WO2021220786A1 - ポリアミド樹脂組成物およびその成形体またはその表面に保護層が形成された成形体 - Google Patents
ポリアミド樹脂組成物およびその成形体またはその表面に保護層が形成された成形体 Download PDFInfo
- Publication number
- WO2021220786A1 WO2021220786A1 PCT/JP2021/015171 JP2021015171W WO2021220786A1 WO 2021220786 A1 WO2021220786 A1 WO 2021220786A1 JP 2021015171 W JP2021015171 W JP 2021015171W WO 2021220786 A1 WO2021220786 A1 WO 2021220786A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyamide resin
- resin composition
- mass
- parts
- max
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
Definitions
- the present invention relates to a polyamide resin composition capable of obtaining a molded product having excellent metallic feeling, glossiness and design, and the molded product thereof or a molded product having a protective layer formed on the surface of the molded product.
- a molded body made of a thermoplastic resin such as a polyamide resin is generally used for an automobile engine cover and an interior / exterior cover of a home appliance or the like.
- the appearance of such a molded product may be required to have a metallic color tone such as that of steel or aluminum alloy.
- the surface of the molded body is conventionally coated with a paint containing a metal powder such as aluminum, that is, so-called metallic coating or plating treatment is performed.
- metallic coating and the plating treatment use an organic solvent, there is a problem in terms of working environment, and there is a problem that the productivity is inferior and the cost is high.
- Patent Document 1 discloses a polyamide resin composition in which a polyamide resin, a layered silicate, and particles expressing a metallic color are blended.
- Patent Document 2 discloses a polyamide resin composition containing a polyamide resin and metal flakes.
- the molded product obtained from the polyamide resin composition described in Patent Documents 1 and 2 does not have a sufficient metallic feeling and glossiness, and / or has a surface surface as compared with a painted product or a plated product.
- agglomerates were likely to be present and the design was inferior.
- scratch resistance there is a problem that the surface is easily roughened by scratches and the glossiness is deteriorated.
- weather resistance there is a problem that the glossiness is changed by ultraviolet rays or the like when used for a long period of time.
- An object of the present invention is to provide a polyamide resin composition capable of obtaining a molded product having sufficiently good metallic feeling, glossiness and design.
- the present invention also provides a molded product to which scratch resistance and weather resistance are imparted while maintaining a sufficiently good metallic feeling, glossiness and design by forming a protective layer on the surface of the molded body. It is an object of the present invention to provide a polyamide resin composition which can be obtained.
- the present inventors have kneaded the polyamide resin and the metallic pigment in a specific ratio under specific conditions, and as a result, a sufficiently good metallic feeling is obtained. , And have found that it is possible to obtain a polyamide resin composition capable of obtaining a molded product having a glossy feeling and a design property, and arrived at the present invention.
- the present inventors further form a protective layer on the surface of the molded product made of the polyamide resin composition, thereby maintaining sufficiently good metallic feeling, glossiness and design, and scratch resistance and weather resistance.
- the present invention has been reached by finding that
- the gist of the present invention is as follows. ⁇ 1> A polyamide resin composition containing 100 parts by mass of a polyamide resin (A) and 0.05 to 9 parts by mass of a metallic pigment (B).
- the molded body containing the polyamide resin composition has an incident angle of ⁇ 45 ° with respect to the normal of the surface of the molded body, and the light receiving angle is ⁇ 15 °, 15 °, 25 °, 45 from the obtained specular reflection angle.
- the L * value D65 light source / viewing angle 2 °
- the respective L * values are (L * -15), (L * 15), and (L * 25).
- the polyamide resin composition is characterized by satisfying the following formulas (A1) to (E1).
- ⁇ 4> The polyamide resin composition according to any one of ⁇ 1> to ⁇ 3>, wherein the metallic pigment (B) is aluminum or pearl mica.
- ⁇ 5> The polyamide resin composition according to any one of ⁇ 1> to ⁇ 4>, wherein the layered silicate (C) is swellable fluorine mica or montmorillonite.
- ⁇ 6> The method according to any one of ⁇ 1> to ⁇ 5>, wherein the content of the metallic pigment (B) is 1 part by mass or more and less than 5 parts by mass with respect to 100 parts by mass of the polyamide resin (A). Polyamide resin composition.
- the polyamide resin (A) is polyamide 6
- the metallic pigment (B) is aluminum having an average particle size of 10 to 25 ⁇ m, and the content thereof is 1 part by mass or more and less than 5 parts by mass with respect to 100 parts by mass of the polyamide resin (A). Described in any of ⁇ 1> to ⁇ 7>, wherein the layered silicate (C) is a swellable fluorine mica, and the content thereof is 0 to 8 parts by mass with respect to 100 parts by mass of the polyamide resin (A). Polyamide resin composition.
- the polyamide resin (A) is supplied from the top feeder of the twin-screw extruder.
- a method for producing a polyamide resin composition wherein the metallic pigment (B) is supplied from the side feeder of the twin-screw extruder in an amount of 0.05 to 9 parts by mass with respect to 100 parts by mass of the polyamide resin (A). .. ⁇ 11>
- the distance X from the top feeder to the side feeder is 0.25Y to 0.9Y, where Y is the distance from the top feeder to the discharge port. , ⁇ 10>.
- the method for producing a polyamide resin composition is 0.25Y to 0.9Y, where Y is the distance from the top feeder to the discharge port.
- ⁇ 12> The method for producing a polyamide resin composition according to ⁇ 10> or ⁇ 11>, wherein the screw rotation speed of the twin-screw extruder is 100 to 300 rpm.
- the polymerization reaction of the monomer components constituting the polyamide resin (A) is carried out in the presence of the layered silicate (C).
- the content of the layered silicate (C) in the polyamide resin composition is 12 parts by mass or less with respect to 100 parts by mass of the polyamide resin (A), according to any one of ⁇ 10> to ⁇ 12>.
- ⁇ 14> The method for producing a polyamide resin composition according to any one of ⁇ 10> to ⁇ 13>, wherein the polyamide resin composition according to any one of ⁇ 1> to ⁇ 9> is produced.
- ⁇ 15> The polyamide resin composition according to any one of ⁇ 1> to ⁇ 9>, which is produced by the method for producing a polyamide resin composition according to any one of ⁇ 10> to ⁇ 14>.
- ⁇ 16> A molded product obtained by molding the polyamide resin composition according to any one of ⁇ 1> to ⁇ 9>.
- ⁇ 17> The molded product according to ⁇ 16>, which has a protective layer on the surface of the molded product.
- the present invention it is possible to provide a polyamide resin composition capable of obtaining a molded product having sufficiently good metallic feeling, glossiness and design.
- a layered silicate to the polyamide resin composition of the present invention, the mechanical properties (for example, flexural modulus) of the obtained molded product can be improved.
- the polyamide resin composition of the present invention can be suitably used for automobile parts, electric / electronic parts and the like.
- the polyamide resin composition of the present invention contains a polyamide resin (A) and a metallic pigment (B).
- the polyamide resin (A) used in the polyamide resin composition of the present invention is not particularly limited, and is, for example, polycaproamide (polyamide 6), polytetramethylene adipamide (polyamide 46), polyhexamethylene adipamide (polyamide 66).
- Polycaproamide / polyhexamethylene adipami copolymer (polyamide 6/66), polyundecamide (polyamide 11), polycaproamide / polyundecamide copolymer (polyamide 6/11), polydecamide (polyamide 12), Polycaproamide / polydodecamide copolymer (polyamide 6/12), polyhexamethylene sebacamide (polyamide 610), polyhexamethylene dodecamide (polyamide 612), polyundecamethylene adipamide (polyamide 116), polydecachi Examples thereof include lentelephthalamide (polyamide 10T) and mixtures thereof, and polymers thereof.
