WO2021235556A1 - 印刷物、印刷物の製造方法、およびレーザー印刷用印刷媒体 - Google Patents
印刷物、印刷物の製造方法、およびレーザー印刷用印刷媒体 Download PDFInfo
- Publication number
- WO2021235556A1 WO2021235556A1 PCT/JP2021/019477 JP2021019477W WO2021235556A1 WO 2021235556 A1 WO2021235556 A1 WO 2021235556A1 JP 2021019477 W JP2021019477 W JP 2021019477W WO 2021235556 A1 WO2021235556 A1 WO 2021235556A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- titanium oxide
- paper
- printed matter
- less
- printed
- Prior art date
Links
- 238000007639 printing Methods 0.000 title claims abstract description 205
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 110
- 238000007648 laser printing Methods 0.000 title claims abstract description 37
- 239000000463 material Substances 0.000 title abstract description 81
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 claims abstract description 624
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 claims abstract description 605
- 239000000835 fiber Substances 0.000 claims abstract description 147
- 229920005989 resin Polymers 0.000 claims abstract description 142
- 239000011347 resin Substances 0.000 claims abstract description 142
- 238000001069 Raman spectroscopy Methods 0.000 claims abstract description 141
- 239000010410 layer Substances 0.000 claims description 223
- 239000011247 coating layer Substances 0.000 claims description 153
- -1 polyethylene Polymers 0.000 claims description 125
- 238000000034 method Methods 0.000 claims description 103
- 239000000758 substrate Substances 0.000 claims description 87
- 239000002390 adhesive tape Substances 0.000 claims description 58
- 239000004698 Polyethylene Substances 0.000 claims description 46
- 229920000573 polyethylene Polymers 0.000 claims description 46
- 238000010030 laminating Methods 0.000 claims description 25
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 25
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 25
- 229920005992 thermoplastic resin Polymers 0.000 claims description 25
- 239000004743 Polypropylene Substances 0.000 claims description 22
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 20
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 20
- 230000001678 irradiating effect Effects 0.000 claims description 19
- 229920001155 polypropylene Polymers 0.000 claims description 19
- 239000004626 polylactic acid Substances 0.000 claims description 18
- 229920000747 poly(lactic acid) Polymers 0.000 claims description 17
- 239000004631 polybutylene succinate Substances 0.000 claims description 17
- 229920002961 polybutylene succinate Polymers 0.000 claims description 17
- 239000004925 Acrylic resin Substances 0.000 claims description 13
- 229920000178 Acrylic resin Polymers 0.000 claims description 13
- 239000012790 adhesive layer Substances 0.000 claims description 9
- 150000001298 alcohols Chemical class 0.000 claims description 7
- 229920000881 Modified starch Polymers 0.000 claims description 6
- 229920002472 Starch Polymers 0.000 claims description 6
- 235000019426 modified starch Nutrition 0.000 claims description 6
- 239000008107 starch Substances 0.000 claims description 6
- 235000019698 starch Nutrition 0.000 claims description 6
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 claims description 5
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 claims description 5
- 239000011976 maleic acid Substances 0.000 claims description 5
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 claims description 5
- 239000005018 casein Substances 0.000 claims description 4
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 claims description 4
- 235000021240 caseins Nutrition 0.000 claims description 4
- 235000019422 polyvinyl alcohol Nutrition 0.000 claims description 4
- 229920001800 Shellac Polymers 0.000 claims description 2
- 239000004208 shellac Substances 0.000 claims description 2
- ZLGIYFNHBLSMPS-ATJNOEHPSA-N shellac Chemical compound OCCCCCC(O)C(O)CCCCCCCC(O)=O.C1C23[C@H](C(O)=O)CCC2[C@](C)(CO)[C@@H]1C(C(O)=O)=C[C@@H]3O ZLGIYFNHBLSMPS-ATJNOEHPSA-N 0.000 claims description 2
- 229940113147 shellac Drugs 0.000 claims description 2
- 235000013874 shellac Nutrition 0.000 claims description 2
- 239000000123 paper Substances 0.000 description 475
- 239000002609 medium Substances 0.000 description 352
- 239000002245 particle Substances 0.000 description 121
- 238000005259 measurement Methods 0.000 description 120
- 239000000853 adhesive Substances 0.000 description 80
- 230000001070 adhesive effect Effects 0.000 description 80
- 230000000052 comparative effect Effects 0.000 description 77
- 239000011248 coating agent Substances 0.000 description 67
- 238000000576 coating method Methods 0.000 description 67
- 239000007788 liquid Substances 0.000 description 64
- 239000000779 smoke Substances 0.000 description 52
- 239000002655 kraft paper Substances 0.000 description 49
- 238000005520 cutting process Methods 0.000 description 38
- 238000012360 testing method Methods 0.000 description 37
- 239000002904 solvent Substances 0.000 description 32
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 29
- 229920001131 Pulp (paper) Polymers 0.000 description 28
- 239000000523 sample Substances 0.000 description 28
- 239000000725 suspension Substances 0.000 description 25
- 239000000243 solution Substances 0.000 description 23
- 239000003623 enhancer Substances 0.000 description 21
- 239000002994 raw material Substances 0.000 description 21
- 238000012937 correction Methods 0.000 description 20
- 238000002360 preparation method Methods 0.000 description 19
- 238000001237 Raman spectrum Methods 0.000 description 18
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 18
- 238000007865 diluting Methods 0.000 description 18
- 238000004806 packaging method and process Methods 0.000 description 18
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 17
- 238000011156 evaluation Methods 0.000 description 17
- 239000011121 hardwood Substances 0.000 description 17
- 238000001878 scanning electron micrograph Methods 0.000 description 17
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 16
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 16
- 239000000203 mixture Substances 0.000 description 16
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 14
- 238000009826 distribution Methods 0.000 description 14
- 238000001035 drying Methods 0.000 description 14
- 229920002755 poly(epichlorohydrin) Polymers 0.000 description 14
- 238000000691 measurement method Methods 0.000 description 13
- 239000007787 solid Substances 0.000 description 13
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 12
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 12
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 12
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 12
- 229910052782 aluminium Inorganic materials 0.000 description 12
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 10
- 239000003795 chemical substances by application Substances 0.000 description 10
- 239000010936 titanium Substances 0.000 description 10
- 238000002834 transmittance Methods 0.000 description 10
- 239000004594 Masterbatch (MB) Substances 0.000 description 9
- 229920005822 acrylic binder Polymers 0.000 description 9
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 9
- 239000011230 binding agent Substances 0.000 description 9
- 238000011088 calibration curve Methods 0.000 description 9
- 239000007789 gas Substances 0.000 description 9
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 9
- 239000000049 pigment Substances 0.000 description 9
- 238000004513 sizing Methods 0.000 description 9
- 229910052719 titanium Inorganic materials 0.000 description 9
- 235000019441 ethanol Nutrition 0.000 description 8
- 238000002156 mixing Methods 0.000 description 8
- 239000002002 slurry Substances 0.000 description 8
- WZFUQSJFWNHZHM-UHFFFAOYSA-N 2-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)CC(=O)N1CC2=C(CC1)NN=N2 WZFUQSJFWNHZHM-UHFFFAOYSA-N 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 7
- 229910000019 calcium carbonate Inorganic materials 0.000 description 7
- 238000005266 casting Methods 0.000 description 7
- 238000002845 discoloration Methods 0.000 description 7
- 239000000945 filler Substances 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 6
- 239000005995 Aluminium silicate Substances 0.000 description 6
- 244000166124 Eucalyptus globulus Species 0.000 description 6
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 6
- 229920003355 Novatec® Polymers 0.000 description 6
- 239000004952 Polyamide Substances 0.000 description 6
- 238000004026 adhesive bonding Methods 0.000 description 6
- 235000012211 aluminium silicate Nutrition 0.000 description 6
- 229910052786 argon Inorganic materials 0.000 description 6
- 235000013361 beverage Nutrition 0.000 description 6
- 238000001816 cooling Methods 0.000 description 6
- 239000013078 crystal Substances 0.000 description 6
- 230000006866 deterioration Effects 0.000 description 6
- 239000000428 dust Substances 0.000 description 6
- 239000003292 glue Substances 0.000 description 6
- 238000007654 immersion Methods 0.000 description 6
- RLAWWYSOJDYHDC-BZSNNMDCSA-N lisinopril Chemical compound C([C@H](N[C@@H](CCCCN)C(=O)N1[C@@H](CCC1)C(O)=O)C(O)=O)CC1=CC=CC=C1 RLAWWYSOJDYHDC-BZSNNMDCSA-N 0.000 description 6
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 6
- 229910017604 nitric acid Inorganic materials 0.000 description 6
- 229920002647 polyamide Polymers 0.000 description 6
- 239000011164 primary particle Substances 0.000 description 6
- 239000011163 secondary particle Substances 0.000 description 6
- 238000000926 separation method Methods 0.000 description 6
- 229910021642 ultra pure water Inorganic materials 0.000 description 6
- 239000012498 ultrapure water Substances 0.000 description 6
- YSGSDAIMSCVPHG-UHFFFAOYSA-N valyl-methionine Chemical compound CSCCC(C(O)=O)NC(=O)C(N)C(C)C YSGSDAIMSCVPHG-UHFFFAOYSA-N 0.000 description 6
- 239000002023 wood Substances 0.000 description 6
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 5
- 238000003795 desorption Methods 0.000 description 5
- 238000010790 dilution Methods 0.000 description 5
- 239000012895 dilution Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 229920001225 polyester resin Polymers 0.000 description 5
- 239000004645 polyester resin Substances 0.000 description 5
- 239000013055 pulp slurry Substances 0.000 description 5
- 230000008016 vaporization Effects 0.000 description 5
- 240000007472 Leucaena leucocephala Species 0.000 description 4
- 235000010643 Leucaena leucocephala Nutrition 0.000 description 4
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 4
- 241000018646 Pinus brutia Species 0.000 description 4
- 235000011613 Pinus brutia Nutrition 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 229920002678 cellulose Polymers 0.000 description 4
- 239000001913 cellulose Substances 0.000 description 4
- AQEDFGUKQJUMBV-UHFFFAOYSA-N copper;ethane-1,2-diamine Chemical compound [Cu].NCCN AQEDFGUKQJUMBV-UHFFFAOYSA-N 0.000 description 4
- 238000002788 crimping Methods 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 239000000347 magnesium hydroxide Substances 0.000 description 4
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 4
- 239000000155 melt Substances 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 238000012856 packing Methods 0.000 description 4
- 229920001707 polybutylene terephthalate Polymers 0.000 description 4
- 239000011122 softwood Substances 0.000 description 4
- 238000007740 vapor deposition Methods 0.000 description 4
- JQMFQLVAJGZSQS-UHFFFAOYSA-N 2-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]-N-(2-oxo-3H-1,3-benzoxazol-6-yl)acetamide Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)CC(=O)NC1=CC2=C(NC(O2)=O)C=C1 JQMFQLVAJGZSQS-UHFFFAOYSA-N 0.000 description 3
- LLQHSBBZNDXTIV-UHFFFAOYSA-N 6-[5-[[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]methyl]-4,5-dihydro-1,2-oxazol-3-yl]-3H-1,3-benzoxazol-2-one Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)CC1CC(=NO1)C1=CC2=C(NC(O2)=O)C=C1 LLQHSBBZNDXTIV-UHFFFAOYSA-N 0.000 description 3
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 3
- 244000025254 Cannabis sativa Species 0.000 description 3
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 3
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 3
- 241000218645 Cedrus Species 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 3
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- 239000005909 Kieselgur Substances 0.000 description 3
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 3
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 3
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 3
- 239000004809 Teflon Substances 0.000 description 3
- 229920006362 Teflon® Polymers 0.000 description 3
- 239000011358 absorbing material Substances 0.000 description 3
- 125000005907 alkyl ester group Chemical group 0.000 description 3
- 239000002216 antistatic agent Substances 0.000 description 3
- 239000012736 aqueous medium Substances 0.000 description 3
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 3
- 239000000920 calcium hydroxide Substances 0.000 description 3
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 3
- GBAOBIBJACZTNA-UHFFFAOYSA-L calcium sulfite Chemical compound [Ca+2].[O-]S([O-])=O GBAOBIBJACZTNA-UHFFFAOYSA-L 0.000 description 3
- 235000010261 calcium sulphite Nutrition 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 235000009120 camo Nutrition 0.000 description 3
- 239000012159 carrier gas Substances 0.000 description 3
- 235000005607 chanvre indien Nutrition 0.000 description 3
- 239000003610 charcoal Substances 0.000 description 3
- 230000001427 coherent effect Effects 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 235000014113 dietary fatty acids Nutrition 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 238000010017 direct printing Methods 0.000 description 3
- 238000004090 dissolution Methods 0.000 description 3
- 239000000975 dye Substances 0.000 description 3
- 239000000194 fatty acid Substances 0.000 description 3
- 229930195729 fatty acid Natural products 0.000 description 3
- 150000004665 fatty acids Chemical class 0.000 description 3
- 235000013305 food Nutrition 0.000 description 3
- 239000010440 gypsum Substances 0.000 description 3
- 229910052602 gypsum Inorganic materials 0.000 description 3
- 239000011487 hemp Substances 0.000 description 3
- 238000007641 inkjet printing Methods 0.000 description 3
- 239000001023 inorganic pigment Substances 0.000 description 3
- 230000010354 integration Effects 0.000 description 3
- 238000002372 labelling Methods 0.000 description 3
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 3
- 239000001095 magnesium carbonate Substances 0.000 description 3
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 3
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 3
- 235000013336 milk Nutrition 0.000 description 3
- 239000008267 milk Substances 0.000 description 3
- 210000004080 milk Anatomy 0.000 description 3
- 239000012046 mixed solvent Substances 0.000 description 3
- 239000003002 pH adjusting agent Substances 0.000 description 3
- 239000008188 pellet Substances 0.000 description 3
- 239000003208 petroleum Substances 0.000 description 3
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 3
- 229920000768 polyamine Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 239000011112 polyethylene naphthalate Substances 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- VMXUWOKSQNHOCA-UKTHLTGXSA-N ranitidine Chemical compound [O-][N+](=O)\C=C(/NC)NCCSCC1=CC=C(CN(C)C)O1 VMXUWOKSQNHOCA-UKTHLTGXSA-N 0.000 description 3
- 238000011160 research Methods 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 239000012086 standard solution Substances 0.000 description 3
- 229920001909 styrene-acrylic polymer Polymers 0.000 description 3
- 229940014800 succinic anhydride Drugs 0.000 description 3
- 239000000454 talc Substances 0.000 description 3
- 229910052623 talc Inorganic materials 0.000 description 3
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 3
- 238000009834 vaporization Methods 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- UGZADUVQMDAIAO-UHFFFAOYSA-L zinc hydroxide Chemical compound [OH-].[OH-].[Zn+2] UGZADUVQMDAIAO-UHFFFAOYSA-L 0.000 description 3
- 229940007718 zinc hydroxide Drugs 0.000 description 3
- 229910021511 zinc hydroxide Inorganic materials 0.000 description 3
- DTCCVIYSGXONHU-CJHDCQNGSA-N (z)-2-(2-phenylethenyl)but-2-enedioic acid Chemical compound OC(=O)\C=C(C(O)=O)\C=CC1=CC=CC=C1 DTCCVIYSGXONHU-CJHDCQNGSA-N 0.000 description 2
- UMWNFYINNYQSFY-BTJKTKAUSA-N (z)-but-2-enedioic acid;5-phenylpenta-2,4-dienoic acid Chemical compound OC(=O)\C=C/C(O)=O.OC(=O)C=CC=CC1=CC=CC=C1 UMWNFYINNYQSFY-BTJKTKAUSA-N 0.000 description 2
- ROGIWVXWXZRRMZ-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical class CC(=C)C=C.C=CC1=CC=CC=C1 ROGIWVXWXZRRMZ-UHFFFAOYSA-N 0.000 description 2
- YLZOPXRUQYQQID-UHFFFAOYSA-N 3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]propan-1-one Chemical compound N1N=NC=2CN(CCC=21)CCC(=O)N1CCN(CC1)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F YLZOPXRUQYQQID-UHFFFAOYSA-N 0.000 description 2
- 229920002126 Acrylic acid copolymer Polymers 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- 239000004606 Fillers/Extenders Substances 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 240000007594 Oryza sativa Species 0.000 description 2
- 235000007164 Oryza sativa Nutrition 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 2
- 229920000800 acrylic rubber Polymers 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 239000002313 adhesive film Substances 0.000 description 2
- 239000002518 antifoaming agent Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 238000010009 beating Methods 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- 230000018044 dehydration Effects 0.000 description 2
- 238000006297 dehydration reaction Methods 0.000 description 2
- 239000002761 deinking Substances 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 229920000554 ionomer Polymers 0.000 description 2
- 238000010299 mechanically pulverizing process Methods 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 238000007649 pad printing Methods 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 239000012188 paraffin wax Substances 0.000 description 2
- 238000005453 pelletization Methods 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920001083 polybutene Polymers 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000193 polymethacrylate Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000005033 polyvinylidene chloride Substances 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000010734 process oil Substances 0.000 description 2
- 235000009566 rice Nutrition 0.000 description 2
- 238000002791 soaking Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 150000005846 sugar alcohols Polymers 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 229920000428 triblock copolymer Polymers 0.000 description 2
- 239000002966 varnish Substances 0.000 description 2
- OHVLMTFVQDZYHP-UHFFFAOYSA-N 1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-2-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]ethanone Chemical compound N1N=NC=2CN(CCC=21)C(CN1CCN(CC1)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)=O OHVLMTFVQDZYHP-UHFFFAOYSA-N 0.000 description 1
- KZEVSDGEBAJOTK-UHFFFAOYSA-N 1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-2-[5-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]-1,3,4-oxadiazol-2-yl]ethanone Chemical compound N1N=NC=2CN(CCC=21)C(CC=1OC(=NN=1)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)=O KZEVSDGEBAJOTK-UHFFFAOYSA-N 0.000 description 1
- JOLQKTGDSGKSKJ-UHFFFAOYSA-N 1-ethoxypropan-2-ol Chemical compound CCOCC(C)O JOLQKTGDSGKSKJ-UHFFFAOYSA-N 0.000 description 1
- ARXJGSRGQADJSQ-UHFFFAOYSA-N 1-methoxypropan-2-ol Chemical compound COCC(C)O ARXJGSRGQADJSQ-UHFFFAOYSA-N 0.000 description 1
- VZSRBBMJRBPUNF-UHFFFAOYSA-N 2-(2,3-dihydro-1H-inden-2-ylamino)-N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]pyrimidine-5-carboxamide Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C(=O)NCCC(N1CC2=C(CC1)NN=N2)=O VZSRBBMJRBPUNF-UHFFFAOYSA-N 0.000 description 1
- LDXJRKWFNNFDSA-UHFFFAOYSA-N 2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]ethanone Chemical compound C1CN(CC2=NNN=C21)CC(=O)N3CCN(CC3)C4=CN=C(N=C4)NCC5=CC(=CC=C5)OC(F)(F)F LDXJRKWFNNFDSA-UHFFFAOYSA-N 0.000 description 1
- SBASXUCJHJRPEV-UHFFFAOYSA-N 2-(2-methoxyethoxy)ethanol Chemical compound COCCOCCO SBASXUCJHJRPEV-UHFFFAOYSA-N 0.000 description 1
- XNWFRZJHXBZDAG-UHFFFAOYSA-N 2-METHOXYETHANOL Chemical compound COCCO XNWFRZJHXBZDAG-UHFFFAOYSA-N 0.000 description 1
- IHCCLXNEEPMSIO-UHFFFAOYSA-N 2-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperidin-1-yl]-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C1CCN(CC1)CC(=O)N1CC2=C(CC1)NN=N2 IHCCLXNEEPMSIO-UHFFFAOYSA-N 0.000 description 1
- YJLUBHOZZTYQIP-UHFFFAOYSA-N 2-[5-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]-1,3,4-oxadiazol-2-yl]-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C1=NN=C(O1)CC(=O)N1CC2=C(CC1)NN=N2 YJLUBHOZZTYQIP-UHFFFAOYSA-N 0.000 description 1
- ZNQVEEAIQZEUHB-UHFFFAOYSA-N 2-ethoxyethanol Chemical compound CCOCCO ZNQVEEAIQZEUHB-UHFFFAOYSA-N 0.000 description 1
- HXDLWJWIAHWIKI-UHFFFAOYSA-N 2-hydroxyethyl acetate Chemical compound CC(=O)OCCO HXDLWJWIAHWIKI-UHFFFAOYSA-N 0.000 description 1
- PPPFYBPQAPISCT-UHFFFAOYSA-N 2-hydroxypropyl acetate Chemical compound CC(O)COC(C)=O PPPFYBPQAPISCT-UHFFFAOYSA-N 0.000 description 1
- QCAHUFWKIQLBNB-UHFFFAOYSA-N 3-(3-methoxypropoxy)propan-1-ol Chemical compound COCCCOCCCO QCAHUFWKIQLBNB-UHFFFAOYSA-N 0.000 description 1
- CONKBQPVFMXDOV-QHCPKHFHSA-N 6-[(5S)-5-[[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]methyl]-2-oxo-1,3-oxazolidin-3-yl]-3H-1,3-benzoxazol-2-one Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)C[C@H]1CN(C(O1)=O)C1=CC2=C(NC(O2)=O)C=C1 CONKBQPVFMXDOV-QHCPKHFHSA-N 0.000 description 1
- WTFUTSCZYYCBAY-SXBRIOAWSA-N 6-[(E)-C-[[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]methyl]-N-hydroxycarbonimidoyl]-3H-1,3-benzoxazol-2-one Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)C/C(=N/O)/C1=CC2=C(NC(O2)=O)C=C1 WTFUTSCZYYCBAY-SXBRIOAWSA-N 0.000 description 1
- DFGKGUXTPFWHIX-UHFFFAOYSA-N 6-[2-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]acetyl]-3H-1,3-benzoxazol-2-one Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)CC(=O)C1=CC2=C(NC(O2)=O)C=C1 DFGKGUXTPFWHIX-UHFFFAOYSA-N 0.000 description 1
- DEXFNLNNUZKHNO-UHFFFAOYSA-N 6-[3-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperidin-1-yl]-3-oxopropyl]-3H-1,3-benzoxazol-2-one Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C1CCN(CC1)C(CCC1=CC2=C(NC(O2)=O)C=C1)=O DEXFNLNNUZKHNO-UHFFFAOYSA-N 0.000 description 1
- 241000609240 Ambelania acida Species 0.000 description 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920001407 Modal (textile) Polymers 0.000 description 1
- MKYBYDHXWVHEJW-UHFFFAOYSA-N N-[1-oxo-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propan-2-yl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(C(C)NC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 MKYBYDHXWVHEJW-UHFFFAOYSA-N 0.000 description 1
- NEAPKZHDYMQZCB-UHFFFAOYSA-N N-[2-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]ethyl]-2-oxo-3H-1,3-benzoxazole-6-carboxamide Chemical compound C1CN(CCN1CCNC(=O)C2=CC3=C(C=C2)NC(=O)O3)C4=CN=C(N=C4)NC5CC6=CC=CC=C6C5 NEAPKZHDYMQZCB-UHFFFAOYSA-N 0.000 description 1
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 244000082204 Phyllostachys viridis Species 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000010905 bagasse Substances 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000002508 contact lithography Methods 0.000 description 1
- 239000013530 defoamer Substances 0.000 description 1
- MZGNSEAPZQGJRB-UHFFFAOYSA-N dimethyldithiocarbamic acid Chemical compound CN(C)C(S)=S MZGNSEAPZQGJRB-UHFFFAOYSA-N 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 239000002612 dispersion medium Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- SFMJNHNUOVADRW-UHFFFAOYSA-N n-[5-[9-[4-(methanesulfonamido)phenyl]-2-oxobenzo[h][1,6]naphthyridin-1-yl]-2-methylphenyl]prop-2-enamide Chemical compound C1=C(NC(=O)C=C)C(C)=CC=C1N1C(=O)C=CC2=C1C1=CC(C=3C=CC(NS(C)(=O)=O)=CC=3)=CC=C1N=C2 SFMJNHNUOVADRW-UHFFFAOYSA-N 0.000 description 1
- 239000000025 natural resin Substances 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- SOQBVABWOPYFQZ-UHFFFAOYSA-N oxygen(2-);titanium(4+) Chemical class [O-2].[O-2].[Ti+4] SOQBVABWOPYFQZ-UHFFFAOYSA-N 0.000 description 1
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920005678 polyethylene based resin Polymers 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 239000013074 reference sample Substances 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- UIIMBOGNXHQVGW-UHFFFAOYSA-N sodium;hydron;carbonate Chemical compound [Na+].OC(O)=O UIIMBOGNXHQVGW-UHFFFAOYSA-N 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 239000010902 straw Substances 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images




Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/67—Water-insoluble compounds, e.g. fillers, pigments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/46—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography characterised by the light-to-heat converting means; characterised by the heat or radiation filtering or absorbing means or layers
- B41M5/465—Infrared radiation-absorbing materials, e.g. dyes, metals, silicates, C black
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D1/00—Multiple-step processes for making flat articles ; Making flat articles
- B31D1/02—Multiple-step processes for making flat articles ; Making flat articles the articles being labels or tags
- B31D1/027—Multiple-step processes for making flat articles ; Making flat articles the articles being labels or tags involving, marking, printing or coding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/02—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising animal or vegetable substances, e.g. cork, bamboo, starch
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/045—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/06—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/267—Marking of plastic artifacts, e.g. with laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
- B41M5/44—Intermediate, backcoat, or covering layers characterised by the macromolecular compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H15/00—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution
- D21H15/02—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution characterised by configuration
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/67—Water-insoluble compounds, e.g. fillers, pigments
- D21H17/675—Oxides, hydroxides or carbonates
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/10—Coatings without pigments
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/10—Coatings without pigments
- D21H19/14—Coatings without pigments applied in a form other than the aqueous solution defined in group D21H19/12
- D21H19/20—Coatings without pigments applied in a form other than the aqueous solution defined in group D21H19/12 comprising macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D21H19/22—Polyalkenes, e.g. polystyrene
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/10—Coatings without pigments
- D21H19/14—Coatings without pigments applied in a form other than the aqueous solution defined in group D21H19/12
- D21H19/24—Coatings without pigments applied in a form other than the aqueous solution defined in group D21H19/12 comprising macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D21H19/28—Polyesters
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/50—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by form
- D21H21/52—Additives of definite length or shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/88—Printing; Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D1/00—Multiple-step processes for making flat articles ; Making flat articles
- B31D1/02—Multiple-step processes for making flat articles ; Making flat articles the articles being labels or tags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
- B32B2264/1022—Titania
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/30—Particles characterised by physical dimension
- B32B2264/302—Average diameter in the range from 100 nm to 1000 nm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/406—Bright, glossy, shiny surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/40—Cover layers; Layers separated from substrate by imaging layer; Protective layers; Layers applied before imaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/52—Macromolecular coatings
- B41M5/5218—Macromolecular coatings characterised by inorganic additives, e.g. pigments, clays
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F2003/0272—Labels for containers
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F3/0297—Forms or constructions including a machine-readable marking, e.g. a bar code
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W90/00—Enabling technologies or technologies with a potential or indirect contribution to greenhouse gas [GHG] emissions mitigation
- Y02W90/10—Bio-packaging, e.g. packing containers made from renewable resources or bio-plastics
Definitions
- the present invention relates to a printed matter, a method for producing a printed matter, and a printing medium for laser printing.
- label display or inkjet printing has been performed in order to display a date such as a manufacturing date or a shipping date and variable information such as a barcode on a package such as a container in which a container is housed.
- a method of printing by laser light irradiation has also been proposed.
- clear printing can be performed at high speed by laser light irradiation, and the printed portion is a laser having excellent resistance to various types.
- the method described in Patent Document 1 can increase the speed, the upper layer that easily absorbs the laser light is removed by irradiation with the CO 2 laser light to expose the lower layer, and the color difference between the upper layer and the lower layer is obtained. Because it is a technology to form characters that can be seen from the top, the upper layer is limited to materials that easily absorb laser light, while the lower layer is limited to materials that do not easily absorb laser light and have a color contrast with the upper layer. Will be done. That is, the carbon black material (black) that easily absorbs the laser light is the upper layer, the titanium oxide material (white) is the lower layer, and the characters formed by the irradiation of the laser light are black and white. Poor visibility. Further, when the upper layer is removed, there is a problem that the ink in the upper layer becomes dusty and pollutes the working environment.
- the present invention is used for a printed matter having a printed area containing discolored titanium oxide and having excellent visibility, a method for producing a printed matter by irradiating an ultraviolet laser, and a method for producing the printed matter and the printed matter. It is an object of the present invention to provide a printed matter for laser printing.
- the present inventors use a specific sheet medium in which the content of titanium oxide in the printable area is set to a specific value or more, and Raman derived from titanium oxide in the printed area and the non-printed area.
- the first invention relates to the following ⁇ 1> to ⁇ 15>.
- the present inventors use a recording medium having a coating layer containing a specific range of titanium oxide on a specific paper substrate as a printable area, and the printed area and the non-printing area.
- the present inventors set the titanium oxide content in the printable area to a specific value or more, the titanium oxide content in the laminated layer to a specific range, and the thickness of the laminated layer to a specific range. Further, it was found that a printed matter having excellent visibility can be obtained by setting the ratio of the Raman intensity derived from titanium oxide in the printed area and the non-printed area to a specific value or less, and the present invention has been completed. rice field.
- a print area containing discolored titanium oxide is provided on at least a part of a sheet medium selected from a paper or film having a printable area containing titanium oxide. Titanium oxide is embedded in the sheet medium and When the sheet medium is paper, the content of titanium oxide in the printable region in the sheet medium is 1.0% by mass or more, and the length-weighted average fiber length of the pulp constituting the paper is 0.5 mm or more.
- the average fiber width of the pulp constituting the paper is 14.0 ⁇ m or more and 35.0 ⁇ m or less, and the basis weight of the paper is 20 g / m 2 or more.
- the sheet medium is a film
- the content of titanium oxide in the printable region in the sheet medium is 0.3% by mass or more
- the thickness of the film is 15 ⁇ m or more
- the resin constituting the film is polyethylene. Containing at least one selected from the group consisting of polypropylene, ethylene-propylene copolymer, polyethylene terephthalate, polylactic acid, and polybutylene succinate.
- the ratio of the raman strength derived from titanium oxide in the printed region to the raman strength derived from titanium oxide in the non-printed region is 0.70 or less.
- ⁇ 2> The printed matter according to ⁇ 1>, wherein the sheet medium is a film, and the content of titanium oxide in the printable region in the sheet medium is 0.5% by mass or more and 7.5% by mass or less.
- the titanium oxide is at least one selected from rutile-type titanium oxide and anatase-type titanium oxide.
- ⁇ 4> The printed matter according to any one of ⁇ 1> to ⁇ 3>, wherein the printed matter is selected from a package, a label, and an adhesive tape.
- ⁇ 5> The printed matter according to any one of ⁇ 1> to ⁇ 4>, which further has a transparent resin layer on the printable area.
- ⁇ 6> The printed matter according to ⁇ 5>, wherein the resin constituting the transparent resin layer is at least one selected from polyethylene, polypropylene, polyethylene terephthalate, polyvinyl alcohol, and starch.
- the transparent resin layer is formed by attaching a transparent resin film onto a sheet medium via an adhesive layer, or laminating a transparent resin film on a sheet medium, ⁇ 5> or ⁇ 6>.
- Printed matter described in>. ⁇ 8> The printed matter according to any one of ⁇ 5> to ⁇ 7>, wherein the thickness of the transparent resin layer is 5 ⁇ m or more and 100 ⁇ m or less.
- ⁇ 9> It has a step of irradiating a sheet medium selected from paper or film with an ultraviolet laser to change the color of the irradiated area for printing. Titanium oxide is added to the sheet medium.
- the sheet medium is paper
- the content of titanium oxide in the printable region in the sheet medium is 1.0% by mass or more
- the length-weighted average fiber length of the pulp constituting the paper is 0.5 mm or more.
- the average fiber width of the pulp constituting the paper is 14.0 ⁇ m or more and 35.0 ⁇ m or less
- the basis weight of the paper is 20 g / m 2 or more.
- the sheet medium is a film
- the content of titanium oxide in the printable region in the sheet medium is 0.3% by mass or more
- the thickness of the film is 15 ⁇ m or more
- the resin constituting the film is polyethylene. Containing at least one selected from the group consisting of polypropylene, ethylene-propylene copolymer, polyethylene terephthalate, polylactic acid, and polybutylene succinate.
- Printed matter manufacturing method ⁇ 10> The method for producing a printed matter according to ⁇ 9>, wherein the output of the ultraviolet laser to be irradiated is 0.8 W or more.
- the printing step is a step of irradiating an ultraviolet laser so that the ratio of the raman intensity derived from titanium oxide in the printed area to the raman intensity derived from titanium oxide in the non-printed area is 0.70 or less.
- ⁇ 12> The method for producing a printed matter according to any one of ⁇ 9> to ⁇ 11>, which further has a transparent resin layer on the printable area.
- ⁇ 13> The method for producing a printed matter according to any one of ⁇ 9> to ⁇ 12>, wherein the sheet medium is selected from a package, a label, and an adhesive tape.
- a printing medium for laser printing made of a sheet medium selected from paper or film having a printable area that can be printed by an ultraviolet laser.
- the sheet medium is paper
- the content of titanium oxide in the printable region in the sheet medium is 1.0% by mass or more
- the length-weighted average fiber length of the pulp constituting the paper is 0.5 mm or more.
- the average fiber width of the pulp constituting the paper is 14.0 ⁇ m or more and 35.0 ⁇ m or less
- the basis weight of the paper is 20 g / m 2 or more.
- the sheet medium is a film
- the content of titanium oxide in the printable region in the sheet medium is 0.3% by mass or more
- the thickness of the film is 15 ⁇ m or more
- the resin constituting the film is polyethylene. Containing at least one selected from the group consisting of polypropylene, ethylene-propylene copolymer, polyethylene terephthalate, polylactic acid, and polybutylene succinate.
- a print area containing discolored titanium oxide is provided in at least a part of a recording medium having a printable area containing titanium oxide.
- the printable area of the recording medium has a coating layer containing titanium oxide on a paper substrate.
- the length-weighted average fiber length of the pulp constituting the paper substrate is 0.6 mm or more and 3.5 mm or less.
- the content of titanium oxide in the coating layer is 0.6 g / m 2 or more and 30 g / m 2 or less.
- the A / B is 0.01 or more and 2.00 or less.
- the ratio of the raman strength derived from titanium oxide in the printed region to the raman strength derived from titanium oxide in the non-printed region is 0.70 or less.
- ⁇ 17> The printed matter according to ⁇ 16>, wherein the thickness of the coating layer is 0.4 ⁇ m or more and 30.0 ⁇ m or less.
- the coating layer contains a thermoplastic resin in addition to titanium oxide.
- the thermoplastic resin is selected from the group consisting of starch derivatives, casein, shellac, polyvinyl alcohol, polyvinyl alcohol derivatives, acrylic resins, and maleic acid resins.
- the titanium oxide is at least one selected from rutile-type titanium oxide and anatase-type titanium oxide.
- ⁇ 21> Described in any one of ⁇ 16> to ⁇ 20>, wherein the ratio of the number of fine fibers having a fiber length of 0.2 mm or less in the pulp constituting the paper substrate is 6% or more and 16% or less.
- Printed matter. ⁇ 22> The printed matter according to any one of ⁇ 16> to ⁇ 21>, wherein the recording medium is selected from a package, a label, and an adhesive tape.
- the recording medium further has a transparent resin layer on the coating layer.
- ⁇ 24> The printed matter according to ⁇ 23>, wherein the resin constituting the transparent resin layer is at least one selected from polyethylene, polypropylene, polyethylene terephthalate, polyvinyl alcohol, and starch.
- the transparent resin layer is formed by attaching a transparent resin film onto a sheet medium via an adhesive layer, or laminating a transparent resin film on a sheet medium, ⁇ 23> or ⁇ 24>.
- ⁇ 26> The printed matter according to any one of ⁇ 23> to ⁇ 25>, wherein the thickness of the transparent resin layer is 5 ⁇ m or more and 100 ⁇ m or less.
- the printable area of the recording medium has a coating layer containing titanium oxide on a paper substrate.
- the length-weighted average fiber length of the pulp constituting the paper substrate is 0.6 mm or more and 3.5 mm or less.
- the content of titanium oxide in the coating layer is 0.6 g / m 2 or more and 30 g / m 2 or less.
- the A / B is 0.01 or more and 2.00 or less.
- ⁇ 28> The method for producing a printed matter according to ⁇ 27>, wherein the output of the ultraviolet laser to be irradiated is 0.8 W or more.
- the printing step is a step of irradiating an ultraviolet laser so that the ratio of the raman intensity derived from titanium oxide in the printed region to the raman intensity derived from titanium oxide in the non-printed region is 0.70 or less.
- ⁇ 30> The method for producing a printed matter according to any one of ⁇ 27> to ⁇ 29>, wherein the recording medium is selected from a package, a label, and an adhesive tape.
- a printing medium for laser printing having a printable area that can be printed by an ultraviolet laser.
- the printable area of the print medium has a coating layer containing titanium oxide on a paper substrate and has a coating layer.
- the length-weighted average fiber length of the pulp constituting the paper substrate is 0.6 mm or more and 3.5 mm or less.
- the content of titanium oxide in the coating layer is 0.6 g / m 2 or more and 30 g / m 2 or less.
- a print area containing discolored titanium oxide is provided in at least a part of the sheet medium having a printable area containing titanium oxide.
- the printable area of the sheet medium has a laminated layer containing titanium oxide on a paper substrate, and has a laminate layer.
- the content of titanium oxide in the laminated layer is 0.1 g / m 2 or more, and the content is 0.1 g / m 2.
- the content of titanium oxide in the laminated layer is 1% by mass or more and 45% by mass or less.
- the thickness of the laminated layer is 10 ⁇ m or more and 200 ⁇ m or less.
- the ratio of the raman strength derived from titanium oxide in the printed region to the raman strength derived from titanium oxide in the non-printed region is 0.70 or less.
- Printed matter. ⁇ 34> The printed matter according to ⁇ 33>, wherein the laminated layer is made of a film of a thermoplastic resin containing titanium oxide.
- the thermoplastic resin is selected from the group consisting of polyethylene, polypropylene, polyethylene terephthalate, polylactic acid, and polybutylene succinate.
- ⁇ 36> The printed matter according to any one of ⁇ 33> to ⁇ 35>, wherein the titanium oxide is at least one selected from rutile-type titanium oxide and anatase-type titanium oxide.
- ⁇ 37> The printed matter according to any one of ⁇ 33> to ⁇ 36>, wherein the printed matter is selected from a package, a label, and an adhesive tape.
- ⁇ 38> It has a step of irradiating a printable area of a sheet medium with an ultraviolet laser to change the color of the irradiated area to print.
- the printable area of the sheet medium has a laminated layer containing titanium oxide on a paper substrate, and has a laminate layer.
- the content of titanium oxide in the laminated layer is 0.1 g / m 2 or more, and the content is 0.1 g / m 2.
- the content of titanium oxide in the laminated layer is 1% by mass or more and 45% by mass or less.
- the thickness of the laminated layer is 10 ⁇ m or more and 200 ⁇ m or less.
- Printed matter manufacturing method ⁇ 39> The method for producing a printed matter according to ⁇ 38>, wherein the output of the ultraviolet laser to be irradiated is 0.8 W or more.
- the printing step is a step of irradiating an ultraviolet laser so that the ratio of the raman intensity derived from titanium oxide in the printed region to the raman intensity derived from titanium oxide in the non-printed region is 0.70 or less.
- a printing medium for laser printing which is a sheet medium having a printable area that can be printed by an ultraviolet laser.
- the printable area of the sheet medium has a laminated layer containing titanium oxide on a paper substrate, and has a laminate layer.
- the content of titanium oxide in the laminated layer is 0.1 g / m 2 or more, and the content is 0.1 g / m 2.
- the content of titanium oxide in the laminated layer is 1% by mass or more and 45% by mass or less.
- the thickness of the laminated layer is 10 ⁇ m or more and 200 ⁇ m or less. Printing medium for laser printing.
- a printed matter having a printed area containing discolored titanium oxide and having excellent visibility a method for producing a printed matter by irradiating an ultraviolet laser, and a method for producing the printed matter and the printed matter.
- a printed matter for laser printing to be used can be provided.
- FIG. 1 is a barcode printed in the embodiment.
- FIG. 2 is an explanatory diagram showing an example of Raman intensity measurement in the first printed matter.
- FIG. 3 is an explanatory diagram showing an example of Raman intensity measurement in the second printed matter.
- FIG. 4 is an explanatory diagram showing an example of Raman intensity measurement in the third printed matter.
- FIG. 5 is a conceptual perspective view of an example of a liquid container having a printed area.
- the first printed matter of the present invention (hereinafter, also simply referred to as “first printed matter”) is discolored to at least a part on a sheet medium selected from a paper or film having a printable area containing titanium oxide. It has a printed region containing titanium oxide, and the titanium oxide is embedded in the sheet medium, and when the sheet medium is paper, the content of titanium oxide in the printable region in the sheet medium is 1.0.
- the mass is% or more, the length-weighted average fiber length of the pulp constituting the paper is 0.5 mm or more and 3.0 mm or less, and the average fiber width of the pulp constituting the paper is 14.0 ⁇ m or more and 35.0 ⁇ m or less.
- the content of titanium oxide in the printable region in the sheet medium is 0.3% by mass or more, and the film.
- the thickness of the film is 15 ⁇ m or more, and the resin constituting the film contains at least one selected from the group consisting of polyethylene, polypropylene, ethylene-propylene copolymer, polyethylene terephthalate, polylactic acid, and polybutylene succinate.
- the ratio of the Raman strength derived from titanium oxide in the printed region to the Raman strength derived from titanium oxide in the non-printed region is 0.70 or less. According to the present invention, it is possible to provide a printed matter having a printed area containing discolored titanium oxide and having excellent visibility.
- the printed matter of the present invention is excellent in printing (printing) sharpness and also excellent in solvent resistance. It should be noted that excellent print sharpness (print sharpness) is also referred to as excellent visibility. The detailed reason why the above-mentioned effects are obtained is unknown, but some of them are considered as follows.
- a printing medium having a sheet medium selected from a paper or a film having a printable area in which titanium oxide is added and the content of titanium oxide is a specific amount or more is used. Visibility is achieved by setting the ratio of the raman strength derived from titanium oxide in the printed region to the raman strength derived from titanium oxide in the non-printed region to 0.70 or less because the printed region contains discolored titanium oxide.
- the discoloration of titanium oxide changes from white to black due to the change of the ionic valence of titanium oxide contained in the sheet medium from tetravalent to trivalent and the occurrence of oxygen defects, thereby making it visible. It is thought that it has become. Further, the change in the ionic valence can be detected as a change in the Raman intensity, and the ratio of the Raman intensity derived from titanium oxide in the printed region to the Raman intensity derived from titanium oxide in the non-printed region is a specific value. By doing the following, a print area with high visibility can be obtained. It is considered that the ionic valence of titanium oxide changes when the light energy corresponding to the band gap of titanium oxide is irradiated.
- the band gap of titanium oxide varies depending on the crystal system, but is generally about 3.0 to 3.2 eV, and the wavelength of light corresponding to this is 420 nm or less. Therefore, even if a laser beam having a wavelength exceeding 420 nm (for example, 532 nm, 1064 nm, 10600 nm) is used, it is difficult to perform printing due to a change in the ionic valence of titanium oxide as in the present invention. Further, since the color is developed by the titanium oxide contained in the sheet medium, it is considered to be excellent in solvent resistance.
- the discoloration of titanium oxide is preferably performed by irradiation with an ultraviolet laser. In addition, smoke may be generated by irradiation with an ultraviolet laser.
- the printable area means that the titanium oxide contained in the sheet medium is discolored, preferably irradiated with an ultraviolet laser, and the titanium oxide in the portion irradiated with the ultraviolet laser is discolored from white to black for printing.
- the print area is a part of the printable area where the titanium oxide is actually discolored, preferably the titanium oxide is discolored by irradiation with an ultraviolet laser and is visible. It means the part where the surface is, that is, the part irradiated with the ultraviolet laser.
- the non-printable region means a region (portion) in which titanium oxide is not discolored in the printable region, for example, a region (portion) not irradiated with an ultraviolet laser.
- the print medium to be printed has at least a sheet medium, and the sheet medium is selected from a paper or film having a printable area containing titanium oxide, and is discolored to at least a part on the sheet medium. It has a printed area containing titanium oxide.
- the printing medium may be the sheet medium itself containing titanium oxide, or a transparent resin layer may be provided on the sheet medium. That is, the "printing medium” means both the sheet medium itself or an embodiment in which the transparent resin layer is provided on the sheet medium.
- the content of titanium oxide in the printable area is 1.0% by mass or more, preferably 8.0% by mass or more, and more preferably 15% by mass from the viewpoint of obtaining a sufficient print density.
- the above is more preferably 25% by mass or more, still more preferably 35% by mass or more, and the print density reaches a plateau, which is preferable from the viewpoint of suppressing cost increase due to the inclusion of more than the required amount of titanium oxide. It is 50% by mass or less, more preferably 45% by mass or less.
- the content of titanium oxide in the printable area is 0.3% by mass or more, preferably 0.5% by mass or more, preferably 2. It is 0% by mass or more, more preferably 4.0% by mass or more, and the print density reaches a plateau, and from the viewpoint of suppressing the cost increase due to containing the required amount or more of titanium oxide, the decrease in the strength of the film is suppressed.
- the printable region of the sheet medium may contain titanium oxide, and there may be a region where the titanium oxide content is less than the above lower limit in the region where printing is not performed. From the viewpoint of ease of manufacture, it is preferable that the entire region of the sheet medium contains titanium oxide in an amount of the above lower limit or more.
- Titanium oxide is encapsulated (encapsulated) in the sheet medium, and is more preferably obtained by adding titanium oxide to the sheet medium raw material to make paper or sheet.
- the titanium oxide contained in the sheet medium is represented by the composition formula TiO 2 and is also referred to as titanium dioxide or titania.
- the titanium oxide may have a crystalline structure or may be amorphous, and may be at least one selected from rutile-type titanium oxide, anatase-type titanium oxide, brookite-type titanium oxide, and amorphous titanium oxide.
- at least one selected from rutile-type titanium oxide and anatase-type titanium oxide is more preferable, and rutile-type titanium oxide is even more preferable.
- the crystal form of titanium oxide can be determined by a known method, and specifically, it can be determined by analysis of Raman spectrum, XRD pattern, or the like.
- Titanium oxide may be used alone or in combination of two or more.
- the shape of titanium oxide is not particularly limited, and may be any shape such as amorphous, spherical, rod-shaped, and needle-shaped.
- the particle size of the titanium oxide is not particularly limited, but it is preferably 0. It is 01 ⁇ m or more, more preferably 0.10 ⁇ m or more, still more preferably 0.15 ⁇ m or more, and preferably 20.0 ⁇ m or less, more preferably 10.0 ⁇ m or less, still more preferably 5.0 ⁇ m or less.
- the particle size of titanium oxide embedded in paper and film is the SEM obtained from a scanning electron microscope (SEM, Hitachi High-Tech Co., Ltd., S5200, etc.) for ash obtained by burning a sheet medium or printed matter in a muffle furnace. Calculated from the image.
- the ash sample to be used in the scanning electron microscope is dispersed in ethanol with an ultrasonic homogenizer (manufactured by Yamato Scientific Co., Ltd., LUH150, etc.) having an output of 50 W for 5 minutes to obtain a 0.01 mass% slurry, and then aluminum. It can be made by casting 0.1 mL to a dish and drying at 60 ° C.
- a particle that can be clearly distinguished from adjacent particles is visually selected, and the major axis of one particle is defined as the particle size.
