WO2021157157A1 - ドーピングシステム及び電極の製造方法 - Google Patents
ドーピングシステム及び電極の製造方法 Download PDFInfo
- Publication number
- WO2021157157A1 WO2021157157A1 PCT/JP2020/042756 JP2020042756W WO2021157157A1 WO 2021157157 A1 WO2021157157 A1 WO 2021157157A1 JP 2020042756 W JP2020042756 W JP 2020042756W WO 2021157157 A1 WO2021157157 A1 WO 2021157157A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- electrode
- dope
- tank
- blower
- manufacturing
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 48
- 238000000034 method Methods 0.000 title claims description 21
- 238000001035 drying Methods 0.000 claims abstract description 60
- 239000011149 active material Substances 0.000 claims abstract description 56
- 229910052783 alkali metal Inorganic materials 0.000 claims abstract description 55
- 150000001340 alkali metals Chemical class 0.000 claims abstract description 48
- 239000007789 gas Substances 0.000 claims description 57
- 239000000463 material Substances 0.000 claims description 25
- 229910052751 metal Inorganic materials 0.000 claims description 14
- 239000002184 metal Substances 0.000 claims description 14
- 229920005989 resin Polymers 0.000 claims description 13
- 239000011347 resin Substances 0.000 claims description 13
- 229910001413 alkali metal ion Inorganic materials 0.000 claims description 11
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 claims description 6
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 6
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 6
- 229910045601 alloy Inorganic materials 0.000 claims description 6
- 239000000956 alloy Substances 0.000 claims description 6
- 229910001873 dinitrogen Inorganic materials 0.000 claims description 6
- 150000002739 metals Chemical class 0.000 claims description 6
- 229920001721 polyimide Polymers 0.000 claims description 4
- 229920005749 polyurethane resin Polymers 0.000 claims description 4
- 229910052786 argon Inorganic materials 0.000 claims description 3
- 238000007664 blowing Methods 0.000 claims description 3
- 239000001569 carbon dioxide Substances 0.000 claims description 3
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 3
- 239000004734 Polyphenylene sulfide Substances 0.000 claims description 2
- 239000001307 helium Substances 0.000 claims description 2
- 229910052734 helium Inorganic materials 0.000 claims description 2
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 claims description 2
- 229910052754 neon Inorganic materials 0.000 claims description 2
- GKAOGPIIYCISHV-UHFFFAOYSA-N neon atom Chemical compound [Ne] GKAOGPIIYCISHV-UHFFFAOYSA-N 0.000 claims description 2
- 150000004767 nitrides Chemical class 0.000 claims description 2
- 229920006122 polyamide resin Polymers 0.000 claims description 2
- 229920001230 polyarylate Polymers 0.000 claims description 2
- 229920005668 polycarbonate resin Polymers 0.000 claims description 2
- 239000004431 polycarbonate resin Substances 0.000 claims description 2
- 229920001225 polyester resin Polymers 0.000 claims description 2
- 239000004645 polyester resin Substances 0.000 claims description 2
- 239000009719 polyimide resin Substances 0.000 claims description 2
- 229920005672 polyolefin resin Polymers 0.000 claims description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 claims description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 2
- 150000002500 ions Chemical class 0.000 abstract description 4
- 230000032258 transport Effects 0.000 description 79
- 238000012546 transfer Methods 0.000 description 45
- 239000000243 solution Substances 0.000 description 42
- 238000011156 evaluation Methods 0.000 description 40
- 238000001556 precipitation Methods 0.000 description 38
- 238000011144 upstream manufacturing Methods 0.000 description 33
- 238000004140 cleaning Methods 0.000 description 25
- 239000003990 capacitor Substances 0.000 description 24
- -1 polyethylene Polymers 0.000 description 21
- 238000011084 recovery Methods 0.000 description 21
- 239000007773 negative electrode material Substances 0.000 description 15
- 229910052744 lithium Inorganic materials 0.000 description 14
- 238000005192 partition Methods 0.000 description 14
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 13
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 13
- 229910001416 lithium ion Inorganic materials 0.000 description 13
- 239000002585 base Substances 0.000 description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 8
- 239000003575 carbonaceous material Substances 0.000 description 8
- 239000003792 electrolyte Substances 0.000 description 7
- 239000004743 Polypropylene Substances 0.000 description 6
- 239000011230 binding agent Substances 0.000 description 6
- 238000009835 boiling Methods 0.000 description 6
- 238000001914 filtration Methods 0.000 description 6
- 229920001155 polypropylene Polymers 0.000 description 6
- 239000007774 positive electrode material Substances 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- 238000003860 storage Methods 0.000 description 6
- 238000005406 washing Methods 0.000 description 6
- 239000000010 aprotic solvent Substances 0.000 description 5
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 125000001153 fluoro group Chemical group F* 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 239000004020 conductor Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 239000002002 slurry Substances 0.000 description 4
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 3
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- FKNQFGJONOIPTF-UHFFFAOYSA-N Sodium cation Chemical compound [Na+] FKNQFGJONOIPTF-UHFFFAOYSA-N 0.000 description 3
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000003795 desorption Methods 0.000 description 3
- 239000008151 electrolyte solution Substances 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000002391 graphite-based active material Substances 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229910001415 sodium ion Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- ZUHZGEOKBKGPSW-UHFFFAOYSA-N tetraglyme Chemical compound COCCOCCOCCOCCOC ZUHZGEOKBKGPSW-UHFFFAOYSA-N 0.000 description 3
- 239000013585 weight reducing agent Substances 0.000 description 3
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 2
- SBLRHMKNNHXPHG-UHFFFAOYSA-N 4-fluoro-1,3-dioxolan-2-one Chemical compound FC1COC(=O)O1 SBLRHMKNNHXPHG-UHFFFAOYSA-N 0.000 description 2
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 2
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical compound COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 description 2
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 2
- 108010000020 Platelet Factor 3 Proteins 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000006258 conductive agent Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- SBZXBUIDTXKZTM-UHFFFAOYSA-N diglyme Chemical compound COCCOCCOC SBZXBUIDTXKZTM-UHFFFAOYSA-N 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 239000002562 thickening agent Substances 0.000 description 2
- 229910000314 transition metal oxide Inorganic materials 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- LNAZSHAWQACDHT-XIYTZBAFSA-N (2r,3r,4s,5r,6s)-4,5-dimethoxy-2-(methoxymethyl)-3-[(2s,3r,4s,5r,6r)-3,4,5-trimethoxy-6-(methoxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6r)-4,5,6-trimethoxy-2-(methoxymethyl)oxan-3-yl]oxyoxane Chemical compound CO[C@@H]1[C@@H](OC)[C@H](OC)[C@@H](COC)O[C@H]1O[C@H]1[C@H](OC)[C@@H](OC)[C@H](O[C@H]2[C@@H]([C@@H](OC)[C@H](OC)O[C@@H]2COC)OC)O[C@@H]1COC LNAZSHAWQACDHT-XIYTZBAFSA-N 0.000 description 1
- ZZXUZKXVROWEIF-UHFFFAOYSA-N 1,2-butylene carbonate Chemical compound CCC1COC(=O)O1 ZZXUZKXVROWEIF-UHFFFAOYSA-N 0.000 description 1
- FSSPGSAQUIYDCN-UHFFFAOYSA-N 1,3-Propane sultone Chemical compound O=S1(=O)CCCO1 FSSPGSAQUIYDCN-UHFFFAOYSA-N 0.000 description 1
- VAYTZRYEBVHVLE-UHFFFAOYSA-N 1,3-dioxol-2-one Chemical compound O=C1OC=CO1 VAYTZRYEBVHVLE-UHFFFAOYSA-N 0.000 description 1
- WNXJIVFYUVYPPR-UHFFFAOYSA-N 1,3-dioxolane Chemical compound C1COCO1 WNXJIVFYUVYPPR-UHFFFAOYSA-N 0.000 description 1
- SNAQINZKMQFYFV-UHFFFAOYSA-N 1-[2-[2-(2-methoxyethoxy)ethoxy]ethoxy]butane Chemical compound CCCCOCCOCCOCCOC SNAQINZKMQFYFV-UHFFFAOYSA-N 0.000 description 1
- CNJRPYFBORAQAU-UHFFFAOYSA-N 1-ethoxy-2-(2-methoxyethoxy)ethane Chemical compound CCOCCOCCOC CNJRPYFBORAQAU-UHFFFAOYSA-N 0.000 description 1
- MBDUIEKYVPVZJH-UHFFFAOYSA-N 1-ethylsulfonylethane Chemical compound CCS(=O)(=O)CC MBDUIEKYVPVZJH-UHFFFAOYSA-N 0.000 description 1
- FALRKNHUBBKYCC-UHFFFAOYSA-N 2-(chloromethyl)pyridine-3-carbonitrile Chemical compound ClCC1=NC=CC=C1C#N FALRKNHUBBKYCC-UHFFFAOYSA-N 0.000 description 1
- BJWMSGRKJIOCNR-UHFFFAOYSA-N 4-ethenyl-1,3-dioxolan-2-one Chemical compound C=CC1COC(=O)O1 BJWMSGRKJIOCNR-UHFFFAOYSA-N 0.000 description 1
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 1
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 1
- 229910013870 LiPF 6 Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- NQRYJNQNLNOLGT-UHFFFAOYSA-N Piperidine Chemical group C1CCNCC1 NQRYJNQNLNOLGT-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- JUJWROOIHBZHMG-UHFFFAOYSA-N Pyridine Chemical group C1=CC=NC=C1 JUJWROOIHBZHMG-UHFFFAOYSA-N 0.000 description 1
- RWRDLPDLKQPQOW-UHFFFAOYSA-N Pyrrolidine Chemical group C1CCNC1 RWRDLPDLKQPQOW-UHFFFAOYSA-N 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- XHCLAFWTIXFWPH-UHFFFAOYSA-N [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] XHCLAFWTIXFWPH-UHFFFAOYSA-N 0.000 description 1
- 239000006230 acetylene black Substances 0.000 description 1
- 229920005822 acrylic binder Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 229910000573 alkali metal alloy Inorganic materials 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000003863 ammonium salts Chemical class 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000002134 carbon nanofiber Substances 0.000 description 1
- LEGITHRSIRNTQV-UHFFFAOYSA-N carbonic acid;3,3,3-trifluoroprop-1-ene Chemical compound OC(O)=O.FC(F)(F)C=C LEGITHRSIRNTQV-UHFFFAOYSA-N 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 239000005018 casein Substances 0.000 description 1
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 description 1
- 235000021240 caseins Nutrition 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910000428 cobalt oxide Inorganic materials 0.000 description 1
- IVMYJDGYRUAWML-UHFFFAOYSA-N cobalt(ii) oxide Chemical compound [Co]=O IVMYJDGYRUAWML-UHFFFAOYSA-N 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011437 continuous method Methods 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 125000004093 cyano group Chemical group *C#N 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- VUPKGFBOKBGHFZ-UHFFFAOYSA-N dipropyl carbonate Chemical compound CCCOC(=O)OCCC VUPKGFBOKBGHFZ-UHFFFAOYSA-N 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000007772 electrode material Substances 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 229920003063 hydroxymethyl cellulose Polymers 0.000 description 1
- 229940031574 hydroxymethyl cellulose Drugs 0.000 description 1
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 1
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 1
- 150000004693 imidazolium salts Chemical group 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000002608 ionic liquid Substances 0.000 description 1
- 239000011244 liquid electrolyte Substances 0.000 description 1
- 229910003002 lithium salt Inorganic materials 0.000 description 1
- 159000000002 lithium salts Chemical class 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 229910052976 metal sulfide Inorganic materials 0.000 description 1
- 229910052752 metalloid Inorganic materials 0.000 description 1
- 150000002738 metalloids Chemical class 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910000480 nickel oxide Inorganic materials 0.000 description 1
- 239000011255 nonaqueous electrolyte Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000001254 oxidized starch Substances 0.000 description 1
- 235000013808 oxidized starch Nutrition 0.000 description 1
- GNRSAWUEBMWBQH-UHFFFAOYSA-N oxonickel Chemical compound [Ni]=O GNRSAWUEBMWBQH-UHFFFAOYSA-N 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- FFZANLXOAFSSGC-UHFFFAOYSA-N phosphide(1-) Chemical compound [P-] FFZANLXOAFSSGC-UHFFFAOYSA-N 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 159000000000 sodium salts Chemical class 0.000 description 1
- RPACBEVZENYWOL-XFULWGLBSA-M sodium;(2r)-2-[6-(4-chlorophenoxy)hexyl]oxirane-2-carboxylate Chemical compound [Na+].C=1C=C(Cl)C=CC=1OCCCCCC[C@]1(C(=O)[O-])CO1 RPACBEVZENYWOL-XFULWGLBSA-M 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229940014800 succinic anhydride Drugs 0.000 description 1
- HXJUTPCZVOIRIF-UHFFFAOYSA-N sulfolane Chemical compound O=S1(=O)CCCC1 HXJUTPCZVOIRIF-UHFFFAOYSA-N 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- YFNKIDBQEZZDLK-UHFFFAOYSA-N triglyme Chemical compound COCCOCCOCCOC YFNKIDBQEZZDLK-UHFFFAOYSA-N 0.000 description 1
- 229910001935 vanadium oxide Inorganic materials 0.000 description 1
Images













Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/04—Hybrid capacitors
- H01G11/06—Hybrid capacitors with one of the electrodes allowing ions to be reversibly doped thereinto, e.g. lithium ion capacitors [LIC]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/14—Arrangements or processes for adjusting or protecting hybrid or EDL capacitors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/22—Electrodes
- H01G11/30—Electrodes characterised by their material
- H01G11/50—Electrodes characterised by their material specially adapted for lithium-ion capacitors, e.g. for lithium-doping or for intercalation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
- H01G11/86—Processes for the manufacture of hybrid or EDL capacitors, or components thereof specially adapted for electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G13/00—Apparatus specially adapted for manufacturing capacitors; Processes specially adapted for manufacturing capacitors not provided for in groups H01G4/00 - H01G11/00
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G13/00—Apparatus specially adapted for manufacturing capacitors; Processes specially adapted for manufacturing capacitors not provided for in groups H01G4/00 - H01G11/00
- H01G13/04—Drying; Impregnating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0438—Processes of manufacture in general by electrochemical processing
- H01M4/0459—Electrochemical doping, intercalation, occlusion or alloying
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/22—Electrodes
- H01G11/30—Electrodes characterised by their material
- H01G11/46—Metal oxides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/026—Electrodes composed of, or comprising, active material characterised by the polarity
- H01M2004/027—Negative electrodes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present disclosure relates to a doping system and a method for manufacturing electrodes.
