WO2021193828A1 - 接合構造、接合方法、ワイヤーハーネス用外装体およびワイヤーハーネス - Google Patents
接合構造、接合方法、ワイヤーハーネス用外装体およびワイヤーハーネス Download PDFInfo
- Publication number
- WO2021193828A1 WO2021193828A1 PCT/JP2021/012555 JP2021012555W WO2021193828A1 WO 2021193828 A1 WO2021193828 A1 WO 2021193828A1 JP 2021012555 W JP2021012555 W JP 2021012555W WO 2021193828 A1 WO2021193828 A1 WO 2021193828A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- wire harness
- joining
- joint
- melting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G3/00—Installations of electric cables or lines or protective tubing therefor in or on buildings, equivalent structures or vehicles
- H02G3/02—Details
- H02G3/04—Protective tubing or conduits, e.g. cable ladders or cable troughs
- H02G3/0406—Details thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/743—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using the same tool for both joining and severing, said tool being monobloc or formed by several parts mounted together and forming a monobloc
- B29C65/7437—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using the same tool for both joining and severing, said tool being monobloc or formed by several parts mounted together and forming a monobloc the tool being a perforating tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/743—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using the same tool for both joining and severing, said tool being monobloc or formed by several parts mounted together and forming a monobloc
- B29C65/7443—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using the same tool for both joining and severing, said tool being monobloc or formed by several parts mounted together and forming a monobloc by means of ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/82—Testing the joint
- B29C65/8207—Testing the joint by mechanical methods
- B29C65/8215—Tensile tests
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/82—Testing the joint
- B29C65/8207—Testing the joint by mechanical methods
- B29C65/8223—Peel tests
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/82—Testing the joint
- B29C65/8253—Testing the joint by the use of waves or particle radiation, e.g. visual examination, scanning electron microscopy, or X-rays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/21—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being formed by a single dot or dash or by several dots or dashes, i.e. spot joining or spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
- B29C66/712—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined the composition of one of the parts to be joined being different from the composition of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/727—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being porous, e.g. foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7311—Thermal properties
- B29C66/73115—Melting point
- B29C66/73116—Melting point of different melting point, i.e. the melting point of one of the parts to be joined being different from the melting point of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7313—Density
- B29C66/73132—Density of different density, i.e. the density of one of the parts to be joined being different from the density of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81427—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth
- B29C66/81429—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth comprising a single tooth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/05—Interconnection of layers the layers not being connected over the whole surface, e.g. discontinuous connection or patterned connection
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/44—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
Definitions
- the present invention relates to a joining structure, a joining method, an exterior body for a wire harness, and a wire harness.
- the wire harness protector (exterior body) is used for the purpose of protecting the wire harness, regulating the route, fixing it, and so on.
- Various shapes and materials of protectors for wire harnesses are used depending on the intended use.
- foamed exteriors formed from foamed sheets are lightweight and has the advantage that it can be produced by cutting a desired form from a single effervescent sheet.
- Such a foam exterior has various usage forms, and it may be used alone or in combination with other parts.
- the foamed exterior is used by fixing the parts to each other by joining.
- a method of joining resin materials a method of providing a fitting mechanism on the resin material and fitting the resin materials can be mentioned.
- a boss portion having a protruding tip portion is provided in one member, and a through hole through which the boss portion can be inserted is provided in the other member, and the boss portion is inserted into the through hole.
- a joining method for joining members is disclosed.
- the method of providing the fitting mechanism on the resin material in this way can also be applied to the case where a component made of a non-foaming member is attached to the foamed exterior described above.
- the fixing structure of the resin component disclosed in Patent Document 1 needs to be processed to form one member and the other member in advance, and the joint portion between the two members becomes large. There is a problem to do. It is also possible to use an adhesive or double-sided tape when joining two members with different physical characteristics, but depending on the structure and material of the members, the joint strength may weaken and the joint may come off. There is sex.