- the magnification at the time of observing the SEM image may be appropriately selected depending on the particle size of titanium oxide, but is preferably about 20000 times.
- the particles containing the titanium element are measured using an energy dispersive X-ray analyzer (manufactured by HORIBA, Ltd., EMAX, etc.) attached to the SEM.
- the average particle size of the titanium oxide particles used as a raw material can be obtained as a median size measured by a laser diffraction / scattering type particle size distribution meter (manufactured by HORIBA, Ltd., LA-300, etc.). The following conditions are preferable as the measurement conditions.
- the average particle size obtained from the laser diffraction / scattering type particle size distribution meter may deviate from the particle size calculated from the scanning electron micrograph by about ⁇ 50%.
- Dispersion medium ion-exchanged water, Refractive index of measured particles: 2.75-0.01i, Solvent index of refraction: 1.333, Built-in ultrasonic irradiation (30W): 3 minutes, Circulation speed: 3
- the major axis of the titanium oxide is not particularly limited, but is preferably 0. It is 1 ⁇ m or more, more preferably 0.5 ⁇ m or more, still more preferably 1.5 ⁇ m or more, and preferably 50.0 ⁇ m or less, more preferably 30.0 ⁇ m or less, still more preferably 15.0 ⁇ m or less.
- the minor axis is preferably 0.01 ⁇ m or more, more preferably 0.03 ⁇ m or more, still more preferably 0.05 ⁇ m or more, and preferably 3.0 ⁇ m or less, more preferably 1.5 ⁇ m or less, still more preferably. Is 1.0 ⁇ m or less.
- the aspect ratio is preferably 5 or more, more preferably 10 or more, still more preferably 15 or more, and preferably 300 or less, more preferably. It is 100 or less, more preferably 30 or less.
- the ash obtained by burning the sheet medium or printed matter in a muffle furnace is processed in the same manner as above, and a scanning electron microscope (SEM, Hitachi High-Tech Co., Ltd.) is used. It can be measured from an SEM image obtained from a company (S5200, etc.). The powder to be tested in the scanning electron microscope can be obtained by the same method as described above. Further, the major axis and the minor axis of titanium oxide used as a raw material can also be measured from the SEM image obtained from the scanning electron microscope.
- the sheet medium is also referred to as a paper sheet medium.
- the raw material pulp constituting the paper sheet medium include wood pulp, non-wood pulp, and deinked pulp.
- the wood pulp is not particularly limited, and is, for example, broad-leaved bleached kraft pulp (LBKP), broad-leaved unbleached kraft pulp (LUKP), coniferous bleached kraft pulp (NBKP), coniferous unbleached kraft pulp (NUKP), and sulfite pulp (Sulfite pulp).
- the non-wood pulp is not particularly limited, and examples thereof include cotton pulp such as cotton linter and cotton lint, and non-wood pulp such as hemp, straw, bamboo, and bagasse.
- the deinking pulp is not particularly limited, and examples thereof include deinking pulp made from recycled paper. As the raw material pulp, one of the above types may be used alone or a mixture of two or more types may be used.
- the raw material pulp may be mixed with organic synthetic fibers such as polyamide fibers and polyester fibers, recycled fibers such as polynosic fibers, and inorganic fibers such as glass fibers, ceramic fibers and carbon fibers.
- organic synthetic fibers such as polyamide fibers and polyester fibers
- recycled fibers such as polynosic fibers
- inorganic fibers such as glass fibers, ceramic fibers and carbon fibers.
- wood pulp and deinked pulp are preferable from the viewpoint of easy availability.
- the raw material pulp is preferably chemical pulp, more preferably kraft pulp, more preferably broadleaf kraft pulp such as eucalyptus and acacia, and pine and cedar, from the viewpoint of texture uniformity.
- coniferous kraft pulp such as, and more preferably one or more selected from broadleaf bleached kraft pulp (LBKP) and coniferous bleached kraft pulp (NBKP).
- LLKP broadleaf bleached kraft pulp
- NKP coniferous bleached kraft pulp
- the ratio of LBKP is large, and for example, the mixing ratio of LBKP and NBKP, LBKP / NBKP, is more preferably 75/25 to 100/0 (mass%).
- the length-weighted average fiber length of the pulp constituting the paper sheet medium is 0.5 mm or more, preferably 0.6 mm or more, and 3.0 mm or less, preferably 2.8 mm or less, more preferably 2.5 mm. Below, it is more preferably 2.0 mm or less, still more preferably 1.5 mm or less, still more preferably 1.0 mm or less.
- the pulps are intimately entangled with each other to reduce the voids in the paper sheet medium and oxidize when irradiated with ultraviolet laser. It is preferable because it is possible to suppress the scattering of titanium, suppress smoke generation, and obtain a printed matter having excellent visibility.
- the length-weighted average fiber length is 0.5 mm or more, the strength as a paper sheet medium is improved, and the fibers are less likely to fall off from the paper sheet medium when irradiated with an ultraviolet laser, and the generation of paper dust is suppressed. It is preferable because the amount of smoke generated is suppressed and the print sharpness is excellent.
- the length-weighted average fiber length of the pulp constituting the paper sheet medium is measured by the method described in Examples.
- the average fiber width of the pulp constituting the paper sheet medium is 14.0 ⁇ m or more, preferably 15.0 ⁇ m or more, more preferably 15.5 ⁇ m or more, still more preferably 16.0 ⁇ m or more, and 35. It is 0 ⁇ m or less, preferably 33.0 ⁇ m or less, more preferably 31.0 ⁇ m or less, still more preferably 28.0 ⁇ m or less, still more preferably 24.0 ⁇ m or less, still more preferably 21.0 ⁇ m or less.
- the average fiber width of the pulp constituting the paper sheet medium is 35.0 ⁇ m or less, the pulps are intimately entangled with each other to reduce the voids in the paper sheet medium and scatter titanium oxide when irradiated with an ultraviolet laser.
- the average fiber width is 14.0 ⁇ m or more, the strength as a paper sheet medium is improved, the fibers are less likely to fall off from the paper sheet medium when irradiated with an ultraviolet laser, the generation of paper dust is suppressed, and the amount of smoke generated. Is preferable because it suppresses printing and has excellent print sharpness.
- the average fiber width of the pulp constituting the paper sheet medium can be measured by the method described in Examples.
- the ratio of the number of fine fibers having a fiber length of 0.2 mm or less in the pulp constituting the paper sheet medium is preferably 6.2% or more, more preferably 6.5% or more, still more preferably 6.8% or more. Yes, and preferably 30% or less, more preferably 24% or less, still more preferably 16% or less.
- the ratio of the number of fine fibers is 6.2% or more, the fine fibers are arranged on the sheet so as to fill the gaps between the fibers, so that the scattering of titanium oxide during irradiation with an ultraviolet laser is suppressed, and as a result, ultraviolet rays are emitted. It is preferable because it suppresses smoke generation during laser irradiation and improves visibility.
- the ratio of the number of fine fibers is 30% or less, it is preferable because the increase in fine fibers suppresses smoke generation due to scattering of fine fibers during irradiation with an ultraviolet laser.
- the ratio of the number of fine fibers having a fiber length of 0.2 mm or less in the pulp of the fibers constituting the paper sheet medium is determined by separating the paper sheet medium by the method described in Examples and determining the fiber length of the obtained pulp slurry. Calculated by measuring with a fiber length measuring instrument (for example, manufactured by Valmet, model FS-5, with UHD base unit). A fiber having a fiber length of 0.2 mm or less and a fiber width of 75 ⁇ m or less is regarded as a fine fiber, and the ratio of the number of fine fibers to the measured number of pulps is calculated.
- the beating degree of wood pulp used for the paper sheet medium is preferably 150 to 500 mL of Canadian standard freeness (CSF).
- CSF Canadian standard freeness
- the paper sheet medium is obtained by papermaking a pulp slurry to which titanium oxide particles and, if necessary, an internal additive are added. If necessary, a filler other than titanium oxide may be appropriately added to the paper sheet medium.
- Fillers other than titanium oxide include, for example, kaolin, talc, heavy calcium carbonate, light calcium carbonate, calcium sulfite, gypsum, calcined kaolin, white carbon, amorphous silica, delaminated kaolin, diatomaceous earth, magnesium carbonate, and water. Examples thereof include aluminum oxide, calcium hydroxide, magnesium hydroxide, zinc hydroxide and the like.
- paper sheet media include sizing agents, dry paper strength enhancers, wet paper strength enhancers (eg, polyamide polyamine epichlorohydrin), and yield improvers (eg, sulfate bands). ), A drainage improver, a pH adjuster, a softener, an antistatic agent, an antifoaming agent, a known internal additive for papermaking such as a dye / pigment, and the like can be added as needed.
- the sizing agent include rosin-based, alkyl ketene dimer-based, alkenyl succinic anhydride-based, styrene-acrylic, higher fatty acid-based, and petroleum resin-based sizing agents.
- the basis weight of the paper sheet medium is 20 g / m 2 or more, preferably 40 g / m 2 or more, more preferably 50 g / m 2 or more, still more preferably 60 g / m 2 or more, and more preferably 60 g / m 2 or more, from the viewpoint of visibility. It is preferably 600 g / m 2 or less, more preferably 400 g / m 2 or less, still more preferably 200 g / m 2 or less, still more preferably 100 g / m 2 or less.
- the basis weight of the paper sheet medium is 20 g / m 2 or more, the opacity of the paper sheet medium is high and a printed matter with high visibility can be obtained. Further, the upper limit of the basis weight of the paper sheet medium may be appropriately selected according to the required strength and the like depending on the application and the like. Basis weight is measured by the method specified in JIS P 8124: 2011.
- the thickness of the paper sheet medium is not particularly limited, but is preferably 10 ⁇ m or more, more preferably 25 ⁇ m or more, still more preferably 40 ⁇ m or more, and economically, from the viewpoint of giving the sheet medium a waist and improving the handleability. From the viewpoint of good properties and handleability, it is preferably 700 ⁇ m or less, more preferably 500 ⁇ m or less, still more preferably 400 ⁇ m or less.
- the thickness of the paper sheet medium can be measured by the method described in JIS P 8118: 2014.
- the whiteness of the paper sheet medium or the print medium having the paper sheet medium may be appropriately selected depending on the intended use and is not particularly limited, but from the viewpoint of easily contrasting the printed area and the non-printed area and improving the visibility. It is preferably 9% or more, more preferably 50% or more, still more preferably 80% or more, and from the viewpoint of ease of production, it is preferably 95% or less, more preferably 92% or less.
- the whiteness of the paper sheet medium can be measured by the method described in JIS P8148: 2018 using a spectroscopic whiteness colorimeter (manufactured by Suga Test Instruments Co., Ltd.).
- a known wet paper machine for example, a long net paper machine, a gap former type paper machine, a circular net type paper machine, a short net type paper machine, or the like should be appropriately selected and used. Can be done.
- the paper layer formed by the paper machine is conveyed by felt and dried by a dryer.
- a multi-stage cylinder dryer may be used as a pre-dryer before drying the dryer.
- the paper sheet medium obtained as described above may be surface-treated with a calendar to make the thickness and profile uniform to improve printability.
- a calendar processing machine a known calendar processing machine can be appropriately selected and used.
- the sheet medium is a film
- the sheet medium is also referred to as a film medium.
- the resin constituting the film medium is not particularly limited as long as it can be processed into a film by encapsulating titanium oxide, and may be appropriately selected from known thermoplastic resins.
- Polyethylene terephthalate, polybutylene terephthalate, polyester resin such as polyethylene naphthalate, polyvinyl chloride, polyvinylidene chloride, polybutene, polybutadiene, ethylene-vinyl acetate copolymer, polyethylene, polypropylene, ethylene-propylene copolymer, polymethyl
- polyolefin resins such as penten; polycarbonate; polyurethane; polyamide; polyacrylonitrile; poly (meth) acrylate and the like.
- the resins constituting the film medium can be used for general purposes, have high ultraviolet transmittance, and can discolor titanium oxide even inside the film medium.
- polyethylene, polypropylene It is preferable to contain a polyolefin such as an ethylene-propylene copolymer, polyethylene terephthalate, polybutylene terephthalate, polylactic acid, polybutylene succinate and other polyesters, and polyethylene, polypropylene, an ethylene-propylene copolymer, polyethylene terephthalate and polylactic acid. , And at least one selected from the group consisting of polybutylene succinate, more preferably the group consisting of polyethylene, polypropylene, ethylene-propylene copolymer, polyethylene terephthalate, polylactic acid, and polybutylene succinate. It is more preferable that it is at least one selected from.
- the resin constituting the film medium is more preferably polyolefin, and even more preferably at least one selected from the group consisting of polyethylene and polypropylene. These resins may be used alone or in combination of two or more.
- the film medium may be appropriately selected and produced from conventionally known production methods, and may be appropriately selected from, for example, a melt extrusion method, a melt casting method, a calendar method, and the like.
- a film may be produced by mixing titanium oxide with the above-mentioned resin so that the content of titanium oxide in the printed region of the film medium is within the above range.
- synthetic paper having a titanium oxide content within the range of the present invention may be used.
- the thickness of the film medium is 15 ⁇ m or more, preferably 20 ⁇ m or more, more preferably 40 ⁇ m or more, still more preferably 50 ⁇ m or more, still more preferably 55 ⁇ m or more, and preferably 55 ⁇ m or more, from the viewpoint of obtaining a printed matter having excellent strength.
- the thickness of the film medium is within the above range, deterioration of the resin is observed near the surface of the film when the film medium is irradiated with an ultraviolet laser, but the thickness of the film medium is sufficient, so that the printed matter is printed. It is preferable because the decrease in the strength of the film is suppressed.
- the printed region means a region (part) containing discolored titanium oxide in the printable region, and is preferably a region (part) printed by an ultraviolet laser. ..
- the non-printing area means an area (part) that is not printed in the printable area.
- the ratio of the raman strength derived from titanium oxide in the printed region to the raman strength derived from titanium oxide in the non-printed region is 0.70 or less.
- the maximum Raman intensity in the wave number range of 516 ⁇ 3 cm -1 is compared with the Raman intensity derived from titanium oxide.
- the raman intensity derived from rutile-type titanium oxide is used for comparison.
- the non-printed area is white and the printed area is black.
- the non-printed area preferably has a lightness of No. 10 in the Munsell color system, that is, white.
- the print area is preferably any one of No. 0 to No. 8 in the Munsell color system, more preferably No. 0 to No. 6, and even more preferably No. 0 to No. 4.
- the content of titanium oxide in the sheet medium, other characteristics of the sheet medium length of the pulp constituting the paper sheet medium in the case of the paper sheet medium, weighted average fiber length). , Average fiber width, paper sheet medium paper density; resin type in the case of film medium, film medium thickness, etc.
- UV laser irradiation conditions for example, average output, repetition frequency, wavelength, etc. should be adjusted as appropriate. Is preferable.
- the first printed matter of the present invention is suitably used for a package, a label, an adhesive tape, or the like.
- the packaging include corrugated cardboard liner base paper (particularly the outermost liner base paper), outer boxes, milk packs, liquid containers for beverages such as paper cups (preferably liquid paper containers for beverages), food trays, and skin packs.
- the label include a label base paper, an adhesive label, and an adhesive sheet
- examples of the adhesive tape include an adhesive tape and a kraft tape.
- the liquid container 10 as an example of the package has, for example, a printed area 20 on the surface.
- the print area 20 is irradiated with an ultraviolet laser, and characters such as a date are printed.
- the printed matter of the present invention further has a transparent resin layer on the printable area of the sheet medium. That is, it is preferable to use a printing medium in which a transparent resin layer is further provided in advance on a sheet medium in which the printable area contains a predetermined amount or more of titanium oxide. It has been found that a clearer printed image can be obtained with a high print density by adopting the above-described configuration. The detailed reason is unknown, but some are presumed as follows. When titanium oxide is heated by irradiation with an ultraviolet laser, it is considered that the discolored titanium oxide is desorbed from the sheet medium by momentarily vaporizing the surrounding water.
- the transparent resin layer on the sheet medium in advance, the detachment of the discolored titanium oxide described above is suppressed and the printing density is increased.
- the sheet medium is a paper sheet medium, it is particularly preferable to have the transparent resin layer from the viewpoint that the effect of providing the transparent resin layer is high when the sheet medium contains water.
- the total light transmittance of the transparent resin layer is 80% or more, preferably 85% or more, more preferably 90% or more, still more preferably 91% or more, and 100% or less.
- the upper limit is not particularly limited. Total light transmittance is measured according to JIS K 7631-1: 1997.
- the resin constituting the transparent resin layer is not particularly limited as long as it has a total light transmittance of 80% or more and can be provided on the sheet base material, but from the viewpoint of transparency and easy provision of the transparent resin layer.
- the transparent resin layer and the sheet medium are attached via an adhesive layer or laminated by laminating, it is at least one selected from polyethylene, polypropylene, polyethylene terephthalate, polyvinyl alcohol, and starch. It is preferably at least one selected from polyethylene, polypropylene, polyethylene terephthalate, and polyvinyl alcohol, more preferably polyethylene and polypropylene, and particularly preferably polyethylene.
- examples thereof include acrylic resin, styrene-maleic acid resin, water-soluble polyurethane resin, and water-soluble polyester resin.
- acrylic resin include a resin obtained by copolymerizing (meth) acrylic acid with an unsaturated carboxylic acid other than the alkyl ester thereof, styrene, and (meth) acrylic acid, and other monomers such as ethylene and propylene.
- examples thereof include ethylene- (meth) acrylic acid copolymer, styrene-acrylic acid-maleic acid resin, and ethylene- (meth) acrylic acid copolymer is preferable.
- the transparent resin layer and the sheet medium may be laminated by any method and are not particularly limited, but from the viewpoint of ease of manufacture, whether the transparent resin layer and the sheet medium are attached via the adhesive layer. , Or it is preferable to laminate or apply a transparent paint in the form of a liquid paint. When the transparent resin layer is locally provided, it is preferable to attach it via an adhesive from the viewpoint of ease of manufacture. Further, when the transparent resin layer is provided over a wide range, it is preferable to perform a laminating process.
- the adhesive layer is not particularly limited, and may be appropriately selected from known adhesive layers and used. Specifically, the pressure-sensitive adhesive layer of JP2012-57112A is exemplified.
- the thickness of the transparent resin layer is not particularly limited, but is preferably 5 ⁇ m or more, more preferably 10 ⁇ m, still more preferably 15 ⁇ m or more, and from the viewpoint of obtaining clear printing and handling of printed matter and print media. It is preferably 100 ⁇ m or less, more preferably 75 ⁇ m or less, still more preferably 50 ⁇ m or less.
- the first method for producing a printed matter of the present invention is to irradiate the sheet medium itself selected from paper or film, or a print medium having a transparent resin layer on the sheet medium, with an ultraviolet laser to change the color of the irradiated area. It has a step of printing, titanium oxide is embedded in the sheet medium, and the content of titanium oxide in the sheet medium is a predetermined amount or more.
- the sheet medium and the print medium used in the method for producing the first printed matter of the present invention the same sheet medium and the same print medium as the sheet medium and the print medium in the first printed matter are exemplified, and the preferred range is also the same. be.
- the titanium oxide content in the ultraviolet laser irradiation region may be at least a predetermined amount, and the titanium oxide content in the non-irradiation region is not particularly limited, but titanium oxide is used. Since it is internally added to the sheet medium, it is preferable that the titanium oxide content is at least the above-mentioned predetermined amount even in the non-irradiated region.
- the ultraviolet laser It is preferable to irradiate the ultraviolet laser with the ultraviolet laser so that the ratio of the raman intensity derived from titanium oxide in the printed region to the raman intensity derived from titanium oxide in the non-printed region is 0.70 or less.
- the Raman strength of the printed area and the non-printed area is as described above in the printed matter.
- the wavelength of the ultraviolet laser is preferably 370 nm or less, more preferably 365 nm or less, still more preferably 360 nm or less, and preferably 260 nm or more, more preferably 340 nm or more, from the viewpoint of improving the visibility of the printed area. More preferably, it is 350 nm or more.
- the average output of the ultraviolet laser is preferably 0.3 W or more, more preferably 0.8 W or more, still more preferably 1.2 W or more, still more preferably 1.8 W or more, from the viewpoint of improving the visibility of the printed area. And, from the viewpoint of economic efficiency, it is preferably 30 W or less, more preferably 25 W or less, still more preferably 20 W or less, still more preferably 15 W or less, still more preferably 10 W or less, still more preferably 6 W or less.
- the repeat frequency of the ultraviolet laser is preferably 10 kHz or more, more preferably 20 kHz or more, still more preferably 30 kHz or more, and preferably 100 kHz or less, more preferably 80 kHz or less, from the viewpoint of improving the visibility of the printed area. , More preferably 60 kHz or less.
- the spot diameter of the ultraviolet laser is preferably 10 ⁇ m or more, more preferably 20 ⁇ m or more, still more preferably 30 ⁇ m or more, and preferably 300 ⁇ m or less, more preferably 300 ⁇ m or more, from the viewpoint of obtaining a clear image and printability. It is 240 ⁇ m or less, more preferably 180 ⁇ m or less, still more preferably 120 ⁇ m or less.
- the scan speed of the ultraviolet laser is preferably 500 mm / sec or more, more preferably 1000 mm / sec or more, still more preferably 2000 mm / sec or more, and preferably 7000 mm / sec or more from the viewpoint of high-speed printing and visibility of the printed area. It is sec or less, more preferably 6000 mm / sec or less, still more preferably 5000 mm / sec or less.
- the line pitch of the ultraviolet laser is preferably 10 ⁇ m or more, more preferably 20 ⁇ m or more, still more preferably 30 ⁇ m or more, and preferably 300 ⁇ m or less, from the viewpoint of obtaining a clear image and the availability of the apparatus. It is more preferably 250 ⁇ m or less, still more preferably 200 ⁇ m or less.
- the first method for producing a printed matter of the present invention can be carried out in various embodiments.
- various embodiments to which the first printed matter manufacturing method of the present invention is applicable will be exemplified, but the first printed matter manufacturing method of the present invention is not limited to the following embodiments.
- the information to be printed is not particularly limited, but is preferably variable information.
- the first method for producing a printed matter of the present invention is preferably performed in-line.
- (1) Direct Printing on a Package The first embodiment of the first method for producing a printed matter of the present invention is a method of printing information on a package containing titanium oxide, which is moving on a packing line.
- a package is prepared from a printing medium having a sheet medium containing titanium oxide in a predetermined amount or more, and the package is directly printed by an ultraviolet laser. It is sufficient that at least the outermost layer of the package is made of a printing medium having a sheet medium containing titanium oxide in a predetermined amount or more. Examples of the package include corrugated cardboard, a box, and the like, and it is preferable to print directly on the side surface or the upper surface of the package with an ultraviolet laser.
- a second embodiment of the first method for producing a printed matter of the present invention is a method for printing information on a label containing titanium oxide.
- the printing medium constituting the printing surface of the label has a sheet medium containing titanium oxide in a predetermined amount or more.
- a label pasting device various label pasting devices have been proposed.
- an adhesive is applied to a roll-shaped label base paper and then affixed to an article.
- a cutting means for cutting the label base paper rolled into a roll into a predetermined length one by one, and a label base paper cut by the cutting means are cut by an adhesive-coated label base paper holder. It is provided with a gluing transport means for receiving and adhering an adhesive to the back surface of the label base paper, and a sticking means for receiving the label base paper (label) to which the adhesive is applied from the gluing transport means and attaching it to an article such as a container.
- a roll labeler provided with a rotary transport means having a label holding surface on an outer surface between the cutting means and the glued transport means is exemplified, and Japanese Patent Application Laid-Open No. 6-64637 is exemplified.
- a cutting means for cutting the label base paper rolled into a roll into a predetermined length one by one, a delivery roll to be delivered to the sticking roll, and a glue roll for applying glue to the label base paper held on the sticking roll are provided.
- Examples thereof include a roll labeler having a roll and an embodiment in which the delivery roll is not required. It is preferable that the irradiation of the ultraviolet laser is performed before cutting the label base paper rolled into a roll into a predetermined length, or after cutting and before handing over to the next roll or the like.
- the front surface or the back surface of the roll-shaped label base paper becomes the front surface or the back surface when the label base paper is attached to the package, and therefore, irradiation with an ultraviolet laser is performed accordingly.
- the second label affixing device uses an adhesive label roll as the label.
- an adhesive label roll with a release paper for example, a release paper separating means for separating the adhesive label and the release paper, a delivery roll for receiving the adhesive label from which the release paper is separated, and an adhesive label from the delivery roll.
- An example is a pasting device having a sticking roll that sucks and sticks to an article (packaging body). Irradiation with an ultraviolet laser is preferably performed before separating the release paper or after separating the release paper and before being supported on the sticking roll.
- it has a mechanism to set an adhesive label roll with release paper and separate the adhesive label from the release paper, and has a mechanism to attach a label immediately after separation, and separates the release paper from the set adhesive label roll.
- An example is an apparatus that prints with an ultraviolet laser in the meantime.
- the method of attaching the adhesive label described above is also referred to as sinking. Further, it has a mechanism for setting an adhesive label roll with a release paper and separating the release paper from the adhesive label, and has a mechanism for attaching the adhesive label to an article (packaging body).
- An air jet type, or a robot arm type labeling device is exemplified. Irradiation with an ultraviolet laser is preferably performed between the set adhesive label roll with the release paper and the separation of the release paper.
- a linerless adhesive label may be used as the label.
- the linerless adhesive label is a label without a release paper, and has a feature that it is inexpensive because the number of labels per roll is large and there is no release paper as compared with the case of using an adhesive label roll with a release paper.
- a label attaching device using a linerless adhesive label a mechanism for setting a linerless label roll, a cutting mechanism for cutting the linerless label one by one, and a cut linerless label as an article (packaging body).
- An example is an apparatus having a sticking mechanism for sticking, and the sticking mechanism is a cylinder type or a robot arm type. Printing by irradiation with an ultraviolet laser is preferably performed between the mechanism for setting the linerless label roll and the cutting mechanism, or while the cut linerless label is sent to the sticking mechanism.
- the third label affixing device attaches a printing medium having a sheet medium containing a predetermined amount or more of titanium oxide to an article (packaging body), and then prints with an ultraviolet laser.
- a method of attaching a label the above-mentioned first device and second device are referred to.
- a third embodiment of the first method for producing a printed matter of the present invention is an embodiment in which a printing medium having a sheet medium containing a predetermined amount or more of titanium oxide is used as an adhesive tape. That is, the method for producing a printed matter according to the third embodiment includes a step of attaching an adhesive tape produced from a print medium having the sheet medium to an article (packaging body), and is before or after the step of attaching the adhesive tape. After the step of printing, there is a step of printing with an ultraviolet laser. Further, a printing device in which a printing device using an ultraviolet laser is incorporated in a corrugated cardboard sealing machine may be used.
- it has a mechanism for setting the adhesive tape winding, a mechanism for transporting the corrugated cardboard, a mechanism for folding the flap of the corrugated cardboard, and a mechanism for attaching the adhesive tape to seal the corrugated cardboard. It has a mechanism to print on the adhesive tape with an ultraviolet laser during or after the sticking.
- the first printed matter of the present invention and the method for producing the first printed matter are not limited to the above-mentioned aspects, and can be applied to various uses in which printing is required.
- the first print medium for laser printing of the present invention comprises a sheet medium selected from paper or a film having a printable area that can be printed by an ultraviolet laser, and when the sheet medium is paper, printing in the sheet medium
- the content of titanium oxide in the possible region is 1.0% by mass or more
- the length-weighted average fiber length of the pulp constituting the paper is 0.5 mm or more and 3.0 mm or less
- the pulp constituting the paper has.
- the average fiber width is 14.0 ⁇ m or more and 35.0 ⁇ m or less
- the basis weight of the paper is 20 g / m 2 or more
- the sheet medium is a film
- the content of titanium oxide in the printable region in the sheet medium is contained.
- the amount is 0.3% by mass or more, the thickness of the film is 15 ⁇ m or more, and the resin constituting the film is made of polyethylene, polypropylene, ethylene-propylene copolymer, polyethylene terephthalate, polylactic acid, and polybutylene succinate.
- Includes at least one selected from the group of Printing is possible by irradiating the first laser printing printing medium of the present invention with an ultraviolet laser.
- the preferred embodiment of the first laser printing print medium is the same as the preferred embodiment of the sheet medium in the first printed matter described above, and the preferred embodiment of the printing method on the first laser printing print medium is the same. , The same as the above-mentioned method for producing the first printed matter.
- the second printed matter of the present invention (hereinafter, also simply referred to as “second printed matter”) is at least a part on a recording medium (hereinafter, also referred to as “printing medium”) having a printable region containing titanium oxide.
- the printable area of the recording medium has a coating layer containing titanium oxide on the paper substrate, and has a print area containing the discolored titanium oxide.
- the length-weighted average fiber length is 0.6 mm or more and 3.5 mm or less
- the content of titanium oxide in the coating layer is 0.6 g / m 2 or more and 30 g / m 2 or less
- the coating layer has a length-weighted average fiber length of 0.6 mm or more and 3.5 mm or less.
- the A / B is 0.01 or more and 2.00 or less, and the Raman strength derived from titanium oxide in the printed area.
- the ratio to the Raman strength derived from titanium oxide in the non-printed region is 0.70 or less.
- a recording medium having a coating layer having a titanium oxide content of 0.6 g / m 2 or more and 30 g / m 2 or less as a printable region is used on the substrate. Visibility is achieved by setting the ratio of the raman strength derived from titanium oxide in the printed region to the raman strength derived from titanium oxide in the non-printed region to 0.70 or less because the printed area has discolored titanium oxide. It is considered that an excellent printed matter can be obtained.
- the discoloration of titanium oxide is caused by the change in the ionic valence of titanium oxide contained in the coating layer from tetravalent to trivalent and the occurrence of oxygen defects, which changes from white to black, thereby visually recognizing. It is considered possible.
- the change in the ionic valence can be detected as a change in Raman intensity, and the ratio of the Raman intensity derived from titanium oxide in the printed region to the Raman intensity derived from titanium oxide in the non-printed region is a specific value.
- the ionic valence of titanium oxide changes when the light energy corresponding to the band gap of titanium oxide is irradiated.
- the band gap of titanium oxide varies depending on the crystal system, but is generally about 3.0 to 3.2 eV, and the wavelength of light corresponding to this is 420 nm or less.
- a laser beam having a wavelength exceeding 420 nm for example, 532 nm, 1064 nm, 10600 nm
- the color is developed by the titanium oxide contained in the coating layer, it is considered to have excellent solvent resistance.
- the discoloration of titanium oxide is preferably performed by irradiation with an ultraviolet laser.
- the A / B is 0.01 or more and 2.00 or less in the coating layer. It is considered that the concentration of titanium oxide is controlled in an appropriate range, and as a result, the scattering of titanium oxide in the irradiated portion is suppressed by the irradiation of the ultraviolet laser, and a printed matter having better visibility can be obtained.
- the printable area means that the titanium oxide in the portion irradiated with the ultraviolet laser changes from white to black due to the discoloration of titanium oxide contained in the coating layer, preferably by irradiation with an ultraviolet laser.
- the print region is a portion of the printable region where titanium oxide is actually discolored, preferably the titanium oxide is discolored by irradiation with an ultraviolet laser and is visually recognized. It means a possible part, that is, a part irradiated with an ultraviolet laser.
- the non-printable region means a region (portion) in which titanium oxide is not discolored in the printable region, for example, a region (portion) not irradiated with an ultraviolet laser.
- the recording medium to be printed has a printable area containing titanium oxide, and at least a part of the printable area has a print area containing discolored titanium oxide.
- the recording medium has a coating layer containing titanium oxide on a paper substrate.
- the coating layer may be formed on at least one side of the paper substrate and may be formed on both sides, but it is preferable that the recording medium has the coating layer on only one side. Further, although the coating layer may be provided on the entire surface of the recording medium, the coating layer may be provided only on a part of the area (part) where printing is desired.
- the coating layer constituting the printable area has a titanium oxide content of 0.6 g / m 2 or more and 30 g / m 2 or less.
- the content of titanium oxide in the coating layer is 0.6 g / m 2 or more, preferably 0.8 g / m 2 or more, and more preferably 1.0 g / m 2 or more from the viewpoint of obtaining a sufficient print density. More preferably, it is 1.2 g / m 2 or more, and the printing density reaches a plateau, from the viewpoint of suppressing cost increase due to containing more than the required amount of titanium oxide, and from the viewpoint of suppressing printing unevenness and smoke emission amount.
- At least the printable area of the recording medium may contain titanium oxide in the above-mentioned content, and there may be a portion where the coating layer is not provided in the area where printing is not performed. There may be a region provided with a coating layer having a titanium oxide content of less than 0.6 g / m 2 or more than 30 g / m 2.
- the entire region of the sheet medium is provided with a coating layer having a titanium oxide content of 0.6 g / m 2 or more and 30 g / m 2 or less on the sheet base material. ..
- the content of titanium oxide in the coating layer is preferably 1% by mass or more, more preferably 3% by mass or more, still more preferably 5% by mass or more, still more, from the viewpoint of obtaining a sufficient print density. It is preferably 7% by mass or more, and is preferably 95% by mass from the viewpoint of suppressing the cost increase due to the print density reaching a plateau and containing more titanium oxide than necessary and the ease of forming the coating layer. Below, more preferably 85% by mass or less, still more preferably 75% by mass or less, still more preferably 60% by mass or less, still more preferably 50% by mass or less, still more preferably 40% by mass or less, still more preferably 30. It is less than mass%.
- the thickness of the coating layer is preferably 0.4 ⁇ m or more, more preferably 0.6 ⁇ m or more, still more preferably 0.8 ⁇ m or more, and from the viewpoint of obtaining sufficient print density and ease of coating. From the viewpoint of the printing density leveling off and the ease of forming the coating layer, it is preferably 40.0 ⁇ m or less, more preferably 30.0 ⁇ m or less, still more preferably 20.0 ⁇ m or less, still more preferably 15.0 ⁇ m or less. , More preferably 10.0 ⁇ m or less.
- the thickness of the coating layer is measured from an electron microscope (SEM) observation image of the cross section of the recording medium.
- the A / B is 0.01 or more, preferably 0.03 or more, more preferably 0. It is 0.05 or more and 2.00 or less, preferably 1.95 or less, more preferably 1.80 or less, still more preferably 1.50 or less, still more preferably 1.20 or less, still more preferable. Is 1.00 or less.
- the base material of the recording medium is a paper base material as described later, and the paper base material itself may contain titanium oxide. Since the paper substrate contains titanium oxide, the image tends to be clearer.
- the content of titanium oxide as a whole is 0.6 g / m 2 or more, preferably 0.8 g / m 2 or more, more preferably 1.0 g / m 2 or more, and the print density reaches a plateau. Therefore, it is preferably 35 g / m 2 or less, more preferably 30 g / m 2 or less, and further preferably 25 g / m 2 or less.
- the titanium oxide content of the recording medium as a whole is the total amount of the titanium oxide content in the base material and the titanium oxide content in the coating layer when the base material contains titanium oxide. ..
- the content of titanium oxide in the base material is preferably 1 g / m 2 or more, more preferably 2.5 g / m 2 or more, still more preferably 5 g / m 2 or more. , More preferably 10 g / m 2 or more.
- the coating layer preferably contains a thermoplastic resin in addition to titanium oxide.
- titanium oxide Titanium oxide is preferably contained in the coating liquid for the coating layer and coated, and more preferably the coating liquid is an aqueous coating liquid.
- the titanium oxide contained in the coating layer the same titanium oxide as that used in the above-mentioned first printed matter is exemplified, and the same applies to the preferable crystal structure and shape.
- the particle size of titanium oxide is preferably in the same range as that of titanium oxide used in the first printed matter from the viewpoint of obtaining a sheet medium having excellent surface smoothness.
- the particle size of titanium oxide in the coating layer is a scanning electron microscope of ash obtained by burning a recording medium or printed matter under the condition of 525 ° C. in a muffle furnace (SEM, Hitachi High-Tech Co., Ltd., S5200, etc.). Calculated from the SEM image obtained from.
- the ash sample to be tested in the scanning electron microscope was dispersed in ethanol over 5 minutes with an ultrasonic homogenizer with an output of 50 W (manufactured by Yamato Scientific Co., Ltd., LUH150, etc.) to obtain a 0.01 mass% slurry, and then aluminum.
- an aluminum plate was cut out to an appropriate size to be used for SEM to prepare the product.
- a particle that can be clearly distinguished from adjacent particles is visually selected, and the major axis of one particle is defined as the particle size.
- the primary particles and the secondary particles in the aggregated state are mixed and can be clearly distinguished, each is counted as one particle, and the average diameter of 100 randomly selected particles is taken as the particle diameter. do.
- the magnification at the time of observing the SEM image may be appropriately selected depending on the particle size of titanium oxide, but is preferably about 20000 times.
- the particles containing the titanium element are measured using an energy dispersive X-ray analyzer (manufactured by HORIBA, Ltd., EMAX, etc.) attached to the SEM.
- the coating layer is transferred to a transparent adhesive tape (manufactured by 3M Co., Ltd., 309SN) containing no titanium oxide or inorganic pigment to prepare an ash sample.
- the adhesive tape is attached to the upper layer of the coating layer using a tape crimping roller having a roller mass of 2 kg (manufactured by Yasuda Seiki Seisakusho Co., Ltd., No. 349, etc.).
- the adhesive tape containing the coating layer is thoroughly washed with ion-exchanged water.
- the moisture of the adhesive tape containing the obtained coating layer is wiped off, and the tape is dried in a dryer at 60 ° C. for 1 hour.
- it is burned in a muffle furnace at 525 ° C. to prepare an ash content used for particle size measurement, and the particle size is measured by the same method as described above.
- the average particle size of the titanium oxide particles used as a raw material is measured by the same method as the measurement method for the first printed matter.
- the major axis of titanium oxide has a minor axis, and the preferable range of the aspect ratio (major axis / minor axis) is the same range as that of titanium oxide used in the first printed matter. Is preferable.
- the ash content obtained by burning the recording medium or printed matter in a muffle furnace is processed in the same manner as above, and a scanning electron microscope (SEM, manufactured by Hitachi High-Technologies Corporation) is used. It can be measured from an SEM image obtained from (S5200, etc.). The powder to be tested in the scanning electron microscope can be obtained by the same method as described above.
- the major axis and the minor axis of titanium oxide used as a raw material can also be measured from the SEM image obtained from the scanning electron microscope.
- the coating layer is transferred to a transparent adhesive tape (manufactured by 3M Co., Ltd., 309SN) containing no titanium oxide or inorganic pigment to prepare an ash sample.
- the adhesive tape is attached to the upper layer of the coating layer using a tape crimping roller having a roller mass of 2 kg (manufactured by Yasuda Seiki Seisakusho Co., Ltd., No. 349, etc.).
- the adhesive tape containing the coating layer is thoroughly washed with ion-exchanged water.
- the moisture of the adhesive tape containing the obtained coating layer is wiped off, and the tape is dried in a dryer at 60 ° C. for 1 hour.
- it is burned in a muffle furnace at 525 ° C. to prepare an ash content used for particle size measurement, and the major axis and the minor axis are measured by the same method as described above.
- thermoplastic resin used for the coating layer functions as a binder.
- the thermoplastic resin of the coating layer is not particularly limited, but a water-dilutable thermoplastic resin is preferable from the viewpoint that it is preferably applied as an aqueous coating liquid.
- the water-dilutable resin include water-soluble, emulsion-type, and dispersion-type resins.
- the water-dilutable thermoplastic resin may be either a natural resin or a synthetic resin, and for example, a starch derivative, casein, shrak, polyvinyl alcohol and its derivatives, acrylic resin, maleic acid resin, urethane resin, and polyester resin.
- the acrylic resin includes an acrylic resin obtained by copolymerizing (meth) acrylic acid with its alkyl ester or styrene as a monomer component, a styrene-maleic acid resin, and a styrene-acrylic acid-maleic acid.
- the acrylic resin includes an acrylic resin obtained by copolymerizing (meth) acrylic acid with its alkyl ester or styrene as a monomer component, a styrene-maleic acid resin, and a styrene-acrylic acid-maleic acid.
- resins, water-soluble polyurethane resins, and water-soluble polyester resins examples thereof include resins, water-soluble polyurethane resins, and water-soluble polyester resins.
- At least one selected from starch derivatives, casein, shrak, polyvinyl alcohol and its derivatives, acrylic resins, and maleic acid resins from the viewpoint of the stability of the coating liquid and the solvent resistance of the coating layer.
- at least one selected from a starch derivative, polyvinyl alcohol, polyvinyl alcohol derivative, acrylic resin, and maleic acid-based resin is more preferable, and is selected from starch derivative, polyvinyl alcohol, polyvinyl alcohol derivative, and acrylic resin.
- At least one is even more preferred, and at least one selected from polyvinyl alcohol, polyvinyl alcohol derivatives, and acrylic resins is even more preferred.
- the content of the thermoplastic resin is preferably 5% by mass or more, more preferably 15% by mass or more, still more preferably 25% by mass or more, still more preferably 40% by mass or more, still more, in the solid content of the coating liquid. It is preferably 45% by mass or more, and preferably 99% by mass or less, more preferably 97% by mass or less, still more preferably 95% by mass or less, still more preferably 93% by mass or less.
- the coating layer may contain other components in addition to the titanium oxide and the thermoplastic resin described above.
- Other components include extender pigments other than titanium oxide, film-forming agents, pigment dispersants, pigment dispersion resins, blocking inhibitors, wetting agents, viscosity regulators, pH adjusters, defoamers, general surfactants, etc. Is exemplified.
- extender pigments other than titanium oxide include aluminum hydroxide, barium sulfate, calcium carbonate, and amorphous silica.
- the coating liquid is preferably an aqueous coating liquid
- examples of the aqueous medium used include water or a mixture of water and a water-miscible solvent.
- the water-miscible solvent include lower alcohols, polyhydric alcohols, and alkyl ethers or alkyl esters thereof. Specifically, lower alcohols such as methyl alcohol, ethyl alcohol, normal propyl alcohol and isopropyl alcohol, polyhydric alcohols such as ethylene glycol, purpyrene glycol, diethylene glycol, dipropylene glycol and glycerin, ethylene glycol monomethyl ether and ethylene.
- glycol monoethyl ether examples thereof include glycol monoethyl ether, ethylene glycol monoacetate, propylene glycol monomethyl ether, propylene glycol monoethyl ether, propylene glycol monoacetate, diethylene glycol monomethyl ether, and dipropylene glycol monomethyl ether.
- the solid content concentration of the coating liquid is not particularly limited, but is preferably 5% by mass from the viewpoint of obtaining a desired thickness of the coating layer, from the viewpoint of making the coating liquid a viscosity that is easy to apply, and from the viewpoint of ease of drying.
- the above is more preferably 6% by mass or more, further preferably 8% by mass or more, and preferably 60% by mass or less, more preferably 40% by mass or less, still more preferably 30% by mass or less, still more preferably 20. It is less than mass%.
- the viscosity of the coating liquid was determined by Zahn Cup No. from the viewpoints of coating suitability, obtaining a desired coating layer thickness, and easiness of drying. In the measurement according to 3, it is preferably 10 seconds or more, more preferably 15 seconds or more, still more preferably 17 seconds or more, and preferably 40 seconds or less, more preferably 30 seconds or less, still more preferably 25 seconds or less. ..
- the coating liquid is obtained by mixing the above-mentioned various materials with an aqueous medium. Prior to mixing with an aqueous medium, titanium oxide, a thermoplastic resin, water, and if necessary, a water-miscible solvent, a pigment dispersant, a pigment-dispersible resin, etc. are mixed and kneaded, and then water is further mixed. , A water-miscible solvent, and the rest of the predetermined material may be added and mixed as needed.
- the coating liquid is obtained by mixing and dispersing each of the above components with a high-speed stirrer such as a homomixer or a lab mixer, or a disperser such as a three-roll mill or a bead mill.
- the method of applying the coating liquid is not particularly limited, and it may be applied to the base material by flexographic printing, inkjet printing, gravure printing, screen printing, pad printing, spray coating, or the like.
- a paper base material is used as the base material.
- the raw material pulp constituting the paper base material include the same as the raw material pulp in the paper sheet medium in the above-mentioned first printed matter.
- wood pulp and deinked pulp are preferable from the viewpoint of easy availability.
- the raw material pulp is preferably chemical pulp, more preferably kraft pulp, more preferably broadleaf kraft pulp such as eucalyptus and acacia, and pine and cedar, from the viewpoint of texture uniformity. It is one or more selected from coniferous kraft pulp such as, and more preferably one or more selected from broadleaf bleached kraft pulp (LBKP) and coniferous bleached kraft pulp (NBKP).
- the length-weighted average fiber length of the pulp constituting the paper substrate is 0.6 mm or more, preferably 0.65 mm, from the viewpoint of suppressing coating unevenness and improving print sharpness.
- the above, and it is 3.5 mm or less, preferably 2.5 mm or less, and more preferably 1.3 mm or less.
- the pulps are intimately entangled with each other to reduce the voids in the paper substrate and provide a coating layer. It is preferable because uneven coating is suppressed and a printed matter having excellent visibility can be obtained.
- the length-weighted average fiber length of the pulp constituting the paper base material is 0.6 mm or more, the strength as the paper base material is improved and the paper dust is reduced, so that the printed portion may fall off. It is preferable because it can be suppressed.
- the length-weighted average fiber length of the pulp constituting the paper substrate is measured by the method described in Examples.
- the average fiber width of the pulp constituting the paper substrate is preferably 14.0 ⁇ m or more, more preferably 15.0 ⁇ m or more, still more preferably 15.5 ⁇ m or more, still more preferably 16. It is 0 ⁇ m or more, and preferably 35.0 ⁇ m or less, more preferably 33.0 ⁇ m or less, still more preferably 31.0 ⁇ m or less.
- the average fiber width of the pulp constituting the paper substrate is 35.0 ⁇ m or less, the pulps are intimately entangled with each other, the voids in the paper substrate are reduced, and the coating unevenness is provided when the coating layer is provided. Is suppressed, and a printed matter having excellent visibility can be obtained, which is preferable.
- the average fiber width is 14.0 ⁇ m or more, the strength as a paper base material is improved, and further, the amount of paper dust is reduced, so that the printing portion can be suppressed from falling off, which is preferable.
- the average fiber width of the pulp constituting the paper substrate can be measured by the method described in Examples.
- the ratio of the number of fine fibers having a fiber length of 0.2 mm or less in the pulp constituting the paper substrate is preferably 4% or more, more preferably 5% or more, still more preferably 6% or more. Yes, and preferably 40% or less, more preferably 30% or less, still more preferably 20% or less, still more preferably 16% or less.
- the ratio of the number of fine fibers is 40% or less, the strength as a paper base material can be ensured, which is preferable.
- the ratio of the number of fine fibers is 4% or more, the fine fibers are arranged so as to fill the gaps between the fibers, the voids of the paper base material are reduced, and the coating unevenness is provided when the coating layer is provided.
- the ratio of the number of fine fibers having a fiber length of 0.2 mm or less in the pulp constituting the paper base material is determined by separating the paper base material by the method described in Examples and using the fiber length of the obtained pulp slurry as the fiber length. Calculated by measuring with a measuring device (for example, manufactured by Valmet, model FS-5, with UHD base unit). A fiber having a fiber length of 0.2 mm or less and a fiber width of 75 ⁇ m or less is regarded as a fine fiber, and the ratio of the number of fine fibers to the measured number of pulps is calculated.
- the paper substrate includes a filler, a sizing agent, a dry paper strength enhancer, a wet paper strength enhancer (for example, polyamide polyamine epichlorohydrin), a yield improver (for example, a sulfuric acid band), and the like.
- a dry paper strength enhancer for example, polyamide polyamine epichlorohydrin
- a yield improver for example, a sulfuric acid band
- Known papermaking internal additives such as a drainage improver, a pH adjuster, a softener, an antistatic agent, an antifoaming agent, and a dye / pigment can be added as needed.