- polyamide 6, polyamide 66, polyamide 11, polyamide 12, and polyamide 612 are preferable, and polyamide 6 and polyamide 612 are more preferable, because the mechanical properties are excellent.
- Polyamide 6 is most preferable from the viewpoint of further improving the metallic feeling, glossiness and design of the obtained molded product.
- the present invention does not prevent the polyamide resin composition from containing a polymer other than polyamide such as ionomer, but from the viewpoint of further improving the metallic feeling, glossiness and design of the obtained molded product, the polymer other than polyamide It is preferable not to contain.
- the content ratio of the polyamide resin (A) in the polymer component contained in the polyamide resin composition is preferably 65% by mass or more from the viewpoint of further improving the metallic feeling, glossiness and designability of the obtained molded product. It is more preferably 80% by mass or more, and further preferably 100% by mass.
- the polymer component is any organic compound (particularly a polymer compound) having a molecular weight of 1000 or more contained in the polyamide resin composition.
- the polymer component is a metallic pigment (B), a layered silicate (C), a scratch resistant agent and a plasticizer, a lubricant, a mold release agent, a weather resistant agent, an ultraviolet absorber, a light stabilizer, and heat, which will be described later. It shall not include additives such as stabilizers and antistatic agents.
- the relative viscosity which is an index of the molecular weight of the polyamide resin (A)
- the relative viscosity is not particularly limited, but a molded product obtained by measuring the relative viscosity using 96% by mass concentrated sulfuric acid as a solvent at a temperature of 25 ° C. and a concentration of 1 g / dL. From the viewpoint of further improving the metallic feeling and glossiness of the molded product, and improving the moldability and scratch resistance of the molded product, it is preferably 1.5 to 3.5, and more preferably 1.7 to 3.2. It is preferably 1.9 to 3.0, and more preferably 1.9 to 3.0.
- the polyamide resin composition of the present invention needs to contain a metallic pigment (B) in order to improve the metallic feeling and glossiness of the obtained molded product.
- the metallic pigment (B) used in the polyamide resin composition of the present invention is not particularly limited, and is, for example, a metal such as aluminum, iron, nickel, chromium, tin, zinc, indium, titanium, silicon, copper, and the metal. Examples thereof include alloys, oxides, nitrides, sulfides and carbides of the metal or alloys of the metals.
- the metallic pigment (B) include pearl mica and titanium-coated mica. Among them, one or more kinds selected from the group consisting of aluminum, iron, oxides thereof, titanium oxide-coated mica, and titanium oxide-coated mica because the metallic feeling and glossiness of the molded product are further improved.
- the material is preferred, one or more materials selected from the group consisting of aluminum and titanium oxide coated mica is more preferred, and aluminum is even more preferred. Titanium oxide coated mica is also called "pearl mica".
- the metallic pigment (B) one of the above may be used, or two or more of the above may be used in combination.
- the average particle size of the metallic pigment (B) is not particularly limited, and is 1 to 100 ⁇ m from the viewpoint of further improving the metallic feeling, glossiness and design of the obtained molded product, and improving the handling of the polyamide resin composition. It is preferably 2 to 80 ⁇ m, more preferably 3 to 60 ⁇ m, particularly preferably 4 to 40 ⁇ m, and most preferably 10 to 25 ⁇ m.
- the average particle size of the metallic pigment (B) can be measured by a laser diffraction / scattering type particle size distribution measuring device, for example, Microtrac 2 (manufactured by Nikki So Co., Ltd.).
- the average thickness of the metallic pigment (B) is not particularly limited, and is preferably 0.1 to 30 ⁇ m from the viewpoint of further improving the metallic feeling and glossiness of the obtained molded product and improving the rigidity of the molded product. It is more preferably 0.1 to 20 ⁇ m, and even more preferably 0.1 to 10 ⁇ m.
- the average thickness of the metallic pigment (B) can be calculated by a simple average of 50 measurements of the metallic pigment (B) by an electron microscope.
- the aspect ratio (average particle size / average thickness) of the metallic pigment (B) is not particularly limited, and may be 2 to 100 from the viewpoint of further improving the metallic feeling, glossiness, and design of the obtained molded product. It is preferably 10 to 60, more preferably 20 to 60, and even more preferably 20 to 60.
- the content of the metallic pigment (B) needs to be 0.05 to 9 parts by mass (particularly 0.08 to 9 parts by mass) with respect to 100 parts by mass of the polyamide resin (A), and the obtained molded product
- the amount is preferably 0.3 to 9 parts by mass, more preferably 1 to 9 parts by mass, and preferably 1 to 5 parts by mass. More preferably, it is particularly preferably 1 part by mass or more and less than 5 parts by mass, and most preferably 1 to 4 parts by mass.
- the content of the metallic pigment (B) is less than 0.05 parts by mass, the metallic feeling and glossiness of the obtained molded product are not improved, which is not preferable.
- the content of the metallic pigment (B) exceeds 9 parts by mass, the dispersion of the metallic pigment (B) in the obtained molded product is hindered, so that agglomerates are generated and the design is deteriorated. Not preferred.
- the metallic pigment (B) may be used in the form of particles (or powder) as it is, or may be used in the form of a dispersion (for example, paste) dispersed in a dispersion medium.
- a dispersion medium for example, polyethylene glycol can be used.
- the content of the metallic pigment (B) in the dispersion may be within the above range.
- the polyamide resin composition of the present invention needs to contain a metallic pigment (B) in order to improve the metallic feeling and glossiness of the obtained molded product, but it is necessary to contain a specific amount together with the metallic pigment (B). It is preferable to simultaneously contain the layered silicate (C) of.
- the layered silicate (C) By containing the layered silicate (C), the dispersibility of the metallic pigment (B) can be improved and the molding cycle can be shortened. Further, the metallic feeling (particularly the multi-angle optical characteristics) and the glossy feeling are improved, and even if the content of the metallic pigment (B) is small, the metallic feeling and the glossy feeling of the molded product can be efficiently enhanced.
- the layered silicate (C) used in the present invention may be naturally occurring or artificially synthesized and modified, and may be, for example, smectite group (montmorillonite, biderite, hectrite, saconite, etc.), vermiculite group (vermiculite). Etc.), Mica (fluorine mica, muscovite, paragonite, phlogopite, lepidrite, etc.), brittle mica (margarite, clintite, anandite, etc.), chlorite (donbasite, vermiculite, couquiate, clinochloa, chamonite, etc.) , Mica, etc.).
- one or more materials selected from the group consisting of swellable fluorine mica and montmorillonite are preferable, and swellable fluorine mica is preferable. Is more preferable.
- the layered silicate (C) one of the above may be used alone, or two or more thereof may be used in combination.
- the swellable fluorine mica preferably used in the present invention generally has a structural formula represented by the following formula.
- Ma (MgXLib) Si4OYFZ (In the formula, M represents an ion-exchangeable cation, and specific examples thereof include sodium and lithium.
- a, b, X, Y and Z each represent a coefficient, and 0 ⁇ a ⁇ 0.5, respectively. 0 ⁇ b ⁇ 0.5, 2.5 ⁇ X ⁇ 3, 10 ⁇ Y ⁇ 11, 1.0 ⁇ Z ⁇ 2.0)
- a method for producing such a swellable fluorine mica for example, silicon oxide, magnesium oxide and various fluorides are mixed, and the mixture is completely melted in an electric furnace or a gas furnace in a temperature range of 1400 to 1500 ° C.