- the present invention has been made in view of the above circumstances, and has a joining structure, a joining method, and an exterior for a wire harness, which can firmly join members having different physical characteristics while reducing the thickness of the joint. It is intended to provide a body and wire harness.
- the present inventors have made extensive studies in order to solve the above-mentioned problems. As a result, the present inventors have described that the second resin is more foamed than the first resin in the bonding structure for joining the first member made of the first resin and the second member made of the second resin. It is different because it has high physical characteristics and has a concave joint portion that reaches at least the inside of the first member from the outer surface side of the second member in a state where the first member and the second member are overlapped with each other. It has been found that a joint structure in which two types of members having physical properties (first member and second member) are firmly joined can be obtained.
- the present inventors have a step of superimposing a first member made of a first resin and a second member made of a second resin having a physical property having a higher foaming ratio than that of the first resin, and a second step.
- Manufacturing including a step of joining the first member and the second member by pressing and heat-melting the second member until it reaches at least the inside of the first member from the outer surface side of the member to form a concave joint portion. It has been found that the above-mentioned bonded structure can be easily produced by the method, and the present invention has been completed. Specifically, the present invention provides the following.
- the second resin has physical properties having a higher foaming ratio than the first resin.
- the second resin is a foamed resin.
- the bonding structure according to (1) above, wherein the first resin is a non-foaming resin.
- Wire harness and The exterior body for the wire harness described in (7) above and With The outer body for a wire harness is a wire harness with an outer body, which surrounds the wire harness from the outside or attaches it to a part of the outer circumference to protect the wire harness.
- the first member and the second member are formed by pressing and heat-melting the second member until it reaches at least the inside of the first member from the outer surface side of the second member to form a concave joint portion.
- a joining method including a joining step.
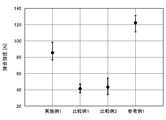
- FIG. 5 is a schematic plan view of a joint surface of the first member with the second member when the first member and the second member constituting the joint structure of the present embodiment are separated at the joint interface position. It is the schematic schematic diagram for demonstrating the manufacturing method of the bonded structure of this embodiment. It is a dimensional view of the tip part of the welding horn used in an Example. It is a distribution figure of the bonding strength in the bonding structure sample of Example 1, Comparative Examples 1 and 2, and Reference Example 1.
- (A) It is an optical micrograph which observed the vertical cross section including the concave joint part in the joint structure sample of Example 1, and (b) the 1st member and 2nd member which make up the joint structure sample of Example 1. It is an optical micrograph which observed the joint surface of the 1st member when separated at the joint interface position.
- (A) is an optical micrograph of the joint structure sample of Comparative Example 2 in which a vertical cross section including a concave joint portion is observed, and (b) the first member and the second member constituting the joint structure sample of Comparative Example 2 are shown. It is an optical micrograph which observed the joint surface of the 1st member when separated at the joint interface position.
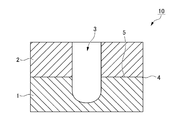
- FIG. 1 is a schematic perspective view of the joining structure of the present embodiment.
- the joining structure 10 of the present embodiment is a joining structure for joining a first member 1 made of a first resin and a second member 2 made of a second resin, and the second resin is a first member. It has physical properties with a higher foaming ratio than the resin of.
- the joint structure 10 has a concave joint portion 3 that reaches at least the inside of the first member 1 from the outer surface side of the second member 2 in a state where the first member 1 and the second member 2 are superposed.
- the "foaming ratio” indicates the degree of foaming in the first member and the second member. More specifically, this foaming ratio is indicated by a value obtained by dividing the density of the member before foaming by the apparent density of the member after foaming.
- the joint structure 10 has a concave joint portion 3 that reaches at least the inside of the first member 1 having a physical property having a lower foaming ratio from the outer surface side of the second member 2 having a physical property having a higher foaming ratio.
- the joint strength is higher than that of a joint structure in which the first member and the second member are exchanged (that is, a joint structure having a concave joint portion that reaches at least the inside of the second member from the outer surface side of the first member). It turned out to be about double.