- Examples of the filler include kaolin, talc, titanium oxide, heavy calcium carbonate, light calcium carbonate, calcium sulfite, gypsum, calcined kaolin, white carbon, amorphous silica, delaminated kaolin, diatomaceous earth, magnesium carbonate, and hydroxide. Examples thereof include aluminum, calcium hydroxide, magnesium hydroxide, zinc hydroxide and the like.
- Examples of the sizing agent include rosin-based, alkyl ketene dimer-based, alkenyl succinic anhydride-based, styrene-acrylic, higher fatty acid-based, and petroleum resin-based sizing agents.
- a known wet paper machine such as a long net paper machine, a gap former type paper machine, a circular net type paper machine, or a short net type paper machine, should be appropriately selected and used. Can be done.
- the paper layer formed by the paper machine is conveyed by felt and dried by a dryer.
- a multi-stage cylinder dryer may be used as a pre-dryer before drying the dryer.
- the paper substrate obtained as described above may be surface-treated with a calendar to make the thickness and profile uniform.
- a known calendar processing machine can be appropriately selected and used.
- a conventionally known paper base material such as liner base paper, kraft paper, woodfree paper, and coated paper may be appropriately selected and used.
- the basis weight of the paper base material is preferably 30 g / m 2 or more, more preferably 40 g / m 2 or more, still more preferably 50 g / m 2 or more, from the viewpoint of strength as a printed matter and suppressing printing unevenness. It is m 2 or more, more preferably 60 g / m 2 or more, and preferably 300 g / m 2 or less, more preferably 240 g / m 2 or less, still more preferably 180 g / m 2 or less.
- the thickness of the paper substrate is not particularly limited, but is preferably 30 ⁇ m or more, more preferably 50 ⁇ m or more, still more preferably 70 ⁇ m or more, and more, from the viewpoint of suppressing the strength of the printed matter and printing unevenness. It is more preferably 80 ⁇ m or more, preferably 300 ⁇ m or less, more preferably 250 ⁇ m or less, still more preferably 200 ⁇ m or less, still more preferably 150 ⁇ m or less.
- the printed region means a region (part) containing discolored titanium oxide in the printable region, and is preferably a region (part) printed by an ultraviolet laser. ..
- the non-printing area means an area (part) that is not printed in the printable area.
- the ratio of the raman strength derived from titanium oxide in the printed region to the raman strength derived from titanium oxide in the non-printed region is 0.70 or less.
- the maximum Raman intensity in the wave number range of 516 ⁇ 3 cm -1 is compared with the Raman intensity derived from titanium oxide.
- the raman intensity derived from rutile-type titanium oxide is used for comparison.
- the non-printed area is white and the printed area is black.
- the preferred range of lightness in the Munsell color system of the non-printed area and the printed area is the same as that of the first printed matter.
- the content of titanium oxide in the coating layer, the thickness and ratio of the coating layer, and the characteristics of the paper substrate weighting of the length of the pulp constituting the paper substrate. It is preferable to appropriately adjust the average fiber length) and the irradiation conditions of the ultraviolet laser (for example, average output, repetition frequency, wavelength, etc.).
- the second printed matter of the present invention is suitably used for a package, a label, an adhesive tape, or the like.
- the packaging include corrugated cardboard liner base paper (particularly the outermost liner base paper), outer boxes, milk packs, liquid containers for beverages such as paper cups (preferably liquid paper containers for beverages), food trays, and skin packs.
- the label include a label base paper, an adhesive label, and an adhesive sheet
- examples of the adhesive tape include an adhesive tape and a kraft tape.
- the liquid container 10 as an example of the package has, for example, a printed area 20 on the surface.
- the print area 20 is irradiated with an ultraviolet laser, and characters such as a date are printed.
- the print medium further has a transparent resin layer on the coating layer. That is, it is preferable to use a printing medium in which a transparent resin layer is further provided in advance on a coating layer containing a predetermined amount or more of titanium oxide. It has been found that a clearer printed image can be obtained with a high print density by adopting the above-described configuration. The detailed reason is unknown, but some are presumed as follows. When titanium oxide is heated by irradiation with an ultraviolet laser, it is considered that the discolored titanium oxide is desorbed from the coating layer by momentarily vaporizing the surrounding water.
- the transparent resin layer on the coating layer in advance, the detachment of the discolored titanium oxide described above is suppressed and the printing density is increased. Further, the vaporization of the water and the accompanying desorption of titanium oxide and paper dust cause smoke generation, and it is considered that such smoke generation amount is also suppressed. From the viewpoint that the effect of providing the transparent resin layer is high when the coating layer and the base material under the coating layer contain water, the transparent resin layer is provided when the base material is a paper base material as in the present embodiment. It is particularly preferable to have.
- the preferable range of the total light transmittance of the transparent resin layer is the same as the preferable range of the transparent resin layer in the first printed matter, and the measuring method is also the same. Further, the resin constituting the transparent resin layer, the laminating method, and the thickness are the same as those of the transparent resin layer in the first printed matter, and the preferable range is also the same.
- the second method for producing a printed matter of the present invention includes a step of irradiating a recording medium with ultraviolet rays to change the color of the irradiated area, and the printable area of the recording medium is oxidized on a paper substrate.
- the length-weighted average fiber length of the pulp constituting the paper substrate is 0.6 mm or more and 3.5 mm or less
- the content of titanium oxide in the coating layer is 0.6 g / m 2 or more 30 g / m 2 or less
- the recording medium used in the method for producing the second printed matter of the present invention the same recording medium as the recording medium in the second printed matter is exemplified, and the preferred range is also the same.
- the titanium oxide content of the coating layer in at least the ultraviolet laser irradiation region may be 0.6 g / m 2 or more and 30 g / mm 2 or less, and the non-irradiation region may be used.
- the content of titanium oxide is not particularly limited, but it is preferable that titanium oxide is contained in the entire coating layer.
- the ultraviolet laser It is preferable to irradiate the ultraviolet laser with the ultraviolet laser so that the ratio of the raman intensity derived from titanium oxide in the printed region to the raman intensity derived from titanium oxide in the non-printed region is 0.70 or less.
- the Raman strength of the printed area and the non-printed area is as described above in the second printed matter.
- the irradiation conditions of the ultraviolet laser are the same as those of the first printed matter manufacturing method, and the preferable range is also the same.
- the second method for producing a printed matter of the present invention can be carried out in various embodiments.
- various aspects to which the method for producing the second printed matter of the present invention is applicable will be exemplified, but the method for producing the second printed matter of the present invention is not limited to the following aspects.
- the information to be printed is not particularly limited, but is preferably variable information.
- the second method for producing a printed matter of the present invention is preferably performed in-line.
- (1) Direct Printing on a Package The first embodiment of the second method for producing a printed matter of the present invention is a method of printing information on a package having a coating layer containing titanium oxide, which is a package.
- the first method for producing a printed matter has a coating layer containing titanium oxide on a paper substrate, and the coating layer contains titanium oxide of 0.6 g / m 2 or more and 30 g / m 2 or less, and titanium oxide.
- the ratio of the content to the thickness of the coating layer is 0.01 or more and 2.00 or less, and the length-weighted average fiber length of the pulp constituting the paper substrate is 0.6 mm or more and 3.5 mm or less.
- a package is prepared from a medium and printed directly with an ultraviolet laser. It is sufficient that at least the outermost layer of the printed area of the package is made of the above-mentioned recording medium. Examples of the package include corrugated cardboard, a box, and the like, and it is preferable to print directly on the side surface or the upper surface of the package with an ultraviolet laser.
- the packing line may have a coating mechanism.
- the coating mechanism include a contact printing machine, a pad printing machine, and a spray coater.
- a step of applying a coating layer by a coating mechanism while the package is moving on the packing line, and a UV laser on the package while the package is moving or intermittently stopped downstream. Has a process of printing directly.
- a second embodiment of the second method for producing a printed matter of the present invention is a method of printing information on a label having a coating layer containing titanium oxide.
- the coating layer of the recording medium constituting the printed surface of the label contains titanium oxide in an amount of 0.6 g / m 2 or more and 30 g / m 2 or less.
- the label has a coating layer on a paper substrate, the length-weighted average fiber length of the pulp constituting the paper substrate is 0.6 mm or more and 3.5 mm or less, and titanium oxide in the coating layer.
- the content of A / m is Ag / m 2 and the thickness of the coating layer is B ⁇ m
- the A / B is 0.01 or more and 2.00 or less.
- the printed label is preferably affixed to the package using a label affixing device.
- a label pasting device various label pasting devices have been proposed.
- a coating layer is provided on the surface irradiated with ultraviolet rays.
- an adhesive is applied to a roll-shaped label base paper and then affixed to an article. More specifically, a cutting means for cutting the label base paper rolled into a roll into a predetermined length one by one, and a label base paper cut by the cutting means are cut by an adhesive-coated label base paper holder.
- a gluing transport means for receiving and adhering an adhesive to the back surface of the label base paper, and a sticking means for receiving the label base paper (label) to which the adhesive is applied from the gluing transport means and attaching it to an article such as a container.
- a roll labeler provided with a rotary transport means having a label holding surface on an outer surface between the cutting means and the glued transport means is exemplified, and Japanese Patent Application Laid-Open No. 6-64637 is exemplified.
- a cutting means for cutting the label base paper rolled into a roll into a predetermined length one by one, a delivery roll to be delivered to the sticking roll, and a glue roll for applying glue to the label base paper held on the sticking roll are provided.
- Examples thereof include a roll labeler having a roll and an embodiment in which the delivery roll is not required. It is preferable that the irradiation of the ultraviolet laser is performed before cutting the label base paper rolled into a roll into a predetermined length, or after cutting and before handing over to the next roll or the like.
- the front surface or the back surface of the roll-shaped label base paper becomes the front surface or the back surface when the label base paper is attached to the package, and therefore, irradiation with an ultraviolet laser is performed accordingly.
- the second label affixing device uses an adhesive label roll as the label.
- the coating layer is provided on the surface irradiated with the ultraviolet laser, which is at least the surface opposite to the surface to which the adhesive is applied.
- a release paper separating means for separating the adhesive label and the release paper
- a delivery roll for receiving the adhesive label from which the release paper is separated
- an adhesive label from the delivery roll is a pasting device having a sticking roll that sucks and sticks to an article (packaging body). Irradiation with an ultraviolet laser is preferably performed before separating the release paper or after separating the release paper and before being supported on the sticking roll.
- it has a mechanism to set an adhesive label roll with release paper and separate the adhesive label from the release paper, and has a mechanism to attach a label immediately after separation, and separates the release paper from the set adhesive label roll.
- An example is an apparatus that prints with an ultraviolet laser in the meantime.
- the method of attaching the adhesive label described above is also referred to as sinking.
- it has a mechanism for setting an adhesive label roll with a release paper and separating the release paper from the adhesive label, and has a mechanism for attaching the adhesive label to an article (packaging body).
- An air jet type, or a robot arm type labeling device is exemplified. Irradiation with an ultraviolet laser is preferably performed between the set adhesive label roll with the release paper and the separation of the release paper.
- a linerless adhesive label may be used as the label.
- the linerless adhesive label is a label without a release paper, and has a feature that it is inexpensive because the number of labels per roll is large and there is no release paper as compared with the case of using an adhesive label roll with a release paper. Have.
- a coating layer is formed on the surface irradiated with the ultraviolet laser, which is the surface opposite to the surface to which the adhesive is applied.
- a label attaching device using a linerless adhesive label a mechanism for setting a linerless label roll, a cutting mechanism for cutting the linerless label one by one, and a cut linerless label as an article (packaging body).
- An example is an apparatus having a sticking mechanism for sticking, and the sticking mechanism is a cylinder type or a robot arm type.
- Printing by irradiation with an ultraviolet laser is preferably performed between the mechanism for setting the linerless label roll and the cutting mechanism, or while the cut linerless label is sent to the sticking mechanism.
- the third label affixing device attaches a printing medium having a coating layer containing titanium oxide of 0.6 g / m 2 or more and 30 g / m 2 or less to an article (packaging body), and then prints with an ultraviolet laser. ..
- a method of attaching a label the above-mentioned first device and second device are referred to.
- a third embodiment of the second method for producing a printed matter of the present invention is an embodiment in which the recording medium is an adhesive tape.
- the coating layer is provided on the surface opposite to the surface to which the adhesive is applied. That is, the method for producing a printed matter according to the third embodiment includes a step of attaching an adhesive tape produced from the recording medium to an article (packaging body), and is performed before or after the attaching step.
- a printing device in which a printing device using an ultraviolet laser is incorporated in a corrugated cardboard sealing machine may be used.
- it has a mechanism for setting the adhesive tape winding, a mechanism for transporting the corrugated cardboard, a mechanism for folding the flap of the corrugated cardboard, and a mechanism for attaching the adhesive tape to seal the corrugated cardboard. It has a mechanism to print on the adhesive tape with an ultraviolet laser during or after the sticking.
- the second printed matter and the method for producing the second printed matter of the present invention are not limited to the above-mentioned aspects, and can be applied to various uses in which printing is required.
- the second print medium for laser printing of the present invention has a printable area that can be printed by an ultraviolet laser, and the printable area of the print medium has a coating layer containing titanium oxide on a substrate.
- the length-weighted average fiber length of the pulp constituting the paper substrate is 0.6 mm or more and 3.5 mm or less, and the content of titanium oxide in the coating layer is 0.6 g / m 2 or more and 30 g / m.
- the A / B is 0.01 or more and 2.00 or less.
- Printing is possible by irradiating the second laser printing printing medium of the present invention with an ultraviolet laser.
- the preferred embodiment of the second laser printing print medium is the same as the preferred embodiment of the recording medium of the second printed matter described above, and the preferred embodiment of the printing method on the second laser printing print medium is the same. , The same as the method for producing the second printed matter described above.
- the third printed matter of the present invention (hereinafter, also simply referred to as “third printed matter”) is a print containing discolored titanium oxide in at least a part of a sheet medium having a printable area containing titanium oxide.
- the printable area of the sheet medium has a region and has a titanium oxide-containing laminate layer on a paper substrate, and the titanium oxide content in the laminate layer is 0.1 g / m 2 or more.
- the content of titanium oxide in the laminated layer is 1% by mass or more and 45% by mass or less, the thickness of the laminated layer is 10 ⁇ m or more and 200 ⁇ m or less, and the Raman strength derived from titanium oxide in the printed area and non-printing.
- the ratio to the raman strength derived from titanium oxide in the region is 0.70 or less. According to the present invention, it is possible to provide a printed matter having a printed area containing discolored titanium oxide. Further, the printed matter of the present invention is excellent in printing (printing) sharpness and also excellent in solvent resistance. The detailed reason why the above-mentioned effects are obtained is unknown, but some of them are considered as follows.
- a sheet medium having a laminated layer having a titanium oxide content of 0.1 g / m 2 or more as a printable region is used on a paper substrate.
- Visibility is achieved by setting the ratio of the raman strength derived from titanium oxide in the printed region to the raman strength derived from titanium oxide in the non-printed region to 0.70 or less because the printed region contains discolored titanium oxide. It is considered that an excellent printed matter can be obtained.
- the discoloration of titanium oxide changes from white to black due to changes in the ionic valence of titanium oxide contained in the laminate layer from tetravalent to trivalent and oxygen defects, which makes it visible. It is thought that it is. Further, the change in the ionic valence can be detected as a change in the Raman intensity, and the ratio of the Raman intensity derived from titanium oxide in the printed region to the Raman intensity derived from titanium oxide in the non-printed region is a specific value.
- the ionic valence of titanium oxide changes when the light energy corresponding to the band gap of titanium oxide is irradiated.
- the band gap of titanium oxide varies depending on the crystal system, but is generally about 3.0 to 3.2 eV, and the wavelength of light corresponding to this is 420 nm or less. Therefore, even if a laser beam having a wavelength exceeding 420 nm (for example, 532 nm, 1064 nm, 10600 nm) is used, it is difficult to perform printing due to a change in the ionic valence of titanium oxide as in the present invention.
- the discoloration of titanium oxide is preferably performed by irradiation with an ultraviolet laser. At this time, smoke may be generated by the irradiation of the ultraviolet laser.
- smoke may be generated by the irradiation of the ultraviolet laser.
- titanium oxide is heated by irradiation with an ultraviolet laser, it is considered that the discolored titanium oxide and the resin contained in the laminated layer are desorbed from the sheet medium due to the instantaneous vaporization of the surrounding moisture. , It is considered that smoke is generated due to such desorption.
- it is considered that the above-mentioned smoke generation is suppressed by setting the content of titanium oxide in the laminated layer to a specific range.
- the printable area means that the titanium oxide contained in the laminated layer is discolored, preferably irradiated with an ultraviolet laser, and the titanium oxide in the portion irradiated with the ultraviolet laser is discolored from white to black for printing. It means a possible area (part), and the print area is a part of the printable area where titanium oxide is actually discolored, preferably a part discolored by irradiation with an ultraviolet laser, that is, ultraviolet rays. It means the irradiated part of the laser.
- the non-printable region means a region (portion) in which titanium oxide is not discolored in the printable region, for example, a region (portion) not irradiated with an ultraviolet laser.
- the sheet medium to be printed has a printable region containing titanium oxide, and at least a part of the printable region has a print region containing discolored titanium oxide.
- the sheet medium has a laminated layer containing titanium oxide on a paper substrate.
- the laminated layer may be formed on at least one side of the paper base material and may be formed on both sides, but it is preferable that the sheet medium has the laminated layer on only one side.
- the laminate layer which is a printable region, has a titanium oxide content of 0.1 g / m 2 or more, a titanium oxide content in the laminate layer of 1% by mass or more and 45% by mass or less, and the laminate layer.
- the thickness of is 10 ⁇ m or more and 200 ⁇ m or less.
- the content of titanium oxide in the laminated layer is 0.1 g / m 2 or more, preferably 0.2 g / m 2 or more, more preferably 0.3 g / m 2 or more, from the viewpoint of obtaining a sufficient print density.
- At least the printable region of the sheet medium may contain titanium oxide in the above-mentioned content, and there may be a portion where the laminate layer is not provided in the region where printing is not performed, and oxidation may occur. There may be a region provided with a laminate layer having a titanium content of less than 0.1 g / m 2. From the viewpoint of ease of manufacture, it is preferable that a laminated layer having a titanium oxide content of 0.1 g / m 2 or more is provided on the paper substrate in the entire region of the sheet medium.
- the content of titanium oxide in the laminated layer is from the viewpoint of obtaining a sufficient print density, from the viewpoint that the print density reaches a plateau and suppresses the cost increase due to the inclusion of more titanium oxide than necessary, and the concentration of titanium oxide in the laminate layer.
- the thickness of the laminated layer is 10 ⁇ m or more, preferably 12 ⁇ m or more, more preferably 12 ⁇ m or more, from the viewpoint of obtaining a sufficient print density, easiness of laminating, and suppressing deterioration of tensile strength and breaking elongation due to ultraviolet laser irradiation.
- the thickness of the laminated layer is measured from an electron microscope (SEM) observation image of the cross section of the sheet medium.
- the laminated layer is preferably made of a film of a thermoplastic resin containing titanium oxide.
- titanium oxide titanium oxide is preferably encapsulated in a film of a thermoplastic resin, and the laminated layer is more preferably obtained by adding titanium oxide to the raw material of the laminated layer to form a film.
- the titanium oxide contained in the laminated layer the same titanium oxide as that used in the above-mentioned first printed matter is exemplified, and the same applies to the preferable crystal structure and shape.
- the particle size of titanium oxide is preferably in the same range as that of titanium oxide used in the first printed matter from the viewpoint of obtaining a sheet medium having excellent surface smoothness.
- the particle size of titanium oxide contained in the laminated layer shall be calculated from an SEM image obtained from a scanning electron microscope (SEM, Hitachi High-Tech Co., Ltd., SU3800, etc.) for ash obtained by burning the laminated layer in a muffle furnace. You can also.
- the particle size of titanium oxide in the laminated layer is calculated from an SEM image obtained from a scanning electron microscope (SEM, Hitachi High-Tech Co., Ltd., S5200, etc.) for ash obtained by burning a sheet medium or printed matter in a muffle furnace. do.
- the ash sample to be used in the scanning electron microscope is dispersed in ethanol with an ultrasonic homogenizer (manufactured by Yamato Scientific Co., Ltd., LUH150, etc.) having an output of 50 W for 5 minutes to obtain a 0.01 mass% slurry, and then aluminum. It can be made by casting 0.1 mL to a dish and drying at 60 ° C. A particle that can be clearly distinguished from adjacent particles is visually selected, and the major axis of one particle is defined as the particle size. At this time, if the primary particles and the secondary particles in the aggregated state are mixed and can be clearly distinguished, each is counted as one particle, and the average diameter of 100 randomly selected particles is taken as the particle diameter. do.
- an ultrasonic homogenizer manufactured by Yamato Scientific Co., Ltd., LUH150, etc.
- the magnification at the time of observing the SEM image may be appropriately selected depending on the particle size of titanium oxide, but is preferably about 20000 times.
- the average particle size of the titanium oxide particles used as a raw material is measured by the same method as the measurement method for the first printed matter.
- the major axis of titanium oxide has a minor axis, and the preferable range of the aspect ratio (major axis / minor axis) is the same range as that of titanium oxide used in the first printed matter. Is preferable.
- the ash obtained by burning the laminated layer in a muffle furnace is treated in the same manner as above, and a scanning electron microscope (SEM, manufactured by Hitachi High-Tech Co., Ltd., S5200, etc.) is processed. ) Can be measured from the SEM image obtained.
- the powder to be tested in the scanning electron microscope can be obtained by the same method as described above.
- the major axis and the minor axis of titanium oxide used as a raw material can also be measured from the SEM image obtained from the scanning electron microscope.
- thermoplastic resin used for the laminating layer is not particularly limited as long as it can contain titanium oxide and can be laminated on a paper substrate, and is not particularly limited as long as it is a known thermoplastic resin. You can select from the above as appropriate.
- polyester resins such as polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polylactic acid, and polybutylene succinate, polyvinyl chloride, polyvinylidene chloride, polybutene, polybutadiene, ethylene-vinyl acetate copolymer, Polyethylene-based resins such as polyethylene, polypropylene, ethylene-propylene copolymer, polymethylpentene; polycarbonate; polyurethane; polyamide; polyacrylonitrile; poly (meth) acrylate, etc. are exemplified, and among these, polyethylene, polypropylene, ethylene-propylene, etc. are exemplified.
- Polyethylene such as copolymer, polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polylactic acid, polybutylene succinate and other polyesters are preferable, and polyethylene, polypropylene, polyethylene terephthalate, polylactic acid and polybutylene succinate are more preferable. , Polyethylene, polypropylene is even more preferred, and polyethylene is even more preferred. These resins may be used alone or in combination of two or more.
- the laminated layer may be appropriately selected and manufactured from conventionally known manufacturing methods, and may be appropriately selected from, for example, a melt extrusion method, a melt casting method, a calendar method, and the like.
- a film may be prepared by mixing titanium oxide with the above-mentioned resin so that the content of titanium oxide in the printed area of the laminated layer is within the above range.
- the sheet medium has the above-mentioned laminated layer on the paper substrate.
- the raw material pulp constituting the paper base material include the same as the raw material pulp in the paper sheet medium in the above-mentioned first printed matter.
- wood pulp and deinked pulp are preferable from the viewpoint of easy availability.
- the raw material pulp is preferably chemical pulp, more preferably kraft pulp, more preferably broadleaf kraft pulp such as eucalyptus and acacia, and pine and cedar, from the viewpoint of texture uniformity. It is one or more selected from coniferous kraft pulp such as, and more preferably one or more selected from broadleaf bleached kraft pulp (LBKP) and coniferous bleached kraft pulp (NBKP).
- the paper substrate in addition to the above-mentioned pulp, includes a filler, a sizing agent, a dry paper strength enhancer, a wet paper strength enhancer (for example, polyamide polyamine epichlorohydrin), and a yield improver (for example).
- a filler for example, a sizing agent, a dry paper strength enhancer, a wet paper strength enhancer (for example, polyamide polyamine epichlorohydrin), and a yield improver (for example).
- a dry paper strength enhancer for example, a wet paper strength enhancer (for example, polyamide polyamine epichlorohydrin), and a yield improver (for example).
- a yield improver for example, known papermaking internal additives such as sulfuric acid band), drainage improver, pH adjuster, softener, antistatic agent, defoamer, dye / pigment can be added as needed.
- fillers include kaolin, talc, titanium oxide, heavy calcium carbonate, light calcium carbonate, calcium sulfite, gypsum, calcined kaolin, white carbon, amorphous silica, delaminated kaolin, diatomaceous earth, magnesium carbonate, and water.
- examples thereof include aluminum oxide, calcium hydroxide, magnesium hydroxide, zinc hydroxide and the like.
- the sizing agent include rosin-based, alkyl ketene dimer-based, alkenyl succinic anhydride-based, styrene-acrylic, higher fatty acid-based, and petroleum resin-based sizing agents.
- a known wet paper machine for example, a long net paper machine, a gap former type paper machine, a circular net type paper machine, a short net type paper machine, or the like is appropriately used. It can be selected and used.
- the paper layer formed by the paper machine is conveyed by felt and dried by a dryer.
- a multi-stage cylinder dryer may be used as a pre-dryer before drying the dryer.
- the paper base material obtained as described above may be surface-treated with a calendar to make the thickness and profile uniform.
- a calendar processing machine a known calendar processing machine can be appropriately selected and used.
- a conventionally known paper base material such as liner base paper, kraft paper, woodfree paper, and coated paper may be appropriately selected and used.
- the method of laminating the laminate layer on the paper substrate is not particularly limited, and a known method may be appropriately selected. Specifically, laminating the paper base material and the laminating layer by a thermal laminating method, a dry laminating method, a wet laminating method, an extrusion laminating method, or the like is exemplified. Further, the laminated layer and the paper base material may be attached via the adhesive layer. Among these, the step of attaching the laminate layer and the paper base material is unnecessary, and the extrusion laminating method is preferable from the viewpoint of the manufacturing process.
- the printed region means a region (part) containing discolored titanium oxide in the printable region, and is preferably a region (part) printed by an ultraviolet laser. ..
- the non-printing area means an area (part) that is not printed in the printable area.
- the ratio of the raman strength derived from titanium oxide in the printed region to the raman strength derived from titanium oxide in the non-printed region is 0.70 or less.
- the maximum Raman intensity in the wave number range of 516 ⁇ 3 cm -1 is compared with the Raman intensity derived from titanium oxide.
- the raman intensity derived from rutile-type titanium oxide is used for comparison.
- the non-printed area is white and the printed area is black.
- the preferred range of lightness in the Munsell color system of the non-printed area and the printed area is the same as that of the first printed matter.
- the content of titanium oxide in the laminated layer, the thickness of the laminated layer, and the irradiation conditions of the ultraviolet laser may be appropriately adjusted. preferable.
- the third printed matter of the present invention is suitably used for a package, a label, an adhesive tape, or the like.
- the packaging include corrugated cardboard liner base paper (particularly the outermost liner base paper), outer boxes, milk packs, liquid containers for beverages such as paper cups (preferably liquid paper containers for beverages), food trays, and skin packs.
- the label include a label base paper, an adhesive label, and an adhesive sheet
- examples of the adhesive tape include an adhesive tape and a kraft tape.
- the liquid container 10 as an example of the package has, for example, a printed area 20 on the surface.
- the print area 20 is irradiated with an ultraviolet laser, and characters such as a date are printed.
- the third method for producing a printed matter of the present invention includes a step of irradiating a printable area of a sheet medium with an ultraviolet laser to change the color of the irradiated area, and the printable area of the sheet medium is a paper. It has a laminated layer containing titanium oxide on a substrate, the content of titanium oxide in the laminated layer is 0.1 g / m 2 or more, and the content of titanium oxide in the laminated layer is 1% by mass. It is 45% by mass or less, and the thickness of the laminated layer is 10 ⁇ m or more and 200 ⁇ m or less.
- the sheet medium used in the method for producing the third printed matter of the present invention the same sheet medium as the sheet medium in the third printed matter is exemplified, and the preferred range is also the same.
- the titanium oxide content of the laminated layer in the ultraviolet laser irradiation region may be at least 0.1 g / m 2 or more, and the titanium oxide content in the non-irradiation region is particularly high.
- it is preferable that titanium oxide is contained in the entire laminated layer, and it is preferable that the laminated layer is formed on at least one surface of the sheet base material. Therefore, the laminated layer is also preferably formed in the non-irradiated region.
- the titanium oxide content in the above is preferably 0.1 g / m 2 or more.
- the ultraviolet laser It is preferable to irradiate the ultraviolet laser with the ultraviolet laser so that the ratio of the raman intensity derived from titanium oxide in the printed region to the raman intensity derived from titanium oxide in the non-printed region is 0.70 or less.
- the Raman strength of the printed area and the non-printed area is as described above in the third printed matter.
- the irradiation conditions of the ultraviolet laser are the same as those of the first printed matter manufacturing method, and the preferable range is also the same.
- the third method for producing a printed matter of the present invention can be carried out in various embodiments.
- various embodiments to which the third method for producing a printed matter of the present invention is applicable will be exemplified, but the method for producing a printed matter of the present invention is not limited to the following embodiments.
- the information to be printed is not particularly limited, but is preferably variable information.
- the method for producing a printed matter of the present invention is preferably performed in-line.
- (1) Direct Printing on a Package The first embodiment of the third method for producing a printed matter of the present invention is a method of printing information on a package having a laminate layer containing titanium oxide, and is a packing line.
- the laminated layer contains 0.1 g / m 2 or more of titanium oxide, the titanium oxide content of the laminated layer is 1% by mass or more and 45% by mass or less, and the laminated layer.
- a package is prepared from a sheet medium having a thickness of 10 ⁇ m or more and 200 ⁇ m or less, and directly printed with an ultraviolet laser. It is sufficient that at least the outermost layer of the package is made of the sheet medium. Examples of the package include corrugated cardboard, a box, and the like, and it is preferable to print directly on the side surface or the upper surface of the package with an ultraviolet laser.
- a second embodiment of the third method for producing a printed matter of the present invention is a method of printing information on a label having a laminated layer containing titanium oxide.
- the laminated layer of the sheet medium constituting the printed surface of the label contains 0.1 g / m 2 or more of titanium oxide, and the titanium oxide content of the laminated layer is 1% by mass or more and 45% by mass or less, and the laminated layer.
- the thickness of is 10 ⁇ m or more and 200 ⁇ m or less.
- a label pasting device various label pasting devices have been proposed.
- a laminated layer is provided on the surface irradiated with ultraviolet rays.
- an adhesive is applied to a roll-shaped label base paper and then affixed to an article. More specifically, a cutting means for cutting the label base paper rolled into a roll into a predetermined length one by one, and a label base paper cut by the cutting means are cut by an adhesive-coated label base paper holder. It is provided with a gluing transport means for receiving and adhering an adhesive to the back surface of the label base paper, and a sticking means for receiving the label base paper (label) to which the adhesive is applied from the gluing transport means and attaching it to an article such as a container.
- a roll labeler provided with a rotary transport means having a label holding surface on an outer surface between the cutting means and the glued transport means is exemplified, and Japanese Patent Application Laid-Open No. 6-64637 is exemplified.
- a cutting means for cutting the label base paper rolled into a roll into a predetermined length one by one, a delivery roll to be delivered to the sticking roll, and a glue roll for applying glue to the label base paper held on the sticking roll are provided. Examples thereof include a roll labeler having a roll and an embodiment in which the delivery roll is not required.
- the irradiation of the ultraviolet laser is performed before cutting the label base paper rolled into a roll into a predetermined length, or after cutting and before handing over to the next roll or the like.
- the front surface or the back surface of the roll-shaped label base paper becomes the front surface or the back surface when the label base paper is attached to the package, and therefore, irradiation with an ultraviolet laser is performed accordingly.
- the second label affixing device uses an adhesive label roll as the label.
- the laminated layer is provided on the surface irradiated with the ultraviolet laser, which is at least the surface opposite to the surface to which the adhesive is applied.
- a release paper separating means for separating the adhesive label and the release paper
- a delivery roll for receiving the adhesive label from which the release paper is separated
- an adhesive label from the delivery roll is a pasting device having a sticking roll that sucks and sticks to an article (packaging body). Irradiation with an ultraviolet laser is preferably performed before separating the release paper or after separating the release paper and before being supported on the sticking roll.
- it has a mechanism to set an adhesive label roll with release paper and separate the adhesive label from the release paper, and has a mechanism to attach a label immediately after separation, and separates the release paper from the set adhesive label roll.
- An example is an apparatus that prints with an ultraviolet laser in the meantime.
- the method of attaching the adhesive label described above is also referred to as sinking.
- it has a mechanism for setting an adhesive label roll with a release paper and separating the release paper from the adhesive label, and has a mechanism for attaching the adhesive label to an article (packaging body).
- An air jet type, or a robot arm type labeling device is exemplified. Irradiation with an ultraviolet laser is preferably performed between the set adhesive label roll with the release paper and the separation of the release paper.
- a linerless adhesive label may be used as the label.
- the linerless adhesive label is a label without a release paper, and has a feature that it is inexpensive because the number of labels per roll is large and there is no release paper as compared with the case of using an adhesive label roll with a release paper. Have.
- a linerless adhesive label is used, a laminate layer is formed on the surface irradiated with the ultraviolet laser, which is the surface opposite to the surface to which the adhesive is applied.
- a label attaching device using a linerless adhesive label a mechanism for setting a linerless label roll, a cutting mechanism for cutting the linerless label one by one, and a cut linerless label as an article (packaging body).
- An example is an apparatus having a sticking mechanism for sticking, and the sticking mechanism is a cylinder type or a robot arm type.
- Printing by irradiation with an ultraviolet laser is preferably performed between the mechanism for setting the linerless label roll and the cutting mechanism, or while the cut linerless label is sent to the sticking mechanism.
- the third label affixing device attaches a sheet medium having a laminated layer containing 0.1 g / m 2 or more of titanium oxide to an article (packaging body), and then prints with an ultraviolet laser.
- a method of attaching a label the above-mentioned first device and second device are referred to.
- a third embodiment of the third method for producing a printed matter of the present invention is an embodiment in which a sheet medium is used as an adhesive tape.
- the laminated layer is provided on the surface opposite to the surface to which the adhesive is applied. That is, the method for producing a printed matter according to the third embodiment includes a step of attaching an adhesive tape produced from the sheet medium to an article (packaging body), and is before or after the step of attaching.
- a printing device in which a printing device using an ultraviolet laser is incorporated in a corrugated cardboard sealing machine may be used.
- it has a mechanism for setting the adhesive tape winding, a mechanism for transporting the corrugated cardboard, a mechanism for folding the flap of the corrugated cardboard, and a mechanism for attaching the adhesive tape to seal the corrugated cardboard. It has a mechanism to print on the adhesive tape with an ultraviolet laser during or after the sticking.
- the printed matter of the present invention and the method for producing a printed matter are not limited to the above-mentioned aspects, and can be applied to various uses in which printing is required.
- the third printing medium for laser printing of the present invention is a printing medium for laser printing made of a sheet medium having a printable area that can be printed by an ultraviolet laser, and the printable area of the sheet medium is on a paper substrate. It has a laminated layer containing titanium oxide, the content of titanium oxide in the laminated layer is 0.1 g / m 2 or more, and the content of titanium oxide in the laminated layer is 1% by mass or more and 45 mass. % Or less, and the thickness of the laminated layer is 10 ⁇ m or more and 200 ⁇ m or less. Printing is possible by irradiating the third laser printing printing medium of the present invention with an ultraviolet laser.
- the preferred embodiment of the third laser printing print medium is the same as the preferred embodiment of the sheet medium in the third printed matter described above, and the preferred embodiment of the printing method on the laser printing print medium is described above. It is the same as the manufacturing method of the third printed matter.
- Example 1 to Example 3 [Preparation of paper sheet medium] [Examples 1-1 to 1-13, Comparative Examples 1-1 to 1-2] Hardwood bleached kraft pulp (LBKP, whiteness 86%) was beaten to a CSF of 400 mL to prepare a 3% by weight suspension. After diluting by adding 0.5 part by mass of aluminum sulfate band to 100 parts by mass of pulp, titanium oxide was added so that the content in the paper sheet medium was the content (% by mass) shown in Table 1-1. ..
- Example 1-14 A paper sheet medium was prepared in the same manner as in Example 1-2.
- Styrene-based block copolymer styrene-hydrogenated isoprene-styrene triblock copolymer
- styrene-based tackifier Mitsubishi Process Oil PW-90 manufactured by Idemitsu Kosan Co., Ltd.
- a paraffin-based oil Diana Process Oil PW-90 manufactured by Idemitsu Kosan Co., Ltd.
- the above adhesive was applied to a biaxially stretched polypropylene film (FOA, manufactured by Futamura Chemical Co., Ltd.) having a thickness of 30 ⁇ m so that the film thickness after drying was 20 ⁇ m with a knife coater, and then the temperature was 100 ° C. for 3 minutes.
- An adhesive film obtained by drying the solvent toluene under the conditions was attached to the above paper sheet to obtain a printing medium. When the paper sheet medium was removed and the total light transmittance of the transparent resin layer was measured according to JIS K 7631-1: 1997, it was 80% or more.
- Example 1-15 A paper sheet medium was prepared in the same manner as in Example 1-2. Polyethylene pellets (manufactured by Japan Polyethylene Corporation, Novatec (registered trademark) LC522) were charged into a single-screw extruder (manufactured by Toyo Seiki Seisakusho Co., Ltd., 50C150) and melted at 320 ° C. Then, the resin is melt-laminated on a corona-treated paper sheet so that the thickness of the resin becomes 20 ⁇ m, and then rapidly cooled while being sandwiched between cooling rolls whose temperature is adjusted to 20 ° C. to obtain a sheet medium laminate having a laminate layer. Got When the paper sheet medium was removed and the total light transmittance of the transparent resin layer was measured according to JIS K 7631-1: 1997, it was 80% or more.
- Example 1-16 Softwood unbleached kraft pulp (NUKP, whiteness 21.4%) was beaten to a CSF of 550 mL to prepare a 3% by mass suspension. To 100 parts by mass of pulp, 0.5 part by mass of sulfuric acid band and 0.1 part by mass of yellow coloring pigment (Yellow RS-5 manufactured by Mikuni Color Co., Ltd.) were added and diluted, and then titanium oxide was contained in a paper sheet medium. Addition was made so that the amount was the content (mass%) shown in Table 1-1.
- Comparative Examples 1-3 and 1-4 a printing area was added to the printing paper (KB39-7, manufactured by KOKUYO Co., Ltd.) using a handy type inkjet printer (MOBILEJET MINI, manufactured by Yamazaki Sangyo Co., Ltd.). As the inkjet ink, a water-absorbing material manufactured by Yamazaki Sangyo Co., Ltd. was used.
- a printing area was added to the thermal label (manufactured by SATO Co., Ltd., general-purpose thermal label of Roane) with a thermal printer (manufactured by SATO Co., Ltd., Roane T8).
- Hardwood bleached kraft pulp (LBKP, whiteness 86.0%, eucalyptus wood 100%) was beaten to a CSF of 400 mL to prepare a suspension of 3% by mass. After diluting by adding 0.5 part by mass of aluminum sulfate band to 100 parts by mass of pulp, titanium oxide was added so that the content in the paper sheet medium was the content (% by mass) shown in Table 1-2. ..
- Titanium oxide was added so that the content in the paper sheet medium was the content (mass%) shown in Table 1-2. Further, 0.8 parts by mass of the polyepichlorohydrin-based wet paper strength enhancer WS4024 (manufactured by Seikou PMC Co., Ltd.) was added to 100 parts by mass of the pulp, and the pulp was molded into a sheet by a wet paper machine. A paper sheet medium having the basis weight and thickness shown in 1-2 was prepared. Further, in Example 2-12, a transparent resin layer was provided in the same manner as in Example 1-15.
- Coniferous kraft pulp (Examples: 2-3, 2-4, 2-6, 2-7, 2-9, 2-10) Coniferous kraft pulp (NBKP, whiteness 84.4%) was beaten to a CSF of 700 mL to prepare a 3% by weight suspension. After diluting by adding 0.5 part by mass of aluminum sulfate band to 100 parts by mass of pulp, titanium oxide was added so that the content in the paper sheet medium was the content (% by mass) shown in Table 1-2. ..
- Example 1-15 0.8 parts by mass of the polyepichlorohydrin-based wet paper strength enhancer WS4024 (manufactured by Seikou PMC Co., Ltd.) was added to 100 parts by mass of the pulp, and the pulp was molded into a sheet by a wet paper machine. A paper sheet medium having the basis weight and thickness shown in 1-2 was prepared. Further, in Examples 2-4, 2-7, and 2-10, a transparent resin layer was provided in the same manner as in Example 1-15.
- the polyepichlorohydrin-based wet paper strength enhancer WS4024 manufactured by Seikou PMC Co., Ltd.
- Example 2-14 The hardwood bleached kraft pulp (LBKP, whiteness 86.0%) used in Example 2-1 was once dehydrated with a pulp machine, made into a sheet, and then beaten to a CSF of 400 mL. A 3% by mass suspension was prepared. Since dehydration in the pulp machine is performed in the mesh of the pulp machine, fine fibers can be reduced by selecting the pore size of the mesh. After diluting by adding 0.5 part by mass of aluminum sulfate band to 100 parts by mass of pulp, titanium oxide was added so that the content in the paper sheet medium was the content (% by mass) shown in Table 1-2. ..
- Example 2-15 The hardwood bleached kraft pulp (LBKP, whiteness 86.0%, eucalyptus wood 100%) used in Example 2-1 was beaten so that the CSF was 400 mL, and a suspension of 3% by mass was prepared.
- LBKP hardwood bleached kraft pulp
- Example 2-16 Hardwood bleached kraft pulp (LBKP, whiteness 85.0%, acacia wood 100%) different from that used in Example 2-1 was beaten so that the CSF was 400 mL, and a suspension of 3% by mass was obtained. Prepared. After diluting by adding 0.5 part by mass of aluminum sulfate band to 100 parts by mass of pulp, titanium oxide was added so that the content in the paper sheet medium was the content (% by mass) shown in Table 1-2. ..
- Example 2-1-7 A softwood bleached kraft pulp (NBKP, whiteness 85.0%, pine wood 100%) different from that used in Example 2-2 was beaten so that the CSF was 700 mL, and a suspension of 3% by mass was obtained. Prepared. After diluting by adding 0.5 part by mass of aluminum sulfate band to 100 parts by mass of pulp, titanium oxide was added so that the content in the paper sheet medium was the content (% by mass) shown in Table 1-2. ..
- Example 2-2 A hardwood bleached kraft pulp (LBKP, whiteness 86.0%, gyoryu wood) different from that used in Example 2-1 is beaten so that the CSF is 300 mL, and a suspension of 3% by mass is prepared. bottom. After diluting by adding 0.5 part by mass of aluminum sulfate band to 100 parts by mass of pulp, titanium oxide was added so that the content in the paper sheet medium was the content (% by mass) shown in Table 1-2. ..
- Example 2-4 Using the paper sheet medium used in Example 2-1 and using an infrared laser (MD-F3200 manufactured by KEYENCE CORPORATION), marking of 10 mm square was performed.
- Example 2-5 Using the paper sheet medium used in Example 2-1 and using a green laser (MD-S9910A manufactured by KEYENCE CORPORATION), marking of 10 mm square was performed.
- Example 2-6 Using the paper sheet medium used in Example 2-1 and using a CO 2 laser (ML-Z9610 manufactured by KEYENCE CORPORATION), marking of 10 mm square was performed.
- ⁇ Film molding method> The obtained masterbatch and the resin were charged into an extruder so as to have the titanium oxide content shown in Table 2, and the resin temperature was 120 ° C. to 140 ° C. using a coated hanger type T-die (200 mm ⁇ ) extruder.
- PE, PP) was melt-extruded at 280 ° C. (PET), and a cast roll whose temperature was adjusted to 20 ° C. was tightly quenched by applying a voltage of 7 kV to the pinning wire to obtain an unstretched sheet.
- the obtained unstretched sheet was stretched by a roll longitudinal stretching machine to obtain a uniaxially stretched film having a thickness of 30 to 70 ⁇ m.
- a sheet medium was prepared with reference to Example 6 of JP-A-11-020316. Specifically, titanium oxide is added to 100 parts by mass of acrylic rubber (manufactured by Unimatec Co., Ltd., PA312) so as to have the titanium oxide content in Table 2, and 1 part by mass of stearic acid and 0 wax (Sanknock) are added. . Add 5 parts by mass, knead with a kneader for 10 minutes, knead with a 10-inch double roll, remove from the roll once, cool, heat again with a roll, and dimethyldithiocarbamic acid there. A composition was prepared by adding 3 parts by mass of zinc.
- This composition was press-vulcanized at 195 ° C. for 3 minutes with a 110-ton press, and then oven-vulcanized (secondary vulcanization) at 165 ° C. for 6 hours to obtain a vulcanized sheet having a thickness of 2 mm.
- Comparative Example 3-5 a print area was added to an inkjet OHP film (manufactured by KOKUYO Co., Ltd., IT-120PF 45-035) using a handy type inkjet printer (manufactured by Yamazaki Sangyo Co., Ltd., MOBILEJET MINI).
- a handy type inkjet printer manufactured by Yamazaki Sangyo Co., Ltd., MOBILEJET MINI
- As the inkjet ink a non-water-absorbing material manufactured by Yamazaki Sangyo Co., Ltd. was used.
- Comparative Example 3-6 a print area was added to the polyester film thermal (manufactured by Lintec Corporation, FD-5810-45) with a thermal printer (manufactured by SATO Co., Ltd., Roane T8).
- Example 1-1 to 1-16 (collectively, Examples 1-1 to 1-16 are also referred to as Example 1 and the same applies hereinafter)), Comparative Example 1- 1, 1-2, Examples 3-1 to 3-25, Comparative Examples 3-1 to 3-4)
- the obtained print medium was printed with the barcode shown in FIG. 1 and marked with a 10 mm square using an ultraviolet laser (AVIA 266-3000 manufactured by COHERENT).
- the irradiation conditions are as follows.
- the following evaluation was performed on the obtained sheet medium or printed matter.
- the sheet medium was a paper sheet medium
- the print media obtained in Examples and Comparative Examples were cut into 40 cm squares, immersed in ion-exchanged water, adjusted to a concentration of 2%, and then immersed for 24 hours. After soaking for 24 hours, the pulp was dissociated into fibers by treating with a standard dissociator (manufactured by Kumagai Riki Kogyo Co., Ltd.) until there were no undissolved fibers.
- the slurry (dispersion of pulp fibers) after desorption excluding the transparent resin layer is separated, and a fiber length measuring machine (model FS-5 with UHD base unit, manufactured by Valmet) is used. Using, “length load average fiber length (ISO)", “fine fiber amount”, “fiber width” were measured.
- the “length-loaded average fiber length (ISO)” is a length-weighted average fiber length calculated by selecting fibers of 0.2 mm or more and 7.6 mm or less.
- the "fine fiber amount” is the ratio of the number of fine fibers having a fiber width of 75 ⁇ m or less and a length of 0.08 mm or more and 0.20 mm or less in the disintegrated pulp fibers.
- the "fiber width” is a length-loaded average fiber width calculated by selecting fibers having a width of 10 ⁇ m or more and 75 ⁇ m or less. If only a small amount of the paper sheet medium can be secured, the pulp may be dissociated into fibers using a manual disintegrator (Dasher, manufactured by Valmet) that processes the paper sheet medium by a piston motion. The piston movement is continued until the undissociated fibers are exhausted, but when the piston movement is not completely dissociated, the piston movement is limited to 10,000 times, and the obtained pulp slurry is used for measurement.
- a manual disintegrator (Dasher, manufactured by Valmet) that processes the paper sheet medium by a piston motion. The piston movement is continued until the undissociated fibers are exhausted, but when the piston movement is not completely dissociated, the piston movement is limited to 10,000 times, and the obtained pulp slurry is used for measurement.