- non-aqueous electrolyte secondary batteries typified by lithium ion secondary batteries
- a lithium ion capacitor is known as a power storage device corresponding to an application requiring high energy density characteristics and high output characteristics.
- sodium ion type batteries and capacitors using sodium which is cheaper than lithium and is abundant in resources, are also known.
- a process of pre-doping an alkali metal on an electrode (generally called pre-doping) is adopted for various purposes.
- Various methods are known as methods for pre-doping an alkali metal to an electrode.
- Patent Documents 1 and 2 a cut-out electrode plate and an alkali metal plate are arranged in an electrolytic solution via a separator.
- Patent Documents 3 to 6 disclose a so-called continuous method in which a strip-shaped electrode plate is pre-doped while being transferred in an electrolytic solution.
- the dope solution is attached to the electrodes that have passed through the dope tank.
- the electrode to which the dope solution is attached comes into contact with the feeding roller, a reaction occurs on the feeding roller, and alkali metal is deposited on the surface of the feeding roller.
- the resistance between the feeding roller and the electrode on which alkali metal is deposited on the surface is high. Therefore, if the pre-doping is continued using the feeding roller in which the alkali metal is deposited on the surface, the quality of the electrode may deteriorate.
- the doping system includes a dope tank configured to contain a solution containing alkali metal ions and a counter electrode unit, and a transport unit configured to transport the electrodes along a path passing through the dope tank. And a connection unit having a conductive power supply roller in contact with the electrode and configured to electrically connect the electrode and the counter electrode unit, and passing through the dope tank to the power supply roller.
- a drying unit configured to blow gas onto the conveyed electrode is provided.
- the doping system which is one aspect of the present disclosure, can blow gas to the electrodes that have passed through the doping tank and are conveyed to the feeding roller to dry them. Therefore, it is possible to suppress the precipitation of alkali metal on the surface of the power feeding roller.
- Another aspect of the present disclosure is a method of manufacturing an electrode containing an active material doped with an alkali metal.
- an electrode containing an active material is conveyed along a path passing through a dope tank containing a solution containing alkali metal ions and a counter electrode unit, and the dope tank is said.
- the electrode that has passed through the inside is dried, and the dried electrode and the counter electrode unit are electrically connected.
- the electrode manufacturing method which is another aspect of the present disclosure, it is possible to prevent the electrode to which the dope solution is attached from being electrically connected to the counter electrode unit. Therefore, it is possible to suppress the precipitation of alkali metal on the surface of the member that comes into contact with the electrode.
- the doping system includes a dope tank configured to contain a solution containing alkali metal ions and a counter electrode unit, and a transport unit configured to transport the electrodes along a path passing through the dope tank.
- the doping system which has a conductive power feeding roller in contact with the electrode and is configured to electrically connect the electrode and the counter electrode unit, and the doping system which is insulated from the dope tank. It includes a main body and a power supply configured to be connected to the power supply roller. The potential of the terminal connected to the power feeding roller in the power supply is lower than the potential of the terminal connected to the main body in the power supply.
- the doping system which is another aspect of the present disclosure, can suppress the precipitation of alkali metals on the surface of the doping tank.
- the pre-dope becomes easy to stabilize, and it becomes easy to manufacture a high-quality electrode.
- FIG. 12 is a cross-sectional view taken along the line XIII-XIII in FIG.
- FIG. 12 is explanatory drawing which shows the structure of the 1st blower which includes a plurality of openings which are alternately different positions in a circumferential direction.
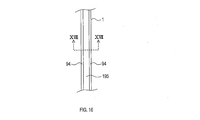
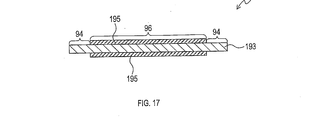
- FIG. 16 is a cross-sectional view taken along the line XVII-XVII in FIG.
- Circulation filtration unit 109 , 110, 111, 112, 113, 114 ... Power supply, 109A ... 1st terminal, 109B ... 2nd terminal, 110A ... 1st terminal, 110B ... 2nd terminal, 117 ... Tab cleaner, 119 ... Recovery unit, 121 ... End Part sensor, 123, 135 ... Partition plate, 125, 127, 145, 147 ... Support rod, 131 ... Upstream tank, 133 ... Downstream tank, 137, 139, 141, 143 ... Counter electrode unit, 149, 151 ... Space, 153 ... Conductive base material, 155 ... alkali metal-containing plate, 157 ... porous insulating member, 161 ...
- the doping system 11 doping the active material contained in the electrode 1, which will be described later, with an alkali metal.
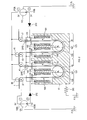
- the configuration of the doping system 11 will be described with reference to FIGS. 1 to 5.
- the doping system 11 includes doping tanks 15, 17, 19, cleaning tanks 21, 23, and transfer rollers 25, 27, 29, 31, 33, 65, 67, 69, 70, 35.
- a transport roller group a supply roll 101, a take-up roll 103, a support base 105, a circulation filtration unit 107, and 6. It includes two power supplies 109, 110, 111, 112, 113, 114, a tab cleaner 117, a recovery unit 119, drying units 201A to F, an end sensor 121, and a device housing 203.
- the transport roller group corresponds to the transport unit.
- the configuration of the dope tank 17 will be described with reference to FIGS. 2 to 4.
- the dope tank 17 is composed of an upstream tank 131 and a downstream tank 133.
- the upstream tank 131 is arranged on the side of the supply roll 101 (hereinafter referred to as the upstream side), and the downstream tank 133 is arranged on the side of the take-up roll 103 (hereinafter referred to as the downstream side).
- the upstream tank 131 is a square tank with an open upper part.
- the bottom surface of the upstream tank 131 has a substantially U-shaped cross section.
- the upstream tank 131 includes a partition plate 135.
- the upstream tank 131 accommodates four counter electrode units 137, 139, 141, and 143.
- the partition plate 135 is supported by a support rod 145 that penetrates the upper end thereof.
- the support rod 145 is fixed to a wall or the like (not shown).
- the partition plate 135 extends in the vertical direction and divides the inside of the upstream tank 131 into two spaces.
- a transport roller 40 is attached to the lower end of the partition plate 135.
- the partition plate 135 and the transport roller 40 are supported by a support rod 147 that penetrates them.
- the vicinity of the lower end of the partition plate 135 is cut out so as not to come into contact with the transport roller 40.
- the counter electrode unit 137 is housed on the upstream side of the upstream tank 131.
- the counter electrode units 139 and 141 are arranged so as to sandwich the partition plate 135 from both sides.
- the counter electrode unit 143 is housed on the downstream side of the upstream tank 131.
- the counter electrode units 137, 139, 141, and 143 have a similar configuration. Here, the configuration of the counter electrode units 137 and 139 will be described with reference to FIG.
- the counter electrode units 137 and 139 have a structure in which a conductive base material 153, an alkali metal-containing plate 155, and a porous insulating member 157 are laminated.
- Examples of the material of the conductive base material 153 include copper, stainless steel, nickel and the like.
- the form of the alkali metal-containing plate 155 is not particularly limited, and examples thereof include an alkali metal plate and an alkali metal alloy plate.
- the thickness of the alkali metal-containing plate 155 is, for example, 0.03 to 6 mm.
- the porous insulating member 157 has a plate-like shape.
- the porous insulating member 157 is laminated on the alkali metal-containing plate 155.
- the plate-like shape of the porous insulating member 157 is a shape when the porous insulating member 157 is laminated on the alkali metal-containing plate 155.
- the porous insulating member 157 may be a member that maintains a constant shape by itself, or may be a member that can be easily deformed, such as a net or the like.
- the porous insulating member 157 is porous. Therefore, the dope solution described later can pass through the porous insulating member 157. As a result, the alkali metal-containing plate 155 can come into contact with the dope solution.
- Examples of the porous insulating member 157 include a resin mesh and the like.
- Examples of the resin include polyethylene, polypropylene, nylon, polyetheretherketone, polytetrafluoroethylene and the like.
- the mesh opening can be set as appropriate.
- the mesh opening is, for example, 0.1 ⁇ m to 10 mm, preferably 0.1 to 5 mm.
