WO2021149832A1 - 電気融着継手および融着方法 - Google Patents
電気融着継手および融着方法 Download PDFInfo
- Publication number
- WO2021149832A1 WO2021149832A1 PCT/JP2021/002489 JP2021002489W WO2021149832A1 WO 2021149832 A1 WO2021149832 A1 WO 2021149832A1 JP 2021002489 W JP2021002489 W JP 2021002489W WO 2021149832 A1 WO2021149832 A1 WO 2021149832A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pipe
- heat generating
- resin
- heating
- heating wire
- Prior art date
Links
Images


















































Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L47/00—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics
- F16L47/02—Welded joints; Adhesive joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3404—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint
- B29C65/342—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint comprising at least a single wire, e.g. in the form of a winding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3404—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint
- B29C65/342—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint comprising at least a single wire, e.g. in the form of a winding
- B29C65/3432—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint comprising at least a single wire, e.g. in the form of a winding comprising several wires, e.g. in the form of several independent windings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3468—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the means for supplying heat to said heated elements which remain in the join, e.g. special electrical connectors of windings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3472—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint
- B29C65/3476—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint being metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3472—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint
- B29C65/3476—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint being metallic
- B29C65/348—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint being metallic with a polymer coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7802—Positioning the parts to be joined, e.g. aligning, indexing or centring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/12—Joint cross-sections combining only two joint-segments; Tongue and groove joints; Tenon and mortise joints; Stepped joint cross-sections
- B29C66/122—Joint cross-sections combining only two joint-segments, i.e. one of the parts to be joined comprising only two joint-segments in the joint cross-section
- B29C66/1222—Joint cross-sections combining only two joint-segments, i.e. one of the parts to be joined comprising only two joint-segments in the joint cross-section comprising at least a lapped joint-segment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/12—Joint cross-sections combining only two joint-segments; Tongue and groove joints; Tenon and mortise joints; Stepped joint cross-sections
- B29C66/122—Joint cross-sections combining only two joint-segments, i.e. one of the parts to be joined comprising only two joint-segments in the joint cross-section
- B29C66/1224—Joint cross-sections combining only two joint-segments, i.e. one of the parts to be joined comprising only two joint-segments in the joint cross-section comprising at least a butt joint-segment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/32—Measures for keeping the burr form under control; Avoiding burr formation; Shaping the burr
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5221—Joining tubular articles for forming coaxial connections, i.e. the tubular articles to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5229—Joining tubular articles involving the use of a socket
- B29C66/52291—Joining tubular articles involving the use of a socket said socket comprising a stop
- B29C66/52292—Joining tubular articles involving the use of a socket said socket comprising a stop said stop being internal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5229—Joining tubular articles involving the use of a socket
- B29C66/52291—Joining tubular articles involving the use of a socket said socket comprising a stop
- B29C66/52294—Joining tubular articles involving the use of a socket said socket comprising a stop said stop being heated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/97—Checking completion of joining or correct joining by using indications on at least one of the joined parts
- B29C66/974—Checking completion of joining or correct joining by using indications on at least one of the joined parts by checking the bead or burr form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/97—Checking completion of joining or correct joining by using indications on at least one of the joined parts
- B29C66/976—Checking completion of joining or correct joining by using indications on at least one of the joined parts by the use of an indicator pin, e.g. being integral with one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D23/00—Producing tubular articles
- B29D23/001—Pipes; Pipe joints
- B29D23/003—Pipe joints, e.g. straight joints
- B29D23/005—Pipe joints, e.g. straight joints provided with electrical wiring
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L47/00—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics
- F16L47/02—Welded joints; Adhesive joints
- F16L47/03—Welded joints with an electrical resistance incorporated in the joint
Definitions
- This disclosure relates to an electric fusion joint and a fusion method.
- Electric fusion joints are often used when connecting pipe bodies made of resin such as resin pipes and metal reinforced composite pipes having a resin layer and a metal reinforcing layer (see, for example, Patent Documents 1 and 2). ).
- the electric fusion joint shown in Patent Document 1 has a joint body made of a thermoplastic resin in which a joint receiving portion into which a pipe body to be connected is inserted is formed at both ends, and an inner peripheral surface side of the joint body. It has a heating wire buried in. Further, a stopper portion is provided on the inner peripheral surface of the joint body so as to project inward to regulate the position of the pipe body.
- the resin on the outer periphery of the insertion port and the inner peripheral portion of the tube body around the heating element are generated. Resin is fused, and the pipe bodies are connected to each other via an electric fusion joint.
- Patent Document 2 discloses an electrically fused joint having a structure in which a heating wire is provided in the stopper portion in order to reduce the generation of clevis between the resin pipe and the stopper portion.
- the electric fusion joint according to the first disclosure includes a tubular main body portion, a stopper portion, a first heat generating portion, and a second heat generating portion.
- the tubular main body has a joint receiving portion into which a tube containing a thermoplastic resin can be inserted inside.
- the stopper portion is provided so as to project inward on the inner surface of the main body portion, and when the pipe is inserted inside the joint receiving portion, the insertion position of the pipe end of the pipe can be regulated.
- the first heat generating portion includes a heating wire that is wound and arranged at the joint receiving portion.
- the second heat generating portion includes a heating wire that is wound so as to be adjacent to each other and arranged in the stopper portion.
- the first heat generating portion has one or a plurality of heat generating portions wound so that the heating wires are adjacent to each other.
- the number of adjacent turns of the heating wire in the second heat generating portion is equal to or less than the number of adjacent turns of the heating wire in the heat generating portion adjacent to the second heat generating portion.
- the electric fusion joint is connected to the pipe by setting the number of adjacent turns of the heating wires in the second heat generating portion to be equal to or less than the number of adjacent turns of the heating wires in the heat generating portion adjacent to the second heating portion.
- the electric fusion joint when the electric fusion joint is connected to the pipe, it is possible to prevent the temperature of the joint receiving portion from rising earlier than that of the stopper portion, so that the side surface of the pipe is ahead of the end face.
- the force for pressing the pipe against the stopper portion can be reduced, and the generation of wrinkles and clevis can be suppressed.
- the electric fusion joint according to the second disclosure is the electric fusion joint according to the first disclosure, and the heating ray density in the first heat generating portion is smaller than the heating ray density in the second heat generating portion.
- the heating wire density in the first heat generating portion smaller than the heating wire density in the second heating portion in this way, when the pipe is inserted into the joint receiving portion and pressed against the stopper portion to be heated, the end face of the pipe is used. Since the space between the stopper and the stopper is fused before the outer peripheral surface of the pipe and the inner peripheral surface of the joint receiving portion, the seam can be filled and the occurrence of clevis can be suppressed.
- the pipe is not overheated, so that the occurrence of convex portions (momo wrinkles) on the inner surface of the pipe can be suppressed.
- the electric fusion joint according to the third disclosure is the electric fusion joint according to the second disclosure, and the heating ray density in the first heat generating portion is 0.55 times or less the heating ray density in the second heating portion. Is.
- the electric fusion joint according to the fourth disclosure is the electric fusion joint according to the first or second disclosure, and the first heat generating portion generates heat in which a predetermined number of heating wires are wound in the insertion direction of the pipe. Predetermined intervals are provided for each part. All the heating wires in the second heating unit are in contact with the adjacent heating wires.
- the inner surface of the joint receiving portion can be heated widely rather than locally, so that the pipe can be easily slid toward the stopper portion, and the occurrence of convex portions (wrinkles) on the inner surface of the pipe is suppressed. can do.
- the electric fusion joint according to the fifth disclosure is the electric fusion joint according to any one of the first to fourth disclosures, and the second heat generating portion includes a heating wire having three or more turns.
- the stopper portion needs to have a thickness of three or more windings of heating wire, and the deformation of the stopper portion due to the force of abutting the resin pipe is suppressed. Further, since the heating wire having three or more turns is provided, heating can be sufficiently performed and the resin can be sufficiently melted.
- the electric fusion joint according to the sixth disclosure is the electric fusion joint according to the first disclosure, and the first heat generating portion has one heat generating portion. Adjacent heating wires in the heat generating portion are in contact with each other. The heating wires in the second heat generating portion are in contact with each other.
- the number of turns of the heating wire in the joint receiving portion is set to be equal to or less than the number of turns of the heating wire in the stopper portion, so that the force when the pipe is pressed against the stopper portion can be reduced, and the inner surface of the pipe can be reduced.
- the occurrence of convex parts (momo wrinkles) can be suppressed.
- the electric fusion joint according to the seventh disclosure is the electric fusion joint according to the first disclosure, in which the distance from the stopper portion of the first heat generating portion in the direction along the axis of the main body portion is L, and the joint.
- the inner diameter of the socket is d
- d / L is set to 2.5 or less when the outer diameter of the pipe is 25 mm or less
- d / L is 3.5 when the outer diameter of the pipe is 32 mm or more and 50 mm or less.
- the d / L is set to 4.0 or less, and when the outer diameter of the pipe is 110 mm or more and 160 mm or less, the d / L is set to 5.5 or less. When the outer diameter of the pipe is 225 mm or more, d / L is set to 6.5 or less.
- the inventors of the present invention considered to provide a heat generating portion not only in the joint receiving portion but also in the stopper portion in order to suppress the generation of a gap between the stopper portion and the end face of the pipe, but simply provide the heating portion.
- the size and shape of the bead may not be stable just by providing it. If the size and shape of the bead are not stable, the amount of water will not be stable and dead water will be generated depending on the shape of the bead. Further, if the height of the bead is not uniform in the circumferential direction, a strong pressure is applied to the non-uniform portion (bulging portion), and the bulging portion may be removed and flow out. It is also conceivable that the joint will crack from the bulge and dead water will occur.
- the inventors of the present invention have clarified that the reason why the size and shape of such a bead becomes unstable is as follows.
- air is present in the clearance between the inner surface of the joint and the outer surface of the pipe between the heat generating portion of the stopper portion and the heat generating portion of the joint receiving portion (cold zone).
- the fusion is started, the fusion between the stopper portion provided with the heat generating portion and the pipe end of the pipe and the fusion between the inner surface of the portion provided with the heat generating portion of the joint receiving portion and the outer surface of the pipe are performed.
- the air in the clearance expands by heat in a state of being confined between the fused portions, and pushes up the molten resin in the process of forming the bead. This changes the size and shape of the bead. This phenomenon occurs due to variations in the dimensional accuracy during molding of pipes and joints, the amount of scraping during construction (the thickness cut in the process of cutting the outer surface of the pipe before fusion), and the degree of insertion of the pipe. May be done.
- d / L is set to 2.5 or less when the outer diameter of the pipe is 25 mm or less, and d / L is 3 when the outer diameter of the pipe is 32 mm or more and 50 mm or less.
- the d / L is set to 4.0 or less, and when the outer diameter of the pipe is 110 mm or more and 160 mm or less, the d / L is 5.5 or less.
- d / L is set to 6.5 or less.
- the electric fusion joint according to the eighth disclosure is the electric fusion joint according to the first disclosure, and it is assumed that the distance of the first heat generating portion from the stopper portion in the direction along the axis of the main body portion is L. , The distance L is set to zero.
- the first heat generating portion is arranged adjacent to the stopper portion in the direction along the axis of the main body portion.
- the electric fusion joint according to the ninth disclosure is the electric fusion joint according to the seventh or eighth disclosure, and the first heat generating portion has a heating wire wound around two or more turns.
- the electric fusion joint according to the tenth disclosure is the electric fusion joint according to any one of the first to ninth disclosures, and the heating wire in the second heat generating portion is coated on the insulator.
- the electric fusion joint according to the eleventh disclosure is the electric fusion joint according to the first disclosure, and the main body portion is between the second heat generation portion and the heat generation portion adjacent to the second heat generation portion. It has a through hole formed through from the inner surface to the outer surface.
- the air between the fused portion between the end surface of the pipe and the stopper portion and the fused portion between the side surface of the pipe and the joint receiving portion is discharged from the through hole, so that the bead R is ejected due to the expansion of the air. It is also possible to suppress the generation of dents due to the bursting of air bubbles mixed in the bead.
- the heating wire of the first heat generating portion and the heating wire of the second heating portion are connected, and the heating wire of the first heating portion is formed in a stepped shape in which the heating wire is arranged.
- the step of arranging the heating wire on the winding core provided with the first arranging portion and the second arranging portion for arranging the heating wire of the second heating portion, and the winding core on which the heating wire is arranged are the first. It includes a step of inserting the two arranging portions into the mold so as to face the gate, and a step of injecting resin from the gate to perform molding.
- the connection method according to the thirteenth disclosure is a tubular main body portion having a joint receiving portion into which a pipe containing a thermoplastic resin can be inserted inside, and a pipe when the pipe is inserted inside the joint receiving portion. It is provided with a stopper portion provided so as to project inward on the inner surface of the main body portion so as to regulate the position of the pipe end of the pipe, and a heat generating portion including a heating wire coated on the insulator and arranged on the stopper portion.
- It is a connection method for connecting an electric fusion joint containing a plastic resin and a pipe, and includes an insertion step, a heating step, and a pressurizing step.
- the insertion step the pipe is inserted inside the joint receiving portion of the electric fusion joint.
- the heating wire of the heat generating portion is energized.
- an external force is applied to the pipe toward the stopper portion in the heating step.
- connection method according to the fourteenth disclosure is the connection method according to the thirteenth disclosure, and in the pressurizing step, an external force is started to be applied to the pipe after the temperature of the thermoplastic resin exceeds 160 degrees.
- FIG. 5 is an external view showing a resin pipe and a resin pipe connected to the electric fusion joint and the electric fusion joint according to the first embodiment of the present disclosure.
- FIG. 5 is a cross-sectional configuration diagram showing a state in which a resin pipe and a resin pipe are inserted into the electric fusion joint of FIG. It is a flow chart for demonstrating the fusion method using the electric fusion joint of FIG.
- FIG. 3 is a perspective view showing a pressure jig used in the fusion method of FIG. The figure which shows the state which attached the resin pipe, the electric fusion joint, and the resin pipe to the pressure jig of FIG. FIG.
- FIG. 5 is a cross-sectional configuration diagram showing a state in which the electric fusion joint and the resin pipe of FIG. 1 are fused.
- FIG. 5 is a cross-sectional configuration diagram showing an electric fusion joint according to the first embodiment of the present disclosure.
- FIG. 5 is a cross-sectional configuration diagram showing an electrically fused joint according to the first embodiment of the present disclosure.
- the cross-sectional block diagram which shows the electric fusion joint in Embodiment 1d which concerns on this disclosure.
- (A)-(c) The figure for demonstrating that the size and shape of a bead become unstable.
- FIG. 3 is a cross-sectional configuration diagram showing a state in which a resin pipe and a resin pipe are inserted into the electric fusion joint of FIG. The figure for demonstrating the volume ratio of the conducting wire and resin in a stopper part.
- FIG. 3 is a cross-sectional configuration diagram showing an electric fusion joint according to another embodiment according to the present disclosure.
- FIG. 3 is a cross-sectional configuration diagram showing an electric fusion joint according to a third embodiment according to the present disclosure.
- the front view which shows the winding core used when manufacturing the electric fusion joint in Embodiment 3 which concerns on this disclosure. It is a figure which shows the state which arranged the heating wire in the winding core of FIG.
- the flow chart which shows the manufacturing method of the electric fusion joint in Embodiment 3 which concerns on this disclosure.
- the figure for demonstrating that the winding core is inserted into a mold at the time of manufacturing the electric fusion joint in Embodiment 3 which concerns on this disclosure.
- (A) (b) The figure for demonstrating the influence on the temperature by the misalignment of a heating wire.
- FIG. 5 is an external view showing a resin pipe and a resin pipe connected to the electric fusion joint and the electric fusion joint according to the fourth embodiment according to the present disclosure.
- FIG. 3 is a cross-sectional configuration diagram showing an electric fusion joint of FIG. 32.
- FIG. 3 is a cross-sectional configuration diagram showing a state in which a resin pipe and a resin pipe are inserted into the electric fusion joint of FIG. 32.
- FIG. 3 is a schematic view of an electric fusion joint showing a connection relationship between a heat receiving portion and a stopper heating portion of FIG. 34 and a first connector mounting portion and a second connector mounting portion.
- the schematic diagram which shows the state which the electric fusion joint is energized by the electric fusion apparatus.
- FIG. 3 is a cross-sectional configuration diagram showing an electric fusion joint of FIG. 32.
- FIG. 3 is a cross-sectional configuration diagram showing a state in which a resin pipe and a resin pipe are inserted into the electric fusion joint of FIG.
- FIG. 3 is a flow chart for explaining a fusion method using the electric fusion joint of FIG. 32.
- A (b) The figure for demonstrating the effect by the connection method of the electric fusion joint and the resin pipe of Embodiment 4 which concerns on this disclosure.
- FIG. 5 is an external view showing a resin pipe and a resin pipe connected to the electric fusion joint and the electric fusion joint according to the fifth embodiment according to the present disclosure.
- FIG. 3 is a cross-sectional configuration diagram showing an electric fusion joint of FIG. 39.
- FIG. 3 is a cross-sectional configuration diagram showing a state in which a resin pipe and a resin pipe are inserted into the electric fusion joint of FIG. 39.
- the perspective view which shows the jig used for the connection method of embodiment which concerns on this disclosure. It is a figure which shows the state which attached the resin pipe, the electric fusion joint, and the resin pipe to the jig of FIG. 43. A side view of FIG. 44.
- the flow chart which shows the connection method of Embodiment 5 which concerns on this disclosure.
- the cross-sectional block diagram which shows the electric fusion joint and a resin pipe after fusion
- FIG. 5 is a cross-sectional view showing an electric fusion joint according to a seventh embodiment according to the present disclosure. It is a figure which shows the swelling of the thin-walled portion at the time of fusion
- FIG. 5 is a cross-sectional view showing an electrically fused joint in a modified example of the seventh embodiment according to the present disclosure.
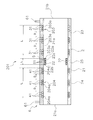
- FIG. 1 shows an electric fusion joint 1 according to the embodiment of the present disclosure, a resin pipe 11 (an example of a pipe containing a thermoplastic resin) connected by the electric fusion joint 1, and a resin pipe 12 (a thermoplastic resin). It is a figure which shows an example of the including tube).
- FIG. 1 can be said to be an exploded view of the piping structure 100.
- the piping structure 100 includes, for example, an electric fusion joint 1, a resin pipe 11, and a resin pipe 12.
- the electric fusion joint 1 is fused with the resin pipe 11 and the resin pipe 12, and connects the resin pipe 11 and the resin pipe 12.
- the resin tube 11 and the resin tube 12 are each made of a thermoplastic resin.
- flow paths 11f and 12f having a circular cross section extend inside.
- a flow path 1f having a circular cross section extends inside the electric fusion joint 1.
- the direction in which each axis extends with respect to the flow paths of the electric fusion joint 1, the resin pipe 11, and the resin pipe 12 is defined as the axis direction A. Further, in the electric fusion joint 1, the resin pipe 11, and the resin pipe 12, the direction in which the electric fusion joint 1, the resin pipe 11, and the resin pipe 12 are orthogonal to each other and are close to each other and separated from each other is defined as the radial direction B, and the direction of rotation around each axis is defined as the circumferential direction C.
- the resin pipe 11 moves relative to the electric fusion joint 1 in the axial direction A in the direction of the arrow A1 and is connected to the electric fusion joint 1. Further, the resin pipe 12 moves relative to the electric fusion joint 1 in the axial direction A in the direction of the arrow A2 and is connected to the electric fusion joint 1.
- the state in which the resin pipe 11 and the resin pipe 12 are connected to the electric fusion joint 1 constitutes the piping structure 100.
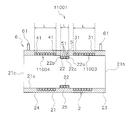
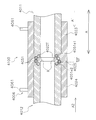
- FIG. 2 is a diagram showing a cross-sectional configuration of the electric fusion joint 1.
- the electric fusion joint 1 has a main body portion 2, first heat generating portions 3 and 4, a second heat generating portion 5, and a connector mounting portion 6.
- the main body portion 2 is made of a thermoplastic resin, and has a tubular portion 21 and a stopper portion 22 as shown in FIG.
- the tubular portion 21 is tubular and has a joint receiving portion 23, a joint receiving portion 24, and a continuous portion 25.
- a resin pipe 11 is inserted inside the joint receiving portion 23.
- a resin pipe 12 is inserted inside the joint receiving portion 24.
- thermoplastic resin used in the main body 2 is not particularly limited, but a melting point of less than 230 ° C. is preferable.
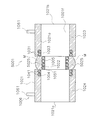
- FIG. 3 is a cross-sectional configuration diagram showing a state in which the resin pipe 11 is inserted inside the joint receiving portion 23 of the electric fusion joint 1 and the resin pipe 12 is inserted inside the joint receiving portion 24.
- the inner diameter of the joint receiving portion 23 is formed to be equal to or larger than the outer diameter of the resin pipe 11. Further, the inner diameter of the joint receiving portion 24 is formed to be equal to or larger than the outer diameter of the resin pipe 12.
- the continuous portion 25 is connected to the joint receiving portion 23 and the joint receiving portion 24, and connects the joint receiving portion 23 and the joint receiving portion 24.
- the continuous portion 25 is a portion that connects between the joint receiving portion 23 and the joint receiving portion 24, and a stopper portion 22, which will be described later, is provided inside the radial direction B.
- the stopper portion 22 is an annular portion.
- the stopper portion 22 is formed on the inner surface 21a of the tubular portion 21 in a ridge along the circumferential direction C over the entire circumference.
- the stopper portion 22 also contains a thermoplastic resin, and is preferably formed of the same resin as the thermoplastic resin used in the tubular portion 21.
- the stopper portion 22 is formed so as to project inward in the radial direction from the inner surface 21a of the tubular portion 21. Further, the stopper portion 22 is arranged inside the continuous portion 25 of the tubular portion 21 in the radial direction B.
- the stopper portion 22 may be formed as one member with the tubular portion 21, or may be formed as a separate member from the tubular portion 21.
- the stopper portion 22 has a first side surface 22a, a second side surface 22b, and a peripheral surface 22c.
- the peripheral surface 22c is an end surface on the inner side in the radial direction of the stopper portion 22.
- the first side surface 22a is formed substantially perpendicular to the axial direction A from the inner surface 21a of the tubular portion 21 toward the inside of the radial direction B.
- the second side surface 22b is formed substantially perpendicular to the axial direction A from the inner surface 21a of the tubular portion 21 toward the inside of the radial direction B.
- the peripheral surface 22c connects the radial inner end of the first side surface 22a and the radial inner end of the second side surface 22b.
- the peripheral surface 22c is formed substantially parallel to the inner surface 21a of the tubular portion 21.
- the pipe end 11a of the resin pipe 11 comes into contact with the first side surface 22a of the stopper portion 22, and the insertion position of the pipe end 11a is as shown in FIG. Is regulated.
- the pipe end 11a comes into contact with the first side surface 22a when the pipe end 11a comes into direct contact with the first side surface 22a and when the pipe end 11a comes into contact with the heating wire 51 (described later) of the second heat generating portion 5. This includes the case of indirectly contacting the first side surface 22a.
- the pipe end 12a of the resin pipe 12 comes into contact with the second side surface 22b of the stopper portion 22, and the insertion position of the pipe end 12a is as shown in FIG. Is regulated.
- the pipe end 12a comes into contact with the second side surface 22b when the pipe end 12a comes into direct contact with the second side surface 22b and when the pipe end 12a comes into contact with the heating wire 51 (described later) of the second heat generating portion 5. This includes the case of indirectly contacting the second side surface 22b.
- the generation of clevis is suppressed between the pipe end 11a and the first side surface 22a and between the pipe end 12a and the second side surface 22b (see position P).
- the first heat generating portions 3 and 4 are provided in the joint receiving portions 23 and 24.
- the first heat generating portion 3 has a heating wire 31 embedded in the inner surface 21a at the joint receiving portion 23 which is one end of the tubular portion 21.
- the heating wire 31 is arranged so as to be wound in the circumferential direction along the inner surface 21a.
- the heating wire 31 is arranged in the vicinity of the inner surface 21a.
- the heating wire 31 may be buried in the tubular portion 21 so that a part of the heating wire 31 is exposed on the flow path 1f side, or may be completely buried.
- the first heat generating portion 4 has a heating wire 41 embedded in the inner surface 21a at the joint receiving portion 24 which is the other end of the tubular portion 21.
- the heating wire 41 is arranged so as to be wound in the circumferential direction along the inner surface 21a.
- the heating wire 41 is arranged in the vicinity of the inner surface 21a.
- the heating wire 41 may be buried in the tubular portion 21 so that a part of the heating wire 41 is exposed on the flow path 1f side, or may be completely buried.
- the heating wires 31 and 41 may have, for example, a conducting wire and an insulating film.
- the conducting wire for example, a nichrome wire, an iron chrome type 2 wire, an iron chrome type 1 wire, a nickel chrome wire or the like can be used.
- the insulating film is provided so as to cover the periphery of the conducting wire.
- the insulating film has a melting point of 230 degrees or higher. It is preferable that this is set to a temperature at which the thermoplastic resin does not melt even at a temperature at which the thermoplastic resin melts (for example, in the case of polyethylene, the heating wire is heated to 220 degrees) in the present embodiment.
- the insulating film can be formed of, for example, a fluorine-based resin or an imide-based resin, but it is more preferable to form the insulating film with a polyimide-based resin.
- the thickness of the conductor may be set to 0.1 mm or more and 10 mm or less.
- the arrangement of the heating wires 31 and 41 in the first heat generating portions 3 and 4 will be described. Since the first heat generating portion 4 is provided symmetrically with respect to the first heat generating portion 3 and the stopper portion 22, the first heat generating portion 3 will be described.
- the heating wire 31 is arranged so that the heating wire density in the first heating unit 3 is smaller than the heating wire density in the second heating unit 5 described later.
- the heating wire 31 is repeatedly wound twice so as to come into contact with each other, and the heating wire 31 is repeatedly wound twice so as to come into contact with each other at a predetermined interval D along the axial direction A. ..
- the heating wire 31 is wound around eight times.
- the portion wound around twice so that the heating wire 31 comes into contact with the heating wire 31 is referred to as a heating portion 3a.
- the first heat generating portion 3 has a plurality of heat generating portions 3a, and the heat generating portions 3a are arranged at predetermined intervals D along the axial direction A.
- the length along the axial direction A of the region where the heating wires 31 are arranged is L
- the length L can also be said to be the length of the first heat generating portion 3 along the axial direction A or the length of the heating wire 31 along the axial direction A.
- the heating wire density is defined as the number of heating wires per unit length (for example, 1 mm).
- the heating wire density can be obtained as a value obtained by dividing the number of heating wires 31 arranged at a length L along the axial direction A of the region where the heating wires 31 are arranged by the length L.
- the first heating unit 4 also has eight heating wires 41 arranged in a length of 23 mm, so that the heating wire density is 8 (lines) / 23 (mm) ⁇ 0. It is set to .35 (book / mm). Further, the portion wound around twice so that the heating wire 41 comes into contact with the heating wire 41 is referred to as a heating portion 4a. It can be said that the first heat generating portion 4 has a plurality of heat generating portions 4a, and the heat generating portions 4a are arranged at predetermined intervals D along the axial direction A.
- the second heat generating portion 5 is provided on the stopper portion 22.
- the second heating unit 5 has a heating wire 51.