- ⁇ Measurement method> The measurement was performed by the following method. (1) A standard sample (single crystal silicon, manufactured by Renishaw) was used to calibrate the Raman shift position (single crystal silicon 520.5 cm -1 ). (2) A sheet-shaped sample was placed on the sample table. Holders were installed as needed to keep the seat flat. (3) As shown in FIG. 2, the device was focused and observed (set so that the focus was minimized by a simulated laser). When measuring the printed area, the blackest part that can be visually confirmed was measured so as to be in the center of the guide displayed at the time of measurement. When measuring the non-printed portion, the measurement was performed at a distance of 300 ⁇ m or more from the printed area.
- Raman spectra were measured by the following methods. ⁇ Measurement conditions and measurement method> The measurement conditions and measurement method of the Raman spectrum are as described above, but if the printed matter is damaged by the laser used for measurement or if the fluorescence is strong, the following measurements such as laser output and irradiation time are appropriately performed. The conditions can be changed. However, for the Raman intensity of the printed area and the non-printed area, the numerical values measured under the same conditions are adopted. From the viewpoint of suppressing the variation in the measured value, it is preferable to measure in the range where the Raman intensity count of the printed area is 10,000 or less.
- the measurement was performed by appropriately changing the measurement conditions so that the count of the Raman intensity in the printed area was in the range of 10,000 or less. Further, the measurement was performed 10 times under the following measurement conditions, and the values deviating from the average value ⁇ 2SD (standard deviation) were excluded, and the values were averaged again to obtain the average value of Raman intensity.
- the print sharpness of the obtained printed matter was evaluated according to the following evaluation criteria. Colors close to printing were visually selected from the Munsell table (color ruler manufactured by Nippon Color Research Institute Co., Ltd.), and the sharpness was evaluated according to the following criteria. A: Brightness in Munsell table (achromatic color) is 4 or less B: Brightness in Munsell table (achromatic color) is 5 to 6 C: Brightness in Munsell table (achromatic color) is 7-8 D: Brightness in Munsell table (achromatic color) is 9 or more
- the solvent resistance of the obtained printed matter was evaluated according to the following evaluation criteria. Immerse the printed matter in 100% acetone (manufactured by Kanto Chemical Co., Inc.) and let it stand for 15 minutes. After that, the printed matter was taken out, the solvent was wiped off with tissue paper, and the solvent resistance was visually evaluated according to the following evaluation criteria. A: No blurring or dropping of the print is seen before and after immersion (no change). B: Printing blurring and dropping are observed before and after immersion.
- a strip having a width of 15 mm and a length of 150 mm was cut out and subjected to a tensile test, and the tensile strength was measured according to JIS P 8113: 2006. If there was a difference in the direction of the sheet in the stretched film, the test piece was taken out from the same direction. Before laser printing, the measurement was performed in the same manner, and the intensity down rate was calculated as follows.
- Down rate 100- (tensile strength after printing ⁇ tensile strength before printing x 100) ⁇ Judgment criteria> 0: Down rate is 1% or less 1: Down rate is more than 1% and 5% or less 2: Down rate is more than 5% and 10% or less 3: Down rate is more than 10% and 15% or less 4: Down rate is 15 More than% and less than 20%
- ICP device ICP-OEC device (manufactured by Rigaku Co., Ltd., CIROS1-20) Measurement condition: ⁇ Carrier gas: Argon gas ⁇ Argon gas flow rate 0.9L / min ⁇ Plasma gas flow rate 14L / min ⁇ Plasma output 1400W ⁇ Pump rotation speed: 2 -Measurement wavelength Ti: 334.941 nm (2) Preparation of calibration curve Measure the general-purpose mixed standard solution (XSTC-622B, manufactured by SPEX) accurately so that the concentration is as follows, and perform the measurement under the above measurement conditions, which corresponds to the emission wavelength of the titanium atom.
- XSTC-622B manufactured by SPEX
- the intensity of 334.941 nm was measured.
- -Concentration for preparing a calibration curve 0 ppm, 0.01 ppm, 0.05 ppm, 0.1 ppm, 0.5 ppm, 1.0 ppm, 3.0 ppm, 5.0 ppm (3) Measurement of titanium oxide content in the solution The solution in which the test piece was dissolved was diluted with ultrapure water so as to be within the above calibration curve, and tested for ICP measurement. (4) Titanium oxide content calculation method The titanium oxide content was calculated by the following formula. The molecular weight of titanium oxide ⁇ the molecular weight of titanium ⁇ 1.669.
- Tianium oxide particle size The particle size of titanium oxide embedded in paper and film is the SEM obtained from a scanning electron microscope (SEM, Hitachi High-Tech Co., Ltd., S5200, etc.) for ash obtained by burning a sheet medium or printed matter in a muffle furnace. Calculated from the image. Specifically, the ash content was obtained under the same conditions as the above-mentioned measurement of [titanium oxide content].
- the ash sample to be tested in the scanning electron microscope was dispersed in ethanol over 5 minutes with an ultrasonic homogenizer with an output of 50 W (manufactured by Yamato Scientific Co., Ltd., LUH150, etc.) to obtain a 0.01 mass% slurry, and then aluminum.
- an aluminum plate was cut out to an appropriate size to be used for SEM to prepare the product.
- a particle that can be clearly distinguished from adjacent particles is visually selected, and the major axis of one particle is defined as the particle size.
- the primary particles and the secondary particles in the aggregated state are mixed and can be clearly distinguished, each is counted as one particle, and the average diameter of 100 randomly selected particles is taken as the particle diameter. bottom.
- the magnification at the time of observing the SEM image was appropriately selected according to the particle size of titanium oxide and set to about 20000 times.
- the average diameter of the minor axis was defined as the minor diameter for 100 particles whose major axis was measured.
- the particles containing the titanium element were measured using an energy dispersive X-ray analyzer (manufactured by HORIBA, Ltd., EMAX, etc.) attached to the SEM.
- the whiteness of the printed medium having the obtained paper sheet medium was measured.
- the whiteness of the paper sheet medium was measured by the method described in JIS P 8148: 2018 using a spectroscopic whiteness colorimeter (manufactured by Suga Test Instruments Co., Ltd.).
- the sheet medium is a film
- an image having better print sharpness can be obtained, and the image can be obtained by irradiation with an ultraviolet laser.
- the decrease in strength was suppressed.
- a print medium having a sheet medium having a titanium oxide content of less than a specific amount was used, sufficient print sharpness could not be obtained.
- sufficient solvent resistance could not be obtained by the conventional inkjet method or the heat-sensitive label.
- printing could not be performed by irradiation with an infrared laser, a green laser and a CO 2 laser.
- Example 4 and Example 5 The materials and the like used in the following examples are as follows.
- Base material ⁇ Paper> -Paper A: Corrugated cardboard liner base paper (manufactured by Oji Materia Co., Ltd., OFK-EM170, basis weight 170 g / m 2 , paper thickness 205 ⁇ m, whiteness 15%)
- -Paper B The titanium oxide content was changed so that the titanium oxide content was 3 g / m 2 according to the method of Example 1 of JP-A-2019-0999223.
- the characteristics of the obtained paper were a basis weight of 80 g / m 2 , a thickness of 120 ⁇ m, and a whiteness of 84.9%.
- -Paper C The type and content of titanium oxide were changed so that the content of titanium oxide was 30 g / m 2 according to the method of Example 1 of JP-A-2019-0999223.
- the characteristics of the obtained paper were a basis weight of 100 g / m 2 , a thickness of 120 ⁇ m, and a whiteness of 84.9%.
- -Paper D Liner base paper for corrugated cardboard (paper A) and core base paper for corrugated cardboard (Oji Materia Co., Ltd., OND-EM160, basis weight 160 g / m 2 , paper thickness 210 ⁇ m) with a step height of 4.5 mm and a number of steps.
- a double-sided corrugated cardboard sheet of A flute was prepared with a corrugator having 34 ridges / 30 cm stepped rolls.
- As the adhesive for corrugated cardboard that adheres the liner base paper and the core base paper a commonly used one-tank type starch paste was used.
- -Paper 1 Hardwood bleached kraft pulp (LBKP, whiteness 86.0%) was beaten to a CSF of 400 mL to prepare a suspension of 3% by mass. After diluting by adding 0.5 part by mass of sulfuric acid band to 100 parts by mass of pulp, 0 of the polyepichlorohydrin-based wet paper strength enhancer WS4024 (manufactured by Seiko PMC Corporation) was added to 100 parts by mass of pulp. .8 parts by mass was added and molded into a sheet with a wet paper machine to prepare a paper substrate. The characteristics of the obtained paper 1 were a basis weight of 70 g / m 2 , a thickness of 90 ⁇ m, and a whiteness of 86%.
- -Paper 3 Softwood kraft pulp (NBKP, whiteness 84.4%) was beaten so that the CSF was 700 mL, and a suspension of 3% by mass was prepared. After diluting by adding 0.5 part by mass of sulfuric acid band to 100 parts by mass of pulp, 0 of the polyepichlorohydrin-based wet paper strength enhancer WS4024 (manufactured by Seiko PMC Corporation) was added to 100 parts by mass of pulp. .8 parts by mass was added and molded into a sheet with a wet paper machine to prepare a paper substrate. The characteristics of the obtained paper 3 were a basis weight of 70 g / m 2 , a thickness of 95 ⁇ m, and a whiteness of 84.3%.
- -Paper 4 The hardwood bleached kraft pulp (LBKP, whiteness 86.0%) used in Paper 1 was beaten so that the CSF was 400 mL, and a suspension of 3% by mass was prepared.
- the characteristics of the obtained paper 4 were a basis weight of 70 g / m 2 , a thickness of 86 ⁇ m, and a whiteness of 86.1%.
- the characteristics of the obtained paper 5 were a basis weight of 70 g / m 2 , a thickness of 89 ⁇ m, and a whiteness of 85.3%.
- -Paper 6 Using the hardwood bleached kraft pulp (LBKP) used in Paper 1, dehydrate it once with a pulp machine, make it into a sheet, and beat it so that the CSF is 400 mL, 3% by mass. A suspension was prepared. A paper base material was produced in the same manner as in Paper 1. Since dehydration in the pulp machine is performed in the mesh of the pulp machine, fine fibers can be reduced by selecting the pore size of the mesh. The characteristics of the obtained paper 6 were a basis weight of 70 g / m 2 , a thickness of 90 ⁇ m, and a whiteness of 85.5%.
- LLKP hardwood bleached kraft pulp
- -Paper 7 Hardwood unbleached kraft pulp (LUKP) was beaten to a CSF of 400 mL to prepare a suspension of 3% by mass.
- a paper base material was produced in the same manner as in Paper 1.
- the characteristics of the obtained paper 7 were a basis weight of 70 g / m 2 , a thickness of 90 ⁇ m, and a whiteness of 35%.
- -Paper 8 Hemp pulp was used unbeaten (CSF 700 mL) to prepare a 3% by weight suspension.
- a paper base material was produced in the same manner as in Paper 1.
- the characteristics of the obtained paper 8 were a basis weight of 70 g / m 2 , a thickness of 95 ⁇ m, and a whiteness of 85.1%.
- Paper 9 Hardwood bleached kraft pulp (LBKP, whiteness 86.0%) used in Paper 1 was used and beaten to a CSF of 200 mL to prepare a suspension of 3% by mass. A paper base material was produced in the same manner as in Paper 1. The characteristics of the obtained paper 9 were a basis weight of 70 g / m 2 , a thickness of 85 ⁇ m, and a whiteness of 85.5%.
- Example 4-4 As the coating liquid, KW050 AQP67 White DM manufactured by Toyo Ink Co., Ltd. was used.
- the content of titanium oxide in the coating liquid is 45% by mass, and the content of the acrylic resin is 15% by mass.
- the content of titanium oxide on the substrate shown in Table 3 was the value shown in Table 3 using a printing tester (RK Print Coat Instruments Ltd., K Rock Sprufer) as the coating liquid. It was painted so that it would be.
- Example 4-6 Comparative Example 4-1
- Preparation of coating liquid ⁇ Binder solution> A 10% by mass polyvinyl alcohol aqueous solution prepared by adding 10 parts by mass of polyvinyl alcohol (Kuraray Co., Ltd., Excelval (registered trademark) RS-2817SB) to 90 parts by mass of ion-exchanged water and heating to 90 ° C. to dissolve it is used as a binder. It was set to solution 1.
- ⁇ Titanium oxide> As titanium oxide, amorphous rutyl-type titanium oxide (particle size 0.2 ⁇ m (measured value by laser diffraction / scattering type particle size distribution meter), R780 manufactured by Ishihara Sangyo Co., Ltd.) was used. ⁇ Preparation of coating liquid> 10 parts of titanium oxide was added to 190 parts of the binder solution, and the mixture was stirred at 1000 rpm for 5 minutes using a homomixer to prepare a coating liquid. ⁇ Formation of coating layer> Paper A was used as the base material, and a printing medium was prepared in the same manner as in Example 4-1 except that the coating amount of titanium oxide was as shown in Table 3.
- Example 4-9 to 4-11 ⁇ Titanium oxide> The following titanium oxide was used as titanium oxide.
- Styrene-based block copolymer styrene-hydrogenated isoprene-styrene triblock copolymer
- styrene-based tackifier Mitsubishi Chemicals Co., Ltd., FTR8100
- Toluene solution of the pressure-sensitive adhesive obtained by dissolving 50 parts by mass of a paraffin-based oil (Diana Process Oil PW-90 manufactured by Idemitsu Kosan Co., Ltd.) in toluene and stirring until uniform was obtained.
- Examples 5-1 to 5-15, Comparative Examples 5-1 to 5-5 Manufacturing of coating liquid
- titanium oxide R780 (particle size 0.2 ⁇ m) manufactured by Ishihara Sangyo Co., Ltd. was used.
- thermoplastic resin an ethylene-acrylic binder (MP498345N manufactured by Michael Mann Japan GK, solid content concentration 50%) was used.
- the coating liquid 1 was prepared by diluting with water so that the measurement according to No. 3 took 20 seconds.
- the coating liquid 2 was prepared by diluting with water so that the measurement according to No. 3 took 20 seconds.
- the coating liquid 3 was prepared by diluting with water so that the measurement by 3 was 20 seconds.
- the coating liquid 4 was prepared by diluting with water so that the measurement according to 3 took 20 seconds.
- the coating liquid 5 was prepared by diluting with water so that the measurement according to 3 took 20 seconds.
- ⁇ Manufacturing of coating liquid 6 100 parts by mass of the titanium oxide and 50 parts by mass of the ethylene-acrylic binder (solid content concentration 50%) were mixed, and the viscosity of the coating liquid became Zahn Cup No.
- the coating liquid 6 was prepared by diluting with water so that the measurement according to No. 3 took 20 seconds.
- a transparent resin layer was provided as follows after the coating layer was formed.
- Polyethylene pellets manufactured by Japan Polyethylene Corporation, Novatec (registered trademark) LC522
- a single-screw extruder manufactured by Toyo Seiki Seisakusho Co., Ltd., 50C150
- the resin was melt-laminated on the corona-treated coating layer so that the thickness of the resin became 20 ⁇ m, and then rapidly cooled while being sandwiched between cooling rolls whose temperature was adjusted to 20 ° C. to obtain a recording medium having the laminated layer. ..
- the paper substrate was removed and the total light transmittance of the transparent resin layer was measured according to JIS K 7631-1: 1997, it was 80% or more.
- a transparent resin layer was provided as follows after the coating layer was formed.
- An ethylene-acrylic binder ethylene-acrylic acid copolymer ionomer, manufactured by Michaelman, MP498345NS, solid content 50% by mass
- An ethylene-acrylic binder ethylene-acrylic acid copolymer ionomer, manufactured by Michaelman, MP498345NS, solid content 50% by mass
- Painted using a gravure coater Painted using a gravure coater.
- Comparative Example 5-6 a laminated layer containing titanium oxide was formed on a paper substrate to prepare a recording medium.
- the following materials were used.
- Polyethylene (PE): Novatec (registered trademark) LC522 (manufactured by Japan Polyethylene Corporation) Titanium oxide: particle size 0.2 ⁇ m, manufactured by Ishihara Sangyo Co., Ltd., R780
- the laminating method of the paper base material and the laminating layer is as follows. ⁇ How to make a masterbatch> It was prepared by the following procedure in accordance with Japanese Patent Application Laid-Open No. 2015-96568.
- ⁇ Laminating method> The above masterbatch and resin were put into a single-screw extruder (50C150 manufactured by Toyo Seiki Seisakusho Co., Ltd.) so that the titanium oxide content was 0.3% by mass, and the thickness of the resin was shown in the table on the corona-treated paper 1. After melting at 320 ° C. and laminating, the mixture was rapidly cooled while being sandwiched between cooling rolls whose temperature was adjusted to 20 ° C. to obtain a recording medium having a laminated layer.
- a single-screw extruder 50C150 manufactured by Toyo Seiki Seisakusho Co., Ltd.
- Example 5-8 Using the paper sheet medium used in Example 5-2, marking of 10 mm square was carried out using a green laser (MD-S9910A manufactured by KEYENCE CORPORATION).
- Example 5 [Ultraviolet laser irradiation condition-2]
- the obtained recording medium was printed with the barcode shown in FIG. 1 and marked with a 10 mm square using an ultraviolet laser (MD-U1020C manufactured by KEYENCE).
- the output was set to the value shown in Table 3.
- the obtained recording medium (printing medium) or printed matter was evaluated as follows. [Measurement of length-weighted average fiber length, average fiber width, and number ratio of fine fibers]
- the print media obtained in Examples and Comparative Examples were cut into 40 cm squares, immersed in ion-exchanged water, adjusted to a concentration of 2%, and then immersed for 24 hours. After soaking for 24 hours, the pulp was dissociated into fibers by treating with a standard dissociator (manufactured by Kumagai Riki Kogyo Co., Ltd.) until there were no undissolved fibers.
- the slurry (dispersion of pulp fibers) after desorption excluding the transparent resin layer is separated, and a fiber length measuring machine (model FS-5 with UHD base unit, manufactured by Valmet) is used. It was used to measure "length-loaded average fiber length (ISO)", “number of fine fibers", and "average fiber width”.
- the "length-loaded average fiber length (ISO)” is a length-weighted average fiber length calculated by selecting fibers of 0.2 mm or more and 7.6 mm or less.
- the "ratio of the number of fine fibers” is the ratio of the number of fine fibers having a fiber width of 75 ⁇ m or less and a length of 0.08 mm or more and 0.20 mm or less in the dissociated pulp fibers.
- the "average fiber width” is a length-loaded average fiber width calculated by selecting fibers having a width of 10 ⁇ m or more and 75 ⁇ m or less. If only a small amount of the paper sheet medium can be secured, the pulp may be dissociated into fibers using a manual disintegrator (Dasher, manufactured by Valmet) that processes the paper sheet medium by a piston motion. The piston movement is continued until the undissociated fibers are exhausted, but when the piston movement is not completely dissociated, the piston movement is limited to 10,000 times, and the obtained pulp slurry is used for measurement.
- a manual disintegrator (Dasher, manufactured by Valmet) that processes the paper sheet medium by a piston motion. The piston movement is continued until the undissociated fibers are exhausted, but when the piston movement
- ⁇ Measurement method> The measurement was performed by the following method. (1) A standard sample (single crystal silicon, manufactured by Renishaw) was used to calibrate the Raman shift position (single crystal silicon 520.5 cm -1 ). (2) A sheet-shaped sample was placed on the sample table. Holders were installed as needed to keep the seat flat. (3) As shown in FIG. 3, the device was focused and observed (set so that the focus was minimized by a simulated laser). When measuring the printed area, the blackest part that can be visually confirmed was measured so as to be in the center of the guide displayed at the time of measurement. When measuring the non-printed area, the measurement was performed at a distance of 300 ⁇ m or more from the printed area.
- Raman spectra were measured by the following methods. ⁇ Measurement conditions and measurement method> The measurement conditions and measurement method of the Raman spectrum are as described above, but if the printed matter is damaged by the laser used for measurement or if the fluorescence is strong, the following measurements such as laser output and irradiation time are appropriately performed. The conditions can be changed. However, for the Raman intensity of the printed area and the non-printed area, the numerical values measured under the same conditions are adopted. From the viewpoint of suppressing the variation in the measured value, it is preferable to measure in the range where the Raman intensity count of the printed area is 10,000 or less.
- the measurement was performed by appropriately changing the measurement conditions so that the count of the Raman intensity in the printed area was in the range of 10,000 or less. Further, the measurement was performed 10 times under the following measurement conditions, and the values deviating from the average value ⁇ 2SD (standard deviation) were excluded, and the values were averaged again to obtain the average value of Raman intensity.
- solvent resistance The solvent resistance of the obtained printed matter was evaluated according to the following evaluation criteria.
- the printed matter was immersed in 100% acetone (manufactured by Kanto Chemical Co., Inc.) and allowed to stand for 15 minutes. After that, the printed matter was taken out, the solvent was wiped off with tissue paper, and the solvent resistance was visually evaluated according to the following evaluation criteria.
- B Printing blurring and dropping are observed before and after immersion.
- Print unevenness Using the 10 mm square angle printed in Examples and Comparative Examples, printing unevenness was visually evaluated according to the following evaluation criteria.
- [Smoke amount] The amount of smoke emitted when marking a 10 mm square by irradiation with an ultraviolet laser was evaluated by the following method. ⁇ Judgment criteria> 0: Smoke cannot be visually confirmed 1: Smoke can be visually confirmed but the amount of smoke is very small 2: Smoke can be visually confirmed but the amount of smoke is small. 3: Smoke can be easily confirmed visually, and the amount of smoke is large.
- ICP device ICP-OEC device (manufactured by Rigaku Co., Ltd., CIROS1-20) Measurement condition: ⁇ Carrier gas: Argon gas ⁇ Argon gas flow rate 0.9L / min ⁇ Plasma gas flow rate 14L / min ⁇ Plasma output 1400W ⁇ Pump rotation speed: 2 -Measurement wavelength Ti: 334.941 nm (2) Preparation of calibration curve Measure the general-purpose mixed standard solution (XSTC-622B, manufactured by SPEX) accurately so that the concentration is as follows, and perform the measurement under the above measurement conditions, which corresponds to the emission wavelength of the titanium atom.
- XSTC-622B manufactured by SPEX
- the intensity of 334.941 nm was measured.
- -Concentration for preparing a calibration curve 0 ppm, 0.01 ppm, 0.05 ppm, 0.1 ppm, 0.5 ppm, 1.0 ppm, 3.0 ppm, 5.0 ppm (3) Measurement of titanium oxide content in the solution The solution in which the test piece was dissolved was diluted with ultrapure water so as to be within the above calibration curve, and tested for ICP measurement. (4) Titanium oxide content calculation method The titanium oxide content was calculated by the following formula. The molecular weight of titanium oxide ⁇ the molecular weight of titanium ⁇ 1.669.
- the content of titanium oxide in the coating layer was determined by reducing the content of titanium oxide in the non-printable area from the content of titanium oxide in the printable area.
- Tianium oxide particle size The particle size of titanium oxide contained in the coating layer is obtained from an SEM image obtained from a scanning electron microscope (SEM, Hitachi High-Tech Co., Ltd., S5200, etc.) for ash obtained by burning a recording medium or printed matter in a muffle furnace. Calculated. Specifically, when the base material did not contain titanium oxide, an ash content was obtained under the same conditions as in the above measurement of [titanium oxide content].
- the ash sample to be tested in the scanning electron microscope was dispersed in ion-exchanged water over 5 minutes with an ultrasonic homogenizer having an output of 50 W (manufactured by Yamato Scientific Co., Ltd., LUH150, etc.) to obtain a 0.01 mass% slurry.
- 0.1 mL was cast on an aluminum dish and dried at 60 ° C. to prepare.
- a particle that can be clearly distinguished from adjacent particles is visually selected, and the major axis of one particle is defined as the particle size.
- the primary particles and the secondary particles in the aggregated state are mixed and can be clearly distinguished, each is counted as one particle, and the average diameter of 100 randomly selected particles is taken as the particle diameter. bottom.
- the magnification at the time of observing the SEM image was appropriately selected according to the particle size of titanium oxide and set to about 20000 times.
- the particles containing the titanium element were measured using an energy dispersive X-ray analyzer (manufactured by HORIBA, Ltd., EMAX, etc.) attached to the SEM.
- the average diameter of the minor axis was defined as the minor diameter for 100 particles whose major axis was measured.
- the coating layer was transferred to a transparent adhesive tape (manufactured by 3M Co., Ltd., 309SN) containing no titanium oxide or inorganic pigment to prepare an ash sample.
- the adhesive tape was attached to the upper layer of the coating layer using a tape crimping roller having a roller mass of 2 kg (manufactured by Yasuda Seiki Seisakusho Co., Ltd., No. 349, etc.). Then, after immersing in a copper ethylenediamine solution for measuring cellulose viscosity (manufactured by Merck) for 24 hours, the adhesive tape containing the coating layer was thoroughly washed with ion-exchanged water. The moisture of the adhesive tape containing the obtained coating layer was wiped off, and the tape was dried in a dryer at 60 ° C. for 1 hour. Then, it was burned in a muffle furnace at 525 ° C.
- the coating layer was transferred to a transparent adhesive tape (manufactured by 3M Co., Ltd., 309SN) containing no titanium oxide to prepare an ash sample.
- a transparent adhesive tape manufactured by 3M Co., Ltd., 309SN
- an adhesive tape is attached to the upper layer of the coating layer using a tape crimping roller with a roller mass of 2 kg (manufactured by Yasuda Seiki Seisakusho Co., Ltd., No. 349, etc.), and the attached adhesive tape is peeled off from the film to be applied to the coating layer.
- it was burned in a muffle furnace at 525 ° C. to prepare an ash content used for particle size measurement, and the major axis and the minor axis were measured by the same method as described above.
- the thickness of the coating layer was measured from the image data obtained from the scanning electron microscope.
- (1) Preparation of measurement sample The sample was embedded in a photocurable resin (Toagosei Co., Ltd., D-800), and a cross section of the print medium was cut out using an ultramicrotome. A diamond knife was used for cutting, and cutting was performed at room temperature. Gold vapor deposition with a thickness of about 20 nm was applied to the cut cross section, and the test was carried out for measurement with a scanning electron microscope.
- the type of scanning microscope is not limited to the above, but a device of the type that displays a scale bar is used.
- the coating layer having a titanium oxide content of 0.6 g / m 2 or more and 30 g / m 2 or less and A / B in a specific range on a specific paper substrate.
- Comparative Example 5-1 having a titanium oxide content of more than 30 g / m 2 , printing unevenness occurred and a large amount of smoke was emitted. Further, the printed matter obtained by the conventional inkjet printing and the thermal label is inferior in solvent resistance. Further, in Comparative Example 4-4 in which the ratio of Raman intensity exceeds 0.7, sufficient print sharpness could not be obtained. In Comparative Example 5-3 in which the length-weighted average fiber length of the paper substrate exceeds 3.5 mm and Comparative Example 5-4 in which the length-weighted average fiber length is less than 0.6 mm, printing unevenness occurred. Further, in Comparative Example 5-5 in which the A / B exceeded 2.00, printing unevenness occurred and the amount of smoke generated was large.
- Comparative Example 5-6 in which laminating was performed, sufficient print sharpness could not be obtained. Further, as shown in Comparative Examples 5-7 to 5-9, printing could not be performed by irradiation with an infrared laser, a green laser and a CO 2 laser.
- Example 6 and Example 7 [material] The various materials used in the examples are as follows.
- -Paper base material C Produced by the following procedure.
- -Paper base material D Produced by the following procedure. ⁇ Paper base material D manufacturing method> Hardwood bleached kraft pulp (LBKP) was beaten to a CSF of 400 mL to prepare a 3% by weight suspension.
- ⁇ Laminating method> The masterbatch and the resin were put into a single-screw extruder (50C150 manufactured by Toyo Seiki Seisakusho Co., Ltd.) so that the ratio of titanium oxide was as shown in Table 4, and the resin was placed on the paper substrate shown in Table 4 treated with corona. After being melt-laminated so that the thickness of the above was as shown in Table 4, the sheet medium having a laminated layer was obtained by rapidly cooling while sandwiching it with a cooling roll whose temperature was adjusted to 20 ° C. The resins were melted at the following temperatures. Polyethylene: 320 ° C Polypropylene: 300 ° C PET: 300 ° C Polylactic acid: 230 ° C PBS: 250 ° C
- ethylene-acrylic binder ethylene-acrylic acid copolymer ionomer, Michaelman, MP498345N
- S solid content 50% by mass
- Comparative Example 7-6 Using the paper sheet medium used in Examples 7-5, marking of 10 mm square was performed using an infrared laser (MD-F3200, manufactured by KEYENCE CORPORATION). The irradiation conditions are as follows. -Wavelength: 1090 nm -Repeat frequency: 60 kHz ⁇ Scan speed: 2000mm / sec -Focal length: 300 mm (focusing is performed using the height correction attached to the device) ⁇ Line pitch: 200 ⁇ m ⁇ Output: 3W As a result, printing could not be performed.
- MD-F3200 infrared laser
- Example 6 and Comparative Example 6 the obtained sheet medium was printed with the barcode shown in FIG. 1 or marked with a 10 mm square using an ultraviolet laser (AVIA266-3000 manufactured by COHERENT). ..
- the irradiation conditions are as follows. -Wavelength: 355 nm -Repeat frequency: 50 kHz ⁇ Pulse width: 25ns ⁇ Spot diameter: 104 ⁇ m -Scan speed: 4000 mm / sec ⁇ Focal length: 250mm ⁇ Line pitch: 150 ⁇ m
- the output was set to the value shown in Table 4.
- Example 7 [Ultraviolet laser irradiation condition-2]
- the obtained recording medium was printed with the barcode shown in FIG. 1 or marked with a 10 mm square using an ultraviolet laser (MD-U1020C manufactured by KEYENCE).
- the output was set to the value shown in Table 4.
- ⁇ Measurement method> The measurement was performed by the following method. (1) A standard sample (single crystal silicon, manufactured by Renishaw) was used to calibrate the Raman shift position (single crystal silicon 520.5 cm -1 ). (2) A sheet-shaped sample was placed on the sample table. Holders were installed as needed to keep the seat flat. (3) As shown in FIG. 4, the device was focused and observed (set so that the focus was minimized by a simulated laser). When measuring the printed area, the blackest part that can be visually confirmed was measured so as to be in the center of the guide displayed at the time of measurement. When measuring the non-printed area, the measurement was performed at a distance of 300 ⁇ m or more from the printed area.
- Raman spectra were measured by the following methods. ⁇ Measurement conditions and measurement method> The measurement conditions and measurement method of the Raman spectrum are as described above, but if the printed matter is damaged by the laser used for measurement or if the fluorescence is strong, the following measurements such as laser output and irradiation time are appropriately performed. The conditions can be changed. However, for the Raman intensity of the printed area and the non-printed area, the numerical values measured under the same conditions are adopted. From the viewpoint of suppressing the variation in the measured value, it is preferable to measure in the range where the Raman intensity count of the printed area is 10,000 or less.
- the measurement was performed by appropriately changing the measurement conditions so that the count of the Raman intensity in the printed area was in the range of 10,000 or less. Further, the measurement was performed 10 times under the following measurement conditions, and the values deviating from the average value ⁇ 2SD (standard deviation) were excluded, and the values were averaged again to obtain the average value of Raman intensity.
- solvent resistance The solvent resistance of the obtained printed matter was evaluated according to the following evaluation criteria. Immerse the printed matter in 100% acetone (manufactured by Kanto Chemical Co., Inc.) and let it stand for 15 minutes. After that, the printed matter was taken out, the solvent was wiped off with tissue paper, and the solvent resistance was visually evaluated according to the following evaluation criteria. A: No blurring or dropping of the print is seen before and after immersion (no change). B: Printing blurring and dropping are observed before and after immersion.
- ICP device ICP-OEC device (manufactured by Rigaku Co., Ltd., CIROS1-20) Measurement condition: ⁇ Carrier gas: Argon gas ⁇ Argon gas flow rate 0.9L / min ⁇ Plasma gas flow rate 14L / min ⁇ Plasma output 1400W ⁇ Pump rotation speed: 2 -Measurement wavelength Ti: 334.941 nm (2) Preparation of calibration curve Measure the general-purpose mixed standard solution (XSTC-622B, manufactured by SPEX) accurately so that the concentration is as follows, and perform the measurement under the above measurement conditions, which corresponds to the emission wavelength of the titanium base paper.
- XSTC-622B manufactured by SPEX
- the intensity of 334.941 nm was measured.
- -Concentration for preparing a calibration curve 0 ppm, 0.01 ppm, 0.05 ppm, 0.1 ppm, 0.5 ppm, 1.0 ppm, 3.0 ppm, 5.0 ppm (3) Measurement of titanium oxide content in the solution The solution in which the test piece was dissolved was diluted with ultrapure water so as to be within the above calibration curve, and tested for ICP measurement. (4) Titanium oxide content calculation method The titanium oxide content was calculated by the following formula. The molecular weight of titanium oxide ⁇ the molecular weight of titanium ⁇ 1.669.
- Tianium oxide particle size The particle size of titanium oxide embedded in paper and film is the SEM obtained from a scanning electron microscope (SEM, Hitachi High-Tech Co., Ltd., S5200, etc.) for ash obtained by burning a sheet medium or printed matter in a muffle furnace. Calculated from the image. Specifically, the ash content was obtained under the same conditions as the above-mentioned measurement of [titanium oxide content].
- the ash sample to be tested in the scanning electron microscope was dispersed in ethanol over 5 minutes with an ultrasonic homogenizer with an output of 50 W (manufactured by Yamato Scientific Co., Ltd., LUH150, etc.) to obtain a 0.01 mass% slurry, and then aluminum.
- an aluminum plate was cut out to an appropriate size to be used for SEM to prepare the product.
- a particle that can be clearly distinguished from adjacent particles is visually selected, and the major axis of one particle is defined as the particle size.
- the primary particles and the secondary particles in the aggregated state are mixed and can be clearly distinguished, each is counted as one particle, and the average diameter of 100 randomly selected particles is taken as the particle diameter. bottom.
- the magnification at the time of observing the SEM image was appropriately selected according to the particle size of titanium oxide and set to about 20000 times.
- the average diameter of the minor axis was defined as the minor diameter for 100 particles whose major axis was measured.
- the particles containing the titanium element were measured using an energy dispersive X-ray analyzer (manufactured by HORIBA, Ltd., EMAX, etc.) attached to the SEM.
- the thickness of the laminated layer was measured from the image data obtained from the scanning electron microscope.
- (1) Preparation of measurement sample The sample was embedded in a photocurable resin (D-800 manufactured by Toagosei Co., Ltd.), and a cross section of the sheet substrate was formed with an ultramicrotome. A diamond knife was used for cutting, and cutting was performed at room temperature. Gold vapor deposition with a thickness of about 20 nm was applied to the cut cross section, and the test was carried out for measurement with a scanning electron microscope.
- a photocurable resin D-800 manufactured by Toagosei Co., Ltd.
- the type of scanning microscope is not limited to the above, but a device of the type that displays a scale bar is used.
- Comparative Examples 6-3 and 7-1 using a sheet medium having a laminated layer having a titanium oxide content of less than 0.1 g / m 2 sufficient print sharpness could not be obtained. rice field. Further, in Comparative Example 6-4 in which the ratio of the raman strength derived from titanium oxide in the printed area and the raman strength derived from titanium oxide in the non-printed area exceeds 0.70, sufficient print sharpness can be obtained. could not. In Comparative Example 7-2 in which the content of titanium oxide in the laminated layer exceeded 45% by mass, the amount of smoke emitted was large. Further, in Comparative Example 7-4 in which the content of titanium oxide in the laminated layer was less than 1% by mass, sufficient print sharpness could not be obtained.
- Comparative Examples 7-4 and 7-5 in which the thickness of the laminated layer was less than 10 ⁇ m, the deterioration of the tensile strength and the elongation at break was large. Further, as shown in Comparative Examples 6-1 and 6-2, sufficient solvent resistance could not be obtained by the conventional inkjet method or the heat-sensitive label. Further, in Comparative Example 7-3 in which the coating layer containing titanium oxide was provided by coating instead of the laminated layer, the tensile strength and the elongation at break were significantly deteriorated. Further, as shown in Comparative Examples 7-6 to 7-8, printing could not be performed with the infrared laser, the green laser and the CO 2 laser.
- the first to third printed matter of the present invention has a printed area containing discolored titanium oxide and is excellent in visibility.
- the first to third printed matter of the present invention is suitably applied to packages, labels, adhesive tapes and the like on which variable information such as dates and barcodes are printed.
- the first to third methods for producing printed matter of the present invention are suitably applied to printing variable information on a package, a label, an adhesive tape, or the like.
- the first to third laser printing printing media of the present invention are suitably used in the above-mentioned method for producing printed matter by an ultraviolet laser.