- the thickness of the mesh can be set as appropriate.
- the thickness of the mesh is, for example, 1 ⁇ m to 10 mm, preferably 30 ⁇ m to 1 mm.
- the mesh opening ratio can be set as appropriate.
- the mesh opening ratio is, for example, 5 to 98%, preferably 5 to 95%, and even more preferably 50 to 95%.
- the entire porous insulating member 157 may be made of an insulating material, or a part thereof may be provided with an insulating layer.
- the downstream tank 133 basically has the same configuration as the upstream tank 131. However, inside the downstream tank 133, there is a transport roller 46 instead of the transport roller 40.
- the dope tank 17 and its surroundings have, for example, the electrical configuration shown in FIG. 2 (hereinafter, referred to as the first electrical configuration).
- the power supplies 109 and 110 are bipolar power supplies, respectively.
- the first terminal 109A of the power supply 109 is connected to the transport rollers 37, 41, 43, 47 via a cable.
- the transfer rollers 37, 41, 43, 47 are located above the dope tank 17.
- the transfer rollers 37, 41, 43, and 47 are power supply rollers made of a conductive material, as will be described later.
- the second terminal 109B of the power supply 109 is connected to the counter electrode units 139 and 141 housed in the upstream tank 131 and the counter electrode units 139 and 141 housed in the downstream tank 133 via a cable.
- the first terminal 110A of the power supply 110 is connected to the transport rollers 37, 41, 43, 47 via a cable.
- the second terminal 110B of the power supply 110 is connected to the counter electrode units 137 and 143 housed in the upstream tank 131 and the counter electrode units 137 and 143 housed in the downstream tank 133 via a cable.
- the potentials of the first terminal 109A and the first terminal 110A are 0V, respectively. Further, the potentials of the second terminal 109B and the second terminal 110B are positive potentials, respectively.
- the positive potential is, for example, + 3V.
- the portion having a potential of 0 V is connected to the device housing 203 to create a reference potential in the first electrical configuration.
- “FG” means the device housing 203.
- the dope tank 17 is connected to the apparatus housing 203 via the insulating plate 205.
- the dope tank 17 and the apparatus main body 203 are insulated from each other.
- the device body 203 corresponds to the body of the doping system 11.
- the electrical configuration of the dope tank 17 and its surroundings may be the electrical configuration shown in FIG. 3 (hereinafter referred to as the second electrical configuration).
- the second electrical configuration is basically the same as the first electrical configuration.
- the potentials of the first terminal 109A and the first terminal 110A are negative potentials, respectively.
- the negative potential is, for example, -3V.
- the potentials of the second terminal 109B and the second terminal 110B are 0V, respectively.
- the power supply 109 and the power supply 110 are bipolar power supplies, it is possible to reverse the direction of the current.
- a negative current was passed from the terminal connected to the positive side of the bipolar power supply, and the potential on the negative side was set to 0V. Therefore, the sign of the voltage of the positive terminal is negative.
- FIG. 3 in order to clarify the polarity of the bipolar power supply, the direction of the symbol of the DC power supply is shown in accordance with the direction of the positive terminal of the bipolar power supply.
- the potentials of the first terminal 109A and the first terminal 110A of the power supply 109 and the power supply 110 are lower than the potentials of the terminals connected to the device housing 203. Therefore, the potentials of the transport rollers 37, 41, 43, and 47, which are the feeding rollers, are lower than 0V. Further, the potential of the electrode 1 in contact with the feeding roller is also lower than that of the dope tank 17. Since the lithium dissolved from the counter electrode units 137, 139, 141, and 143 is positively charged, it is easy to selectively move to the electrode 1 having a low potential. As a result, the precipitation of lithium on the surface of the dope tank 17 having a potential near 0 V is suppressed. Since the precipitation of lithium on the surface of the dope tank 17 is suppressed, the pre-dope becomes easy to stabilize, and the high-quality electrode 1 becomes easy to manufacture.
- the electrical configuration of the dope tank 17 and its surroundings may be the electrical configuration shown in FIG. 4 (hereinafter, referred to as a third electrical configuration).
- the third electrical configuration is basically the same as the first electrical configuration.
- the potential of the dope tank 17 is a positive potential.
- the positive potential is, for example, + 4V.
- As a method of making the potential of the dope tank 17 a positive potential for example, there is a method of using a small power supply 207 and a resistor 209.
- the potential of the portion of the power supply 109 and the power supply 110 connected to the device housing 203 is the same as the potential of the first terminal 109A and the first terminal 110A.
- the dope tank 17 has a positive potential of, for example, + 4V. Therefore, the lithium dissolved from the counter electrode units 137, 139, 141, and 143 is charged to a positive potential and becomes a cation, and easily moves to the electrode 1 having a potential near 0V. As a result, for example, precipitation of lithium on the surface of the dope tank 17 having a positive potential of + 4 V is suppressed, and high-quality electrode 1 can be easily manufactured.
- the electrical connection path from the transfer rollers 37, 41, 43, 47 to the counter electrode units 137, 139, 141, 143 accommodated in the dope tank 17 via the power supply 109 or the power supply 110 corresponds to the connection unit. do.
- the dope tank 15 basically has the same configuration as the dope tank 17. However, inside the dope tank 15, the transfer rollers 33 and 70 are present instead of the transfer rollers 40 and 46. Further, the counter electrode units 137, 139, 141, and 143 housed in the dope tank 15 are connected to the power supplies 113 and 114 instead of the power supplies 109 and 110. The power supplies 113 and 114 are bipolar power supplies. Further, the power supplies 113 and 114 are connected to the transfer rollers 29, 65, 67 and 35 instead of the transfer rollers 37, 41, 43 and 47. The transfer rollers 29, 65, 67, 35 are located above the dope tank 15. The transfer rollers 29, 65, 67, and 35 are power supply rollers made of a conductive material, as will be described later.
- connection unit. do The electrical connection path from the transfer rollers 29, 65, 67, 35 to the counter electrode units 137, 139, 141, and 143 accommodated in the dope tank 15 via the power supply 113 or the power supply 114 corresponds to the connection unit. do.
- the dope tank 19 basically has the same configuration as the dope tank 17. However, inside the dope tank 19, the transfer rollers 52 and 58 are present instead of the transfer rollers 40 and 46. Further, the counter electrode units 137, 139, 141, and 143 housed in the dope tank 19 are connected to the power supplies 111 and 112 instead of the power supplies 109 and 110.
- the power supplies 111 and 112 are bipolar power supplies. Further, the power supplies 111 and 112 are connected to the transfer rollers 49, 53, 55 and 59 instead of the transfer rollers 37, 41, 43 and 47.
- the transfer rollers 49, 53, 55, 59 are located above the dope tank 19.
- the transfer rollers 49, 53, 55, 59 are power supply rollers made of a conductive material, as will be described later.
- connection unit. do The electrical connection path from the transfer rollers 49, 53, 55, 59 to the counter electrode units 137, 139, 141, 143 accommodated in the dope tank 19 via the power supply 111 or the power supply 112 corresponds to the connection unit. do.
- the cleaning tank 21 is a square tank with an open upper part.
- the bottom surface of the cleaning tank 21 has a substantially U-shaped cross section.
- the cleaning tank 21 includes a partition plate 123.
- the partition plate 123 is supported by a support rod 125 penetrating the upper end thereof.
- the support rod 125 is fixed to a wall or the like (not shown).
- the partition plate 123 extends in the vertical direction and divides the inside of the cleaning tank 21 into two spaces.
- a transport roller 64 is attached to the lower end of the partition plate 123.
- the partition plate 123 and the transport roller 64 are supported by a support rod 127 that penetrates them.
- the vicinity of the lower end of the partition plate 123 is cut out so as not to come into contact with the transport roller 64.
- the cleaning tank 23 basically has the same configuration as the cleaning tank 21. However, inside the cleaning tank 23, there is a transport roller 75 instead of the transport roller 33.
- the cleaning tanks 21 and 23 correspond to the cleaning unit.
- the transport rollers 29, 31, 67, 69, 35, 37, 39, 41, 43, 45, 47, 49, 51, 53, 55, 57, 59 are made of a conductive material.
- the transport rollers 29, 31, 67, 69, 35, 37, 39, 41, 43, 45, 47, 49, 51, 53, 55, 57, 59 correspond to conductive feed rollers.
- the transport roller group transports the electrode 1 along a fixed path.
- the route for the transfer roller group to transfer the electrode 1 is from the supply roll 101 to the dope tank 15, the dope tank 17, the dope tank 19, the cleaning tank 21, the cleaning tank 23, and the tab cleaner 117. It is a route that sequentially passes through the inside and reaches the take-up roll 103.
- the part of the route that passes through the dope tank 15 is as follows. First, it is sent downward by the transport rollers 29 and 31, and moves downward in the space 149 of the upstream tank 131. Next, the moving direction is changed upward by the transport roller 33, and the space 151 of the upstream tank 131 is moved upward. Next, the moving direction is changed downward by the transport rollers 65 and 67, and the space 149 of the downstream tank 133 is moved downward. Next, the moving direction is changed upward by the transport roller 70, and the space 151 of the downstream tank 133 is moved upward. Finally, the transfer roller 35 changes the moving direction to the horizontal direction and heads toward the dope tank 17.
- the part passing through the dope tank 17 is as follows. First, the moving direction is changed downward by the transport roller 37, and the space 149 of the upstream tank 131 is moved downward. Next, the moving direction is changed upward by the transport roller 40, and the space 151 of the upstream tank 131 is moved upward. Next, the moving direction is changed downward by the transport rollers 41 and 43, and the space 149 of the downstream tank 133 is moved downward. Next, the moving direction is changed upward by the transport roller 46, and the space 151 of the downstream tank 133 is moved upward. Finally, the transfer roller 47 changes the moving direction to the horizontal direction and heads for the dope tank 19.
- the part passing through the dope tank 19 is as follows. First, the moving direction is changed downward by the transport roller 49, and the space 149 of the upstream tank 131 is moved downward. Next, the moving direction is changed upward by the transport roller 52, and the space 151 of the upstream tank 131 is moved upward. Next, the moving direction is changed downward by the transport rollers 53 and 55, and the space 149 of the downstream tank 133 is moved downward. Next, the moving direction is changed upward by the transport roller 58, and the space 151 of the downstream tank 133 is moved upward. Finally, the transfer roller 59 changes the moving direction to the horizontal direction and heads for the washing tank 21.
- the portion passing through the cleaning tank 21 is first changed in the moving direction downward by the transport roller 61 and moved downward, and then the moving direction is changed upward by the transport roller 64. It is a route to be washed.
- the portion passing through the cleaning tank 23 is first changed in the moving direction downward by the transport roller 73 and moved downward, and then the moving direction is changed upward by the transport roller 75. It is a route to be washed.
- the supply roll 101 winds the electrode 1. That is, the supply roll 101 holds the electrode 1 in the wound state.
- the active material in the electrode 1 held on the supply roll 101 has not yet been doped with an alkali metal.
- the transport roller group pulls out the electrode 1 held by the supply roll 101 and transports it.
- the take-up roll 103 winds up and stores the electrode 1 conveyed by the transfer roller group.
- the electrode 1 stored in the take-up roll 103 has undergone pre-doping treatment in the dope tanks 15, 17, and 19. Therefore, the active material in the electrode 1 stored in the take-up roll 103 is doped with an alkali metal.
- the electrode 1 stored in the take-up roll 103 is a dope electrode 1A.
- the support base 105 supports the dope tanks 15, 17, 19 and the cleaning tanks 21, 23 from below.
- the height of the support base 105 can be changed.
- the circulation filtration unit 107 is provided in the dope tanks 15, 17, and 19, respectively.
- the circulation filtration unit 107 includes a filter 161, a pump 163, and a pipe 165.
- the pipe 165 is a circulation pipe that exits the dope tank 17, passes through the pump 163 and the filter 161 in sequence, and returns to the dope tank 17.
- the dope solution in the dope tank 17 circulates in the pipe 165 and the filter 161 by the driving force of the pump 163, and returns to the dope tank 17 again.
- foreign substances and the like in the dope solution are filtered by the filter 161.
- Examples of the foreign matter include foreign matter precipitated from the dope solution, foreign matter generated from the electrode 1, and the like.
- the material of the filter 161 is, for example, a resin such as polypropylene or polytetrafluoroethylene.
- the pore size of the filter 161 can be set as appropriate.
- the pore size of the filter 161 is, for example, 0.2 ⁇ m or more and 50 ⁇ m or less.
- the circulation filtration unit 107 provided in the dope tanks 15 and 19 also has the same configuration and exhibits the same function and effect.
- the description of the dope solution is omitted for convenience.
- the tab cleaner 117 cleans the active material layer unformed portion 94 of the electrode 1, which will be described later.
- the recovery unit 119 is arranged in the dope tanks 15, 17, 19 and the cleaning tanks 21, 23, respectively. The recovery unit 119 collects the liquid taken out from the tank by the electrode 1 and returns it to the tank.
- the recovery unit 119 has, for example, a remover roll that sandwiches and pressurizes the electrode 1 from both sides, and a droplet guide.
- the droplet guide returns the dope solution or cleaning solution absorbed by the remover roll to the dope tanks 15, 17, 19 or the cleaning tanks 21, 23.
- the positions of the recovery unit 119 arranged in the dope tank 15 are the vicinity of the portion of the electrode 1 that has passed through the upstream tank 131 of the dope tank 15 and is conveyed to the transfer roller 65, and the dope of the electrode 1. It is in the vicinity of the portion that has passed through the downstream tank 133 of the tank 15 and is being conveyed to the transfer roller 35.
- the positions of the recovery unit 119 arranged in the dope tank 17 are the vicinity of the portion of the electrode 1 that has passed through the upstream tank 131 of the dope tank 17 and is conveyed to the transfer roller 41, and the dope of the electrode 1. It is in the vicinity of the portion that has passed through the downstream tank 133 of the tank 17 and is being conveyed to the transfer roller 47.
- the positions of the recovery unit 119 arranged in the dope tank 19 are the vicinity of the portion of the electrode 1 that has passed through the upstream tank 131 of the dope tank 19 and is conveyed to the transfer roller 53, and the dope of the electrode 1. It is in the vicinity of the portion that has passed through the downstream tank 133 of the tank 19 and is being conveyed to the transfer roller 59.
- the end sensor 121 detects the position of the end of the electrode 1 in the width direction W.
- the doping system 11 adjusts the positions of the supply roll 101 and the take-up roll 103 in the width direction W based on the detection result of the end sensor 121.
- the device housing 203 houses other configurations in the doping system 11.
- the doping system 11 includes two washing tanks 21 and 23.
- the number of washing tanks may be one or three or more.
- the number of cleaning tanks is two or more, the amount of cleaning liquid used can be suppressed in total, which is preferable.
- the transport path of the electrode 1 in the cleaning tanks 21 and 23 is a transport path that reciprocates once in the vertical direction.
- the transport path of the electrode 1 in the cleaning tanks 21 and 23 may be a transport path that reciprocates twice in the vertical direction, similarly to the dope tanks 15, 17 and 19.
- the drying unit 201A is arranged in the vicinity of the portion of the electrode 1 that passes through the upstream tank 131 of the dope tank 15 and is transported to the transport roller 65. ing.
- the drying unit 201A is closer to the transport roller 65 than the adjacent recovery unit 119. Since the drying unit 201A is located closer to the transport roller 65 than the recovery unit 119, it is possible to further suppress the precipitation of alkali metal on the surface of the power feeding roller.
- the drying unit 201B is arranged in the vicinity of the portion of the electrode 1 that has passed through the downstream tank 133 of the dope tank 15 and is transported to the transport roller 35.
- the drying unit 201B is closer to the transport roller 35 than the adjacent recovery unit 119.
- drying unit 201C is arranged in the vicinity of the portion of the electrode 1 that passes through the upstream tank 131 of the dope tank 17 and is transported to the transport roller 41.
- the drying unit 201C is closer to the transport roller 41 than the adjacent recovery unit 119.
- the drying unit 201D is arranged in the vicinity of the portion of the electrode 1 that has passed through the downstream tank 133 of the dope tank 17 and is transported to the transport roller 47.
- the drying unit 201D is closer to the transport roller 47 than the adjacent recovery unit 119.
- the drying unit 201E is arranged in the vicinity of the portion of the electrode 1 that has passed through the upstream tank 131 of the dope tank 19 and is transported to the transport roller 53.
- the drying unit 201E is closer to the transport roller 53 than the adjacent recovery unit 119.
- the drying unit 201F is arranged in the vicinity of the portion of the electrode 1 that passes through the downstream tank 133 of the dope tank 19 and is transported to the transport roller 59.
- the drying unit 201F is closer to the transport roller 59 than the adjacent recovery unit 119.
- the drying units 201A to F have the same configuration.
- the configuration of the drying unit 201C will be described with reference to FIGS. 2 to 4 and 6 to 15.
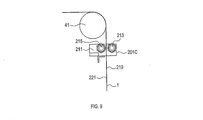
- the drying unit 201C includes a base portion 211, a first blower 213, and a second blower 215.
- the base portion 211 has a box-shaped basic form.
- the base portion 211 includes a connecting portion 217.
- the drying unit 201C is fixed to a support portion (not shown) via the connection portion 217.
- the drying unit 201C does not come into contact with other members except for the connecting portion 217.
- the support portion and the drying unit 201C are electrically insulated by the connection portion 217.
- the connecting portion 217 By providing the connecting portion 217, it is possible to prevent the electrode 1 and the supporting portion from being short-circuited even when the first blower 213 or the second blower 215 comes into contact with the electrode 1.
- the material of the connecting portion 217 is not particularly limited as long as it can insulate the support portion and the drying unit 201C. Examples of the material of the connecting portion 217 include epoxy glass and the like.
- the first blower 213 and the second blower 215 each have a cylindrical basic form.
- the first blower 213 and the second blower 215 are attached to one surface of the base portion 211, respectively.
- the axial direction of the first blower 213 and the axial direction of the second blower 215 are parallel. As shown in FIGS. 6 and 9, there is a gap between the first blower 213 and the second blower 215.
- the first blower 213 and the second blower 215 are arranged so as to sandwich the electrode 1 from both sides.
- the first blower 213 faces the surface of the electrode 1 that comes into contact with the transport roller 45 (hereinafter referred to as the first surface 219).
- the first surface 219 There is a gap between the first blower 213 and the first surface 219.
- the axial direction of the first blower 213 and the width direction W of the electrode 1 are parallel.
- the second blower 215 faces the surface of the electrode 1 that later comes into contact with the transport rollers 41, 43, 47 (hereinafter referred to as the second surface 221). There is a gap between the second blower 215 and the second surface 221.
- the axial direction of the second blower 215 and the width direction W of the electrode 1 are parallel.
- the first blower 213 has an opening.
- the opening communicates the inside and the outside of the first blower 213.
- the first blower 213 includes a plurality of openings 223.
- Each opening 223 is a round hole.
- the plurality of openings 223 are arranged at equal intervals on a straight line parallel to the axial direction of the first blower 213.
- the positions of the plurality of openings 223 in the circumferential direction C are the same. As shown in FIG. 11, the plurality of openings 223 face the electrode 1.
- the first blower 213 includes one slit-shaped opening 223.
- the slit-shaped opening 223 extends along the axial direction of the first blower 213. As shown in FIG. 13, the slit-shaped opening 223 faces the electrode 1.
- the first blower 213 includes a plurality of openings 223.
- Each opening 223 is a round hole.
- the plurality of openings 223 are arranged at equal intervals along the axial direction of the first blower 213.
- the position of any opening 223 in the circumferential direction C is different from the position of the adjacent opening 223 in the circumferential direction C.
- the plurality of openings 223 face the electrode 1.
- the second blower 215 also has the same form as the first blower 213.
- Examples of the material of the first blower 213 and the second blower 215 include resin.
- Examples of the resin include at least one selected from the group consisting of polyolefin resins, polyester resins, polyarylate resins, polyurethane resins, polyurethane resins, polycarbonate resins, polyamide resins, polyimide resins, polyphenylene sulfide resins, and fluororesins. Be done.
- the material of the first blower 213 and the second blower 215 is resin, it is possible to prevent the first blower 213 or the second blower 215 and the electrode 1 from being short-circuited.
- the surface materials of the first blower 213 and the second blower 215 are made of resin, it is possible to further suppress short-circuiting between the first blower 213 or the second blower 215 and the electrode 1.
- the material of the first blower 213 and the second blower 215 at least one selected from the group consisting of, for example, a metal, an alloy of two or more kinds of metals, an oxide of the metal or the alloy, and a nitride of the metal or the alloy. Can be mentioned.
- the materials of the first blower 213 and the second blower 215 are the above-mentioned materials, they are excellent in terms of workability and strength.
- a gas supply path is provided from a gas supply source (not shown), passing through the inside of the substrate portion 211, and reaching the inside of the first blower 213 and the second blower 215. As shown in FIGS. 11, 13, and 15, the first blower 213 blows out the gas 225 supplied by the gas supply path from the opening 223 and blows it onto the first surface 219.
- the drying unit 201C blows gas onto the electrode 1 which has passed through the dope tank 17 and is conveyed to the transfer roller 41 by using the first blower 213 and the second blower 215.
- the first blower 213 and the second blower 215 blow gas onto the surface of the electrode 1, for example, when the electrode 1 reaches the transport roller 41, the electrode 1 is dry. As a result, it is possible to suppress the precipitation of alkali metal on the surface of the transport roller 41.
- first blower 213 and the second blower 215 include a plurality of openings 223, it is preferable that the variation in gas flow rate among the plurality of openings 223 is small. In particular, it is preferable that the difference in gas flow rate between the opening 223 on the root side and the opening 223 on the tip side of the first blower 213 and the second blower 215 is small.
- the difference in gas flow rate between the root side and the tip side of the opening 223 is small.
- the gas examples include at least one selected from the group consisting of argon gas, helium gas, neon gas, nitrogen gas, carbon dioxide gas, and dehumidified air from which water has been removed.
- argon gas helium gas
- neon gas nitrogen gas
- carbon dioxide gas carbon dioxide gas
- dehumidified air from which water has been removed.
- the doping system 11 includes one drying unit 201C.
- the doping system 11 may include, for example, a plurality of drying units 201C.
- Each of the plurality of drying units 201C is located in the vicinity of the portion of the electrode 1 that has passed through the upstream tank 131 of the dope tank 17 and is being conveyed to the transfer roller 41.
- the plurality of drying units 201C are arranged along the longitudinal direction of the electrode 1.
- the drying units 201A, B, D to F also have the same configuration as the drying unit 201C, and have the same effects. However, the drying units 201A, B, D to F are dried by blowing gas on the portions of the electrode 1 in the vicinity thereof.
- an exhaust nozzle can be installed near the drying units 201A to F.
- the electrode 1 can be dried more efficiently.
- Electrode 1 The configuration of the electrode 1 will be described with reference to FIGS. 16 and 17. As shown in FIG. 16, the electrode 1 has a band-like shape. As shown in FIG. 17, the electrode 1 includes a band-shaped current collector 193 and active material layers 195 formed on both sides thereof.
- the active material layer unformed portion 94 is a portion where the active material layer 195 is not formed on the current collector 193 and the current collector 193 is exposed. As shown in FIG. 16, the active material layer unformed portion 94 exists continuously with a constant width along the longitudinal direction of the electrode 1. The active material layer unformed portion 94 exists on both surfaces of the electrode 1. The portion of the electrode 1 on which the active material layer 195 is formed is designated as the central portion 96. The central portion 96 is located at the center in the width direction of the electrode 1. Further, the central portion 96 continuously exists with a constant width along the longitudinal direction of the electrode 1. The electrode 1 may have the active material layer unformed portion 94 at only one end in the width direction.
- the current collector 193 aluminum, stainless steel, etc. are preferable in the case of a positive electrode current collector.
- a metal foil such as copper, nickel, or stainless steel is preferable.
- the current collector 193 may have a conductive layer containing a carbon material as a main component formed on a metal foil.
- the thickness of the current collector 193 is, for example, 5 to 50 ⁇ m.
- the active material layer 195 can be prepared, for example, by preparing a slurry containing an active material and a binder before doping with an alkali metal, applying this slurry on the current collector 193, and drying the slurry.
- binder for example, rubber-based binders such as styrene-butadiene rubber (SBR) and NBR; fluororesins such as polyethylene tetrafluoride and polyvinylidene fluoride; polypropylene, polyethylene, polyimide, disclosed in JP-A-2009-246137.
- SBR styrene-butadiene rubber
- NBR ntyrene-butadiene rubber
- fluororesins such as polyethylene tetrafluoride and polyvinylidene fluoride
- polypropylene polyethylene
- polyimide disclosed in JP-A-2009-246137.
- fluorine-modified (meth) acrylic binders as described above.
- the slurry may contain other components in addition to the active material and the binder.
- other components include conductive agents and thickeners.
- the conductive agent include carbon black, graphite, vapor-grown carbon fiber, metal powder and the like.
- the thickener include carboxylmethyl cellulose, its Na salt or ammonium salt, methyl cellulose, hydroxymethyl cellulose, ethyl cellulose, hydroxypropyl cellulose, polyvinyl alcohol, oxidized starch, phosphorylated starch, casein and the like.
- the thickness of the active material layer 195 is not particularly limited.
- the thickness of the active material layer 195 is, for example, 5 to 500 ⁇ m, preferably 10 to 200 ⁇ m, and particularly preferably 10 to 100 ⁇ m.
- the active material contained in the active material layer 195 is not particularly limited as long as it is an electrode active material applicable to a battery or a capacitor that utilizes insertion / desorption of alkali metal ions, and may be a negative electrode active material. It may be a positive electrode active material or it may be a positive electrode active material.
- the negative electrode active material is not particularly limited.
- Examples of the negative electrode active material include a carbon material and the like.
- Examples of the negative electrode active material include metals or semimetals such as Si and Sn that can be alloyed with lithium, and materials containing oxides thereof.
- Examples of the carbon material include graphite, graphitized carbon, non-graphitized carbon, composite carbon material and the like.
- the composite carbon material is, for example, a material in which graphite particles are coated with a pitch or a carbide of a resin.
- Specific examples of the carbon material include the carbon material described in JP2013-258392.
- Specific examples of the metal or metalloid capable of alloying with lithium or the material containing an oxide thereof include the materials described in JP-A-2005-123175 and JP-A-2006-107795.
- Examples of the positive electrode active material include transition metal oxides and sulfur-based active materials.
- Examples of the transition metal oxide include cobalt oxide, nickel oxide, manganese oxide, vanadium oxide and the like.
- Examples of the sulfur-based active material include elemental sulfur and metal sulfide.
- Both the positive electrode active material and the negative electrode active material may be composed of a single substance or may be composed of a mixture of two or more kinds of substances.
- the doping system 11 of the present disclosure is suitable for doping the negative electrode active material with an alkali metal, and it is particularly preferable that the negative electrode active material is a carbon material or a material containing Si or an oxide thereof.
- lithium or sodium is preferable, and lithium is particularly preferable.
- the density of the active material layer 195 is preferably 1.50 to 2.00 g / cc, particularly preferably 1.60 to 1.90 g / cc. be.
- the density of the active material layer 195 is preferably 0.50 to 1.50 g / cc, particularly preferably 0.70 to 1.20 g / cc. ..
- Alkali metal is not doped in the active material when the electrode manufacturing method described later is not carried out.
- the active material is doped with an alkali metal.
- the electrode 1 in which the active material is doped with an alkali metal is the doped electrode 1A.
- the dope electrode 1A corresponds to an electrode containing an active material doped with an alkali metal.
- the doping solution is housed in the doping tanks 15, 17, and 19.
- the dope solution contains an alkali metal salt and a first aprotic solvent.
- some of the alkali metal salts are ionized to generate alkaline ions.
- the dope solution corresponds to a solution containing alkali metal ions.
- As the first aprotic solvent an organic solvent having a boiling point of more than 150 ° C. at 1 atm is preferable, and an organic solvent having a boiling point of more than 200 ° C. at 1 atm is particularly preferable.
- the first aprotonic solvent for example, ethylene carbonate, propylene carbonate, butylene carbonate, 1-fluoroethylene carbonate, dipropyl carbonate, ⁇ -butyrolactone, sulfolane, diethylene glycol dimethyl ether (diglyme), diethylene glycol methyl ethyl ether, triethylene glycol.
- diethylene glycol dimethyl ether diglyme
- diethylene glycol methyl ethyl ether triethylene glycol.
- examples thereof include dimethyl ether (triglyme), triethylene glycol butyl methyl ether, and tetraethylene glycol dimethyl ether (tetraglyme).
- an ionic liquid such as a quaternary imidazolium salt, a quaternary pyridinium salt, a quaternary pyrrolidinium salt, or a quaternary piperidinium salt can also be used.
- the first aprotic solvent may be composed of a single component or may be a mixed solvent of two or more kinds of components.
- the dope solution may contain a solvent having a boiling point of 150 ° C. or less at 1 atm.
- a solvent having a boiling point of 150 ° C. or lower at 1 atm an aprotic organic solvent is preferable, and specifically, dimethyl carbonate, diethyl carbonate, ethyl methyl carbonate, acetonitrile, dimethoxyethane, tetrahydrofuran, dioxolane, methylene chloride and the like. Can be mentioned.
- dimethyl carbonate and ethyl methyl carbonate are preferable, and dimethyl carbonate is particularly preferable.
- the content of the solvent having a boiling point of 150 ° C. or lower at 1 atm is preferably 50 to 90% by volume, particularly preferably 65 to 75% by volume, of the solvent contained in the dope solution.
- the alkali metal salt contained in the dope solution is preferably a lithium salt or a sodium salt.
- the anion portion constituting the alkali metal salts for example, PF 6 -, PF 3 ( C 2 F 5) 3 -, PF 3 (CF 3) 3 -, phosphorus anion having a fluoro group and the like; BF 4 -, BF 2 (CF) 2 -, BF 3 (CF 3) -, B (CN) 4 - boron anion having a fluoro group or a cyano group such as; N (FSO 2) 2 - , N (CF 3 SO 2) 2 - , N (C 2 F 5 SO 2) 2 - sulfonyl imide anion having a fluoro group such as; CF 3 SO 3 - is an organic sulfonate anion having a fluoro group and the like.
- the alkali metal salt is preferably a fluorine-containing compound.
- the concentration of the alkali metal salt in the dope solution is preferably 0.1 mol / L or more, and more preferably in the range of 0.5 to 1.5 mol / L. When the concentration of the alkali metal salt in the dope solution is within this range, the alkali metal dope proceeds efficiently.
- the dope solution further contains additives such as vinylene carbonate, vinyl ethylene carbonate, 1-fluoroethylene carbonate, 1- (trifluoromethyl) ethylene carbonate, succinic anhydride, maleic anhydride, propane sultone, diethyl sulfone and the like. May be good.
- additives such as vinylene carbonate, vinyl ethylene carbonate, 1-fluoroethylene carbonate, 1- (trifluoromethyl) ethylene carbonate, succinic anhydride, maleic anhydride, propane sultone, diethyl sulfone and the like. May be good.
- Electrode Manufacturing Method When manufacturing the doped electrode 1A using the doping system 11, first, as a preparation for manufacturing the doped electrode 1A, the following is performed.
- the electrode 1 whose active material is not yet doped with an alkali metal is wound around the supply roll 101.
- the dope solution is housed in the dope tanks 15, 17, and 19.
- the dope solution is as described in "4. Composition of dope solution" above.
- the transfer roller group transfers the electrode 1 from the supply roll 101 to the take-up roll 103 along the above-mentioned path.
- the path for transporting the electrode 1 is a path that passes through the dope tanks 15, 17, and 19.
- the active material contained in the active material layer 195 is doped with an alkali metal. As a result, the electrode 1 becomes a dope electrode 1A.
- the transport roller group transports the dope electrode 1A to the cleaning tanks 21 and 23.
- the dope electrode 1A is washed in the washing tanks 21 and 23 while being carried by the transport roller group.
- the transport roller group continuously transports the dope electrode 1A to the tab cleaner 117.
- the tab cleaner 117 cleans the active material layer unformed portion 94 of the dope electrode 1A.
- the recovery unit 119 first recovers a part of the dope solution adhering to the electrode 1.
- the electrode 1 is blown with gas by the drying unit 201A to dry.
- the electrode 1 reaches the transport roller 65, it is in a dry state.
- the recovery unit 119 first recovers a part of the dope solution adhering to the electrode 1.
- the electrode 1 is blown with gas by the drying unit 201B to dry.
- the electrode 1 reaches the transport roller 35, it is in a dry state.
- the electrode 1 passes through the upstream tank 131 of the dope tank 17 and is conveyed to the transfer roller 41, first, a part of the dope solution adhering to the electrode 1 is recovered by the recovery unit 119. Next, the electrode 1 is blown with gas by the drying unit 201C to dry. When the electrode 1 reaches the transport roller 41, it is in a dry state.
- the electrode 1 passes through the downstream tank 133 of the dope tank 17 and is conveyed to the transfer roller 47, first, a part of the dope solution adhering to the electrode 1 is recovered by the recovery unit 119. Next, the electrode 1 is blown with gas by the drying unit 201D to dry. When the electrode 1 reaches the transport roller 47, it is in a dry state.
- the recovery unit 119 first recovers a part of the dope solution adhering to the electrode 1.
- the electrode 1 is blown with gas by the drying unit 201E and dried.
- the electrode 1 reaches the transport roller 53, it is in a dry state.
- the electrode 1 passes through the downstream tank 133 of the dope tank 19 and is conveyed to the transfer roller 59, first, a part of the dope solution adhering to the electrode 1 is recovered by the recovery unit 119. Next, the electrode 1 is blown with gas by the drying unit 201F to dry. When the electrode 1 reaches the transport roller 59, it is in a dry state.