- the joint portion can be made thinner.
- FIG. 2 is a schematic cross-sectional view including the concave joint portion 3 of the joint structure 10 of the present embodiment. Further, FIG. 3 shows a joint surface 5 of the first member 1 with the second member when the first member 1 and the second member 2 constituting the joint structure 10 of the present embodiment are separated at the joint interface position 4. It is a schematic plan view of.
- the first resin and the second resin need only have the physical properties that the second resin has a higher foaming ratio than the first resin, and the specific composition and structure of the resin may be described. Not limited. Further, the first resin may be a non-foaming resin typified by a resin having a foaming ratio of 1.
- the first resin and the second resin are, for example, polyethylene resin, polypropylene resin, polycarbonate resin, polyethylene terephthalate resin, polybutylene terephthalate resin, polyamide resin, polyphenylensulfide resin, polystyrene resin, polyvinyl chloride resin, and polyvinyl acetate resin.
- Polytetrafluoroethylene resin, thermoplastic resin such as acrylic resin can be mentioned.
- the first resin constituting the first member 1 is a non-foaming resin
- the second member 2 is composed of the second member 2.
- the resin of is a foamed resin.
- the first resin constituting the first member 1 is a foamed resin
- the second resin constituting the second member 2 is a second resin. There is a case where it is a foamed resin having a higher foaming ratio than the resin of 1.
- the non-foaming resin contains bubbles and voids uniformly or non-uniformly dispersed in the resin when the resin is observed with an optical microscope (for example, 10x). You can include things that cannot be confirmed.
- the density of the second resin which is a foamed resin, is not particularly limited , but is preferably, for example, 0.3 g / cm 3 or more and 0.9 g / cm 3 or less, and 0.3 g / cm 3 or more and 0.6 g / cm. It is more preferably 3 or less, and further preferably 0.35 g / cm 3 or more and 0.55 g / cm 3 or less.
- the density of bubbles in the second resin which is a foamed resin, is not particularly limited, but the lower limit thereof is, for example, 800 cells / mm 3 or more from the viewpoint of more reliably preventing anisotropy of mechanical properties. Is preferable, and 1000 pieces / mm 3 or more is more preferable.
- the upper limit of the bubble number density of the second resin is preferably , for example, 10 10 cells / mm 3 or less from the viewpoint of obtaining excellent mechanical strength.
- the density of the first resin is not particularly limited , but is preferably 0.85 g / cm 3 or more and 0.95 g / cm 3 or less, and 0. and more preferably 90 g / cm 3 or more 0.91 g / cm 3 or less.
- first resin and the second resin constituting the first member 1 and the second member 2 are configured such that the second resin has a lower melting point than the first resin. May be.
- the first resin and the second resin constituting the first member 1 and the second member 2 are configured such that the density of the second resin is lower than that of the first resin. May be.
- the joining of the first member 1 and the second member 2 is not particularly limited with respect to the parts, shapes, or parts to be joined.
- first member 1 and the second member 2 are exemplified in the form of a sheet for convenience of explanation, but the present invention is not limited to this example.
- each of the first member and the second member may be a block-shaped mass or may have a complicated shape.
- the thickness of the second member 2 in the vicinity of the joint portion is not particularly limited as long as the protrusion of the welding horn, which will be described later, penetrates and can reach the inside of the first member.
- the joint structure 10 shown in FIGS. 1 to 3 illustrates a concave joint portion 3 having a circular shape in a plan view.
- the shape of the concave joint portion 3 when viewed in a plan view is not particularly limited, and may be any shape such as a rectangle or an ellipse.
- the shape of the concave joint portion 3 is preferably circular from the viewpoint of increasing the mechanical strength of the portion to which the first member 1 and the second member 2 of the joint structure 10 are joined.
- the vertical cross-sectional shape (shape in FIG. 2) of the concave joint portion 3 is also not particularly limited.