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Laminated Bodies (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
- Paper (AREA)
- Wrappers (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Abstract
Description
また、レーザー光照射により印字する方法も提案されており、たとえば、特許文献1には、レーザー光照射により、鮮明な印字が高速で行え、かつ、印字された部分が各種の耐性に優れたレーザー印字用積層体およびその印字体を提供することを目的として、アルミ蒸着紙のアルミ蒸着面上に、白インキ、黒インキおよびオーバープリントニス(OPニス)を塗布して製造したレーザー印刷用積層体が開示されている。
また、特許文献1に記載の方法では、高速化が可能であるものの、CO2レーザー光の照射によりレーザー光を吸収しやすい上層を除去して、下層を露出し、上層と下層の色の違いから視認可能な文字等を形成する技術であるため、上層はレーザー光を吸収しやすい材料に限定され、逆に下層はレーザー光を吸収しにくく、かつ、上層と色のコントラストの取れる材料に限定される。すなわち、レーザー光を吸収しやすいカーボンブラック系の材料(黒色)が上層となり、酸化チタン系の材料(白色)が下層となり、レーザー光の照射により形成される文字等は、黒字に白い文字となり、視認性に劣る。また、上層を除去する際に、上層のインクが粉塵化して、作業環境の汚染を招くという問題があった。
第二に、本発明者等は、印刷可能領域として特定の範囲の酸化チタンを含有する塗工層を特定の紙基材上に有する記録媒体を使用し、また、印刷領域と非印刷領域の酸化チタンに由来するラマン強度の比を特定の値以下とすることにより、視認性に優れた印刷物が得られることを見出し、本発明を完成するに至った。第二の本発明は以下の<16>~<32>に関する。
第三に、本発明者等は印刷可能領域における酸化チタンの含有量を特定の値以上とし、ラミネート層中の酸化チタンの含有量を特定の範囲とし、さらに、ラミネート層の厚みを特定の範囲とし、また、印刷領域と非印刷領域の酸化チタンに由来するラマン強度の比を特定の値以下とすることにより、視認性に優れた印刷物が得られることを見出し、本発明を完成するに至った。本発明は以下の<33>~<43>に関する。
<1> 酸化チタンを含有する印刷可能領域を有する紙またはフィルムから選択されるシート媒体上の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有し、
酸化チタンは、シート媒体中に内添され、
前記シート媒体が紙であるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が1.0質量%以上であり、前記紙を構成するパルプの長さ加重平均繊維長が0.5mm以上3.0mm以下であり、前記紙を構成するパルプの平均繊維幅が14.0μm以上35.0μm以下であり、前記紙の坪量が20g/m2以上であり、
前記シート媒体がフィルムであるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が0.3質量%以上であり、フィルムの厚みが15μm以上であり、フィルムを構成する樹脂が、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンサクシネートよりなる群から選択される少なくとも1つを含み、
印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下である、
印刷物。
<2> 前記シート媒体がフィルムであり、シート媒体中の印刷可能領域における酸化チタンの含有量が0.5質量%以上7.5質量%以下である、<1>に記載の印刷物。
<3> 前記酸化チタンがルチル型酸化チタンおよびアナターゼ型酸化チタンから選択される少なくとも1つである、<1>または<2>に記載の印刷物。
<4> 前記印刷物が、包装体、ラベル、および粘着テープから選択される、<1>~<3>のいずれか1つに記載の印刷物。
<5> 前記印刷可能領域上に、さらに透明樹脂層を有する、<1>~<4>のいずれか1つに記載の印刷物。
<6> 前記透明樹脂層を構成する樹脂が、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリビニルアルコール、およびデンプンから選択される少なくとも1つである、<5>に記載の印刷物。
<7> 前記透明樹脂層は、透明樹脂フィルムがシート媒体上に接着層を介して貼付されてなるか、または、透明樹脂フィルムをシート媒体上にラミネート加工してなる、<5>または<6>に記載の印刷物。
<8> 前記透明樹脂層の厚みが5μm以上100μm以下である、<5>~<7>のいずれか1つに記載の印刷物。
<9> 紙またはフィルムから選択されるシート媒体に紫外線レーザーを照射して、照射領域を変色させることにより印刷する工程を有し、
前記シート媒体に酸化チタンが内添され、
前記シート媒体が紙であるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が1.0質量%以上であり、前記紙を構成するパルプの長さ加重平均繊維長が0.5mm以上3.0mm以下であり、前記紙を構成するパルプの平均繊維幅が14.0μm以上35.0μm以下であり、前記紙の坪量が20g/m2以上であり、
前記シート媒体がフィルムであるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が0.3質量%以上であり、フィルムの厚みが15μm以上であり、フィルムを構成する樹脂が、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンサクシネートよりなる群から選択される少なくとも1つを含む、
印刷物の製造方法。
<10> 前記照射する紫外線レーザーの出力が0.8W以上である、<9>に記載の印刷物の製造方法。
<11> 前記印刷する工程が、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下となるように紫外線レーザーを照射する工程である、<9>または<10>に記載の印刷物の製造方法。
<12> 前記印刷可能領域上に、さらに透明樹脂層を有する、<9>~<11>のいずれか1つに記載の印刷物の製造方法。
<13> シート媒体が、包装体、ラベル、および粘着テープから選択される、<9>~<12>のいずれか1つに記載の印刷物の製造方法。
<14> 印刷する工程がインラインにて行われる、<9>~<13>のいずれか1つに記載の印刷物の製造方法。
<15> 紫外線レーザーにより印刷可能な印刷可能領域を有する紙またはフィルムから選択されるシート媒体からなるレーザー印刷用印刷媒体であり、
前記シート媒体が紙であるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が1.0質量%以上であり、前記紙を構成するパルプの長さ加重平均繊維長が0.5mm以上3.0mm以下であり、前記紙を構成するパルプの平均繊維幅が14.0μm以上35.0μm以下であり、前記紙の坪量が20g/m2以上であり、
前記シート媒体がフィルムであるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が0.3質量%以上であり、フィルムの厚みが15μm以上であり、フィルムを構成する樹脂が、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンサクシネートよりなる群から選択される少なくとも1つを含む、
レーザー印刷用印刷媒体。
<16> 酸化チタンを含有する印刷可能領域を有する記録媒体上の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有し、
前記記録媒体の印刷可能領域は、紙基材上に酸化チタンを含有する塗工層を有し、
前記紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下であり、
前記塗工層中の酸化チタンの含有量が0.6g/m2以上30g/m2以下であり、
前記塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下であり、
印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下である、
印刷物。
<17> 前記塗工層の厚みが0.4μm以上30.0μm以下である、<16>に記載の印刷物。
<18> 前記塗工層が、酸化チタンに加え、熱可塑性樹脂を含有する、<16>または<17>に記載の印刷物。
<19> 前記熱可塑性樹脂が、澱粉誘導体、カゼイン、シェラック、ポリビニルアルコール、ポリビニルアルコール誘導体、アクリル系樹脂、およびマレイン酸系樹脂よりなる群から選択される、<18>に記載の印刷物。
<20> 前記酸化チタンがルチル型酸化チタンおよびアナターゼ型酸化チタンから選択される少なくとも1つである、<16>~<19>のいずれか1つに記載の印刷物。
<21> 前記紙基材を構成するパルプ中、繊維長が0.2mm以下の微細繊維の本数割合が6%以上16%以下である、<16>~<20>のいずれか1つに記載の印刷物。
<22> 前記記録媒体が、包装体、ラベル、および粘着テープから選択される、<16>~<21>のいずれか1つに記載の印刷物。
<23> 前記記録媒体が、塗工層上に、さらに透明樹脂層を有する、<16>~<22>のいずれか1つに記載の印刷物。
<24> 前記透明樹脂層を構成する樹脂が、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリビニルアルコール、およびデンプンから選択される少なくとも1つである、<23>に記載の印刷物。
<25> 前記透明樹脂層は、透明樹脂フィルムがシート媒体上に接着層を介して貼付されてなるか、または、透明樹脂フィルムをシート媒体上にラミネート加工してなる、<23>または<24>に記載の印刷物。
<26> 前記透明樹脂層の厚みが5μm以上100μm以下である、<23>~<25>のいずれか1つに記載の印刷物。
<27> 記録媒体に紫外線を照射して、照射領域を変色させることにより印刷する工程を有し、
前記記録媒体の印刷可能領域は、紙基材上に酸化チタンを含有する塗工層を有し、
前記紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下であり、
前記塗工層中の酸化チタンの含有量が0.6g/m2以上30g/m2以下であり、
前記塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下である、
印刷物の製造方法。
<28> 前記照射する紫外線レーザーの出力が0.8W以上である、<27>に記載の印刷物の製造方法。
<29> 前記印刷する工程が、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下となるように紫外線レーザーを照射する工程である、<27>または<28>に記載の印刷物の製造方法。
<30> 前記記録媒体が、包装体、ラベル、および粘着テープから選択される、<27>~<29>のいずれか1つに記載の印刷物の製造方法。
<31> 前記印刷する工程がインラインにて行われる、<27>~<30>のいずれか1つに記載の印刷物の製造方法。
<32> 紫外線レーザーにより印刷可能な印刷可能領域を有するレーザー印刷用印刷媒体であり、
前記印刷媒体の印刷可能領域は、紙基材上に酸化チタンを含有する塗工層を有し、
前記紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下であり、
前記塗工層中の酸化チタンの含有量が0.6g/m2以上30g/m2以下であり、
前記塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下である、
レーザー印刷用印刷媒体。
<33> 酸化チタンを含有する印刷可能領域を有するシート媒体上の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有し、
前記シート媒体の印刷可能領域は、紙基材上に酸化チタンを含有するラミネート層を有し、
前記ラミネート層中の酸化チタンの含有量が0.1g/m2以上であり、
前記ラミネート層中の酸化チタンの含有量が1質量%以上45質量%以下であり、
前記ラミネート層の厚みが10μm以上200μm以下であり、
印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下である、
印刷物。
<34> 前記ラミネート層が、酸化チタンを含有する熱可塑性樹脂のフィルムからなる、<33>に記載の印刷物。
<35> 前記熱可塑性樹脂が、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンスクシネートよりなる群から選択される、<34>に記載の印刷物。
<36> 前記酸化チタンがルチル型酸化チタンおよびアナターゼ型酸化チタンから選択される少なくとも1つである、<33>~<35>のいずれか1つに記載の印刷物。
<37> 前記印刷物が、包装体、ラベル、および粘着テープから選択される、<33>~<36>のいずれか1つに記載の印刷物。
<38> シート媒体の印刷可能領域に紫外線レーザーを照射して、照射領域を変色させることにより印刷する工程を有し、
前記シート媒体の印刷可能領域は、紙基材上に酸化チタンを含有するラミネート層を有し、
前記ラミネート層中の酸化チタンの含有量が0.1g/m2以上であり、
前記ラミネート層中の酸化チタンの含有量が1質量%以上45質量%以下であり、
前記ラミネート層の厚みが10μm以上200μm以下である、
印刷物の製造方法。
<39> 前記照射する紫外線レーザーの出力が0.8W以上である、<38>に記載の印刷物の製造方法。
<40> 前記印刷する工程が、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下となるように紫外線レーザーを照射する工程である、<38>または<39>に記載の印刷物の製造方法。
<41> 印刷物が、包装体、ラベル、および粘着テープから選択される、<38>~<40>のいずれか1つに記載の印刷物の製造方法。
<42> 印刷する工程がインラインにて行われる、<38>~<41>のいずれか1つに記載の印刷物の製造方法。
<43> 紫外線レーザーにより印刷可能な印刷可能領域を有するシート媒体からなるレーザー印刷用印刷媒体であって、
前記シート媒体の印刷可能領域は、紙基材上に酸化チタンを含有するラミネート層を有し、
前記ラミネート層中の酸化チタンの含有量が0.1g/m2以上であり、
前記ラミネート層中の酸化チタンの含有量が1質量%以上45質量%以下であり、
前記ラミネート層の厚みが10μm以上200μm以下である、
レーザー印刷用印刷媒体。
本発明の第一の印刷物(以下、単に「第一の印刷物」ともいう)は、酸化チタンを含有する印刷可能領域を有する紙またはフィルムから選択されるシート媒体上の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有し、酸化チタンは、シート媒体中に内添され、前記シート媒体が紙であるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が1.0質量%以上であり、前記紙を構成するパルプの長さ加重平均繊維長が0.5mm以上3.0mm以下であり、前記紙を構成するパルプの平均繊維幅が14.0μm以上35.0μm以下であり、前記紙の坪量が20g/m2以上であり、前記シート媒体がフィルムであるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が0.3質量%以上であり、フィルムの厚みが15μm以上であり、フィルムを構成する樹脂が、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンサクシネートよりなる群から選択される少なくとも1つを含み、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下である。
本発明によれば、変色された酸化チタンを含有する印刷領域を有し、視認性に優れた印刷物を提供することができる。また、本発明の印刷物は、印刷(印字)の鮮明さに優れ、また、耐溶剤性にも優れる。なお、印字鮮明性(印字の鮮明性)に優れることを、視認性に優れるともいう。
上述した効果が得られる詳細な理由は不明であるが、一部は以下のように考えられる。本発明では、少なくとも、酸化チタンが内添され、酸化チタンの含有量が特定量以上である印刷可能領域を有する紙またはフィルムから選択されるシート媒体を有する印刷媒体を使用する。印刷領域が変色された酸化チタンを含有し、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比を0.70以下とすることにより、視認性に優れた印刷物が得られると考えられる。前記酸化チタンの変色は、シート媒体に含有された酸化チタンのイオン価数が4価から3価に変化し、酸素欠陥が生じることで、白色から黒色へと変化し、これにより、視認可能となっていると考えられる。さらに、前記イオン価数の変化は、ラマン強度の変化として検出可能であり、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比を特定の値以下にすることにより、視認性の高い印刷領域が得られる。酸化チタンのイオン価数は、酸化チタンのバンドギャップに相当する光エネルギーを照射する際に変化するものと考えられる。酸化チタンのバンドギャップは結晶系によって異なるが、一般に3.0~3.2eV程度であり、これに相当する光の波長は420nm以下である。そのため、420nmを超える波長のレーザー光(たとえば532nm、1064nm、10600nm)を用いても本発明のような酸化チタンのイオン価数変化に起因する印刷を施すことは困難である。
また、シート媒体が含有する酸化チタンにより発色しているため、耐溶剤性にも優れると考えられる。
なお、酸化チタンの変色は、紫外線レーザーの照射により行われることが好ましい。なお、紫外線レーザーの照射により、発煙が生じる場合がある。紫外線レーザーの照射により酸化チタンが加熱されると、周辺の水分が瞬間的に気化することで、変色した酸化チタンや、紙粉がシート媒体から脱離する現象が生じると考えられ、このような脱離に伴い、煙が発生すると考えられる。シート媒体が水分を含有する場合に発煙が問題となることから、シート媒体が紙シート媒体である場合に、発煙が生じる傾向にある。
本実施形態において、印刷可能領域とは、シート媒体が含有する酸化チタンの変色、好ましくは紫外線レーザーの照射により、紫外線レーザーにより照射された部分の酸化チタンが白色から黒色に変色することで印刷が可能である領域(部分)を意味し、印刷領域とは、印刷可能領域の中で、実際に酸化チタンが変色している箇所、好ましくは紫外線レーザーの照射により酸化チタンが変色し、視認可能となっている箇所、すなわち、紫外線レーザーの被照射部分を意味する。また、非印刷領域とは、印刷可能領域の中で、酸化チタンが変色していない領域(部分)、たとえば、紫外線レーザーが照射されていない領域(部分)を意味する。
以下、本発明の第一の印刷物についてさらに詳細に説明する。
印刷対象となる印刷媒体は、少なくともシート媒体を有し、該シート媒体は、酸化チタンを含有する印刷可能領域を有する紙またはフィルムから選択され、該シート媒体上の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有する。本発明において、印刷媒体は、酸化チタンを含有するシート媒体自体であってもよく、該シート媒体上に透明樹脂層が設けられていてもよい。すなわち、「印刷媒体」とは、シート媒体そのもの、またはシート媒体上に透明樹脂層が設けられた態様の双方を意味する。
シート媒体が紙である場合、印刷可能領域における酸化チタンの含有量は、十分な印字濃度を得る観点から、1.0質量%以上、好ましくは8.0質量%以上、より好ましくは15質量%以上、さらに好ましくは25質量%以上、よりさらに好ましくは35質量%以上であり、そして、印字濃度が頭打ちとなり、必要量以上の酸化チタンを含有させることによるコストアップを抑制する観点から、好ましくは50質量%以下、より好ましくは45質量%以下である。
また、シート媒体がフィルムである場合、印刷可能領域における酸化チタンの含有量は、十分な印字濃度を得る観点から、0.3質量%以上、好ましくは0.5質量%以上、好ましくは2.0質量%以上、より好ましくは4.0質量%以上であり、そして、印字濃度が頭打ちとなり、必要量以上の酸化チタンを含有させることによるコストアップを抑制する観点、フィルムの強度低下を抑制する観点から、好ましくは50質量%以下、より好ましくは45質量%以下、さらに好ましくは35質量%以下、よりさらに好ましくは25質量%以下、よりさらに好ましくは15質量%以下、よりさらに好ましくは10質量%以下、よりさらに好ましくは7.5質量%以下である。
なお、シート媒体の少なくとも印刷可能領域が酸化チタンを含有していればよく、印刷を行わない領域において、酸化チタンの含有量が上記下限未満である領域が存在していてもよい。製造の簡易性の観点から、シート媒体の全領域が酸化チタンを上記の下限値以上含有することが好ましい。
酸化チタンは、シート媒体に内添(内包)されており、シート媒体原料に酸化チタンを添加して、抄紙またはシート化することにより得られたものであることがより好ましい。
酸化チタンは、いずれも結晶構造でもよく、また、アモルファスであってもよく、ルチル型酸化チタン、アナターゼ型酸化チタン、ブルッカイト型酸化チタン、およびアモルファス酸化チタンから選択される少なくとも1つであることが好ましく、入手容易性および安定性の観点から、ルチル型酸化チタンおよびアナターゼ型酸化チタンから選択される少なくとも1つであることがより好ましく、ルチル型酸化チタンであることがさらに好ましい。
酸化チタンの結晶形は、公知の方法で決定することができ、具体的には、ラマンスペクトル、XRDパターンの解析などにより決定することができる。たとえば、ラマンスペクトルから同定する場合には、一般的には、ルチル型では、447±3cm-1、609cm-1にピークが確認され、アナターゼ型では、395±3cm-1、516±3cm-1、637±3cm-1にピークが確認される。
酸化チタンは、1種単独で使用してもよく、2種以上を併用してもよい。
酸化チタンが不定形または球状である場合、酸化チタンの粒子径は特に限定されないが、抄紙工程で紙に留めることが容易である観点、表面平滑性に優れるシートを得る観点から、好ましくは0.01μm以上、より好ましくは0.10μm以上、さらに好ましくは0.15μm以上であり、そして、好ましくは20.0μm以下、より好ましくは10.0μm以下、さらに好ましくは5.0μm以下である。
紙およびフィルムに内添された酸化チタンの粒子径は、マッフル炉でシート媒体または印刷物を燃焼して得た灰分の走査型電子顕微鏡(SEM、日立ハイテク株式会社製、S5200など)から得られるSEM画像から算出する。
走査型電子顕微鏡に供試する灰分のサンプルは、出力50Wの超音波ホモジナイザー(ヤマト科学株式会社製、LUH150など)で5分間かけてエタノールに分散させ0.01質量%スラリーを得た後、アルミ皿へ0.1mLをキャストし、60℃で乾燥させて作製することができる。隣り合う粒子と明瞭に見分けられるものを目視で選択し、1つの粒子の長径を粒子径とする。この際、1次粒子と凝集状態の2次粒子が混在していても明瞭に見分けられる場合はそれぞれを1つの粒子としてカウントし、無作為に選択した100個の粒子の平均径を粒子径とする。SEM画像観察時の倍率は酸化チタンの粒子径によって適宜選択すればよいが、20000倍程度が好ましい。また、酸化チタン以外の粒子を含む場合、SEMに付属するエネルギー分散型X線分析装置(株式会社堀場製作所製、EMAXなど)を用いてチタン元素の含まれる粒子を測定する。
なお、原料として使用する酸化チタン粒子の平均粒子径は、レーザー回折・散乱式粒度分布計(株式会社堀場製作所製、LA-300等)によって測定されるメディアン径として求めることができる。測定条件は、以下の条件が好ましい。なお、レーザー回折・散乱式粒度分布計から求められる平均粒子径は、走査型電子顕微鏡写真から算出する粒子径と±50%程度乖離する場合がある。
分散媒:イオン交換水、
測定粒子屈折率:2.75-0.01i、
溶剤屈折率:1.333、
内蔵超音波照射(30W):3分、
循環速度:3
紙およびフィルムに内添された酸化チタンの長径、短径は、シート媒体または印刷物をマッフル炉で燃焼して得た灰分を上記と同様に処理して、走査型電子顕微鏡(SEM、日立ハイテク株式会社製、S5200など)から得られるSEM画像から測定することができる。走査型電子顕微鏡に供試する粉体は、上記と同様の方法で得られる。
また、原料として使用する酸化チタンの長径および短径についても、走査型電子顕微鏡から得られるSEM画像から測定することができる。
シート媒体が紙である場合、該シート媒体を紙シート媒体ともいう。
紙シート媒体を構成する原料パルプとしては、たとえば、木材パルプ、非木材パルプ、および脱墨パルプが挙げられる。木材パルプとしては、特に限定されないが、たとえば、広葉樹晒クラフトパルプ(LBKP)、広葉樹未晒クラフトパルプ(LUKP)、針葉樹晒クラフトパルプ(NBKP)、針葉樹未晒クラフトパルプ(NUKP)、サルファイトパルプ(SP)、溶解パルプ(DP)、ソーダパルプ(AP)、酸素漂白クラフトパルプ(OKP)等の化学パルプ、セミケミカルパルプ(SCP)、ケミグラウンドウッドパルプ(CGP)等の半化学パルプ、砕木パルプ(GP)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)等の機械パルプ等が挙げられる。非木材パルプとしては、特に限定されないが、たとえば、コットンリンター、コットンリント等の綿系パルプ、麻、麦わら、竹、バガス等の非木材系パルプが挙げられる。脱墨パルプとしては、特に限定されないが、たとえば、古紙を原料とする脱墨パルプが挙げられる。原料パルプは、上記の1種を単独でも2種以上混合して用いてもよい。なお、原料パルプに、ポリアミド繊維、ポリエステル繊維等の有機合成繊維、ポリノジック繊維等の再生繊維、ガラス繊維、セラミック繊維、カーボン繊維等の無機繊維を混用してもよい。
原料パルプは、入手のしやすさという観点から、木材パルプおよび脱墨パルプが好ましい。また、原料パルプは、木材パルプの中でも、地合いの均一性の観点から、好ましくは化学パルプであり、より好ましくはクラフトパルプであり、さらに好ましくはユーカリ、アカシア等の広葉樹クラフトパルプ、およびマツ、スギ等の針葉樹クラフトパルプから選択される1種以上であり、よりさらに好ましくは広葉樹晒クラフトパルプ(LBKP)および針葉樹晒クラフトパルプ(NBKP)から選択される1種以上である。これらの中でも、LBKPの比率が多い方がより好ましく、たとえば、LBKPとNBKPの混合比率LBKP/NBKPは、75/25~100/0(質量%)とすることがさらに好ましい。
紙シート媒体を構成するパルプの長さ加重平均繊維長が3.0mm以下であると、パルプ同士が密に絡まり合うことで、紙シート媒体の空隙が減少し、紫外線レーザー照射の際に、酸化チタンの飛散を抑制することができ、発煙が抑制され、視認性に優れた印刷物が得られるので好ましい。また、長さ加重平均繊維長が0.5mm以上であると、紙シート媒体としての強度が向上すると共に、紫外線レーザー照射時に、繊維が紙シート媒体から脱落しにくく、紙粉の発生が抑制され、発煙量が抑制され、印字鮮明性に優れるので好ましい。
紙シート媒体を構成するパルプの長さ加重平均繊維長は、実施例に記載の方法により測定される。
紙シート媒体を構成するパルプの平均繊維幅が35.0μm以下であると、パルプ同士が密に絡まり合うことで、紙シート媒体の空隙が減少し、紫外線レーザー照射の際に、酸化チタンの飛散を抑制することができ、発煙が抑制され、視認性に優れた印刷物が得られるので好ましい。また、平均繊維幅が14.0μm以上であると、紙シート媒体としての強度が向上すると共に、紫外線レーザー照射時に、繊維が紙シート媒体から脱落しにくく、紙粉の発生が抑制され、発煙量が抑制され、印字鮮明性に優れるので好ましい。
紙シート媒体を構成するパルプの平均繊維幅は、実施例に記載の方法により測定することができる。
微細繊維の本数割合が6.2%以上であると、微細繊維が繊維間の空隙を埋める形でシートに配置されるため、紫外線レーザー照射時の酸化チタンの飛散が抑制され、その結果、紫外線レーザー照射時の発煙が抑制され、視認性が向上するので好ましい。また、微細繊維の本数割合が30%以下であると、微細繊維の増加により、紫外線レーザー照射時に微細繊維が飛散することによる発煙が抑制されるので好ましい。
紙シート媒体を構成する繊維のパルプ中、繊維長が0.2mm以下の微細繊維の本数割合は、紙シート媒体を実施例に記載の方法にて離解し、得られたパルプスラリーの繊維長を繊維長測定器(たとえば、バルメット社製、型式FS-5、UHDベースユニット付き)にて測定して、算出する。繊維長が0.2mm以下であり、かつ、繊維幅が75μm以下の繊維を微細繊維とし、測定したパルプの本数に対する、微細繊維の本数割合を算出する。
紙シート媒体には、必要に応じて、酸化チタン以外の填料を適宜添加してもよい。酸化チタン以外の填料としては、たとえば、カオリン、タルク、重質炭酸カルシウム、軽質炭酸カルシウム、亜硫酸カルシウム、石膏、焼成カオリン、ホワイトカーボン、非晶質シリカ、デラミネーテッドカオリン、珪藻土、炭酸マグネシウム、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム、水酸化亜鉛等を例示することができる。
サイズ剤としては、たとえば、ロジン系、アルキルケテンダイマー系、アルケニル無水コハク酸系、スチレン-アクリル系、高級脂肪酸系、石油樹脂系サイズ剤などが挙げられる。
紙シート媒体の坪量が20g/m2以上であると、紙シート媒体の不透明度が高く、視認性の高い印刷物が得られる。また、紙シート媒体の坪量の上限は、用途等により、要求される強度等に応じて適宜選択すればよい。
坪量はJIS P 8124:2011に規定される方法で測定する。
シート媒体がフィルムである場合、該シート媒体をフィルム媒体ともいう。
フィルム媒体を構成する樹脂としては、特に限定されず、酸化チタンを内包させてフィルム状に加工可能であればよく、公知の熱可塑性樹脂の中から、適宜選すればよいが、具体的には、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリブテン、ポリブタジエン、エチレン-酢酸ビニル共重合体、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリメチルペンテン等のポリオレフィン系樹脂;ポリカーボネート;ポリウレタン;ポリアミド;ポリアクリロニトリル;ポリ(メタ)アクリレート等が例示される。
これらの中でも、フィルム媒体を構成する樹脂は、汎用的に使用することができ、かつ、紫外線の透過率が高く、フィルム媒体の内部まで酸化チタンの変色を可能とする観点から、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体等のポリオレフィン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、ポリブチレンスクシネート等のポリエステルを含むことが好ましく、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンスクシネートよりなる群から選択される少なくとも1つを含むことがより好ましく、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンスクシネートよりなる群から選択される少なくとも1つであることがさらに好ましい。フィルム媒体を構成する樹脂は、ポリオレフィンであることがよりさらに好ましく、ポリエチレンおよびポリプロピレンよりなる群から選択される少なくとも1つであることがよりさらに好ましい。
これらの樹脂は、1種単独で使用してもよく、2種以上を併用してもよい。
フィルム媒体の印刷領域における酸化チタンの含有量が上記の範囲内となるように、上述した樹脂に酸化チタンを混合して、フィルムを作製すればよい。
フィルム媒体として、酸化チタンの含有量が本発明の範囲である合成紙を使用してもよい。
なお、フィルム媒体の厚みが上記範囲であると、フィルム媒体に紫外線レーザーを照射した場合に、フィルムの表面付近での樹脂の劣化が観察されるが、フィルム媒体の厚みが十分であるため、印刷物の強度の低下が抑制されるので好ましい。
本発明の第一の印刷物において、印刷領域とは、印刷可能領域において、変色された酸化チタンを含有する領域(部分)を意味し、紫外線レーザーにより印刷された領域(部分)であることが好ましい。非印刷領域とは、印刷可能領域において印刷されていない領域(部分)を意味する。
印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比(印刷領域のラマン強度/非印刷領域のラマン強度)が、0.70以下である。ラマン強度の比を上記範囲内とすることにより、視認性に優れる印刷物が得られる。
上記のラマン強度の比(印刷領域のラマン強度/非印刷領域のラマン強度)は、酸化チタンとしてルチル型の酸化チタンを使用した場合には、酸化チタンに由来するラマン強度として、447±3cm-1の波数範囲の最大値のラマン強度を対比する。また、酸化チタンとしてアナターゼ型の酸化チタンを使用する場合には、酸化チタンに由来するラマン強度として、516±3cm-1の波数範囲の最大値のラマン強度を対比する。
なお、ルチル型の酸化チタンとアナターゼ型の酸化チタンが共存する場合には、ルチル型の酸化チタンに由来するラマン強度で対比することとする。
非印刷領域は、マンセル表色系における明度が10番、すなわち、白色であることが好ましい。一方、印刷領域は、マンセル表色系における0番~8番のいずれかであることが好ましく、0~6番であることがより好ましく、0~4番であることがさらに好ましい。
上記のマンセル表色系における色を得るために、シート媒体における酸化チタンの含有量、シート媒体のその他の特性(紙シート媒体である場合の紙シート媒体を構成するパルプの長さ加重平均繊維長、平均繊維幅、紙シート媒体の米坪;フィルム媒体である場合の樹脂種、フィルム媒体の厚み等)、紫外線レーザーの照射条件(たとえば、平均出力、繰返し周波数、波長など)を適宜調整することが好ましい。
包装体としては、段ボールのライナー原紙(特に、最表面のライナー原紙)、外装箱、牛乳パック、紙カップ等の飲料用の液体容器(好ましくは飲料用の液体紙容器)、食品トレー、スキンパックが例示され、ラベルとしては、ラベル原紙、粘着ラベル、粘着シートが例示され、粘着テープとしては、粘着テープ、クラフトテープが例示される。
図5に示すように、包装体の一例としての液体容器10は、たとえば、表面に印刷領域20を有する。印刷領域20には紫外線レーザーを照射され、日付などの文字が印字されている。
本発明の印刷物は、シート媒体の印刷可能領域上に、さらに透明樹脂層を有することも好ましい。
すなわち、印刷可能領域が酸化チタンを所定量以上含有するシート媒体に、さらに予め透明樹脂層が設けられた印刷媒体を使用することが好ましい。
上述した構成とすることにより、印字濃度が高く、より鮮明な印刷画像が得られることを見出した。その詳細な理由は不明であるが、一部は以下のように推定される。
紫外線レーザーの照射により酸化チタンが加熱されると、周辺の水分が瞬間的に気化することで、変色した酸化チタンがシート媒体から脱離する現象が生じると考えられる。シート媒体上に予め透明樹脂層を設けておくことにより、上述した変色した酸化チタンの脱離が抑制され、印字濃度が高くなると考えられる。
シート媒体が水分を含有する場合に透明樹脂層を設ける効果が高い観点から、シート媒体が紙シート媒体である場合に、透明樹脂層を有することが特に好ましい。
全光線透過率は、JIS K 7361-1:1997に準拠して測定される。
また、透明樹脂層を塗工により設ける場合には、アクリル系樹脂、スチレン-マレイン酸樹脂、水溶性ポリウレタン樹脂、水溶性ポリエステル樹脂などが例示される。
アクリル系樹脂としては、(メタ)アクリル酸と、そのアルキルエステル、スチレン、(メタ)アクリル酸以外の不飽和カルボン酸、エチレン、プロピレン等のその他のモノマーとを共重合した樹脂が例示され、具体的には、エチレン-(メタ)アクリル酸共重合体、スチレン-アクリル酸-マレイン酸樹脂などが例示され、エチレン-(メタ)アクリル酸共重合体が好ましい。
局所的に透明樹脂層を設ける場合には、製造容易性の観点から、接着剤を介して貼付することが好ましい。また、広範囲に透明樹脂層を設ける場合には、ラミネート加工することが好ましい。
なお、接着剤層としては特に限定されず、公知の接着剤層から適宜選択して用いればよい。具体的には、特開2012-57112号公報の粘着剤層が例示される。
本発明の第一の印刷物の製造方法は、紙またはフィルムから選択されるシート媒体自身、またはシート媒体にさらに透明樹脂層を有する印刷媒体に紫外線レーザーを照射して、照射領域を変色させることにより印刷する工程を有し、前記シート媒体に酸化チタンが内添され、前記シート媒体中の酸化チタンの含有量が所定量以上である。
本発明の第一の印刷物の製造方法に使用されるシート媒体および印刷媒体としては、前記第一の印刷物におけるシート媒体および印刷媒体と同様のシート媒体および印刷媒体が例示され、好ましい範囲も同様である。また、本発明の第一の印刷物の製造方法において、少なくとも紫外線レーザー照射領域の酸化チタン含有量が所定量以上であればよく、非照射領域の酸化チタン含有量は特に限定されないが、酸化チタンがシート媒体に内添されていることから、非照射領域においても、酸化チタン含有量が上述した所定量以上であることが好ましい。
印刷領域および非印刷領域のラマン強度については、印刷物において上述した通りである。
紫外線レーザーの波長としては、印刷領域の視認性を向上させる観点から、好ましくは370nm以下、より好ましくは365nm以下、さらに好ましくは360nm以下であり、そして、好ましくは260nm以上、より好ましくは340nm以上、さらに好ましくは350nm以上である。
本発明の第一の印刷物の製造方法は、種々の態様で行うことができる。
以下に、本発明の第一の印刷物の製造方法が適用可能な種々な態様について例示するが、本発明の第一の印刷物の製造方法は、下記の態様に限定されるものではない。印刷する情報は特に限定されないが、可変情報であることが好ましい。
本発明の第一の印刷物の製造方法は、インラインで行われることが好ましい。
(1)包装体への直接印刷
本発明の第一の印刷物の製造方法の第一の実施態様は、酸化チタンを含有する包装体に情報を印刷する方法であって、梱包ライン上を移動中、または間欠停止中の包装体に直接紫外線レーザーにて印刷する工程を有する。
第一の実施態様の印刷物の製造方法は、酸化チタンを所定量以上含有するシート媒体を有する印刷媒体にて包装体を作製し、紫外線レーザーにて直接印刷する。なお、少なくとも包装体の最外層が、酸化チタンを所定量以上含有するシート媒体を有する印刷媒体にて作製されていればよい。
また、包装体としては、段ボール、箱等が例示され、該包装体の側面または上面に紫外線レーザーにて直接印刷することが好ましい。
本発明の第一の印刷物の製造方法の第二の実施態様は、酸化チタンを含有するラベルに情報を印刷する方法である。該ラベルの印刷面を構成する印刷媒体が、酸化チタンを所定量以上含有するシート媒体を有する。
印刷されたラベルは、ラベル貼り付け装置を用いて包装体にラベルを貼付することが好ましい。ラベル貼り付け装置としては、各種のラベル貼り付け装置が提案されている。
第1のラベル貼り付け装置としては、ロール状に巻いたラベル原紙に接着剤を付与した後に物品に貼付する。より具体的には、ロール状に巻いたラベル原紙を1枚ずつ所定の長さに切断する切断手段と、この切断手段によって切断されたラベル原紙を、接着剤が塗布されたラベル原紙保持体によって受取り、このラベル原紙の裏面に接着剤を付着させる糊付け搬送手段と、この糊付け搬送手段から接着剤が付与されたラベル原紙(ラベル)を受け取って容器等の物品に貼付ける貼着手段とを備えたロールラベラにおいて、上記切断手段と糊付け搬送手段との間に、外面にラベル保持面を有する回転搬送手段を設けたロールラベラが例示され、特開平6-64637号公報が例示される。
また、ロール状に巻いたラベル原紙を一枚ずつ所定の長さに切断する切断手段と、貼付ロールに受け渡す受渡ロールと、貼付ロールに保持されたラベル原紙に糊を付与する糊付けロールとを有するロールラベラや、前記受渡ロールを不要とした態様が例示される。
紫外線レーザーの照射は、ロール状に巻いたラベル原紙を所定の長さに切断する前、または切断後であって次のロール等への受け渡し前であることが好ましい。ロールラベラの態様に合わせて、ロール状に巻いたラベル原紙の表面または裏面が、包装体に貼付した際の表面または裏面となるため、これに合わせて紫外線レーザーの照射を行う。
剥離紙付きの粘着ラベルロールを使用する場合には、たとえば、粘着ラベルと剥離紙を分離する剥離紙分離手段と、剥離紙が分離された粘着ラベルを受け取る受渡ロールと、受渡ロールから粘着ラベルを吸引して、物品(包装体)に貼付する貼付ロールとを有する貼り付け装置が例示される。紫外線レーザーによる照射は、剥離紙を分離する前、または剥離紙分離後であって貼付ロールに担持される前に行うことが好ましい。
また、剥離紙付きの粘着ラベルロールをセットし、粘着ラベルと剥離紙とを分離する機構を有し、分離直後にラベルを貼付する機構を有し、セットされた粘着ラベルロールから剥離紙を分離するまでの間に紫外線レーザーにより印刷する装置が例示される。上記の粘着ラベルの貼付方法は、流し貼りとも呼ばれる。
さらに、剥離紙付きの粘着ラベルロールをセットし、粘着ラベルから剥離紙を分離する機構を有し、粘着ラベルを物品(包装体)に貼付する機構を有し、前記貼付する機構が、シリンジ方式、エアジェット方式、またはロボットアーム方式であるラベル貼り付け装置が例示される。紫外線レーザーによる照射は、セットされた剥離紙付きの粘着ラベルロールから、剥離紙を分離するまでの間で行われることが好ましい。
ライナレス粘着ラベルを使用したラベル貼り付け装置としては、ライナレスラベルロールをセットする機構と、ライナレスラベルを1枚ずつに切断する切断機構と、切断されたライナレスラベルを物品(包装体)に貼付する貼付機構を有し、前記貼付機構が、シリンダ方式またはロボットアーム方式である装置が例示される。紫外線レーザーの照射による印刷は、ライナレスラベルロールをセットする機構から切断機構までの間、または、切断されたライナレスラベルが貼付機構に送られる間であることが好ましい。
ラベルの貼付の方法としては、上述した第1の装置および第2の装置が参照される。
本発明の第一の印刷物の製造方法の第三の実施態様は、酸化チタンを所定量以上含有するシート媒体を有する印刷媒体を粘着テープとする態様である。
すなわち、第三の実施態様の印刷物の製造方法は、前記シート媒体を有する印刷媒体から作製された粘着テープを物品(包装体)に貼付する工程を有し、前記貼付する工程の前、または貼付する工程の後に、紫外線レーザーにより印刷する工程を有する。
また、段ボール封緘機に紫外線レーザーによる印字装置を組み込んだ印刷装置を使用してもよい。具体的には、粘着テープ巻取りをセットする機構と、段ボールを搬送用のコンベアを有し、段ボールのフラップを折り込む機構と、粘着テープを貼付して段ボールを封緘する機構を有し、粘着テープを貼付する間、または貼付した後に、粘着テープに紫外線レーザーにて印刷する機構を有する。
本発明の第一のレーザー印刷用印刷媒体は、紫外線レーザーにより印刷可能な印刷可能領域を有する紙またはフィルムから選択されるシート媒体からなり、前記シート媒体が紙であるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が1.0質量%以上であり、前記紙を構成するパルプの長さ加重平均繊維長が0.5mm以上3.0mm以下であり、前記紙を構成するパルプの平均繊維幅が14.0μm以上35.0μm以下であり、前記紙の坪量が20g/m2以上であり、前記シート媒体がフィルムであるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が0.3質量%以上であり、フィルムの厚みが15μm以上であり、フィルムを構成する樹脂が、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンサクシネートよりなる群から選択される少なくとも1つを含む。本発明の第一のレーザー印刷用印刷媒体に紫外線レーザーを照射することにより、印刷が可能である。
前記第一のレーザー印刷用印刷媒体の好ましい態様は、上述した第一の印刷物におけるシート媒体の好ましい態様と同様であり、また、前記第一のレーザー印刷用印刷媒体への印刷方法の好ましい態様は、上述した第一の印刷物の製造方法と同様である。
本発明の第二の印刷物(以下、単に「第二の印刷物」ともいう)は、酸化チタンを含有する印刷可能領域を有する記録媒体(以下、「印刷媒体」ともいう)上の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有し、前記記録媒体の印刷可能領域は、紙基材上に酸化チタンを含有する塗工層を有し、前記紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下であり、前記塗工層中の酸化チタンの含有量が0.6g/m2以上30g/m2以下であり、前記塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下であり、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下である。
本発明によれば、変色された酸化チタンを含有する印刷領域を有する印刷物を提供することができる。また、本発明の印刷物は、印刷(印字)の鮮明さに優れ、また、耐溶剤性にも優れる。なお、印字鮮明性(印字の鮮明性)に優れることを、視認性に優れるともいう。
上述した効果が得られる詳細な理由は不明であるが、一部は以下のように考えられる。本発明では、基材上に、印刷可能領域として酸化チタンの含有量が0.6g/m2以上30g/m2以下である塗工層を有する記録媒体を使用する。印刷領域が変色された酸化チタンを有し、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比を0.70以下とすることにより、視認性に優れた印刷物が得られると考えられる。前記酸化チタンの変色は、塗工層が含有する酸化チタンのイオン価数が4価から3価に変化し、酸素欠陥が生じることで白色から黒色へと変化したものであり、これにより、視認可能となっていると考えられる。さらに、前記イオン価数の変化は、ラマン強度の変化として検出可能であり、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比を特定の値以下とすることにより、視認性の高い印刷物が得られる。酸化チタンのイオン価数は、酸化チタンのバンドギャップに相当する光エネルギーを照射する際に変化するものと考えられる。酸化チタンのバンドギャップは結晶系によって異なるが、一般に3.0~3.2eV程度であり、これに相当する光の波長は420nm以下である。そのため、420nmを超える波長のレーザー光(たとえば532nm、1064nm、10600nm)を用いても本発明のような酸化チタンのイオン価数変化に起因する印刷を施すことは困難である。
また、塗工層が含有する酸化チタンにより発色しているため、耐溶剤性にも優れると考えられる。
なお、酸化チタンの変色は、紫外線レーザーの照射により行われることが好ましい。
紙基材を構成するパルプの長さ加重平均繊維長を特定の範囲とすることにより、塗工ムラが抑制され、印字鮮明性に優れた印刷物が得られると考えられる。
さらに、塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下であることにより、塗工層中の酸化チタンの濃度が適度な範囲に制御され、その結果、紫外線レーザーの照射によって、照射部の酸化チタンの飛散が抑制され、より視認性に優れた印刷物が得られると考えられる。
本実施形態において、印刷可能領域とは、塗工層が含有する酸化チタンの変色により、好ましくは紫外線レーザーの照射により、紫外線レーザーにより照射された部分の酸化チタンが白色から黒色に変色することで印刷が可能である領域(部分)を意味し、印刷領域とは、印刷可能領域の中で、実際に酸化チタンが変色している箇所、好ましくは紫外線レーザーの照射により酸化チタンが変色し、視認可能となっている箇所、すなわち、紫外線レーザーの被照射部分を意味する。また、非印刷領域とは、印刷可能領域の中で、酸化チタンが変色していない領域(部分)、たとえば、紫外線レーザーが照射されていない領域(部分)を意味する。
以下、本発明についてさらに詳細に説明する。
印刷対象となる記録媒体は、酸化チタンを含有する印刷可能領域を有し、該印刷可能領域の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有する。
前記記録媒体は、紙基材上に、酸化チタンを含有する塗工層を有する。なお、塗工層は少なくとも紙基材の片面に形成されていればよく、両面に形成されていてもよいが、記録媒体が片面のみに塗工層を有することが好ましい。また、記録媒体の全面に塗工層を有していてもよいが、印刷を行いたい、一部の領域(部分)のみに塗工層を有していてもよい。
印刷可能領域を構成する塗工層は、酸化チタンの含有量が0.6g/m2以上30g/m2以下である。
塗工層中の酸化チタンの含有量は、十分な印刷濃度を得る観点から0.6g/m2以上であり、好ましくは0.8g/m2以上、より好ましくは1.0g/m2以上、さらに好ましくは1.2g/m2以上であり、そして、印刷濃度が頭打ちとなり、必要量以上の酸化チタンを含有させることによるコストアップを抑制する観点、印字ムラおよび発煙量を抑制する観点から、30g/m2以下、好ましくは25g/m2以下、より好ましくは20g/m2以下、さらに好ましくは15g/m2以下、よりさらに好ましくは10g/m2以下である。
なお、記録媒体の少なくとも印刷可能領域が酸化チタンを上記の含有量で含有していればよく、印刷を行わない領域において、塗工層が設けられてない部分が存在してもよく、また、酸化チタンの含有量が0.6g/m2未満または30g/m2を超える塗工層が設けられている領域が存在していてもよい。製造の簡易性の観点から、シート媒体の全領域がシート基材上に酸化チタンの含有量が0.6g/m2以上30g/m2以下である塗工層が設けられていることが好ましい。
塗工層の厚みは、記録媒体の断面の電子顕微鏡(SEM)の観察像から測定される。
塗工層中の上記A/Bを上記範囲内とすることにより、酸化チタンの塗工層中での含有量を適度な範囲とし、紫外線照射時に酸化チタンの塗工層からの飛散を防止し、これにより、発煙を抑制し、さらに、印字鮮明さに優れた印刷物が得られるので好ましい。
全体としての酸化チタンの含有量は、0.6g/m2以上、好ましくは0.8g/m2以上、より好ましくは1.0g/m2以上であり、そして、印刷濃度が頭打ちとなる観点から、好ましくは35g/m2以下、より好ましくは30g/m2以下、さらに好ましくは25g/m2以下である。記録媒体全体としての酸化チタンの含有量は、基材が酸化チタンを含有する場合には、基材中の酸化チタンの含有量と、塗工層中の酸化チタンの含有量の合計量となる。