- the flow rate of gas is not particularly limited. The higher the gas flow rate, the easier it is to dry the electrode 1. The higher the temperature of the gas, the easier it is to dry the electrode 1. However, in the case of a gas that may react with the dope electrode 1A, such as nitrogen gas and carbon dioxide gas, the temperature of the gas is preferably 40 ° C. or lower.
- the dried electrode 1 and the feeding roller are brought into contact with each other. Therefore, it is possible to suppress the precipitation of alkali metal on the surface of the power feeding roller.
- the electrode 1 is dried by using the first blower 213 and the second blower 215 that blow gas onto the electrode 1. Therefore, it is easier to dry the electrode 1.
- the second blower 215 blows gas onto the surface of the electrode 1 that later comes into contact with the feeding roller to dry it.
- the electrode manufacturing method of the present disclosure it is possible to further suppress the precipitation of alkali metal on the surface of the feeding roller.
- the first blower 213 and the second blower 215 are arranged so as to sandwich the electrode 1. Therefore, the first blower 213 and the second blower 215 can blow gas on both sides of the electrode 1 to dry both sides of the electrode 1.
- the first blower 213 and the second blower 215 include, for example, the slit-shaped opening 223 shown in FIG. In this case, the first blower 213 and the second blower 215 have a higher effect of drying the surface of the electrode 1.
- the first blower 213 and the second blower 215 include, for example, two or more openings 223 shown in FIG. 10 or 14. In this case, the first blower 213 and the second blower 215 have a higher effect of drying the surface of the electrode 1.
- the first blower 213 and the second blower 215 are the electrodes 1.
- the effect of drying the surface is even higher.
- the doping system 11 is suitable for manufacturing a negative electrode provided in an alkaline ion type capacitor or a battery, and more suitable for manufacturing a negative electrode provided in an alkaline ion type capacitor or a secondary battery, and is suitable for manufacturing a lithium ion capacitor or a lithium ion secondary battery. It is particularly suitable for manufacturing the negative electrode provided in.
- the doping amount of the alkali metal is preferably 70 to 95% with respect to the theoretical capacity of the negative electrode active material when lithium is occluded in the negative electrode active material of the lithium ion capacitor.
- the amount of alkali metal doped is preferably 10 to 30% with respect to the theoretical capacity of the negative electrode active material when lithium is occluded in the negative electrode active material of the lithium ion secondary battery.
- the manufacturing method of the power storage device of the present disclosure is a manufacturing method of a power storage device including a positive electrode, a negative electrode, and an electrolyte.
- the negative electrode is manufactured by the above-mentioned "5. Electrode manufacturing method”.
- Examples of the power storage device include capacitors and batteries.
- the capacitor is not particularly limited as long as it is a capacitor that utilizes the insertion / desorption of alkali metal ions.
- Examples of the capacitor include a lithium ion capacitor and a sodium ion capacitor. Among them, a lithium ion capacitor is preferable.
- the basic configuration of the positive electrode that constitutes the capacitor can be a general configuration. It is preferable to use activated carbon as the positive electrode active material.
- the form of the electrolyte that constitutes the capacitor is usually a liquid electrolyte.
- the basic structure of the electrolytic solution is the same as that of the dope solution described above.
- the concentration of alkali metal ions in the electrolyte is preferably 0.1 mol / L or more, and more preferably in the range of 0.5 to 1.5 mol / L.
- the electrolyte may have a gel-like or solid form for the purpose of preventing liquid leakage.
- the capacitor can be provided with a separator between the positive electrode and the negative electrode to suppress their physical contact.
- the separator include non-woven fabrics or porous films made from cellulose rayon, polyethylene, polypropylene, polyamide, polyester, polyimide and the like.
- the structure of the capacitor for example, three or more plate-shaped structural units composed of a positive electrode and a negative electrode and a separator interposed between them are laminated to form a laminated body, and the laminated body is sealed in an exterior film.
- a type cell can be mentioned.
- a band-shaped structural unit composed of a positive electrode and a negative electrode and a separator interposed therein is wound to form a laminated body, and the laminated body is housed in a square or cylindrical container.
- Examples thereof include a winding type cell.
- a capacitor can be manufactured, for example, by forming a basic structure including at least a negative electrode and a positive electrode, and injecting an electrolyte into the basic structure.
- the density of the active material layer 195 is preferably 0.50 to 1.50 g / cc, particularly preferably 0.70 to 1.20 g / cc.
- the battery is not particularly limited as long as it is a battery that uses the insertion / desorption of alkali metal ions.
- the battery may be a primary battery or a secondary battery.
- Examples of the battery include a lithium ion secondary battery, a sodium ion secondary battery, an air battery and the like. Among them, a lithium ion secondary battery is preferable.
- the basic configuration of the positive electrode constituting the battery can be a general configuration.
- an organic active material such as a nitroxy radical compound or oxygen can also be used.
- a battery can be manufactured, for example, by forming a basic structure including at least a negative electrode and a positive electrode, and injecting an electrolyte into the basic structure.
- a battery can be manufactured, for example, by forming a basic structure including at least a negative electrode and a positive electrode, and injecting an electrolyte into the basic structure.
- Example 1 (1) Manufacture of Negative Electrode A long strip-shaped current collector 193 was prepared. The current collector 193 was used as a negative electrode current collector. The size of the current collector 193 was 132 mm in width and 8 ⁇ m in thickness. The surface roughness Ra of the current collector 193 was 0.1 ⁇ m. The current collector 193 was made of copper foil. Active material layers 195 were formed on both sides of the current collector 193. The active material layer 195 was a negative electrode active material layer. The thickness of the active material layer 195 was 65 ⁇ m.
- the coating amount of the active material layer 195 formed on one side of the current collector 193 was 50 g / m 2 .
- the active material layer 195 was formed along the longitudinal direction of the current collector 193.
- the active material layer 195 was formed over a width of 120 mm from the end of the current collector 193 in the width direction W.
- the width of the active material layer unformed portion 94 at the other end in the width direction W of the current collector 193 was 12 mm. Then, the electrode 1 was obtained by drying and pressing.
- the active material layer 195 contained a negative electrode active material, carboxymethyl cellulose, acetylene black and a binder in a mass ratio of 88: 4: 5: 3.
- the negative electrode active material was a graphite-based active material.
- the binder was a fluoroacrylic resin.
- the D50 of the graphite-based active material was 5 ⁇ m.
- the BET specific surface area of the graphite-based active material was 10 m 2 / g.
- the doping system 11 shown in FIG. 1 was prepared, and the electrode 1 was set. Further, the counter electrode units 137, 139, 141, and 143 were housed in the dope tanks 15, 17, and 19, respectively. Next, the dope solution was supplied into the dope tanks 15, 17, and 19.
- the dope solution was a solution containing 1.2 M of LiPF 6.
- the solvent of the dope solution was a mixture containing EC (ethylene carbonate) and DMC (dimethyl carbonate) in a volume ratio of 3: 7.
- the electrical configuration in the doping system 11 was the first electrical configuration shown in FIG.
- the potentials of the first terminal 109A and the first terminal 110A were 0V, respectively.
- the potentials of the second terminal 109B and the second terminal 110B were + 3V, respectively.
- the conveyed electrode 1 was dried by the method described above using the drying units 201A to F.
- the first blower 213 and the second blower 215 included in the drying units 201A to F were pipes having a diameter of 10 mm and a length of 184 mm, respectively.
- the materials of the first blower 213 and the second blower 215 were SUS, respectively. SUS corresponds to metal.
- the first blower 213 and the second blower 215 provided a plurality of openings 223 shown in FIGS. 10 and 11, respectively.
- the diameter of the opening 223 was 1 mm.
- the number of openings 223 was 20.
- the pitch of the opening 223 was 8 mm.
- the first blower 213 did not blow out gas, and only the second blower 215 blew out gas.
- the gas blown by the second blower 215 onto the electrode 1 was nitrogen gas.
- the flow rate of nitrogen gas was 5 L / mim in the entire second blower 215. Since the second surface 221 of the electrode 1 was dried by the drying units 201A to F, the electrode 1 was in a dry state when the electrode 1 came into contact with the transfer rollers 65, 35, 41, 47, 53, 59.
- the dope electrode 1A was passed through the dope tanks 15, 17, and 19 and then passed through the washing tanks 21 and 23, sprayed with argon to dry, and then wound up. DMCs at 25 ° C. were housed in the washing tanks 21 and 23. As described above, the dope electrode 1A was manufactured.
- Dope evaluation When pre-doping was performed, dope evaluation was performed.
- the dope evaluation is an evaluation regarding the ease with which the voltage rises during pre-doping.
- the criteria for dope evaluation are as follows.
- AA The absolute value of the stable voltage when pre-doped is less than 3.0V.
- the absolute value of the stable voltage is 3.0V or more and less than 3.3V.
- the absolute value of the stable voltage is 3.3V or more and less than 3.6V.
- the voltage is 3.6V or higher regardless of whether the voltage when pre-doped is stable.
- the stable voltage means the voltage when the voltage change becomes ⁇ 0.05 V or less after the start of pre-doping.
- the evaluation result of the dope evaluation was A, and the stable voltage was 3.05 V. Further, in Example 1, the voltage did not continuously increase during pre-doping.
- the results of the dope evaluation are shown in Table 1.
- the “round hole type” in Table 1 means a plurality of openings 223 shown in FIGS. 10 and 11.
- the “slit-shaped” means the slit-shaped opening 223 shown in FIGS. 12 and 13.
- the “two-way type” means a plurality of openings 223 shown in FIGS. 14 and 15.
- “Material” means the material of the first blower 213 and the second blower 215.
- the “gas-blown surface” means the surface on which the gas is blown on both sides of the electrode 1.
- the “feeding roller contact surface” is the second surface 221.
- "Epoxy glass installation” means that the drying units 201A-F include a connection portion 217 made of epoxy glass.
- the "power supply connection method” means the electrical configuration in the doping system 11.
- “-Earth” means the first electrical configuration shown in FIG.
- “+ Earth” means the second electrical configuration shown in FIG.
- Li precipitation evaluation is an evaluation regarding the ease with which Li precipitates on the surface of the feeding roller when the strip-shaped electrode 1 is continuously doped.
- the criteria for evaluating Li precipitation are as follows.
- AA Li precipitation was observed for the first time when the electrode 1 of 7500 m or more was doped.
- Li precipitation was observed for the first time when the electrode 1 of 3000 m or more and less than 7500 m was doped.
- Table 1 shows the results of Li precipitation evaluation.
- Example 2 Basically, the negative electrode was manufactured in the same manner as in Example 1. However, the first blower 213 and the second blower 215 included in the drying units 201A to FF provided the plurality of openings 223 shown in FIGS. 14 and 15, respectively. As shown in FIG. 15, when viewed from the axial direction of the first blower 213 and the second blower 215, the direction of the gas 225 blown out by a part of the openings 223 and the direction of the gas 225 blown out by the remaining openings 223. The angle formed by was 45 degrees.
- the size and material of the first blower 213 and the second blower 215, the diameter of the opening 223, the pitch of the opening 223, and the number of the openings 223 were the same as in the first embodiment.
- Example 3 Basically, the negative electrode was manufactured in the same manner as in Example 1. However, the first blower 213 and the second blower 215 included in the drying units 201A to FF provided the slit-shaped openings 223 shown in FIGS. 12 and 13, respectively. The width of the opening 223 was 1 mm. The length of the opening 223 was 150 mm. The sizes and materials of the first blower 213 and the second blower 215 were the same as in Example 1.
