the state of fluff was confirmed by magnifying 20 times with a camera.
- the above test was performed 5 times, and the presence or absence of fluff generation was observed for each 3 cm length of the fiber.
- fine fluff with a length of 1 mm or less and fluff with a length of more than 1 mm were distinguished and evaluated according to the following criteria.
- the number was measured and calculated as an average value obtained by performing the above test five times.
- a core-sheath composite fiber was produced according to the following method.
- a melt anisotropic aromatic polyester having a molar ratio of structural units (P: HBA) and (Q: HNA) of 73/27 as polymer A [melting point (Ma): 278°C, melt viscosity (MVa) : 32.1 Pa ⁇ s] was used.
- PEN melting point (Mb): 266.3°C, melt viscosity (MVb): 100 Pa s] was used as the B polymer forming the sea component, and the above polymer A was used as the C polymer forming the island component.
- the same melting anisotropic aromatic polyester [melting point (Mc): 278°C, melt viscosity (MVc): 32.1 Pa ⁇ s] was used.
- the core component and the sheath component were melted and kneaded by separate extruders.
- the B polymer and C polymer were mixed so that the proportion of the island component in the sheath component was 30% by weight. ⁇ 12) ° C.) and sufficiently kneaded (low temperature kneading step), in the discharge step, the sheath component ratio is controlled to 0.35 (65/35 as a core-sheath ratio (weight ratio))
- Spinning was performed using a spinneret having a structure No. 4 at a spinning temperature of 310° C. and a draft value of 22.3 times to obtain a monofilament core-sheath composite fiber of 10.3 dtex. The spinnability was good, and it was possible to collect the yarn without breaking it.
- the obtained fiber was wound around a heat treatment bobbin, and the treatment temperature was raised stepwise to a maximum temperature of 260°C, and the treatment was carried out in a nitrogen gas atmosphere for 18 hours.
- the unwindability from the heat-treated bobbin was satisfactory, and the heat-treated yarn obtained had the performance shown in Table 5.
- Examples 2 to 8 A core-sheath composite fiber was produced in the same manner as in Example 1, except that the core-sheath ratio, the ratio of the island component in the sheath component, the number of filaments, the single filament fineness, and the draft value were changed as shown in Table 5. Table 5 shows the results. All of them had good spinnability and could be collected without breaking.
- Comparative Example 2 A core-sheath composite fiber was produced in the same manner as in Comparative Example 1, except that the ratio of the island component in the sheath component was mixed to 20% by weight. The spinnability was poor, and there were cases of yarn breakage. Table 5 shows the results.
- Comparative Example 3 Spinning and heat treatment were carried out in the same manner as in Comparative Example 1, except that the ratio of the island component in the sheath component was mixed to 5% by weight to produce a core-sheath composite fiber. As described in Patent Document 1, since the ratio of the island component in the sheath component is 10% by weight or less, the spinnability is good and the fiber can be collected without breaking. Table 5 shows the results.
- Comparative Example 4 A core-sheath composite fiber was produced in the same manner as in Comparative Example 1, except that the sheath component ratio was 0.15 (85/15 as a core-sheath ratio (weight ratio)) and the draft value was 15.5. The spinnability was poor, and there were cases of yarn breakage. Table 5 shows the results.
- Comparative Example 5 Spinning and heat treatment were carried out in the same manner as in Comparative Example 1, except that in the kneading step of the sheath component, the same low-temperature kneading step as in Example 1 was performed to produce a core-sheath composite fiber. The spinnability was good, and it was possible to collect the yarn without breaking it. Table 5 shows the results.
- Example 1 no fluff larger than 1 mm was observed in the abrasion test with 30,000 reciprocating motions, so the sheath did not peel off and had excellent abrasion resistance. Especially in Examples 2 and 3, even minute fibrils of 1 mm or less were not observed, probably because the maximum width of the island portion was small. Furthermore, in Examples 1 and 4 to 5, although the maximum width of the island portion was larger than that of Examples 2 to 3, the oblique length of the island portion was maximized by decreasing the width of the island portion and increasing the length of the island portion. Perhaps because the length L1/maximum width W can be increased, even minute fibrils of 1 mm or less were not observed, or were observed only once in five measurements.