また、基材が酸化チタンを含有する場合、基材中の酸化チタンの含有量は、好ましくは1g/m2以上、より好ましくは2.5g/m2以上、さらに好ましくは5g/m2以上、よりさらに好ましくは10g/m2以上である。
(酸化チタン)
酸化チタンは、塗工層用の塗工液に含有されて、塗工されることが好ましく、該塗工液が水性塗工液であることがより好ましい。
塗工層が含有する酸化チタンとしては、上述した第一の印刷物で使用する酸化チタンと同様のものが例示され、好ましい結晶構造、形状についても同様である。
酸化チタンが不定形または球状である場合の酸化チタンの粒子径は、表面平滑性に優れるシート媒体を得る観点から、第一の印刷物で使用する酸化チタンと同様の範囲であることが好ましい。
また、塗工層中の酸化チタンの粒子径は、マッフル炉で記録媒体または印刷物を525℃の条件で燃焼して得た灰分の走査型電子顕微鏡(SEM、日立ハイテク株式会社製、S5200など)から得られるSEM画像から算出する。
走査型電子顕微鏡に供試する灰分のサンプルは、出力50Wの超音波ホモジナイザー(ヤマト科学株式会社製、LUH150など)で5分間かけてエタノールに分散させ0.01質量%スラリーを得た後、アルミ皿へ0.1mLをキャストし、60℃で乾燥させた後、SEMに供試する適当サイズへアルミ皿を切り出して作製した。隣り合う粒子と明瞭に見分けられるものを目視で選択し、1つの粒子の長径を粒子径とする。この際、1次粒子と凝集状態の2次粒子が混在していても明瞭に見分けられる場合はそれぞれを1つの粒子としてカウントし、無作為に選択した100個の粒子の平均径を粒子径とする。SEM画像観察時の倍率は酸化チタンの粒子径によって適宜選択すればよいが、20000倍程度が好ましい。また、酸化チタン以外の粒子を含む場合、SEMに付属するエネルギー分散型X線分析装置(株式会社堀場製作所製、EMAXなど)を用いてチタン元素の含まれる粒子を測定する。
基材が酸化チタンを含有する紙の場合には、酸化チタンや無機顔料を含まない透明粘着テープ(3M株式会社製、309SN)に塗工層を移して灰分サンプルを作製する。具体的には、ローラー質量2kgのテープ圧着ローラー(株式会社安田精機製作所製、No349など)を用いて塗工層の上層へ粘着テープを貼付する。その後、セルロース粘度測定用の銅エチレンジアミン溶液(メルク社製)に24時間浸漬させた後、塗工層を含む粘着テープをイオン交換水でよく洗浄する。得られた塗工層を含む粘着テープの水分を拭き取り、60℃の乾燥機で1時間乾燥させる。その後、525℃のマッフル炉で燃焼させて粒子径測定に用いる灰分を作製し、上記と同じ方法で粒子径を測定する。
なお、原料として使用する酸化チタン粒子の平均粒子径は、第一の印刷物における測定方法と同様の方法により測定される。
塗布層が含有する酸化チタンの長径、短径は、記録媒体または印刷物をマッフル炉で燃焼して得た灰分を上記と同様に処理して、走査型電子顕微鏡(SEM、日立ハイテク株式会社製、S5200など)から得られるSEM画像から測定することができる。走査型電子顕微鏡に供試する粉体は、上記と同様の方法で得られる。
また、原料として使用する酸化チタンの長径および短径についても、走査型電子顕微鏡から得られるSEM画像から測定することができる。
基材が酸化チタンを含有する紙の場合には酸化チタンや無機顔料を含まない透明粘着テープ(3M株式会社製、309SN)に塗工層を移して灰分サンプルを作製する。具体的には、ローラー質量2kgのテープ圧着ローラー(株式会社安田精機製作所製、No349など)を用いて塗工層の上層へ粘着テープを貼付する。その後、セルロース粘度測定用の銅エチレンジアミン溶液(メルク社製)に24時間浸漬させた後、塗工層を含む粘着テープをイオン交換水でよく洗浄する。得られた塗工層を含む粘着テープの水分を拭き取り、60℃の乾燥機で1時間乾燥させる。その後、525℃のマッフル炉で燃焼させて粒子径測定に用いる灰分を作製し、上記と同じ方法で長径と短径を測定する。
塗工層に使用される熱可塑性樹脂は、バインダーとして機能する。塗工層の熱可塑性樹脂としては特に限定されないが、水性塗工液として塗布することが好ましい観点から、水希釈性の熱可塑性樹脂であることが好ましい。
水希釈性の樹脂とは、水溶性、エマルション型、ディスパーション型の樹脂が例示される。
水希釈性の熱可塑性樹脂としては、天然樹脂、合成樹脂のいずれでもよく、たとえば、澱粉誘導体、カゼイン、シュラック、ポリビニルアルコールおよびその誘導体、アクリル系樹脂、マレイン酸系樹脂、ウレタン系樹脂、ポリエステル系樹脂、スチレン-ブタジエン系樹脂、塩化ビニル系樹脂、ポリオレフィン系樹脂が挙げられる。
より具体的には、アクリル系樹脂としては、(メタ)アクリル酸と、そのアルキルエステルまたはスチレン等とをモノマー成分として共重合したアクリル系樹脂、スチレン-マレイン酸樹脂、スチレン-アクリル酸-マレイン酸樹脂、水溶性ポリウレタン樹脂、水溶性ポリエステル樹脂などが例示される。
これらの中でも、塗工液の安定性、塗工層の耐溶剤性の観点から、澱粉誘導体、カゼイン、シュラック、ポリビニルアルコールおよびその誘導体、アクリル系樹脂、およびマレイン酸系樹脂から選択される少なくとも1つが好ましく、澱粉誘導体、ポリビニルアルコール、ポリビニルアルコール誘導体、アクリル系樹脂、およびマレイン酸系樹脂から選択される少なくとも1つがより好ましく、澱粉誘導体、ポリビニルアルコール、ポリビニルアルコール誘導体、およびアクリル系樹脂から選択される少なくとも1つがさらに好ましく、ポリビニルアルコール、ポリビニルアルコール誘導体、およびアクリル系樹脂から選択される少なくとも1つがよりさらに好ましい。
これらの樹脂は、1種単独で使用してもよく、2種以上を併用してもよい。
酸化チタン以外の体質顔料としては、水酸化アルミニウム、硫酸バリウム、炭酸カルシウム、無定形シリカが例示される。
水混和性溶剤としては、低級アルコール類、多価アルコール類、およびそれらのアルキルエーテルまたはアルキルエステル類が挙げられる。具体的には、メチルアルコール、エチルアルコール、ノルマルプロピルアルコール、イソプロピルアルコール等の低級アルコール類、エチレングリコール、プルピレングリコール、ジエチレングリコール、ジプロピレングリコール、グリセリン等の多価アルコール類、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、エチレングリコールモノアセテート、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル、プロピレングリコールモノアセテート、ジエチレングリコールモノメチルエーテル、ジプロピレングリコールモノメチルエーテル等が挙げられる。
塗工液は、上記各成分をホモミキサー、ラボミキサー等の高速撹拌機や、3本ロールミルやビーズミル等の分散機にて混合、分散することにより得られる。
第二の印刷物において、基材として紙基材を使用する。
紙基材を構成する原料パルプとしては、上述した第一の印刷物における紙シート媒体における原料パルプと同様のものが例示される。
原料パルプは、入手のしやすさという観点から、木材パルプおよび脱墨パルプが好ましい。また、原料パルプは、木材パルプの中でも、地合いの均一性の観点から、好ましくは化学パルプであり、より好ましくはクラフトパルプであり、さらに好ましくはユーカリ、アカシア等の広葉樹クラフトパルプ、およびマツ、スギ等の針葉樹クラフトパルプから選択される1種以上であり、よりさらに好ましくは広葉樹晒クラフトパルプ(LBKP)および針葉樹晒クラフトパルプ(NBKP)から選択される1種以上である。
紙基材を構成するパルプの長さ加重平均繊維長が3.5mm以下であると、パルプ同士が密に絡まり合うことで、紙基材の空隙が減少し、塗工層を設けた場合に塗工ムラが抑制され、視認性に優れた印刷物が得られるので好ましい。
また、紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上であると、紙基材としての強度が向上し、さらに、紙粉が低減されるため、印字箇所の脱落も抑制できるので好ましい。
紙基材を構成するパルプの長さ加重平均繊維長は、実施例に記載の方法により測定される。
紙基材を構成するパルプの平均繊維幅が35.0μm以下であると、パルプ同士が密に絡まり合うことで、紙基材の空隙が減少し、塗工層を設けた場合に塗工ムラが抑制され、視認性に優れた印刷物が得られるので好ましい。また、平均繊維幅が14.0μm以上であると、紙基材としての強度が向上するし、さらに、紙粉が低減されるため、印字箇所の脱落も抑制できるので好ましい。
紙基材を構成するパルプの平均繊維幅は、実施例に記載の方法により測定することができる。
微細繊維の本数割合が40%以下であると、紙基材としての強度が確保できるため好ましい。また、微細繊維の本数割合が4%以上であると、繊維間の隙間を、埋める形で微細繊維が配置され、紙基材の空隙が減少し、塗工層を設けた場合に塗工ムラが抑制されるので好ましい。
紙基材を構成するパルプ中の繊維長が0.2mm以下の微細繊維の本数割合は、紙基材を実施例に記載の方法にて離解し、得られたパルプスラリーの繊維長を繊維長測定装置(たとえば、バルメット社製、型式FS-5、UHDベースユニット付き)にて測定して算出する。繊維長が0.2mm以下であり、かつ、繊維幅が75μm以下の繊維を微細繊維とし、測定したパルプの本数に対する、微細繊維の本数割合を算出する。
填料としては、たとえば、カオリン、タルク、酸化チタン、重質炭酸カルシウム、軽質炭酸カルシウム、亜硫酸カルシウム、石膏、焼成カオリン、ホワイトカーボン、非晶質シリカ、デラミネーテッドカオリン、珪藻土、炭酸マグネシウム、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム、水酸化亜鉛等を例示することができる。
サイズ剤としては、たとえば、ロジン系、アルキルケテンダイマー系、アルケニル無水コハク酸系、スチレン-アクリル系、高級脂肪酸系、石油樹脂系サイズ剤などが挙げられる。
また、上記のようにして得られた紙基材に、カレンダーによる表面処理を施して厚みやプロファイルの均一化を図ってもよい。カレンダー処理としては公知のカレンダー処理機を適宜選択して使用することができる。
本発明の第二の印刷物において、印刷領域とは、印刷可能領域において、変色された酸化チタンを含有する領域(部分)を意味し、紫外線レーザーにより印刷された領域(部分)であることが好ましい。非印刷領域とは、印刷可能領域において印刷されていない領域(部分)を意味する。
印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比(印刷領域のラマン強度/非印刷領域のラマン強度)は、0.70以下である。ラマン強度の比を上記範囲内とすることにより、視認性に優れる印刷物が得られる。
上記のラマン強度の比(印刷領域のラマン強度/非印刷領域のラマン強度)は、酸化チタンとしてルチル型の酸化チタンを使用した場合には、酸化チタンに由来するラマン強度として、447±3cm-1の波数範囲の最大値のラマン強度を対比する。また、酸化チタンとしてアナターゼ型の酸化チタンを使用する場合には、酸化チタンに由来するラマン強度として、516±3cm-1の波数範囲の最大値のラマン強度を対比する。
なお、ルチル型の酸化チタンとアナターゼ型の酸化チタンが共存する場合には、ルチル型の酸化チタンに由来するラマン強度で対比することとする。
非印刷領域および印刷領域のマンセル表色系における明度の好ましい範囲は、第一の印刷物と同様である。
上記のマンセル表色系における色を得るために、塗工層における酸化チタンの含有量、塗工層の厚み、およびその比、紙基材の特性(紙基材を構成するパルプの長さ加重平均繊維長)、紫外線レーザーの照射条件(たとえば、平均出力、繰返し周波数、波長など)を適宜調整することが好ましい。
包装体としては、段ボールのライナー原紙(特に、最表面のライナー原紙)、外装箱、牛乳パック、紙カップ等の飲料用の液体容器(好ましくは飲料用の液体紙容器)、食品トレー、スキンパックが例示され、ラベルとしては、ラベル原紙、粘着ラベル、粘着シートが例示され、粘着テープとしては、粘着テープ、クラフトテープが例示される。
図5に示すように、包装体の一例としての液体容器10は、たとえば、表面に印刷領域20を有する。印刷領域20には紫外線レーザーを照射され、日付などの文字が印字されている。
本発明の第二の印刷物は、印刷媒体が、塗工層上に、さらに透明樹脂層を有することも好ましい。
すなわち、酸化チタンを所定量以上含有する塗工層の上に、さらに予め透明樹脂層が設けられた印刷媒体を使用することが好ましい。
上述した構成とすることにより、印字濃度が高く、より鮮明な印刷画像が得られることを見出した。その詳細な理由は不明であるが、一部は以下のように推定される。
紫外線レーザーの照射により酸化チタンが加熱されると、周辺の水分が瞬間的に気化することで、変色した酸化チタンが塗工層から脱離する現象が生じると考えられる。塗工層上に予め透明樹脂層を設けておくことにより、上述した変色した酸化チタンの脱離が抑制され、印字濃度が高くなると考えられる。さらに、上記水分の気化や、それに伴う酸化チタンや紙粉の脱離により発煙が生じるが、このような発煙量も抑制されると考えられる。
塗工層およびその下層である基材が水分を含有する場合に透明樹脂層を設ける効果が高い観点から、本実施態様のように、基材が紙基材である場合に、透明樹脂層を有することが特に好ましい。
また、透明樹脂層を構成する樹脂、積層方法、および厚みは、第一の印刷物における透明樹脂層と同様であり、好ましい範囲も同様である。
本発明の第二の印刷物の製造方法は、記録媒体に紫外線を照射して、照射領域を変色させることにより印刷する工程を有し、前記記録媒体の印刷可能領域は、紙基材上に酸化チタンを含有する塗工層を有し、前記紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下であり、前記塗工層中の酸化チタンの含有量が0.6g/m2以上30g/m2以下であり、前記塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下である。
本発明の第二の印刷物の製造方法に使用される記録媒体としては、前記第二の印刷物における記録媒体と同様の記録媒体が例示され、好ましい範囲も同様である。また、本発明の第二の印刷物の製造方法において、少なくとも紫外線レーザー照射領域における塗工層の酸化チタン含有量が0.6g/m2以上30g/mm2以下であればよく、非照射領域の酸化チタン含有量は特に限定されないが、酸化チタンが塗工層全体に含有されていることが好ましい。
印刷領域および非印刷領域のラマン強度については、第二の印刷物において上述した通りである。
紫外線レーザーの照射条件(紫外線レーザーの波長、平均出力、繰返周波数、スポット径、スキャンスピード、ラインピッチ)は、第一の印刷物の製造方法と同様であり、好ましい範囲も同様である。
本発明の第二の印刷物の製造方法は、種々の態様で行うことができる。
以下に、本発明の第二の印刷物の製造方法が適用可能な種々な態様について例示するが、本発明の第二の印刷物の製造方法は、下記の態様に限定されるものではない。印刷する情報は特に限定されないが、可変情報であることが好ましい。
本発明の第二の印刷物の製造方法は、インラインで行われることが好ましい。
(1)包装体への直接印刷
本発明の第二の印刷物の製造方法の第一の実施態様は、酸化チタンを含有する塗工層を有する包装体に情報を印刷する方法であって、梱包ライン上を移動中、または間欠停止中の包装体に直接紫外線レーザーにて印刷する工程を有する。
第一の印刷物の製造方法は、紙基材上に酸化チタンを含有する塗工層を有し、塗工層が酸化チタンを0.6g/m2以上30g/m2以下含有し、酸化チタンの含有量と塗工層の厚みとの比が0.01以上2.00以下であり、紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下である記録媒体にて包装体を作製し、紫外線レーザーにて直接印刷する。なお、少なくとも包装体の印刷される領域の最外層が、前記の記録媒体にて作製されていればよい。
また、包装体としては、段ボール、箱等が例示され、該包装体の側面または上面に紫外線レーザーにて直接印刷することが好ましい。
本態様においては、包装体が梱包ライン上を移動中に、コーティング機構により塗工層を付与する工程と、より下流にて、梱包ラインを移動中、または間欠停止中に包装体に紫外線レーザーにて直接印刷する工程を有する。
本発明の第二の印刷物の製造方法の第二の実施態様は、酸化チタンを含有する塗工層を有するラベルに情報を印刷する方法である。該ラベルの印刷面を構成する記録媒体の塗工層が、酸化チタンを0.6g/m2以上30g/m2以下含有する。また、該ラベルは紙基材上に塗工層を有し、紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下であり、塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下である。
印刷されたラベルは、ラベル貼り付け装置を用いて包装体に貼付することが好ましい。ラベル貼り付け装置としては、各種のラベル貼り付け装置が提案されている。なお、このとき、紫外線照射される面に塗工層を有する。
第1のラベル貼り付け装置としては、ロール状に巻いたラベル原紙に接着剤を付与した後に物品に貼付する。より具体的には、ロール状に巻いたラベル原紙を1枚ずつ所定の長さに切断する切断手段と、この切断手段によって切断されたラベル原紙を、接着剤が塗布されたラベル原紙保持体によって受取り、このラベル原紙の裏面に接着剤を付着させる糊付け搬送手段と、この糊付け搬送手段から接着剤が付与されたラベル原紙(ラベル)を受け取って容器等の物品に貼付ける貼着手段とを備えたロールラベラにおいて、上記切断手段と糊付け搬送手段との間に、外面にラベル保持面を有する回転搬送手段を設けたロールラベラが例示され、特開平6-64637号公報が例示される。
また、ロール状に巻いたラベル原紙を一枚ずつ所定の長さに切断する切断手段と、貼付ロールに受け渡す受渡ロールと、貼付ロールに保持されたラベル原紙に糊を付与する糊付けロールとを有するロールラベラや、前記受渡ロールを不要とした態様が例示される。
紫外線レーザーの照射は、ロール状に巻いたラベル原紙を所定の長さに切断する前、または切断後であって次のロール等への受け渡し前であることが好ましい。ロールラベラの態様に合わせて、ロール状に巻いたラベル原紙の表面または裏面が、包装体に貼付した際の表面または裏面となるため、これに合わせて紫外線レーザーの照射を行う。
剥離紙付きの粘着ラベルロールを使用する場合には、たとえば、粘着ラベルと剥離紙を分離する剥離紙分離手段と、剥離紙が分離された粘着ラベルを受け取る受渡ロールと、受渡ロールから粘着ラベルを吸引して、物品(包装体)に貼付する貼付ロールとを有する貼り付け装置が例示される。紫外線レーザーによる照射は、剥離紙を分離する前、または剥離紙分離後であって貼付ロールに担持される前に行うことが好ましい。
また、剥離紙付きの粘着ラベルロールをセットし、粘着ラベルと剥離紙とを分離する機構を有し、分離直後にラベルを貼付する機構を有し、セットされた粘着ラベルロールから剥離紙を分離するまでの間に紫外線レーザーにより印刷する装置が例示される。上記の粘着ラベルの貼付方法は、流し貼りとも呼ばれる。
さらに、剥離紙付きの粘着ラベルロールをセットし、粘着ラベルから剥離紙を分離する機構を有し、粘着ラベルを物品(包装体)に貼付する機構を有し、前記貼付する機構が、シリンジ方式、エアジェット方式、またはロボットアーム方式であるラベル貼り付け装置が例示される。紫外線レーザーによる照射は、セットされた剥離紙付きの粘着ラベルロールから、剥離紙を分離するまでの間で行われることが好ましい。
ライナレス粘着ラベルを使用したラベル貼り付け装置としては、ライナレスラベルロールをセットする機構と、ライナレスラベルを1枚ずつに切断する切断機構と、切断されたライナレスラベルを物品(包装体)に貼付する貼付機構を有し、前記貼付機構が、シリンダ方式またはロボットアーム方式である装置が例示される。紫外線レーザーの照射による印刷は、ライナレスラベルロールをセットする機構から切断機構までの間、または、切断されたライナレスラベルが貼付機構に送られる間であることが好ましい。
ラベルの貼付の方法としては、上述した第1の装置および第2の装置が参照される。
本発明の第二の印刷物の製造方法の第三の実施態様は、記録媒体を粘着テープとする態様である。この場合、粘着剤が付与されている面とは反対面に、塗工層を有する。
すなわち、第三の実施態様の印刷物の製造方法は、前記記録媒体から作製された粘着テープを物品(包装体)に貼付する工程を有し、前記貼付する工程の前、または貼付する工程の後に、紫外線レーザーにより印刷する工程を有する。
また、段ボール封緘機に紫外線レーザーによる印字装置を組み込んだ印刷装置を使用してもよい。具体的には、粘着テープ巻取りをセットする機構と、段ボールを搬送用のコンベアを有し、段ボールのフラップを折り込む機構と、粘着テープを貼付して段ボールを封緘する機構を有し、粘着テープを貼付する間、または貼付した後に、粘着テープに紫外線レーザーにて印刷する機構を有する。
本発明の第二のレーザー印刷用印刷媒体は、紫外線レーザーにより印刷可能な印刷可能領域を有し、前記印刷媒体の印刷可能領域は、基材上に酸化チタンを含有する塗工層を有し、前記紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下であり、前記塗工層中の酸化チタンの含有量が0.6g/m2以上30g/m2以下であり、前記塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下である。本発明の第二のレーザー印刷用印刷媒体に紫外線レーザーを照射することにより、印刷が可能である。
前記第二のレーザー印刷用印刷媒体の好ましい態様は、上述した第二の印刷物の記録媒体の好ましい態様と同様であり、また、前記第二のレーザー印刷用印刷媒体への印刷方法の好ましい態様は、上述した第二の印刷物の製造方法と同様である。
本発明の第三の印刷物(以下、単に「第三の印刷物」ともいう)は、酸化チタンを含有する印刷可能領域を有するシート媒体上の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有し、前記シート媒体の印刷可能領域は、紙基材上に酸化チタンを含有するラミネート層を有し、前記ラミネート層中の酸化チタンの含有量が0.1g/m2以上であり、前記ラミネート層中の酸化チタンの含有量が1質量%以上45質量%以下であり、前記ラミネート層の厚みが10μm以上200μm以下であり、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下である。
本発明によれば、変色された酸化チタンを含有する印刷領域を有する印刷物を提供することができる。また、本発明の印刷物は、印刷(印字)の鮮明さに優れ、また、耐溶剤性にも優れる。
上述した効果が得られる詳細な理由は不明であるが、一部は以下のように考えられる。本発明では、紙基材上に、印刷可能領域として酸化チタンの含有量が0.1g/m2以上であるラミネート層を有するシート媒体を使用する。印刷領域が変色された酸化チタンを含有し、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比を0.70以下とすることにより、視認性に優れた印刷物が得られると考えられる。前記酸化チタンの変色は、ラミネート層が含有する酸化チタンのイオン価数が4価から3価に変化し、酸素欠陥が生じることで、白色から黒色へと変化し、これにより、視認可能となっていると考えられる。さらに、前記イオン価数の変化は、ラマン強度の変化として検出可能であり、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比を特定の値以下にすることにより、視認性の高い印刷領域が得られる。酸化チタンのイオン価数は、酸化チタンのバンドギャップに相当する光エネルギーを照射する際に変化するものと考えられる。酸化チタンのバンドギャップは結晶系によって異なるが、一般に3.0~3.2eV程度であり、これに相当する光の波長は420nm以下である。そのため、420nmを超える波長のレーザー光(たとえば532nm、1064nm、10600nm)を用いても本発明のような酸化チタンのイオン価数変化に起因する印刷を施すことは困難である。
また、ラミネート層が含有する酸化チタンにより発色しているため、耐溶剤性にも優れると考えられる。
なお、酸化チタンの変色は、紫外線レーザーの照射により行われることが好ましい。このとき、紫外線レーザーの照射により、発煙が生じる場合がある。紫外線レーザーの照射により酸化チタンが加熱されると、周辺の水分が瞬間的に気化することで、変色した酸化チタンや、ラミネート層が有する樹脂が、シート媒体から脱離する現象が生じると考えられ、このような脱離に伴い、煙が発生すると考えられる。本実施形態のおいては、ラミネート層中の酸化チタンの含有量を特定の範囲とすることによって、上記発煙が抑制されたものと考えられる。
さらに、紙基材上にラミネート層を設けて、紫外線レーザーの照射により印刷物を作製した場合、得られた印刷物において、引張強度や破断伸びが低下するという問題があった。これは、紫外線レーザーの照射によりラミネート層の樹脂や、紙基材の劣化が生じるためと考えられる。ラミネート層の厚みを特定の範囲内とすることにより、印刷物の引張強度や破断伸びの低下を抑制できたものと考えられる。
本実施態様において、印刷可能領域とは、ラミネート層が含有する酸化チタンの変色、好ましくは紫外線レーザーの照射により、紫外線レーザーにより照射された部分の酸化チタンが白色から黒色に変色することで印刷が可能である領域(部分)を意味し、印刷領域とは、印刷可能領域の中で、実際に酸化チタンが変色している箇所、好ましくは紫外線レーザーの照射により変色している箇所、すなわち、紫外線レーザーの被照射部分を意味する。また、非印刷領域とは、印刷可能領域の中で、酸化チタンが変色していない領域(部分)、たとえば、紫外線レーザーが照射されていない領域(部分)を意味する。
以下、本発明についてさらに詳細に説明する。
第三の印刷物において、印刷対象となるシート媒体は、酸化チタンを含有する印刷可能領域を有し、該印刷可能領域の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有する。
前記シート媒体は、紙基材上に、酸化チタンを含有するラミネート層を有する。なお、ラミネート層は少なくとも紙基材の片面に形成されていればよく、両面に形成されていてもよいが、シート媒体が片面のみにラミネート層を有することが好ましい。
<ラミネート層>
印刷可能領域であるラミネート層は、酸化チタンの含有量が0.1g/m2以上であり、該ラミネート層中の酸化チタンの含有量が1質量%以上45質量%以下であり、前記ラミネート層の厚みが10μm以上200μm以下である。
ラミネート層中の酸化チタンの含有量は、十分な印刷濃度を得る観点から0.1g/m2以上であり、好ましくは0.2g/m2以上、より好ましくは0.3g/m2以上、さらに好ましくは0.5g/m2以上、さらに好ましくは1.0g/m2以上、よりさらに好ましくは1.2g/m2以上であり、そして、印刷濃度が頭打ちとなり、必要量以上の酸化チタンを含有させることによるコストアップを抑制する観点から、好ましくは200g/m2以下、より好ましくは120g/m2以下、さらに好ましくは50g/m2以下、よりさらに好ましくは30g/m2以下、よりさらに好ましくは20g/m2以下である。
なお、シート媒体の少なくとも印刷可能領域が酸化チタンを上記の含有量で含有していればよく、印刷を行わない領域において、ラミネート層が設けられてない部分が存在してもよく、また、酸化チタンの含有量が0.1g/m2未満であるラミネート層が設けられている領域が存在していてもよい。製造の簡易性の観点から、シート媒体の全領域に、紙基材上に酸化チタンの含有量が0.1g/m2以上であるラミネート層が設けられていることが好ましい。
ラミネート層の厚みは、シート媒体の断面の電子顕微鏡(SEM)の観察像から測定される。
(酸化チタン)
酸化チタンは、熱可塑性樹脂のフィルムに内包されていることが好ましく、ラミネート層は、ラミネート層原料に酸化チタンを添加して、フィルム化することにより得られたものであることがより好ましい。
ラミネート層が含有する酸化チタンとしては、上述した第一の印刷物で使用する酸化チタンと同様のものが例示され、好ましい結晶構造、形状についても同様である。
酸化チタンが不定形または球状である場合の酸化チタンの粒子径は、表面平滑性に優れるシート媒体を得る観点から、第一の印刷物で使用する酸化チタンと同様の範囲であることが好ましい。
ラミネート層が含有する酸化チタンの粒子径は、マッフル炉でラミネート層を燃焼して得た灰分の走査型電子顕微鏡(SEM、日立ハイテク株式会社製、SU3800など)から得られるSEM像から算出することもできる。
また、ラミネート層の酸化チタンの粒子径は、マッフル炉でシート媒体または印刷物を燃焼して得た灰分の走査型電子顕微鏡(SEM、日立ハイテク株式会社製、S5200など)から得られるSEM画像から算出する。
走査型電子顕微鏡に供試する灰分のサンプルは、出力50Wの超音波ホモジナイザー(ヤマト科学株式会社製、LUH150など)で5分間かけてエタノールに分散させ0.01質量%スラリーを得た後、アルミ皿へ0.1mLをキャストし、60℃で乾燥させて作製することができる。隣り合う粒子と明瞭に見分けられるものを目視で選択し、1つの粒子の長径を粒子径とする。この際、1次粒子と凝集状態の2次粒子が混在していても明瞭に見分けられる場合はそれぞれを1つの粒子としてカウントし、無作為に選択した100個の粒子の平均径を粒子径とする。SEM画像観察時の倍率は酸化チタンの粒子径によって適宜選択すればよいが、20000倍程度が好ましい。
なお、原料として使用する酸化チタン粒子の平均粒子径は、第一の印刷物における測定方法と同様の方法により測定される。
ラミネート層が含有する酸化チタンの長径、短径は、ラミネート層をマッフル炉で燃焼して得た灰分を上記と同様に処理して、走査型電子顕微鏡(SEM、日立ハイテク株式会社製、S5200など)から得られるSEM画像から測定することができる。走査型電子顕微鏡に供試する粉体は、上記と同様の方法で得られる。
また、原料として使用する酸化チタンの長径および短径についても、走査型電子顕微鏡から得られるSEM画像から測定することができる。
ラミネート層に使用される熱可塑性樹脂としては特に限定されず、酸化チタンを内包させることが可能であり、かつ、紙基材にラミネートできるものであれば特に限定されず、公知の熱可塑性樹脂の中から、適宜選択すればよい。
具体的には、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリブチレンスクシネート等のポリエステル系樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリブテン、ポリブタジエン、エチレン-酢酸ビニル共重合体、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリメチルペンテン等のポリオレフィン系樹脂;ポリカーボネート;ポリウレタン;ポリアミド;ポリアクリロニトリル;ポリ(メタ)アクリレート等が例示され、これらの中でも、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体等のポリオレフィン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリブチレンスクシネート等のポリエステルが好ましく、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリ乳酸、ポリブチレンスクシネートがより好ましく、ポリエチレン、ポリプロピレンがさらに好ましく、ポリエチレンがよりさらに好ましい。
これらの樹脂は、1種単独で使用してもよく、2種以上を併用してもよい。
ラミネート層の印刷領域における酸化チタンの含有量が上記の範囲内となるように、上述した樹脂に酸化チタンを混合して、フィルムを作製すればよい。
第三の印刷物において、シート媒体は、紙基材上に、上述したラミネート層を有する。
紙基材を構成する原料パルプとしては、上述した第一の印刷物における紙シート媒体における原料パルプと同様のものが例示される。
原料パルプは、入手のしやすさという観点から、木材パルプおよび脱墨パルプが好ましい。また、原料パルプは、木材パルプの中でも、地合いの均一性の観点から、好ましくは化学パルプであり、より好ましくはクラフトパルプであり、さらに好ましくはユーカリ、アカシア等の広葉樹クラフトパルプ、およびマツ、スギ等の針葉樹クラフトパルプから選択される1種以上であり、よりさらに好ましくは広葉樹晒クラフトパルプ(LBKP)および針葉樹晒クラフトパルプ(NBKP)から選択される1種以上である。
填料剤としては、たとえば、カオリン、タルク、酸化チタン、重質炭酸カルシウム、軽質炭酸カルシウム、亜硫酸カルシウム、石膏、焼成カオリン、ホワイトカーボン、非晶質シリカ、デラミネーテッドカオリン、珪藻土、炭酸マグネシウム、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム、水酸化亜鉛等を例示することができる。
サイズ剤としては、たとえば、ロジン系、アルキルケテンダイマー系、アルケニル無水コハク酸系、スチレン-アクリル系、高級脂肪酸系、石油樹脂系サイズ剤などが挙げられる。
ラミネート層の紙基材へのラミネートの方法は特に限定されず、公知の方法から適宜選択すればよい。具体的には、熱ラミネート法、ドライラミネート法、ウェットラミネート法、押出ラミネート法等により、紙基材とラミネート層とを積層することが例示される。また、ラミネート層と紙基材とを接着剤層を介して貼付してもよい。これらの中でも、ラミネート層と紙基材とを貼付する工程が不要であり、製造工程の観点から、押出ラミネート法が好ましい。
本発明の第三の印刷物において、印刷領域とは、印刷可能領域において、変色された酸化チタンを含有する領域(部分)を意味し、紫外線レーザーにより印刷された領域(部分)であることが好ましい。非印刷領域とは、印刷可能領域において印刷されていない領域(部分)を意味する。
印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比(印刷領域のラマン強度/非印刷領域のラマン強度)は、0.70以下である。ラマン強度の比を上記範囲内とすることにより、視認性に優れる印刷物が得られる。
上記のラマン強度の比(印刷領域のラマン強度/非印刷領域のラマン強度)は、酸化チタンとしてルチル型の酸化チタンを使用した場合には、酸化チタンに由来するラマン強度として、447±3cm-1の波数範囲の最大値のラマン強度を対比する。また、酸化チタンとしてアナターゼ型の酸化チタンを使用する場合には、酸化チタンに由来するラマン強度として、516±3cm-1の波数範囲の最大値のラマン強度を対比する。
なお、ルチル型の酸化チタンとアナターゼ型の酸化チタンが共存する場合には、ルチル型の酸化チタンに由来するラマン強度で対比することとする。
非印刷領域および印刷領域のマンセル表色系における明度の好ましい範囲は、第一の印刷物と同様である。
上記のマンセル表色系における色を得るために、ラミネート層における酸化チタンの含有量、ラミネート層の厚み、紫外線レーザーの照射条件(たとえば、平均出力、繰返し周波数、波長など)を適宜調整することが好ましい。
包装体としては、段ボールのライナー原紙(特に、最表面のライナー原紙)、外装箱、牛乳パック、紙カップ等の飲料用の液体容器(好ましくは飲料用の液体紙容器)、食品トレー、スキンパックが例示され、ラベルとしては、ラベル原紙、粘着ラベル、粘着シートが例示され、粘着テープとしては、粘着テープ、クラフトテープが例示される。
図5に示すように、包装体の一例としての液体容器10は、たとえば、表面に印刷領域20を有する。印刷領域20には紫外線レーザーを照射され、日付などの文字が印字されている。
本発明の第三の印刷物の製造方法は、シート媒体の印刷可能領域に紫外線レーザーを照射して、照射領域を変色させることにより印刷する工程を有し、前記シート媒体の印刷可能領域は、紙基材上に酸化チタンを含有するラミネート層を有し、前記ラミネート層中の酸化チタンの含有量が0.1g/m2以上であり、前記ラミネート層中の酸化チタンの含有量が1質量%以上45質量%以下であり、前記ラミネート層の厚みが10μm以上200μm以下である。
本発明の第三の印刷物の製造方法に使用されるシート媒体としては、前記第三の印刷物におけるシート媒体と同様のシート媒体が例示され、好ましい範囲も同様である。また、本発明の第三の印刷物の製造方法において、少なくとも紫外線レーザー照射領域におけるラミネート層の酸化チタン含有量が0.1g/m2以上であればよく、非照射領域の酸化チタン含有量は特に限定されないが、酸化チタンがラミネート層全体に内包されていることが好ましく、また、ラミネート層がシート基材の少なくとも片面全体に形成されていることが好ましいことから、非照射領域においても、ラミネート層における酸化チタン含有量が0.1g/m2以上であることが好ましい。
印刷領域および非印刷領域のラマン強度については、第三の印刷物において上述した通りである。
紫外線レーザーの照射条件(紫外線レーザーの波長、平均出力、繰返周波数、スポット径、スキャンスピード、ラインピッチ)は、第一の印刷物の製造方法と同様であり、好ましい範囲も同様である。
本発明の第三の印刷物の製造方法は、種々の態様で行うことができる。
以下に、本発明の第三の印刷物の製造方法が適用可能な種々な態様について例示するが、本発明の印刷物の製造方法は、下記の態様に限定されるものではない。印刷する情報は特に限定されないが、可変情報であることが好ましい。
本発明の印刷物の製造方法は、インラインで行われることが好ましい。
(1)包装体への直接印刷
本発明の第三の印刷物の製造方法の第一の実施態様は、酸化チタンを含有するラミネート層を有する包装体に情報を印刷する方法であって、梱包ライン上を移動中、または間欠停止中の包装体に直接紫外線レーザーにて印刷する工程を有する。
第一の実施態様の印刷物の製造方法は、ラミネート層が酸化チタンを0.1g/m2以上含有し、ラミネート層の酸化チタンの含有量が1質量%以上45質量%以下であり、ラミネート層の厚みが10μm以上200μm以下であるシート媒体にて包装体を作製し、紫外線レーザーにて直接印刷する。なお、少なくとも包装体の最外層が前記シート媒体にて作製されていればよい。
また、包装体としては、段ボール、箱等が例示され、該包装体の側面または上面に紫外線レーザーにて直接印刷することが好ましい。
本発明の第三の印刷物の製造方法の第二の実施形態は、酸化チタンを含有するラミネート層を有するラベルに情報を印刷する方法である。該ラベルの印刷面を構成するシート媒体のラミネート層が、酸化チタンを0.1g/m2以上含有すし、ラミネート層の酸化チタンの含有量が1質量%以上45質量%以下であり、ラミネート層の厚みが10μm以上200μm以下である。
印刷されたラベルは、ラベル貼り付け装置を用いて包装体にラベルを貼付することが好ましい。ラベル貼り付け装置としては、各種のラベル貼り付け装置が提案されている。なお、このとき、紫外線照射される面にラミネート層を有する。
第1のラベル貼り付け装置としては、ロール状に巻いたラベル原紙に接着剤を付与した後に物品に貼付する。より具体的には、ロール状に巻いたラベル原紙を1枚ずつ所定の長さに切断する切断手段と、この切断手段によって切断されたラベル原紙を、接着剤が塗布されたラベル原紙保持体によって受取り、このラベル原紙の裏面に接着剤を付着させる糊付け搬送手段と、この糊付け搬送手段から接着剤が付与されたラベル原紙(ラベル)を受け取って容器等の物品に貼付ける貼着手段とを備えたロールラベラにおいて、上記切断手段と糊付け搬送手段との間に、外面にラベル保持面を有する回転搬送手段を設けたロールラベラが例示され、特開平6-64637号公報が例示される。
また、ロール状に巻いたラベル原紙を一枚ずつ所定の長さに切断する切断手段と、貼付ロールに受け渡す受渡ロールと、貼付ロールに保持されたラベル原紙に糊を付与する糊付けロールとを有するロールラベラや、前記受渡ロールを不要とした態様が例示される。
紫外線レーザーの照射は、ロール状に巻いたラベル原紙を所定の長さに切断する前、または切断後であって次のロール等への受け渡し前であることが好ましい。ロールラベラの態様に合わせて、ロール状に巻いたラベル原紙の表面または裏面が、包装体に貼付した際の表面または裏面となるため、これに合わせて紫外線レーザーの照射を行う。
剥離紙付きの粘着ラベルロールを使用する場合には、たとえば、粘着ラベルと剥離紙を分離する剥離紙分離手段と、剥離紙が分離された粘着ラベルを受け取る受渡ロールと、受渡ロールから粘着ラベルを吸引して、物品(包装体)に貼付する貼付ロールとを有する貼り付け装置が例示される。紫外線レーザーによる照射は、剥離紙を分離する前、または剥離紙分離後であって貼付ロールに担持される前に行うことが好ましい。
また、剥離紙付きの粘着ラベルロールをセットし、粘着ラベルと剥離紙とを分離する機構を有し、分離直後にラベルを貼付する機構を有し、セットされた粘着ラベルロールから剥離紙を分離するまでの間に紫外線レーザーにより印刷する装置が例示される。上記の粘着ラベルの貼付方法は、流し貼りとも呼ばれる。
さらに、剥離紙付きの粘着ラベルロールをセットし、粘着ラベルから剥離紙を分離する機構を有し、粘着ラベルを物品(包装体)に貼付する機構を有し、前記貼付する機構が、シリンジ方式、エアジェット方式、またはロボットアーム方式であるラベル貼り付け装置が例示される。紫外線レーザーによる照射は、セットされた剥離紙付きの粘着ラベルロールから、剥離紙を分離するまでの間で行われることが好ましい。
ライナレス粘着ラベルを使用したラベル貼り付け装置としては、ライナレスラベルロールをセットする機構と、ライナレスラベルを1枚ずつに切断する切断機構と、切断されたライナレスラベルを物品(包装体)に貼付する貼付機構を有し、前記貼付機構が、シリンダ方式またはロボットアーム方式である装置が例示される。紫外線レーザーの照射による印刷は、ライナレスラベルロールをセットする機構から切断機構までの間、または、切断されたライナレスラベルが貼付機構に送られる間であることが好ましい。
ラベルの貼付の方法としては、上述した第1の装置および第2の装置が参照される。
本発明の第三の印刷物の製造方法の第三の実施態様は、シート媒体を粘着テープとする態様である。この場合、粘着剤が付与されている面とは反対面に、ラミネート層を有する。
すなわち、第三の実施態様の印刷物の製造方法は、前記シート媒体から作製された粘着テープを物品(包装体)に貼付する工程を有し、前記貼付する工程の前、または貼付する工程の後に、紫外線レーザーにより印刷する工程を有する。
また、段ボール封緘機に紫外線レーザーによる印字装置を組み込んだ印刷装置を使用してもよい。具体的には、粘着テープ巻取りをセットする機構と、段ボールを搬送用のコンベアを有し、段ボールのフラップを折り込む機構と、粘着テープを貼付して段ボールを封緘する機構を有し、粘着テープを貼付する間、または貼付した後に、粘着テープに紫外線レーザーにて印刷する機構を有する。
本発明の第三のレーザー印刷用印刷媒体は、紫外線レーザーにより印刷可能な印刷可能領域を有するシート媒体からなるレーザー印刷用印刷媒体であって、前記シート媒体の印刷可能領域は、紙基材上に酸化チタンを含有するラミネート層を有し、前記ラミネート層中の酸化チタンの含有量が0.1g/m2以上であり、前記ラミネート層中の酸化チタンの含有量が1質量%以上45質量%以下であり、前記ラミネート層の厚みが10μm以上200μm以下である。本発明の第三のレーザー印刷用印刷媒体に紫外線レーザーを照射することにより、印刷が可能である。
前記第三のレーザー印刷用印刷媒体の好ましい態様は、上述した第三の印刷物におけるシート媒体の好ましい態様と同様であり、また、前記レーザー印刷用印刷媒体への印刷方法の好ましい態様は、上述した第三の印刷物の製造方法と同様である。
[紙シート媒体の作製]
〔実施例1-1~実施例1-13、比較例1-1~1-2〕
広葉樹晒クラフトパルプ(LBKP、白色度86%)を、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-1に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-1に示す坪量および厚みの紙シート媒体を作製した。
作製した紙シート媒体を再度離解して測定した繊維長は0.67mm、繊維幅は16.5μm、微細繊維は6.9%であった。
なお、酸化チタンとして、ルチル型酸化チタンおよびアナターゼ型酸化チタンを使用し、使用した酸化チタンの種類を表1-1に示した。
実施例1-2と同様にして、紙シート媒体を作製した。
スチレン系ブロック共重合体(スチレン-水添イソプレン-スチレンのトリブロック共重合体)(株式会社クラレ製、セプトン2063)100質量部、スチレン系粘着付与剤(三井化学株式会社製、FTR8100)70質量部、パラフィン系オイル(出光興産株式会社製、ダイアナプロセスオイルPW-90)50質量部をトルエンに溶解し均一になるまで撹拌して、粘着剤のトルエン溶液を得た。その後、厚さ30μmの二軸延伸ポリプロピレンフィルム(フタムラ化学株式会社製、FOA)へナイフコーターにて乾燥後の膜厚が20μmになるように上記粘着剤を塗布した後、100℃、3分の条件にて溶剤のトルエンを乾燥させて得た粘着フィルムを上記紙製シートに貼り付けて印刷媒体を得た。
紙シート媒体を除去して、JIS K 7361-1:1997に準拠して透明樹脂層の全光線透過率を測定したところ、80%以上であった。
実施例1-2と同様にして、紙シート媒体を作製した。
単軸押出機(株式会社東洋精機製作所製、50C150)へポリエチレンペレット(日本ポリエチレン株式会社製、ノバテック(登録商標)LC522)を投入し、320℃で溶融させた。その後、コロナ処理した紙製シートの上へ樹脂の厚みが20μmになるよう溶融積層した後、速やかに20℃に調温した冷却ロールで挟持しながら急冷して、ラミネート層を有するシート媒体積層体を得た。
紙シート媒体を除去して、JIS K 7361-1:1997に準拠して透明樹脂層の全光線透過率を測定したところ、80%以上であった。
針葉樹未晒クラフトパルプ(NUKP、白色度21.4%)を、CSFが550mLとなるように叩解し、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部、黄色着色顔料(御国色素株式会社製、イエローRS-5)0.1質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-1に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-1に示す坪量および厚みの紙シート媒体を作製した。
なお、酸化チタンとして、ルチル型酸化チタンを使用し、使用した酸化チタンの種類を表1-1に示した。
比較例1-3では、印刷用紙(コクヨ株式会社製、KB39-7)へ、ハンディータイプのインクジェットプリンタ(山崎産業株式会社製、MOBILEJET MINI)を用いて印刷領域を付与した。また、インクジェットインクはとしては、山崎産業株式会社製、吸水素材用を使用した。
比較例1-4では、サーマルラベル(株式会社サトー製、レスプリ汎用サーマルラベル)へ、サーマルプリンタ(株式会社サトー製、レスプリT8)にて印字領域を付与した。
広葉樹晒クラフトパルプ(LBKP、白色度86.0%、ユーカリ材100%)を、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-2に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-2に示す坪量および厚みの紙シート媒体を作製した。
広葉樹晒クラフトパルプ(LBKP、白色度86.0%、ユーカリ材100%)を、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。
針葉樹クラフトパルプ(NBKP、白色度84.4%)を、CSFが700mLとなるように叩解し、3質量%の懸濁液を準備した。
その後、LBKP:NBKP=65:35の比率でパルプを混合し(混合後のパルプの白色度85.0%)、パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-2に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-2に示す坪量および厚みの紙シート媒体を作製した。
また、実施例2-12では、実施例1-15と同様にして、透明樹脂層を設けた。
針葉樹クラフトパルプ(NBKP、白色度84.4%)を、CSFが700mLとなるように叩解し、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-2に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-2に示す坪量および厚みの紙シート媒体を作製した。
また、実施例2-4、2-7、2-10では、実施例1-15と同様にして、透明樹脂層を設けた。
実施例2-1で使用した広葉樹晒クラフトパルプ(LBKP、白色度86.0%)を、一度パルプマシンで脱水し、シート状に抄き上げた後、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。なお、パルプマシンでの脱水は、パルプマシンのメッシュで行われるため、メッシュの目穴サイズを選定することで、微細繊維を減少させることができる。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-2に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-2に示す坪量および厚みの紙シート媒体を作製した。
実施例2-1で使用した広葉樹晒クラフトパルプ(LBKP、白色度86.0%、ユーカリ材100%)を、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。
粉末パルプは、LBKP(広葉樹晒クラフトパルプ)のドライシートを、カッターミル(株式会社ホーライ製、HA8 2542 30E、スクリーン0.24mm)で機械粉砕して作製した。
その後、LBKP:粉砕パルプ=70:30の比率でパルプを混合し、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-2に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-2に示す坪量および厚みの紙シート媒体を作製した。
実施例2-1で使用したものとは異なる広葉樹晒クラフトパルプ(LBKP、白色度85.0%、アカシア材100%)を、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-2に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-2に示す坪量および厚みの紙シート媒体を作製した。
実施例2-2で使用したものとは異なる針葉樹晒クラフトパルプ(NBKP、白色度85.0%、松材100%)を、CSFが700mLとなるように叩解し、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-2に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-2に示す坪量および厚みの紙シート媒体を作製した。