- a melting method in which crystals of swellable fluorine mica are grown in the reaction vessel in the cooling process can be mentioned.
- There is also a method of using talc [Mg3Si4O10 (OH) 2] as a starting material and intercalating it with an alkali metal ion to impart swelling property to obtain swelling fluorine mica Japanese Patent Laid-Open No. 2-149415).
- swellable fluorine mica can be obtained by heat-treating talc and alkali silicate mixed in a predetermined compounding ratio in a magnetic rubbing pot at a temperature of 700 to 1200 ° C. for a short time.
- the amount of alkali silicate mixed with talc is preferably in the range of 10 to 35% by mass of the whole mixture. If it is out of this range, the production yield of swellable fluorine mica may decrease.
- the montmorillonite preferably used in the present invention is represented by the following formula, and can be obtained by purifying a naturally produced montmorillonite by water treatment or the like.
- Masi (Al 2-a Mg) O 10 (OH) 2 ⁇ nH 20 (In the formula, M represents a cation such as sodium, and 0.25 ⁇ a ⁇ 0.6.
- M represents a cation such as sodium, and 0.25 ⁇ a ⁇ 0.6.
- the number of water molecules bonded to the ion-exchange cation between layers depends on conditions such as cation species and humidity.
- montmorillonite Since it can change in various ways, it is represented by nH 2 O in the formula.) It is known that montmorillonite has isomorphic ion substituents such as magnesian montmorillonite, iron montmorillonite, and iron magnesian montmorillonite, and these may be used.
- the content of the layered silicate (C) in the polyamide resin composition of the present invention is usually 12 parts by mass or less (that is, 0 to 12 parts by mass) with respect to 100 parts by mass of the polyamide resin (A), that is, the layered silicate. (C) may or may not be contained from the viewpoint of metallic feeling, glossiness and designability of the obtained molded product, and if it is contained, the content thereof is a polyamide resin ( A) It is 12 parts by mass or less with respect to 100 parts by mass.
- the lower limit of the content of the layered silicate (C) is not particularly limited, and the content is the polyamide resin (A) from the viewpoint of improving mechanical properties.
- the content of the layered silicate (C) is from the viewpoint of further improving the metallic feeling, glossiness and designability of the obtained molded product. , 0 to 11 parts by mass, more preferably 0 to 8 parts by mass, further preferably 0 to 6 parts by mass, and 0 to 5 parts by mass with respect to 100 parts by mass of the polyamide resin (A). It is particularly preferable that the content is by mass.
- the content of the layered silicate (C) exceeds 12 parts by mass, the monomer components constituting the polyamide resin (A) are polymerized in the presence of the layered silicate (C) described later. The reaction may be difficult, or the dispersion of the layered silicate (C) may be significantly inhibited.
- the polyamide resin composition of the present invention preferably contains a scratch resistant agent in order to improve scratch resistance.
- a scratch resistant agent include an olefin-based modifier, a silicone-based modifier, and a fluorine-based modifier.
- the olefin-based modifier used as a scratch-resistant agent refers to a polyolefin modified by graft polymerization or copolymerization.
- the polyolefin modified by graft polymerization include polyethylene, polypropylene, ethylene-glycidyl methacrylate copolymer, ethylene-ethyl acrylate copolymer, and ethylene-vinyl acetate copolymer in the main chain, and side chains.
- Examples thereof include polyolefins, styrene-acrylonitrile copolymers, butyl acrylate-methyl methacrylate copolymers, and polyolefins graft-polymerized with methyl methacrylate-methyl methacrylate copolymers.
- Examples of the copolymer-modified polyolefin include an ethylene-glycidyl methacrylate copolymer, an ethylene-ethyl acrylate copolymer, and an ethylene-vinyl acetate copolymer.
- a polyolefin graft-polymerized with polyethylene on the main chain and a styrene-acrylonitrile copolymer on the side chain is preferable because it has a high effect of improving scratch resistance.
- olefin modifiers include Modiper A1401 manufactured by NOF CORPORATION (polyolefin graft-polymerized with polyethylene on the main chain and a styrene-acrylonitrile copolymer on the side chain).
- the silicone-based modifier used as an anti-scratch agent refers to silicone or modified silicone.
- Silicone is a polymer compound having a linear structure composed of a siloxane bond, and examples thereof include dimethylpolysiloxane, diphenylpolysiloxane, and methylphenylpolysiloxane.
- the modified polysilicone is a silicone in which a part of the substituent is substituted, for example, an ester-modified polysiloxane substituted with a fatty acid ester group, a vinyl-modified silicone substituted with a vinyl group, and a hydro substituted with a hydrogen atom.
- alkyl-modified silicone substituted with an alkyl group polyether-modified silicone substituted with a polyether group, amino-modified silicone substituted with a group having an amino group, carbinol-modified silicone substituted with a hydroxylalkyl group, Examples thereof include an epoxy-modified silicone substituted with a group having an oxylan ring and a carboxy-modified silicone substituted with a group having a carboxyl group.
- ester-modified polysiloxane is preferable because it has a high effect of improving scratch resistance.
- examples of commercially available silicone-based modifiers include Tegomer H-Si 6441P (ester-modified polysiloxane) manufactured by EVONIC.
- the fluorine-based modifier used as an anti-scratch agent is a polyolefin containing fluorine in the main chain.
- the fluoromodifier include polytetrafluoroethylene (tetrafluoroethylene resin, PTFE), trifluoroethylene chloride resin (PCTFE), tetrafluoroethylene hexafluoropropylene resin (PFEP), and vinyl fluoride.
- PVDF billinidene fluoride resin
- ethylene dichloride resin tetrafluoroethylene / perfluoroalkyl vinyl ether copolymer (PFA), tetrafluoroethylene / hexafluoropropylene copolymer, tetrafluoroethylene -Examples include ethylene copolymer (ETFE), polyvinylidene fluoride, polychlorotrifluoroethylene, and chlorotrifluoroethylene-ethylene copolymer (ECTFE).
- ETFE ethylene copolymer
- ECTFE chlorotrifluoroethylene-ethylene copolymer
- the content is required to be in the range of 0.1 to 10 parts by mass with respect to 100 parts by mass of the polyamide resin (A).
- the polyamide resin composition of the present invention may contain a black pigment and / or a black dye in order to improve the profound feeling. Either the black pigment and the black dye may be used alone or in combination.
- the black pigment used in the polyamide resin composition of the present invention is not particularly limited, and examples thereof include carbon black, acetylene black, lamp black, bone black, graphite, iron black, aniline black, cyanine black, and titanium black. Of these, carbon black is particularly preferable because the effects of the present invention can be easily exhibited.
- the black pigment one of the above may be used alone, or two or more thereof may be used in combination.
- the black dye used in the polyamide resin composition of the present invention is not particularly limited, and examples thereof include an azine dye containing niglocin and a polycyclic condensation dye containing anthraquinone. Of these, azine dyes are preferable because they are easy to handle. Among the azine dyes, niglosin is preferable. As niglosin, for example, COLOR INDEX and C.I. I. SOLVENT BLACK 5 and C.I. I. Examples thereof include a black azine-based condensed mixture as described as SOLVENT BLACK 7.
- niglosin can be obtained, for example, by oxidizing and dehydrating and condensing aniline, aniline hydrochloride and nitrobenzene in the presence of iron chloride at a reaction temperature of 160 to 180 ° C. Further, purified niglocin obtained by purifying the niglosin thus obtained to have less than 0.1% of aniline or diphenylamine is more preferable. Examples of commercially available products of niglocin include Cramity 81 and NUBIAN BLACK series manufactured by Orient Chemical Industries Co., Ltd. As the black dye, one of the above may be used alone, or two or more thereof may be used in combination.