- Example 4 Basically, the negative electrode was manufactured in the same manner as in Example 1. However, the first blower 213 and the second blower 215 were polypropylene (PP) pipes. Further, the drying units 201A to F did not include the connecting portion 217.
- PP polypropylene
- Example 5 Basically, the negative electrode was manufactured in the same manner as in Example 1. However, in addition to the second blower 215, the first blower 213 also sprayed gas on the electrode 1. When the electrode 1 reached the feeding roller, the first surface 219 was in a dry state in addition to the second surface 221.
- Example 6 Basically, the negative electrode was manufactured in the same manner as in Example 1. However, the transport speed of the electrode 1 was set to 4 m / min. Dope evaluation and Li precipitation evaluation were performed in the same manner as in Example 1. When the 2500 m electrode 1 was doped, Li precipitation was observed on the feeding roller for the first time. During pre-doping, the voltage did not rise continuously. The stable voltage was 3.08V. The evaluation results are shown in Table 1.
- Example 7 Basically, the negative electrode was manufactured in the same manner as in Example 6. However, the flow rate of nitrogen gas was set to 10 L / min. Dope evaluation and Li precipitation evaluation were performed in the same manner as in Example 1. When the electrode 1 of 5000 m was doped, Li precipitation was observed on the feeding roller for the first time. During pre-doping, the voltage did not rise continuously. The stable voltage was 3.05V. The evaluation results are shown in Table 1.
- Example 8 Basically, the negative electrode was manufactured in the same manner as in Example 1. However, the electrical configuration in the doping system 11 is the second electrical configuration shown in FIG. The potentials of the first terminal 109A and the first terminal 110A were -3V, respectively. The potentials of the second terminal 109B and the second terminal 110B were 0V, respectively.
- Comparative Example 1 Basically, the negative electrode was manufactured in the same manner as in Example 1. However, the doping system 11 did not include drying units 201A-F. When the electrode 1 reached the feeding roller, the first surface 219 and the second surface 221 of the electrode 1 were in a wet state with the dope solution.
- Comparative Example 2 Basically, the negative electrode was manufactured in the same manner as in Comparative Example 1. However, the transport speed of the electrode 1 was set to 4 m / min. Dope evaluation and Li precipitation evaluation were performed in the same manner as in Example 1. When the 250 m electrode 1 was doped, a large amount of Li was deposited on the feeding roller. At the time of pre-doping, the voltage increased to 3.6V or more, and pre-doping became impossible. The evaluation results are shown in Table 1. ⁇ Other Embodiments> Although the embodiments of the present disclosure have been described above, the present disclosure is not limited to the above-described embodiments, and can be implemented in various modifications.
- each of the above embodiments may be shared by a plurality of components, or the function of the plurality of components may be exerted by one component. Further, a part of the configuration of each of the above embodiments may be omitted. In addition, at least a part of the configuration of each of the above embodiments may be added or replaced with respect to the configuration of the other embodiment.
- a higher-level system having the doping system as a component, a program for operating a computer as a control device for the doping system, and a non-transitional actual state such as a semiconductor memory in which this program is recorded.
- the present disclosure can also be realized in various forms such as a recording medium and a doping method.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
Description
<第1実施形態>
1.ドーピングシステム11の構成
ドーピングシステム11は、後述する電極1に含まれる活物質にアルカリ金属をドーピングする。 ドーピングシステム11の構成を、図1~図5に基づき説明する。図1に示すように、ドーピングシステム11は、ドープ槽15、17、19と、洗浄槽21、23と、搬送ローラ25、27、29、31、33、65、67、69、70、35、37、39、40、41、43、45、46、47、49、51、52、53、55、57、58、59、61、64、71、73、75、77、79、81、83、85、87、89、91、93(以下ではこれらをまとめて搬送ローラ群と呼ぶこともある)と、供給ロール101と、巻取ロール103と、支持台105と、循環濾過ユニット107と、6つの電源109、110、111、112、113、114と、タブクリーナー117と、回収ユニット119と、乾燥ユニット201A~Fと、端部センサ121と、装置筐体203と、を備える。搬送ローラ群は搬送ユニットに対応する。
図1に示すように、乾燥ユニット201Aは、電極1のうち、ドープ槽15の上流槽131内を通過し、搬送ローラ65へ搬送されている部分の近傍に配置されている。乾燥ユニット201Aは、隣接する回収ユニット119よりも、搬送ローラ65の側にある。乾燥ユニット201Aが回収ユニット119よりも搬送ローラ65の側にあることで、給電ローラの表面でアルカリ金属が析出することを一層抑制できる。
電極1の構成を図16及び図17に基づき説明する。電極1は、図16に示すように、帯状の形状を有する。電極1は、図17に示すように、帯状の集電体193と、その両側に形成された活物質層195とを備える。
ドーピングシステム11を使用するとき、ドープ槽15、17、19にドープ溶液を収容する。ドープ溶液は、アルカリ金属塩と、第1の非プロトン性溶剤とを含む。ドープ溶液においてアルカリ金属塩の一部は電離してアルカリイオンを生じさせる。ドープ溶液は、アルカリ金属のイオンを含む溶液に対応する。第1の非プロトン性溶剤として、1気圧での沸点が150℃を超える有機溶剤が好ましく、1気圧での沸点が200℃を超える有機溶剤が特に好ましい。
ドーピングシステム11を使用してドープ電極1Aを製造する場合、まず、ドープ電極1Aを製造するための準備として、以下のことを行う。未だアルカリ金属を活物質にドープしていない電極1を供給ロール101に巻き回す。ドープ槽15、17、19にドープ溶液を収容する。ドープ溶液は、上記「4.ドープ溶液の組成」で述べたものである。
本開示の蓄電デバイスの製造方法は、正極、負極及び電解質を備える蓄電デバイスの製造方法である。本開示の蓄電デバイスの製造方法では、上記「5.電極の製造方法」により負極を製造する。
<実施例>
1.実施例1
(1)負極の製造
長尺の帯状の集電体193を用意した。集電体193は負極集電体として使用した。集電体193のサイズは、幅132mm、厚さ8μmであった。集電体193の表面粗さRaは0.1μmであった。集電体193は銅箔から成っていた。集電体193の両面に、それぞれ活物質層195を形成した。活物質層195は負極活物質層であった。活物質層195の厚みは65μmであった。
プレドープを行っているとき、ドープ評価を行った。ドープ評価とは、プレドープを行っているときの電圧の上昇しやすさに関する評価である。ドープ評価の基準は以下のとおりである。

プレドープを行っているとき、Li析出評価を行った。Li析出評価とは、帯状の電極1を連続してドープした際の、給電ローラの表面におけるLiの析出しやすさに関する評価である。Li析出評価の基準は以下のとおりである。
基本的には実施例1と同様にして、負極の製造を行った。ただし、乾燥ユニット201A~Fが備える第1ブロア213及び第2ブロア215は、それぞれ、図14及び図15に示す複数の開口部223を備えていた。図15に示すように、第1ブロア213及び第2ブロア215の軸方向から見たとき、一部の開口部223が吹き出すガス225の方向と、残りの開口部223が吹き出すガス225の方向とが成す角度は45度であった。
基本的には実施例1と同様にして、負極の製造を行った。ただし、乾燥ユニット201A~Fが備える第1ブロア213及び第2ブロア215は、それぞれ、図12及び図13に示すスリット状の開口部223を備えていた。開口部223の幅は1mmであった。開口部223の長さは150mmであった。第1ブロア213及び第2ブロア215のサイズ及び材質は、実施例1と同様であった。
基本的には実施例1と同様にして、負極の製造を行った。ただし、第1ブロア213及び第2ブロア215は、ポリプロピレン(PP)製のパイプであった。また、乾燥ユニット201A~Fは、接続部217を備えていなかった。
基本的には実施例1と同様にして、負極の製造を行った。ただし、第2ブロア215に加えて第1ブロア213も、電極1にガスを吹きつけた。電極1が給電ローラに到達したとき、第2表面221に加えて、第1表面219も乾燥した状態であった。
基本的には実施例1と同様にして、負極の製造を行った。ただし、電極1の搬送速度を、4m/分とした。実施例1と同様に、ドープ評価及びLi析出評価を行った。2500mの電極1をドープした際に、はじめて給電ローラにLi析出が見られた。プレドープのとき、電圧が継続して上昇することはなかった。安定電圧は3.08Vであった。評価結果を表1に示す。
基本的には実施例6と同様にして、負極の製造を行った。ただし、窒素ガスの流量を、10L/minとした。実施例1と同様に、ドープ評価及びLi析出評価を行った。5000mの電極1をドープした際に、はじめて給電ローラにLi析出が見られた。プレドープのとき、電圧が継続して上昇することはなかった。安定電圧は3.05Vであった。評価結果を表1に示す。
基本的には実施例1と同様にして、負極の製造を行った。ただし、ドーピングシステム11における電気的構成は、図3に示す第2の電気的構成とした。第1端子109A及び第1端子110Aの電位は、それぞれ-3Vであった。また、第2端子109B及び第2端子110Bの電位は、それぞれ0Vであった。
基本的には実施例1と同様にして、負極の製造を行った。ただし、ドーピングシステム11は、乾燥ユニット201A~Fを備えていなかった。電極1が給電ローラに到達したとき、電極1の第1表面219及び第2表面221は、ドープ溶液で濡れた状態であった。
基本的には比較例1と同様にして、負極の製造を行った。ただし、電極1の搬送速度を、4m/分とした。実施例1と同様に、ドープ評価及びLi析出評価を行った。250mの電極1をドープした際に、給電ローラにLiが大量に析出した。プレドープのとき、電圧が3.6V以上に上昇し、プレドープができない状態となった。評価結果を表1に示す。
<他の実施形態>
以上、本開示の実施形態について説明したが、本開示は上述の実施形態に限定されることなく、種々変形して実施することができる。
Claims (11)
- 電極に含まれる活物質にアルカリ金属をドープするように構成されたドーピングシステムであって、
アルカリ金属のイオンを含む溶液及び対極ユニットを収容するように構成されたドープ槽と、
前記電極を、前記ドープ槽内を通過する経路に沿って搬送するように構成された搬送ユニットと、
前記電極と接触する導電性の給電ローラを有し、前記電極と前記対極ユニットとを電気的に接続するように構成された接続ユニットと、
前記ドープ槽内を通過し、前記給電ローラへ搬送されている前記電極にガスを吹きつけるように構成された乾燥ユニットと、
を備えるドーピングシステム。 - アルカリ金属がドープされた活物質を含む電極の製造方法であって、
アルカリ金属のイオンを含む溶液及び対極ユニットを収容するドープ槽内を通過する経路に沿って、活物質を含む電極を搬送し、