麻パルプ(白色度85.0%)を未叩解で使用し(CSF700mL)、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-2に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-2に示す坪量および厚みの紙シート媒体を作製した。
実施例2-1で使用したものとは異なる広葉樹晒クラフトパルプ(LBKP、白色度86.0%、ギョウリュウ材)を、CSFが300mLとなるように叩解し、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、酸化チタンを紙シート媒体における含有量が表1-2に記載の含有量(質量%)となるように添加した。さらに、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、表1-2に示す坪量および厚みの紙シート媒体を作製した。
実施例2-1で使用した紙シート媒体を使用し、赤外線レーザー(株式会社キーエンス製、MD-F3200)を使用して、10mm角のマーキングを実施した。照射条件は以下の通りである。
・波長:1090nm
・繰返周波数:60kHz
・スポット径=40μm
・スキャンスピード:2000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:200μm
・出力:3W
その結果、印字を行うことができなかった。
実施例2-1で使用した紙シート媒体を使用し、グリーンレーザー(株式会社社キーエンス製、MD-S9910A)を使用して、10mm角のマーキングを実施した。照射条件は以下の通りである。
・波長:532nm
・繰返周波数:60kHz
・スポット径=40μm
・スキャンスピード:2000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:200μm
・出力:3W
その結果、印字を行うことができなかった。
実施例2-1で使用した紙シート媒体を使用し、CO2レーザー(株式会社キーエンス製、ML-Z9610)を使用して、10mm角のマーキングを実施した。照射条件は以下の通りである。
・波長:10600nm
・スポット径=40μm
・スキャンスピード:2000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:200μm
・出力:3W
その結果、印字を行うことができなかった。
<マスターバッチの作製方法>
樹脂50部をニーダー混練機に入れ、120℃~140℃(PE、PP)、270℃(PET)で混連して溶融状態にした後、酸化チタン50部を入れて10分間混練した。その後、混合物を単軸押出機にて押出し、ホットカット装置にてペレット状のマスターバッチを作製した。
<フィルム成型方法>
得られたマスターバッチと樹脂とを、表2の酸化チタン含有量になるように押出機に仕込み、コートハンガータイプのTダイ(200mmφ)押出機を使用して、樹脂温度120℃~140℃(PE、PP)、280℃(PET)で溶融押出し、20℃に温調されたキャストロールにピニングワイヤーに7kVの印加電圧をかけて密着急冷し、未延伸シートを得た。得られた未延伸シートをロール縦延伸機にて延伸し、厚さ30~70μmの一軸延伸フィルムを得た。
特開平11-020316号公報の実施例6を参照して、シート媒体を作製した。具体的には、アクリルゴム(ユニマテック株式会社製、PA312)100質量部に対して、表2の酸化チタン含有量になるように酸化チタンを添加し、ステアリン酸1質量部、ワックス(サンノック)0.5質量部を添加し、ニーダーで10分間混練した後、10インチの二本ロールで練り増しし、一度ロールから取り出して冷却した後、再度ロールで熱入れを行い、そこに、ジメチルジチオカルバミン酸亜鉛3質量部を投入して、組成物を調製した。この組成物を110トンプレスで195℃、3分間のプレス加硫した後、165℃、6時間のオーブン加硫(二次加硫)を行ない、厚さ2mmの加硫シートを得た。
比較例3-5では、インクジェット用OHPフィルム(コクヨ株式会社製、IT-120PF 45-035)へ、ハンディータイプのインクジェットプリンタ(山崎産業株式会社製、MOBILEJET MINI)を用いて印刷領域を付与した。また、インクジェットインクとしては、山崎産業株式会社製、非吸水素材用を使用した。
比較例3-6では、ポリエステルフィルムサーマル(リンテック株式会社製、FD-5810-45)へ、サーマルプリンタ(サトー株式会社製、レスプリT8)にて印字領域を付与した。
実施例および比較例で使用した酸化チタンの詳細は、以下の通りである。
<ルチル型酸化チタン>
・不定形、平均粒子径=0.2μm(レーザー回折・散乱式粒度分布計による測定値)(石原産業株式会社製、R780)
・不定形、平均粒子径=4.3μm(レーザー回折・散乱式粒度分布計による測定値)(石原産業株式会社製、PER410)
・針状、長径=1.7μm、短径=0.1μm(石原産業株式会社製、FTL100)
・針状、長径=10μm、短径=0.5μm(石原産業株式会社製、FTL400)
<アナターゼ型酸化チタン>
・不定形、平均粒子径0.1μm(石原産業株式会社製、A100)
実施例および比較例で使用した樹脂の詳細は以下の通りである。
・ポリエチレン:ノバテック(登録商標)LC522(日本ポリエチレン株式会社製)
・ポリプロピレン:住友化学株式会社製、FS2011DG3
・ポリエチレンテレフタレート:ユニチカ株式会社製、SA-8339P
・アクリルゴム(ユニマテック株式会社社製、PA312)
得られた印刷媒体に、紫外線レーザー(COHERENT社製、AVIA266-3000)を用いて、図1に示すバーコードの印刷、および10mmの正方形をマーキングを行った。照射条件は、以下の通りである。
・波長:355nm
・繰返周波数:50kHz
・パルス幅:25ns
・スポット径:104μm
・スキャンスピード:4000mm/sec
・焦点距離:250mm
・ラインピッチ:150μm
また、出力は、表1および表2に示す値とした。
得られた印刷媒体に、紫外線レーザー(株式会社キーエンス製、MD-U1020C)を用いて、図1に示すバーコードの印刷、および10mmの正方形をマーキングした。
照射条件は、以下の通りである。
・波長:355nm
・繰返周波数:40kHz
・スポット径=40μm
・スキャンスピード:3000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:40μm
また、出力は、表1に示す値とした。
使用したパルプの特性は、以下のように測定した。
〔CSF〕
カナダ標準ろ水度(Canadian standard freeness;CSF)は、JIS P 8121-2:2012に準拠して測定した。
使用したパルプの白色度は、JIS P 8212:1998に準拠して測定した。
〔長さ加重平均繊維長、平均繊維幅、および微細繊維量の測定〕
シート媒体が紙シート媒体である場合、実施例および比較例で得られた印刷媒体を40cm角に切り出し、それをイオン交換水に浸し、濃度2%に調整した上で、24時間浸した。24時間浸した後、標準型離解機(熊谷理機工業株式会社製)を用いて、未離解繊維がなくなるまで処理して、パルプを繊維状に離解した。透明樹脂層を有する場合には、透明樹脂層を除いた離解後のスラリー(パルプ繊維の分散液)を分取し、繊維長測定機(型式FS-5 UHDベースユニット付、バルメット社製)を使用して、「長さ荷重平均繊維長(ISO)」、「微細繊維量」、「繊維幅」を測定した。
なお、「長さ荷重平均繊維長(ISO)」は0.2mm以上7.6mm以下の繊維を選択して計算した長さ加重平均繊維長である。
また、「微細繊維量」は、離解されたパルプ繊維中の、繊維幅75μm以下、かつ、長さ0.08mm以上0.20mm以下の微細繊維の本数割合である。
「繊維幅」は幅10μm以上75μm以下の繊維を選択して計算した、長さ荷重平均繊維幅である。
また、紙シート媒体が少量しか確保できない場合は、ピストン運動で紙シート媒体を処理する手動式離解機(ダッシャー、バルメット社製)を用いてパルプを繊維状に離解してもよい。未離解繊維がなくなるまでピストン運動を継続するが、完全に離解しきらない場合にはピストン運動10,000回を上限とし、その後得られたパルプスラリーを測定に供試した。
実施例および比較例で用いた紙シート媒体の坪量は、JIS P 8124:2011に準拠して測定した。また、実施例および比較例の紙シート媒体の厚みは、JIS P 8118:2014に準拠して測定した。
実施例および比較例のフィルム媒体の厚みは、JIS P 8118:2014に準拠して測定した。
実施例1、比較例1、実施例3、および比較例3に関し、ラマンスペクトルは以下の方法により測定した。
<測定条件>
ラマンスペクトルの測定条件は、以下の通りであるが、測定に使用するレーザーで印刷物にダメージが見られる場合や、蛍光が強い場合等は、適宜レーザー出力や照射時間等の以下の測定条件を変更することができる。ただし、印刷領域と非印刷領域のラマン強度は同じ条件下で測定した数値を採用する。
・装置:レニショウ製 inVia Raman microscope QUONTOR
・励起レーザー:532nm
・レーザーパワー:50mW(出力100%時)
・レーザー出力:5%
・測定モード:共焦点モード
・照射時間:2.0sec
・積算回数:10回
・レーザースポット径:2.5μm
・対物レンズ:20倍
以下の方法により測定を行った。
(1)標準試料(単結晶シリコン、レニショー製)を用いて、ラマンシフト位置のキャリブレーションを実施した(単結晶シリコンの520.5cm-1)。
(2)シート状のサンプルを試料台に設置した。シートが平面を保てるよう、必要に応じて押さえを設置した。
(3)装置にて図2に示すようにフォーカスを合わせて観察(模擬レーザーにてフォーカスが最も小さくなるよう設定)した。印刷領域を測定する際は、目視で確認できる最も黒い箇所が測定時に表示されるガイドの中心にくるよう測定した。非印刷部を測定する際は、印刷領域から300μm以上距離を空けて測定した。
(4)得られたラマンスペクトルは、装置付属の処理ソフト(レニショー製、Wire5.2)にてベースライン補正(インテリジェント補正)を実施した。前記処理ソフトの多項式11にてベースラインを補正した。
(5)ルチル型酸化チタンの場合447±3cm-1、アナターゼ型酸化チタンの場合516±3cm-1の波数範囲の最大値(最大強度)を読み取り、下記式によりラマン強度比を算出した。
ラマン強度比=印刷領域の最大強度÷非印刷領域の最大強度
(6)印刷領域(印字部)、非印刷領域(非印字部)について、それぞれ10箇所を測定し、平均値を測定結果とした。
実施例2および比較例2に関し、ラマンスペクトルは以下の方法により測定した。
<測定条件、測定方法>
ラマンスペクトルの測定条件および測定方法は、上述の通りであるが、測定に使用するレーザーで印刷物にダメージが見られる場合や、蛍光が強い場合等は、適宜レーザー出力や照射時間等の以下の測定条件を変更することができる。ただし、印刷領域と非印刷領域のラマン強度は同じ条件下で測定した数値を採用する。
測定値のバラつきを抑制する観点から、印刷領域のラマン強度のカウントが10,000以下の範囲で測定することが好ましい。従って、印刷領域のラマン強度のカウントが10,000以下の範囲となるように、適宜測定条件を変更して測定を行った。また、以下の測定条件にて10回測定し、平均値±2SD(標準偏差)を超えて外れた数値を除外し、再度平均してラマン強度の平均値とした。
得られた印刷物(図1のバーコード印刷の印刷物)の印字の鮮明さを以下の評価基準で評価した。
マンセル表(日本色研事業株式会社製 色彩の定規)から、印字に近い色彩を目視で選定し、以下の基準で鮮明さを評価した。
A:マンセル表(無彩色)中の明度が4以下
B:マンセル表(無彩色)中の明度が5~6
C:マンセル表(無彩色)中の明度が7~8
D:マンセル表(無彩色)中の明度が9以上
得られた印刷物(図1のバーコード印刷の印刷物)の耐溶剤性を以下の評価基準で評価した。
100%アセトン(関東化学製)に印刷物を浸漬させ、15分間静置。その後印字物を取り出し、ティッシュペーパーで溶剤を拭き取り、以下の評価基準にて耐溶剤性を目視評価した。
A:浸漬前後で印字のカスレ、脱落が見られない(変化がない)。
B:浸漬前後で印字のカスレ、脱落が見られる。
10mmの正方形角のマーキングにおいて、紫外線レーザーによる照射時に、発煙が認められるかを観察し、発煙量の評価を、以下の方法で行った。
<判定基準>
0:目視で発煙を確認できない
1:目視でうっすら発煙を確認できるが、発煙量は非常に少ない
2:目視で発煙を確認できるが、発煙量は少ない。
3:目視で発煙を楽に確認でき、発煙量が多い
引張強度の劣化具合を以下の方法で評価した。
得られた印刷媒体に、紫外線レーザー(株式会社キーエンス製、MD-U1020C)を用いて15cmの正方形をマーキングした。
照射条件は、以下の通りである。
・波長:355nm
・繰返周波数:40kHz
・スポット径=40μm
・スキャンスピード:3000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:40μm
出力は、表2に示す値とした。
その後、幅15mm、長さ150mmの短冊を切り出し、引張試験に供試し、JIS P 8113:2006に従って、引張強度を測定した。
延伸フィルムでシートに方向差がある場合は、同じ方向から試験片を取り出した。
レーザー印字前も同様に測定に供試し、強度のダウン率を以下のように算出した。
ダウン率=100-(印字後の引張強度 ÷ 印字前の引張強度×100)
<判定基準>
0:ダウン率が1%以下
1:ダウン率が1%を超え5%以下
2:ダウン率が5%を超え10%以下
3:ダウン率が10%を超え15%以下
4:ダウン率が15%を超え20%以下
<試験片の作製>
印刷媒体の印刷可能領域を適当なサイズに切り出し、サンプル(試験片)とし、切り出した面積と質量を記録した。
オートクレーブ装置(CEMジャパン製、MARS5)のテフロン(登録商標)製容器へ硝酸:フッ酸=50:5(体積%)の混合溶剤と試験片とを投入し、210℃、120分間でオートクレーブ処理し、試験片を溶解させた。試験片の質量は適宜変更してもよく、また試験片が溶け残る場合は硝酸、フッ酸の比率や処理温度、処理時間等を適宜変更してもよい。
試験片を溶解後、超純水を用いて正確に定容した。
(1)ICP装置および測定条件は以下の通りである。
ICP装置:ICP-OEC装置(株式会社リガク製、CIROS1-20)
測定条件:
・キャリアガス:アルゴンガス
・アルゴンガス流量0.9L/min
・プラズマガス流量14L/min
・プラズマ出力1400W
・ポンプ回転数:2
・測定波長Ti:334.941nm
(2)検量線の作成
汎用混合標準液(SPEX社製、XSTC-622B)を、以下の濃度になるように正確に測り取り、上記測定条件で測定に供試し、チタン原子の発光波長に相当する334.941nmの強度を測定した。
・検量線作成用濃度:0ppm、0.01ppm、0.05ppm、0.1ppm、0.5ppm、1.0ppm、3.0ppm、5.0ppm
(3)溶解液中の酸化チタン含有量測定
試験片が溶解した溶液を上記検量線内に収まるよう、超純水で希釈し、ICP測定に供試した。
(4)酸化チタン含有量算出方法
以下の式で酸化チタン含有量を算出した。なお、酸化チタンの分子量÷チタンの分子量≒1.669である。
酸化チタン含有量(g/m2)=ICP測定濃度(ppm)×希釈倍率×定容量(L)×1.669×1000÷面積(m2)
酸化チタン含有量(質量%)=ICP測定濃度(ppm)×希釈倍率×定容量(L)×1.669÷試験片質量(mg)×100
紙およびフィルムに内添された酸化チタンの粒子径は、マッフル炉でシート媒体または印刷物を燃焼して得た灰分の走査型電子顕微鏡(SEM、日立ハイテク株式会社製、S5200など)から得られるSEM画像から算出した。
具体的には、上記〔酸化チタンの含有量〕の測定と同様の条件で、灰分を得た。
走査型電子顕微鏡に供試する灰分のサンプルは、出力50Wの超音波ホモジナイザー(ヤマト科学株式会社製、LUH150など)で5分間かけてエタノールに分散させ0.01質量%スラリーを得た後、アルミ皿へ0.1mLをキャストし、60℃で乾燥させた後、SEMに供試する適当サイズへアルミ皿を切り出して作製した。隣り合う粒子と明瞭に見分けられるものを目視で選択し、1つの粒子の長径を粒子径とする。この際、1次粒子と凝集状態の2次粒子が混在していても明瞭に見分けられる場合はそれぞれを1つの粒子としてカウントし、無作為に選択した100個の粒子の平均径を粒子径とした。SEM画像観察時の倍率は酸化チタンの粒子径によって適宜選択し、20000倍程度とした。
なお、針状の場合には、長径を測定した100個の粒子について、短径の平均径を短径とした。
また、酸化チタン以外の粒子を含む場合、SEMに付属するエネルギー分散型X線分析装置(株式会社堀場製作所製、EMAXなど)を用いてチタン元素の含まれる粒子を測定した。
得られた紙シート媒体を有する印刷媒体について、白色度を測定した。
紙シート媒体の白色度は分光白色度測色計(スガ試験機株式会社製)を使用してJIS P 8148:2018に記載の方法で測定した。
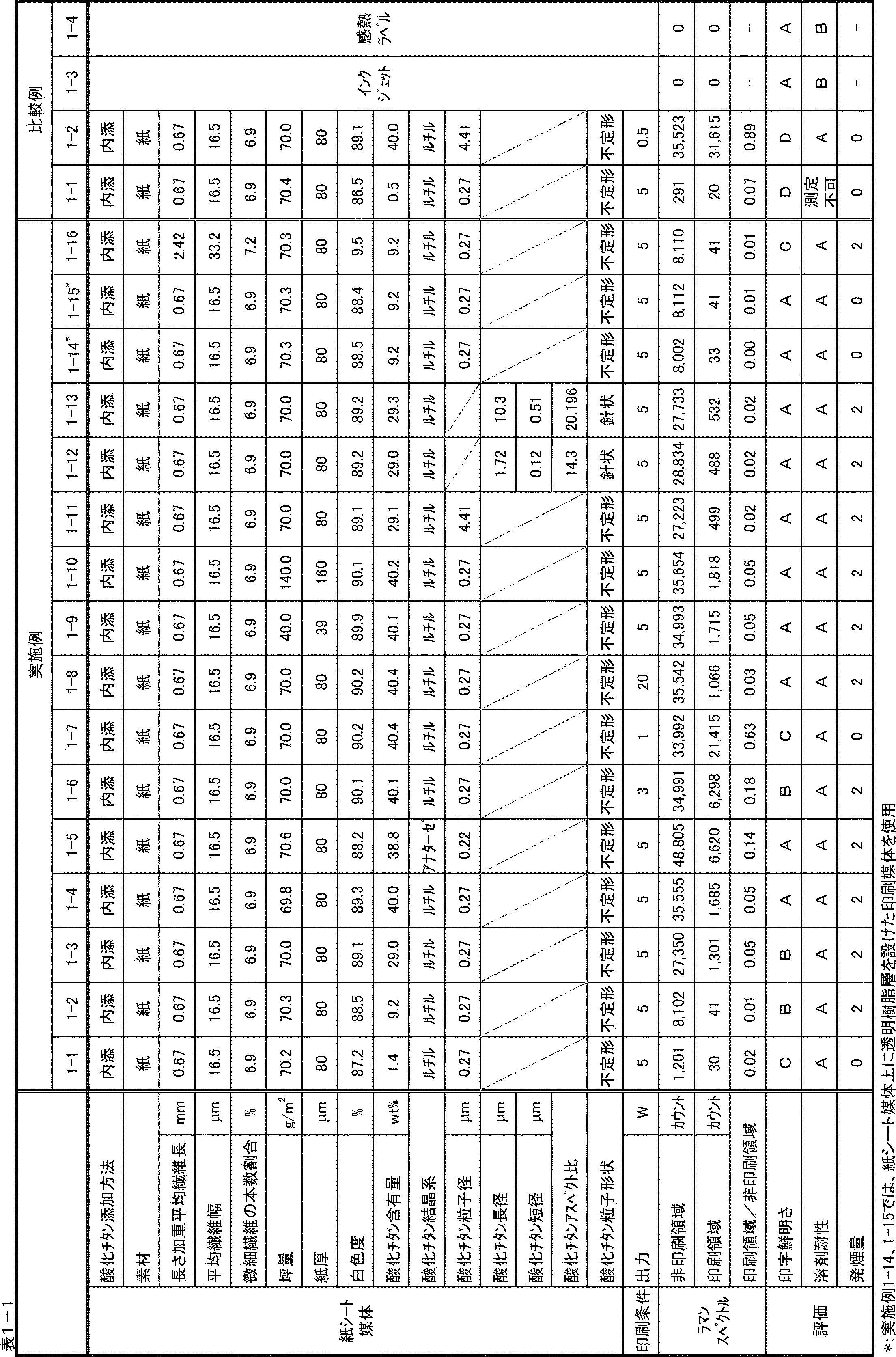
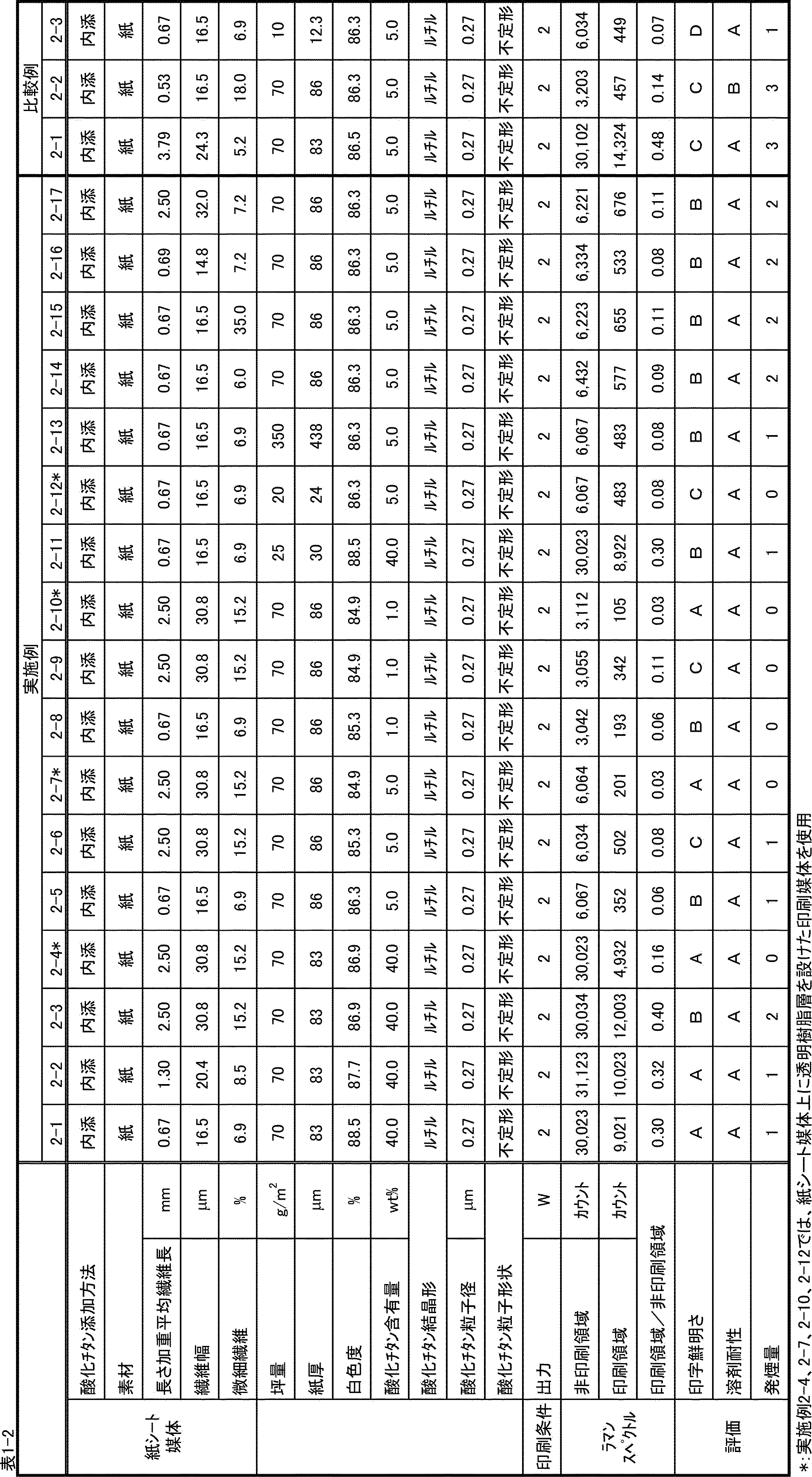


また、シート媒体が紙である場合には、紙を構成するパルプの長さ加重平均繊維長および平均繊維幅、前記紙の坪量を特定の範囲とすることにより、より印字鮮明さに優れる画像が得られ、かつ、紫外線レーザー照射時の発煙が抑制された。
シート媒体がフィルムである場合には、フィルムの厚みを特定の範囲とし、かつ、フィルムを特定の樹脂フィルムとすることにより、より印字鮮明さに優れる画像が得られ、かつ、紫外線レーザーの照射による強度の低下が抑制された。
一方、酸化チタンの含有量が特定量未満であるシート媒体を有する印刷媒体を使用した場合には、十分な印字鮮明さを得ることができなかった。
また、比較例1-3、1-4、3-5、3-6に示すように、従来のインクジェット法や感熱ラベルでは、十分な耐溶剤性が得られなかった。さらに、比較例2-4~2-6に示すように、赤外線レーザー、グリーンレーザーおよびCO2レーザーの照射では、印刷ができなかった。
以下の実施例で使用した材料等は、以下の通りである。
[基材]
<紙>
・紙A:ダンボール用ライナー原紙(王子マテリア株式会社製、OFK-EM170、坪量170g/m2、紙厚205μm、白色度15%)
・紙B:特開2019-099923号公報の実施例1の方法に従い、酸化チタンの含有量が3g/m2となるように酸化チタンの含有量を変更した。酸化チタンとして、不定形のルチル型酸化チタン(粒子径=0.2μm、石原産業株式会社製 R780)を使用した。得られた紙の特性は、坪量80g/m2、厚さ120μm、白色度84.9%であった。
・紙C:特開2019-099923号公報の実施例1の方法に従い、酸化チタンの含有量が30g/m2となるように酸化チタンの種類および含有量を変更した。酸化チタンとして、不定形のルチル型酸化チタン(粒子径=0.2μm、石原産業株式会社製 R780)を使用した。得られた紙の特性は、坪量100g/m2、厚さ120μm、白色度84.9%であった。
・紙D:ダンンボール用ライナー原紙(紙A)とダンボール用中芯原紙(王子マテリア株式会社製、OND-EM160、坪量160g/m2、紙厚210μm)を段高4.5mm、段山数34山/30cmの段繰りロールを有するコルゲーターにてAフルートの両面ダンボールシートを作製した。なおライナー原紙と中芯原紙とを貼合するダンボール用接着剤には、通常用いられるワンタンク方式の澱粉糊を使用した。
・紙2:広葉樹晒クラフトパルプ(LBKP、白色度86.0%)を、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。針葉樹晒クラフトパルプ(NBKP、白色度84.0%)を、CSFが700mLとなるように叩解し、3質量%懸濁液を作製した。
その後、LBKP:NBKP=65:35の比率でパルプを混合し、紙1と同様にして、紙基材を作製した。得られた紙2の特性は、坪量70g/m2、厚さ93μm、白色度85.6%であった。
・紙3:針葉樹クラフトパルプ(NBKP、白色度84.4%)を、CSFが700mLとなるように叩解し、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、紙基材を作製した。得られた紙3の特性は、坪量70g/m2、厚さ95μm、白色度84.3%であった。
・紙4:紙1で使用した広葉樹晒クラフトパルプ(LBKP、白色度86.0%)を、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。粉末パルプは、LBKP(広葉樹晒クラフトパルプ)のドライシートを、カッターミル(株式会社ホーライ製、HA8 2542 30E、スクリーン0.24mm)で機械粉砕して作製した。その後、LBKP:粉末パルプ=70:30(質量比)の比率でパルプを混合し、紙1と同様にして、紙基材を作製した。得られた紙4の特性は、坪量70g/m2、厚さ86μm、白色度86.1%であった。
・紙5:紙4と同様に調製したLBKPおよび粉末パルプを、LBKP:粉末パルプ=70:10(質量比)の比率でパルプを混合し、紙1と同様にして、紙基材を作製した。得られた紙5の特性は、坪量70g/m2、厚さ89μm、白色度85.3%であった。
・紙6:紙1で使用した広葉樹晒クラフトパルプ(LBKP)を使用し、一度パルプマシンで脱水し、シート状に抄き上げた後、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。紙1と同様にして、紙基材を作製した。なお、パルプマシンでの脱水は、パルプマシンのメッシュで行われるため、メッシュの目穴サイズを選定することで、微細繊維を減少させることができる。得られた紙6の特性は、坪量70g/m2、厚さ90μm、白色度85.5%であった。
・紙7:広葉樹未晒クラフトパルプ(LUKP)を、CSFが400mLとなるように叩解し、3質量%の懸濁液を調製した。紙1と同様にして、紙基材を作製した。得られた紙7の特性は、坪量70g/m2、厚さ90μm、白色度35%であった。
・紙8:麻パルプを未叩解で使用し(CSF700mL)、3質量%の懸濁液を準備した。紙1と同様にして、紙基材を作製した。得られた紙8の特性は、坪量70g/m2、厚さ95μm、白色度85.1%であった。
・紙9:紙1で使用した広葉樹晒クラフトパルプ(LBKP、白色度86.0%)を使用し、CSFが200mLとなるように叩解し、3質量%の懸濁液を準備した。紙1と同様にして、紙基材を作製した。得られた紙9の特性は、坪量70g/m2、厚さ85μm、白色度85.5%であった。
塗工液として、東洋インキ株式会社製のKW050 AQP67白DMを使用した。
前記塗工液は、酸化チタンとして不定形酸化チタン(ルチル型、平均粒子径=0.2μm(レーザー回折・散乱式粒度分布計による測定値))を含有し、熱可塑性樹脂としてアクリル系樹脂を含有する。塗工液中の酸化チタンの含有量は45質量%であり、アクリル系樹脂の含有量は15質量%である。
塗工液を、印刷試験機(RK Print Coat Instruments Ltd.製、Kロックスプルーファー)を使用して、表3に示す基材上に対して、酸化チタンの含有量が表3に示した値となるように塗工した。
〔塗工液の調製〕
<バインダー溶液>
ポリビニルアルコール(株式会社クラレ製、エクセバール(登録商標)RS-2817SB)10質量部をイオン交換水90質量部に投入し、90℃に加熱して溶解させて作製した10質量%ポリビニルアルコール水溶液をバインダー溶液1とした。
<酸化チタン>
酸化チタンとして、不定形のルチル型酸化チタン(粒子径=0.2μm(レーザー回折・散乱式粒度分布計による測定値)、石原産業株式会社製 R780)を使用した。
<塗工液の調製>
酸化チタン10部を上記バインダー溶液1 90部へ投入し、ホモミキサーを使い、1000rpm、5分の条件で撹拌して塗工液を作製した。
<塗工層の形成>
基材として紙Aを使用し、酸化チタンの塗工量が表3に記載の値となるように、塗工した以外は実施例4-1と同様にして印刷媒体を作製した。
<酸化チタン>
酸化チタンとして、不定形のルチル型酸化チタン(粒子径=0.2μm(レーザー回折・散乱式粒度分布計による測定値)、石原産業株式会社製 R780)を使用した。
<塗工液の調製>
上記酸化チタン20部を上記バインダー溶液1 80部へ投入し、ホモミキサーを使い、1000rpm、5分の条件で撹拌して、塗工液を作製した。
<塗工層の形成>
基材として表3に記載の紙基材を使用し、酸化チタンの塗工量が表3に記載の値となるように塗工した以外は、実施例4-1と同様にして印刷媒体を作製した。
<酸化チタン>
酸化チタンとして、不定形のアナターゼ型酸化チタン(平均粒子径=0.2μm(レーザー回折・散乱式粒度分布計による測定値)、石原産業株式会社製 A100)を使用した。
<塗工液の調製>
上記酸化チタン20部を上記バインダー溶液1 80部へ投入し、ホモミキサーを使い、1000rpm、5分の条件で撹拌して、塗工液を作製した。
<塗工層の形成>
基材として表3に記載の紙基材を使用し、酸化チタンの塗工量が表3に記載の値となるように塗工した以外は、実施例4-1と同様にして印刷媒体を作製した。
<酸化チタン>
酸化チタンとして、下記の酸化チタンを使用した。
・石原産業株式会社製、PER410:平均粒子径4.3μm(レーザー回折・散乱式粒度分布計による測定値)、不定形(実施例4-9)
・石原産業株式会社製、FTL100:平均長径=1.7μm、平均短径=0.1μm、針状(実施例4-10)
・石原産業株式会社製、FTL400:平均長径=10.0μm、平均短径=0.5μm、針状(実施例4-11)
<塗工液の調製>
酸化チタン20部を上記バインダー溶液1 80部へ投入し、ホモミキサーを使い、1000rpm、5分の条件で撹拌して塗工液を作製した。
<塗工層の形成>
基材として表3に記載の紙基材を使用し、酸化チタンの塗工量が表3に記載の値となるように塗工した以外は、実施例4-1と同様にして印刷媒体を作製した。
<酸化チタン>
酸化チタンとして、不定形のルチル型酸化チタン(粒子径=0.2μm(レーザー回折・散乱式粒度分布計による測定値)、石原産業株式会社製、R780)を使用した。
<塗工液の調製>
上記酸化チタン20部を上記バインダー溶液1 80部へ投入し、ホモミキサーを使い、1000rpm、5分の条件で撹拌して、塗工液を作製した。
<塗工層の形成>
基材として表3に記載の紙基材を使用し、酸化チタンの塗工量が表3に記載の値となるように塗工した以外は、実施例4-1と同様にして印刷媒体を作製した。
<透明樹脂層の作製>
スチレン系ブロック共重合体(スチレン-水添イソプレン-スチレンのトリブロック共重合体)(株式会社クラレ製、セプトン2063)100質量部、スチレン系粘着付与剤(三井化学株式会社製、FTR8100)70質量部、パラフィン系オイル(出光興産株式会社製、ダイアナプロセスオイルPW-90)50質量部をトルエンに溶解し均一になるまで撹拌して得た粘着剤のトルエン溶液得た。その後、厚さ30μmの二軸延伸ポリプロピレンフィルム(フタムラ化学株式会社製、FOA)へナイフコーターにて乾燥後の膜厚が30μmになるよう塗布した後、100℃、3分の条件にて溶剤のトルエンを乾燥させて得た粘着フィルムを紙製シートに貼り付けて紙シート媒体を得た。
紙製シートを除去して、JIS K 7361-1:1997に準拠して透明樹脂層の全光線透過率を測定したところ、80%以上であった。
<酸化チタン>
酸化チタンとして、不定形のルチル型酸化チタン(粒子径=0.2μm(レーザー回折・散乱式粒度分布計による測定値)、石原産業株式会社製 R780)を使用した。
<塗工液の調製>
上記酸化チタン20部を上記バインダー溶液1 80部へ投入し、ホモミキサーを使い、1000rpm、5分の条件で撹拌して、塗工液を作製した。
<塗工層の形成>
基材として表3に記載のフィルムを使用し、酸化チタンの塗工量が表3に記載の値となるように塗工した以外は、実施例4-1と同様にして印刷媒体を作製した。
<塗工層の形成>
二軸押出機(日立造船株式会社製、HMT100)へポリエチレンペレット(日本ポリエチレン株式会社製、ノバテック(登録商標)LC522)を投入し、320℃で溶融させた。その後、コロナ処理した紙製シートの上へ樹脂の厚みが20μmになるよう溶融積層した後、速やかに20℃に調温した冷却ロールで挟持しながら急冷して、ラミネート層を有するシート媒体積層体を得た。
紙製シートを除去して、JIS K 7361-1:1997に準拠して透明樹脂層の全光線透過率を測定したところ、80%以上であった。
印刷用紙(コクヨ株式会社製、KB39-7)へ、ハンディータイプのインクジェットプリンタ(山崎産業株式会社製、MOBILEJET MINI)を用いて印刷領域を付与した。インクジェットインクとしては、山崎産業株式会社製、吸水素材用を使用した。
サーマルラベル(株式会社サトー製、レスプリ汎用サーマルラベル)へ、サーマルプリンタ(株式会社サトー製、レスプリT8)にて印字領域を付与した。
(塗工液の製造)
酸化チタンとしては、石原産業株式会社製R780(粒子径0.2μm)を使用した。
また、熱可塑性樹脂としては、エチレン-アクリル系バインダー(マイケルマンジャパン合同会社製、MP498345N、固形分濃度50%)を使用した。
<塗工液1の製造>
上記酸化チタン100質量部および上記エチレン-アクリル系バインダー(固形分濃度50%)200質量部を混合し、塗工液の粘度がザーンカップNo.3による測定で20秒となるように水で希釈し、塗工液1を調製した。
<塗工液2の製造>
上記酸化チタン100質量部および上記エチレン-アクリル系バインダー(固形分濃度50%)2300質量部を混合し、塗工液の粘度がザーンカップNo.3による測定で20秒となるように水で希釈し、塗工液2を調製した。
<塗工液3の製造>
上記酸化チタン100質量部および上記エチレン-アクリル系バインダー(固形分濃度50%)467質量部を混合し、塗工液の粘度がザーンカップNo.3による測定で20秒となるように水で希釈し、塗工液3を調製した。
<塗工液4の製造>
上記酸化チタン100質量部および上記エチレン-アクリル系バインダー(固形分濃度50%)300質量部を混合し、塗工液の粘度がザーンカップNo.3による測定で20秒となるように水で希釈し、塗工液4を調製した。
<塗工液5の製造>
上記酸化チタン100質量部および上記エチレン-アクリル系バインダー(固形分濃度50%)133質量部を混合し、塗工液の粘度がザーンカップNo.3による測定で20秒となるように水で希釈し、塗工液5を調製した。
<塗工液6の製造>
上記酸化チタン100質量部および上記エチレン-アクリル系バインダー(固形分濃度50%)50質量部を混合し、塗工液の粘度がザーンカップNo.3による測定で20秒となるように水で希釈し、塗工液6を調製した。
紙基材として、表3に記載の紙基材を使用し、表3に記載の塗工量となるように、表3に記載の塗工液を使用して、塗工層を作製した。
単軸押出機(株式会社東洋精機製作所製、50C150)へポリエチレンペレット(日本ポリエチレン株式会社製、ノバテック(登録商標)LC522)を投入し、320℃で溶融させた。その後、コロナ処理した塗工層上へ樹脂の厚みが20μmになるよう溶融積層した後、速やかに20℃に調温した冷却ロールで挟持しながら急冷して、ラミネート層を有する記録媒体を得た。
紙基材を除去して、JIS K 7361-1:1997に準拠して透明樹脂層の全光線透過率を測定したところ、80%以上であった。
紙製シートの塗工層上へ、樹脂の厚みが10μmになるよう、エチレン-アクリル系バインダー(エチレン-アクリル酸共重合体アイオノマー、マイケルマン社製、MP498345N.S、固形分50質量%)を、グラビアコーターを用いて塗工した。
比較例5-6では、紙基材の上に、酸化チタンを含有するラミネート層を形成して、記録媒体を作製した。
以下の材料を使用した。
ポリエチレン(PE):ノバテック(登録商標)LC522(日本ポリエチレン株式会社製)
酸化チタン:粒子径=0.2μm、石原産業株式会社製、R780
紙基材とラミネート層との積層方法は、以下の通りである。
<マスターバッチの作製方法>
特開2015-96568号公報に習い、以下の手順で作製した。
樹脂60部と酸化チタン40部をタンブラーミキサー(株式会社エイシン製、TM-65S)にて45rpm、1時間の条件で混合した後、二軸押出機(株式会社日本製鋼所製、TEX30XCT、L/D=42)にてスクリュー回転数250rpm、シリンダー温度280℃の条件で溶融混練し、ストランド状に押出し、これを水槽にて冷却後、ペレタイザーを用いて平均軸径2.0mm、平均軸長3.0mmの柱状にペレット化してマスターバッチを得た。
<積層方法>
上記マスターバッチと樹脂を、酸化チタンが0.3質量%になるよう単軸押出機(株式会社東洋精機製作所製、50C150)へ投入し、コロナ処理した紙1の上に樹脂の厚みが表記載の通りになるように、320℃で溶融し、積層した後、速やかに20℃に調温した冷却ロールで挟持しながら急冷して、ラミネート層を有する記録媒体を得た。
実施例5-2で使用した記録媒体を使用し、赤外線レーザー(株式会社キーエンス製、MD-F3200)を使用して、10mm角のマーキングを実施した。照射条件は以下の通りである。
・波長:1090nm
・繰返周波数:60kHz
・スポット径=40μm
・スキャンスピード:2000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:200μm
・出力:3W
その結果、印字を行うことができなかった。
実施例5-2で使用した紙シート媒体を使用し、グリーンレーザー(株式会社社キーエンス製、MD-S9910A)を使用して、10mm角のマーキングを実施した。照射条件は以下の通りである。
・波長:532nm
・繰返周波数:60kHz
・スポット径=40μm
・スキャンスピード:2000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:200μm
・出力:3W
その結果、印字を行うことができなかった。
実施例5-2で使用した紙シート媒体を使用し、CO2レーザー(株式会社キーエンス製、ML-Z9610)を使用して、10mm角のマーキングを実施した。照射条件は以下の通りである。
・波長:10600nm
・スポット径=40μm
・スキャンスピード:2000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:200μm
・出力:3W
その結果、印字を行うことができなかった。
実施例4および比較例4-1、4-2に関し、得られたシート媒体に、紫外線レーザー(COHERENT社製、AVIA266-3000)を用いて図1に示すバーコードの印刷、および10mm正方形角のマーキングを行った。照射条件は、以下の通りである。
・波長:355nm
・繰返周波数:50kHz
・パルス幅:25ns
・スポット径:104μm
・スキャンスピード:4000mm/sec
・焦点距離:250mm
・ラインピッチ:150μm
また、出力は、表3に示す値とした。
実施例5および比較例5については、得られた記録媒体に、紫外線レーザー(キーエンス製、MD-U1020C)を用いて、図1に示すバーコードの印刷、および10mmの正方形をマーキングした。
照射条件は、以下の通りである。
・波長:355nm
・繰返周波数:40kHz
・スポット径=40μm
・スキャンスピード:3000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:40μm
また、出力は表3に示す値とした。
使用したパルプの特性は、以下のように測定した。
〔CSF〕
カナダ標準ろ水度(Canadian standard freeness;CSF)は、JIS P 8121-2:2012に準拠して測定した。
使用したパルプの白色度は、JIS P 8212:1998に準拠して測定した。
〔長さ加重平均繊維長、平均繊維幅、および微細繊維の本数割合の測定〕
実施例および比較例で得られた印刷媒体を40cm角に切り出し、それをイオン交換水に浸し、濃度2%に調整した上で、24時間浸した。24時間浸した後、標準型離解機(熊谷理機工業株式会社製)を用いて、未離解繊維がなくなるまで処理して、パルプを繊維状に離解した。透明樹脂層を有する場合には、透明樹脂層を除いた離解後のスラリー(パルプ繊維の分散液)を分取し、繊維長測定機(型式FS-5 UHDベースユニット付、バルメット社製)を使用して、「長さ荷重平均繊維長(ISO)」、「微細繊維の本数割合」、および「平均繊維幅」を測定した。
なお、「長さ荷重平均繊維長(ISO)」は0.2mm以上7.6mm以下の繊維を選択して計算した長さ加重平均繊維長である。
また、「微細繊維の本数割合」は、離解されたパルプ繊維中の、繊維幅75μm以下、かつ、長さ0.08mm以上0.20mm以下の微細繊維の本数割合である。
「平均繊維幅」は幅10μm以上75μm以下の繊維を選択して計算した、長さ荷重平均繊維幅である。
また、紙シート媒体が少量しか確保できない場合は、ピストン運動で紙シート媒体を処理する手動式離解機(ダッシャー、バルメット社製)を用いてパルプを繊維状に離解してもよい。未離解繊維がなくなるまでピストン運動を継続するが、完全に離解しきらない場合にはピストン運動10,000回を上限とし、その後得られたパルプスラリーを測定に供試した。
実施例および比較例で用いた紙基材の坪量は、JIS P 8124:2011に準拠して測定した。また、実施例および比較例の紙シート媒体の厚みは、JIS P 8118:2014に準拠して測定した。
〔ラマンスペクトル-1〕
実施例4および比較例4-1、4-4に関し、ラマンスペクトルは以下の方法により測定した。バーコード印刷を行った印刷物について、ラマンスペクトルを測定した。
<測定条件>
ラマンスペクトルの測定条件は、以下の通りであるが、測定に使用するレーザーで印刷物にダメージが見られる場合や、蛍光が強い場合等は、適宜レーザー出力や照射時間等の以下の測定条件を変更することができる。ただし、印刷領域と非印刷領域のラマン強度は同じ条件下で測定した数値を採用する。
・装置:レニショウ製 inVia Raman microscope QUONTOR
・励起レーザー:532nm
・レーザーパワー:50mW(出力100%時)
・レーザー出力:5%
・測定モード:共焦点モード
・照射時間:2.0sec
・積算回数:10回
・レーザースポット径:2.5μm
・対物レンズ:20倍
以下の方法により測定を行った。
(1)標準試料(単結晶シリコン、レニショー製)を用いて、ラマンシフト位置のキャリブレーションを実施した(単結晶シリコンの520.5cm-1)。
(2)シート状のサンプルを試料台に設置した。シートが平面を保てるよう、必要に応じて押さえを設置した。
(3)装置にて図3に示すようにフォーカスを合わせて観察(模擬レーザーにてフォーカスが最も小さくなるよう設定)した。印刷領域を測定する際は、目視で確認できる最も黒い箇所が測定時に表示されるガイドの中心にくるよう測定した。非印刷領域を測定する際は、印刷領域から300μm以上距離を空けて測定した。
(4)得られたラマンスペクトルは、装置付属の処理ソフト(レニショー製、Wire5.2)にてベースライン補正(インテリジェント補正)を実施した。前記処理ソフトの多項式11にてベースラインを補正した。
(5)ルチル型酸化チタンの場合447±3cm-1、アナターゼ型酸化チタンの場合516±3cm-1の波数範囲の最大値(最大強度)を読み取り、下記式によりラマン強度比を算出した。
ラマン強度比=印刷領域の最大強度÷非印刷領域の最大強度
(6)印刷領域(印字部)、非印刷領域(非印字部)について、それぞれ10箇所を測定し、平均値を測定結果とした。
実施例5および比較例5に関し、ラマンスペクトルは以下の方法により測定した。
<測定条件、測定方法>
ラマンスペクトルの測定条件および測定方法は、上述の通りであるが、測定に使用するレーザーで印刷物にダメージが見られる場合や、蛍光が強い場合等は、適宜レーザー出力や照射時間等の以下の測定条件を変更することができる。ただし、印刷領域と非印刷領域のラマン強度は同じ条件下で測定した数値を採用する。
測定値のバラつきを抑制する観点から、印刷領域のラマン強度のカウントが10,000以下の範囲で測定することが好ましい。従って、印刷領域のラマン強度のカウントが10,000以下の範囲となるように、適宜測定条件を変更して測定を行った。また、以下の測定条件にて10回測定し、平均値±2SD(標準偏差)を超えて外れた数値を除外し、再度平均してラマン強度の平均値とした。
得られた印刷物(バーコード印刷)の印字の鮮明さを以下の評価基準で評価した。
マンセル表(日本色研事業株式会社製 色彩の定規)から、印字に近い色彩を目視で選定し、以下の基準で鮮明さを評価した。
A:マンセル表(無彩色)中の明度が4以下
B:マンセル表(無彩色)中の明度が5~6
C:マンセル表(無彩色)中の明度が7~8
D:マンセル表(無彩色)中の明度が9以上
得られた印刷物の耐溶剤性を以下の評価基準で評価した。
100%アセトン(関東化学株式会社製)に印字物を浸漬させ、15分間静置した。その後印字物を取り出し、ティッシュペーパーで溶剤を拭き取り、以下の評価基準にて耐溶剤性を目視評価した。
A:浸漬前後で印字のカスレ、脱落が見られない(変化がない)。
B:浸漬前後で印字のカスレ、脱落が見られる。
実施例および比較例で印刷した10mmの正方形角を使用し、印字ムラを、以下の評価基準で目視評価した。
A:印字ムラが0か所
B:印字ムラが1か所以上3か所以下
C:印字ムラが4か所以上5か所以下
D:印字ムラが6か所以上10か所以下
E:印字ムラが11か所以上
紫外線レーザー照射により10mm角の正方形をマーキングする際の発煙量の評価を、以下の方法で行った。
<判定基準>
0:目視で発煙を確認できない
1:目視でうっすら発煙を確認できるが、発煙量は非常に少ない
2:目視で発煙を確認できるが、発煙量は少ない。
3:目視で発煙を楽に確認でき、発煙量が多い
1.非印刷可能領域を印刷媒体中に含む場合
<試験片の作製>
印刷媒体の印刷可能領域、非印刷可能領域(塗工層が設けられていない領域)それぞれを適当なサイズに切り出し、サンプル(試験片)とし、切り出した面積を記録した。
オートクレーブ装置(CEMジャパン製、MARS5)のテフロン(登録商標)製容器へ硝酸:フッ酸=50:5(体積%)の混合溶剤と試験片とを投入し、210℃、120分間でオートクレーブ処理し、試験片を溶解させた。試験片の面積は適宜変更してもよく、また試験片が溶け残る場合は硝酸、フッ酸の比率や処理温度、処理時間等を適宜変更してもよい。
試験片を溶解後、超純水を用いて正確に定容した。
(1)ICP装置および測定条件は以下の通りである。
ICP装置:ICP-OEC装置(株式会社リガク製、CIROS1-20)
測定条件:
・キャリアガス:アルゴンガス
・アルゴンガス流量0.9L/min
・プラズマガス流量14L/min
・プラズマ出力1400W
・ポンプ回転数:2
・測定波長Ti:334.941nm
(2)検量線の作成
汎用混合標準液(SPEX社製、XSTC-622B)を、以下の濃度になるように正確に測り取り、上記測定条件で測定に供試し、チタン原子の発光波長に相当する334.941nmの強度を測定した。
・検量線作成用濃度:0ppm、0.01ppm、0.05ppm、0.1ppm、0.5ppm、1.0ppm、3.0ppm、5.0ppm
(3)溶解液中の酸化チタン含有量測定
試験片が溶解した溶液を上記検量線内に収まるよう、超純水で希釈し、ICP測定に供試した。
(4)酸化チタン含有量算出方法
以下の式で酸化チタン含有量を算出した。なお、酸化チタンの分子量÷チタンの分子量≒1.669である。
酸化チタン含有量(g/m2)=ICP測定濃度(ppm)×希釈倍率×定容量(L)×1.669×1000÷面積(m2)
印刷可能領域の酸化チタン含有量から、非印刷可能領域の酸化チタン含有量を減じることにより、塗工層中の酸化チタンの含有量を求めた。
<試験片の作製>
記録媒体2枚を適当なサイズに切り出し、切り出した面積を記録した。
切り出した試験片のうち1枚を研削装置(有限会社佐川製作所製、砥石寸法φ50.8×12.7mm)を用いて、コーティング層(塗工層)のみを削り取り除き、リファレンスサンプルとした。
過剰に削り取り過ぎないよう、適宜電子顕微鏡を用いて断面を観察した。
1.と同様に処理し、2枚の酸化チタン含有量の差を塗工層の酸化チタン含有量とした。
塗工層が含有する酸化チタンの粒子径は、マッフル炉で記録媒体または印刷物を燃焼して得た灰分の走査型電子顕微鏡(SEM、日立ハイテク株式会社製、S5200など)から得られるSEM画像から算出した。
具体的には、基材が酸化チタンを含有しない場合には、上記〔酸化チタンの含有量〕の測定と同様の条件で、灰分を得た。
走査型電子顕微鏡に供試する灰分のサンプルは、出力50Wの超音波ホモジナイザー(ヤマト科学株式会社製、LUH150など)で5分間かけてイオン交換水に分散させ0.01質量%スラリーを得た後、アルミ皿上へ0.1mLをキャストし、60℃で乾燥させて作製した。隣り合う粒子と明瞭に見分けられるものを目視で選択し、1つの粒子の長径を粒子径とする。この際、1次粒子と凝集状態の2次粒子が混在していても明瞭に見分けられる場合はそれぞれを1つの粒子としてカウントし、無作為に選択した100個の粒子の平均径を粒子径とした。SEM画像観察時の倍率は酸化チタンの粒子径によって適宜選択し、20000倍程度とした。また、酸化チタン以外の粒子を含む場合、SEMに付属するエネルギー分散型X線分析装置(株式会社堀場製作所製、EMAXなど)を用いてチタン元素の含まれる粒子を測定した。
なお、針状の場合には、長径を測定した100個の粒子について、短径の平均径を短径とした。
また、基材が酸化チタンを含有する紙の場合には、酸化チタンや無機顔料を含まない透明粘着テープ(3M株式会社製、309SN)に塗工層を移して灰分サンプルを作製した。具体的には、ローラー質量2kgのテープ圧着ローラー(株式会社安田精機製作所製、No349など)を用いて塗工層の上層へ粘着テープを貼付した。その後、セルロース粘度測定用の銅エチレンジアミン溶液(メルク社製)に24時間浸漬させた後、塗工層を含む粘着テープをイオン交換水でよく洗浄した。得られた塗工層を含む粘着テープの水分を拭き取り、60℃の乾燥機で1時間乾燥させた。その後、525℃のマッフル炉で燃焼させて粒子径測定に用いる灰分を作製し、上記と同じ方法で長径と短径を測定した。
基材が酸化チタンを含有するフィルムの場合には、酸化チタンを含まない透明粘着テープ(3M株式会社製、309SN)に塗工層を移して灰分サンプルを作製した。具体的には、ローラー質量2kgのテープ圧着ローラー(株式会社安田精機製作所製、No349など)を用いて塗工層の上層へ粘着テープを貼付し、貼付した粘着テープをフィルムから剥がして塗工層を移動させた。その後、525℃のマッフル炉で燃焼させて粒子径測定に用いる灰分を作製し、上記と同じ方法で長径と短径を測定した。
走査型電子顕微鏡から得られる画像データから塗工層の厚みを測定した。
(1)測定サンプルの作製
サンプルを光硬化型樹脂(東亞合成株式会社、D-800)で包埋し、ウルトラミクロトームで印刷媒体の断面出しを実施した。切削にはダイアモンドナイフを使用し、常温で切削した。
切削した断面へ厚さ20nm程度の金蒸着を施し、走査型電子顕微鏡の測定へ供試した。
(2)測定装置・条件
測定装置:S-3600(日立ハイテクノロジーズ株式会社製)
測定条件:倍率2000倍、
走査型顕微鏡の種類は上記に限らないが、スケールバーが表示されるタイプの装置を使用する。
(3)測定方法
走査型電子顕微鏡に付属のエネルギー分散型X線分光装置を用いて、観察する塗工層からチタン元素が含有されることを確認した後、倍率2000倍で画像データを取得した。得られた画像データを印刷用紙に印刷した後、定規で対象の塗工層の厚み(他の層との境界から境界の長さ)を測定し、スケールバーと比較して実際の塗工層の厚みを測定した。1つの測定サンプルから無作為に選んだ5箇所の画像データを取得し、1箇所の画像データから、塗工層が最も厚い箇所、薄い箇所の厚みを測定し、計10箇所の平均を塗工層の厚みとした。


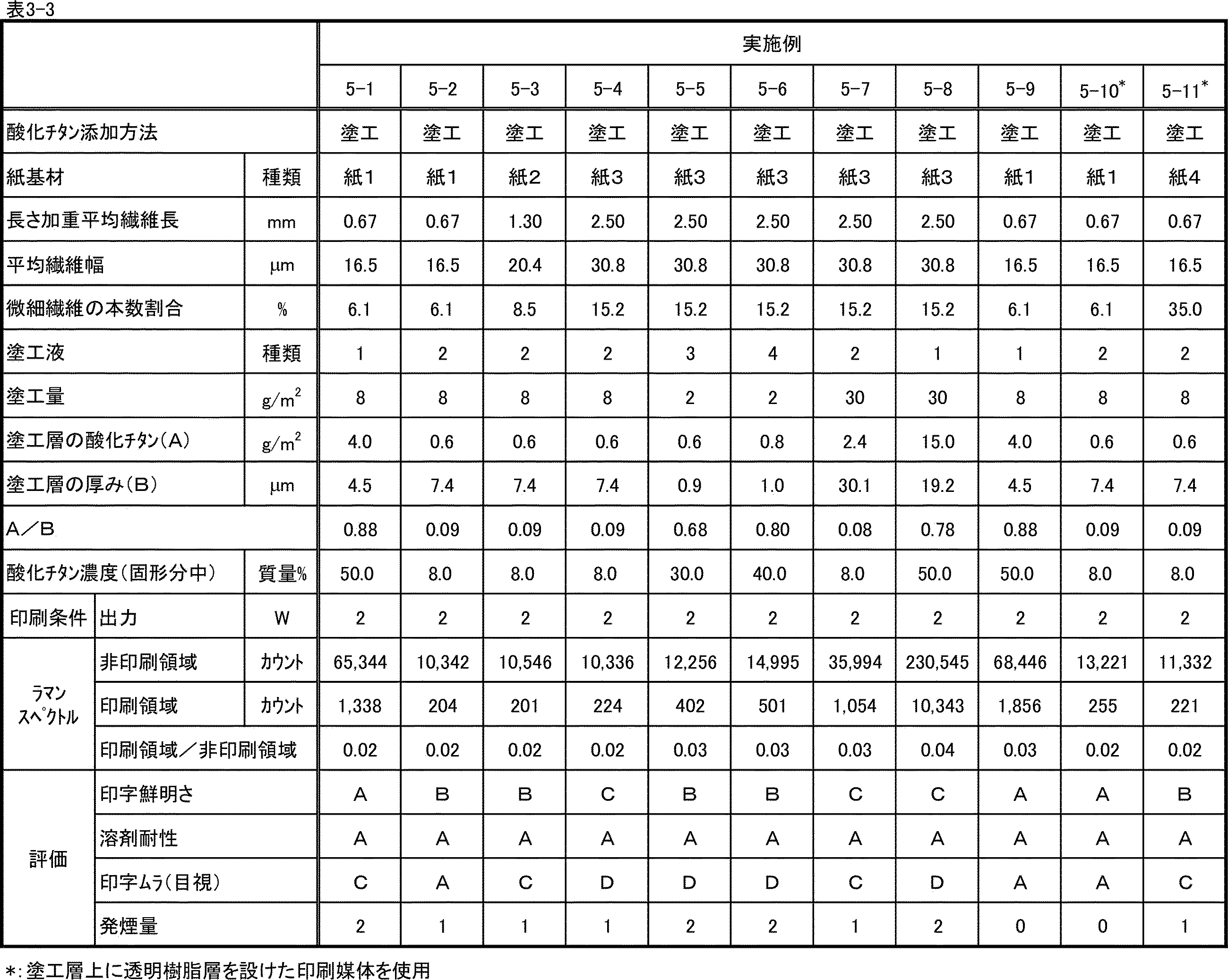
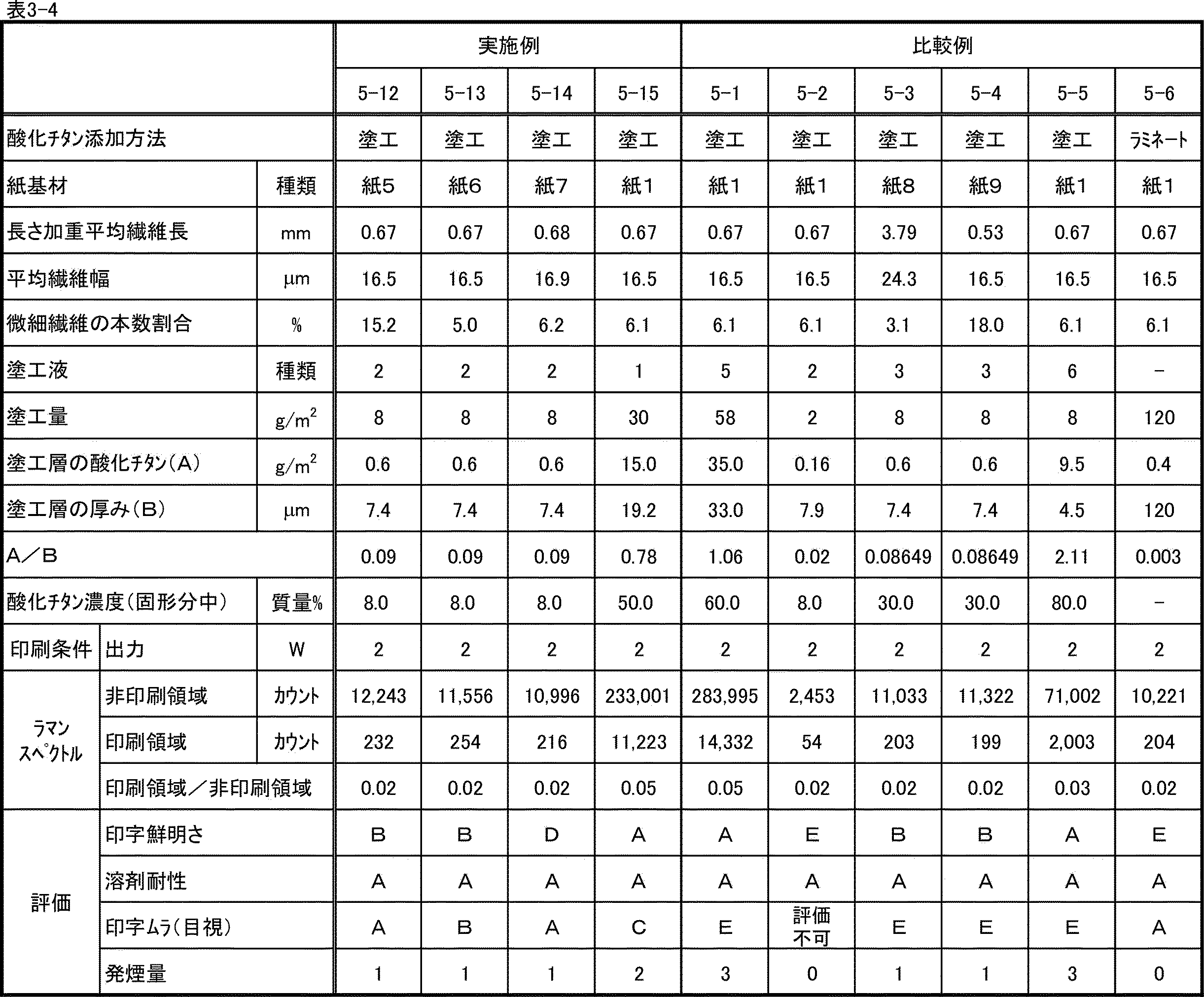
一方、酸化チタンの含有量が0.6g/m2未満である比較例4-1および5-2では、鮮明な画像が得られなかった。酸化チタンの含有量が30g/m2を超える比較例5-1では、印字ムラが発生し、また、発煙量も多かった。また、従来のインクジェット印刷および感熱ラベルにより得られた印刷物は、溶剤耐性に劣るものであった。さらに、上記ラマン強度の比が0.7を超える比較例4-4では、十分な印字鮮明性が得られなかった。
紙基材の長さ加重平均繊維長が3.5mmを超える比較例5-3、および0.6mm未満である比較例5-4では、印字ムラが発生した。また、A/Bが2.00を超える比較例5-5では、印字ムラが発生し、また、発煙量が多かった。さらに、ラミネートを行った比較例5-6では、十分な印字鮮明さが得られなかった。
さらに、比較例5-7~5-9に示すように、赤外線レーザー、グリーンレーザーおよびCO2レーザーの照射では、印刷ができなかった。
[材料]
実施例で使用した各種材料は以下の通りである。
〔紙基材〕
・紙基材A:晒クラフト、坪量=70g/m2、紙厚=110μm(王子マテリア株式会社製)
・紙基材B:ダンボール用ライナー、坪量=280g/m2、紙厚=326μm、LB級(王子マテリア株式会社製)
・紙基材C:以下の手順で作製した。
<紙基材Cの作製方法>
広葉樹晒クラフトパルプ(LBKP、白色度84%)を、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。
針葉樹クラフトパルプ(NBKP、白色度84%)を、CSFが700mLとなるように叩解し、3質量%の懸濁液を準備した。
その後、LBKP:NBKP=65:35の比率でパルプを混合し、パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、米坪70g/m2および厚み86μmの紙基材を作製した。
・紙基材D:以下手順で作製した。
<紙基材D作製方法>
広葉樹晒クラフトパルプ(LBKP)を、CSFが400mLとなるように叩解し、3質量%の懸濁液を準備した。パルプ100質量部に対し、硫酸バンド0.5質量部を添加し希釈した後、パルプ100質量部に対して、ポリエピクロロヒドリン系湿潤紙力増強剤WS4024(星光PMC株式会社製)を0.8質量部添加し、湿式抄紙機にてシート状に成型し、坪量30g/m2および厚み42μmの紙基材を作製した。
・ポリエチレン(PE):ノバテック(登録商標)LC522(日本ポリエチレン株式会社製)
・ポリプロピレン(PP):PH943B(サンアロマー株式会社製)
・ポリ乳酸(PLA):REVODE190(Zhejiang Hisun Biomaterials Co.,Ltd.製)
・ポリエチレンテレフタレート(PET):ユニチカ株式会社製、SA-8339P
・ポリブチレンサクシネート(PBS):ZM9B02(三菱ケミカル株式会社製)
・不定形、平均粒子径=0.2μm(レーザー回折・散乱式粒度分布計による測定値)、ルチル型:R780(石原産業株式会社製)
・不定形、平均粒子径=4.3μm(レーザー回折・散乱式粒度分布計による測定値)、ルチル型:PER410(石原産業株式会社製)
・針状、長径=1.7μm、短径=0.1μm、ルチル型:FTL100(石原産業株式会社製)
・針状、長径=10μm、短径=0.5μm、ルチル型:FTL400(石原産業株式会社製)
・不定形、平均粒子径=0.2μm(レーザー回折・散乱式粒度分布計による測定値)、アナターゼ型:A100(石原産業株式会社製)
基材とラミネート層との積層方法は、以下の通りである。
<マスターバッチの作製方法>
特開2015-96568号公報に習い、以下の手順で作製した。
樹脂60部と酸化チタン40部をタンブラーミキサー(株式会社エイシン製、TM-65S)にて45rpm、1時間の条件で混合した後、二軸押出機(株式会社日本製鋼所製、TEX30XCT、L/D=42)にてスクリュー回転数250rpm、シリンダー温度280℃の条件で溶融混練し、ストランド状に押出し、これを水槽にて冷却後、ペレタイザーを用いて平均軸径2.0mm、平均軸長3.0mmの柱状にペレット化してマスターバッチを得た。
<積層方法>
上記マスターバッチと樹脂を、酸化チタンが表4の比率になるよう単軸押出機(株式会社東洋精機製作所製、50C150)へ投入し、コロナ処理した表4に記載の紙基材の上に樹脂の厚みが表4記載の通りになるよう溶融積層した後、速やかに20℃に調温した冷却ロールで挟持しながら急冷して、ラミネート層を有するシート媒体を得た。
なお、以下温度でそれぞれ樹脂を溶融させた。
ポリエチレン:320℃
ポリプロピレン:300℃
PET:300℃
ポリ乳酸:230℃
PBS:250℃
酸化チタン(石原産業製、R780、ルチル型酸化チタン、不定形、平均粒子径=0.27μm)4.3部と、エチレン-アクリル系バインダー(エチレン-アクリル酸共重合体アイオノマー、マイケルマン、MP498345N.S、固形分50質量%)100部とを混合し、ホモミキサー(プライミクス製、ホモディスパー2.5型)を用いて5分間撹拌して、固形分濃度8質量%の塗工液を調製した。
前記塗工液を、グラビアコーターを用いて、紙基材上に対して、酸化チタンの含有量が表に示した値となるように塗工し、乾燥させた。
実施例7-5で使用した紙シート媒体を使用し、赤外線レーザー(株式会社キーエンス製、MD-F3200)を使用して、10mm角のマーキングを実施した。照射条件は以下の通りである。
・波長:1090nm
・繰返周波数:60kHz
・スキャンスピード:2000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:200μm
・出力:3W
その結果、印字を行うことができなかった。
実施例7-5で使用した紙シート媒体を使用し、グリーンレーザー(株式会社社キーエンス製、MD-S9910A)を使用して、10mm角のマーキングを実施した。照射条件は以下の通りである。
・波長:532nm
・繰返周波数:60kHz
・スポット径=40μm
・スキャンスピード:2000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:200μm
・出力:3W
その結果、印字を行うことができなかった。
実施例7-5で使用した紙シート媒体を使用し、CO2レーザー(株式会社キーエンス製、ML-Z9610)を使用して、10mm角のマーキングを実施した。照射条件は以下の通りである。
・波長:10600nm
・スポット径=40μm
・スキャンスピード:2000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:200μm
・出力:3W
その結果、印字を行うことができなかった。
実施例6および比較例6については、得られたシート媒体に、紫外線レーザー(COHERENT社製、AVIA266-3000)を用いて、図1に示すバーコードの印刷、または10mmの正方形のマーキングを行った。照射条件は、以下の通りである。
・波長:355nm
・繰返周波数:50kHz
・パルス幅:25ns
・スポット径:104μm
・スキャンスピード:4000mm/sec
・焦点距離:250mm
・ラインピッチ:150μm
また、出力は、表4に示す値とした。
実施例7および比較例7については、得られた記録媒体に、紫外線レーザー(キーエンス製、MD-U1020C)を用いて、図1に示すバーコードの印刷、または10mmの正方形をマーキングした。
照射条件は、以下の通りである。
・波長:355nm
・繰返周波数:40kHz
・スポット径=40μm
・スキャンスピード:2000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:40μm
また、出力は、表4に示す値とした。
印刷用紙(コクヨ株式会社製、KB39-7)へハンディータイプのインクジェットプリンタ(山崎産業株式会社製、MOBILEJET MINI)を用いて印刷領域を付与した。
インクジェットインクとしては、吸水素材用(山崎産業株式会社製)を使用した。
サーマルラベル(株式会社サトー製、レスプリ汎用サーマルラベル)へ、サーマルプリンタ(株式会社サトー製、レスプリT8)にて印字領域を付与した。
使用したパルプの特性は、以下のように測定した。
〔CSF〕
カナダ標準ろ水度(Canadian standard freeness;CSF)は、JIS P 8121-2:2012に準拠して測定した。
使用したパルプの白色度は、JIS P 8212:1998に準拠して測定した。
〔ラマンスペクトル-1〕
実施例6および比較例6に関し、ラマンスペクトルは以下の方法により測定した。
<測定条件>
ラマンスペクトルの測定条件は、以下の通りであるが、測定に使用するレーザーで印刷物にダメージが見られる場合や、蛍光が強い場合等は、適宜レーザー出力や照射時間等の以下の測定条件を変更することができる。ただし、印刷領域と非印刷領域のラマン強度は同じ条件下で測定した数値を採用する。
・装置:レニショウ製 inVia Raman microscope QUONTOR
・励起レーザー:532nm
・レーザーパワー:50mW(出力100%時)
・レーザー出力:5%
・測定モード:共焦点モード
・照射時間:2.0sec
・積算回数:10回
・レーザースポット径:2.5μm
・対物レンズ:20倍
以下の方法により測定を行った。
(1)標準試料(単結晶シリコン、レニショー製)を用いて、ラマンシフト位置のキャリブレーションを実施した(単結晶シリコンの520.5cm-1)。
(2)シート状のサンプルを試料台に設置した。シートが平面を保てるよう、必要に応じて押さえを設置した。
(3)装置にて図4に示すようにフォーカスを合わせて観察(模擬レーザーにてフォーカスが最も小さくなるよう設定)した。印刷領域を測定する際は、目視で確認できる最も黒い箇所が測定時に表示されるガイドの中心にくるよう測定した。非印刷領域を測定する際は、印刷領域から300μm以上距離を空けて測定した。
(4)得られたラマンスペクトルは、装置付属の処理ソフト(レニショー製、Wire5.2)にてベースライン補正(インテリジェント補正)を実施した。前記処理ソフトの多項式11にてベースラインを補正した。
(5)ルチル型酸化チタンの場合447±3cm-1、アナターゼ型酸化チタンの場合516±3cm-1の波数範囲の最大値(最大強度)を読み取り、下記式によりラマン強度比を算出した。
ラマン強度比=印刷領域の最大強度÷非印刷領域の最大強度
(6)印刷領域(印字部)、非印刷領域(非印字部)について、それぞれ10箇所を測定し、平均値を測定結果とした。
実施例7および比較例7に関し、ラマンスペクトルは以下の方法により測定した。
<測定条件、測定方法>
ラマンスペクトルの測定条件および測定方法は、上述の通りであるが、測定に使用するレーザーで印刷物にダメージが見られる場合や、蛍光が強い場合等は、適宜レーザー出力や照射時間等の以下の測定条件を変更することができる。ただし、印刷領域と非印刷領域のラマン強度は同じ条件下で測定した数値を採用する。
測定値のバラつきを抑制する観点から、印刷領域のラマン強度のカウントが10,000以下の範囲で測定することが好ましい。従って、印刷領域のラマン強度のカウントが10,000以下の範囲となるように、適宜測定条件を変更して測定を行った。また、以下の測定条件にて10回測定し、平均値±2SD(標準偏差)を超えて外れた数値を除外し、再度平均してラマン強度の平均値とした。
得られた印刷物の印字の鮮明さを以下の評価基準で評価した。
マンセル表(日本色研事業株式会社製 色彩の定規)から、印字に近い色彩を目視で選定し、以下の基準で鮮明さを評価した。
A:マンセル表(無彩色)中の明度が4以下
B:マンセル表(無彩色)中の明度が5~6
C:マンセル表(無彩色)中の明度が7~8
D:マンセル表(無彩色)中の明度が9以上
得られた印刷物の耐溶剤性を以下の評価基準で評価した。
100%アセトン(関東化学製)に印刷物を浸漬させ、15分間静置。その後印字物を取り出し、ティッシュペーパーで溶剤を拭き取り、以下の評価基準にて耐溶剤性を目視評価した。
A:浸漬前後で印字のカスレ、脱落が見られない(変化がない)。
B:浸漬前後で印字のカスレ、脱落が見られる。
引張強度および破断伸びの劣化具合(ダウン率)を以下の方法で評価した。
得られた記録媒体に、紫外線レーザー(キーエンス製、MD-U1020C)を用いて15cmの正方形をマーキングした。
照射条件は、以下の通りである。
・波長:355nm
・繰返周波数:40kHz
・スポット径=40μm
・スキャンスピード:3000mm/sec
・焦点距離:300mm(装置付属の高さ補正を使用し、焦点合わせを実施)
・ラインピッチ:40μm
・出力:80%(2W)(出力100%時2.5W)
その後、紙のタテ方向が長手になるよう、幅15mm、長さ150mmの短冊を取り出し引張試験に供試した。JIS P 8113:2006に準じて、引張強度および破断伸びを測定した。
レーザー印字前も同様に測定に供試し、引張強度および破断伸びのダウン率を以下のように算出した。
引張強度ダウン率=100-(印字後の引張強度 ÷ 印字前の引張強度×100)
破断伸びダウン率=100-(印字後の破断伸び ÷ 印字前の破断伸び×100)
<判定基準>
0:ダウン率が0%以上1%以下
1:ダウン率が1%を超え5%以下
2:ダウン率が5%を超え10%以下
3:ダウン率が10%を超え15%以下
4:ダウン率が15%を超え20%以下
10mm正方形角をマーキング時の発煙量の評価を、以下の方法で行った。
<判定基準>
0:目視で発煙を確認できない
1:目視でうっすら発煙を確認できるが、発煙量は非常に少ない
2:目視で発煙を確認できるが、発煙量は少ない
3:目視で発煙を楽に確認でき、発煙量が多い
<前処理>
紙基材に対し、ラミネート層と紙基材とを分離する前処理を実施した。適当なサイズに切り出した印刷可能領域をセルロース粘度測定用の銅エチレンジアミン溶液(メルク社製)に3時間浸漬させた後、ラミネート層を紙基材から剥離してイオン交換水を用いてよく洗浄した。その後、ラミネート層の水分を拭き取り、60℃の乾燥機で1時間乾燥させて、測定に供試するラミネート層を得た。
また、切り出した試験片は面積が算出できるよう切り出し、算出した面積を後述の式に適用した。
前処理したラミネート層および印刷媒体の印刷可能領域を適当なサイズに切り出し、サンプル(試験片)とし、切り出した面積と質量を記録した。
オートクレーブ装置(CEMジャパン製、MARS5)のテフロン(登録商標)製容器へ硝酸:フッ酸=50:5(体積%)の混合溶剤と試験片とを投入し、210℃、120分間でオートクレーブ処理し、試験片を溶解させた。試験片の質量は適宜変更してもよく、また試験片が溶け残る場合は硝酸、フッ酸の比率や処理温度、処理時間等を適宜変更してもよい。
試験片を溶解後、超純水を用いて正確に定容した。
(1)ICP装置および測定条件は以下の通りである。
ICP装置:ICP-OEC装置(株式会社リガク製、CIROS1-20)
測定条件:
・キャリアガス:アルゴンガス
・アルゴンガス流量0.9L/min
・プラズマガス流量14L/min
・プラズマ出力1400W
・ポンプ回転数:2
・測定波長Ti:334.941nm
(2)検量線の作成
汎用混合標準液(SPEX社製、XSTC-622B)を、以下の濃度になるように正確に測り取り、上記測定条件で測定に供試し、チタン原紙の発光波長に相当する334.941nmの強度を測定した。
・検量線作成用濃度:0ppm、0.01ppm、0.05ppm、0.1ppm、0.5ppm、1.0ppm、3.0ppm、5.0ppm
(3)溶解液中の酸化チタン含有量測定
試験片が溶解した溶液を上記検量線内に収まるよう、超純水で希釈し、ICP測定に供試した。
(4)酸化チタン含有量算出方法
以下の式で酸化チタン含有量を算出した。なお、酸化チタンの分子量÷チタンの分子量≒1.669である。
酸化チタン含有量(g/m2)=ICP測定濃度(ppm)×希釈倍率×定容量(L)×1.669×1000÷面積(m2)
酸化チタン含有量(質量%)=ICP測定濃度(ppm)×希釈倍率×定容量(L)×1.669÷試験片質量(mg)×100
紙およびフィルムに内添された酸化チタンの粒子径は、マッフル炉でシート媒体または印刷物を燃焼して得た灰分の走査型電子顕微鏡(SEM、日立ハイテク株式会社製、S5200など)から得られるSEM画像から算出した。
具体的には、上記〔酸化チタンの含有量〕の測定と同様の条件で、灰分を得た。
走査型電子顕微鏡に供試する灰分のサンプルは、出力50Wの超音波ホモジナイザー(ヤマト科学株式会社製、LUH150など)で5分間かけてエタノールに分散させ0.01質量%スラリーを得た後、アルミ皿へ0.1mLをキャストし、60℃で乾燥させた後、SEMに供試する適当サイズへアルミ皿を切り出して作製した。隣り合う粒子と明瞭に見分けられるものを目視で選択し、1つの粒子の長径を粒子径とする。この際、1次粒子と凝集状態の2次粒子が混在していても明瞭に見分けられる場合はそれぞれを1つの粒子としてカウントし、無作為に選択した100個の粒子の平均径を粒子径とした。SEM画像観察時の倍率は酸化チタンの粒子径によって適宜選択し、20000倍程度とした。
なお、針状の場合には、長径を測定した100個の粒子について、短径の平均径を短径とした。
また、酸化チタン以外の粒子を含む場合、SEMに付属するエネルギー分散型X線分析装置(株式会社堀場製作所製、EMAXなど)を用いてチタン元素の含まれる粒子を測定した。
走査型電子顕微鏡から得られる画像データからラミネート層の厚みを測定した。
(1)測定サンプルの作製
サンプルを光硬化型樹脂(東亞合成株式会社製、D-800)で包埋し、ウルトラミクロトームでシート基材の断面出しを実施した。切削にはダイアモンドナイフを使用し、常温で切削した。
切削した断面へ、厚さ20nm程度の金蒸着を施し、走査型電子顕微鏡の測定へ供試した。
(2)測定装置・条件
測定装置:S-3600(日立ハイテクノロジーズ株式会社製)
測定条件:倍率2000倍、
走査型顕微鏡の種類は上記に限らないが、スケールバーが表示されるタイプの装置を使用する。
(3)測定方法
走査型電子顕微鏡に付属のエネルギー分散型X線分光装置を用いて、観察するラミネート層からチタン元素が含有されることを確認した後、倍率2000倍で画像データを取得した。得られた画像データを印刷用紙に印刷した後、定規で対象のラミネート層の厚さ(他の層との境界から境界の長さ)を測定し、スケールバーと比較して実際のラミネート層の厚みを測定した。1つの測定サンプルから無作為に選んだ5箇所の画像データを取得し、1箇所の画像データから、無作為に選択した10箇所の厚みを測定した後、計50箇所の平均をラミネート層の層厚とした。
シート媒体の坪量はJIS P 8124:2011記載の方法で測定した。
シート媒体の坪量はJIS P 8118:2014記載の方法で測定した。



一方、酸化チタンの含有量が0.1g/m2未満であるラミネート層を有するシート媒体を使用した比較例6-3、比較例7-1では、十分な印字鮮明さを得ることができなかった。また、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70を超える比較例6-4では、十分な印字鮮明さを得ることができなかった。
ラミネート層中の酸化チタンの含有量が45質量%を超える比較例7-2では、発煙量が多かった。また、ラミネート層中の酸化チタンの含有量が1質量%未満である比較例7-4では、十分な印字鮮明性が得られなかった。ラミネート層の厚みが10μm未満である比較例7-4および7-5では、引張強度および破断伸びの劣化が大きかった。
また、比較例6-1および6-2に示すように、従来のインクジェット法や感熱ラベルでは、十分な耐溶剤性が得られなかった。さらに、ラミネート層に代えて、塗工により酸化チタンを含有する塗工層を設けた比較例7-3では、引張強度および破断伸びの劣化が大きかった。また、比較例7-6~7-8に示すように、赤外線レーザー、グリーンレーザーおよびCO2レーザーでは、印刷ができなかった。
Claims (43)
- 酸化チタンを含有する印刷可能領域を有する紙またはフィルムから選択されるシート媒体上の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有し、
酸化チタンは、シート媒体中に内添され、
前記シート媒体が紙であるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が1.0質量%以上であり、前記紙を構成するパルプの長さ加重平均繊維長が0.5mm以上3.0mm以下であり、前記紙を構成するパルプの平均繊維幅が14.0μm以上35.0μm以下であり、前記紙の坪量が20g/m2以上であり、
前記シート媒体がフィルムであるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が0.3質量%以上であり、フィルムの厚みが15μm以上であり、フィルムを構成する樹脂が、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンサクシネートよりなる群から選択される少なくとも1つを含み、
印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下である、
印刷物。 - 前記シート媒体がフィルムであり、シート媒体中の印刷可能領域における酸化チタンの含有量が0.5質量%以上7.5質量%以下である、請求項1に記載の印刷物。
- 前記酸化チタンがルチル型酸化チタンおよびアナターゼ型酸化チタンから選択される少なくとも1つである、請求項1または2に記載の印刷物。
- 前記印刷物が、包装体、ラベル、および粘着テープから選択される、請求項1~3のいずれか1項に記載の印刷物。
- 前記印刷可能領域上に、さらに透明樹脂層を有する、請求項1~4のいずれか1項に記載の印刷物。
- 前記透明樹脂層を構成する樹脂が、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリビニルアルコール、およびデンプンから選択される少なくとも1つである、請求項5に記載の印刷物。
- 前記透明樹脂層は、透明樹脂フィルムがシート媒体上に接着層を介して貼付されてなるか、または、透明樹脂フィルムをシート媒体上にラミネート加工してなる、請求項5または6に記載の印刷物。
- 前記透明樹脂層の厚みが5μm以上100μm以下である、請求項5~7のいずれか1項に記載の印刷物。
- 紙またはフィルムから選択されるシート媒体に紫外線レーザーを照射して、照射領域を変色させることにより印刷する工程を有し、
前記シート媒体に酸化チタンが内添され、
前記シート媒体が紙であるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が1.0質量%以上であり、前記紙を構成するパルプの長さ加重平均繊維長が0.5mm以上3.0mm以下であり、前記紙を構成するパルプの平均繊維幅が14.0μm以上35.0μm以下であり、前記紙の坪量が20g/m2以上であり、
前記シート媒体がフィルムであるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が0.3質量%以上であり、フィルムの厚みが15μm以上であり、フィルムを構成する樹脂が、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンサクシネートよりなる群から選択される少なくとも1つを含む、
印刷物の製造方法。 - 前記照射する紫外線レーザーの出力が0.8W以上である、請求項9に記載の印刷物の製造方法。
- 前記印刷する工程が、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下となるように紫外線レーザーを照射する工程である、請求項9または10に記載の印刷物の製造方法。
- 前記印刷可能領域上に、さらに透明樹脂層を有する、請求項9~11のいずれか1項に記載の印刷物の製造方法。
- シート媒体が、包装体、ラベル、および粘着テープから選択される、請求項9~12のいずれか1項に記載の印刷物の製造方法。
- 印刷する工程がインラインにて行われる、請求項9~13のいずれか1項に記載の印刷物の製造方法。
- 紫外線レーザーにより印刷可能な印刷可能領域を有する紙またはフィルムから選択されるシート媒体からなるレーザー印刷用印刷媒体であり、
前記シート媒体が紙であるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が1.0質量%以上であり、前記紙を構成するパルプの長さ加重平均繊維長が0.5mm以上3.0mm以下であり、前記紙を構成するパルプの平均繊維幅が14.0μm以上35.0μm以下であり、前記紙の坪量が20g/m2以上であり、
前記シート媒体がフィルムであるとき、シート媒体中の印刷可能領域における酸化チタンの含有量が0.3質量%以上であり、フィルムの厚みが15μm以上であり、フィルムを構成する樹脂が、ポリエチレン、ポリプロピレン、エチレン-プロピレン共重合体、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンサクシネートよりなる群から選択される少なくとも1つを含む、
レーザー印刷用印刷媒体。 - 酸化チタンを含有する印刷可能領域を有する記録媒体上の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有し、
前記記録媒体の印刷可能領域は、紙基材上に酸化チタンを含有する塗工層を有し、
前記紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下であり、
前記塗工層中の酸化チタンの含有量が0.6g/m2以上30g/m2以下であり、
前記塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下であり、
印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下である、
印刷物。 - 前記塗工層の厚みが0.4μm以上30.0μm以下である、請求項16に記載の印刷物。
- 前記塗工層が、酸化チタンに加え、熱可塑性樹脂を含有する、請求項16または17に記載の印刷物。
- 前記熱可塑性樹脂が、澱粉誘導体、カゼイン、シェラック、ポリビニルアルコール、ポリビニルアルコール誘導体、アクリル系樹脂、およびマレイン酸系樹脂よりなる群から選択される、請求項18に記載の印刷物。
- 前記酸化チタンがルチル型酸化チタンおよびアナターゼ型酸化チタンから選択される少なくとも1つである、請求項16~19のいずれか1項に記載の印刷物。
- 前記紙基材を構成するパルプ中、繊維長が0.2mm以下の微細繊維の本数割合が6%以上16%以下である、請求項16~20のいずれか1項に記載の印刷物。
- 前記記録媒体が、包装体、ラベル、および粘着テープから選択される、請求項16~21のいずれか1項に記載の印刷物。
- 前記記録媒体が、塗工層上に、さらに透明樹脂層を有する、請求項16~22のいずれか1項に記載の印刷物。
- 前記透明樹脂層を構成する樹脂が、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリビニルアルコール、およびデンプンから選択される少なくとも1つである、請求項23に記載の印刷物。
- 前記透明樹脂層は、透明樹脂フィルムがシート媒体上に接着層を介して貼付されてなるか、または、透明樹脂フィルムをシート媒体上にラミネート加工してなる、請求項23または24に記載の印刷物。
- 前記透明樹脂層の厚みが5μm以上100μm以下である、請求項23~25のいずれか1項に記載の印刷物。
- 記録媒体に紫外線を照射して、照射領域を変色させることにより印刷する工程を有し、
前記記録媒体の印刷可能領域は、紙基材上に酸化チタンを含有する塗工層を有し、
前記紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下であり、
前記塗工層中の酸化チタンの含有量が0.6g/m2以上30g/m2以下であり、
前記塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下である、
印刷物の製造方法。 - 前記照射する紫外線レーザーの出力が0.8W以上である、請求項27に記載の印刷物の製造方法。
- 前記印刷する工程が、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下となるように紫外線レーザーを照射する工程である、請求項27または28に記載の印刷物の製造方法。
- 前記記録媒体が、包装体、ラベル、および粘着テープから選択される、請求項27~29のいずれか1項に記載の印刷物の製造方法。
- 前記印刷する工程がインラインにて行われる、請求項27~30のいずれか1項に記載の印刷物の製造方法。
- 紫外線レーザーにより印刷可能な印刷可能領域を有するレーザー印刷用印刷媒体であり、
前記印刷媒体の印刷可能領域は、紙基材上に酸化チタンを含有する塗工層を有し、
前記紙基材を構成するパルプの長さ加重平均繊維長が0.6mm以上3.5mm以下であり、
前記塗工層中の酸化チタンの含有量が0.6g/m2以上30g/m2以下であり、
前記塗工層中の酸化チタンの含有量をAg/m2、塗工層の厚みをBμmとしたとき、A/Bが0.01以上2.00以下である、
レーザー印刷用印刷媒体。 - 酸化チタンを含有する印刷可能領域を有するシート媒体上の少なくとも一部に、変色された酸化チタンを含有する印刷領域を有し、
前記シート媒体の印刷可能領域は、紙基材上に酸化チタンを含有するラミネート層を有し、
前記ラミネート層中の酸化チタンの含有量が0.1g/m2以上であり、
前記ラミネート層中の酸化チタンの含有量が1質量%以上45質量%以下であり、
前記ラミネート層の厚みが10μm以上200μm以下であり、
印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下である、
印刷物。 - 前記ラミネート層が、酸化チタンを含有する熱可塑性樹脂のフィルムからなる、請求項33に記載の印刷物。
- 前記熱可塑性樹脂が、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリ乳酸、およびポリブチレンスクシネートよりなる群から選択される、請求項34に記載の印刷物。
- 前記酸化チタンがルチル型酸化チタンおよびアナターゼ型酸化チタンから選択される少なくとも1つである、請求項33~35のいずれか1項に記載の印刷物。
- 前記印刷物が、包装体、ラベル、および粘着テープから選択される、請求項33~36のいずれか1項に記載の印刷物。
- シート媒体の印刷可能領域に紫外線レーザーを照射して、照射領域を変色させることにより印刷する工程を有し、
前記シート媒体の印刷可能領域は、紙基材上に酸化チタンを含有するラミネート層を有し、
前記ラミネート層中の酸化チタンの含有量が0.1g/m2以上であり、
前記ラミネート層中の酸化チタンの含有量が1質量%以上45質量%以下であり、
前記ラミネート層の厚みが10μm以上200μm以下である、
印刷物の製造方法。 - 前記照射する紫外線レーザーの出力が0.8W以上である、請求項38に記載の印刷物の製造方法。
- 前記印刷する工程が、印刷領域における酸化チタンに由来するラマン強度と、非印刷領域における酸化チタンに由来するラマン強度との比が0.70以下となるように紫外線レーザーを照射する工程である、請求項38または39に記載の印刷物の製造方法。
- 印刷物が、包装体、ラベル、および粘着テープから選択される、請求項38~40のいずれか1項に記載の印刷物の製造方法。
- 印刷する工程がインラインにて行われる、請求項38~41のいずれか1項に記載の印刷物の製造方法。
- 紫外線レーザーにより印刷可能な印刷可能領域を有するシート媒体からなるレーザー印刷用印刷媒体であって、
前記シート媒体の印刷可能領域は、紙基材上に酸化チタンを含有するラミネート層を有し、
前記ラミネート層中の酸化チタンの含有量が0.1g/m2以上であり、
前記ラミネート層中の酸化チタンの含有量が1質量%以上45質量%以下であり、
前記ラミネート層の厚みが10μm以上200μm以下である、
レーザー印刷用印刷媒体。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021576104A JP7070815B2 (ja) | 2020-05-22 | 2021-05-21 | 印刷物、印刷物の製造方法、およびレーザー印刷用印刷媒体 |
| US17/926,934 US20230211624A1 (en) | 2020-05-22 | 2021-05-21 | Printed material, method for producing printed material and printing medium for laser printing |
| CN202180036542.2A CN115666956A (zh) | 2020-05-22 | 2021-05-21 | 印刷物、印刷物的制造方法和激光印刷用印刷介质 |
| AU2021274324A AU2021274324B2 (en) | 2020-05-22 | 2021-05-21 | Printed material, method for producing printed material and printing medium for laser printing |
| EP21809387.0A EP4155077A1 (en) | 2020-05-22 | 2021-05-21 | Printed material, method for producing printed material and printing medium for laser printing |
| CN202311235041.4A CN117183607A (zh) | 2020-05-22 | 2021-05-21 | 印刷物、印刷物的制造方法和激光印刷用印刷介质 |
| JP2021207318A JP7070787B2 (ja) | 2020-05-22 | 2021-12-21 | 印刷物、印刷物の製造方法、およびレーザー印刷用印刷媒体 |
| JP2021207314A JP7070786B2 (ja) | 2020-05-22 | 2021-12-21 | 印刷物、印刷物の製造方法、およびレーザー印刷用印刷媒体 |
| JP2021207320A JP7070788B2 (ja) | 2020-05-22 | 2021-12-21 | 印刷物、印刷物の製造方法、およびレーザー印刷用印刷媒体 |
| JP2022068384A JP2022106796A (ja) | 2020-05-22 | 2022-04-18 | 印刷物、印刷物の製造方法、およびレーザー印刷用印刷媒体 |
| AU2023233174A AU2023233174A1 (en) | 2020-05-22 | 2023-09-22 | Printed material, method for producing printed material and printing medium for laser printing |
Applications Claiming Priority (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020089447 | 2020-05-22 | ||
| JP2020089444 | 2020-05-22 | ||
| JP2020-089439 | 2020-05-22 | ||
| JP2020-089447 | 2020-05-22 | ||
| JP2020089439 | 2020-05-22 | ||
| JP2020-089444 | 2020-05-22 | ||
| JP2020212467 | 2020-12-22 | ||
| JP2020-212470 | 2020-12-22 | ||
| JP2020212464 | 2020-12-22 | ||
| JP2020-212467 | 2020-12-22 | ||
| JP2020212470 | 2020-12-22 | ||
| JP2020-212464 | 2020-12-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021235556A1 true WO2021235556A1 (ja) | 2021-11-25 |
Family
ID=78708656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/019477 WO2021235556A1 (ja) | 2020-05-22 | 2021-05-21 | 印刷物、印刷物の製造方法、およびレーザー印刷用印刷媒体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230211624A1 (ja) |
| EP (1) | EP4155077A1 (ja) |
| JP (5) | JP7070815B2 (ja) |
| CN (2) | CN115666956A (ja) |
| AU (2) | AU2021274324B2 (ja) |
| WO (1) | WO2021235556A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7444299B2 (ja) | 2022-01-07 | 2024-03-06 | 王子ホールディングス株式会社 | 合紙、該合紙を備える包装体及び該合紙を加工して得られる紙加工品 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023224037A1 (ja) * | 2022-05-17 | 2023-11-23 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用紙、印刷物、加工品、および印刷物の製造方法 |
| WO2023224038A1 (ja) * | 2022-05-17 | 2023-11-23 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用紙、印刷物およびその製造方法、加工品、並びにインク組成物 |
| JP7302708B1 (ja) | 2022-05-17 | 2023-07-04 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用紙、印刷物およびその製造方法、加工品、並びにインク組成物 |
| JP7256915B1 (ja) | 2022-05-17 | 2023-04-12 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用紙、印刷物、加工品、および印刷物の製造方法 |
| JP7256916B1 (ja) | 2022-05-17 | 2023-04-12 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用フィルム、印刷物およびその製造方法、並びに加工品 |
| JP7302709B1 (ja) | 2022-05-17 | 2023-07-04 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用媒体、印刷物およびその製造方法、加工品、並びにインク組成物 |
| WO2023224035A1 (ja) * | 2022-05-17 | 2023-11-23 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用媒体、印刷物およびその製造方法、加工品、並びにインク組成物 |
Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0664637A (ja) | 1992-08-10 | 1994-03-08 | Shibuya Kogyo Co Ltd | ロールラベラ |
| JPH0792611A (ja) * | 1992-11-19 | 1995-04-07 | Mitsubishi Paper Mills Ltd | ポリオレフィン樹脂被覆紙 |
| JPH1120316A (ja) | 1997-06-27 | 1999-01-26 | Nok Corp | ゴム製品のマーキング方法 |
| JPH11100796A (ja) * | 1997-07-30 | 1999-04-13 | Merck Patent Gmbh | レーザー記録性紙および板紙製品 |
| JP2001512535A (ja) * | 1997-02-06 | 2001-08-21 | メルク パテント ゲゼルシャフト ミット ベシュレンクテル ハフトング | レーザマーク可能な紙及びボード製品 |
| JP2006076271A (ja) * | 2004-09-13 | 2006-03-23 | Fuji Photo Film Co Ltd | 画像記録材料用支持体及び画像記録材料 |
| JP2009530507A (ja) * | 2006-03-24 | 2009-08-27 | フェリックス シェラー ユニオール フォト― ウント スペチアルパピーレ ゲー エム ベー ハー ウント コンパニー コマンディートゲゼルシャフト | 記録材料用の支持材料 |
| JP2012057112A (ja) | 2010-09-13 | 2012-03-22 | Maxell Sliontec Ltd | 粘着テープ |
| JP2012520905A (ja) * | 2009-03-18 | 2012-09-10 | メルク パテント ゲゼルシャフト ミット ベシュレンクテル ハフツング | レーザーマーキング用顔料 |
| JP2013503065A (ja) * | 2009-08-31 | 2013-01-31 | スリーエム イノベイティブ プロパティズ カンパニー | レーザーマーキング方法及び物品 |
| JP2015096568A (ja) | 2013-11-15 | 2015-05-21 | 三菱エンジニアリングプラスチックス株式会社 | タルクマスターバッチ及びその製造方法 |
| JP2019001945A (ja) * | 2017-06-16 | 2019-01-10 | 大日精化工業株式会社 | レーザーマーキング用インキ組成物及び包装材 |
| WO2019087694A1 (ja) * | 2017-10-31 | 2019-05-09 | 日本製紙株式会社 | 酸化チタン複合繊維及びその製造方法 |
| JP2019099923A (ja) | 2017-11-28 | 2019-06-24 | 王子ホールディングス株式会社 | インクジェット印刷用化粧板原紙および化粧板 |
| WO2019187578A1 (ja) * | 2018-03-28 | 2019-10-03 | 大日精化工業株式会社 | レーザーマーキング用インキ組成物及び包装材 |
| JP2020001261A (ja) * | 2018-06-28 | 2020-01-09 | サカタインクス株式会社 | レーザーマーキング用インキ組成物、レーザーマーキング用インキ層、積層体、レーザーマーキング方法 |
| JP2020075943A (ja) * | 2018-11-05 | 2020-05-21 | サトーホールディングス株式会社 | インキ組成物、紫外線レーザマーキング用資材、レーザマーキングが施された資材の製造方法、包装物の製造方法、印字用ラベルが付された物品の製造方法およびレーザマーキング方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4143258A1 (de) * | 1991-12-31 | 1993-07-01 | Hoechst Ag | Laserbeschriftbare kunststoff-formmasse, verfahren zu ihrer herstellung und verwendung |
| JP2001071645A (ja) * | 1999-09-08 | 2001-03-21 | Daicel Chem Ind Ltd | 黒色マーキング用樹脂組成物 |
| JP2011245708A (ja) * | 2010-05-26 | 2011-12-08 | Japan Medical Materials Corp | レーザーマーキング方法およびマーキングされた生体埋植用部材 |
-
2021
- 2021-05-21 AU AU2021274324A patent/AU2021274324B2/en active Active
- 2021-05-21 JP JP2021576104A patent/JP7070815B2/ja active Active
- 2021-05-21 EP EP21809387.0A patent/EP4155077A1/en active Pending
- 2021-05-21 CN CN202180036542.2A patent/CN115666956A/zh active Pending
- 2021-05-21 WO PCT/JP2021/019477 patent/WO2021235556A1/ja unknown
- 2021-05-21 US US17/926,934 patent/US20230211624A1/en active Pending
- 2021-05-21 CN CN202311235041.4A patent/CN117183607A/zh active Pending
- 2021-12-21 JP JP2021207318A patent/JP7070787B2/ja active Active
- 2021-12-21 JP JP2021207320A patent/JP7070788B2/ja active Active
- 2021-12-21 JP JP2021207314A patent/JP7070786B2/ja active Active
-
2022
- 2022-04-18 JP JP2022068384A patent/JP2022106796A/ja active Pending
-
2023
- 2023-09-22 AU AU2023233174A patent/AU2023233174A1/en active Pending
Patent Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0664637A (ja) | 1992-08-10 | 1994-03-08 | Shibuya Kogyo Co Ltd | ロールラベラ |
| JPH0792611A (ja) * | 1992-11-19 | 1995-04-07 | Mitsubishi Paper Mills Ltd | ポリオレフィン樹脂被覆紙 |
| JP2001512535A (ja) * | 1997-02-06 | 2001-08-21 | メルク パテント ゲゼルシャフト ミット ベシュレンクテル ハフトング | レーザマーク可能な紙及びボード製品 |
| JPH1120316A (ja) | 1997-06-27 | 1999-01-26 | Nok Corp | ゴム製品のマーキング方法 |
| JPH11100796A (ja) * | 1997-07-30 | 1999-04-13 | Merck Patent Gmbh | レーザー記録性紙および板紙製品 |
| JP2006076271A (ja) * | 2004-09-13 | 2006-03-23 | Fuji Photo Film Co Ltd | 画像記録材料用支持体及び画像記録材料 |
| JP2009530507A (ja) * | 2006-03-24 | 2009-08-27 | フェリックス シェラー ユニオール フォト― ウント スペチアルパピーレ ゲー エム ベー ハー ウント コンパニー コマンディートゲゼルシャフト | 記録材料用の支持材料 |
| JP2012520905A (ja) * | 2009-03-18 | 2012-09-10 | メルク パテント ゲゼルシャフト ミット ベシュレンクテル ハフツング | レーザーマーキング用顔料 |
| JP2013503065A (ja) * | 2009-08-31 | 2013-01-31 | スリーエム イノベイティブ プロパティズ カンパニー | レーザーマーキング方法及び物品 |
| JP2012057112A (ja) | 2010-09-13 | 2012-03-22 | Maxell Sliontec Ltd | 粘着テープ |
| JP2015096568A (ja) | 2013-11-15 | 2015-05-21 | 三菱エンジニアリングプラスチックス株式会社 | タルクマスターバッチ及びその製造方法 |
| JP2019001945A (ja) * | 2017-06-16 | 2019-01-10 | 大日精化工業株式会社 | レーザーマーキング用インキ組成物及び包装材 |
| WO2019087694A1 (ja) * | 2017-10-31 | 2019-05-09 | 日本製紙株式会社 | 酸化チタン複合繊維及びその製造方法 |
| JP2019099923A (ja) | 2017-11-28 | 2019-06-24 | 王子ホールディングス株式会社 | インクジェット印刷用化粧板原紙および化粧板 |
| WO2019187578A1 (ja) * | 2018-03-28 | 2019-10-03 | 大日精化工業株式会社 | レーザーマーキング用インキ組成物及び包装材 |
| JP2020001261A (ja) * | 2018-06-28 | 2020-01-09 | サカタインクス株式会社 | レーザーマーキング用インキ組成物、レーザーマーキング用インキ層、積層体、レーザーマーキング方法 |
| JP2020075943A (ja) * | 2018-11-05 | 2020-05-21 | サトーホールディングス株式会社 | インキ組成物、紫外線レーザマーキング用資材、レーザマーキングが施された資材の製造方法、包装物の製造方法、印字用ラベルが付された物品の製造方法およびレーザマーキング方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7444299B2 (ja) | 2022-01-07 | 2024-03-06 | 王子ホールディングス株式会社 | 合紙、該合紙を備える包装体及び該合紙を加工して得られる紙加工品 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2023233174A1 (en) | 2023-10-12 |
| CN115666956A (zh) | 2023-01-31 |
| JP7070787B2 (ja) | 2022-05-18 |
| JP2022046603A (ja) | 2022-03-23 |
| JP2022046602A (ja) | 2022-03-23 |
| AU2021274324B2 (en) | 2024-04-18 |
| JP2022106796A (ja) | 2022-07-20 |
| EP4155077A1 (en) | 2023-03-29 |
| AU2021274324A1 (en) | 2023-01-05 |
| CN117183607A (zh) | 2023-12-08 |
| JP7070815B2 (ja) | 2022-05-18 |
| JPWO2021235556A1 (ja) | 2021-11-25 |
| JP7070786B2 (ja) | 2022-05-18 |
| US20230211624A1 (en) | 2023-07-06 |
| JP2022050447A (ja) | 2022-03-30 |
| JP7070788B2 (ja) | 2022-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7070787B2 (ja) | 印刷物、印刷物の製造方法、およびレーザー印刷用印刷媒体 | |
| JP7120429B1 (ja) | 紫外線レーザー印刷用紙、印刷物、加工品、および印刷物の製造方法 | |
| JP7188541B1 (ja) | 紫外線レーザー印刷用媒体、印刷物、および加工品 | |
| JP7120430B1 (ja) | 紫外線レーザー印刷用紙、印刷物、印刷物の製造方法、および紙加工品 | |
| JP7188540B1 (ja) | 紫外線レーザー印刷用媒体、印刷物、および加工品 | |
| JP7302708B1 (ja) | 紫外線レーザー印刷用紙、印刷物およびその製造方法、加工品、並びにインク組成物 | |
| JP7115620B1 (ja) | 紫外線レーザー印刷用媒体、印刷物、および加工品 | |
| JP7127727B1 (ja) | 印刷物およびレーザー印刷用印刷媒体 | |
| JP7347705B1 (ja) | 紫外線レーザー印刷用紙、印刷物およびその製造方法、並びに加工品 | |
| JP7302709B1 (ja) | 紫外線レーザー印刷用媒体、印刷物およびその製造方法、加工品、並びにインク組成物 | |
| WO2023224038A1 (ja) | 紫外線レーザー印刷用紙、印刷物およびその製造方法、加工品、並びにインク組成物 | |
| JP7347707B1 (ja) | 紫外線レーザー印刷用媒体、印刷物およびその製造方法、並びに加工品 | |
| WO2023224035A1 (ja) | 紫外線レーザー印刷用媒体、印刷物およびその製造方法、加工品、並びにインク組成物 | |
| JP7256915B1 (ja) | 紫外線レーザー印刷用紙、印刷物、加工品、および印刷物の製造方法 | |
| AU2022398570A1 (en) | Medium for ultraviolet laser printing, printed material and processed article | |
| JP2023169868A (ja) | 紫外線レーザー印刷用フィルム、印刷物およびその製造方法、並びに加工品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021576104 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21809387 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021809387 Country of ref document: EP Effective date: 20221222 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021274324 Country of ref document: AU Date of ref document: 20210521 Kind code of ref document: A |