- the heating wire 51 is provided in the stopper portion 22 so as to be wound in the circumferential direction C along the axial direction A. In the present embodiment, the heating wire 51 is wound around the stopper portion 22, for example, three times. In the second heating unit 5 of the present embodiment, all the adjacent heating wires 51 are in contact with each other.
- the heating wire 51 has the same configuration as the heating wires 31 and 41.
- the heating wire 51 is wound three times so as to come into contact with each other. Therefore, three heating wires 51 are arranged in the length L (which can be said to be the length of the second heat generating portion 5) along the axial direction A of the region where the heating wires 51 are arranged.
- the diameter of the wound heating wire 51 in the second heating unit 5 is set to be smaller than the diameter of the wound heating wires 31 and 41 in the first heating units 3 and 4.
- the diameter of the wound heating wire 51 in the second heat generating portion 5 is set so as to be within the thickness of the tube walls of the resin tubes 11 and 12 into which the position of the heating wire 51 is inserted.
- the heating ray density in the first heat generating portions 3 and 4 is about 0.35. Therefore, in the present embodiment, the heating ray density in the first heat generating portions 3 and 4 is the electric heating in the second heating unit 5. It is set smaller than the heat ray density.
- the stopper portion is long in the circumferential direction and long in the axial direction, it is necessary to increase the pressing force, and there is a possibility that a bead is formed in which the amount of resin is excessive and the flow path is obstructed.
- the stopper portion in which two heating wires are arranged the amount of resin may be insufficient to fill the gap in the confluence portion. This is because we want to prevent the position of the heating wire from shifting during resin injection by filling the heating wire without gaps in the stopper part, so the stopper dimensions are set to the height x width x number of windings. be.
- the amount of resin required to fill the gap in the confluence portion can be supplied, and two wires can be supplied. Since the number of heating wires is larger than in the case, the resin is likely to melt. Further, although there are two merging portions of the heating wire 51, the heating wire is wound once between them, and the influence of the merging portion is smaller than that in the case where the two merging wires are arranged.
- the heating wire densities in the first heat generating portions 3 and 4 described above are not limited to the configuration shown in FIG. Different examples will be described in Embodiments 1b and 1c below.
- the connector mounting portion 6 has two pins 61 as shown in FIG.
- the two pins 61 are provided so as to project outward in the radial direction from the outer surface 21d of the tubular portion 21.
- one of the two pins 61 is arranged near the end 21b of the tubular portion 21, and the other pin 61 is arranged near the end 21c.
- the two pins 61 are connected to the heating wires 31, 41, and 51 of the first heat generating portions 3, 4, and 5.
- the heating wires 31, 41, and 51 generate heat.
- FIG. 4 is a flow chart for explaining the fusion method of the present embodiment.
- step S1 the resin pipe 11 is inserted inside the joint receiving portion 23 of the electric fusion joint 1 until the stopper portion 22 regulates the relative movement of the pipe end 11a of the resin pipe 11.
- FIG. 3 shows a state in which the resin pipe 11 and the resin pipe 12 are inserted into the electric fusion joint 1.
- step S2 the resin pipe 11 is pressurized in the direction of the stopper portion 22 (direction of arrow A1 shown in FIG. 3) so as to press the pipe end 11a against the first side surface 22a of the stopper portion 22. Further, the resin pipe 12 is pressurized in the direction of the stopper portion 22 (direction of arrow A2 shown in FIG. 3) so as to press the pipe end 12a against the second side surface 22b of the stopper portion 22.
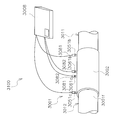
- FIG. 5 is a diagram showing a jig 200.
- FIG. 6 is a diagram showing a state in which the resin pipe 11, the electric fusion joint 1, and the resin pipe 12 are attached to the jig 200.
- the jig 200 has a first clamp portion 210, a second clamp portion 220, three guide members 230, and a pressure screw member 240.
- the first clamp portion 210 has a first semi-annular portion 211, a second semi-annular portion 212, a hinge portion 213, a fastening portion 214, and a position fixing portion 215.
- the first semi-annular portion 211 and the second semi-annular portion 212 have substantially half the shape of an annulus, and can sandwich the outer circumference of the resin tube 11.
- the first semi-annular portion 211 has a guide support portion 211b and a screw portion 211c in the circumferential direction.
- a through hole is formed in the guide support portion 211b, and a rod-shaped guide member 230 is inserted through the guide support portion 211b.
- the second semi-annular portion 212 has two guide support portions 212b and 212c in the circumferential direction. Through holes are formed in each of the guide support portion 212b and the guide support portion 212c, and a rod-shaped guide member 230 is inserted therethrough.
- the hinge portion 213 rotatably connects the peripheral ends of the first semi-annular portion 211 and the second semi-annular portion 212.
- the resin tube 11 is arranged between the first semi-annular portion 211 and the second semi-annular portion 212 with the hinge portion 213 as the center and the space between the first semi-annular portion 211 and the second semi-annular portion 212 opened. NS.
- the fastening portion 214 is, for example, a screw, and is provided at the end of the first semi-annular portion 211 and the second semi-annular portion 212 in the circumferential direction opposite to the hinge portion 213.
- the circumferential end of the first semi-annular portion 211 opposite to the hinge portion 213 protrudes outward, and a through hole is formed in the protruding portion 211a.
- the circumferential end of the second semi-annular portion 212 opposite to the hinge portion 213 protrudes outward, and a through hole is formed in the protruding portion 212a.
- the two through holes face each other, and the fastening portion 214 which is a screw is inserted.
- a screw shape is formed on the inner peripheral surface of the through hole of the protruding portion 212a, and no screw shape is formed on the through hole of the protruding portion 211a.
- the fastening portion 214 is screwed into the through hole of the protruding portion 212a through the through hole of the protruding portion 211a.
- the fastening portion 214 is not limited to screws, but may be bolts and nuts, for example, and the configuration is limited as long as the first semi-annular portion 211 and the second semi-annular portion 212 can be tightened. is not it.
- the position fixing portion 215 is a screw member and is provided on the guide support portion 211b. Specifically, the guide support portion 211b is formed with a screw hole toward the through hole into which the guide member 230 is inserted, and the position fixing portion 215 is inserted into the screw hole.
- the tip of the position fixing portion 215 comes into contact with the guide member 230, so that the position of the first clamp portion 210 with respect to the guide member 230 is fixed.
- the second clamp portion 220 has a first semi-annular portion 221 and a second semi-annular portion 222, a hinge portion 223, and a fastening portion 224.
- the first semi-annular portion 221 has the same shape as the first semi-annular portion 211, and has a protruding portion 221a, a guide support portion 221b, and a screw portion 221c. Unlike the guide support portion 211b, the guide member 230 is fixed to the guide support portion 221b.
- the second semi-annular portion 222 has the same shape as the second semi-annular portion 212, and has a protruding portion 222a, a guide support portion 222b, and a guide support portion 222c. Unlike the guide support portions 212b and 212c, the guide member 230 is fixed to the guide support portions 222b and 222c.
- the hinge portion 223 is the same as the hinge portion 213, and rotatably connects the peripheral ends of the first semi-annular portion 221 and the second semi-annular portion 222.
- the fastening portion 224 is the same as the fastening portion 214, and is provided on the protruding portion 221a and the protruding portion 222a.
- the guide member 230 is fixed to the guide support portion 221b through the guide support portion 211b.
- the guide member 230 is fixed to the guide support portion 222b by inserting the guide support portion 212b.
- the guide member 230 is fixed to the guide support portion 222c through the guide support portion 212c.
- the pressure screw member 240 is a ball screw, and is inserted through the screw portion 211c and the screw portion 221c.
- the screw portion 211c and the screw portion 221c are formed with screw holes through which the pressure screw member 240 is inserted, and the screw portions 211c and the screw portion 221c are formed with screw holes opposite to each other. That is, when the pressure screw member 240 is rotated, the first clamp portion 210 and the second clamp portion 220 approach or separate from each other along the guide member 230.
- the resin tube 11 is sandwiched and fixed by the first clamp portion 210, the resin tube 12 is sandwiched and fixed by the second clamp portion 220, and then the pressure screw member 240 is rotated.
- the first clamp portion 210 and the second clamp portion 220 are brought close to each other (see arrows A1 and A2).
- the resin tube 11 and the resin tube 12 are pressed so that the tube end 11a of the resin tube 11 is pressed against the first side surface 22a of the stopper portion 22 and the tube end 12a of the resin tube 12 is pressed against the second side surface 22b of the stopper portion 22. Can be pressurized.
- the pressurized state by the first clamp portion 210 and the second clamp portion 220 can be maintained.
- step S3 the connectors of the electric fusion device are attached to the two pins 61 of the connector attachment portion 6 in a pressurized state, and energization is performed for a predetermined time.
- the pressure screw member 240 may be rotated to push the resin pipe 11 and the resin pipe 12 into the electric fusion joint 1 while energizing.
- the heating wire temperature at the time of energization may be any temperature as long as it can melt the main body 2, and in the case of polyolefin, it is preferably 220 degrees or less.
- FIG. 7 is a diagram showing a state in which the resin pipe 11, the electric fusion joint 1 and the resin pipe 12 are melted and connected. As shown in FIG. 7, the stopper portion 22 is melted, pushed by the resin pipes 11 and 12, narrowed, and fills the space between the resin pipe 11 and the resin pipe 12 to form a bead R.
- This energization causes the heating wires 31, 41, 51 to generate heat.
- the resin pipes 11 and 12 are inserted into the joint receiving portions 23 and 24 and the stopper portion 22 is inserted.
- the area between the surfaces of the pipe ends 11a and 12a of the resin pipes 11 and 12 and the stopper portion 22 is the outer peripheral surface of the resin pipes 11 and 12 and the joint receiving portions 23 and 24. Since it is fused before the space between the peripheral surfaces, the seam can be filled and the formation of clevis can be suppressed.
- the resin pipes 11 and 12 are not overheated, so that the occurrence of convex portions (momo wrinkles) on the inner surfaces of the resin pipes 11 and 12 is suppressed. be able to.
- the number of turns of the heating wire 51 in the second heat generating portion 5 is larger than the number of turns of the heat generating portion 3a. Further, the number of turns of the heating wire 51 in the second heat generating portion 5 is larger than the number of turns of the heat generating portion 4a.
- the heating wires 31 and 41 of the first heating units 3 and 4 and the heating wires 51 of the second heating unit 5 have the same wire diameter and material, the larger the number of turns, the easier it is for the temperature to rise during energization. If the number of turns of the heating wire 51 of the second heat generating section 5 is smaller than the number of turns of the heating wires 31 and 41 of the first heating section 3 and 4, the heat generated by the first heating section 3 and 4 is generated. Since it is larger than the heat generated by the second heat generating portion 5, the side surfaces of the resin tubes 11 and 12 are heated first and expand.
- the number of turns of the heating wire 51 in the second heat generating portion 5 is larger than the number of turns of the heat generating portions 3a and 4a, so that the heat generated in the second heat generating portion 5 is generated. It is larger than the heat generated in the heat generating portions 3a and 4a closest to the second heat generating portion 5.
- the pipe ends 11a and 12a are brought to the stopper portion 22 by melting by the second heat generating portion 5 before the resin pipes 11 and 12 are restrained by the electric fusion joint 1 due to the heating expansion of the side surfaces of the resin pipes 11 and 12. Since it can be pressed, it can be fused with a small pressing force.
- the resin protrudes like a burr after fusion at the joint between the stopper portion 22 and the pipe ends 11a and 12a of the resin pipes 11 and 12, and the inner peripheral surface of the stopper portion 22. And the inner peripheral surfaces of the resin tubes 11 and 12 do not have to be flush with each other.
- the electric fusion joint 101 of the first embodiment 1b has different heating wire densities from the electric fusion joint 1 of the first embodiment 1a and the first heat generating portions 3 and 4.
- FIG. 8 is a cross-sectional configuration diagram showing the electric fusion joint 101 of the first embodiment 1b.
- the electric fusion joint 101 shown in FIG. 8 includes a first heat generating portion 103 in which the heating wire 31 is wound differently from the first heat generating portion 3 of the first embodiment 1a, and the first heat generating portion 4 of the first embodiment 1a.
- the first heat generating portion 104 is provided in which the heating wire 41 is wound differently from the above.
- the first heat generating portion 103 and the first heat generating portion 104 have a symmetrical configuration with respect to the stopper portion 22, the first heat generating portion 103 will be described as an example.
- the heating wire 31 is arranged so that the heating wire density in the first heating unit 103 is smaller than the heating wire density in the second heating unit 5.
- the heating wire 31 is wound once, the heating wire 31 is wound once at a predetermined interval D, and the heating wire 31 is wound once at a predetermined interval D, which is repeated. There is. In this embodiment, the heating wire 31 is wound eight times.
- the portion around which the heating wire 31 is wound once is referred to as a heat generating portion 103a. It can be said that the first heat generating portion 103 has a plurality of heat generating portions 103a, and the heat generating portions 103a are arranged at predetermined intervals D along the axial direction A.
- the length along the axial direction A of the region where the heating wires 31 are arranged is L
- eight heating wires 31 are arranged in the length L.
- the length L can also be said to be the length of the first heat generating portion 103 along the axial direction A or the length of the heating wire 31 along the axial direction A.
- the first heating unit 104 Similar to the first heating unit 103, the first heating unit 104 also has eight heating wires 41 arranged in a length of 15 mm, so that the heating wire density is 8/15 ⁇ 0.53 (lines / line /). It is set to mm).
- the portion around which the heating wire 41 is wound once is referred to as a heat generating portion 104a. It can be said that the first heat generating portion 104 has a plurality of heat generating portions 104a, and the heat generating portions 104a are arranged at predetermined intervals D along the axial direction A.
- the heating ray density of the second heat generating portion 5 is 1 as in the first embodiment. Therefore, the heating wire densities in the first heat generating units 103 and 104 are set to be smaller than the heating wire densities in the second heat generating parts 5.
- the electric fusion joint 201 of the first embodiment 1c has different heating wire densities from the electric fusion joint 1 of the first embodiment 1a and the first heat generating portions 3 and 4.
- FIG. 9 is a cross-sectional configuration diagram showing the electric fusion joint 201 of the first embodiment 1c.
- the heat generating portion 203 in which the heating wire 31 is wound differently from the first heat generating portion 3 of the first embodiment 1a and the first heat generating portion 4 of the first embodiment 1a are A heating unit 204 is provided in which the heating wire 41 is wound differently.
- the heat generating portion 203 and the heat generating portion 204 have a symmetrical configuration with respect to the stopper portion 22, the heat generating portion 203 will be described as an example.
- the heating wire 31 is arranged so that the heating wire density in the heating unit 203 is smaller than the heating wire density in the second heating unit 5.
- the heating wire 31 is repeatedly wound three times so as to come into contact with each other, and the heating wire 31 is repeatedly wound three times so as to come into contact with each other at a predetermined interval D along the axial direction A.
- the heating wire 31 is wound around 9 turns.
- the portion where the heating wire 31 is wound three times is referred to as a heating portion 203a.
- the first heat-generating portion 203 has a plurality of heat-generating portions 203a, and the heat-generating portions 203a are arranged at predetermined intervals D along the axial direction A.
- the length along the axial direction A of the region where the heating wires 31 are arranged is L
- nine heating wires 31 are arranged in the length L.
- the length L can also be said to be the length of the first heat generating portion 203 along the axial direction A or the length of the heating wire 31 along the axial direction A.
- the portion where the heating wire 41 is wound around three times is referred to as a heating portion 204a.
- the first heat-generating portion 204 has a plurality of heat-generating portions 204a, and the heat-generating portions 204a are arranged at predetermined intervals D along the axial direction A.
- the heating ray density of the second heat generating portion 5 is 1 as in the first embodiment. Therefore, the heating wire densities in the heat generating units 203 and 204 are set to be smaller than the heating wire densities in the second heat generating parts 5.
- the number of turns of the heating wire 51 in the second heat generating portion 5 is configured to be the same as the number of turns of the heat generating portions 203a and 204a of the first heat generating portions 203 and 204. ing.
- the number of turns of the heating wires 31 and 41 of the heat generating portions 203a and 204a of the first heating unit 203 and 204 is the same as the number of windings of the heating wire 51 of the second heating unit 5, so that heat is generated. Since the temperatures of the portions 203a and 204a and the second heat generating portion 5 rise at the same time, and at least the temperature of the heat generating portions 203a and 204a does not rise faster than that of the second heat generating portion 5, the pipe ends 11a and 12a are pressed against the stopper portion 22. At the same time, a large pushing force is not required and fusion is easy. In consideration of ease of pushing, it is preferable that the number of turns of the heating wires 31 and 41 of the heat generating portions 203a and 204a is smaller than the number of turns of the heating wires 51 of the second heat generating portion 5.
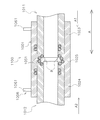
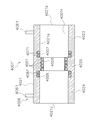
- the electric fusion joint 301 of the first embodiment 1d is provided with air holes 371 and 372 in the electric fusion joint 1 of the first embodiment 1a.
- FIG. 10 is a cross-sectional view showing the electric fusion joint 301 of the first embodiment 1d.
- the air hole 371 (an example of the through hole) is between the second heat generating portion 5 and the first heat generating portion 3 in the axial direction A, and is formed so as to penetrate from the inner surface 21a to the outer surface 21d of the main body portion 2.
- the air hole 371 is arranged between the stopper portion 22 and the heat generating portion 3a arranged next to the stopper portion 22 (closest to the stopper portion 22).
- a plurality of air holes 371 may be formed in the circumferential direction, but only one may be formed.
- the air hole 372 (an example of the through hole) is between the second heat generating portion 5 and the first heat generating portion 4 in the axial direction A, and is formed so as to penetrate from the inner surface 21a to the outer surface 21d of the main body portion 2.
- the air hole 372 is arranged between the stopper portion 22 and the heat generating portion 4a arranged next to the stopper portion 22 (closest to the stopper portion 22).
- a plurality of air holes 372 may be formed in the circumferential direction, but only one may be formed.
- FIG. 11A is a diagram showing a state in which the resin pipe 11 is inserted into the electric fusion joint 11000 in which the air hole 371 is not formed.
- the clearance between the inner surface of the electric fusion joint 1000 and the outer surface of the resin pipe 11 in the figure.
- the fusion portion is indicated by P2 in the figure
- the joint receiving port Since the inner surface of the portion of the portion 23 where the first heat generating portion 3 is provided and the outer surface of the resin pipe 11 are fused (the fused portion is indicated by P1 in the drawing) simultaneously proceed, the air in the clearance E is released.
- the bead R may be ejected due to heat expansion while being confined between the fused portions P1 and P2. Further, as shown in FIG. 11B, there is no escape place for air in the clearance E, and air ⁇ may enter inside the bead R.
- the air between the fusion portion P1 and the fusion portion P2 is discharged from the air holes 3871, 372. Therefore, it is possible to suppress the ejection of the bead R and the occurrence of dents.
- the outer diameter of the stopper portion 22 is circular when viewed along the axial direction A, but it is not limited to a circle and may be a polygonal shape.
- the first heat generating portions 3, 103, 203 and the first heat generating portions 4, 104, 204 are provided symmetrically with the stopper portion 22 interposed therebetween, but the present invention is not limited to this.
- the heat generating portion 3 may be provided in one joint receiving portion 23 with the stopper portion 22 interposed therebetween, and the heat generating portion 104 may be provided in the other joint receiving portion 24.
- the flow paths of the electric fusion joints 1, 101, and 201 are all formed in a straight line, but an elbow joint in which the flow paths are curved may be used.
- heating wires 31, 41, 51 are used for the first heating unit 3, 4, 103, 104, 203, 204 and the second heating unit 5, all of them.
- the heating wires 31, 41, and 51 are provided with an insulating film, but the present invention is not limited to this. However, it is preferable that at least the heating wire 51 is provided with an insulating film. This is because the resin pipe 11 and the resin pipe 12 may pressurize the heating wires 51 so that the heating wires 51 can easily come into contact with each other.
- the first heat generating portion 3 is in contact with the same number of turns (2 turns and 3 turns), but the first heat generating portion 3 may be in contact with each other in different numbers of turns. .. The same applies to the first heat generating portions 4, 203 and 204. (Example)
- Example 1 In the first embodiment, the electric fusion joint 1 of the above-described embodiment 1a was used.
- the resin pipe 11 and the resin pipe 12 were 25A pipes, and polyethylene pipes having a wall thickness of 2.9 mm were used. These 25A polyethylene pipes are inserted into the electric fusion joint 1 of the first embodiment, and then the first heat generating parts 3, 4 and 5 are energized while pressing the polyethylene pipes in the direction of the stopper part 22, and the polyethylene pipes are used. And the electric fusion joint was fused.
- the outer diameters of the heating wires 31 and 41 shown in FIG. 2 are set to 1 mm, and the interval D is set to 5 mm. Therefore, the length L is 23 mm, and the heating wire densities in the first heat generating portions 3 and 4 are 8 (lines) / 23 (mm) ⁇ 0.35 (lines / mm).
- the polyethylene pipe (resin pipe 11 and resin pipe 12) and the joint (electric fusion joint 1) after fusion were divided into two in the cylindrical direction, and the clevis was evaluated by visual observation.
- the evaluation of the clevis the one in which the bead is formed in the shape of an inner circumference at the contact portion (position indicated by P in FIG. Those that have not been marked as x.
- Example 2 In the second embodiment, the electric fusion joint 101 of the above-described first embodiment 1b was used.
- the resin pipe 11 and the resin pipe 12 were 25A pipes, and polyethylene pipes having a wall thickness of 2.9 mm were used. These 25A polyethylene pipes are inserted into the electric fusion joint 101 of the second embodiment, and then the first heat generating portions 103, 104, and 5 are energized while pressing the polyethylene pipes in the direction of the stopper portion 22, and the polyethylene pipes are used. And the electric fusion joint was fused.
- the outer diameters of the heating wires 31 and 41 shown in FIG. 8 are set to 1 mm, and the interval D is set to 1 mm. Therefore, the length L is 15 mm, and the heating wire densities in the first heat generating portions 103 and 104 are 8 (lines) / 15 (mm) ⁇ 0.53 (lines / mm).
- Example 1 After the polyethylene pipe and the electric fusion joint 101 were fused, the same visual observation as in Example 1 was performed. The results are shown in (Table 1).
- Example 3 the electric fusion joint 201 of the first embodiment described above was used.
- the resin pipe 11 and the resin pipe 12 were 25A pipes, and polyethylene pipes having a wall thickness of 2.9 mm were used. These 25A polyethylene pipes are inserted into the electric fusion joint 201 of the third embodiment, and then, while pressing the polyethylene pipes in the direction of the stopper portion 22, the heat generating portions 203, 204, and 5 are energized, and the polyethylene pipes and electricity are applied.
- the fusion splicer was fused.
- Example 1 After the polyethylene pipe and the electric fusion joint 201 were fused, the same visual observation as in Example 1 was performed. The results are shown in (Table 1).
- Example 3 As shown in (Table 1), in Example 3, there were some unformed portions of beads, and acceptable wrinkles were observed.
- the heating wire wound eight times is an example of the heat generating portion of the first heating unit 11003 and 11004, and the number of windings of the heating wire of the heating portion is larger than the number of windings of the heating wire 51 of the second heating unit 5. Is also increasing.
- Comparative Example 1 no beads were formed, clevis was observed, uneven surfaces such as sink marks and wrinkles of unacceptable size were visually observed, and wrinkles were present.
- the heating ray density in the first heat generating portion is 0.55 times or less of the heating ray density in the second heat generating portion. I understand.
- Example 4 The electric fusion joint 1 of the first embodiment 1a and the resin pipes 11 and 12 were fused.
- the jig of the second embodiment described later was used to pressurize at the same time as the start of heating by energization.
- Example 5 The electric fusion joint 301 of the first embodiment and the resin pipes 11 and 12 are fused.
- the jig the jig of the second embodiment described later is used, and the jig is applied at the same time as the start of heating by energization. Pressure was applied.
- FIG. 13 shows an electric fusion joint 1001 according to the embodiment of the present disclosure, a resin pipe 1011 (an example of a pipe containing a thermoplastic resin) connected by the electric fusion joint 1001, and a resin pipe 1012 (a thermoplastic resin). It is a figure which shows an example of the including tube).
- FIG. 13 can be said to be an exploded view of the piping structure 1100.
- the piping structure 1100 includes, for example, an electric fusion joint 1001, a resin pipe 1011 and a resin pipe 1012.
- the electric fusion joint 1001 is fused with the resin pipe 1011 and the resin pipe 1012, and connects the resin pipe 1011 and the resin pipe 1012.
- the resin tube 1011 and the resin tube 1012 are each made of a thermoplastic resin. Specifically, the resin tube 1011 and the resin tube 1012 are made of polyolefin such as polyethylene.
- flow paths 1011f and 1012f having a circular cross section extend inside.
- a flow path 1001f having a circular cross section extends inside the electric fusion joint 1001.
- the direction in which each axis extends with respect to the flow paths of the electric fusion joint 1001, the resin pipe 1011 and the resin pipe 1012 is defined as the axis direction A. Further, in the electric fusion joint 1001, the resin pipe 1011 and the resin pipe 1012, the direction in which the electric fusion joint 1001, the resin pipe 1011 and the resin pipe 1012 are orthogonal to each other and are close to each other and separated from each other is defined as the radial direction B, and the direction rotating around each axis is defined as the circumferential direction C.
- the resin pipe 1011 moves relative to the electric fusion joint 1001 in the axial direction A in the direction of the arrow A1 and is connected to the electric fusion joint 1001. Further, the resin pipe 1012 moves relative to the electric fusion joint 1001 in the axial direction A in the direction of the arrow A2 and is connected to the electric fusion joint 1001.
- the state in which the resin pipe 1011 and the resin pipe 1012 are fused and connected to the electric fusion joint 1001 constitutes the piping structure 1100.
- FIG. 14 is a diagram showing a cross-sectional configuration of the electric fusion joint 1001.
- the electric fusion joint 1001 has a main body portion 1002, first heat generating portions 1003 and 1004, a second heat generating portion 1005, and a connector mounting portion 1006.
- the main body portion 1002 is made of a thermoplastic resin, and has a tubular portion 1021 and a stopper portion 1022 as shown in FIG.
- the tubular portion 1021 is tubular and has a joint receiving portion 1023, a joint receiving portion 1024, and a continuous portion 1025.
- a resin pipe 1011 is inserted inside the joint receiving portion 1023.
- a resin pipe 1012 is inserted inside the joint receiving portion 1024.
- thermoplastic resin used in the main body 1002 is not particularly limited, but a thermoplastic resin having a melting point of less than 230 ° C. is preferable.
- FIG. 15 is a cross-sectional configuration diagram showing a state in which the resin pipe 1011 is inserted inside the joint receiving portion 1023 of the electric fusion joint 1001 and the resin pipe 1012 is inserted inside the joint receiving portion 1024.
- the inner diameter of the joint receiving portion 1023 is formed to be equal to or larger than the outer diameter of the resin pipe 1011. Further, the inner diameter of the joint receiving portion 1024 is formed to be equal to or larger than the outer diameter of the resin pipe 1012.
- the resin pipe 1011 can be inserted into the joint receiving portion 1023 by scraping the outer circumference of the resin pipe 1011 with a scraper or the like. ..
- the resin pipe 1012 can be inserted into the joint receiving portion 1023 by scraping the outer circumference of the resin pipe 1012 with a scraper or the like. ..
- the continuous portion 1025 is connected to the joint receiving portion 1023 and the joint receiving portion 1024, and connects the joint receiving portion 1023 and the joint receiving portion 1024.
- the continuous portion 1025 is a portion that connects between the joint receiving portion 1023 and the joint receiving portion 1024, and a stopper portion 1022, which will be described later, is provided inside the radial direction B.
- the stopper portion 1022 is an annular portion.
- the stopper portion 1022 is formed on the inner surface 1021a of the tubular portion 1021 in a ridge along the circumferential direction C over the entire circumference.
- the stopper portion 1022 also contains a thermoplastic resin, and is preferably formed of the same resin as the thermoplastic resin used in the tubular portion 1021.
- the stopper portion 1022 is formed so as to project inward in the radial direction from the inner surface 1021a of the tubular portion 1021. Further, the stopper portion 1022 is arranged inside the continuous portion 1025 of the tubular portion 1021 in the radial direction B.
- the stopper portion 1022 may be formed as one member with the tubular portion 1021, or may be formed as a separate member from the tubular portion 1021.
- the stopper portion 1022 has a first side surface 1022a, a second side surface 1022b, and a peripheral surface 1022c.
- the peripheral surface 1022c is an end surface on the inner side in the radial direction of the stopper portion 1022.
- the first side surface 1022a is formed substantially perpendicular to the axial direction A from the inner surface 1021a of the tubular portion 1021 toward the inside in the radial direction B.
- the second side surface 1022b is formed substantially perpendicular to the axial direction A from the inner surface 1021a of the tubular portion 1021 toward the inside in the radial direction B.
- the peripheral surface 1022c connects the radial inner end of the first side surface 1022a and the radial inner end of the second side surface 1022b.
- the peripheral surface 1022c is formed substantially parallel to the inner surface 1021a of the tubular portion 1021.
- the pipe end 1011a of the resin pipe 1011 comes into contact with the first side surface 1022a of the stopper portion 1022, and the insertion position of the pipe end 1011a. Is regulated.
- the pipe end 1011a comes into contact with the first side surface 1022a when the pipe end 1011a comes into direct contact with the first side surface 1022a and when the pipe end 1011a comes into contact with the heating wire 1051 (described later) of the second heat generating portion 1005. This includes the case of indirectly contacting the first side surface 1022a.
- the pipe end 1012a of the resin pipe 1012 comes into contact with the second side surface 1022b of the stopper portion 1022, and the insertion position of the pipe end 1012a. Is regulated.
- the pipe end 1012a comes into contact with the second side surface 1022b when the pipe end 1012a comes into direct contact with the second side surface 1022b and when the pipe end 1012a comes into contact with the heating wire 1051 (described later) of the second heat generating portion 1005. This includes the case of indirectly contacting the second side surface 1022b.
- the generation of clevis between the pipe end 1011a and the first side surface 1022a and between the pipe end 1012a and the second side surface 1022b is suppressed.
- the first heat generating portions 1003 and 1004 are provided in the joint receiving portions 1023 and 1024.
- the first heat generating portion 1003 has a heating wire 1031 embedded in the inner surface 1021a at the joint receiving portion 1023 which is one end of the tubular portion 1021.
- the heating wire 1031 is arranged so as to be wound twice in the circumferential direction along the inner surface 1021a.
- the heating wire 1031 is arranged in the vicinity of the inner surface 1021a.
- the heating wire 1031 may be buried in the tubular portion 1021 so that a part of the heating wire 1031 is exposed on the flow path 1001f side, or may be completely buried.
- the first heat generating portion 1004 has a heating wire 1041 embedded in the inner surface 1021a at the joint receiving portion 1024 which is the other end of the tubular portion 1021.
- the heating wire 1041 is arranged so as to be wound twice in the circumferential direction along the inner surface 1021a.
- the heating wire 1041 is arranged in the vicinity of the inner surface 1021a.
- the heating wire 1041 may be buried in the tubular portion 1021 so that a part of the heating wire 1041 is exposed on the flow path 1001f side, or may be completely buried.
- the heating wire 1031 may have, for example, a conducting wire 1031a and an insulating film 1031b.
- the heating wire 1041 may have, for example, a conducting wire 1041a and an insulating film 1041b.
- As the conducting wires 1031a and 1041a for example, nichrome wire, iron chrome type 2 wire, iron chrome type 1 wire, nickel chrome wire and the like can be used.
- As the conducting wires 1031a and 1041a for example, nichrome wire, iron chrome type 2 wire, iron chrome type 1 wire, nickel chrome wire and the like can be used.
- the wire diameters of the conductors 1031a and 1041a can be set to, for example, ⁇ 0.3 to 0.8 mm.
- the resistance value of the unit lengths of the conductors 1031a and 1041a is about 2 to 21 ⁇ / m depending on the wire diameter.
- the insulating films 1031b and 1041b are provided so as to cover the periphery of the conducting wire.
- the insulating films 1031b and 1041b have a melting point of 230 degrees or higher. It is preferable that this is set to a temperature at which the thermoplastic resin does not melt even at a temperature at which the thermoplastic resin melts (for example, in the case of polyethylene, the heating wire is heated to 220 degrees) in the present embodiment.
- the insulating films 1031b and 1041b can be formed of, for example, a fluorine-based resin or an imide-based resin, but it is more preferable to form the insulating films with a polyimide-based resin.
- the thickness of the conductors 1031a and 1041a may be set to 0.1 mm or more and 10 mm or less.
- the first heating portion 1003 of the present embodiment has one heating portion 1003a. It can be said that it is doing. Further, assuming that the portion wound around twice so that the heating wires 1041 are arranged next to each other is a heat generating portion 1004a (see FIG. 14), the first heating portion 1004 of the present embodiment is one heat generating portion 1004a. It can be said that it has.
- the first heat generating portions 1003 and 1004 are arranged in the vicinity of the stopper portion 1022. The arrangement of the first heat generating portions 1003 and 1004 will be described in detail later.
- the second heat generating portion 1005 is provided in the stopper portion 1022.
- the second heating unit 1005 has a heating wire 1051.
- the heating wire 1051 is provided on the stopper portion 1022 so as to be wound in the circumferential direction C along the axial direction A. In the present embodiment, the heating wire 1051 is wound around the stopper portion 1022, for example, four times. In the second heating unit 105 of the present embodiment, the adjacent heating wires 1051 are all in contact with each other.
- the heating wire 1051 is embedded in the stopper portion 1022, but even if a part of the heating wire 1051 is embedded in the stopper portion 1022 so as to be exposed from the first side surface 1022a, the second side surface 1022b or the peripheral surface 1022c to the flow path 1001f side. good.
- the heating wire 1051 may have a conducting wire 1051a and an insulating film 1051b, for example, as shown in FIG.
- the conducting wire 1051a for example, a nichrome wire, an iron chrome type 2 wire, an iron chrome type 1 wire, a nickel chrome wire, or the like can be used.
- the wire diameter of the conductor 1051a can be set to ⁇ 0.3 to 0.8 mm. If it is less than ⁇ 0.3 mm, it may expand due to the tension during winding and the resistance value may become unstable.
- the wire diameter of the conducting wire 1051a is set to a maximum of 0.8 mm in the equipment for forming the insulating film 1051b.
- the resistance value of the unit length of the conducting wire 1051a is about 2 to 21 ⁇ / m depending on the wire diameter.
- the insulating film 1051b is provided so as to cover the periphery of the conducting wire 1051a.
- the insulating film 1051b has a melting point of 230 degrees or higher. It is preferable that this is set to a temperature at which the thermoplastic resin does not melt even at a temperature at which the thermoplastic resin melts (for example, in the case of polyethylene, the heating wire is heated to 220 degrees) in the present embodiment.
- the insulating film 1051b can be formed of, for example, a fluorine-based resin or an imide-based resin, but it is more preferable to form the insulating film 1051b with a polyimide-based resin.
- the thickness of the conductor 1051a may be set to 0.1 mm or more and 10 mm or less.
- the volume ratio of the conducting wire 1051a and the resin in the stopper portion 1022 is set to be 0.04 to 0.07.
- S is the cross-sectional area of one conducting wire 1051a
- T is the combined cross-sectional area of the stopper portion 1022 and the insulating film 1051b
- ⁇ 4 ⁇ S / T can be set.
- This 4S / T is set to be 0.04 to 0.07.
- FIG. 16 is an enlarged view of part G of FIG.
- the second heating unit 1005 in the second heating unit 1005, one heating wire 1051 is wound four times so as to come into contact with the neighbor, but the present invention is not limited to this, and the number is three times or less or five times. It may be the above. Further, the second heating portion 1005 may be formed by winding not only one but also two or more heating wires 1051. The heating wire 1051 may be wound so that all or part of the heating wire 1051 does not come into contact with the neighbor.
- the connector mounting portion 1006 has two pins 1061 as shown in FIG.
- the two pins 1061 are provided so as to project outward in the radial direction from the outer surface 1021d of the tubular portion 1021.
- one of the two pins 1061 is arranged near the end 1021b of the tubular portion 1021, and the other pin 1061 is arranged near the end 1021c.
- the two pins 1061 are connected to the heating wires 1031 and 1041 of the first heating unit 1003 and 1004 and the heating wire 1051 of the second heating unit 1005.
- the heating wires 1031, 1041 and 1051 generate heat.
- the heating wires 1031, 1041 and 1051 are connected to form a single heating wire.
- the arrangement of the heating wires 1031 and 1041 in the first heat generating portions 1003 and 1004 will be described.
- the first heat generating portion 1004 is provided symmetrically with respect to the first heat generating portion 1003 and the stopper portion 1022.
- the first heat generating portion 1003 is configured to be wound twice along the axial direction A so that the heating wire 1031 comes into contact with the joint receiving portion 1023.
- the distance along the axial direction A from the first side surface 1022a of the stopper portion 1022 to the heating wire 1031 closest to the stopper portion 1022 is defined as L1.
- the inner diameter of the joint receiving portion 1023 is d1.
- d1 / L1 When the outer diameter (OD: Outer Diameter) of the resin tube 1011 is 25 mm or less, d1 / L1 is set to 2.5 or less, and when the outer diameter (OD) of the resin tube 1011 is 32 mm or more and 50 mm or less, d1 / L1 is set.
- d1 / L1 When the outer diameter (OD) of the resin tube 1011 is set to 3.5 or less and the outer diameter (OD) of the resin tube 1011 is 63 mm or more and 90 mm or less, d1 / L1 is set to 4.0 or less and the outer diameter (OD) of the resin tube 1011 is 110 mm or more and 160 mm or less. In the case of, d1 / L1 is set to 5.5 or less, and when the outer diameter (OD) of the resin tube 1011 is 225 mm or more, d1 / L1 is set to 6.5 or less.
- the first heat generating portion 1004 is configured to be wound twice along the axial direction A so that the heating wire 1041 comes into contact with the joint receiving portion 1024.
- the distance along the axial direction A from the second side surface 1022b of the stopper portion 1022 to the heating wire 1041 closest to the stopper portion 1022 is defined as L2.
- the inner diameter of the joint receiving portion 1024 is d2.
- d2 / L2 When the outer diameter (OD) of the resin tube 1012 is set to 63 mm or more and 90 mm or less, d2 / L2 is set to 4.0 or less, and when the outer diameter (OD) of the resin tube 1012 is 110 mm or more and 160 mm or less. d2 / L2 is set to 5.5 or less, and when the outer diameter (OD) of the resin tube 1012 is 225 mm or more, d2 / L2 is set to 6.5 or less.
- the case where the outer diameter (OD) of the resin pipes 1011 and 1012 is 25 mm or less can be said to be the case where the joint receiving portions 1023 and 1024 are for pipes with OD25.
- the case where the outer diameters of the resin pipes 1011 and 1012 are 32 mm or more and 50 mm or less can be said to be the case where the joint receiving portions 1023 and 1024 are for pipes having an OD32 or more and an OD50 or less.
- the case where the outer diameter of the resin pipe 1012 is 63 mm or more and 90 mm or less can be said to be the case where the joint receiving portion 1023 or 1024 is for a pipe having an OD63 or more and an OD90 or less.
- the case where the outer diameter of the resin pipe 1012 is 110 mm or more and 160 mm or less can be said to be the case where the joint receiving portion 1023 or 1024 is for a pipe having an OD63 or more and an OD90 or less.
- the case where the outer diameter of the resin pipe 1012 is 225 mm or more can be said to be the case where the joint receiving portions 1023 and 1024 are for pipes having an OD 110 or more and an OD 160 or less.
- a pipe having an OD of 25 mm means a pipe having a nominal diameter of 20 A
- a pipe having an OD of 32 mm means a pipe having a nominal diameter of 25 A
- a pipe having an OD of 50 mm means a pipe having a nominal diameter of 40 A
- a pipe having an OD of 63 mm means a pipe having a nominal diameter of 50 A.
- the OD 75 mm tube indicates a tube with a nominal diameter of 65 A
- the OD 90 mm tube indicates a tube with a nominal diameter of 75 A
- the OD 110 mm tube indicates a tube with a nominal diameter of 20 A
- the OD 140 mm tube is called.
- a pipe having a diameter of 125 A is shown
- a pipe having an OD of 160 mm means a pipe having a nominal diameter of 150 A
- a pipe having an OD of 225 mm means a pipe having a nominal diameter of 200 A.
- FIG. 17 is a cross-sectional view showing an electric fusion joint 1001 ′ having a configuration in which L1 and L2 are zero.
- L1 is zero
- FIG. 17 a state in which the heating wire 1031 closest to the stopper portion 1022 of the first heat generating portion 1003 is in contact with the surface S1 in which the first side surface 1022a is extended in the radial direction B.
- L2 is zero
- FIG. 17 a state in which the heating wire 1041 closest to the stopper portion 1022 of the first heat generating portion 1004 is in contact with the surface S2 in which the second side surface 1022b is extended in the radial direction B. That is.
- FIG. 18 is a diagram showing a jig 1200.
- FIG. 19 is a diagram showing a state in which the resin pipe 1011 and the electric fusion joint 1001 and the resin pipe 1012 are attached to the jig 1200.
- FIG. 20 is a side view of FIG.
- the jig 1200 includes a first clamp portion 1210, a second clamp portion 1220, a shaft portion 1230, a pressing portion 1240, a regulating portion 1250, and a pedestal 1260.
- the pedestal 1260 is a plate-shaped member.
- the pedestal 1260 supports a first clamp portion 1210, a second clamp portion 1220, a shaft portion 1230, a pressing portion 1240, and a regulating portion 1250 arranged on the upper surface side thereof.
- the first clamp portion 1210 sandwiches and fixes the resin tube 1011.
- the first clamp portion 1210 has a lower clamp portion 1211, an upper clamp portion 1212, a hinge portion 1213, a fastening portion 1214, and a bearing portion 1215.
- the lower clamp portion 1211 is a member having a semicircular recess 1211a formed on the upper surface thereof.
- the lower clamp portion 1211 is a member having a substantially rectangular parallelepiped shape in which a semicircular concave portion is formed on the upper surface.
- the bearing portion 1215 is provided on the lower clamp portion 1211.
- the bearing portion 1215 is inserted into a through hole formed in the lower clamp portion 1211.
- the bearing portion 1215 is arranged below the recess 1211a.
- a shaft portion 1230 which will be described later, is inserted inside the bearing portion 1215.
- the axial direction of the bearing portion 1215 is arranged parallel to the central axis of the recess 1211a. As a result, the first clamp portion 1210 can move along the shaft portion 1230.
- the resin pipe 1011 and the resin pipe 1012 and the electric fusion joint 1001 are arranged on the jig, the axial direction of the bearing portion 1215 is parallel to the axial direction A.
- the upper clamp portion 1212 is a member in which a semicircular recess 1212a is formed.
- the upper clamp portion 1212 is a member having a substantially rectangular parallelepiped shape in which a semicircular concave portion 1212a is formed on a predetermined one surface.
- the upper clamp portion 1212 and the lower clamp portion 1211 can sandwich the outer circumference of the resin tube 1011 between the recesses 1212a and the recesses 1211a formed therein.
- the central axes of the recess 1212a and the recess 1211a substantially coincide with each other when the resin tube 1011 is sandwiched. Further, in a state where the resin tube 1011 is sandwiched, the central axis coincides with the above-mentioned axial direction A.
- the hinge portion 1213 rotatably connects the ends of the lower clamp portion 1211 and the upper clamp portion 1212 to each other.
- the upper clamp portion 1212 is configured to be rotatable with respect to the lower clamp portion 1211 about the hinge portion 1213.
- the upper clamp portion 1212 is attached to the lower clamp portion 1211 via the hinge portion 1213 so that the recess 1212a faces the recess 1211a of the lower clamp portion 1211. There is.
- the resin tube 1011 is arranged along the recess 1211a of the lower clamp portion 1211 with the lower clamp portion 1211 and the upper clamp portion 1212 open around the hinge portion 1213. After that, the upper clamp portion 1212 rotates around the hinge portion 1213, and the resin tube 1011 is arranged so as to fit into the recess 1212a.
- the fastening portion 1214 is a so-called snap lock.
- the fastening portion 1214 has a lock body 1214a and a protrusion 1214b.
- the fastening portion 1214 is provided on the side opposite to the hinge portion 1213 with the recesses 1211a and 1212a of the lower clamp portion 1211 and the upper clamp portion 1212 interposed therebetween.
- the lock body 1214a is arranged on the side surface of the lower clamp portion 1211, and the protrusion 1214b is arranged on the side surface of the upper clamp portion 1212.
- the lock body 1214a has a lever 1214c and an annular portion 1214d.
- the second clamp portion 1220 sandwiches and fixes the resin tube 1012.
- the second clamp portion 1220 fixes the resin tube 1012 so that the central axis of the resin tube 1012 coincides with the central axis of the resin tube 1011.
- the second clamp portion 1220 has a lower clamp portion 1221, an upper clamp portion 1222, a hinge portion 1223, and a fastening portion 1224.
- the lower clamp portion 1221 is a member having a semicircular recess 1221a formed on the upper surface thereof.
- the lower clamp portion 1221 is a member having a substantially rectangular parallelepiped shape in which a semicircular concave portion is formed on the upper surface.
- the lower clamp portion 1211 is fixed to the pedestal 1260 via the bracket 1270.
- the upper clamp portion 1222 is a member in which a semicircular concave portion 1222a is formed.
- the upper clamp portion 1222 is a member having a substantially rectangular parallelepiped shape in which a semicircular concave portion 1222a is formed on a predetermined one surface.
- the upper clamp portion 1222 and the lower clamp portion 1221 can sandwich the outer circumference of the resin tube 1012 between the recess 1222a and the recess 1221a formed therein.
- the central axes of the recess 1222a and the recess 1221a substantially coincide with each other when the resin tube 1012 is sandwiched. Further, in a state where the resin tube 1012 is sandwiched, the central axis coincides with the above-mentioned axial direction A.
- the hinge portion 1223 rotatably connects the ends of the lower clamp portion 1221 and the upper clamp portion 1222.
- the upper clamp portion 1222 is configured to be rotatable with respect to the lower clamp portion 1221 about the hinge portion 1223.
- the upper clamp portion 1222 rotates about the hinge portion 1223, the upper clamp portion 1222 is attached to the lower clamp portion 1221 via the hinge portion 1223 so that the recess 1222a faces the recess 1221a of the lower clamp portion 1221. There is.
- the resin tube 1012 is arranged along the recess 1221a of the lower clamp portion 1221 with the lower clamp portion 1221 and the upper clamp portion 1222 open around the hinge portion 1223. After that, the upper clamp portion 1222 rotates about the hinge portion 1223, and the resin tube 1012 is arranged so as to fit into the recess 1222a.
- the fastening portion 1224 is a so-called snap lock.
- the fastening portion 1224 has a lock body 1224a and a protrusion 1224b.
- the fastening portion 1224 is provided on the side opposite to the hinge portion 1223 with the recesses 1221a and 1222a of the lower clamp portion 1221 and the upper clamp portion 1222 interposed therebetween.
- the lock body 1224a is arranged on the side surface of the lower clamp portion 1221, and the protrusion 1224b is arranged on the side surface of the upper clamp portion 1222.
- the lock body 1224a has a lever 1224c and an annular portion 1224d.
- the resin tube 1011 and the resin tube 1012 inserted in the electric fusion joint 1001 With the resin tube 1011 and the resin tube 1012 inserted in the electric fusion joint 1001, the resin tube 1011 is sandwiched between the first clamp portions 1210 and the resin tube 1012 is sandwiched between the second clamp portions 1220, whereby the resin is inserted into the jig 1200.
- the pipe 1011 and the resin pipe 1012 and the electric fusion joint 1001 can be arranged.
- the shaft portion 1230 is supported by the pedestal 1260.
- the shaft portion 1230 is arranged parallel to the central axes of the recesses 1211a and the recesses 1212a of the first clamp portion 1210.
- the shaft portion 1230 is arranged parallel to the central axes of the recess 1221a and the recess 1222a of the second clamp portion 1220. Further, the shaft portion 1230 is arranged parallel to the central axis of the resin pipe 1011 fixed to the first clamp portion 1210 and the resin pipe 1012 fixed to the second clamp portion 1220.
- the shaft portion 1230 is arranged along the above-mentioned axial direction A.
- the shaft portion 1230 extends from the second clamp portion 1220 toward the first clamp portion 1210 side.
- a first clamp portion 1210 is attached to the shaft portion 1230 so as to be movable along the shaft portion 1230.
- the shaft portion 1230 is arranged from the lower clamp portion 1221 to the lower clamp portion 1211.
- the bearing portion 1215 is arranged in a portion below the recess 1211a of the lower clamp portion 1211 of the first clamp portion 1210, and the shaft portion 1230 is inserted through the bearing portion 1215.
- the pressing portion 1240 presses the first clamp portion 1210 toward the second clamp portion 1220 along the shaft portion 1230.
- the pressing portion 1240 has a spring 1241 and a nut 1242.
- a spring 1241 is arranged around the shaft portion 1230 on the opposite side of the first clamp portion 1210 from the second clamp portion 1220.
- the nut 1242 is arranged on the shaft portion 1230 on the side opposite to the first clamp portion 1210 of the spring 1241.
- a male screw shape is formed around the end of the shaft portion 1230 opposite to the second clamp portion 1220, and is screwed with the female screw shape formed inside the nut 1242.
- the nut 1242 can be moved along the shaft portion 1230 by rotating it.
- the spring 1241 is arranged between the nut 1242 and the first clamp portion 1210. Since the nut 1242 is screwed with the shaft portion 1230 and the position on the shaft portion 1230 is fixed, a load toward the second clamp portion 1220 is applied to the first clamp portion 1210.
- the load can be set in the range of 1 to 50 kgf, for example, and the range of 3 to 20 kgf is more preferable. Further, when the nut 1242 is rotated to bring the nut 1242 closer to the first clamp portion 1210 with the resin pipes 1011 and 1012 and the electric fusion joint 1001 arranged on the jig 1200, the spring 1241 is compressed, so that the first clamp portion 1210 The load applied to the can be increased. On the other hand, when the nut 1242 is rotated and moved away from the first clamp portion 1210, the spring 1241 expands, so that the load applied to the first clamp portion 1210 can be reduced.
- the resin pipe 1011 is formed by applying a load to the first clamp portion 1210 by the pressing portion 1240 in a state where the resin pipe 1011, the resin pipe 1012, and the electric fusion joint 1001 are arranged on the jig 1200.
- a load is applied to the pipe end 1011a and the pipe end 1012a of the resin pipe 1012 so as to be pressed against the stopper portion 1022.
- the restricting portion 1250 regulates that the first clamp portion 1210 moves too much toward the second clamp portion 1220 by the pressing portion 1240.
- the regulation portion 1250 is arranged between the first clamp portion 1210 and the second clamp portion 1220.
- the regulation portion 1250 has a fixing portion 1251 and a contact portion 1252.
- the fixing portion 1251 is fixed to the pedestal 1260.
- the contact portion 1252 is a portion extending upward from the fixed portion 1251 and is arranged around the shaft portion 1230. When the bearing portion 1215 of the first clamp portion 1210 comes into contact with the contact portion 1252, it is possible to restrict the movement of the first clamp portion 1210 to the second clamp portion 1220 side.
- FIG. 21 is a flow chart showing a connection method according to the present embodiment.
- step S1001 the resin pipe 11 and the resin pipe 12 are inserted into the electric fusion joint 1.
- the resin pipe 1011 is inserted inside the joint receiving portion 1023 of the electric fusion joint 1001 until the stopper portion 1022 regulates the relative movement of the pipe end 1011a of the resin pipe 1011. ..
- the resin pipe 1012 is inserted inside the joint receiving portion 1024 of the electric fusion joint 1001 until the stopper portion 1022 regulates the relative movement of the pipe end 1012a of the resin pipe 1012.
- FIG. 15 shows a state in which the resin pipe 1011 and the resin pipe 1012 are inserted into the electric fusion joint 1001. It is more preferable to scrape the edge surface (the surface facing the stopper portion 1022) of the resin pipes 1011 and 1012 and insert it into the electric fusion joint 1001 before step S1001 because the strength of fusion is improved.
- step S1002 an example of the arrangement step
- the resin tube 1011 is sandwiched and fixed by the first clamp portion 1210
- the resin tube 1012 is sandwiched and fixed by the second clamp portion 1220.
- the resin pipe 1011 and the electric fusion joint 1001 and the resin pipe 1012 are arranged on the jig 1200.
- step S1003 an example of the pressurizing step
- the second clamp is applied to the first clamp portion 1210 by the urging force of the pressing portion 1240.
- a load is applied toward the portion 1220.
- the pipe end 1011a of the resin pipe 1011 is pressed against the first side surface 1022a of the stopper portion 1022, and the pipe end 1012a of the resin pipe 1012 is the stopper portion 1022. It is pressed against the second side surface 1022b.
- step S1004 an example of a heating step
- the connectors of the electric fusion device are attached to the two pins 1061 of the connector attachment portion 1006 in a pressurized state, and energization is performed for a predetermined time.
- the heating wire 1051 generates heat due to this energization, and the stopper portion 1022, the pipe end 1011a of the resin pipe 1011 and the pipe end 1012a of the resin pipe 1012 are melted and come into close contact with the stopper portion 1022.
- the first clamp by the spring 1241 is performed by moving the nut 1242 toward the second clamp portion 1220 side.
- the load applied to the portion 1210 can be secured. It is desirable that the load does not change even if the pipe ends 1011a and 1012a melt, but the load may change.
- the heating wire temperature at the time of energization may be any temperature as long as it melts the main body 1002, and in the case of polyolefin, it is preferably 220 degrees or less.
- step S1005 an example of a cooling step
- the molten resin pipe 1011 and the electric fusion joint 1001 and the resin pipe 1012 are cooled for a predetermined time. It is preferable to continue applying the load by the pressing portion 1240 until step S1005 is completed.
- FIG. 22 is a diagram showing a state in which the resin pipe 1011 and the electric fusion joint 1001 and the resin pipe 12 are melted and connected. As shown in FIG. 22, the stopper portion 1022 is melted and pushed by the resin pipes 1011 and 1012 to be narrowed, and the space between the resin pipes 1011 and the resin pipe 1012 is filled to form a bead R.
- FIG. 23A is a schematic view showing the resin pipes 1011 and 1012 and the stopper portion 1022.
- FIG. 23B is a schematic view showing the resin pipes 1011 and 1012 and the stopper portion 1022 in a state after being melted and connected.
- the remaining portion of the stopper portion 1022 that remains after melting is indicated by 1022p.
- FIG. 23C shows the remaining portion 1022p of the stopper portion 1022 and the other supplemented portion 1022q.
- the filling portion 1022q other than the remaining portion 1022p of the stopper portion 1022 fills the gap D surrounded by the melted resin pipe 1011 and the resin pipe 1012 and the remaining portion 1022p.
- the gap D is a space formed by the height from the height of the stopper 1022 before fusion to the inner peripheral surface of the resin tubes 1011 and 1012 and the width between the resin tubes 1011 and the resin tubes 1012 after fusion. Is.
- the gap D is shown in FIG. 23 (d).
- the gap D is filled and shown.
- the volume of the filling portion 1022q is set larger than the volume of the gap D.
- the filling portion 1022q / gap D ⁇ 100 (%) is set to 130 to 300%.
- the length of the width of the remaining portion 1022p along the axial direction A is, for example, 1 mm.
- the piping structure 1100 of the embodiment according to the present disclosure can be used, for example, for transporting ultrapure water.
- the piping structure 1100 for ultrapure water according to the embodiment of the present disclosure includes a pipe in the ultrapure water production apparatus, a pipe for transporting ultrapure water from the ultrapure water production apparatus to a point of use, and a pipe. It can be used as a pipe for returning ultrapure water from a use point.
- Ultrapure water is extremely pure water, and is suitably used for cleaning electronic devices such as semiconductor elements. There are many indexes for expressing the grade of ultrapure water, but in this embodiment, the electrical resistivity of ultrapure water is 18.2 M ⁇ ⁇ cm or more, and the TOC is 50 ppb or less.
- the piping structure 1100 of the embodiment according to the present disclosure is used in a water piping for nuclear power generation, a pharmaceutical manufacturing process, a semiconductor element or a liquid crystal, and more preferably a semiconductor element manufacturing process, in which the water quality required for ultrapure water is particularly strict. It is preferably a transport pipe for ultrapure water used in a wet treatment step such as cleaning.
- the semiconductor element preferably has a higher degree of integration, and more specifically, it is more preferably used in the manufacturing process of a semiconductor element having a minimum line width of 65 nm or less. Examples of standards related to the quality of ultrapure water used in semiconductor manufacturing include SEMI F75.
- the piping structure 1100 of the embodiment according to the present disclosure has a polyethylene-based resin layer, it is excellent in workability. For example, fusion work such as EF (electric fusion) joining can be easily performed at a relatively low temperature.
- EF electric fusion
- the number of adjacent turns of the heating wires 1051 in the second heating portion 1005 is such that the heating wires 1031 and 1041 in the heating portions 1003a and 1004a adjacent to the second heating portion 1005 are adjacent to each other. It is less than or equal to the number of turns. As shown in FIG. 14, the number of turns of the heating wire 1051 in the second heat generating portion 1005 is four turns, and the number of turns of the heating wires 1031 and 1041 in the heat generating portions 1003a and 1004a of the first heating portions 1003 and 1004 is two turns. Is.
- the heating wires 1031 and 1041 of the first heating unit 1003 and 1004 and the heating wire 1051 of the second heating unit 1005 have the same wire diameter and material, the larger the number of turns, the easier it is for the temperature to rise during energization. If the number of turns of the heating wire 1051 of the second heating portion 1005 is smaller than the number of windings of the heating wires 1031 and 1041 of the heating portions 1003a and 1004a, the heat generated by the heating portions 1003a and 1004a is generated by the second heating portion. Since it is larger than the heat generated in 1005, the side surfaces of the resin tubes 1011 and 1012 are heated first and expand.
- the number of turns of the heating wire 1051 in the second heat generating portion 1005 is larger than the number of turns of the heat generating portions 1003a and 1004a of the first heat generating portion 1003, whereby the second heat generation is performed.
- the heat generated by the first heating unit 1005 is larger than that generated by the first heat generating units 1003 and 1004.
- the pipe ends 1011a and 1012a are brought to the stopper portion 1022 by melting by the second heat generating portion 1005 before the resin pipes 1011 and 1012 are restrained by the electric fusion joint 1001 due to the thermal expansion of the side surfaces of the resin pipes 1011 and 1012. Since it can be pressed, the pipe ends 1011a and 1012a can be fused with a small pressing force.
- d1 / L1 is set to 2.5 or less when the outer diameter of the resin pipe 1011 is 25 mm or less, and d1 when the outer diameter of the resin pipe 1011 is 32 mm or more and 50 mm or less.
- / L1 is set to 3.5 or less and the outer diameter of the resin tube 1011 is 63 mm or more and 90 mm or less d1 / L1 is set to 4.0 or less and the outer diameter of the resin tube 1011 is 110 mm or more and 160 mm or less.
- d1 / L1 is set to 5.5 or less, and when the outer diameter of the resin tube 1011 is 225 mm or more, d1 / L1 is set to 6.5 or less.
- d2 / L2 when the outer diameter of the resin tube 1012 is 25 mm or less, d2 / L2 is set to 2.5 or less, and when the outer diameter of the resin tube 1012 is 32 mm or more and 50 mm or less, d2 / L2 is set to 3.5 or less.
- d2 / L2 is set to 4.0 or less, and when the outer diameter of the resin tube 1012 is 110 mm or more and 160 mm or less, d2 / L2 is set to 5.5 or less.
- d2 / L2 is set to 6.5 or less.
- d1 / L1 When the outer diameter of 1011 is 32 mm or more and 50 mm or less, d1 / L1 is set to be larger than 3.5, and when the outer diameter of the resin tube 1011 is 63 mm or more and 90 mm or less, d1 / L1 is set to be larger than 4.0 and the resin tube.
- d1 / L1 When the outer diameter of 1011 is 110 mm or more and 160 mm or less, d1 / L1 is set to be larger than 5.5, and when the outer diameter of the resin tube 1011 is 225 mm or more, d1 / L1 is set to be larger than 6.5. It is a figure which shows.
- the air in the clearance E is released. It expands by heat in a state of being confined between the fused portions P1 and P2, and pushes up the molten resin in the process of forming the bead R as shown in FIG. 24 (b). Therefore, the size and shape of the bead R change. This phenomenon occurs due to variations in the dimensional accuracy during molding of pipes and joints, the amount of scraping during construction (the thickness cut in the process of cutting the outer surface of the pipe before fusion), and the degree of insertion of the pipe. May be done.
- d1 / L1 when the joint receiving portion 23 is for a pipe having an OD of 25 mm or less, d1 / L1 is set to 2.5 or less, and the joint receiving portion 1023 is used for a pipe having an OD of 32 mm or more and an OD of 50 mm.
- Case d1 / L1 is set to 3.5 or less, and when the joint receiving portion 1023 is for a pipe having an OD of 63 mm or more and OD 90 mm or less, d1 / L1 is set to 4.0 or less, and the joint receiving portion 1023 is set to OD 110 mm or more and OD 160 mm or less.
- d1 / L1 is set to 5.5 or less, and for pipes with a joint receiving portion 1023 of OD225 mm or more, d1 / L1 is set to 6.5 or less. Further, in the electrically fused joint 1001 of the present disclosure, when the joint receiving portion 1024 is for a pipe having an OD of 25 mm or less, d2 / L2 is set to 2.5 or less, and when the joint receiving portion 1024 is for a pipe having an OD of 32 mm or more and an OD of 50 mm.
- d2 / L2 When d2 / L2 is set to 3.5 or less and the joint receiving part 1024 is for pipes with OD 63 mm or more and OD 90 mm or less d2 / L2 is set to 4.0 or less and the joint receiving part 1024 is for pipes with OD 110 mm or more and OD 160 mm or less In the case of, d2 / L2 is set to 5.5 or less, and when the joint receiving portion 1024 is for a pipe having an OD 225 mm or more, d2 / L2 is set to 6.5 or less.
- the distance between the second heat generating portion 1005 of the stopper portion 1022 and the first heat generating portions 1003 and 1004 of the joint receiving portion 1023 and 1024 is narrowed, so that air is trapped in the clearance between the inner surface of the joint and the outer surface of the pipe. It becomes difficult to form a bead R having a stable shape and size, and it is possible to suppress the occurrence of a gap between the electric fusion joint and the pipe.
- the predetermined distances L1 and L2 may be set to zero.
- the first heat generating portions 1003 and 1004 are arranged adjacent to the stopper portion 1022 in the direction along the axis of the main body portion 1002.
- the distance between the second heat generating portion 1005 of the stopper portion 1022 and the first heat generating portions 1003 and 1004 of the joint receiving portion 1023 and 1024 becomes narrower, so that air is trapped in the clearance between the inner surface of the joint and the outer surface of the pipe. It is difficult to be squeezed, and a bead with a stable shape and size can be formed.
- the first heat generating portions 1003 and 1004 have heating wires 1031 and 1041 wound around two or more turns.
- the first heat generating portions 1003 and 1004 can be fused more reliably.
- the spring 1241 and the nut 1242 are used as the pressing portion for applying the load to the first clamp portion 1210, but the present invention is not limited to this, and may be a motor, a cylinder, or the like. good. Further, pressing the pipe ends 1011a and 1011b against the stopper portion 1022 may be due to either the application of a load to the first clamp portion 1210 or the amount of movement.
- the heating wire 1031 and the heating wire 1041 are wound around two turns, but may be wound around three or more turns. Further, in the above embodiment, the first heat generating portion 1003 and the first heat generating portion 1004 are provided symmetrically with the stopper portion 1022 interposed therebetween, but they do not have to be symmetrical. Further, the heating wire 1031 and the heating wire 1041 are in contact with each other next to each other, but all or part of the heating wire may not be in contact with each other.
- a heat generating portion around which the heating wire 1031 is wound may be provided on the end 1021b side of the first heat generating portion 1003, and this heat generating portion is provided at a predetermined interval from the first heat generating portion 1003. You may.
- a heat-generating portion around which the heating wire 1041 is wound may be provided on the end 1021c side of the first heat-generating portion 1004, and the heat-generating portion may be provided at a predetermined interval from the first heat-generating portion 1004. good.
- the outer diameter of the stopper portion 1022 is circular when viewed along the axial direction A, but it is not limited to a circle and may be a polygonal shape.
- the resin pipe 1011 and the resin pipe 1012 are pressurized to the electric fusion joint 1001 by the pressing portion 1240 before the first heat generating portions 1003, 1004 and the second heating portion 1005 are energized, but the energized portion is energized. After that, pressurization may be performed from the middle of energization.
- the shape of the bead R was verified by changing the inner diameter, insertion length, melting length, and cold zone length of the joint receiving portion described above. The results are shown in (Table 3). Since the piping structure used in the examples is for ultrapure water, the sizes of the resin pipes and the electric fusion joints are different from those in the comparative examples (see Table 3).
- the dimensions of the stopper 1022 were set as follows.
- the stopper height h1 is the height in the direction toward the central axis of the first side surface 1022a and the second side surface 1022b.
- the stopper width W1 is a length along the axial direction A of the peripheral surface 1022c.
- the height h1 of the stopper portion 1022 is 1/4 to 1 of the pipe thickness. It was set to / 2, and the width W1 of the stopper portion 1022 was set to about 3 to 15 mm.
- the temperature of the tube ends 1011a and 1012a of the resin tubes 1011 and 1012 was set to 220 ° C. (180 to 240 ° C.). For example, when the temperature is 180 ° C. or lower, the melting is insufficient and the resin tubes 1011 and 1012 cannot be pushed in, and when the temperature is too high as 280 ° C. or higher, the resin melts and emits smoke.
- the size of the bead R (maximum height (mm) toward the central axis) is higher than 0 mm and is good when the height is equal to or less than the upper limit shown in the following (Table 3).
- the diameter of the resin pipes 1011 and 1012 is 25A, it is judged to be good when the size of the bead R is 2 mm to 3.2 mm.
- Example 11 In Example 11, the resin pipes 1011 and 1012 were fused to the electric fusion joint 1001 of the second embodiment.
- the pushing force when the resin pipes 1011 and 1012 were fused to the electric fusion joint 1001 was measured by a load meter and found to be 2 kgf.
- Comparative Example 16 resin pipes 1011 and 1012 are used for the electric fusion joint in which the number of turns of the heating wires 31 and 41 in each of the first heat generating portions 1003 and 1004 of the electric fusion joint 1001 of the second embodiment is changed to 6 turns.
- the pushing force when the resin pipes 1011 and 1012 were fused to the electric fusion joint was measured by a load meter and found to be 5 kgf.
- Comparative Example 17 In Comparative Example 17, the resin pipe 1011 is used in the electric fusion joint in which the number of turns of the heating wires 31 and 41 in each of the first heat generating portions 1003 and 1004 of the electric fusion joint 1001 of the second embodiment is changed to eight turns. 1012 was fused. The pushing force when the resin pipes 1011 and 1012 were fused to the electric fusion joint was measured by a load meter and found to be 11 kgf.
- Comparative Example 18 In Comparative Example 18, the resin pipe 1011 is used in the electric fusion joint in which the number of turns of the heating wires 31 and 41 in each of the first heat generating portions 1003 and 1004 of the electric fusion joint 1001 of the second embodiment is changed to 15 turns. 1012 was fused. The pushing force when the resin pipes 1011 and 1012 were fused to the electric fusion joint was measured by a load meter and found to be 30 kgf.
- the number of adjacent windings of the heating wire 1051 in the second heating unit 1005 is equal to or less than the number of adjacent windings of the heating wires 1031 and 1041 in the heating portions 1003a and 1004a adjacent to the second heating unit 1005. It can be seen that it is preferable because the force is small and the deformation of the inner surface of the pipe is also small.
- pipe bodies using resin such as a resin pipe and a metal reinforced composite pipe having a resin layer and a metal reinforcing layer are connected to each other. At this time, electric fusion joints are often used (see, for example, Japanese Patent Application Laid-Open No. 2020-143713).
- the electrically fused joint shown in Patent Document 1 is arranged inside a joint receiving portion into which a pipe is inserted, a stopper portion protruding inward from the inner peripheral surface to restrict the insertion of the pipe, and a joint receiving portion. It has a heat generating part.
- the pipe and the electric fusion joint are heat-sealed by heating the pipe with the heat generating portion while the pipe is inserted into the joint receiving portion.
- An object of the present disclosure is to provide an electrically fused joint capable of suppressing the occurrence of a gap.
- the electric fusion joint according to the first disclosure includes a tubular main body portion, a stopper portion, a first heat generating portion, and a second heat generating portion.
- the tubular main body has a joint receiving portion into which a tube containing a thermoplastic resin can be inserted inside.
- the stopper portion is arranged so as to project inward on the inner surface of the main body portion, and regulates the insertion position of the pipe end of the pipe when the pipe is inserted inside the joint receiving portion.
- the first heat generating portion is arranged inside the joint receiving portion and has a heating wire coated on an insulator.
- the second heat generating portion is arranged in the stopper portion and has a heating wire coated on an insulator.
- L be the distance from the stopper portion of the first heat generating portion in the direction along the axis of the main body portion, and let d be the inner diameter of the joint receiving portion.
- d / L is set to 2.5 or less
- d / L is set to 3.5 or less
- the outer diameter of the pipe is set.
- d / L is set to 4.0 or less
- d / L is set to 5.5 or less
- the outer diameter of the pipe is 225 mm or more.
- d / L is set to 6.5 or less.
- the inventors of the present invention considered to provide a heat generating portion not only in the joint receiving portion but also in the stopper portion in order to suppress the generation of a gap between the stopper portion and the end face of the pipe, but simply provide the heat generating portion. It was found that there is a problem that the size and shape of the bead are not stable just by providing it. If the size and shape of the bead are not stable, the amount of water will not be stable and dead water will be generated depending on the shape of the bead. Further, if the height of the bead is not uniform in the circumferential direction, a strong pressure is applied to the non-uniform portion (bulging portion), and the bulging portion may be removed and flow out. It is also conceivable that the joint will crack from the bulge and dead water will occur.
- the inventors of the present invention have clarified that the reason why the size and shape of such a bead becomes unstable is as follows.
- air is present in the clearance between the inner surface of the joint and the outer surface of the pipe between the heat generating portion of the stopper portion and the heat generating portion of the joint receiving portion (cold zone).
- the fusion is started, the fusion between the stopper portion provided with the heat generating portion and the pipe end of the pipe and the fusion between the inner surface of the portion provided with the heat generating portion of the joint receiving portion and the outer surface of the pipe are performed.
- the air in the clearance expands by heat in a state of being confined between the fused portions, and pushes up the molten resin in the process of forming the bead. This changes the size and shape of the bead. This phenomenon occurs due to variations in the dimensional accuracy during molding of pipes and joints, the amount of scraping during construction (the thickness cut in the process of cutting the outer surface of the pipe before fusion), and the degree of insertion of the pipe. do.
- d / L is set to 2.5 or less when the outer diameter of the pipe is 25 mm or less, and d / L is 3 when the outer diameter of the pipe is 32 mm or more and 50 mm or less.
- the d / L is set to 4.0 or less, and when the outer diameter of the pipe is 110 mm or more and 160 mm or less, the d / L is 5.5 or less.
- d / L is set to 6.5 or less.
- the electric fusion joint according to the second disclosure is an electric fusion joint according to the first disclosure, and includes a tubular main body portion, a stopper portion, a first heat generating portion, and a second heat generating portion. Be prepared.
- the tubular main body has a joint receiving portion into which a tube containing a thermoplastic resin can be inserted inside.
- the stopper portion is arranged so as to project inward on the inner surface of the main body portion, and regulates the insertion position of the pipe end of the pipe when the pipe is inserted inside the joint receiving portion.
- the first heat generating portion is arranged inside the joint receiving portion and has a heating wire coated on an insulator.
- the second heat generating portion is arranged in the stopper portion and has a heating wire coated on an insulator.
- L be the distance from the stopper portion of the first heat generating portion in the direction along the axis of the main body portion.
- the predetermined distance L is set to zero.
- the first heat generating portion is arranged adjacent to the stopper portion in the direction along the axis of the main body portion.
- the electric fusion joint according to the third disclosure is the electric fusion joint according to the first or second disclosure, and the first heat generating portion has a heating wire wound around two or more turns.
- an electric fusion joint capable of suppressing the occurrence of a gap.
- a tubular body with a joint socket into which a tube containing thermoplastic resin can be inserted A stopper portion that is arranged so as to project inward on the inner surface of the main body portion and regulates the insertion position of the pipe end of the pipe when the pipe is inserted inside the joint receiving portion.
- d / L When the outer diameter of the pipe is 25 mm or less, d / L is set to 2.5 or less, and when the outer diameter of the pipe is 32 mm or more and 50 mm or less, d / L is set to 3.5 or less.
- d / L When the outer diameter is 63 mm or more and 90 mm or less, d / L is set to 4.0 or less, and when the outer diameter of the pipe is 110 mm or more and 160 mm or less, d / L is set to 5.5 or less, and the outside of the pipe.
- d / L When the diameter is 225 mm or more, d / L is set to 6.5 or less. Electric fusion fitting.
- a tubular body with a joint socket into which a tube containing thermoplastic resin can be inserted A stopper portion that is arranged so as to project inward on the inner surface of the main body portion and regulates the insertion position of the pipe end of the pipe when the pipe is inserted inside the joint receiving portion.
- a first heat generating portion which is arranged inside the joint receiving portion and has a heating wire coated on an insulator
- a second heat generating portion which is arranged in the stopper portion and has a heating wire coated on an insulator, is provided. Assuming that the distance of the first heat generating portion from the stopper portion in the direction along the axis of the main body portion is L, The distance L is set to zero.
- the first heat generating portion is arranged adjacent to the stopper portion in a direction along the axis of the main body portion. Electric fusion fitting.
- the first heat generating portion has the heating wire wound around two or more turns.
- FIG. 25 is a cross-sectional view showing an electric fusion joint 2001 manufactured by the method for manufacturing an electric fusion joint according to the third embodiment.
- the electric fusion joint 2001 is different from the electric fusion joint 1001'shown in FIG. 17 in that a step is formed in a portion of the inner surface 1021a where the first heat generating portions 1003 and 1004 are arranged.
- a step is formed in a portion of the inner surface 1021a where the first heat generating portions 1003 and 1004 are arranged.
- the same configurations as those of the electric fusion joint 1001' are assigned the same numbers and the description thereof will be omitted.
- Steps 2007 and 2008 are formed on the inner surface 2021a of the tubular portion 2021 of the electric fusion joint 2001.
- the step 2007 is provided in a portion where the first heat generating portion 1003 is formed.
- the step 2008 is provided in a portion where the first heat generating portion 1004 is formed.
- the steps 2007 and 2008 are formed so as to project toward the center of the tubular portion 2021.
- the amount of protrusion of the step 2007 and 2008 is smaller than that of the stopper portion 1022.
- the resin tube 1011 is inserted inside the step 2007, and the resin tube 1012 is inserted inside the step 2008 and comes into contact with the stopper portion 1022.
- FIG. 26 is a diagram showing a winding core 2200.
- the winding core 2200 includes a first member 2201, a second member 2202, and a third member 2203.
- the first member 2201, the second member 2202, and the third member 2203 are substantially columnar members, and are arranged coaxially side by side.
- the second member 2202 is arranged between the first member 2201 and the third member 2203.
- the first member 2201 forms a joint receiving portion 1023.
- the second member 2202 forms the stopper portion 1022.
- the third member 2203 forms a joint receiving portion 1024.
- the second member 2202 is formed to have a smaller diameter than the first member 2201 and the third member 2203.
- FIG. 27 is a diagram showing a state in which the heating wires 1031, 1041 and 1051 are arranged on the winding core 2200.
- a heating wire arranging portion 2201b in which the heating wire 1031 of the first heat generating portion 1003 is wound and arranged is provided.
- the heating wire arranging portion 2201b is formed by denting the outer peripheral surface 2201a toward the center side.
- the heating wire arranging portion 2201b is formed in a stepped shape on the outer peripheral surface 2201a.
- the diameter of the heating wire arranging portion 2201b of the outer peripheral surface 2201a is smaller than the diameter of the portion other than the heating wire arranging portion 2201b.
- the size of the step d of the heating wire arranging portion 2201b is preferably up to about 20% of the diameter of the heating wire 1031.
- the heating wire 1051 of the second heat generating portion 1005 is wound and arranged on the outer peripheral surface 2202a of the second member 2202.
- a heating wire arranging portion 2203b in which the heating wire 1041 of the first heat generating portion 1004 is wound and arranged is provided.
- the heating wire arranging portion 2203b is formed by denting the outer peripheral surface 2203a toward the center side.
- the heating wire arranging portion 2203b is formed in a stepped shape on the outer peripheral surface 2203a.
- the diameter of the heating wire arranging portion 2203b in the outer peripheral surface 2203a is smaller than the diameter of the portion other than the heating wire arranging portion 2203b.
- the size of the step d of the heating wire arranging portion 2203b is preferably up to about 20% of the diameter of the heating wire 1041.
- the electric fusion joint 2001 is manufactured using such a winding core 2200.
- FIG. 28 is a flow chart showing a manufacturing process of the electric fusion joint 2001.
- the heating wires 1031, 1041, and 1051 are connected to form a single heating wire.
- step S2001 the heating wires 1031, 1041 and 1051 are wound and arranged around the winding core 2200. Since the heating wires 1031, 1041 and 1051 are one connected heating wire, the heating wires are laid from left to right or right to left shown in FIGS. 27 and 28. At this time, since the heating wire arranging portion 2201b and the heating wire arranging portion 2203b have a stepped shape, it becomes easy to understand the position where the first round starts to be wound.
- step S2002 After winding the heating wire around the winding core 2200, in step S2002, as shown in FIG. 29, the winding core 2200 in the state where the heating wire is wound is inserted into the mold 2300.
- the mold 2300 As shown in FIGS. 29 and 30, the mold 2300 is divided into a first mold 2301 and a second mold 2302, and a winding core 2200 is inserted into the mold 2300.
- the gate 2301a for injecting the resin into the mold 2300 is arranged so as to face the outer peripheral surface 2202a of the second member 2202.
- step S2003 resin is injected from the gate 2301a formed in the first mold 2301 to form the electric fusion joint 2001. Therefore, the resin flowing in from the gate 2301a spreads to the side (left-right direction) of the first member 2201 and the second member 2202.
- the heating wires 1031 and 1041 are pushed by the flow of the resin (see arrows F1 and F2), but since the heating wire arranging portions 2201b and 2203b are formed in a stepped shape, they are on the opposite side of the second member 2202.
- the heating wires 1031 and 1041 are suppressed by the stepped surfaces 2201c and 2203c, and the flow to the outside (arrows F1 and F2 side) can be suppressed.
- FIG. 31 (a) is a diagram showing a state in which the positions of the heating wires 1031 and 1041 are not displaced
- FIG. 31 (b) is a diagram showing a state in which the positions of the heating wires 1031 and 1041 are displaced outward.
- the regions where the temperature becomes high in FIG. 31A are shown by H1, H2, H3, H4, and H5.
- the region H1 is a region heated by the first heat generating unit 1003.
- the region H2 is a region on the end face side of the stopper portion 1022 that is heated by the second heat generating portion 1005.
- the region H3 is a region heated by the first heat generating unit 1004.
- the region H4 is a region on the end face side of the stopper portion 1022 that is heated by the second heat generating portion 1005.
- the region H5 is inside the stopper portion 1022 and is a region heated by the first heat generating portions 1003 and 1004 and the second heat generating portion 1005.
- the position of the heating wire is stabilized by providing a stepped portion, and quality stability is achieved. Can be improved.
- step S2004 after cooling the resin, the molded electric fusion joint 2001 is taken out from the mold 2003.
- the electric fusion joint 2001 can be manufactured.
- the resin pipes 1011 and 1012 In order to insert the resin pipes 1011 and 1012 into the electric fusion joint 1001'shown in FIG. 17, a clearance is required between the outer peripheral surface of the resin pipes 1011 and 1012 and the inner surface 1021a of the electric fusion joint. .. Therefore, the resin pipes 1011 and 1012 may be inserted obliquely with respect to the axis of the electric fusion joint 1001', and the fusion portion may be oblique.
- the inner part is narrower, and the resin pipes 1011 and 1012 are difficult to be inserted diagonally and are fused. It can exert the effect that the part is hard to be slanted.
- FIG. 32 shows an electric fusion joint 3001 according to the embodiment of the present disclosure, a resin pipe 3011 (an example of a pipe containing a thermoplastic resin) connected by the electric fusion joint 3001, and a resin pipe 3012 (a thermoplastic resin). It is a figure which shows an example of the including tube).
- FIG. 32 can be said to be an exploded view of the piping structure 3100.
- the piping structure 3100 includes, for example, an electric fusion joint 3001, a resin pipe 3011, and a resin pipe 3012.
- the electric fusion joint 3001 is fused with the resin pipe 3011 and the resin pipe 3012, and connects the resin pipe 3011 and the resin pipe 3012.
- the resin pipe 3011 and the resin pipe 3012 are each made of a thermoplastic resin.
- flow paths 3011f and 3012f having a circular cross section extend inside.
- a flow path 3001f having a circular cross section extends inside the electric fusion joint 3001.
- the direction in which each axis extends with respect to the flow paths of the electric fusion joint 3001, the resin pipe 3011, and the resin pipe 3012 is defined as the axis direction A. Further, in the electric fusion joint 3001, the resin pipe 3011, and the resin pipe 3012, the direction in which the electric fusion joint 3001, the resin pipe 3011, and the resin pipe 3012 are orthogonal to each other and are close to each other and separated from each other is defined as the radial direction B, and the direction rotating around each axis is defined as the circumferential direction C.
- the resin pipe 3011 moves relative to the electric fusion joint 3001 in the axial direction A in the direction of the arrow A1 and is connected to the electric fusion joint 3001. Further, the resin pipe 12 moves relative to the electric fusion joint 3001 in the axial direction A in the direction of the arrow A2 and is connected to the electric fusion joint 3001.
- the state in which the resin pipe 3011 and the resin pipe 3012 are connected to the electric fusion joint 3001 constitutes the piping structure 3100.
- FIG. 33 is a diagram showing a cross-sectional configuration of the electric fusion joint 3001.
- the electric fusion joint 1 includes a main body portion 3002, a receiving port heating portion 3003, a stopper heating portion 3004, a first connector mounting portion 3005, and a second connector mounting portion 3006. Has.
- the main body portion 3002 is made of a thermoplastic resin, and has a tubular portion 3021 and a stopper portion 3022 as shown in FIG. 33.
- the tubular portion 3021 is tubular and has a joint receiving portion 3023, a joint receiving portion 3024, and a continuous portion 3025.
- a resin pipe 3011 is inserted inside the joint receiving portion 3023.
- a resin pipe 3012 is inserted inside the joint receiving portion 3024.
- thermoplastic resin used in the main body 3002 is not particularly limited, but a thermoplastic resin having a melting point of less than 230 ° C. is preferable.
- FIG. 34 is a cross-sectional configuration diagram showing a state in which the resin pipe 3011 is inserted inside the joint receiving portion 3023 of the electric fusion joint 3001 and the resin pipe 3012 is inserted inside the joint receiving portion 3024.
- the inner diameter of the joint receiving portion 3023 is formed to be larger than the outer diameter of the resin pipe 3011. Further, the inner diameter of the joint receiving portion 3024 is formed to be equal to or larger than the outer diameter of the resin pipe 3012.
- the continuous portion 3025 is connected to the joint receiving portion 3023 and the joint receiving portion 3024, and connects the joint receiving portion 3023 and the joint receiving portion 3024.
- the continuous portion 3025 is a portion that connects between the joint receiving portion 3023 and the joint receiving portion 3024, and a stopper portion 3022, which will be described later, is provided inside the radial direction B.
- the stopper portion 3022 is an annular portion.
- the stopper portion 3022 is a ridge on the inner surface 3021a of the tubular portion 3021 along the circumferential direction C, and is formed over the entire circumference.
- the stopper portion 3022 also contains a thermoplastic resin, and is preferably formed of the same resin as the thermoplastic resin used in the tubular portion 3021.
- the stopper portion 3022 is formed so as to project inward in the radial direction from the inner surface 3021a of the tubular portion 3021. Further, the stopper portion 3022 is arranged inside the continuous portion 3025 of the tubular portion 3021 in the radial direction B.
- the stopper portion 3022 may be formed as one member with the tubular portion 3021, or may be formed as a separate member from the tubular portion 3021.
- the stopper portion 3022 has a first side surface 3022a, a second side surface 3022b, and a peripheral surface 3022c.
- the peripheral surface 3022c is an end surface on the inner side in the radial direction of the stopper portion 3022.
- the first side surface 3022a is formed substantially perpendicular to the axial direction A from the inner surface 3021a of the tubular portion 3021 toward the inside in the radial direction B.
- the second side surface 3022b is formed substantially perpendicular to the axial direction A from the inner surface 3021a of the tubular portion 3021 toward the inside in the radial direction B.
- the peripheral surface 3022c connects the radial inner end of the first side surface 3022a and the radial inner end of the second side surface 3022b.
- the peripheral surface 3022c is formed substantially parallel to the inner surface 3021a of the tubular portion 3021.
- the stopper portion 3022 regulates the insertion position of the pipe end 3011a as shown in FIG. 34.
- the insertion position of the pipe end 3011a is regulated when the pipe end 3011a comes into contact with the first side surface 3022a of the stopper portion 3022 and the stopper portion 3022 directly regulates the insertion position, and when the pipe end 3011a is a stopper.
- the stopper portion 3022 indirectly regulates the heating wire 3041 (described later) of the heat generating portion 3004 in contact with the heating wire 3041 (described later).
- the stopper portion 3022 regulates the insertion position of the pipe end 3012a as shown in FIG. 34.
- the insertion position of the pipe end 3012a is regulated when the pipe end 3012a comes into contact with the second side surface 3022b of the stopper portion 3022 and the stopper portion 3022 directly regulates the insertion position, and when the pipe end 3012a is a stopper.
- the generation of clevis is suppressed between the pipe end 3011a and the first side surface 3022a and between the pipe end 3012a and the second side surface 3022b (see position P).
- FIG. 35 is a schematic view of the electric fusion joint 3001 showing the connection relationship between the receiving port heat generating portion 303 and the stopper heating portion 3004 and the first connector mounting portion 3005 and the second connector mounting portion 3006.
- FIG. 35 in order to facilitate understanding, the configuration of winding the heating wire 3031 in the receiving port heating unit 3003 is simplified.
- the heat receiving portion 3003 is provided in the joint receiving portion 3023 and the joint receiving portion 3024.
- the receiving port heating unit 3003 has a heating wire 3031 embedded in the inner surface 3021a of the joint receiving portion 3023 and the joint receiving portion 3024.
- the heating wire 3031 is arranged so as to be wound in the circumferential direction along the inner surface 3021a at the joint receiving portion 3023 and the joint receiving portion 3024.
- the heating wire 3031 is arranged in the vicinity of the inner surface 3021a.
- the heating wire 3031 may be buried in the tubular portion 3021 so that a part of the heating wire 3031 is exposed on the flow path 3001f side, or may be completely buried.
- the portion of the heating wire 3031 that is located at the joint receiving portion 3023 is referred to as the heating wire portion 3031a, and the portion of the heating wire 3031 that is located at the joint receiving portion 3024 is the heating wire portion 3031b. And.
- the heating wire portion 3031c connecting the heating wire portion 3031a and the heating wire portion 3031b is embedded in the continuous portion 3025.
- the heating wire portion 3031c is located on the outer peripheral side of the stopper heating portion 3004.
- the heating wire portion 3031c is arranged so as not to come into contact with the heating wire 3041 provided in the stopper heating unit 3004.
- a single heating wire 3031 is arranged over the joint receiving portion 3023, the joint receiving portion 3024, and the continuous portion 3025, but of the heating wire portion 3031a, the heating wire portion 3031b, and the heating wire portion 3031c.
- Each may be composed of separate heating wires, to which the heating wires may be connected.
- the heating wire 3031 may have, for example, a conducting wire and an insulating film.
- the conducting wire for example, a nichrome wire, an iron chrome type 2 wire, an iron chrome type 1 wire, a nickel chrome wire or the like can be used.
- the insulating film is provided so as to cover the periphery of the conducting wire.
- the insulating film has a melting point of 230 degrees or higher. It is preferable that this is set to a temperature at which the thermoplastic resin does not melt even at a temperature at which the thermoplastic resin melts (for example, in the case of polyethylene, the heating wire is heated to 220 degrees) in the present embodiment.
- the insulating film can be formed of, for example, a fluorine-based resin or an imide-based resin, but it is more preferable to form the insulating film with a polyimide-based resin.
- the thickness of the conductor may be set to 0.1 mm or more and 10 mm or less.
- the heating wire 3031 generates heat at about 180 to 230 degrees.
- the arrangement of the heating wire 3031 in the receiving port heating unit 3003 will be described. Since the receiving port heating portion 3003 is provided symmetrically with respect to the stopper portion 3022, the heating wire 3031 arranged in the joint receiving portion 3023 will be described.
- the heating wire portion 3031a is arranged so that the heating wire density in the joint receiving portion 3023 is smaller than the heating wire density in the stopper heating portion 3004 described later.
- the heating wire 3031 is repeatedly wound twice so as to be in contact with the heating wire 3031, and the heating wire 3031 is repeatedly wound twice so as to be in contact with each other at a predetermined interval along the axial direction A.
- the heating wire 3031 is wound around eight times.
- the portion of the joint receiving portion 3023 that is wound twice so that the heating wire 31 comes into contact with the joint receiving portion 3023 is referred to as a heat generating portion 3003a.
- the portion of the socket heat generating portion 3003 that is arranged in the joint receiving portion 3023 has a plurality of heat generating portions 3003a, and the heat generating portions 3003a are arranged at predetermined intervals along the axial direction A. It can be said that there is.
- the portion of the joint receiving portion 3024 that is wound twice so that the heating wire 3031 comes into contact with the joint receiving portion 3024 is referred to as a heat generating portion 3003b.
- the portion of the socket heat generating portion 3003 that is arranged in the joint receiving portion 3024 has a plurality of heat generating portions 3003b, and the heat generating portions 3003b are arranged at predetermined intervals along the axial direction A. It can be said that there is.
- the length of the region where the heating wires 3031 are arranged along the axial direction A is L
- eight heating wires 3031 are arranged in the length L. It will be different.
- the length L can also be said to be the length of the receiving port heating unit 3003 along the axial direction A or the length of the heating wire 3031 along the axial direction A.
- the outer diameter of the heating wire 3031 is 1 mm and the predetermined interval is 5 mm
- there are eight heating wires at L 23 mm, so that the heating wire density in the socket heating unit 3003 is 8 (lines). / 23 (mm) ⁇ 0.35 (lines / mm).
- the heating wire density is defined as the number of heating wires per unit length (for example, 1 mm).
- the heating wire density can be obtained as a value obtained by dividing the number of the heating wires 3031 arranged at the length L along the axial direction A of the region where the heating wires 3031 are arranged by the length L.
- the clearance W1 (see FIG. 34) between the inner peripheral surface of the joint receiving portion 3023 and the outer peripheral surface of the resin pipe 3011 and the inner peripheral surface of the joint receiving portion 3024 are used to generate heat in the receiving port heat generating portion 3003.
- the clearance W1 between the outer peripheral surface of the resin pipe 3012 is filled with the molten resin, and the joint receiving portion 3023 and the resin pipe 3011, and the joint receiving portion 3024 and the resin pipe 12 are fused.
- the first connector mounting portion 3005 has two pins 3051b and 3051c (an example of a pair of first terminals).
- the two pins 3051b and 3051c are provided so as to project outward in the radial direction from the outer surface 3021d of the tubular portion 3021.
- one of the two pins 3051b and 3051c, pin 3051b is arranged near the end 3021b of the tubular portion 3021, and the other pin 3051c is arranged near the end 3021c.
- one end of the heating wire 3031 of the receiving port heating portion 3003 on the joint receiving portion 3023 side is connected to the pin 3051b.
- the end of the heating wire 3031 of the receiving port heating unit 3003 on the joint receiving part 3024 side is connected to the pin 3051c.
- the energizing time of the receiving port heating unit 3003 may be set to 1 minute when the nominal diameter is 50 mm, and may be set to 10 minutes when the nominal diameter is 300 mm.
- the stopper heating unit 3004 is provided on the stopper unit 3022.
- the stopper heating unit 3004 has a heating wire 3041.
- the heating wire 3041 is provided on the stopper portion 3022 so as to be wound in the circumferential direction C along the axial direction A. In the present embodiment, the heating wire 3041 is wound around the stopper portion 3022, for example, three times. In the stopper heating unit 3004 of the present embodiment, all the adjacent heating wires 3041 are in contact with each other.
- the same material and composition as the heating wire 3031 can be used.
- the heating wire 3041 generates heat at about 180 to 230 degrees.
- the heating wire 3041 is wound three times so as to come into contact with each other. Therefore, three heating wires 3041 are arranged in the length L (which can be said to be the length of the stopper heating unit 3004) along the axial direction A of the region where the heating wires 3041 are arranged.
- the diameter of the wound heating wire 3041 in the stopper heating unit 3004 is set smaller than the diameter of the wound heating wire 3031 in the receiving port heating unit 3003.
- the diameter of the wound heating wire 3041 in the stopper heating unit 3004 is set so as to be within the thickness of the tube walls of the resin tubes 3011 and 3012 into which the position of the heating wire 3041 is inserted.
- the heating ray density in the receiving port heating unit 3003 is about 0.35, in the present embodiment, the heating ray density in the receiving port heating unit 3003 is smaller than the heating ray density in the stopper heating unit 3004. It is set.
- the arrangement of the heating wire 3041 in the stopper heating unit 3004 is not limited to the configuration of the present embodiment, and the heating wire 3041 may not be in contact with the heating wire 3041. Further, it is not necessary that three heating wires 3041 are arranged along the axial direction A, one in the middle is not provided, and that portion is filled with the resin forming the stopper portion 3022. May be good.
- the heating wire density in the above-mentioned receiving port heating unit 3003 is not limited to the configuration shown in FIG. 33, and in the present embodiment, the heating wire 3031 is wound so that two rounds are in contact with each other. , It does not have to be limited to this.
- the heating wire 3031 may be wound so that the three laps are in contact with each other, or the heating wire 3031 may be wound so as to be in contact with each other at intervals of one lap.
- the clearance W2 (see FIG. 34) between the first side surface 3022a of the stopper portion 3022 and the pipe end 3011a of the resin pipe 3011, and the second side surface 3022b of the stopper portion 3022 and the resin pipe are used.
- the clearance W2 between the pipe end 3012a of 3012 is filled with the molten resin, and the stopper portion 3022 and the resin pipe 3011, and the stopper portion 3022 and the resin pipe 3012 are fused.
- the second connector mounting portion 3006 has two pins 3061b30 and 61c (an example of a pair of second terminals).
- the two pins 3061b and 3061c are provided so as to project outward in the radial direction from the outer surface 3021d of the tubular portion 3021.
- the two pins 3061b and 3061c are arranged side by side in the axial direction A near the center of the tubular portion 3021.
- One of the two pins 3061b and 3061c, pin 3061b, is arranged on the end 3021b side, and the other pin 3061c is arranged on the end 3021c side.
- one end of the heating wire 3041 is connected to the pin 3061b, and the other end of the heating wire 3041 is connected to the pin 3061c.
- the receiving port heat generating portion 3003 can be heated.
- the energizing time of the stopper heating unit 3004 is about one-fifth of the energizing time of the receiving port heating unit 3003. For example, when the nominal diameter is 50 mm, it is set to 20 seconds, and when the nominal diameter is 300 mm, 2 It may be set to minutes.
- the receiving port is provided.
- the timing of energizing the heat generating unit 3003 and the timing of energizing the stopper heating unit 3004 can be shifted. That is, after the stopper heating unit 3004 is started to be energized, the socket heating unit 3003 can be started to be energized, or the socket heating unit 3003 can be started to be energized and then the stopper heating unit 3004 can be energized.
- FIG. 36 is a schematic view showing a state in which the electric fusion joint 3001 is energized by the electric fusion apparatus 8.
- the electric fusion device 3008 has, for example, a pair of first connectors 3081 attached to pins 3051b and 3051c and a pair of second connectors 3082 attached to pins 3061b and 3061c.
- the electric fusion device 3008 may be provided with, for example, a first energizing switch that energizes the pair of first connectors 3081 and a second energizing switch that energizes the pair of second connectors 3082.
- the first energizing switch can be operated to start energizing the receiving port heating unit 3003.
- the second energizing switch may be operated to start energizing the stopper heating unit 3004.
- the time from the start of energization to one of the heat generating parts of the stopper heating unit 3004 and the receiving port heat generating part 3003 to the start of energizing the other heat generating part is the clearance on the side where one of the heat generating parts is provided.
- the term “filled with resin” may mean that the resin is filled with melted resin, and the term “filled with resin” does not have to be limited to being filled with solidified resin.
- the energization of the other heat generating portion may be started about 10 to 20 seconds after the start of energization of one of the heat generating portions. Further, the energization of the other heat generating portion may be started after the resin is solidified on one of the heat generating portions.
- the electric fusion device 3008 may automatically energize the first connector 3081 and the second connector 3082 based on a preset program.
- the heating unit of one of the stopper heating unit 3004 and the receiving port heating unit 3003 is started to be energized, and after a preset time, the other heating unit is energized. It will be started. Then, the electric fusion device 3008 stops energization when a preset energization time for each heat generating portion elapses.
- the electric fusion device 3008 includes a processor and a storage device.
- the processor is, for example, a CPU (Central Processing Unit). Alternatively, the processor may be a processor different from the CPU.
- the processor executes a process for controlling energization according to a program.
- the storage device includes a non-volatile memory such as ROM (Read Only Memory) and a volatile memory such as RAM (Random Access Memory).
- the storage device may include a hard disk or an auxiliary storage device such as an SSD (Solid State Drive).
- a storage device is an example of a recording medium that can be read by a non-transitory computer.
- the storage device stores programs and data for controlling the electric fusion device 8.
- the storage device stores, for example, data of a terminal range described later and a predetermined threshold value of the operation speed.
- FIG. 37 is a flow chart for explaining the connection method of the present embodiment.
- the end face of the resin tube is fused by energizing the stopper heat generating portion 3004, and then the side surface of the resin tube is fused by energizing the receiving port heating portion 3003.
- the jig 1200 described in the second embodiment is used.
- step S3001 the resin pipe 11 is inserted inside the joint receiving portion 3023 of the electric fusion joint 3001 until the stopper portion 3022 regulates the relative movement of the pipe end 3011a of the resin pipe 3011.
- FIG. 34 shows a state in which the resin pipe 3011 and the resin pipe 3012 are inserted into the electric fusion joint 3001.
- Step S3001 corresponds to an example of the insertion step.
- step S3002 an example of the arrangement step
- step S3003 an example of the pressurizing step
- the pressing force of the pressing portion 1240 causes the electric fusion joint 3001 and the resin pipe 3012 to be fixed to the jig 1200.
- a load is applied to the first clamp portion 1210 toward the second clamp portion 1220.
- the pipe end 3011a of the resin pipe 3011 is pressed against the first side surface 3022a of the stopper portion 3022, and the pipe end 3012a of the resin pipe 3012 is the stopper portion 3022. It is pressed against the second side surface 3022b.
- step S3004 the second connector 3082 of the electric fusion device 3008 is attached to the two pins 3061b and 3061c of the second connector attachment portion 3006, and energization is started.
- the heating wire temperature at the time of energization may be any temperature as long as it can melt the main body 3002, and in the case of polyolefin, it is preferably 220 degrees or less. This energization causes the heating wire 3041 to generate heat.
- Step S3003 corresponds to an example of the first energization step.
- the first clamp by the spring 1241 is performed by moving the nut 1242 toward the second clamp portion 1220 side.
- the load applied to the portion 1210 can be secured. It is desirable that the load does not change even if the pipe ends 3011a and 3012a melt, but the load may change.
- step S3005 the energization of the pins 3061b and 3061c is stopped. As a result, the pipe ends 3011a and 3012a and the stopper portion 3022 are fused.
- step S3006 may be executed after a cooling time is provided, but the step S3006 may be executed immediately. Further, the pressurization by the pressing portion 1240 may be performed after the energization in step S3004.
- step S3006 the position of the nut 1242 is adjusted so that the urging force by the pressing portion 1240 is not generated.
- the pressurization by the pressing portion 1240 may be released at the same time as the energization of the pins 3061b and 3061c is stopped, may be released shortly before the energization is stopped, or when a cooling time is provided. , The pressurization may be released after the end of the cooling time.
- step S3007 the first connector 3081 of the electric fusion device 3008 is attached to the two pins 3051b and 3051c of the first connector attachment portion 3005, and energization is performed for a predetermined time.
- This energization causes the heating wire 3031 to generate heat.
- Step S3006 corresponds to an example of the second energization step. In this way, when the heating wire 3031 is heated, the pressing pressure by the pressing portion 1240 is set so as not to be applied.
- step S3008 energization of the two pins 3051b and 3051c by the electric fusion device 3008 is completed.
- FIG. 38A is an enlarged view of the vicinity of the stopper portion 3022.
- FIG. 38 (a) in the portion (cold zone) between the stopper heating portion 3004 and the receiving port heating portion 3003, the clearance between the inner surface of the electric fusion joint 3001 and the outer surface of the resin pipe 3011 (in the figure). There is air in (indicated by E).
- E air in
- the pipe end 3011a and the stopper portion 3022 are fused in the first fusion, so that air can escape from the receiving port heat generating portion 3003 side. Yes (see arrow G).
- By creating an escape route for air in this way it is possible to suppress the ejection of beads and the occurrence of bubble cracking.
- Example 1 The following modifications were made to the electric fusion joint 3001 of the fourth embodiment, and the resin pipes 11 and 12 were fused.
- the number of turns of the heating wire 3041 in the stopper heating unit 3004 was 4. Changed to circumference ⁇ The number of heat generating parts 3003a and 300b of the socket heat generating part 3003 along the axial direction A was changed to 2, and the number of turns of each heating wire 3031 of the heat generating parts 3003a and 3003b was changed to 4 times.
- the stopper heating unit 3004 and the receiving port heating unit 3003 were heated at the same time.
- Example 2 The electric fusion joint 3001 of the fourth embodiment is fused with the electric fusion joint obtained by making the following changes, and the resin pipes 11 and 12 are fused.
- the number of turns of the heating wire 3041 in the stopper heating unit 3004 is 4. Changed to circumference ⁇ The number of heat generating parts 3003a and 3003b of the socket heat generating part 3003 along the axial direction A was changed to 2, and the number of turns of each heating wire 3031 of the heat generating parts 3003a and 3003b was changed to 4 times.
- the joint and the resin pipe were connected by the procedure shown in the flow chart of FIG. 37.
- FIG. 39 is a diagram showing an electric fusion joint 4001 according to the embodiment of the present disclosure, a resin pipe 4011 (an example of a pipe) connected by the electric fusion joint 4001, and a resin pipe 4012 (an example of a pipe). be.
- FIG. 39 can be said to be an exploded view of the piping structure 4100.
- the piping structure 4100 includes, for example, an electric fusion joint 4001, a resin pipe 4011, and a resin pipe 4012.
- the electric fusion joint 4001 is fused with the resin pipe 4011 and the resin pipe 4012, and connects the resin pipe 4011 and the resin pipe 4012.
- the resin pipe 4011 and the resin pipe 4012 are each made of a thermoplastic resin.
- the resin tube 4011 and the resin tube 4012 are made of polyolefin such as polyethylene.
- flow paths 4011f and 4012f having a circular cross section extend inside.
- a flow path 4001f having a circular cross section extends inside the electric fusion joint 4001.
- the direction in which each axis extends with respect to the flow paths of the electric fusion joint 4001, the resin pipe 4011, and the resin pipe 4012 is defined as the axis direction A. Further, in the electric fusion joint 4001, the resin pipe 4011, and the resin pipe 4012, the direction in which the electric fusion joint 4001, the resin pipe 4011, and the resin pipe 4012 are orthogonal to each other and are close to each other and separated from each other is defined as the radial direction B, and the direction rotating around each axis is defined as the circumferential direction C.
- the resin pipe 4011 moves relative to the electric fusion joint 4001 in the axial direction A in the direction of the arrow A1 and is connected to the electric fusion joint 4001. Further, the resin pipe 4012 moves relative to the electric fusion joint 4001 in the axial direction A in the direction of the arrow A2 and is connected to the electric fusion joint 4001.
- the state in which the resin pipe 4011 and the resin pipe 4012 are fused and connected to the electric fusion joint 4001 constitutes the piping structure 4100.
- FIG. 40 is a diagram showing a cross-sectional configuration of the electric fusion joint 4001.
- the electric fusion joint 4001 has a main body portion 4002, a heat generating portion 4005, and a connector mounting portion 4006.
- the main body portion 4002 is made of a thermoplastic resin, and has a tubular portion 4021 and a stopper portion 4022 as shown in FIG. 40.
- the tubular portion 4021 is tubular and has a joint receiving portion 4023, a joint receiving portion 4024, and a continuous portion 4025.
- a resin pipe 4011 is inserted inside the joint receiving portion 4023.
- a resin pipe 4012 is inserted inside the joint receiving portion 4024.
- thermoplastic resin used in the main body 4002 is not particularly limited, but a thermoplastic resin having a melting point of less than 230 ° C. is preferable.
- FIG. 41 is a cross-sectional configuration diagram showing a state in which the resin pipe 4011 is inserted inside the joint receiving portion 4023 of the electric fusion joint 4001 and the resin pipe 4012 is inserted inside the joint receiving portion 4024.
- the inner diameter of the joint receiving portion 4023 is formed to be larger than the outer diameter of the resin pipe 4011. Further, the inner diameter of the joint receiving portion 4024 is formed to be equal to or larger than the outer diameter of the resin pipe 4012.
- the continuous portion 4025 is connected to the joint receiving portion 4023 and the joint receiving portion 4024, and connects the joint receiving portion 4023 and the joint receiving portion 4024.
- the continuous portion 4025 is a portion that connects between the joint receiving portion 4023 and the joint receiving portion 4024, and a stopper portion 4022, which will be described later, is provided inside the radial direction B.
- the stopper portion 4022 is an annular portion.
- the stopper portion 4022 is formed on the inner surface 4021a of the tubular portion 4021 in a ridge along the circumferential direction C over the entire circumference.
- the stopper portion 4022 also contains a thermoplastic resin, and is preferably formed of the same resin as the thermoplastic resin used in the tubular portion 4021.
- the stopper portion 4022 is formed so as to project inward in the radial direction from the inner surface 4021a of the tubular portion 4021. Further, the stopper portion 4022 is arranged inside the continuous portion 4025 of the tubular portion 4021 in the radial direction B.
- the stopper portion 4022 may be formed as one member with the tubular portion 4021, or may be formed as a separate member from the tubular portion 4021.
- the stopper portion 4022 has a first side surface 4022a, a second side surface 4022b, and a peripheral surface 4022c.
- the peripheral surface 4022c is an end surface on the inner side in the radial direction of the stopper portion 4022.
- the first side surface 4022a is formed substantially perpendicular to the axial direction A from the inner surface 4021a of the tubular portion 4021 toward the inside in the radial direction B.
- the second side surface 4022b is formed substantially perpendicular to the axial direction A from the inner surface 4021a of the tubular portion 4021 toward the inside in the radial direction B.
- the peripheral surface 4022c connects the radial inner end of the first side surface 4022a and the radial inner end of the second side surface 4022b.
- the peripheral surface 4022c is formed substantially parallel to the inner surface 4021a of the tubular portion 4021.
- the pipe end 4011a of the resin pipe 4011 comes into contact with the first side surface 4022a of the stopper portion 4022, and the insertion position of the pipe end 4011a. Is regulated.
- the pipe end 4011a comes into contact with the first side surface 4022a when the pipe end 4011a comes into direct contact with the first side surface 4022a and when the pipe end 4011a comes into contact with the heating wire 4051 (described later) of the heat generating portion 4005. This includes the case of indirectly contacting the side surface 4022a.
- the pipe end 4012a of the resin pipe 4012 comes into contact with the second side surface 4022b of the stopper portion 4022, and the insertion position of the pipe end 4012a. Is regulated.
- the pipe end 4012a comes into contact with the second side surface 4022b when the pipe end 4012a comes into direct contact with the second side surface 4022b and when the pipe end 4012a comes into contact with the heating wire 4051 (described later) of the heat generating portion 4005. This includes the case of indirectly contacting the side surface 4022b.
- the heat generating portion 4005 is provided on the stopper portion 4022.
- the heating unit 4005 has a heating wire 4051.
- the heating wire 4051 is provided on the stopper portion 4022 so as to be wound in the circumferential direction C along the axial direction A.
- the heating wire 4051 is wound around the stopper portion 4022, for example, four times.
- all the adjacent heating wires 4051 are in contact with each other.
- the heating wire 4051 is embedded in the stopper portion 4022, but even if a part of the heating wire 4051 is embedded in the stopper portion 4022 so as to be exposed from the first side surface 4022a, the second side surface 4022b or the peripheral surface 4022c to the flow path 4001f side. good.
- the heating wire 4051 may have a conducting wire 4051a and an insulating film 4051b (an example of an insulator).
- the conducting wire 4051a for example, a nichrome wire, an iron chrome type 2 wire, an iron chrome type 1 wire, a nickel chrome wire, or the like can be used.
- the wire diameter of the conductor 51a can be set to ⁇ 0.3 to 0.8 mm. If it is less than ⁇ 0.3 mm, it may expand due to the tension during winding and the resistance value may become unstable.
- the wire diameter of the conducting wire 4051a is set to a maximum of 0.8 mm in the equipment for forming the insulating film 4051b.
- the resistance value of the unit length of the conducting wire 4051a is about 2 to 21 ⁇ / m depending on the wire diameter.
- the insulating film 4051b is provided so as to cover the periphery of the conducting wire 4051a.
- the insulating film 4051b has a melting point of 230 degrees or higher. It is preferable that this is set to a temperature at which the thermoplastic resin does not melt even at a temperature at which the thermoplastic resin melts (for example, in the case of polyethylene, the heating wire is heated to 220 degrees) in the present embodiment.
- the insulating film 4051b can be formed of, for example, a fluorine-based resin or an imide-based resin, but it is more preferable to form the insulating film 4051b with a polyimide-based resin.
- the thickness of the conductor 4051a may be set to 0.1 mm or more and 10 mm or less.
- the volume ratio of the conducting wire 4051a and the resin in the stopper portion 4022 is set to be 0.04 to 0.07.
- S is the cross-sectional area of one conducting wire 4051a
- T is the combined cross-sectional area of the stopper portion 4022 and the insulating film 4051b
- ⁇ 4 ⁇ S / T can be set.
- This 4S / T is set to be 0.04 to 0.07.
- FIG. 42 is an enlarged view of part D of FIG. 40.
- one heating wire 4051 is wound around the heat generating portion 4005 four times so as to come into contact with the neighbor, but the present invention is not limited to this, and the number of turns is 3 or less or 5 or more. There may be. Further, the heating unit 4005 may be formed by winding not only one heating wire but also two or more heating wires 4051. The heating wire 4051 may be wound so as not to come into contact with the neighbor.
- the connector mounting portion 4006 has two pins 4061 as shown in FIG. 40.
- the two pins 4061 are provided so as to project outward in the radial direction from the outer surface 4021d of the tubular portion 4021.
- one of the two pins 4061 is arranged near the end 4021b of the tubular portion 4021, and the other pin 4061 is arranged near the end 4021c.
- the two pins 4061 are connected to the heating wire 4051 of the heating unit 405. When the connector of the electric fusion device is attached to the pin 4061 and energization is performed, the heating wire 4051 generates heat.
- FIG. 43 is a diagram showing a jig 4200.
- FIG. 44 is a diagram showing a state in which the resin pipe 4011, the electric fusion joint 4001, and the resin pipe 4012 are attached to the jig 4200.
- FIG. 45 is a side view of FIG. 44.
- the jig 4200 includes a first clamp portion 4210, a second clamp portion 4220, a shaft portion 4230, a pressing portion 4240, a regulating portion 4250, and a pedestal 4260.
- the pedestal 4260 is a plate-shaped member.
- the pedestal 4260 supports a first clamp portion 4210, a second clamp portion 4220, a shaft portion 4230, a pressing portion 4240, and a regulating portion 4250 arranged on the upper surface side thereof.
- the first clamp portion 4210 sandwiches and fixes the resin pipe 4011.
- the first clamp portion 4210 has a lower clamp portion 4211, an upper clamp portion 4212, a hinge portion 4213, a fastening portion 4214, and a bearing portion 4215.
- the lower clamp portion 4211 is a member having a semicircular recess 4211a formed on the upper surface thereof.
- the lower clamp portion 4211 is a member having a substantially rectangular parallelepiped shape in which a semicircular concave portion is formed on the upper surface.
- the bearing portion 4215 is provided on the lower clamp portion 4211.
- the bearing portion 4215 is inserted into a through hole formed in the lower clamp portion 4211.
- the bearing portion 4215 is arranged below the recess 4211a.
- a shaft portion 4230 which will be described later, is inserted inside the bearing portion 4215.
- the axial direction of the bearing portion 4215 is arranged parallel to the central axis of the recess 4211a. As a result, the first clamp portion 4210 can move along the shaft portion 4230.
- the resin pipe 4011, the resin pipe 4012, and the electric fusion joint 4001 are arranged on the jig, the axial direction of the bearing portion 4215 is parallel to the axial direction A.
- the upper clamp portion 4212 is a member in which a semicircular recess 4212a is formed.
- the upper clamp portion 4212 is a member having a substantially rectangular parallelepiped shape in which a semicircular concave portion 4212a is formed on a predetermined one surface.
- the upper clamp portion 4212 and the lower clamp portion 4211 can sandwich the outer circumference of the resin tube 4011 between the recesses 4212a and the recesses 4211a formed therein.
- the central axes of the recess 4212a and the recess 4211a substantially coincide with each other when the resin tube 4011 is sandwiched. Further, in a state where the resin tube 4011 is sandwiched, the central axis coincides with the above-mentioned axial direction A.
- the hinge portion 4213 rotatably connects the ends of the lower clamp portion 4211 and the upper clamp portion 4212.
- the upper clamp portion 4212 is configured to be rotatable with respect to the lower clamp portion 4211 about the hinge portion 4213.
- the recess 4212a is attached to the lower clamp portion 4211 via the hinge portion 4213 so that the recess 4212a faces the recess 4211a of the lower clamp portion 4211. There is.
- the resin pipe 4011 is arranged along the recess 4211a of the lower clamp portion 4211 with the lower clamp portion 4211 and the upper clamp portion 4212 open around the hinge portion 4213. After that, the upper clamp portion 4212 rotates about the hinge portion 4213, and the resin tube 4011 is arranged so as to fit into the recess 4212a.
- the fastening portion 4214 is a so-called snap lock.
- the fastening portion 4214 has a lock body 4214a and a protrusion 4214b.
- the fastening portion 4214 is provided on the side opposite to the hinge portion 4213 with the recesses 4211a and 4212a of the lower clamp portion 4211 and the upper clamp portion 4212 interposed therebetween.
- the lock body 4214a is arranged on the side surface of the lower clamp portion 4211, and the protrusion 4214b is arranged on the side surface of the upper clamp portion 4212.
- the lock body 4214a has a lever 4214c and an annular portion 4214d.
- the second clamp portion 4220 sandwiches and fixes the resin pipe 4012.
- the second clamp portion 4220 fixes the resin tube 4012 so that the central axis of the resin tube 4012 coincides with the central axis of the resin tube 4011.
- the second clamp portion 4220 has a lower clamp portion 4221, an upper clamp portion 4222, a hinge portion 4223, and a fastening portion 4224.
- the lower clamp portion 4221 is a member having a semicircular recess 4221a formed on the upper surface thereof.
- the lower clamp portion 4221 is a member having a substantially rectangular parallelepiped shape in which a semicircular concave portion is formed on the upper surface.
- the lower clamp portion 4211 is fixed to the pedestal 4260 via the bracket 4270.
- the upper clamp portion 4222 is a member in which a semicircular recess 4222a is formed.
- the upper clamp portion 4222 is a member having a substantially rectangular parallelepiped shape in which a semicircular concave portion 4222a is formed on a predetermined one surface.
- the upper clamp portion 4222 and the lower clamp portion 4221 can sandwich the outer circumference of the resin tube 4012 between the recesses 4222a and the recesses 4221a formed therein.
- the central axes of the recess 4222a and the recess 4221a substantially coincide with each other when the resin tube 4012 is sandwiched. Further, in a state where the resin tube 4012 is sandwiched, the central axis coincides with the above-mentioned axial direction A.
- the hinge portion 4223 rotatably connects the ends of the lower clamp portion 4221 and the upper clamp portion 4222 to each other.
- the upper clamp portion 4222 is rotatably configured with respect to the lower clamp portion 4221 with the hinge portion 4223 as the center.
- the recess 4222a is attached to the lower clamp portion 4221 via the hinge portion 4223 so that the recess 4222a faces the recess 4221a of the lower clamp portion 4221. There is.
- the resin pipe 4012 is arranged along the recess 4221a of the lower clamp portion 4221 with the lower clamp portion 4221 and the upper clamp portion 4222 open around the hinge portion 4223. After that, the upper clamp portion 4222 rotates around the hinge portion 4223, and the resin tube 4012 is arranged so as to fit into the recess 4222a.
- the fastening portion 4224 is a so-called snap lock.
- the fastening portion 4224 has a lock body 4224a and a protrusion 4224b.
- the fastening portion 4224 is provided on the side opposite to the hinge portion 4223 with the recesses 4221a and 4222a of the lower clamp portion 4221 and the upper clamp portion 4222 interposed therebetween.
- the lock body 4224a is arranged on the side surface of the lower clamp portion 4221, and the protrusion 4224b is arranged on the side surface of the upper clamp portion 4222.
- the lock body 4224a has a lever 4224c and an annular portion 4224d.
- the resin tube 4011 and the resin tube 4012 inserted in the electric fusion joint 4001 With the resin tube 4011 and the resin tube 4012 inserted in the electric fusion joint 4001, the resin tube 11 is sandwiched between the first clamp portion 4210 and the resin tube 4012 is sandwiched between the second clamp portion 4220, whereby the resin is attached to the jig 4200.
- the pipe 4011, the resin pipe 4012, and the electric fusion joint 4001 can be arranged.
- the shaft portion 4230 is supported by the pedestal 4260.
- the shaft portion 4230 is arranged parallel to the central axes of the recess 4211a and the recess 4212a of the first clamp portion 4210.
- the shaft portion 4230 is arranged parallel to the central axes of the recess 4221a and the recess 4222a of the second clamp portion 4220. Further, the shaft portion 4230 is arranged parallel to the central axis of the resin pipe 4011 fixed to the first clamp portion 4210 and the resin pipe 4012 fixed to the second clamp portion 4220.
- the shaft portion 4230 is arranged along the above-mentioned axial direction A.
- the shaft portion 4230 extends from the second clamp portion 4220 toward the first clamp portion 4210 side.
- a first clamp portion 4210 is attached to the shaft portion 4230 so as to be movable along the shaft portion 4230.
- the shaft portion 4230 is arranged from the lower clamp portion 4221 to the lower clamp portion 4211.
- the bearing portion 4215 is arranged in a portion below the recess 4211a of the lower clamp portion 4211 of the first clamp portion 4210, and the shaft portion 4230 is inserted through the bearing portion 4215.
- the pressing portion 4240 presses the first clamp portion 4210 toward the second clamp portion 4220 side along the shaft portion 4230.
- the pressing portion 4240 has a spring 4241 and a nut 4242.
- a spring 4241 is arranged around the shaft portion 4230 on the side opposite to the second clamp portion 4220 of the first clamp portion 4210.
- the nut 4242 is arranged on the shaft portion 4230 on the side opposite to the first clamp portion 4210 of the spring 4241.
- a male screw shape is formed around the end of the shaft portion 4230 opposite to the second clamp portion 4220, and is screwed with the female screw shape formed inside the nut 4242.
- the nut 4242 can be moved along the shaft portion 4230 by rotating it.
- the spring 4241 is arranged between the nut 4242 and the first clamp portion 4210. Since the nut 4242 is screwed with the shaft portion 4230 and the position on the shaft portion 4230 is fixed, a load toward the second clamp portion 4220 is applied to the first clamp portion 4210 by the spring 4241.
- the load can be set in the range of 1 to 50 kgf, for example, and the range of 3 to 20 kgf is more preferable. Further, when the nuts 4242 are rotated and brought closer to the first clamp portion 4210 with the resin pipes 4011 and 4012 and the electric fusion joint 4001 arranged on the jig 4200, the spring 4241 is compressed, so that the first clamp portion 4210 The load applied to the can be increased. On the other hand, when the nut 4242 is rotated and moved away from the first clamp portion 4210, the spring 4241 expands, so that the load applied to the first clamp portion 4210 can be reduced.
- the resin pipe 4011 is formed by applying a load to the first clamp portion 4210 by the pressing portion 4240 in a state where the resin pipe 4011, the resin pipe 4012, and the electric fusion joint 4001 are arranged on the jig 4200.
- a load is applied to the pipe end 4011a and the pipe end 4012a of the resin pipe 4012 so as to be pressed against the stopper portion 4022.
- the restricting portion 4250 regulates that the first clamp portion 4210 moves too much toward the second clamp portion 4220 side by the pressing portion 4240.
- the regulation portion 4250 is arranged between the first clamp portion 4210 and the second clamp portion 4220.
- the regulating portion 4250 has a fixing portion 4251 and a contact portion 4252.
- the fixing portion 4251 is fixed to the pedestal 4260.
- the contact portion 4252 is a portion extending upward from the fixed portion 4251 and is arranged around the shaft portion 4230. When the bearing portion 4215 of the first clamp portion 4210 comes into contact with the contact portion 4252, it is possible to restrict the movement of the first clamp portion 4210 to the second clamp portion 4220 side.
- FIG. 46 is a flow chart showing a connection method according to the present embodiment.
- step S4001 an example of the insertion step
- the resin pipe 4011 and the resin pipe 4012 are inserted into the electric fusion joint 4001.
- the resin pipe 4011 is inserted inside the joint receiving portion 4023 of the electric fusion joint 4001 until the stopper portion 4022 regulates the relative movement of the pipe end 4011a of the resin pipe 4011. ..
- the resin pipe 4012 is inserted inside the joint receiving portion 4024 of the electric fusion joint 4001 until the stopper portion 4022 regulates the relative movement of the pipe end 4012a of the resin pipe 4012.
- FIG. 41 shows a state in which the resin pipe 4011 and the resin pipe 4012 are inserted into the electric fusion joint 4001. It is more preferable to scrape the edge surfaces (opposite surfaces of the stopper portions 4022) of the resin pipes 4011 and 4012 and insert them into the electric fusion joint 4001 before step S4001 because the strength of fusion is improved.
- step S4002 (an example of the arrangement step), as shown in FIGS. 44 and 45, the resin tube 4011 is sandwiched and fixed by the first clamp portion 4210, and the resin tube 4012 is sandwiched by the second clamp portion 4220.
- the resin pipe 4011, the electric fusion joint 4001 and the resin pipe 4012 are arranged on the jig 4200.
- step S4003 an example of the pressurizing step
- the second clamp is applied to the first clamp portion 4210 by the urging force of the pressing portion 4240.
- a load is applied toward the portion 4220.
- the pipe end 4011a of the resin pipe 4011 is pressed against the first side surface 4022a of the stopper portion 4022, and the pipe end 4012a of the resin pipe 4012 is the stopper portion 4022. It is pressed against the second side surface 4022b.
- FIG. 47 is a cross-sectional view of the resin pipe 4011.
- a surface pressure having a value of 0.15 (MPa) ⁇ S (mm 2) or more is applied to the resin tube 4011. .
- the cross-sectional area of the 25A pipe is 140 mm 2
- it is 0.15 (MPa) ⁇ 140 (mm 2 )
- a load meter can be installed on the pressing portion 4240 to adjust the position of the nut 4242 while checking the load.
- the load applied to the first clamp portion 4210 by the spring 4241 can be increased.
- the load applied to the first clamp portion 4210 by the spring 4241 can be reduced.
- step S4004 an example of the heating process
- the connectors of the electric fusion device are attached to the two pins 4061 of the connector attachment portion 4006 in a pressurized state, and energization is performed for a predetermined time.
- This energization causes the heating wire 4051 to generate heat, and the stopper portion 4022, the pipe end 4011a of the resin pipe 4011, and the pipe end 4012a of the resin pipe 4012 melt and come into close contact with the stopper portion 4022.
- the first clamp by the spring 4241 is performed by moving the nut 4242 toward the second clamp portion 4220 side.
- the load applied to the portion 4210 can be secured.
- a value of S ⁇ 0.15 MPa or more described above is secured.
- a load of 2.1 kg or more is maintained. It is desirable that the load does not change even if the pipe ends 4011a and 4012a melt, but the load may change. It is desirable to continue applying the load while the resin is melting, but it is not necessary to temporarily apply the load.
- the heating wire temperature at the time of energization may be any temperature as long as it melts the main body 4002, and in the case of polyolefin, it is preferably 220 degrees or less.
- step S4005 an example of a cooling step
- the molten resin pipe 4011, the electric fusion joint 4001 and the resin pipe 4012 are cooled for a predetermined time, the resin is solidified, and these are connected and integrated. After stopping the energization of the heating wire 4051, they are naturally cooled.
- the above-mentioned load of S ⁇ 0.15 MPa or more is secured by the pressing portion 4240 until the heating step of step S4004 is completed.
- the load may be applied in the cooling step of step S4005, or the load may be stopped in the middle of step S4004.
- a predetermined bead R which will be described later, is formed, the load may be stopped.
- the load by the spring 4241 is set so as not to fall below 2.1 kg.
- the load meter When the same piping structure 4100 is repeatedly created, the load meter is installed only for the first time or multiple times from the first time, the position of the nut 4242 is recorded with the passage of time, and the load meter is not installed in the later creation. In addition, the recorded position with the passage of time may be used.
- FIG. 48 is a diagram showing a fused state in which the resin pipe 4011, the electric fusion joint 4001 and the resin pipe 4012 are melted and connected.
- the stopper portion 4022 is melted and pushed by the resin pipes 4011 and 4012 to be narrowed, and the resin portion 4022T is formed.
- the resin portion 4022T fills the space between the resin pipe 4011 and the resin pipe 4012, and forms a bead R protruding inward from the resin pipes 4011 and 4012.
- the bead R preferably protrudes at a uniform height in the circumferential direction.
- the heating wires at both ends along the axis direction A of the heating wires 4051 wound adjacently to each other in the stopper portion 4022 are 4051e1 and 4051e2, the axis line between the heating wires 4051e1 and 40 heating wires 51e2.
- the distance along the direction A is L1.
- the distance L1 is approximately the product of the diameter of the heating wire 51 and 2 (for two heating wires).
- the heating wires 4051e1 and the heating wires 4051e2 at both ends are moved to the center, and the axis between the heating wires 4051e1 and the heating wires 4051e2.
- the distance L2 along the direction A is smaller than the distance L1 before fusion. Therefore, the distance L2 after fusion is smaller than the product of the diameter of the heating wire 4051 and 2 (for two heating wires).
- FIG. 49A is a schematic view showing the resin pipes 4011 and 4012 and the stopper portion 4022.
- FIG. 49B is a schematic view showing the resin pipes 4011 and 4012 and the stopper portion 4022 in a state after being melted and connected.
- the remaining portion of the stopper portion 4022 remaining after melting is shown by 4022p.
- FIG. 49C shows the remaining portion 4022p of the stopper portion 4022 and the other supplemented portion 4022q.
- the filling portion 4022q other than the remaining portion 4022p of the stopper portion 4022 fills the gap D surrounded by the melted resin pipe 4011, the resin pipe 4012, and the remaining portion 4022p.
- the gap D is shown in FIG. 49 (d).
- the gap D is filled and shown.
- the volume of the filling portion 4022q is set larger than the volume of the gap D.
- the filling portion 4022q / gap D ⁇ 100 (%) is set to 130 to 300%.
- the length of the width of the remaining portion 4022p along the axial direction A is, for example, 1 mm.
- the piping structure 4100 of the embodiment according to the present disclosure can be used, for example, for transporting ultrapure water.
- the piping structure 4100 for ultrapure water according to the embodiment of the present disclosure includes a pipe in the ultrapure water production apparatus, a pipe for transporting ultrapure water from the ultrapure water production apparatus to a point of use, and a pipe. It can be used as a pipe for returning ultrapure water from a use point.
- Ultrapure water is extremely pure water, and is suitably used for cleaning electronic devices such as semiconductor elements. There are many indexes for expressing the grade of ultrapure water, but in this embodiment, the electrical resistivity of ultrapure water is 18.2 M ⁇ ⁇ cm or more, and the TOC is 50 ppb or less.
- the piping structure 4100 of the embodiment according to the present disclosure is used in a water pipe for nuclear power generation, a pharmaceutical manufacturing process, a semiconductor element or a liquid crystal, and more preferably a semiconductor element manufacturing process, in which the water quality required for ultrapure water is particularly strict. It is preferably a transport pipe for ultrapure water used in a wet treatment step such as cleaning.
- the semiconductor element preferably has a higher degree of integration, and more specifically, it is more preferably used in the manufacturing process of a semiconductor element having a minimum line width of 65 nm or less. Examples of standards related to the quality of ultrapure water used in semiconductor manufacturing include SEMI F75.
- the piping structure 4100 of the embodiment according to the present disclosure has a polyethylene-based resin layer, it is excellent in workability. For example, fusion work such as EF (electric fusion) joining can be easily performed at a relatively low temperature.
- EF electric fusion
- an external force is started to be applied to the resin pipes 4011 and 4012 (an example of the pipe) toward the stopper portion 4022 before the step S4004 (an example of the heating step) or in the middle of the step S4004 for a predetermined time. While the external force is continuously applied, the resin pipes 4011 and 4012 are pressed against the stopper portion 4022 of the electric fusion joint 1 and the fusion proceeds. Therefore, the clevis between the resin pipes 4011 and 4012 and the electric fusion joint 4001 Occurrence can be suppressed.
- the predetermined time can be said to be at least the time when the bead R is formed.
- an appropriate external force is started by starting to apply an external force of 0.15 MPa ⁇ S or more in step S4003 (an example of a pressurizing step). You can start pressing the pipe against the stopper with.
- the pipe can be continuously pushed to the stopper portion 4022 with an appropriate external force.
- the bead R (an example of the resin portion) protruding inward from the inner surface of the resin pipes 4011 and 4012 is formed between the resin pipes 4011 and 4012 and the electric fusion joint 1.
- the generation of clevis can be suppressed in.
- the spring 4241 and the nut 4242 are used as the pressing portion for applying the load to the first clamp portion 4210, but the present invention is not limited to this, and may be a motor, a cylinder, or the like. good. Further, pressing the pipe ends 4011a and 4012a against the stopper portion 4022 may be due to either the application of a load to the first clamp portion 4210 or the amount of movement.
- a load when applied using a motor or a cylinder, it may be controlled in conjunction with an electric fusion device.
- the motor or cylinder may be controlled according to the passage of heating time by the electric fusion device so that the load above a predetermined value is maintained according to a preset program.
- FIG. 50 is a cross-sectional view showing an electric fusion joint 4001 ′ having a structure in which heat generating portions 4007 and 4008 are provided in joint receiving portions 4023 and 4024.
- the heat generating portion 4007 has a heating wire 4071 embedded in the inner surface 4021a at the joint receiving portion 4023 which is one end of the tubular portion 4021.
- the heating wire 4071 is arranged so as to be wound twice along the circumferential direction along the inner surface 4021a.
- the heating wire 4071 is arranged in the vicinity of the inner surface 4021a.
- the heating wire 4071 may be buried in the tubular portion 4021 so that a part of the heating wire 4071 is exposed on the flow path 4001f side, or may be completely buried.
- the heat generating portion 4008 has a heating wire 4081 embedded in the inner surface 4021a at the joint receiving portion 4024 which is the other end of the tubular portion 4021.
- the heating wire 4081 is arranged so as to be wound twice along the inner surface 4021a in the circumferential direction.
- the heating wire 4081 is arranged in the vicinity of the inner surface 4021a.
- the heating wire 4081 may be buried in the tubular portion 4021 so that a part of the heating wire 4081 is exposed on the flow path 4001f side, or may be completely buried.
- the heating wires 4071 and 4081 may have the same configuration as the heating wires 4051.
- the configuration of the heat generating portions 4007 and 4008 may not be limited to the configuration shown in FIG. 50, and one heating wire may not be wound around two turns, or may be wound around three or more turns. Two heating wires may be wound around. Further, although the heat generating portions 4007 and 4008 are provided symmetrically in FIG. 50, the configuration is not limited to the left-right symmetry. Although the heat generating portions 4007 and 4008 are provided next to the stopper portion 4022, they may be provided at predetermined intervals.
- the heating wire 4071 and the heating wire 4081 are in contact with each other, but all or part of them may not be in contact with each other.
- the outer diameter of the stopper portion 4022 is circular when viewed along the axial direction A, but it is not limited to a circle and may be a polygonal shape.
- the number of heating wires 4051 in the stopper portion 4022 was set to four as in FIG. 40. Further, the pressing pressure at the start of fusion in step S4004 was 3.2 kg, the pressing pressure at the time of fusion in step S4004 was maintained at 2.1 kg, and the pressing pressure at the end of step S4004 was 2.1 kg.
- the pressure by the spring 4241 is first set to 3.2 kg, and as the fusion progresses, the stopper portion 4022 melts in the middle of the fusion and the pressure drops to, for example, 2.5 kg. did. Then, in the latter half of the fusion, the stopper portion 22 is further melted and the pressure drops to, for example, 2.1 kg. Therefore, the nut 4242 is moved to the second clamp portion 4220 side so that the pressure due to the spring 4241 does not fall below 2.1 kg. Made adjustments to.
- Example 1 Using the piping structures of Example 1 and Comparative Example 1 above, the fusion strength was confirmed and whether or not clevis was generated was determined.
- the piping structure was arranged along the vertical direction as shown in FIG. 51, and the resin tubes 4011 and 4012 fused in the vertical direction were pulled (see the arrow). JIS standard was used for the tensile speed.
- the resin pipe is stretched, but the result is passed when the electric fusion joint and the resin pipe are in a connected state.
- the result is passed when 5000N or more is achieved.
- the electric fusion joint and the resin pipe were disengaged, the result was rejected.
- the resin pipe is 25A, it is rejected when the resin pipe comes off from the electric fusion joint at less than 5000N.
- the judgment of whether or not clevis was generated was made by applying ink to the cross section with magic and judging whether or not the ink oozes.
- FIG. 52 (a) when the clevis V1 is present between the resin portion 4022T in which the stopper portion 4022 is melted and deformed and the pipe end 4011a of the resin pipe 4011, when ink is applied, FIG. 52 As shown in W of (b), the ink seeps into the resin portion 4022T and the tube end 4011a. If the ink soaked in, it was rejected because of the presence of clevis. If the ink did not soak in, it was judged that no clevis was generated and the result was passed.
- both the confirmation of the fusion strength and the confirmation of the generation of clevis were passed.
- both the confirmation of the fusion strength and the confirmation of the generation of clevis failed.
- Electric fusion joints are often used when connecting pipes using a resin such as a conventional resin pipe or a metal reinforced composite pipe having a resin layer and a metal reinforcing layer (for example, Japanese Patent Application Laid-Open No. 2016-). 194340, Japanese Patent Application Laid-Open No. 5-318596).
- the electric fusion joint shown in Patent Document 1 has a joint body made of a thermoplastic resin in which a joint receiving portion into which a pipe body to be connected is inserted is formed at both ends, and an inner peripheral surface side of the joint body. It has a heating wire buried in. Further, a stopper portion is provided on the inner peripheral surface of the joint body so as to project inward to regulate the position of the pipe body.
- the resin on the outer periphery of the insertion port and the inner peripheral portion of the tube body around the heating element are generated. Resin is fused, and the pipe bodies are connected to each other via an electric fusion joint.
- Japanese Patent Application Laid-Open No. 5-318596 discloses an electric fusion joint having a structure in which a heating wire is provided at a stopper portion.
- Microorganisms propagate in the water and chemicals that have accumulated in this way, causing deterioration of water quality, and deterioration of the chemicals causes deterioration of purity. Therefore, in semiconductor manufacturing piping, etc., product yield may deteriorate. ..
- the object of the present disclosure is to provide a connection method and a piping structure capable of suppressing the generation of clevis.
- connection method is a tubular main body having a joint receiving portion into which a pipe containing a thermoplastic resin can be inserted inside, and an inner side of the joint receiving portion. Includes a stopper portion that protrudes inward on the inner surface of the main body so as to regulate the position of the tube end of the tube when the tube is inserted, and a heating wire coated on an insulator arranged in the stopper portion. It is a connection method for connecting an electric fusion joint containing a thermoplastic resin and a pipe, which comprises a heat generating portion, and includes an insertion step, a heating step, and a pressurizing step.
- the pipe is inserted inside the joint receiving portion of the electric fusion joint.
- the heating wire of the heat generating portion is energized.
- an external force is applied to the pipe toward the stopper portion for a predetermined time before the heating step or from the middle of the heating step.
- connection method according to the second disclosure is the connection method according to the first disclosure, and where S is the cross-sectional area of the pipe, 0.15 (MPa) ⁇ S (mm 2 ) or more in the pressurizing step. Start applying external force.
- connection method according to the third disclosure is the connection method according to the second disclosure, and an external force of 0.15 (MPa) ⁇ S (mm 2 ) or more is continuously applied for a predetermined time.
- the piping structure according to the fourth disclosure is a piping structure in which an electric fusion joint and a pipe are fused, and includes a pipe, a tubular portion, a resin portion, and a plurality of heating wires.
- the tube contains a thermoplastic resin.
- the tubular portion has a joint socket in which the tube is inserted and contains a thermoplastic resin.
- the resin portion connects the pipe and the tubular portion, and protrudes inward from the inner surface of the pipe along the circumferential direction.
- the plurality of heating wires are arranged in the resin portion and coated on the insulator. The distance between the heating wires at both ends along the axial direction of the tube is shorter than the product of the number and diameter of the heating wires arranged between both ends.
- the resin portion forms a bead that protrudes inward from the inner surface of the pipe, so that the generation of clevis can be suppressed between the pipe and the electric fusion joint.
- connection method and a piping structure capable of suppressing the generation of clevis.
- connection method and the piping structure using the electric fusion joint that achieves the above object described in the embodiment can be described as the following inventions.
- the position of the tubular main body having a joint receiving portion into which a pipe containing a thermoplastic resin can be inserted and the position of the pipe end of the pipe when the pipe is inserted inside the joint receiving portion is regulated.
- Electricity containing a thermoplastic resin comprising a stopper portion provided on the inner surface of the main body portion so as to project inward, and a heat generating portion arranged on the stopper portion and including a heating wire coated on an insulator.
- An insertion step of inserting the pipe inside the joint receiving portion of the electric fusion joint, and The heating process of energizing the heating wire of the heat generating part and A pressurizing step of continuing to apply an external force to the pipe toward the stopper portion for a predetermined time before the heating step or from the middle of the heating step is provided. Connection method.
- an external force of 0.15 MPa ⁇ S (mm 2 ) or more can be continuously applied for the predetermined time.
- a plurality of heating wires arranged in the resin portion and coated on an insulator are provided. The distance between the heating wires at both ends along the axial direction of the tube is shorter than the product of the number and diameter of the heating wires arranged between the both ends. Piping structure.
- FIG. 53 is a flow chart showing the connection method of the sixth embodiment.
- step S5001 an example of the insertion step
- the resin pipe 4011 and the resin pipe 4012 are inserted into the electric fusion joint 4001.
- the resin pipe 4011 is inserted inside the joint receiving portion 4023 of the electric fusion joint 4001 until the stopper portion 4022 regulates the relative movement of the pipe end 4011a of the resin pipe 4011. ..
- the resin pipe 4012 is inserted inside the joint receiving portion 4024 of the electric fusion joint 4001 until the stopper portion 4022 regulates the relative movement of the pipe end 4012a of the resin pipe 4012.
- FIG. 41 shows a state in which the resin pipe 4011 and the resin pipe 4012 are inserted into the electric fusion joint 4001. It is more preferable to scrape the edge surfaces (opposite surfaces of the stopper portions 4022) of the resin pipes 4011 and 4012 and insert them into the electric fusion joint 4001 before step S5001 because the strength of fusion is improved.
- step S5002 (an example of the arrangement step), as shown in FIGS. 44 and 45, the resin tube 4011 is sandwiched and fixed by the first clamp portion 4210, and the resin tube 4012 is sandwiched by the second clamp portion 4220.
- the resin pipe 4011, the electric fusion joint 4001 and the resin pipe 4012 are arranged on the jig 4200.
- step S5003 an example of the heating process
- the connectors of the electric fusion device are attached to the two pins 4061 of the connector attachment portion 4006 in a pressurized state, and energization is performed for a predetermined time.
- the position of the nut 4242 is adjusted so that the pressing portion 4240 does not apply a load.
- the load by the pressing portion 4240 is set to 0 kg.
- a load meter may be provided on the pressing portion 4240 to perform measurement.
- This energization causes the heating wire 4051 to generate heat, and the stopper portion 4022, the pipe end 4011a of the resin pipe 4011, and the pipe end 4012a of the resin pipe 4012 melt and come into close contact with the stopper portion 4022.
- step S5003 By energizing step S5003, the stopper portion 4022 melts, and at the timing when the resin temperature exceeds 160 degrees, the nut 4242 is moved toward the second clamp portion 4220 side in step S5004 (an example of the pressurizing step). A load is applied to the first clamp portion 4210 by the spring 4241.
- the load applied to the first clamp portion 4210 has a value of S ⁇ 0.15 MPa or more as described above.
- S the cross-sectional area
- a load of 2.1 kg or more is maintained. It is desirable that the load does not change even if the pipe ends 4011a and 4012a melt, but the load may change. It is desirable to continue applying the load while the resin is melting, but it is not necessary to temporarily apply the load.
- the heating wire temperature at the time of energization may be any temperature as long as it melts the main body 4002, and in the case of polyolefin, it is preferably 220 degrees or less.
- step S5005 the heat generation is stopped by stopping the energization of the heating wire 4051.
- step S5006 an example of a cooling step
- the molten resin pipe 4011, the electric fusion joint 4001 and the resin pipe 4012 are cooled for a predetermined time, the resin is solidified, and these are connected and integrated. After stopping the energization of the heating wire 4051, they are naturally cooled. It is preferable that the above-mentioned load of S ⁇ 0.15 MPa or more is secured by the pressing portion 4240 until the energization is stopped in step S5005.
- the load may be applied in the cooling step of step S5006, or the load may be stopped in the middle of step S5006.
- a predetermined bead R which will be described later, is formed, the load may be stopped.
- Example 1 In Example 1 described above in the fifth embodiment, pressurization was started at the same time as the heating step, and a load of 2.1 kg was maintained.
- the pressing portion 4240 did not pressurize, and after the resin temperature exceeded 160 degrees, a load of 2.1 kg was applied to maintain the load of 2.1 kg.
- connection method using the electric fusion joint that achieves the above object described in the embodiment can be described as the following invention.
- the position of the tubular main body having a joint receiving portion into which a pipe containing a thermoplastic resin can be inserted and the position of the pipe end of the pipe when the pipe is inserted inside the joint receiving portion is regulated.
- Electricity containing a thermoplastic resin comprising a stopper portion provided on the inner surface of the main body portion so as to project inward, and a heat generating portion arranged on the stopper portion and including a heating wire coated on an insulator.
- An insertion step of inserting the pipe inside the joint receiving portion of the electric fusion joint, and The heating process of energizing the heating wire of the heat generating part and A pressurizing step of continuing to apply an external force to the pipe toward the stopper portion for a predetermined time from the middle of the heating step is provided. Connection method.
- FIG. 54 is a cross-sectional view showing an electric fusion joint 5001 provided with a thinned continuous portion 5025.
- the electric fusion joint 5001 is fused with the resin pipes 1011 and 1012, the resin expands as shown by M in FIG. 55, and the continuous portion 1025 rises.
- the resin pipes 1011 and 1012 are omitted, and only the state in which the outside of the continuous portion 1025 is raised is shown.
- FIG. 56 (a) A state in which the bead R is uniformly raised and not formed is shown in FIG. 56 (a), and a state in which the bead R is uniformly raised and formed is shown in FIG. 56 (b).
- the resin that rises inward from the inner peripheral surface of the stopper portion 5022 and the resin tube 5011 is indicated by R, and the recess is indicated by Q.
- an indicator may be provided on the outer surface of the continuous portion 1025 as in the electric fusion joint 6001 shown in FIG. 57. good.
- the indicator 6100 is arranged in the recess 1025a formed on the outer surface of the continuous portion 1025.
- the stopper portion 1022 is sufficiently heated (200 degrees or more) and the resin pipes 1011 and 1012 are pushed in in order for the pipe end fusion to be completed normally.
- the resin on the bottom surface of the pipe expands and tries to move to the outside of the joint, and surface pressure is generated, so that the indicator 6100 rises. Only one indicator 6100 may be provided in the circumferential direction, but a plurality of indicators 6100 may be provided.
- the thinned continuous portion 5025 or the indicator 6100 according to the seventh embodiment may be applied to the electric fusion joint according to any one of the above-described first to seventh embodiments.
- the electric fusion joint of the present disclosure has an effect of suppressing the generation of clevis and convex portions on the inner surface, and is useful as, for example, a piping structure for ultrapure water.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Branch Pipes, Bends, And The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
(課題を解決するための手段)
上記目的を達成するために、第1の開示にかかる電気融着継手は、筒状の本体部と、ストッパ部と、第1発熱部と、第2発熱部と、を備える。筒状の本体部は、熱可塑性樹脂を含む管が内側に挿入可能な継手受口部を有する。ストッパ部は、本体部の内面に内側に突出するように設けられ、継手受口部の内側に管が挿入された際に管の管端の挿入位置を規制可能である。第1発熱部は、巻き回されて継手受口部に配置された電熱線を含む。第2発熱部は、隣り合うように巻き回されてストッパ部に配置された電熱線を含む。第1発熱部は、電熱線が隣り合うように巻き回された発熱部分を1つまたは複数有する。第2発熱部における電熱線の隣り合う巻き数は、第2発熱部の隣の発熱部分における電熱線の隣り合う巻き数以下である。
(発明の効果)
本開示によれば、クレビスや、内面における凸部(ももしわ)の発生を抑制することが可能な電気融着継手、および融着方法を提供することができる。
本開示にかかる実施の形態1における電気融着継手1について説明する。
以下に、本実施の形態1aの電気融着継手1について説明する。
(電気融着継手1の概要)
図1は、本開示の実施の形態における電気融着継手1と、電気融着継手1によって接続される樹脂管11(熱可塑性樹脂を含む管の一例)と、樹脂管12(熱可塑性樹脂を含む管の一例)とを示す図である。図1は、配管構造100の分解図ともいえる。配管構造100は、例えば、電気融着継手1と、樹脂管11と、樹脂管12と、を有する。
本体部2は、熱可塑性樹脂で形成されており、図2に示すように、筒状部21と、ストッパ部22と、を有する。筒状部21は、筒状であって、継手受口部23と、継手受口部24と、連設部25と、を有する。継手受口部23の内側には、樹脂管11が挿入される。継手受口部24の内側には、樹脂管12が挿入される。
に好ましい。
ストッパ部22は、円環状部分である。ストッパ部22は、筒状部21の内面21aに周方向Cに沿って突条に全周にわたって形成されている。ストッパ部22も熱可塑性樹脂が含まれ、好ましくは筒状部21で用いられる熱可塑性樹脂と同一の樹脂で形成される。
ストッパ部22は、筒状部21の内面21aから径方向の内側に向かって突出するように形成されている。また、ストッパ部22は、筒状部21の連設部25の径方向Bの内側に配置されている。なお、ストッパ部22は、筒状部21と一つの部材として形成されてもよいし、筒状部21と別部材として形成されてもよい。
第1発熱部3、4は、継手受口部23、24に設けられている。
第2発熱部5は、ストッパ部22に設けられている。第2発熱部5は、電熱線51を有している。電熱線51は、軸線方向Aに沿って周方向Cに巻き回されるようにストッパ部22に設けられている。電熱線51は、本実施の形態では、ストッパ部22にたとえば3周巻き回されている。本実施の形態の第2発熱部5では、隣り合う電熱線51は全て接触している。
コネクタ取付部6は、図2に示すように、2本のピン61を有する。2本のピン61は、筒状部21の外面21dから径方向の外側に向かって突出するように設けられている。2本のピン61のうち一方のピン61は、図2に示すように、筒状部21の端21bの近傍に配置され、他方のピン61は端21cの近傍に配置されている。2本のピン61は、図示していないが、第1発熱部3、4、5の電熱線31、41、51と接続されている。ピン61に、電気融着装置のコネクタが取り付けられ、通電が行われると、電熱線31、41、51が発熱する。
次に、本開示にかかる実施の形態の融着方法を説明する。なお、図4は、本実施の形態の融着方法を説明するためのフロー図である。
次に、本開示にかかる実施の形態1bの電気融着継手101について説明する。
次に、本開示にかかる実施の形態1cの電気融着継手201について説明する。
次に、本開示にかかる実施の形態1dの電気融着継手301について説明する。
以上、本開示の一実施形態について説明したが、本開示は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
上記実施の形態では、第2発熱部5の電熱線51は全てが接触しているが、全部または一部が接触していなくてもよい。
上記実施の形態では、軸線方向Aに沿って視た場合、ストッパ部22の外径は円形状であるが、円に限らなくても良く、多角形状であってもよい。
上記実施の形態では、第1発熱部3、103、203と第1発熱部4、104、204は、ストッパ部22を挟んで左右対称に設けられているが、これに限らなくてもよい。例えば、ストッパ部22を挟んで一方の継手受口部23に発熱部3が設けられ、他方の継手受口部24に発熱部104が設けられていてもよい。
上記実施の形態では、電気融着継手1、101、201の流路はいずれも直線状に形成されているが、流路が曲がっているエルボ継手であってもよい。
上記実施の形態1a~1dでは、第1発熱部3、4、103、104、203、204および第2発熱部5の電熱線31、41、51に同じものを使用しているため、すべての電熱線31、41、51に絶縁皮膜が設けられているが、これに限らなくてもよい。しかしながら、少なくとも電熱線51に絶縁皮膜が設けられているほうが好ましい。これは、樹脂管11および樹脂管12によって加圧される場合があり、電熱線51同士が接触しやすいためである。
上記実施の形態1a~1dでは、樹脂管11の管端11aと樹脂管12の管端12aをストッパ部22に押圧しているが、押圧しなくてもよい。ただし、クレビスの発生を抑制するためには、押圧する方が好ましく、施工時間を短くすることもできる。
上記実施の形態1a、1cでは、第1発熱部3において同じ巻き数(2周、3周)ずつ接触しているが、第1発熱部3において接触している巻き数が異なっていてもよい。第1発熱部4、203、204も同様である。
(実施例)
本実施例1では、上述した実施の形態1aの電気融着継手1が用いられた。樹脂管11および樹脂管12は、25A管であって、肉厚2.9mmのポリエチレン管が用いられた。これら25Aのポリエチレン管を本実施例1の電気融着継手1に挿入し、その後、ポリエチレン管をストッパ部22の方向に押圧しつつ、第1発熱部3、4、5に通電し、ポリエチレン管と電気融着継手の融着が行われた。
その結果を以下の(表1)に示す。
本実施例2では、上述した実施の形態1bの電気融着継手101が用いられた。樹脂管11および樹脂管12は、25A管であって、肉厚2.9mmのポリエチレン管が用いられた。これら25Aのポリエチレン管を本実施例2の電気融着継手101に挿入し、その後、ポリエチレン管をストッパ部22の方向に押圧しつつ、第1発熱部103、104、5に通電し、ポリエチレン管と電気融着継手の融着が行われた。
本実施例3では、上述した実施の形態1cの電気融着継手201が用いられた。樹脂管11および樹脂管12は、25A管であって、肉厚2.9mmのポリエチレン管が用いられた。これら25Aのポリエチレン管を本実施例3の電気融着継手201に挿入し、その後、ポリエチレン管をストッパ部22の方向に押圧しつつ、発熱部203、204、5に通電し、ポリエチレン管と電気融着継手の融着が行われた。
比較例1の電気融着継手11001は、図12に示すように、第1発熱部11003において全ての電熱線31が接触するように8回巻き回されている。また、第1発熱部11004において全ての電熱線41が接触するように8回巻き回されている。それ以外の構成は、実施例1と同様の構成である。電熱線31、41、51の外径を1mmとすると、L=8mmに対し、8本の電熱線が存在することから電熱線密度は1(本/mm)となる。この場合、8回巻き回された電熱線が、第1発熱部11003、11004の発熱部分の一例となり、発熱部分の電熱線の巻き数は、第2発熱部5の電熱線51の巻き数よりも多くなっている。

実施の形態1aの電気融着継手1と、樹脂管11、12を融着させた。
実施の形態1dの電気融着継手301と、樹脂管11、12を融着させた
なお、治具に関しては、後述する実施の形態2の治具を用いて、通電による加熱の開始と同時に加圧を行った。

以下に、本開示にかかる実施の形態2について図面を参照しながら説明する。
(配管構造1100の概要)
図13は、本開示の実施の形態における電気融着継手1001と、電気融着継手1001によって接続される樹脂管1011(熱可塑性樹脂を含む管の一例)と、樹脂管1012(熱可塑性樹脂を含む管の一例)とを示す図である。図13は、配管構造1100の分解図ともいえる。配管構造1100は、例えば、電気融着継手1001と、樹脂管1011と、樹脂管1012と、を有する。
図14は、電気融着継手1001の断面構成を示す図である。
本体部1002は、熱可塑性樹脂で形成されており、図14に示すように、筒状部1021と、ストッパ部1022と、を有する。筒状部1021は、筒状であって、継手受口部1023と、継手受口部1024と、連設部1025と、を有する。継手受口部1023の内側には、樹脂管1011が挿入される。継手受口部1024の内側には、樹脂管1012が挿入される。
ストッパ部1022は、円環状部分である。ストッパ部1022は、筒状部1021の内面1021aに周方向Cに沿って突条に全周にわたって形成されている。ストッパ部1022も熱可塑性樹脂が含まれ、好ましくは筒状部1021で用いられる熱可塑性樹脂と同一の樹脂で形成される。
第1発熱部1003、1004は、継手受口部1023、1024に設けられている。
第2発熱部1005は、ストッパ部1022に設けられている。第2発熱部1005は、電熱線1051を有している。電熱線1051は、軸線方向Aに沿って周方向Cに巻き回されるようにストッパ部1022に設けられている。電熱線1051は、本実施の形態では、ストッパ部1022にたとえば4周巻き回されている。本実施の形態の第2発熱部105では、隣り合う電熱線1051は全て接触している。
コネクタ取付部1006は、図14に示すように、2本のピン1061を有する。2本のピン1061は、筒状部1021の外面1021dから径方向の外側に向かって突出するように設けられている。2本のピン1061のうち一方のピン1061は、図14に示すように、筒状部1021の端1021bの近傍に配置され、他方のピン1061は端1021cの近傍に配置されている。2本のピン1061は、図示していないが、第1発熱部1003、1004の電熱線1031、1041および第2発熱部1005の電熱線1051と接続されている。ピン61に、電気融着装置のコネクタが取り付けられ、通電が行われると、電熱線1031、1041、1051が発熱する。本実施の形態では、電熱線1031、1041、1051は繋がっており、一本の電熱線である。
第1発熱部1003、1004における電熱線1031、1041の配置について説明する。第1発熱部1004は、第1発熱部1003とストッパ部1022を基準に左右対称に設けられている。
次に、本開示にかかる実施の形態の接続方法に用いる治具1200について説明する。治具1200に樹脂管1011、電気融着継手1001および樹脂管1012が配置される。図18は、治具1200を示す図である。図19は、樹脂管1011、電気融着継手1001、および樹脂管1012を治具1200に取り付けた状態を示す図である。図20は、図19の側面図である。
台座1260は、板状の部材である。台座1260は、その上面側に配置された第1クランプ部1210、第2クランプ部1220、軸部1230、押圧部1240、および規制部1250を支持する。
第1クランプ部1210は、樹脂管1011を挟み込んで固定する。第1クランプ部1210は、下側クランプ部1211と、上側クランプ部1212と、ヒンジ部1213と、締結部1214と、軸受け部1215と、を有する。下側クランプ部1211は、上面に半円形状の凹部1211aが形成された部材である。本実施の形態では、下側クランプ部1211は、上面に半円形状の凹部が形成された概略直方体形状の部材である。
上側クランプ部1212と下側クランプ部1211は、それらに形成された凹部1212aおよび凹部1211aで樹脂管1011の外周を挟み込むことができる。樹脂管1011を挟み込んだ状態において凹部1212aと凹部1211aの中心軸は概ね一致する。また、樹脂管1011を挟み込んだ状態において、この中心軸は上述した軸線方向Aと一致する。
第2クランプ部1220は、樹脂管1012を挟み込んで固定する。第2クランプ部1220は、樹脂管1012の中心軸が樹脂管1011の中心軸と一致するように樹脂管1012を固定する。
上側クランプ部1222と下側クランプ部1221は、それらに形成された凹部1222aおよび凹部1221aで樹脂管1012の外周を挟み込むことができる。樹脂管1012を挟み込んだ状態において凹部1222aと凹部1221aの中心軸は概ね一致する。また、樹脂管1012を挟み込んだ状態において、この中心軸は上述した軸線方向Aと一致する。
軸部1230は、台座1260に支持されている。軸部1230は、第1クランプ部1210の凹部1211aおよび凹部1212aの中心軸と平行に配置されている。軸部1230は、第2クランプ部1220の凹部1221aおよび凹部1222aの中心軸と平行に配置されている。また、軸部1230は、第1クランプ部1210に固定された樹脂管1011および第2クランプ部1220に固定された樹脂管1012の中心軸と平行に配置されている。軸部1230は、上述した軸線方向Aに沿って配置されている。
押圧部1240は、第1クランプ部1210を第2クランプ部1220側に向けて軸部1230に沿って押圧する。押圧部1240は、バネ1241と、ナット1242と、を有する。