- the size and length of the diameter of the concave joint 3 and the number of concave joints 3 provided are not particularly limited, and may be appropriately adjusted in consideration of the required mechanical strength and aesthetics.
- the first member 1 and the second member 2 of the joining structure 10 shown in FIGS. 1 and 2 are separated at the joining interface position 4, and the joining surface 5 of the separated first member 1 with the second member 2 is shown in FIG. Shown in 3.
- the joint surface 5 preferably has a heat melting portion 6 extending outward from the concave joint portion 3 in an annular shape.
- Having such a heat melting portion 6 means that the second member 2 is located at the joining interface position 4 of the first member 1 and the second member 2 in a state where the first member 1 and the second member 2 are joined. It means that the second resin forming the first member 1 and the first resin forming the first member 1 are melted and flowed in. Then, the heat melting portion 6 formed in this way causes the first member 1 and the second member 2 to have a higher bonding strength.
- the size of the heat melting portion 6 is not particularly limited, but the larger the heat melting portion 6, the higher the joint strength between the first member 1 and the second member 2 is usually. Therefore, the size of the heat melting portion 6 is, for example, preferably 0.5 mm or more, more preferably 1.0 mm or more, and 1.5 mm or more in the annular width dimension of the heat melting portion 6. More preferred. In particular, when the annular width dimension of the heat melting portion 6 is 1.5 mm or more, the first member 1 and the second member 2 are joined with a higher joining strength. On the other hand, the annular width dimension of the heat melting portion 6 may be 0.5 mm or less.
- the concave joint portion 3 is not limited to having a perfect circular shape in a plan view.
- the heat melting portion 6 is not limited to the one having a regular ring shape in a plan view.
- the annular width dimension of the heat melting portion 6 is determined after measuring the area surrounded by the outer contour line of the heat melting portion 6. The diameter of a perfect circle that is the same as the area may be calculated, and the width dimension may be obtained from the difference between the diameter of the perfect circle and the diameter of the concave joint portion 3.
- the joint structure 10 described above can be used for various plastic parts and products. For example, it can be used for automobiles, motorcycles, bicycles, daily necessities, electrical appliances, personal computers, cameras, toys, various exterior bodies, various containers, and the like.
- the joint structure 10 can be used, for example, as an exterior body for a wire harness for an automobile vehicle. That is, such a wire harness with an exterior body includes a wire harness and an exterior body for a wire harness using the above-mentioned joining structure 10.
- the exterior body for a wire harness surrounds all or a part of the wire harness from the outside, protects it by attaching it to a part of the outer circumference, or regulates the extending direction of the wire harness. Things can be mentioned.
- FIG. 4 is a schematic schematic diagram for explaining a method of manufacturing the joint structure of the present embodiment.
- a first member 1A made of a first resin and a second member 2A made of a second resin having a physical property having a higher foaming ratio than the first resin are overlapped.
- the second member 2A is pressed and heat-melted until it reaches at least the inside of the first member 1A from the outer surface side of the second member 2A to form the concave joint portion 3. It is characterized by including a step (FIGS. 4 (c) to (e)) of joining the first member 1 and the second member 2 by forming the first member 1.
- the method of pressing heat melting is not particularly limited as long as it is a method of pressing while melting the first member 1A and the second member 2A by applying heat.
- the pressing heat melting of the second member 2A is a soldering iron. It can also be performed by applying pressure using a soldering iron or a hot plate.
- the pressing heat melting of the second member 2A is preferably performed by ultrasonic vibration and pressing by an ultrasonic welding method. Specifically, this ultrasonic welding method is preferably performed so that the protrusion of the welding horn H having a protrusion at the tip portion abuts against the outer surface of the second member 2A.
- the welding horn H is preferably pushed beyond the bonding interface position 4 to the position of the first member 1A, whereby at least the first resin constituting the first member 1A is the first member 1 and the first member 1A. It flows into the joint interface position 4 of the second member 2 while being mixed with the second resin constituting the second member 2A. Due to the flow of the first resin and the second resin, a strong bond is achieved here.