- Example 6 Even in Example 6 with a small single yarn fineness and in Examples 7 and 8 with a large single yarn fineness, by controlling the shape of the islands in the sheath component, the durability was better than that of Comparative Examples 1 to 3. It shows abrasion.
- Comparative Example 1 since the specific melt-kneading process was not performed for the sheath component, the spinnability was poor and yarn breakage occurred during spinning.
- Comparative Example 1 the same core-sheath ratio and the ratio of the island component in the sheath component as in Example 1 were obtained. It is larger than Example 1 and is shown to have large islands. Furthermore, perhaps because the maximum length/maximum width of the oblique length of the island portion is small, the anchoring effect of the sheath component cannot be exhibited, and small fluff (fibrils) of 1 mm or less are generated when fluff is evaluated in the abrasion resistance test. In addition, the number of fluffs was larger than that of Example 1, and fluffs larger than 1 mm and peeling of the sheath also occurred. Also, the fiber strength is lower than that of Example 1.
- Comparative Example 2 has the same core-sheath ratio and the ratio of the island component in the sheath component as in Example 2. has a large maximum width and large islands.
- the number of fluff was greater than that of Example 2, and fluff larger than 1 mm and peeling of the sheath also occurred. Also, the fiber strength is lower than that of Example 2.
- Comparative Example 3 Although the ratio of the molten anisotropic aromatic polyester in the sheath component was lower than in Examples 1 and 2, the maximum width of the islands was larger than in Examples 1 and 2, and large islands were formed. It is shown to have When evaluating the fluff in the abrasion resistance test, the number of fluffs was larger than that of Examples 1 and 2, and fluff larger than 1 mm and peeling of the sheath occurred. Also, the fiber strength is lower than that of Examples 1 and 2.
- Comparative Example 4 has the same core-sheath ratio and ratio of the island component in the sheath component as in Example 5, but since the shell component is not subjected to a specific melt-kneading process, the maximum oblique length of the island part is obtained.
- the length/maximum width is small, fluff larger than 1 mm, and sheath peeling occur.
- Comparative Example 5 has the same core-sheath ratio and ratio of island components in the sheath component as in Example 1, and since the sheath component is subjected to a specific melt-kneading process, the maximum width of the island component is small. Since the draft value at the time of spinning is small, the maximum oblique length/maximum width of the island portion is small, and fluff larger than 1 mm and peeling of the sheath occur.
- the core-sheath composite fiber of the present invention can suppress fibrillation while maintaining high strength and high elastic modulus by increasing the ratio of the molten anisotropic aromatic polyester in the sheath component, so it can be used as a tension member (electric wire, optical fiber, Umbilical cables, heater wire core threads, cords for various electrical products such as earphone cords, etc.), sail cloths, ropes (marine, mountaineering, cranes, yachts, tags, etc.), ropes, land nets, slings, lifelines, fishing lines, sewing threads, Screen cords, fishing nets, longlines, geogrids, protective gloves, ripstop protective clothing and outdoor clothing, rider suits, sports rackets, guts, medical catheter reinforcing materials, sutures, screen gauze, filters, printed circuit board base fabrics , mesh-like conveyor belts, papermaking belts, dryer canvases, airships, balloons, air bags, speaker cones, reinforcing materials for various hoses and pipes, reinforcing
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Multicomponent Fibers (AREA)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280018535.4A CN116917560A (zh) | 2021-03-04 | 2022-02-28 | 芯鞘复合纤维、其制造方法及纤维结构体 |
| IL305617A IL305617A (en) | 2021-03-04 | 2022-02-28 | A composite fiber with a core sheath, a method for its production and the structure of the fiber |
| KR1020237029531A KR20230140458A (ko) | 2021-03-04 | 2022-02-28 | 심초 복합 섬유 및 그 제조 방법 그리고 섬유 구조체 |
| EP22763206.4A EP4303347A4 (en) | 2021-03-04 | 2022-02-28 | Core-wrap composite fiber, its production process and fibrous structure |
| JP2023503834A JP7645984B2 (ja) | 2021-03-04 | 2022-02-28 | 芯鞘複合繊維およびその製造方法ならびに繊維構造体 |
| BR112023017874A BR112023017874A2 (pt) | 2021-03-04 | 2022-02-28 | Fibra compósita núcleo-casca, método de produção para tal, e estrutura de fibra |
| US18/239,293 US20230399773A1 (en) | 2021-03-04 | 2023-08-29 | Core-sheath composite fiber, production method therefor, and fiber structure |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021034707 | 2021-03-04 | ||
| JP2021-034707 | 2021-03-04 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/239,293 Continuation US20230399773A1 (en) | 2021-03-04 | 2023-08-29 | Core-sheath composite fiber, production method therefor, and fiber structure |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022186150A1 true WO2022186150A1 (ja) | 2022-09-09 |
Family
ID=83153743
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/008341 Ceased WO2022186150A1 (ja) | 2021-03-04 | 2022-02-28 | 芯鞘複合繊維およびその製造方法ならびに繊維構造体 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20230399773A1 (https=) |
| EP (1) | EP4303347A4 (https=) |
| JP (1) | JP7645984B2 (https=) |
| KR (1) | KR20230140458A (https=) |
| CN (1) | CN116917560A (https=) |
| BR (1) | BR112023017874A2 (https=) |
| IL (1) | IL305617A (https=) |
| TW (1) | TWI911400B (https=) |
| WO (1) | WO2022186150A1 (https=) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07126916A (ja) * | 1993-09-03 | 1995-05-16 | Polymer Processing Res Inst | サーモトロピック液晶ポリマーフィラメントの製法 |
| JPH1181031A (ja) * | 1997-07-10 | 1999-03-26 | Kuraray Co Ltd | 芯鞘型複合繊維 |
| JP2002020932A (ja) | 2000-07-04 | 2002-01-23 | Kuraray Co Ltd | 複合繊維およびその織物 |
| JP2005133250A (ja) * | 2003-10-31 | 2005-05-26 | Toray Ind Inc | 芯鞘複合繊維 |
| JP2007126760A (ja) * | 2005-11-01 | 2007-05-24 | Toray Ind Inc | 芯鞘型複合繊維 |
| JP2008255535A (ja) | 2007-04-09 | 2008-10-23 | Kuraray Co Ltd | 高強力複合繊維およびその製造方法 |
| JP2009179908A (ja) * | 2008-01-31 | 2009-08-13 | Toray Ind Inc | 海島構造繊維および超極細短繊維の製造方法 |
| JP2010077540A (ja) * | 2008-09-24 | 2010-04-08 | Kuraray Co Ltd | 染色性良好な高強力繊維およびその製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3268931B2 (ja) * | 1994-03-04 | 2002-03-25 | 株式会社クラレ | 芯鞘型複合繊維及びそれからなる釣糸 |
| JP2907418B2 (ja) * | 1995-03-27 | 1999-06-21 | 株式会社クラレ | スクリ−ン紗用複合繊維及びスクリ−ン紗 |
| JP2002088587A (ja) * | 2000-09-21 | 2002-03-27 | Kuraray Co Ltd | 高強力複合繊維およびメッシュクロス |
| JP4818273B2 (ja) * | 2005-09-29 | 2011-11-16 | 帝人ファイバー株式会社 | 海島型複合紡糸繊維の製造方法 |
| JP2009074194A (ja) * | 2007-09-20 | 2009-04-09 | Kuraray Co Ltd | 高強力複合繊維およびその製造方法 |
| JP2020033681A (ja) * | 2018-03-13 | 2020-03-05 | 東レ株式会社 | 吸湿性に優れた海島型複合繊維、繊維構造体およびポリエステル組成物 |
-
2022
- 2022-02-28 JP JP2023503834A patent/JP7645984B2/ja active Active
- 2022-02-28 EP EP22763206.4A patent/EP4303347A4/en active Pending