- the mass ratio [(C) / (B)] of the layered silicate (C) and the metallic pigment (B) is 0.4. It is preferably 40 to 40. Generally, in order to produce a molded product, it is preferable that the production speed is high and the molding cycle is short. In the present invention, the molding cycle can be shortened by setting the mass ratio [(C) / (B)] to 0.4 to 40.
- the polyamide resin composition of the present invention can be produced by melt-kneading a polyamide resin (A), a metallic pigment (B), a layered silicate (C) and other additives, if necessary.
- the layered silicate (C) when used, the polymerization reaction of the monomer components constituting the polyamide resin (A) is carried out in the presence of the layered silicate (C) to carry out the polymerization reaction between the polyamide resin (A) and the layered silicate. It is preferable to prepare a composite mixture with the salt (C) and melt-knead the composite mixture with the metallic pigment (B) and, if necessary, other additives to produce a polyamide resin composition.
- the polyamide resin composition of the present invention usually has a pellet form.
- the layered silicate (C) By carrying out the polymerization reaction of the monomer components constituting the polyamide resin (A) in the presence of the layered silicate (C), the layered silicate (C) can be uniformly dispersed in the polyamide resin (A). The metallic feeling and glossiness of the obtained molded product can be further improved.
- the lactam may be used as the raw material aminocarboxylic acid in the polymerization reaction.
- the layered silicate (C) As a method of polymerizing the aminocarboxylic acid (lactam) in the presence of the layered silicate (C), the layered silicate (C) and the aminocarboxylic acid (lactam) are autoclaved.
- a method of melt-polymerization method in the range of a temperature of 240 to 300 ° C. and a pressure of 0.2 to 3 MPa and 1 to 15 hours using an initiator such as water can be mentioned.
- ⁇ -caprolactam it is preferable to polymerize at a temperature of 250 to 280 ° C. and a pressure of 0.5 to 2 MPa for 3 to 5 hours.
- melt-kneading extruder When the polyamide resin (A) and the metallic pigment (B) and other additives are melt-kneaded if necessary, or a composite mixture of the polyamide resin (A) and the layered silicate (C) and the metallic pigment ( When melt-kneading B) and other additives as necessary, a known melt-kneading extruder can be used. In order to suppress crushing or breakage due to kneading of metallic pigments as much as possible, it is usually preferable to use the screw in a single shaft rather than in a biaxial manner. The dispersibility of other additives may be deteriorated, and even if the metallic pigment can be suppressed from being crushed or broken, the dispersibility of the metallic pigment may be insufficient and the metallic feeling may be impaired.
- achieving uniform dispersion without applying screw shear stress during melt-kneading to the metallic pigment as much as possible imparts specific multi-angle optical properties of the molded body surface required for the resin composition of the present invention. It is important to do.
- a twin-screw extruder is used to obtain a polyamide resin (A) or a composite mixture of the polyamide resin (A) and the layered silicate (C), and if necessary.
- additives other than the metallic pigment (B) are collectively added from the main hopper (also referred to as “top feeder”), and the metallic pigment (B) is supplied by the side feeder from the middle of the extruder. It is more preferable that the metallic pigment (B) is supplied downstream of the extruder as much as possible.
- the obtained molded product cannot obtain the multi-angle optical characteristics described later, and the metallic feeling tends to be lowered. ..
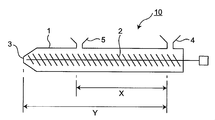
- the twin-screw extruder 10 usually accommodates two screws 2 in a cylinder 1 and discharges a top feeder 4 and a side feeder 5 for supplying raw materials, and a kneaded product. Further has a discharge port 3 for the purpose.
- the twin-screw extruder a commercially available one can be used, and examples thereof include TEM37 (manufactured by Toshiba Machine Co., Ltd.).
- FIG. 1 is a schematic cross-sectional view of an example of a twin-screw extruder for producing the polyamide resin composition of the present invention, and is a schematic cross-sectional view of the twin-screw extruder for explaining the position of a side feeder.
- the molded body has multi-angle optical characteristics (particularly the formulas (A1) to (E1), preferably the formulas (A2) to (E2), more preferably the formulas (A3) to (E3), which will be described later.
- the twin-screw extruder satisfies the following conditions (1) and (2) from the viewpoint of satisfying the formulas (A4) to (E4)) and obtaining a further improved metallic feeling as a result. As a result, the glossiness and design are further improved.
- the distance X from the top feeder 4 to the side feeder 5 is the distance from the top feeder 4 to the discharge port 3 as Y.
- Y is not particularly limited, and is usually 500 to 50,000 mm, particularly 1000 to 10000 mm. Is.
- the screw rotation speed of the twin-screw extruder is 100 to 300 rpm, preferably 100 to 250 rpm, and more preferably 150 to 250 rpm.
- the polyamide resin composition of the present invention can impart specific multi-angle optical properties to the molded product and the molded product having a protective layer formed on the surface thereof, and as a result, further enhance the metallic feeling and the glossy feeling. Can be improved.
- the specific multi-angle optical characteristics will be described below.
- the incident angle is ⁇ 45 with respect to the surface of the molded body or the normal of the surface of the molded body having a protective layer formed on the surface.
- the L * value (D65 light source / viewing angle 2 °) is measured, where the light receiving angle is -15 °, 15 °, 25 °, 45 °, 75 °, 110 ° from the obtained specular reflection angle.
- the respective L * values of are set to (L * -15), (L * 15), (L * 25), (L * 45), (L * 75), and (L * 110), and all the received light is further received.
- the molded body Since the L * value of each light receiving angle is within the range of the above equation, the molded body is actually changed with the human naked eye in the range of 110 ° to -15 ° with respect to the specular reflection angle of the incident light. When observing the surface, a high metallic feeling can be visually obtained.
- the A value, B value, C value, D value and E value are, for example, the contents of each of the metallic pigment (B) and the layered silicate (C) and the production conditions (for example) of the resin composition (pellet) of the present invention. It can be controlled by adjusting the distance X from the top feeder 4 to the side feeder 5 and the screw rotation speed in the twin-screw extruder.
- a higher metallic feeling can be obtained by satisfying the following equations (A2) to (E2) for the multi-angle optical characteristics.
- (A2) ((L * -15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.7
- B2) ((L * 15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.6
- C2 0.7 ⁇ ((L * 25)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.4
- D2 0.4 ⁇ ((L * 45)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.1
- E2) 0.2 ⁇ ((L * 75)-(L * MIN)) / ((L * MAX)-(L * MIN))
- the upper limit of the A value is usually 1.0.
- the upper limit of the B value is usually 1.0, particularly preferably 0.95.
- the lower limit of the E value is usually 0.01.
- a higher metallic feeling can be obtained by satisfying the following equations (A3) to (E3) for the multi-angle optical characteristics.
- (A3) ((L * -15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.7
- B3 ((L * 15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.6
- C3 0.68 ⁇ ((L * 25)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.41
- D3 0.4 ⁇ ((L * 45)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.11
- E3) 0.2 ⁇ ((L * 75)-(L * MIN)) / ((L * MAX)-(L * MIN))
- the upper limit of the A value is usually 1.0.
- the upper limit of the B value is usually 0.95, preferably 0.9, particularly preferably 0.85, and particularly preferably 0.82.
- the lower limit of the E value is usually 0.01.
- a higher metallic feeling can be obtained by satisfying the following equations (A4) to (E4) for the multi-angle optical characteristics.
- (A4) ((L * -15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.72
- B4 ((L * 15)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.62
- C4 0.67 ⁇ ((L * 25)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.42
- D4 0.2 ⁇ ((L * 45)-(L * MIN)) / ((L * MAX)-(L * MIN)) ⁇ 0.12
- E4) 0.06 ⁇ ((L * 75)-(L * MIN)) / ((L * MAX)-(L * MIN)))
- the upper limit of the A value is usually 1.0.
- the upper limit of the B value is usually 0.9, particularly preferably 0.82.
- the lower limit of the E value is usually 0.02, particularly 0.025.
- L * -15 "L * 15”, “L * 25”, “L * 45”, “L * 75” and "L * 110", which define multi-angle optical characteristics, are BYK.
- the multi-angle optical property that defines the polyamide resin composition of the present invention is a property related to a molded product obtained by using the polyamide resin composition.
- a molded product for measuring multi-angle optical characteristics after the polyamide resin composition is sufficiently dried, the resin temperature is 260 ° C., the mold temperature is 60 ° C., the holding pressure is 30 MPa, the injection speed is 100 mm / sec, and the injection pressure is 100 MPa.
- a plate-shaped molded product having a length of 90 mm, a width of 50 mm, and a thickness of 2 mm obtained by injection molding under the condition of a cooling time of 10 seconds can be used.
- any device may be used as long as it can perform injection molding under the above conditions, and examples thereof include EC-100II type manufactured by Toshiba Machine Co., Ltd.
- the present invention also provides a molded product.
- the molded product of the present invention is obtained by molding the above-mentioned polyamide resin composition of the present invention.
- the molding method include injection molding, blow molding, extrusion molding, inflation molding, and vacuum molding after sheet processing, pressure molding, vacuum pressure molding, and the like.
- it is preferable to use an injection molding method and in addition to a general injection molding method, gas injection molding, injection press molding and the like can also be adopted.
- the cylinder temperature is preferably equal to or higher than the melting point or flow start temperature of the resin composition (for example, 190 to 270 ° C.), and the mold temperature is set to the resin.
- the condition that the composition is (melting point ⁇ 20 ° C.) or less can be mentioned. If the molding temperature is too low, the moldability may become unstable, such as a short circuit may occur in the molded product, or the metallic and glossy feeling of the obtained molded product may be lost. On the contrary, if the molding temperature is too high, the polyamide resin composition may be decomposed, which may cause a decrease in the strength of the obtained molded product or a decrease in metallic feeling and glossiness.
- the molded product of the present invention particularly the molded product obtained by the injection molding method, has a high metallic feeling and a glossy feeling, but various conditions at the time of injection molding, such as resin temperature, injection speed, injection pressure, and mold.
- resin temperature By setting the temperature in a well-balanced manner, it is possible to further improve the metallic feeling and the glossy feeling.
- these conditions are carefully set because they affect the fluidity of the molten polyamide resin composition in the mold and the dispersibility of the metallic pigment (B) in the polyamide resin composition. It is preferable to do so.
- the injection speed should be set to a low to medium speed.
- a protective layer can be formed on the surface of a portion of the molded product that requires designability, or on the entire surface.
- the protective layer By forming the protective layer, the scratch resistance and light resistance of the molded product can be improved.
- a specific multi-angle optical characteristic within the scope of the present invention on the surface on which the protective layer is formed, it is possible to achieve both designability.
- a coating material as a raw material for the protective layer is applied to the surface of the molded product of the present invention to form a coating layer, and then the applied coating composition is heated and / or irradiated with ultraviolet rays. It is cured to form a protective layer that covers the surface of the molded product (curing step).
- the protective layer may be formed not only in one layer but also in two or more layers. When forming two or more layers, two or more kinds of paints as raw materials may be used.
- the coating method in the coating process known methods such as spray coating, brush coating, roller coating, dipping coating, electrostatic coating, and electrodeposition coating can be applied.
- the dipping coating is also called dipping coating, and is a coating method in which an object to be coated is immersed in the paint and then pulled up.
- the film thickness of the coating layer in the coating step is preferably formed so that the film thickness of the coating film after curing is 1 to 50 ⁇ m, and more preferably 5 to 40 ⁇ m. If the film thickness of the coating film after curing is less than 1 ⁇ m, the effect as a protective layer is reduced, which is not preferable. If the coating layer is formed so that the film thickness of the coating film after curing is 50 ⁇ m or more, problems such as armpits and sagging are likely to occur, and the metallic feeling is reduced, which is not preferable.
- the armpit is a foam-like surface defect on the surface of the coating film, and the solvent remaining inside the coating film evaporates due to heating during baking or the like to generate bubbles in the coating film, which is already cured.
- the coating material used as a raw material for the protective layer is not particularly limited, and for example, a liquid or powder coating composition containing a substrate resin and a cross-linking agent can be applied.
- the base resin include acrylic resins, polyester resins, alkyd resins, fluororesins, urethane resins, silicon-containing resins and the like, which contain crosslinkable functional groups such as hydroxyl groups, carboxyl groups, silanol groups and epoxy groups.
- the cross-linking agent contains a melamine resin, a urea resin, a polyisocyanate compound, a blocked polyisocyanate compound, an epoxy compound or a resin, a carboxyl group-containing compound or a resin, an acid anhydride, and an alkoxysilane group that can react with the functional group of the substrate resin.
- a solvent such as water or an organic solvent, a curing catalyst, a defoaming agent, an ultraviolet absorber, a rheology control agent, an antioxidant, a surface conditioner and other additives can be appropriately added.
- UV curable paint also contains a radical photopolymerization initiator as a raw material.
- a radical photopolymerization initiator any known photopolymerization initiator can be appropriately used as long as it generates radicals by irradiation with ultraviolet rays, and benzoin-based, benzophenone-based, benzyl-based, acetophenone-based, quinone-based, and thioxanthone. It can be arbitrarily selected from known compounds such as a system, a phenylglyoxylic acid system, and a phosphine oxide system.
- photopolymerization initiator examples include benzophenone, p-methoxybenzophenone, o-benzoylbenzoic acid, methyl o-benzoylbenzoate, 4,4'-bis (dimethylamino) benzophenone, and 4,4'-bis.
- Benzophenone compounds such as (diethylamino) benzophenone; acetophenone, 2,2-diethoxyacetophenone, 2,2-dimethoxy-2-phenylacetophenone, 2,2-dimethoxy-1,2-diphenylethane-1-one, 1- Acetophenone compounds such as hydroxycyclohexylphenyl ketone, 2-hydroxy-2-methyl-1-phenylpropan-1-one; bis (2,4,6-trimethylbenzoyl) -phenylphosphine oxide, bis (2,6-- Dimethoxybenzoyl) -2,4,4-trimethyl-pentylphosphine oxide, 2,4,6-trimethylbenzoyl-diphenylphosphine oxide and other phosphine oxide compounds are used alone or in combination.
- the paint used as the raw material of the protective layer can be timely blended with a coloring pigment within a range that does not impair the multi-angle optical characteristics of the present invention.
- a coloring pigment one kind or a combination of two or more kinds of pigments conventionally known for inks and paints can be blended.
- the amount to be added may be appropriately determined, but is 30 parts by mass or less, preferably 0.01 to 15 parts by mass, particularly preferably 0.01, as a solid content with respect to 100 parts by mass of the resin solid content in the coating film. It is in the range of ⁇ 10 parts by mass.
- the coating film in the case of the baking dry type, it can be crosslinked and cured at a temperature of about 50 to about 180 ° C., and in the case of the normal temperature drying type or the forced drying type, it is usually dried at room temperature. It can be crosslinked and cured at a temperature of about 80 ° C.
- the coating film can be cured by irradiating the coating film with ultraviolet rays and heating as necessary.