- the first member 1A and the second member 2A are strengthened without forming a fitting structure having a complicated shape and without using an adhesive or double-sided tape. It is possible to obtain a bonding structure 10 bonded to. Moreover, since it is not necessary to form a complicated structure such as a fitting structure for joining such a joining structure 10, it is possible to reduce the thickness of the joining portion.
- the present invention is not limited to the above-described embodiment, and can be freely modified without departing from the gist of the present invention.
- Example 1 A plate-shaped member (thickness 1.5 mm) of non-foamed polypropylene resin (density 0.91 g / cm 3 ) as the first member and a plate of foamed polypropylene resin (density 0.48 g / cm 3 ) as the second member.
- the second member is made by laminating a shaped member (thickness 1.5 mm) and using an ultrasonic welding device (small welder manufactured by Ultrasonic Industry Co., Ltd.) having a welding horn having a tip having a shape shown in FIG.
- an ultrasonic welding device small welder manufactured by Ultrasonic Industry Co., Ltd.
- the second member is pressed and heat-melted until it reaches the inside of the first member beyond the joint interface position to form a concave joint portion having a shape corresponding to the tip of the welding horn.
- the second member was welded to obtain a bonded structure sample.
- Example 1 A plate-shaped member (thickness 1.5 mm) of foamed polypropylene resin (density 0.48 g / cm 3 ) is used as the first member, and a plate-shaped member of non-foamed polypropylene resin (density 0.91 g / cm 3 ) is used as the second member.
- a bonded structure sample was obtained by welding the first member and the second member in the same manner as in Example 1 except that (thickness 1.5 mm) was used.
- Example 2 A plate-shaped member (thickness 1.5 mm) of foamed polypropylene resin (density 0.48 g / cm 3 ) is used as the first member, and a plate-shaped member (thickness 1.5 mm) of foamed polypropylene resin (density 0.48 g / cm 3 ) is used as the second member.
- a bonded structure sample was obtained by welding the first member and the second member in the same manner as in Example 1 except that the thickness was 1.5 mm).
- a plate-shaped member (thickness 1.5 mm) of non-foamed polypropylene resin (density 0.91 g / cm 3 ) is used as the first member, and a plate-shaped non-foamed polypropylene resin (density 0.91 g / cm 3 ) is used as the second member.
- a bonded structure sample was obtained by welding the first member and the second member in the same manner as in Example 1 except that each member (thickness 1.5 mm) was used.
- FIG. 6 is a distribution diagram of the bonding strength in the bonding structure samples of Example 1, Comparative Examples 1 and 2, and Reference Example 1. From this result, in the bonded structure sample of Example 1 in which the second resin has a higher foaming ratio than the first resin and is easily heat-melted, the first resin has a higher foaming ratio than the second resin. It was found that the bonding strength was higher than that of the bonded structure sample of Comparative Example 1 having high physical properties and the bonded structure sample of Comparative Example 2 in which the second resin and the first resin were composed of the same foamed resin.
- FIG. 7 (a) is an optical micrograph of the joint structure sample of Example 1 in which a vertical cross section including a concave joint portion is observed
- FIG. 7 (b) is a third view of the joint structure sample of Example 1. It is an optical micrograph which observed the joint surface of the 1st member when the 1st member and the 2nd member were separated at the joint interface position.