前記ドープ槽内を通過した前記電極を乾燥させ、
乾燥後の前記電極と前記対極ユニットとを電気的に接続する、
電極の製造方法。 - 請求項2に記載の電極の製造方法であって、
前記電極にガスを吹きつけるブロアを用いて、前記電極を乾燥させる、
電極の製造方法。 - 請求項3に記載の電極の製造方法あって、
乾燥後の前記電極と前記対極ユニットとを電気的に接続するとき、前記電極と接触する導電性の給電ローラを使用し、
前記ブロアは、前記電極の表面のうち、前記給電ローラと接触する表面に前記ガスを吹きつけるように配置された、
電極の製造方法。 - 請求項3又は4に記載の電極の製造方法であって、
前記電極を挟むように配置された2以上の前記ブロアを用いて、前記電極を乾燥させる、
電極の製造方法。 - 請求項3~5のいずれか1項に記載の電極の製造方法であって、
前記ブロアは、前記電極に前記ガスを吹きつけるスリット状の開口部を有する、
電極の製造方法。 - 請求項3~5のいずれか1項に記載の電極の製造方法であって、
前記ブロアは、前記電極に前記ガスを吹きつける2以上の開口部を有する、
電極の製造方法。 - 請求項3~7のいずれか1項に記載の電極の製造方法であって、
前記ガスは、アルゴンガス、ヘリウムガス、ネオンガス、窒素ガス、炭酸ガス、及び、水分が除去された除湿空気から成る群より選択される少なくとも1種を含む、
電極の製造方法。 - 請求項3~8のいずれか1項に記載の電極の製造方法であって、
前記ブロアの材質は、ポリオレフィン樹脂、ポリエステル樹脂、ポリアリレート樹脂、ポリウレタン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂、ポリアミド樹脂、ポリイミド樹脂、ポリフェニレンサルファイド樹脂、及びフッ素系樹脂から成る群より選択される少なくとも1種を含む、
電極の製造方法。 - 請求項3~8のいずれか1項に記載の電極の製造方法であって、
前記ブロアの材質は、金属、2種以上の金属の合金、前記金属又は前記合金の酸化物、並びに、前記金属又は前記合金の窒化物から成る群より選択される少なくとも1種を含む、
電極の製造方法。 - 電極に含まれる活物質にアルカリ金属をドープするように構成されたドーピングシステムであって、
アルカリ金属のイオンを含む溶液及び対極ユニットを収容するように構成されたドープ槽と、
前記電極を、前記ドープ槽内を通過する経路に沿って搬送するように構成された搬送ユニットと、
前記電極と接触する導電性の給電ローラを有し、前記電極と前記対極ユニットとを電気的に接続するように構成された接続ユニットと、
前記ドープ槽と絶縁している前記ドーピングシステムの本体、及び、前記給電ローラに接続するように構成された電源と、
を備え、
前記電源における前記給電ローラに接続する端子の電位は、前記電源における前記本体に接続する端子の電位よりも低い、
ドーピングシステム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20917376.4A EP4102592A4 (en) | 2020-02-04 | 2020-11-17 | DOPING SYSTEM AND ELECTRODE MANUFACTURING METHOD |
| JP2021575622A JPWO2021157157A1 (ja) | 2020-02-04 | 2020-11-17 | |
| CN202080095542.5A CN115053310A (zh) | 2020-02-04 | 2020-11-17 | 掺杂系统以及电极的制造方法 |
| US17/760,085 US20230042598A1 (en) | 2020-02-04 | 2020-11-17 | Doping system and method of manufacturing electrode |
| KR1020227030143A KR20220136393A (ko) | 2020-02-04 | 2020-11-17 | 도핑 시스템 및 전극의 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020017198 | 2020-02-04 | ||
| JP2020-017198 | 2020-02-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021157157A1 true WO2021157157A1 (ja) | 2021-08-12 |
Family
ID=77200128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/042756 WO2021157157A1 (ja) | 2020-02-04 | 2020-11-17 | ドーピングシステム及び電極の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230042598A1 (ja) |
| EP (1) | EP4102592A4 (ja) |
| JP (1) | JPWO2021157157A1 (ja) |
| KR (1) | KR20220136393A (ja) |
| CN (1) | CN115053310A (ja) |
| WO (1) | WO2021157157A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220077448A1 (en) * | 2019-01-23 | 2022-03-10 | Musashi Energy Solutions Co., Ltd. | Doping system and doping method |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08111222A (ja) * | 1994-10-12 | 1996-04-30 | Fuji Photo Film Co Ltd | シート状電極極板の製造方法 |
| JPH09293499A (ja) | 1996-04-25 | 1997-11-11 | Seiko Instr Kk | 非水電解質二次電池及びその製造方法 |
| JPH10308212A (ja) | 1997-05-06 | 1998-11-17 | Ricoh Co Ltd | 2次電池用電極板処理装置 |
| JP2005123175A (ja) | 2003-09-26 | 2005-05-12 | Jfe Chemical Corp | 複合粒子およびその製造方法、リチウムイオン二次電池用負極材料および負極、ならびにリチウムイオン二次電池 |
| JP2006107795A (ja) | 2004-09-30 | 2006-04-20 | Sony Corp | 負極活物質およびそれを用いた電池 |
| JP2008077963A (ja) | 2006-09-21 | 2008-04-03 | Matsushita Electric Ind Co Ltd | 非水電解質二次電池用負極前駆体にリチウムイオンを吸蔵させる方法と装置 |
| JP2009246137A (ja) | 2008-03-31 | 2009-10-22 | Jsr Corp | リチウムイオンキャパシタ |
| JP2010149011A (ja) * | 2008-12-24 | 2010-07-08 | Teijin Ltd | コーティング膜の製造方法及び非水系二次電池用セパレータの製造方法 |
| JP2012049543A (ja) | 2010-08-27 | 2012-03-08 | Samsung Electro-Mechanics Co Ltd | エネルギー貯蔵装置の電極製造用ドーピング装置及びこれを用いた電極製造方法 |
| JP2012049544A (ja) | 2010-08-27 | 2012-03-08 | Samsung Electro-Mechanics Co Ltd | エネルギー貯蔵装置の電極製造用ドーピング装置及びこれを用いた電極製造方法 |
| JP2012069894A (ja) | 2009-09-28 | 2012-04-05 | Sumitomo Chemical Co Ltd | ナトリウムイオン型蓄電デバイス |
| JP2013258392A (ja) | 2012-05-18 | 2013-12-26 | Jsr Corp | 電極活物質、電極及び蓄電デバイス |
| JP2019021699A (ja) * | 2017-07-13 | 2019-02-07 | Jsr株式会社 | 電極の製造方法、キャパシタの製造方法、電池の製造方法、電極の保護方法、及び処理液 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR0121543Y1 (ko) * | 1994-12-06 | 1998-08-17 | 이형도 | 알루미늄 원박표면의 전해액 제거장치 |
| US9487880B2 (en) * | 2011-11-25 | 2016-11-08 | Semiconductor Energy Laboratory Co., Ltd. | Flexible substrate processing apparatus |
| JP6369643B2 (ja) * | 2016-02-26 | 2018-08-08 | Jsr株式会社 | ドーピングシステム、並びに、電極、電池及びキャパシタの製造方法 |
| CN208433319U (zh) * | 2018-07-16 | 2019-01-25 | 四川达优机械有限公司 | 一种超级电容器的电极掺杂设备 |
-
2020
- 2020-11-17 KR KR1020227030143A patent/KR20220136393A/ko unknown
- 2020-11-17 US US17/760,085 patent/US20230042598A1/en active Pending
- 2020-11-17 CN CN202080095542.5A patent/CN115053310A/zh active Pending
- 2020-11-17 JP JP2021575622A patent/JPWO2021157157A1/ja active Pending
- 2020-11-17 EP EP20917376.4A patent/EP4102592A4/en not_active Withdrawn
- 2020-11-17 WO PCT/JP2020/042756 patent/WO2021157157A1/ja unknown
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08111222A (ja) * | 1994-10-12 | 1996-04-30 | Fuji Photo Film Co Ltd | シート状電極極板の製造方法 |
| JPH09293499A (ja) | 1996-04-25 | 1997-11-11 | Seiko Instr Kk | 非水電解質二次電池及びその製造方法 |
| JPH10308212A (ja) | 1997-05-06 | 1998-11-17 | Ricoh Co Ltd | 2次電池用電極板処理装置 |
| JP2005123175A (ja) | 2003-09-26 | 2005-05-12 | Jfe Chemical Corp | 複合粒子およびその製造方法、リチウムイオン二次電池用負極材料および負極、ならびにリチウムイオン二次電池 |
| JP2006107795A (ja) | 2004-09-30 | 2006-04-20 | Sony Corp | 負極活物質およびそれを用いた電池 |
| JP2008077963A (ja) | 2006-09-21 | 2008-04-03 | Matsushita Electric Ind Co Ltd | 非水電解質二次電池用負極前駆体にリチウムイオンを吸蔵させる方法と装置 |
| JP2009246137A (ja) | 2008-03-31 | 2009-10-22 | Jsr Corp | リチウムイオンキャパシタ |
| JP2010149011A (ja) * | 2008-12-24 | 2010-07-08 | Teijin Ltd | コーティング膜の製造方法及び非水系二次電池用セパレータの製造方法 |
| JP2012069894A (ja) | 2009-09-28 | 2012-04-05 | Sumitomo Chemical Co Ltd | ナトリウムイオン型蓄電デバイス |
| JP2012049543A (ja) | 2010-08-27 | 2012-03-08 | Samsung Electro-Mechanics Co Ltd | エネルギー貯蔵装置の電極製造用ドーピング装置及びこれを用いた電極製造方法 |
| JP2012049544A (ja) | 2010-08-27 | 2012-03-08 | Samsung Electro-Mechanics Co Ltd | エネルギー貯蔵装置の電極製造用ドーピング装置及びこれを用いた電極製造方法 |
| JP2013258392A (ja) | 2012-05-18 | 2013-12-26 | Jsr Corp | 電極活物質、電極及び蓄電デバイス |
| JP2019021699A (ja) * | 2017-07-13 | 2019-02-07 | Jsr株式会社 | 電極の製造方法、キャパシタの製造方法、電池の製造方法、電極の保護方法、及び処理液 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4102592A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230042598A1 (en) | 2023-02-09 |
| KR20220136393A (ko) | 2022-10-07 |
| EP4102592A1 (en) | 2022-12-14 |
| EP4102592A4 (en) | 2024-03-13 |
| JPWO2021157157A1 (ja) | 2021-08-12 |
| CN115053310A (zh) | 2022-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7280281B2 (ja) | 電極製造装置 | |
| JP7307165B2 (ja) | 蓄電デバイス及びリチウムイオン二次電池の製造方法 | |
| CN113454804B (zh) | 电极制造系统、清扫单元、以及电极制造方法 | |
| WO2020110433A1 (ja) | 電極製造方法、蓄電デバイスの製造方法、及び電極製造装置 | |
| WO2021157157A1 (ja) | ドーピングシステム及び電極の製造方法 | |
| JP7319307B2 (ja) | ドーピングシステム及びドーピング方法 | |
| WO2020084949A1 (ja) | 電極製造装置及び電極製造方法 | |
| WO2022270063A1 (ja) | ドープ電極の製造方法 | |
| WO2022102381A1 (ja) | 二次電池の製造方法及びドープ電極の製造方法 | |
| WO2021106286A1 (ja) | 電極製造方法 | |
| WO2020208965A1 (ja) | 電極製造方法及び蓄電デバイスの製造方法 | |
| WO2021131124A1 (ja) | 電極の製造方法、蓄電デバイスの製造方法、及び電極製造装置 | |
| US12095071B2 (en) | Electrode manufacturing system and electrode manufacturing method | |
| WO2023276314A1 (ja) | ドープ電極の製造方法及びドープ電極の製造システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20917376 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021575622 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227030143 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020917376 Country of ref document: EP Effective date: 20220905 |