- the ultraviolet rays can be irradiated by using a known ultraviolet curing device including a light source such as a high-pressure mercury lamp and a metal halide lamp and an irradiator (lamp house).
- a known ultraviolet curing device including a light source such as a high-pressure mercury lamp and a metal halide lamp and an irradiator (lamp house).
- a light source such as a high-pressure mercury lamp and a metal halide lamp and an irradiator (lamp house).
- the coating film is completely cured by further heating and curing after the ultraviolet curing, depending on the degree of progress of the heat curing by heating before the start of the ultraviolet curing.
- the heating before UV curing is called preheating
- the heating after UV curing is called main heating.
- the physical properties of the polyamide resin composition were measured by the following method.
- DSC differential scanning calorimetry
- the number of agglomerates of 0.3 mm or more was counted in the obtained five plate-shaped molded bodies, and the total number was judged as follows. ⁇ : Less than 5 (good); X: 5 or more (failed).
- Multi-angle optical characteristics After the obtained polyamide resin composition is sufficiently dried at 100 ° C. for 12 hours, a mold is used at a resin temperature of 260 ° C. using an injection molding machine (EC-100II type manufactured by Toshiba Machine Co., Ltd.). Injection molding was performed under the conditions of a temperature of 60 ° C., a holding pressure of 30 MPa, an injection speed of 100 mm / sec, an injection pressure of 100 MPa, and a cooling time of 10 seconds to prepare a plate-shaped molded product having a length of 90 mm, a width of 50 mm, and a thickness of 2 mm.
- an injection molding machine EC-100II type manufactured by Toshiba Machine Co., Ltd.
- a protective layer was formed on the surface of the molded product using a two-component thermosetting paint to prepare a surface protective layer-formed molded product.
- the paint was applied using a roll coater so as to have a film thickness of 20 ⁇ m, and the curing conditions were 80 ° C. for 30 minutes.
- BYK-maci BYK Adaptives & Instruments
- the L * value (D65 light source / viewing angle 2 °) was measured with the light receiving angles set to ⁇ 15 °, 15 °, 25 °, 45 °, 75 °, and 110 °.
- Each L * value is set to (L * -15), (L * 15), (L * 25), (L * 45), (L * 75), (L * 110), and each light receiving angle is further changed.
- the following equations (A) to (E) were calculated with the maximum value of the L * value as (L * MAX) and the minimum value as (L * MIN).
- the metallic feeling is "aluminum feeling” when an aluminum pigment is used as the metallic pigment (B), and “pearl feeling” when pearl mica is used, and the brilliance and texture of metallic (aluminum or pearl). Including.
- ⁇ ⁇ The metallic feeling of the molded body surface was very close to the metallic feeling of the actual metal surface (best); ⁇ : The metallic feeling on the surface of the molded body was sufficiently close to the metallic feeling on the actual metal surface, but it was not as close as the metallic feeling of “ ⁇ ” above (excellent); ⁇ : Although the metallic feeling on the surface of the molded body was very close to the metallic feeling on the actual metal surface, it was not as close as the metallic feeling of “ ⁇ ” above (good); ⁇ : The metallic feeling on the surface of the molded body was similar to the metallic feeling on the actual metal surface, but it was not as close as the metallic feeling of “ ⁇ ” above (passed); ⁇ : Although the metallic feeling of the molded body surface was slightly similar to the metallic feeling of the actual metal surface, it was not as close as the metallic feeling of the above “ ⁇ ” (failure); XX: The metallic feeling on the surface of the molded product did not approximate the metallic feeling on the actual metal surface (failed).
- the metallic feeling is a characteristic represented by the multi-angle optical characteristics as described above.
- the degree of approximation of the visually perceived metallic feel to the actual metallic feel of the metal surface corresponded well with the multi-angle optical characteristics shown below: Molds with a metallic feel of " ⁇ ”: Molds that satisfy the formulas (A4) to (E4); Molds with a metallic feel of " ⁇ ” or higher: Molds satisfying the formulas (A3) to (E3); Molds with a metallic feel of " ⁇ ” or more: Molds satisfying the formulas (A2) to (E2); Molded product having a metallic feeling of " ⁇ ” or more: A molded product satisfying the formulas (A1) to (E1).
- Gloss Residual Rate (Glossy Before Test-Glossy After Test / Glossy Before Test) x 100 The higher the scratch resistance, the larger the gloss residual ratio.
- 50% or more is acceptable, 60% or more is preferable, and 70% or more is more preferable.
- Gloss Residual Rate (Glossy Before Test-Glossy After Test / Glossy Before Test) x 100 The higher the weather resistance, the larger the gloss residual ratio.
- 50% or more is acceptable, 60% or more is preferable, and 70% or more is more preferable.
- the molding cycle refers to the time from the start of injection of the molded product of the first shot to the start of injection of the molded product of the second shot when continuously molding under the same injection conditions. That is, it means the time required to mold one molded product (total of injection time + cooling time + take-out time). In the present invention, 30 seconds or less is a pass, and 25 seconds or less is preferable.
- Raw materials (1) Polyamide resin monomer component ⁇ ⁇ -caprolactam (manufactured by Ube Industries, Ltd.) ⁇ 12-Aminododecanoic acid (manufactured by Ube Industries, Ltd.)
- Metallic pigment / aluminum pigment (particle size 20 ⁇ m): “Silbeads M200-BP” manufactured by Asahi Kasei Chemicals Co., Ltd., average particle diameter 20 ⁇ m, average thickness 0.4 ⁇ m, aluminum paste, aluminum component 90%, polyethylene glycol 10%.
- the content of the aluminum-based pigment in the examples indicates the content of aluminum contained in the aluminum-based pigment.
- -Aluminum-based pigment (particle size 28 ⁇ m): “SILVET 880-30-E1” manufactured by SILVERLINE, average particle size 28 ⁇ m, aluminum component 80%, polyethylene wax 30%.
- the content of the aluminum-based pigment in the examples indicates the content of aluminum contained in the aluminum-based pigment.
- -Aluminum pigment particle size 35 ⁇ m
- SILVET 790-20-E manufactured by SILVERLINE, average particle diameter 35 ⁇ m, aluminum component 80%, polyethylene wax 20%.
- the content of the aluminum-based pigment in the examples indicates the content of aluminum contained in the aluminum-based pigment.
- -Pearl mica "TWINCLE PEARL SXE” manufactured by Nippon Koken Kogyo Co., Ltd., particle size 37 ⁇ m, titanium oxide-coated synthetic mica.
- thermosetting paint A "Econet EY-SS” manufactured by Origin Electric Co., Ltd.
- thermosetting paint B "Origi Plate Z-NY” manufactured by Origin Electric Co., Ltd.
- Production example 5 To 80 parts by mass of ⁇ -caprolactam and 20 parts by mass of 12-aminododecanoic acid, 0.4 parts by mass of phosphite, 4.5 parts by mass of swelling fluorine mica, and 5 parts by mass of water were charged, and 1 hour at 80 ° C. After stirring, the mixture was stirred at 260 ° C. and 0.7 MPa for 1 hour, then at 260 ° C. and normal pressure for 1 hour, and polymerized to obtain a polyamide 612 resin containing a swellable fluorine mica. The content of fluorine mica in the obtained resin was measured and found to be 4.0% by mass.
- Example 1 100 parts by mass of the polyamide resin obtained in Production Example 4 is charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and 3 parts by mass of the aluminum pigment shown in the table is side-fed from the downstream of the extruder. It was fed, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Example 2 104 parts by mass of the layered silicate-containing polyamide resin obtained in Production Example 5 was charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and 3 parts by mass of the aluminum pigment shown in the table was extruded. Side feed was supplied from the downstream of the machine, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Example 3 104 parts by mass of the layered silicate-containing polyamide resin obtained in Production Example 1 was charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and 3 parts by mass of the aluminum pigment shown in the table was extruded. Side feed was supplied from the downstream of the machine, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Example 4 to 11 and Comparative Examples 6 and 7 The same operation as in Example 3 was carried out except that the raw materials and the blending amounts were changed so as to obtain the resin compositions shown in Tables 1 and 3, to obtain polyamide resin composition pellets.
- Example 12 13 parts by mass of the swellable fluorine mica-containing polyamide resin obtained in Production Example 1 and 87.5 parts by mass of the polyamide resin obtained in Production Example 4 were mixed in a batch and a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.). ), 3 parts by mass of the aluminum pigment shown in the table is side-fed from the downstream of the extruder, melt-kneaded, extruded into strands from a die, cooled and pelletized to form a polyamide resin composition. A product pellet was obtained. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Example 13 104 parts by mass of the swellable fluorine mica-containing polyamide resin obtained in Production Example 2 was charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and 3 parts by mass of the aluminum pigment shown in the table was extruded. Side feed was supplied from the downstream of the machine, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Example 14 104 parts by mass of the montmorillonite-containing polyamide resin obtained in Production Example 3 was charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and 3 parts by mass of the aluminum pigment shown in the table was added from the downstream of the extruder.
- the side feed was supplied, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets.
- the melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- Examples 15 and 16 The results of evaluation of the resin composition obtained in Example 3 with a molded product having a surface protective layer formed by the two-component thermosetting paints A and B were designated as Examples 15 and 16, respectively.
- Example 17 The same operation as in Example 3 was carried out except that a twin-screw extruder having a different side feeder position was used to obtain a polyamide resin composition pellet.
- Example 18 A polyamide resin composition pellet was obtained by performing the same operation as in Example 3 except that the screw rotation speed was changed to 300 rpm.
- Comparative Example 1 100 parts by mass of the polyamide resin obtained in Production Example 4 and 3 parts by mass of the aluminum pigment shown in the table are mixed in a batch, charged from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.), and melt-kneaded. After extruding into a strand shape from a die, the mixture was cooled and pelletized to obtain a polyamide resin composition pellet. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Comparative Example 2 104 parts by mass of the swellable fluorine mica-containing polyamide resin obtained in Production Example 1 and 3 parts by mass of the aluminum pigment shown in the table were mixed together and from the main hopper of a twin-screw extruder (EC-100; manufactured by Toshiba Machine Co., Ltd.). The mixture was charged, melt-kneaded, extruded into strands from a die, and then cooled and pelletized to obtain polyamide resin composition pellets. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- EC-100 twin-screw extruder
- Comparative Example 3 100 parts by mass of the polyamide resin obtained in Production Example 4 and 3 parts by mass of the aluminum pigment shown in the table were collectively mixed, charged from the main hopper of a single-screw extruder, melt-kneaded, and extruded into a strand shape from a die. After that, it was cooled and pelletized to obtain a polyamide resin composition pellet. Melt kneading was carried out at a resin temperature of 260 ° C., a screw rotation of 400 rpm, and a discharge rate of 30 kg / hour.
- Comparative Example 4 104 parts by mass of the swellable fluorine mica-containing polyamide resin obtained in Production Example 1 and 3 parts by mass of the aluminum pigment shown in the table are collectively mixed, charged from the main hopper of a single-screw extruder, melt-kneaded, and then melt-kneaded. After extruding into strands, it was cooled and pelletized to obtain polyamide resin composition pellets. Melt kneading was carried out at a resin temperature of 260 ° C., a screw rotation of 400 rpm, and a discharge rate of 30 kg / hour.
- Comparative Example 5 The result of evaluation of the resin composition obtained in Comparative Example 4 with a molded product having a surface protective layer formed by the two-component thermosetting paint A was designated as Comparative Example 5.
- Comparative Example 8 100 parts by mass of the polyamide resin obtained in Production Example 4 and 3 parts by mass of the aluminum pigment shown in the table are collectively charged from the main hopper of the single-screw extruder, extruded into a strand shape from a die, and then cooled and pelletized. , Polyamide resin composition pellets were obtained. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- Comparative Example 9 100 parts by mass of the polyamide resin obtained in Production Example 1 and 3 parts by mass of the aluminum pigment shown in the table are collectively charged from the main hopper of the single-screw extruder, extruded into a strand shape from a die, and then cooled and pelletized. , Polyamide resin composition pellets were obtained. The melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / hour.
- Comparative Example 10 The same operation as in Comparative Example 9 was carried out except that the raw materials and the blending amounts were changed so as to obtain the resin composition shown in Table 3, to obtain polyamide resin composition pellets.
- Reference example 1 (plating) A commercially available acrylonitrile butadiene styrene resin (UMG ABS, 3001M) is pre-dried at 85 ° C. for 3 hours, and then used by an injection molding machine (EC-100II, Toshiba Machinery Co., Ltd.) at a resin temperature of 240 ° C. and gold. Injection molding was performed under the conditions of a mold temperature of 60 ° C., a holding pressure of 30 MPa, an injection speed of 100 mm / sec, an injection pressure of 100 MPa, and a cooling time of 10 seconds to prepare a plate-shaped molded product having a length of 90 mm, a width of 50 mm, and a thickness of 2 mm.
- UMG ABS, 3001M acrylonitrile butadiene styrene resin
- EC-100II Toshiba Machinery Co., Ltd.
- the obtained plate-shaped molded product was subjected to degreasing treatment, chromic acid etching, neutralization, catalyst, accelerator, electroless plating, and electroplating treatment in that order to obtain a chrome-plated plate-shaped molded product. Only the evaluation of the multi-angle optical characteristics was carried out for this molded product.
- Tables 1 to 3 show the resin compositions of the polyamide resin compositions obtained in Examples 1 to 18, Comparative Examples 1 to 11 and Reference Example 1, and their evaluations.
- the resin composition pellets of Examples 1 to 18 were used, a molded product having sufficiently excellent metallic feeling, glossiness, and designability could be obtained.
- the molded product obtained by using the resin composition pellets of Examples 15 and 16 has a surface protective layer, and therefore has excellent scratch resistance and weather resistance.
- the polyamide resin composition pellets are produced by feeding the metallic pigment (B) from the side feeder of the twin-screw extruder while having a specific composition. Therefore, the molded product composed of the pellets had the following characteristics: -The molded product obtained multi-angle optical characteristics satisfying the above formulas (A1) to (E1), and as a result, had a good metallic feeling; -The molded product had good luster; and-the molded product had good design.
- the molded product composed of the pellets obtains multi-angle optical characteristics satisfying the above formulas (A2) to (E2).
- the metallic feeling is further improved: -The content of the metallic pigment (B) is 0.3 to 9 parts by mass with respect to 100 parts by mass of the polyamide resin (A); The side feeder that supplies the metallic pigment is reasonably downstream of the twin-screw extruder (ie, where X is 0.4Y to 0.75Y in FIG. 1); -When the screw rotation speed of the twin-screw extruder is moderately low (that is, the rotation speed is 100 to 250 rpm (particularly 150 to 250 rpm).
- the pellet when the pellet composition satisfies the following conditions and the following twin-screw extruder conditions, the pellet is composed of the pellets.
- the molded product to be molded has multi-angle optical characteristics satisfying the above equations (A3) to (E3), and as a result, the metallic feeling is further improved: -The content of the metallic pigment (B) is 1 to 9 parts by mass with respect to 100 parts by mass of the polyamide resin (A); The side feeder that supplies the metallic pigment is reasonably downstream of the twin-screw extruder (eg, where X is 0.4Y to 0.75Y in FIG. 1); -The screw rotation speed of the twin-screw extruder is moderately low (for example, the rotation speed is 100 to 250 rpm (particularly 150 to 250 rpm)).
- the pellets are used.
- the formed molded product has multi-angle optical characteristics satisfying the above equations (A4) to (E4), and as a result, the metallic feeling is further improved:
- the polyamide resin (A) is polyamide 6;
- the metallic pigment (B) is aluminum having an average particle diameter of 10 to 25 ⁇ m, and the content thereof is 1 part by mass or more and less than 5 parts by mass (particularly 1 to 4 parts by mass) with respect to 100 parts by mass of the polyamide resin (A).
- the layered silicate (C) is a swellable fluorine mica, and its content is 0 to 8 parts by mass (particularly 0 to 6 parts by mass) with respect to 100 parts by mass of the polyamide resin (A);
- the side feeder that supplies the metallic pigment is reasonably downstream of the twin-screw extruder (eg, where X is 0.4Y to 0.75Y in FIG. 1); -The screw rotation speed of the twin-screw extruder is moderately low (for example, the rotation speed is 100 to 250 rpm (particularly 150 to 250 rpm)).
- the resin composition pellets of Comparative Examples 1 to 5 and 8 to 10 were obtained by feeding the polyamide resin (A) and the metallic pigment (B) from the top feeder of a twin-screw extruder or a single-screw extruder, and thus have a screw rotation speed. However, the predetermined multi-angle optical characteristics were not satisfied, and the metallic feeling was poor.
- the resin composition pellet of Comparative Example 6 had a poor design because the content of the metallic pigment (B) was too large.
- the polyamide resin composition of the present invention can be suitably used for automobile parts, electric parts, and electronic parts.
- Automotive parts include, for example, various instruments such as speedometers, tachometers, fuel gauges, water temperature gauges, and distance meters on instrument panels, car stereos, navigation systems, various switches around air conditioners, buttons, and center consoles. Examples include shift levers, side brake grips, door trims, armrests, and door levers.
- Examples of the electric and electronic parts include various parts and housings around a personal computer, mobile phone parts and housings, and resin parts for electric appliances such as other OA equipment parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022517606A JPWO2021220786A1 (https=) | 2020-04-27 | 2021-04-12 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-078530 | 2020-04-27 | ||
| JP2020078530 | 2020-04-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021220786A1 true WO2021220786A1 (ja) | 2021-11-04 |
Family
ID=78331534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/015171 Ceased WO2021220786A1 (ja) | 2020-04-27 | 2021-04-12 | ポリアミド樹脂組成物およびその成形体またはその表面に保護層が形成された成形体 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2021220786A1 (https=) |
| WO (1) | WO2021220786A1 (https=) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000319521A (ja) * | 1999-05-14 | 2000-11-21 | Dainichiseika Color & Chem Mfg Co Ltd | フリップフロップ性メタリック感を有する成形品用熱可塑性樹脂組成物 |
| JP2007269890A (ja) * | 2006-03-30 | 2007-10-18 | Toray Ind Inc | レーザ溶着樹脂組成物およびそれからなる成形品 |
| JP2013169655A (ja) * | 2012-02-17 | 2013-09-02 | Asahi Kasei Chemicals Corp | 光輝性射出成形体 |
| JP2014080574A (ja) * | 2012-09-27 | 2014-05-08 | Unitika Ltd | ポリアミド樹脂組成物およびそれを成形してなる成形体 |
| JP2014198796A (ja) * | 2013-03-29 | 2014-10-23 | ユニチカ株式会社 | ポリアミド樹脂組成物、およびそれよりなる成形体 |
| CN108976783A (zh) * | 2018-06-20 | 2018-12-11 | 上海锦湖日丽塑料有限公司 | 具有高金属质感的聚酰胺树脂组合物及其制备方法 |
| WO2020090741A1 (ja) * | 2018-10-31 | 2020-05-07 | ユニチカ株式会社 | メタリック調熱可塑性樹脂ペレット |
| JP2020204024A (ja) * | 2019-06-17 | 2020-12-24 | ユニチカ株式会社 | ポリアミド樹脂組成物およびその成形体 |
-
2021
- 2021-04-12 WO PCT/JP2021/015171 patent/WO2021220786A1/ja not_active Ceased
- 2021-04-12 JP JP2022517606A patent/JPWO2021220786A1/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000319521A (ja) * | 1999-05-14 | 2000-11-21 | Dainichiseika Color & Chem Mfg Co Ltd | フリップフロップ性メタリック感を有する成形品用熱可塑性樹脂組成物 |
| JP2007269890A (ja) * | 2006-03-30 | 2007-10-18 | Toray Ind Inc | レーザ溶着樹脂組成物およびそれからなる成形品 |
| JP2013169655A (ja) * | 2012-02-17 | 2013-09-02 | Asahi Kasei Chemicals Corp | 光輝性射出成形体 |
| JP2014080574A (ja) * | 2012-09-27 | 2014-05-08 | Unitika Ltd | ポリアミド樹脂組成物およびそれを成形してなる成形体 |
| JP2014198796A (ja) * | 2013-03-29 | 2014-10-23 | ユニチカ株式会社 | ポリアミド樹脂組成物、およびそれよりなる成形体 |
| CN108976783A (zh) * | 2018-06-20 | 2018-12-11 | 上海锦湖日丽塑料有限公司 | 具有高金属质感的聚酰胺树脂组合物及其制备方法 |
| WO2020090741A1 (ja) * | 2018-10-31 | 2020-05-07 | ユニチカ株式会社 | メタリック調熱可塑性樹脂ペレット |
| JP2020204024A (ja) * | 2019-06-17 | 2020-12-24 | ユニチカ株式会社 | ポリアミド樹脂組成物およびその成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021220786A1 (https=) | 2021-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN86102385A (zh) | 以聚丙烯为基料的树脂组合物 | |
| JP6733986B1 (ja) | メタリック調熱可塑性樹脂ペレット | |
| CN107406671B (zh) | 聚酰胺树脂组合物和将其成型而成的成型体 | |
| JP6076664B2 (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| WO1994006611A1 (en) | Thermoplastic coating compositions | |
| JP2020204024A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| JP6274782B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP6128643B2 (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| JPH11279289A (ja) | 樹脂成形品 | |
| JP6059044B2 (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| WO2021220786A1 (ja) | ポリアミド樹脂組成物およびその成形体またはその表面に保護層が形成された成形体 | |
| JP2014173057A (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| JP6465608B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| CN119591978B (zh) | 一种玉石纹路的免喷涂工艺 | |
| KR20150139441A (ko) | 열가소성 수지 조성물 및 이를 이용한 성형품 | |
| JP2022066841A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| JP2022066840A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| KR100959188B1 (ko) | 도장성 및 내브레이크 오일성이 우수한 수지 조성물 | |
| JP6619188B2 (ja) | ポリアミド樹脂組成物およびそれからなる成形体 | |
| JP2022122042A (ja) | ポリアミド樹脂組成物およびその成形体 | |
| JPS6264848A (ja) | プロピレン単独重合体組成物 | |
| CN105419213A (zh) | 具有哑光金属效果的abs树脂组合物及其制备方法 | |
| JPS63122751A (ja) | 複合ポリプロピレン組成物 | |
| JP4882582B2 (ja) | 熱可塑性樹脂組成物及びその成形品 | |
| JPH0639557B2 (ja) | プロピレン系重合体組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21797807 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022517606 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21797807 Country of ref document: EP Kind code of ref document: A1 |