- 2022-02-28 CN CN202280018535.4A patent/CN116917560A/zh active Pending
- 2022-02-28 WO PCT/JP2022/008341 patent/WO2022186150A1/ja not_active Ceased
- 2022-02-28 IL IL305617A patent/IL305617A/en unknown
- 2022-02-28 BR BR112023017874A patent/BR112023017874A2/pt unknown
- 2022-02-28 KR KR1020237029531A patent/KR20230140458A/ko active Pending
- 2022-03-04 TW TW111107899A patent/TWI911400B/zh active
-
2023
- 2023-08-29 US US18/239,293 patent/US20230399773A1/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07126916A (ja) * | 1993-09-03 | 1995-05-16 | Polymer Processing Res Inst | サーモトロピック液晶ポリマーフィラメントの製法 |
| JPH1181031A (ja) * | 1997-07-10 | 1999-03-26 | Kuraray Co Ltd | 芯鞘型複合繊維 |
| JP2002020932A (ja) | 2000-07-04 | 2002-01-23 | Kuraray Co Ltd | 複合繊維およびその織物 |
| JP2005133250A (ja) * | 2003-10-31 | 2005-05-26 | Toray Ind Inc | 芯鞘複合繊維 |
| JP2007126760A (ja) * | 2005-11-01 | 2007-05-24 | Toray Ind Inc | 芯鞘型複合繊維 |
| JP2008255535A (ja) | 2007-04-09 | 2008-10-23 | Kuraray Co Ltd | 高強力複合繊維およびその製造方法 |
| JP2009179908A (ja) * | 2008-01-31 | 2009-08-13 | Toray Ind Inc | 海島構造繊維および超極細短繊維の製造方法 |
| JP2010077540A (ja) * | 2008-09-24 | 2010-04-08 | Kuraray Co Ltd | 染色性良好な高強力繊維およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4303347A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4303347A1 (en) | 2024-01-10 |
| TWI911400B (zh) | 2026-01-11 |
| KR20230140458A (ko) | 2023-10-06 |
| TW202302942A (zh) | 2023-01-16 |
| EP4303347A4 (en) | 2025-11-26 |
| US20230399773A1 (en) | 2023-12-14 |
| CN116917560A (zh) | 2023-10-20 |
| JP7645984B2 (ja) | 2025-03-14 |
| IL305617A (en) | 2023-11-01 |
| JPWO2022186150A1 (https=) | 2022-09-09 |
| BR112023017874A2 (pt) | 2023-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101412284B1 (ko) | 액정 폴리에스테르 섬유 및 그의 제조 방법 | |
| TW200819566A (en) | Electrically-conductive core-sheath type composite fiber and production method thereof | |
| CN101331251B (zh) | 导电性复合纤维及其制备方法 | |
| JP5098692B2 (ja) | 液晶ポリエステル繊維の製造方法 | |
| JP7332693B2 (ja) | 導電性複合繊維およびそれを用いた繊維構造物 | |
| JP6395054B2 (ja) | 液晶ポリエステルマルチフィラメント | |
| JP3778088B2 (ja) | スクリーン紗用芯鞘型複合ポリエステルモノフィラメントおよびその製造方法 | |
| JP7645984B2 (ja) | 芯鞘複合繊維およびその製造方法ならびに繊維構造体 | |
| JP7528690B2 (ja) | 液晶ポリエステルマルチフィラメントおよびその製造方法 | |
| JP7239410B2 (ja) | 液晶ポリエステル繊維の製造方法 | |
| JP7840311B2 (ja) | 芯鞘複合繊維および繊維構造体 | |
| JP4661528B2 (ja) | 耐摩耗性の改善された高強度繊維の製造方法 | |
| JP7340183B1 (ja) | 芯鞘型ポリエステル複合繊維、及びその製造方法 | |
| JP3753658B2 (ja) | ポリトリメチレンテレフタレートマルチフィラメント糸 | |
| JP4631481B2 (ja) | ポリエステル芯鞘複合繊維 | |
| WO2023054725A1 (ja) | 液晶ポリエステル繊維及びその製造方法 | |
| JP4826416B2 (ja) | 芯鞘型複合繊維 | |
| JP4802663B2 (ja) | 芯鞘型複合繊維 | |
| JPWO2019225644A1 (ja) | 液晶ポリエステルからなるマルチフィラメントの製造方法および液晶ポリエステルマルチフィラメント | |
| WO2003016603A1 (fr) | Fil a coudre pour machine compose de filaments | |
| JP2005264424A (ja) | ポリトリメチレンテレフタレートマルチフィラメント糸 | |
| JP2009019287A (ja) | 制電性ポリエステル混繊糸 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22763206 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20237029531 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 305617 Country of ref document: IL |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280018535.4 Country of ref document: CN Ref document number: 2023503834 Country of ref document: JP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112023017874 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022763206 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022763206 Country of ref document: EP Effective date: 20231004 |
|
| ENP | Entry into the national phase |
Ref document number: 112023017874 Country of ref document: BR Kind code of ref document: A2 Effective date: 20230904 |