- FIG. 8A is an optical micrograph of the joint structure sample of Comparative Example 2 in which a vertical cross section including a concave joint portion is observed
- FIG. 8A is an optical micrograph of the joint structure sample of Comparative Example 2 in which a vertical cross section including a concave joint portion is observed
- FIG. 8A is an optical micrograph of the joint structure sample of Comparative Example 2 in which a vertical cross section including a concave joint portion is observed
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21776247.5A EP4105014B1 (en) | 2020-03-25 | 2021-03-25 | Joining structure, joining method, exterior body for wire harness, and wire harness |
| JP2022510667A JP7717679B2 (ja) | 2020-03-25 | 2021-03-25 | 接合構造、接合方法、ワイヤーハーネス用外装体およびワイヤーハーネス |
| CN202180020163.4A CN115243879A (zh) | 2020-03-25 | 2021-03-25 | 接合结构、接合方法、布线线束用外装体及布线线束 |
| US17/931,643 US12191643B2 (en) | 2020-03-25 | 2022-09-13 | Joining structure, joining method, exterior body for wire harness, and wire harness |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-055160 | 2020-03-25 | ||
| JP2020055160 | 2020-03-25 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/931,643 Continuation US12191643B2 (en) | 2020-03-25 | 2022-09-13 | Joining structure, joining method, exterior body for wire harness, and wire harness |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021193828A1 true WO2021193828A1 (ja) | 2021-09-30 |
Family
ID=77891874
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/012555 Ceased WO2021193828A1 (ja) | 2020-03-25 | 2021-03-25 | 接合構造、接合方法、ワイヤーハーネス用外装体およびワイヤーハーネス |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12191643B2 (https=) |
| EP (1) | EP4105014B1 (https=) |
| JP (1) | JP7717679B2 (https=) |
| CN (1) | CN115243879A (https=) |
| WO (1) | WO2021193828A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023182039A (ja) * | 2022-06-14 | 2023-12-26 | 古河電気工業株式会社 | 接合構造、接合方法、電線用外装体および外装体付きワイヤハーネス |
| WO2024180868A1 (ja) * | 2023-02-28 | 2024-09-06 | マクセル株式会社 | 樹脂接合体 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61270138A (ja) * | 1985-05-24 | 1986-11-29 | Toyota Motor Corp | 合成樹脂材料の接合方法 |
| JPS62227725A (ja) * | 1986-03-31 | 1987-10-06 | Tachi S Co Ltd | 柔軟弾性発泡体の超音波溶着方法 |
| JPH06210753A (ja) * | 1993-01-13 | 1994-08-02 | Toyoda Gosei Co Ltd | 樹脂積層体の製造方法 |
| JP3068533U (ja) | 1999-10-27 | 2000-05-12 | 三ツ星ベルト株式会社 | 樹脂部品の固定構造 |
| JP2006272709A (ja) * | 2005-03-29 | 2006-10-12 | Shigeru Co Ltd | 車両用天井材及びその製造方法。 |
| WO2020012988A1 (ja) * | 2018-07-13 | 2020-01-16 | 株式会社カネカ | ワイヤーハーネスプロテクタ |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3563822A (en) * | 1968-07-03 | 1971-02-16 | Branson Instr | Method for welding thermoplastic parts by sonic energy |
| JPH10216962A (ja) * | 1997-01-31 | 1998-08-18 | Trinity Ind Corp | 超音波溶着装置及び超音波溶着方法 |
| WO2004067217A2 (en) * | 2003-01-30 | 2004-08-12 | Tac-Fast Systems Sa | Ultrasonic welding of resilient layers to plates |
| EP2402392B1 (en) | 2004-11-25 | 2013-09-18 | Mitsui Chemicals, Inc. | Propylene resin composition and use thereof |