規制部1250は、第1クランプ部1210が押圧部1240によって第2クランプ部1220側に移動しすぎることを規制する。
次に、上述した治具1200を用いた接続方法について説明する。図21は、本実施の形態の接続方法を示すフロー図である。
本開示にかかる実施の形態の配管構造1100は、例えば超純水の輸送に用いることができる。具体的には、本開示にかかる実施の形態の超純水用の配管構造1100は、超純水製造装置内の配管、超純水製造装置からユースポイントに超純水を輸送する配管、及びユースポイントからの超純水返送用配管等として用いることができる。
本実施の形態の電気融着継手1001では、第2発熱部1005における電熱線1051の隣り合う巻き数は、第2発熱部1005の隣の発熱部分1003a、1004aにおける電熱線1031、1041の隣り合う巻き数以下である。図14に示すように、第2発熱部1005における電熱線1051の巻き数は4周であり、第1発熱部1003、1004の発熱部分1003a、1004aにおける電熱線1031、1041の巻き数は2周である。
以上、本開示の一実施形態について説明したが、本開示は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
上記実施の形態では、第1クランプ部1210に対して荷重を付加する押圧部として、バネ1241およびナット1242が用いられているが、これに限らなくてもよく、モータやシリンダ等であってもよい。また、管端1011a、1011bをストッパ部1022に押し付けることは、第1クランプ部1210への荷重の付加または移動量のいずれによるものであってもよい。
上述した電気融着継手1001、1001´では、電熱線1031および電熱線1041は2周巻き回されているが、3周以上巻き回されていてもよい。また、上記実施の形態では、第1発熱部1003と第1発熱部1004は、ストッパ部1022を挟んで左右対称に設けられているが、左右対称でなくてもよい。また、電熱線1031と電熱線1041は、各々隣と接触しているが、全部または一部が接触していなくてもよい。
上記実施の形態では、軸線方向Aに沿って視た場合、ストッパ部1022の外径は円形状であるが、円に限らなくても良く、多角形状であってもよい。
上記実施の形態では、電気融着継手1001、1001´の流路はいずれも直線状に形成されているが、流路が曲がっているエルボ継手であってもよい。
上記実施の形態では、第1発熱部1003、1004および第2発熱部1005の電熱線1031、1041、1051に同じものを使用しているため、すべての電熱線1031、1041、1051に絶縁皮膜が設けられているが、これに限らなくてもよい。しかしながら、少なくとも電熱線1051には絶縁皮膜が設けられているほうが好ましい。これは、樹脂管1011および樹脂管1012によって加圧されて電熱線1051同士が接触しやすいためである。
上記実施の形態では、第1発熱部1003、1004および第2発熱部1005に通電する前から押圧部1240によって電気融着継手1001に樹脂管1011と樹脂管1012を加圧しているが、通電した後、通電中の途中から加圧を行ってもよい。
(実施例)


実施例11では、実施の形態2の電気融着継手1001に樹脂管1011、1012を融着した。樹脂管1011、1012を電気融着継手1001に融着するときの押し込み力を荷重計によって計測すると2kgfであった。
比較例16では、実施の形態2の電気融着継手1001の第1発熱部1003、1004の各々における電熱線31、41の巻き数を6周に変更した電気融着継手に樹脂管1011、1012を融着した。この電気融着継手に樹脂管1011、1012を融着するときの押し込み力を荷重計によって計測すると5kgfであった。
比較例17では、実施の形態2の電気融着継手1001の第1発熱部1003、1004の各々における電熱線31、41の巻き数を8周に変更した電気融着継手に、樹脂管1011、1012を融着した。この電気融着継手に樹脂管1011、1012を融着するときの押し込み力を荷重計によって計測すると11kgfであった。
比較例18では、実施の形態2の電気融着継手1001の第1発熱部1003、1004の各々における電熱線31、41の巻き数を15周に変更した電気融着継手に、樹脂管1011、1012を融着した。この電気融着継手に樹脂管1011、1012を融着するときの押し込み力を荷重計によって計測すると30kgfであった。

熱可塑性樹脂を含む管が内側に挿入可能な継手受口部を有する筒状の本体部と、
前記本体部の内面に内側に突出するように配置され、前記継手受口部の内側に前記管が挿入された際に前記管の管端の挿入位置を規制するストッパ部と、
前記継手受口部の内側に配置され、絶縁体に被膜された電熱線を有する第1発熱部と、
前記ストッパ部に配置され、絶縁体に被膜された電熱線を有する第2発熱部と、を備え、
前記本体部の軸に沿った方向における前記第1発熱部の前記ストッパ部からの距離をLとし、前記継手受口部の内径をdとすると、
前記管の外径が25mm以下の場合、d/Lは2.5以下に設定され、前記管の外径が32mm以上50mm以下の場合d/Lは3.5以下に設定され、前記管の外径が63mm以上90mm以下の場合d/Lは4.0以下に設定され、前記管の外径が110mm以上160mm以下の場合、d/Lは5.5以下に設定され、前記管の外径が225mm以上の場合、d/Lは6.5以下に設定される、
電気融着継手。
熱可塑性樹脂を含む管が内側に挿入可能な継手受口部を有する筒状の本体部と、
前記本体部の内面に内側に突出するように配置され、前記継手受口部の内側に前記管が挿入された際に前記管の管端の挿入位置を規制するストッパ部と、
前記継手受口部の内側に配置され、絶縁体に被膜された電熱線を有する第1発熱部と、
前記ストッパ部に配置され、絶縁体に被膜された電熱線を有する第2発熱部と、を備え、
前記本体部の軸に沿った方向における前記第1発熱部の前記ストッパ部からの距離をLとすると、
前記距離Lは、ゼロに設定されており、
前記第1発熱部は、前記本体部の軸に沿った方向において前記ストッパ部に隣り合って配置されている、
電気融着継手。
前記第1発熱部は、2周以上巻き回された前記電熱線を有している、
上記(1)または(2)に記載の電気融着継手。
次に、本開示にかかる実施の形態3における電気融着継手の製造方法について説明する。
次に、本開示に係る実施の形態4の電気融着継手3001について説明する。
図32は、本開示の実施の形態における電気融着継手3001と、電気融着継手3001によって接続される樹脂管3011(熱可塑性樹脂を含む管の一例)と、樹脂管3012(熱可塑性樹脂を含む管の一例)とを示す図である。図32は、配管構造3100の分解図ともいえる。配管構造3100は、例えば、電気融着継手3001と、樹脂管3011と、樹脂管3012と、を有する。
本体部3002は、熱可塑性樹脂で形成されており、図33に示すように、筒状部3021と、ストッパ部3022と、を有する。筒状部3021は、筒状であって、継手受口部3023と、継手受口部3024と、連設部3025と、を有する。継手受口部3023の内側には、樹脂管3011が挿入される。継手受口部3024の内側には、樹脂管3012が挿入される。
ストッパ部3022は、円環状部分である。ストッパ部3022は、筒状部3021の内面3021aに周方向Cに沿って突条であり、全周にわたって形成されている。ストッパ部3022も熱可塑性樹脂が含まれ、好ましくは筒状部3021で用いられる熱可塑性樹脂と同一の樹脂で形成される。
図35は、受口発熱部303およびストッパ発熱部3004と、第1コネクタ取付部3005および第2コネクタ取付部3006との接続関係を示す電気融着継手3001の模式図である。図35では、理解を容易にするために、受口発熱部3003における電熱線3031の巻き回しの構成は簡略化されている。
第1コネクタ取付部3005は、図33に示すように、2本のピン3051b、3051c(一対の第1端子の一例)を有する。2本のピン3051b、3051cは、筒状部3021の外面3021dから径方向の外側に向かって突出するように設けられている。2本のピン3051b、3051cのうち一方のピン3051bは、図33に示すように、筒状部3021の端3021bの近傍に配置され、他方のピン3051cは端3021cの近傍に配置されている。
ストッパ発熱部3004は、ストッパ部3022に設けられている。ストッパ発熱部3004は、電熱線3041を有している。電熱線3041は、軸線方向Aに沿って周方向Cに巻き回されるようにストッパ部3022に設けられている。電熱線3041は、本実施の形態では、ストッパ部3022に、たとえば3周巻き回されている。本実施の形態のストッパ発熱部3004では、隣り合う電熱線3041は全て接触している。
第2コネクタ取付部3006は、図33に示すように、2本のピン3061b30、61c(一対の第2端子の一例)を有する。2本のピン3061b、3061cは、筒状部3021の外面3021dから径方向の外側に向かって突出するように設けられている。2本のピン3061b、3061cは、筒状部3021の中央近傍に軸線方向Aに沿って並んで配置されている。
次に、電気融着継手3001に通電を行う電気融着装置3008について説明する。図36は、電気融着装置8によって電気融着継手3001に通電を行っている状態を示す模式図である。
次に、本開示にかかる実施の形態の接続方法を説明する。なお、図37は、本実施の形態の接続方法を説明するためのフロー図である。
実施の形態4の電気融着継手3001に対して以下の変更を行った電気融着継手と、樹脂管11、12を融着させた
・ストッパ発熱部3004における電熱線3041の巻き回し数を4周に変更
・軸線方向Aに沿った受口発熱部3003の発熱部分3003a、300bの数を2に変更し、発熱部分3003a、3003bの各々の電熱線3031の巻き数を4周に変更
また、電気融着継手と樹脂管の接続の際に、ストッパ発熱部3004と受口発熱部3003の加熱を同時に行った。
実施の形態4の電気融着継手3001に対して以下の変更を行った電気融着継手と、樹脂管11、12を融着させた
・ストッパ発熱部3004における電熱線3041の巻き回し数を4周に変更
・軸線方向Aに沿った受口発熱部3003の発熱部分3003a、3003bの数を2に変更し、発熱部分3003a、3003bの各々の電熱線3031の巻き数を4周に変更
電気融着継手と樹脂管の接続は、図37のフロー図に示した手順で行った。

以下に、本開示にかかる実施の形態について図面を参照しながら説明する。
(配管構造4100の概要)
図39は、本開示の実施の形態における電気融着継手4001と、電気融着継手4001によって接続される樹脂管4011(管の一例)と、樹脂管4012(管の一例)とを示す図である。図39は、配管構造4100の分解図ともいえる。配管構造4100は、例えば、電気融着継手4001と、樹脂管4011と、樹脂管4012と、を有する。
図40は、電気融着継手4001の断面構成を示す図である。
本体部4002は、熱可塑性樹脂で形成されており、図40に示すように、筒状部4021と、ストッパ部4022と、を有する。筒状部4021は、筒状であって、継手受口部4023と、継手受口部4024と、連設部4025と、を有する。継手受口部4023の内側には、樹脂管4011が挿入される。継手受口部4024の内側には、樹脂管4012が挿入される。
ストッパ部4022は、円環状部分である。ストッパ部4022は、筒状部4021の内面4021aに周方向Cに沿って突条に全周にわたって形成されている。ストッパ部4022も熱可塑性樹脂が含まれ、好ましくは筒状部4021で用いられる熱可塑性樹脂と同一の樹脂で形成される。
発熱部4005は、ストッパ部4022に設けられている。発熱部4005は、電熱線4051を有している。電熱線4051は、軸線方向Aに沿って周方向Cに巻き回されるようにストッパ部4022に設けられている。電熱線4051は、本実施の形態では、ストッパ部4022にたとえば4周巻き回されている。本実施の形態の発熱部4005では、隣り合う電熱線4051は全て接触している。
コネクタ取付部4006は、図40に示すように、2本のピン4061を有する。2本のピン4061は、筒状部4021の外面4021dから径方向の外側に向かって突出するように設けられている。2本のピン4061のうち一方のピン4061は、図40に示すように、筒状部4021の端4021bの近傍に配置され、他方のピン4061は端4021cの近傍に配置されている。2本のピン4061は、図示していないが、発熱部405の電熱線4051と接続されている。ピン4061に、電気融着装置のコネクタが取り付けられ、通電が行われると、電熱線4051が発熱する。
次に、本開示にかかる実施の形態の接続方法に用いる治具4200について説明する。治具4200に樹脂管4011、電気融着継手4001および樹脂管4012が配置される。図43は、治具4200を示す図である。図44は、樹脂管4011、電気融着継手4001、および樹脂管4012を治具4200に取り付けた状態を示す図である。図45は、図44の側面図である。
台座4260は、板状の部材である。台座4260は、その上面側に配置された第1クランプ部4210、第2クランプ部4220、軸部4230、押圧部4240、および規制部4250を支持する。
第1クランプ部4210は、樹脂管4011を挟み込んで固定する。第1クランプ部4210は、下側クランプ部4211と、上側クランプ部4212と、ヒンジ部4213と、締結部4214と、軸受け部4215と、を有する。下側クランプ部4211は、上面に半円形状の凹部4211aが形成された部材である。本実施の形態では、下側クランプ部4211は、上面に半円形状の凹部が形成された概略直方体形状の部材である。
上側クランプ部4212と下側クランプ部4211は、それらに形成された凹部4212aおよび凹部4211aで樹脂管4011の外周を挟み込むことができる。樹脂管4011を挟み込んだ状態において凹部4212aと凹部4211aの中心軸は概ね一致する。また、樹脂管4011を挟み込んだ状態において、この中心軸は上述した軸線方向Aと一致する。
第2クランプ部4220は、樹脂管4012を挟み込んで固定する。第2クランプ部4220は、樹脂管4012の中心軸が樹脂管4011の中心軸と一致するように樹脂管4012を固定する。
上側クランプ部4222と下側クランプ部4221は、それらに形成された凹部4222aおよび凹部4221aで樹脂管4012の外周を挟み込むことができる。樹脂管4012を挟み込んだ状態において凹部4222aと凹部4221aの中心軸は概ね一致する。また、樹脂管4012を挟み込んだ状態において、この中心軸は上述した軸線方向Aと一致する。
軸部4230は、台座4260に支持されている。軸部4230は、第1クランプ部4210の凹部4211aおよび凹部4212aの中心軸と平行に配置されている。軸部4230は、第2クランプ部4220の凹部4221aおよび凹部4222aの中心軸と平行に配置されている。また、軸部4230は、第1クランプ部4210に固定された樹脂管4011および第2クランプ部4220に固定された樹脂管4012の中心軸と平行に配置されている。軸部4230は、上述した軸線方向Aに沿って配置されている。
押圧部4240は、第1クランプ部4210を第2クランプ部4220側に向けて軸部4230に沿って押圧する。押圧部4240は、バネ4241と、ナット4242と、を有する。
規制部4250は、第1クランプ部4210が押圧部4240によって第2クランプ部4220側に移動しすぎることを規制する。
次に、上述した治具4200を用いた接続方法について説明する。図46は、本実施の形態の接続方法を示すフロー図である。
本開示にかかる実施の形態の配管構造4100は、例えば超純水の輸送に用いることができる。具体的には、本開示にかかる実施の形態の超純水用の配管構造4100は、超純水製造装置内の配管、超純水製造装置からユースポイントに超純水を輸送する配管、及びユースポイントからの超純水返送用配管等として用いることができる。
本実施の形態の接続方法では、ステップS4004(加熱工程の一例)の前またはステップS4004の途中からストッパ部4022に向けて樹脂管4011、4012(管の一例)に外力を加え始め、所定時間の間、外力を加え続けることによって、樹脂管4011、4012が電気融着継手1のストッパ部4022に押し付けられながら融着が進むため、樹脂管4011、4012と電気融着継手4001の間においてクレビスの発生を抑制することができる。なお、所定時間とは、少なくともビードRが形成される時間といえる。
以上、本開示の一実施形態について説明したが、本開示は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
上記実施の形態では、第1クランプ部4210に対して荷重を付加する押圧部として、バネ4241およびナット4242が用いられているが、これに限らなくてもよく、モータやシリンダ等であってもよい。また、管端4011a、4012aをストッパ部4022に押し付けることは、第1クランプ部4210への荷重の付加または移動量のいずれによるものであってもよい。
上記実施の形態では、ストッパ部4022にのみ発熱部4005が設けられているが、継手受口部4023、4024に発熱部4007、4008が設けられていてもよい。図50は、継手受口部4023、4024に発熱部4007、4008が設けられた構成の電気融着継手4001´を示す断面図である。
上記実施の形態では、軸線方向Aに沿って視た場合、ストッパ部4022の外径は円形状であるが、円に限らなくても良く、多角形状であってもよい。
上記実施の形態では、電気融着継手4001、4001´の流路はいずれも直線状に形成されているが、流路が曲がっているエルボ継手であってもよい。
上記実施の形態および(B)では、発熱部4005、4007、4008の電熱線4051、4071、4081に同じものを使用しているため、すべての電熱線4051、4071、4081に絶縁皮膜が設けられているが、これに限らなくてもよい。しかしながら、少なくとも電熱線4051には絶縁皮膜が設けられているほうが好ましい。これは、樹脂管4011および樹脂管4012によって加圧されて電熱線4051同士が接触しやすいためである。
上記実施の形態では、発熱部4005に通電する前から押圧部4240によって電気融着継手4001に樹脂管4011と樹脂管4012を加圧しているが、発熱部4005に通電した後、通電中の途中から加圧を行ってもよい。
(実施例)

熱可塑性樹脂を含む管が内側に挿入可能な継手受口部を有する筒状の本体部と、前記継手受口部の内側に前記管が挿入された際に前記管の管端の位置を規制するように前記本体部の内面に内側に突出して設けられたストッパ部と、前記ストッパ部に配置され、絶縁体に被膜された電熱線を含む発熱部と、を備え、熱可塑性樹脂を含む電気融着継手と、前記管を接続する接続方法であって、
前記電気融着継手の前記継手受口部の内側に前記管を挿入する挿入工程と、
前記発熱部の電熱線に通電する加熱工程と、
前記加熱工程の前、または前記加熱工程の途中から所定時間の間、前記ストッパ部に向けて前記管に外力を加え続ける加圧工程と、を備えた、
接続方法。
前記管の断面積をSとすると、前記加圧工程において、0.15MPa×S(mm2)以上の外力を加え始める、
上記(1)に記載の接続方法。
前記加圧工程において、前記所定時間の間、0.15MPa×S(mm2)以上の外力が加え続けられる、
上記(2)に記載の接続方法。
電気融着継手と管が融着された配管構造であって、
熱可塑性樹脂を含む管と、
前記管が内側に挿入された継手受口部を有し、熱可塑性樹脂を含む筒状部と、
前記管と前記筒状部を接続し、前記管の内面より内側に周方向に沿って突出した樹脂部と、
前記樹脂部に配置され、絶縁体に被膜された複数の電熱線と、を備え、
前記管の軸方向に沿った両端の前記電熱線の間の距離が、前記両端の間に配置された前記電熱線の数と直径の積よりも短い、
配管構造。
次に、本開示に係る実施の形態6の電気融着継手と樹脂管の接続方法について説明する。本実施の形態6の接続方法は、実施の形態5と比べて加圧するタイミングが異なっている。そのため、本相違点を中心に説明する。なお、電気融着継手、樹脂管、治具の構成は実施の形態5と同様であるため、説明を省略する。
本実施の形態5の上述した実施例1では、加熱工程と同時に加圧を開始し、2.1kgの荷重を保持した。

熱可塑性樹脂を含む管が内側に挿入可能な継手受口部を有する筒状の本体部と、前記継手受口部の内側に前記管が挿入された際に前記管の管端の位置を規制するように前記本体部の内面に内側に突出して設けられたストッパ部と、前記ストッパ部に配置され、絶縁体に被膜された電熱線を含む発熱部と、を備え、熱可塑性樹脂を含む電気融着継手と、前記管を接続する接続方法であって、
前記電気融着継手の前記継手受口部の内側に前記管を挿入する挿入工程と、
前記発熱部の電熱線に通電する加熱工程と、
前記加熱工程の途中から所定時間の間、前記ストッパ部に向けて前記管に外力を加え続ける加圧工程と、を備えた、
接続方法。
次に、本開示に係る実施の形態7の電気融着継手5001について説明する。本実施の形態7の電気融着継手5001は、図17に示す電気融着継手1001´と比較して、ストッパ部1022の外側の連設部1025が周方向の全周に亘って薄肉化されている。
2 :本体部
3 :第1発熱部
4 :第1発熱部
5 :第2発熱部
21a :内面
22 :ストッパ部
23 :継手受口部
24 :継手受口部
Claims (14)
- 熱可塑性樹脂を含む管が内側に挿入可能な継手受口部を有する筒状の本体部と、
前記本体部の内面に内側に突出するように設けられ、前記継手受口部の内側に前記管が挿入された際に前記管の管端の挿入位置を規制可能なストッパ部と、
巻き回されて前記継手受口部に配置された電熱線を含む第1発熱部と、
隣り合うように巻き回されて前記ストッパ部に配置された電熱線を含む第2発熱部と、を備え、
前記第1発熱部は、前記電熱線が隣り合うように巻き回された発熱部分を1つまたは複数有し、
前記第2発熱部における前記電熱線の隣り合う巻き数は、前記第2発熱部の隣の前記発熱部分における前記電熱線の隣り合う巻き数以下である、
電気融着継手。 - 前記第1発熱部における電熱線密度が、前記第2発熱部における電熱線密度より小さい、
請求項1に記載の電気融着継手。 - 前記第1発熱部における電熱線密度が、前記第2発熱部における電熱線密度の0.55倍以下である、
請求項2に記載の電気融着継手。 - 前記第1発熱部において、前記管の挿入方向において前記電熱線が所定数巻き回された前記発熱部分ごとに所定間隔が空けられており、
前記第2発熱部における全ての前記電熱線は、隣り合う前記電熱線と接触している、
請求項1または2に記載の電気融着継手。 - 前記第2発熱部は、3巻き以上の電熱線を含む、
請求項1~4のいずれか1項に記載の電気融着継手。 - 前記第1発熱部は、前記発熱部分を1つ有し、
前記発熱部分における隣り合う前記電熱線は、接触しており、
前記第2発熱部における前記電熱線は、接触している、
請求項1に記載の電気融着継手。 - 前記本体部の軸に沿った方向における前記第1発熱部の前記ストッパ部からの距離をLとし、前記継手受口部の内径をdとすると、
前記管の外径が25mm以下の場合、d/Lは2.5以下に設定され、前記管の外径が32mm以上50mm以下の場合d/Lは3.5以下に設定され、前記管の外径が63mm以上90mm以下の場合d/Lは4.0以下に設定され、前記管の外径が110mm以上160mm以下の場合、d/Lは5.5以下に設定され、前記管の外径が225mm以上の場合、d/Lは6.5以下に設定される、
請求項1に記載の電気融着継手。 - 前記本体部の軸に沿った方向における前記第1発熱部の前記ストッパ部からの距離をLとすると、
前記距離Lは、ゼロに設定されており、
前記第1発熱部は、前記本体部の軸に沿った方向において前記ストッパ部に隣り合って配置されている、
請求項1に記載の電気融着継手。 - 前記第1発熱部は、2周以上巻き回された前記電熱線を有している、
請求項7または8に記載の電気融着継手。 - 前記第2発熱部における前記電熱線は、絶縁体に被膜されている、
請求項1~9のいずれか1項に記載の電気融着継手。 - 前記本体部は、前記第2発熱部と、前記第2発熱部の隣の前記発熱部分との間に、内面から外面まで貫通して形成された貫通穴を有する、
請求項1に記載の電気融着継手。 - 請求項1に記載の電気融着継手の製造方法であって、
前記第1発熱部の電熱線と前記第2発熱部の電熱線が繋がっており、
前記第1発熱部の電熱線が配置される段差状に形成された第1配置部と、前記第2発熱部の電熱線を配置する第2配置部と、を備えた巻き線コアに前記電熱線を配置する工程と、
前記電熱線を配置した前記巻き線コアを、前記第2配置部がゲートに対向するように金型内に挿入する工程と、
前記ゲートから樹脂を射出して成形を行う工程と、を備えた、
電気融着継手の製造方法。 - 熱可塑性樹脂を含む管が内側に挿入可能な継手受口部を有する筒状の本体部と、前記継手受口部の内側に前記管が挿入された際に前記管の管端の位置を規制するように前記本体部の内面に内側に突出して設けられたストッパ部と、前記ストッパ部に配置され、絶縁体に被膜された電熱線を含む発熱部と、を備え、熱可塑性樹脂を含む電気融着継手と、前記管を接続する接続方法であって、
前記電気融着継手の前記継手受口部の内側に前記管を挿入する挿入工程と、
前記発熱部の電熱線に通電する加熱工程と、
前記加熱工程において、前記ストッパ部に向けて前記管に外力を加える加圧工程と、を備えた、接続方法。 - 前記加圧工程は、熱可塑性樹脂の温度が160度を超えてから前記管に外力を加え始める、
請求項13に記載の接続方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/794,068 US20230065732A1 (en) | 2020-01-24 | 2021-01-25 | Electrofusion joint and fusion method |
| KR1020227024379A KR102676826B1 (ko) | 2020-01-24 | 2021-01-25 | 전기 융착 조인트 및 융착 방법 |
| JP2021572833A JP7427693B2 (ja) | 2020-01-24 | 2021-01-25 | 電気融着継手および融着方法 |
| CN202180010503.5A CN115003947B (zh) | 2020-01-24 | 2021-01-25 | 电熔接接头以及熔接方法 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020010025 | 2020-01-24 | ||
| JP2020-010025 | 2020-01-24 | ||
| JP2020219396 | 2020-12-28 | ||
| JP2020-219395 | 2020-12-28 | ||
| JP2020-219396 | 2020-12-28 | ||
| JP2020219395 | 2020-12-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021149832A1 true WO2021149832A1 (ja) | 2021-07-29 |
Family
ID=76993026
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/002489 WO2021149832A1 (ja) | 2020-01-24 | 2021-01-25 | 電気融着継手および融着方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230065732A1 (ja) |
| JP (1) | JP7427693B2 (ja) |
| KR (1) | KR102676826B1 (ja) |
| CN (1) | CN115003947B (ja) |
| TW (1) | TW202138167A (ja) |
| WO (1) | WO2021149832A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115366329A (zh) * | 2022-08-19 | 2022-11-22 | 山东东宏管业股份有限公司 | 一种用于改进电熔管件焊接强度的生产装置及方法 |
| IT202100029234A1 (it) * | 2021-11-18 | 2023-05-18 | Ritmo Spa | Apparecchiatura ausiliaria per la saldatura di condotte di acqua, gas ed altri fluidi |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0260730A (ja) * | 1988-08-26 | 1990-03-01 | Hitachi Cable Ltd | プラスチック管の接続部およびその接続方法 |
| JPH05157190A (ja) * | 1991-12-04 | 1993-06-22 | Sekisui Chem Co Ltd | 電気融着継手の製造方法 |
| JPH05318596A (ja) * | 1992-05-27 | 1993-12-03 | Sekisui Chem Co Ltd | 熱可塑性樹脂管と電気融着継手の接合方法 |
| JPH0791583A (ja) * | 1993-09-28 | 1995-04-04 | Sekisui Chem Co Ltd | 融着継手及び融着継手と管の接合方法 |
| JPH07151289A (ja) * | 1993-11-30 | 1995-06-13 | Mitsubishi Plastics Ind Ltd | 電気融着継手 |
| JPH0852805A (ja) * | 1994-06-27 | 1996-02-27 | Agru Alois Gruber Gmbh | プラスチック管の溶接方法およびこれに使用するソケット |
| JPH1151279A (ja) * | 1997-07-30 | 1999-02-26 | Sekisui Chem Co Ltd | 管継ぎ手 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11141787A (ja) * | 1997-11-12 | 1999-05-28 | Sekisui Chem Co Ltd | 熱可塑性樹脂製複層管用電気融着継手 |
| IT244388Y1 (it) * | 1998-11-23 | 2002-03-11 | Nupi S P A | Raccordi per tubi a doppia parete |
| JP2001193890A (ja) * | 2000-01-11 | 2001-07-17 | Nkk Corp | 電気融着継手 |
| JP4326158B2 (ja) * | 2001-02-08 | 2009-09-02 | 三井化学産資株式会社 | 電気融着サドル系継手 |
| CN201154546Y (zh) * | 2007-09-07 | 2008-11-26 | 三井化学产资株式会社 | 电熔接接头 |
| JP2016194340A (ja) | 2015-03-31 | 2016-11-17 | 積水化学工業株式会社 | 電気融着継手 |
| JP7311962B2 (ja) | 2018-12-06 | 2023-07-20 | 積水化学工業株式会社 | 電気融着継手、プラント用配管、および融着方法 |
-
2021
- 2021-01-25 WO PCT/JP2021/002489 patent/WO2021149832A1/ja active Application Filing
- 2021-01-25 KR KR1020227024379A patent/KR102676826B1/ko active IP Right Grant
- 2021-01-25 JP JP2021572833A patent/JP7427693B2/ja active Active
- 2021-01-25 CN CN202180010503.5A patent/CN115003947B/zh active Active
- 2021-01-25 US US17/794,068 patent/US20230065732A1/en active Pending
- 2021-01-25 TW TW110102749A patent/TW202138167A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0260730A (ja) * | 1988-08-26 | 1990-03-01 | Hitachi Cable Ltd | プラスチック管の接続部およびその接続方法 |
| JPH05157190A (ja) * | 1991-12-04 | 1993-06-22 | Sekisui Chem Co Ltd | 電気融着継手の製造方法 |
| JPH05318596A (ja) * | 1992-05-27 | 1993-12-03 | Sekisui Chem Co Ltd | 熱可塑性樹脂管と電気融着継手の接合方法 |
| JPH0791583A (ja) * | 1993-09-28 | 1995-04-04 | Sekisui Chem Co Ltd | 融着継手及び融着継手と管の接合方法 |
| JPH07151289A (ja) * | 1993-11-30 | 1995-06-13 | Mitsubishi Plastics Ind Ltd | 電気融着継手 |
| JPH0852805A (ja) * | 1994-06-27 | 1996-02-27 | Agru Alois Gruber Gmbh | プラスチック管の溶接方法およびこれに使用するソケット |
| JPH1151279A (ja) * | 1997-07-30 | 1999-02-26 | Sekisui Chem Co Ltd | 管継ぎ手 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202100029234A1 (it) * | 2021-11-18 | 2023-05-18 | Ritmo Spa | Apparecchiatura ausiliaria per la saldatura di condotte di acqua, gas ed altri fluidi |
| CN115366329A (zh) * | 2022-08-19 | 2022-11-22 | 山东东宏管业股份有限公司 | 一种用于改进电熔管件焊接强度的生产装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7427693B2 (ja) | 2024-02-05 |
| CN115003947A (zh) | 2022-09-02 |
| CN115003947B (zh) | 2024-03-22 |
| JPWO2021149832A1 (ja) | 2021-07-29 |
| KR102676826B1 (ko) | 2024-06-20 |
| TW202138167A (zh) | 2021-10-16 |
| KR20220115615A (ko) | 2022-08-17 |
| US20230065732A1 (en) | 2023-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021149832A1 (ja) | 電気融着継手および融着方法 | |
| US5466916A (en) | Method and apparatus for joint resin pipes using high-frequency electric induction heating | |
| JP7203046B2 (ja) | 高圧タンク用ライナの製造方法 | |
| EP0454823B1 (en) | Method of joining hollow plastics members by fusion | |
| JP2010216512A (ja) | エレクトロフュージョン継手 | |
| JP2005125757A (ja) | チューブ樹脂継手の製造方法及びその製造方法により製造されたチューブ樹脂継手 | |
| CN111347682B (zh) | 一种pe管电熔焊接方法 | |
| JP4843340B2 (ja) | チューブ材の接合構造、チューブ材の接合方法、および管端部切断方法 | |
| KR101017986B1 (ko) | 전도성 플라스틱 실린더를 이용한 전기융착용 배관장치 | |
| WO2017072886A1 (ja) | 樹脂製配管部材、樹脂製管継手及び、配管の製造方法 | |
| JP2008267434A (ja) | 電気融着式継手 | |
| JP2023174497A (ja) | 融着方法、融着システムおよび融着装置 | |
| KR100746980B1 (ko) | 나사산에 의한 가압구조를 가진 전기융착용 배관장치 | |
| KR102226077B1 (ko) | 복합융착식 pe밸브 및 이를 위한 융착기 | |
| JPH11280978A (ja) | 電気融着継手 | |
| JP2022175112A (ja) | 電気融着継手 | |
| JP2023176039A (ja) | 電気融着継手 | |
| CN206254514U (zh) | 一种中轴熔接装置 | |
| JP2002317894A (ja) | 電気溶着継手 | |
| JP4376393B2 (ja) | 樹脂管・継手の接合品の良否判定方法、良否判定装置及び樹脂管・継手の接合品の製造装置 | |
| JPH04370494A (ja) | 水道用ポリエチレン管の継合方法 | |
| JP4000541B2 (ja) | 電気融着継手及びその製造方法 | |
| JP2022157054A (ja) | 電気融着継手 | |
| JPH06281078A (ja) | 電気融着継手及びその融着方法 | |
| JP2007255483A (ja) | 角度自在型管継手及びこの管継手の曲げ加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21745118 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021572833 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227024379 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21745118 Country of ref document: EP Kind code of ref document: A1 |