| JP6310608B1 (ja) * | 2017-06-30 | 2018-04-11 | 古河電気工業株式会社 | 電線用外装体及び外装体付きワイヤーハーネス |
| JP7328318B2 (ja) * | 2019-02-22 | 2023-08-16 | 古河電気工業株式会社 | 電線用外装体及び外装体付きワイヤーハーネス |
-
2021
- 2021-03-25 JP JP2022510667A patent/JP7717679B2/ja active Active
- 2021-03-25 WO PCT/JP2021/012555 patent/WO2021193828A1/ja not_active Ceased
- 2021-03-25 EP EP21776247.5A patent/EP4105014B1/en active Active
- 2021-03-25 CN CN202180020163.4A patent/CN115243879A/zh active Pending
-
2022
- 2022-09-13 US US17/931,643 patent/US12191643B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61270138A (ja) * | 1985-05-24 | 1986-11-29 | Toyota Motor Corp | 合成樹脂材料の接合方法 |
| JPS62227725A (ja) * | 1986-03-31 | 1987-10-06 | Tachi S Co Ltd | 柔軟弾性発泡体の超音波溶着方法 |
| JPH06210753A (ja) * | 1993-01-13 | 1994-08-02 | Toyoda Gosei Co Ltd | 樹脂積層体の製造方法 |
| JP3068533U (ja) | 1999-10-27 | 2000-05-12 | 三ツ星ベルト株式会社 | 樹脂部品の固定構造 |
| JP2006272709A (ja) * | 2005-03-29 | 2006-10-12 | Shigeru Co Ltd | 車両用天井材及びその製造方法。 |
| WO2020012988A1 (ja) * | 2018-07-13 | 2020-01-16 | 株式会社カネカ | ワイヤーハーネスプロテクタ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4105014A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023182039A (ja) * | 2022-06-14 | 2023-12-26 | 古河電気工業株式会社 | 接合構造、接合方法、電線用外装体および外装体付きワイヤハーネス |
| WO2024180868A1 (ja) * | 2023-02-28 | 2024-09-06 | マクセル株式会社 | 樹脂接合体 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12191643B2 (en) | 2025-01-07 |
| JPWO2021193828A1 (https=) | 2021-09-30 |
| EP4105014A1 (en) | 2022-12-21 |
| EP4105014B1 (en) | 2024-12-25 |
| US20230006430A1 (en) | 2023-01-05 |
| EP4105014A4 (en) | 2023-07-26 |
| CN115243879A (zh) | 2022-10-25 |
| JP7717679B2 (ja) | 2025-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105934391B (zh) | 角撑袋、角撑袋的制造方法、及层叠体的接合方法 | |
| MXPA04005379A (es) | Metodo de preparar un articulo. | |
| WO2021193828A1 (ja) | 接合構造、接合方法、ワイヤーハーネス用外装体およびワイヤーハーネス | |
| WO2017169350A1 (ja) | 発泡複合成形体、および発泡複合成形体の製造方法 | |
| JP2005279990A (ja) | レーザー溶接方法およびレーザー溶接構造 | |
| JP6433832B2 (ja) | ガゼット袋及びガゼット袋の製造方法 | |
| JP2013023171A (ja) | 車両用内装部品およびその製造方法 | |
| CN201685455U (zh) | 向空心塑料层压板固定零件的零件固定结构 | |
| JPS6215333B2 (https=) | ||
| JP5060230B2 (ja) | 積層体 | |
| CN114651313B (zh) | 配线构件 | |
| JP2948647B2 (ja) | フイルムの接合方法、それにより得られる接合フイルム及びエンドレスフイルム | |
| WO1997031772A1 (en) | Method of manufacturing composite | |
| JPH0213892B2 (https=) | ||
| JPH0376813B2 (https=) | ||
| JP5489242B2 (ja) | 車両用内装材 | |
| US20240139861A1 (en) | Ultrasonic Weld Pad | |
| JPH09133112A (ja) | ブラケット部品の基材への取付方法 | |
| JP4318137B2 (ja) | パイプの接着方法及び接着装置 | |
| WO2022158391A1 (ja) | 接合構造体およびその製造方法、ならびに電線用外装体 | |
| JP2007253508A (ja) | 超音波融着体 | |
| JP2002067689A (ja) | 車両用のサンバイザ及びその製造方法 | |
| JP4309169B2 (ja) | 熱可塑性シートの接合方法及び接合シート | |
| JP2006044387A (ja) | 車両用内装品 | |
| JP2007112044A (ja) | 樹脂部品の超音波溶着加工方法並びにそれに使用する超音波ホーン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21776247 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022510667 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2021776247 Country of ref document: EP Effective date: 20220915 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |