WO2021010284A1 - 処理装置及び処理方法 - Google Patents
処理装置及び処理方法 Download PDFInfo
- Publication number
- WO2021010284A1 WO2021010284A1 PCT/JP2020/026878 JP2020026878W WO2021010284A1 WO 2021010284 A1 WO2021010284 A1 WO 2021010284A1 JP 2020026878 W JP2020026878 W JP 2020026878W WO 2021010284 A1 WO2021010284 A1 WO 2021010284A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- internal surface
- surface modification
- layer
- processing
- modified
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/53—Working by transmitting the laser beam through or within the workpiece for modifying or reforming the material inside the workpiece, e.g. for producing break initiation cracks
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0428—Apparatus for mechanical treatment or grinding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
- B23K26/402—Removing material taking account of the properties of the material involved involving non-metallic material, e.g. isolators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P34/00—Irradiation with electromagnetic or particle radiation of wafers, substrates or parts of devices
- H10P34/40—Irradiation with electromagnetic or particle radiation of wafers, substrates or parts of devices with high-energy radiation
- H10P34/42—Irradiation with electromagnetic or particle radiation of wafers, substrates or parts of devices with high-energy radiation with electromagnetic radiation, e.g. laser annealing
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P90/00—Preparation of wafers not covered by a single main group of this subclass, e.g. wafer reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
- B23K2103/56—Inorganic materials other than metals or composite materials being semiconducting
Definitions
- This disclosure relates to a processing apparatus and a processing method.
- Patent Document 1 discloses a processing method for laminated wafers. According to Patent Document 1, a modified surface forming step for forming a modified surface inside a laminated wafer and a separation step for separating a part of the first wafer from the laminated wafer with the modified surface as a boundary are provided. I have.
- the technology according to the present disclosure improves the efficiency of the separation process of the object to be processed.
- One aspect of the present disclosure is a processing device that processes a processing target, and has a holding portion that holds the processing target and a plurality of processing devices that are irradiated with a laser beam to the inside of the processing target along the plane direction.
- a modified portion that forms a condensing point, a moving mechanism that moves the holding portion and the modified portion in a relatively horizontal direction, and a rotating mechanism that rotates the holding portion and the modified portion relatively.
- a control unit that controls the formation operation of the condensing point with respect to the processing target body is provided, and the control unit includes the processing target body held by the holding unit with respect to the reforming unit by the rotation mechanism.
- the modified portion While rotating relative to each other, the modified portion periodically irradiates the inside of the processing object with a laser beam, and the moving mechanism causes the modified portion to be relative to the holding portion in the radial direction.
- the collection is simultaneously formed at different positions in the surface direction of the processing object based on the relative rotation speed of the processing object and the irradiation pitch of the laser beam when the condensing point is formed by moving the processing object. Control the number and arrangement of light spots.
- the efficiency of the separation processing of the processing target is improved.
- a laser is formed inside a semiconductor wafer (hereinafter referred to as a wafer) such as a circular substrate in which devices such as a plurality of electronic circuits are formed on the surface.
- the wafer is thinned by irradiating light to form a modified layer and separating the wafer from the modified layer as a base point.
- the wafer on the front surface side on which the device is formed may be referred to as a "first separation wafer” and the back surface side may be referred to as a "second separation wafer”.
- the laser beam emitted from the laser beam irradiation mechanism is focused on one point inside the first wafer, and the modified surface is focused on the focused point.
- Form single focus processing
- the productivity (tact) of the reformer forming the reformer is increased. descend. That is, since the reformed layers are formed one by one, it takes time to form the reformed layers and the throughput in the reforming apparatus is lowered, so that there is room for improvement in the formation of the reformed layers.
- FIG. 1 is a plan view schematically showing an outline of the configuration of the wafer processing system 1.
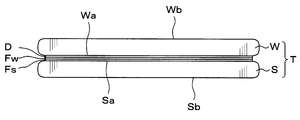
- the processing wafer W is separated and thinned.
- the surface on the side bonded to the support wafer S is referred to as a front surface Wa
- the surface opposite to the front surface Wa is referred to as a back surface Wb.
- the surface on the side joined to the processed wafer W is referred to as the front surface Sa
- the surface on the side opposite to the front surface Sa is referred to as the back surface Sb.
- the processed wafer W corresponds to the processed object in the present disclosure.
- the processed wafer W is, for example, a semiconductor wafer such as a silicon wafer having a disk shape, and a device layer D including a device such as a plurality of electronic circuits is formed on the surface Wa. Further, an oxide film Fw, for example, a SiO 2 film (TEOS film) is further formed on the device layer D.
- the processed wafer W constitutes the wafer as the separation target described above.
- the support wafer S is a wafer that supports the processed wafer W.
- An oxide film Fs for example, a SiO 2 film (TEOS film) is formed on the surface Sa of the support wafer S.
- TEOS film SiO 2 film
- a device layer (not shown) is formed on the surface Sa as in the processing wafer W.
- the device layer D and the oxide films Fw and Fs may be omitted in order to avoid the complexity of the illustration.
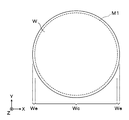
- Trim processing is performed.
- the peripheral edge modified layer M1 is formed by irradiating the boundary between the peripheral edge portion We and the central portion Wc as a removal target with a laser beam, and the peripheral edge modified layer M1 is formed. This is done by peeling the peripheral edge We from the base point.
- the peripheral edge portion We removed by the edge trim is, for example, in the range of 1 mm to 5 mm in the radial direction from the outer end portion of the processed wafer W. The method of edge trim processing will be described later.
- an unbonded region Ae for appropriately performing edge trim is formed at the interface between the processed wafer W and the support wafer S in the portion corresponding to the peripheral edge portion We as the removal target in the edge trim.
- a bonding region Ac in which the processing wafer W and the supporting wafer S are bonded and a bonding between the processing wafer W and the supporting wafer S are performed. It forms an unbonded region Ae with reduced strength. It is preferable that the outer end portion of the joint region Ac is located slightly radially outward from the inner end portion of the peripheral edge portion We to be removed.
- the unbonded region Ae may be formed, for example, before joining. Specifically, the bonding interface of the processed wafer W before bonding is reduced in bonding strength by removing it by polishing or wet etching, modifying it by irradiating it with a laser beam, or making it hydrophobic by applying a hydrophobic material. An unbonded region Ae can be formed.
- the "bonding interface" on which the unbonded region Ae is formed refers to a portion of the processed wafer W that forms an interface that is actually bonded to the support wafer S.
- the unbonded region Ae may be formed after joining, for example. Specifically, it is formed by irradiating the interface at the peripheral portion We of the processed wafer W after bonding with a laser beam to reduce the bonding strength of the support wafer S with respect to the surface Sa. If the unbonded region Ae can appropriately reduce the bonding force between the processed wafer W and the supporting wafer S at the peripheral edge of the processed wafer W, the unbonded region is near the bonding interface between the processed wafer W and the supporting wafer S. Can be formed in any position of. That is, the "near the bonding interface" according to the present embodiment includes the inside of the processed wafer W, the inside of the device layer D, the inside of the oxide film Fw, and the like.
- the wafer processing system 1 has a configuration in which the loading / unloading station 2 and the processing station 3 are integrally connected.
- the carry-in / out station 2 carries in / out a cassette Ct capable of accommodating a plurality of polymerized wafers T with, for example, the outside.
- the processing station 3 is provided with various processing devices for processing the polymerized wafer T.
- the loading / unloading station 2 is provided with a cassette mounting stand 10.
- a cassette mounting stand 10 In the illustrated example, a plurality of, for example, three cassettes Ct can be freely mounted in a row on the cassette mounting table 10 in the Y-axis direction.
- the number of cassettes Ct mounted on the cassette mounting table 10 is not limited to this embodiment and can be arbitrarily determined.
- the loading / unloading station 2 is provided with a wafer transfer device 20 adjacent to the cassette mounting table 10 on the X-axis negative direction side of the cassette mounting table 10.
- the wafer transfer device 20 is configured to be movable on a transfer path 21 extending in the Y-axis direction. Further, the wafer transfer device 20 has, for example, two transfer arms 22 and 22 that hold and transfer the polymerized wafer T.
- Each transport arm 22 is configured to be movable in the horizontal direction, the vertical direction, the horizontal axis, and the vertical axis.
- the configuration of the transport arm 22 is not limited to this embodiment, and any configuration can be adopted.
- the wafer transfer device 20 is configured to be able to transfer the polymerized wafer T to the cassette Ct of the cassette mounting table 10 and the transition device 30 described later.
- the loading / unloading station 2 is provided with a transition device 30 for delivering the polymerized wafer T adjacent to the wafer transfer device 20 on the X-axis negative direction side of the wafer transfer device 20.
- the processing station 3 is provided with, for example, three processing blocks G1 to G3.
- the first processing block G1, the second processing block G2, and the third processing block G3 are arranged side by side in this order from the X-axis positive direction side (import / export station 2 side) to the negative direction side.
- the first processing block G1 is provided with an etching device 40, a cleaning device 41, and a wafer transfer device 50.
- the etching apparatus 40 and the cleaning apparatus 41 are arranged in a laminated manner.
- the number and arrangement of the etching apparatus 40 and the cleaning apparatus 41 are not limited to this.
- the etching apparatus 40 and the cleaning apparatus 41 may be placed side by side in the X-axis direction. Further, the etching apparatus 40 and the cleaning apparatus 41 may be laminated respectively.
- the etching apparatus 40 etches the separated surface of the processed wafer W ground by the processing apparatus 80 described later.
- a chemical solution etching solution
- the separation surface is wet-etched.
- the chemical solution for example, HF, HNO 3 , H 3 PO 4 , TMAH, Choline, KOH and the like are used.
- the cleaning device 41 cleans the separation surface of the processed wafer W ground by the processing device 80 described later. For example, a brush is brought into contact with the separation surface to scrub clean the separation surface. A pressurized cleaning liquid may be used for cleaning the separation surface. Further, the cleaning device 41 may have a configuration for cleaning the back surface Sb of the support wafer S together with the separation surface of the processing wafer W.
- the wafer transfer device 50 is arranged, for example, on the Y-axis negative direction side of the etching device 40 and the cleaning device 41.
- the wafer transfer device 50 has, for example, two transfer arms 51, 51 that hold and transfer the polymerized wafer T.
- Each transport arm 51 is configured to be movable in the horizontal direction, the vertical direction, the horizontal axis, and the vertical axis.
- the configuration of the transport arm 51 is not limited to this embodiment, and any configuration can be adopted.
- the wafer transfer device 50 is configured to be able to transfer the polymerized wafer T to the transition device 30, the etching device 40, the cleaning device 41, and the reforming device 60 described later.
- the reformer 60 and the wafer transfer device 70 are provided in the second processing block G2.
- the number and arrangement of the reforming devices 60 are not limited to this embodiment, and a plurality of reforming devices 60 may be stacked and arranged.
- the reformer 60 irradiates the inside of the processed wafer W with laser light to form an unbonded region Ae, a peripheral reforming layer M1, an internal surface reforming layer M2, and a central reforming layer M3.
- the detailed configuration of the reformer 60 will be described later.
- the wafer transfer device 70 is arranged, for example, on the Y-axis positive direction side of the reformer 60.
- the wafer transfer device 70 has, for example, two transfer arms 71 and 71 that hold and transfer the polymerized wafer T.
- Each transport arm 71 is supported by an articulated arm member 72, and is configured to be movable in the horizontal direction, the vertical direction, the horizontal axis, and the vertical axis.
- the configuration of the transport arm 71 is not limited to this embodiment, and any configuration can be adopted.
- the wafer transfer device 70 is configured to be able to transfer the polymerized wafer T to the cleaning device 41, the reforming device 60, and the processing device 80 described later.
- the processing device 80 is provided in the third processing block G3.
- the number and arrangement of the processing devices 80 are not limited to this embodiment, and a plurality of processing devices 80 may be arbitrarily arranged.
- the processing device 80 has a rotary table 81.
- the rotary table 81 is rotatably configured around a vertical rotation center line 82 by a rotation mechanism (not shown).
- Two chucks 83 for sucking and holding the polymerized wafer T are provided on the rotary table 81.
- the chucks 83 are evenly arranged on the same circumference as the rotary table 81.
- the two chucks 83 can be moved to the delivery position 80a and the processing position 80b by rotating the rotary table 81.
- each of the two chucks 83 is configured to be rotatable around a vertical axis by a rotation mechanism (not shown).
- a grinding unit 84 is arranged at the processing position 80b to grind the processed wafer W.
- the grinding unit 84 has a grinding unit 85 having an annular shape and a rotatable grinding wheel (not shown). Further, the grinding portion 85 is configured to be movable in the vertical direction along the support column 86. Then, with the processed wafer W held by the chuck 83 in contact with the grinding wheel, the chuck 83 and the grinding wheel are rotated, respectively.
- the above wafer processing system 1 is provided with a control device 90 as a control unit.
- the control device 90 is, for example, a computer equipped with a CPU, a memory, or the like, and has a program storage unit (not shown).
- the program storage unit stores a program that controls the processing of the processing wafer W in the wafer processing system 1. Further, the program storage unit also stores a program for controlling the operation of the drive system of the above-mentioned various processing devices and transfer devices to realize the wafer processing described later in the wafer processing system 1.
- the program may be recorded on a computer-readable storage medium H and may be installed on the control device 90 from the storage medium H.
- control devices for independently controlling the various processing devices.
- 4 and 5 are a plan view and a side view showing an outline of the configuration of the reformer 60, respectively.
- the reformer 60 has a chuck 100 as a holding portion that holds the polymerized wafer T on the upper surface.
- the chuck 100 attracts and holds the back surface Sb of the support wafer S in a state where the processing wafer W is on the upper side and the support wafer S is arranged on the lower side.
- the chuck 100 is supported by the slider table 102 via an air bearing 101.
- a rotation mechanism 103 is provided on the lower surface side of the slider table 102.
- the rotation mechanism 103 has, for example, a built-in motor as a drive source.
- the chuck 100 is rotatably configured around a vertical axis by a rotation mechanism 103 via an air bearing 101.
- the slider table 102 is configured to be movable along a rail 105 provided on the base 106 and extending in the Y-axis direction via a moving mechanism 104 as a holding portion moving mechanism provided on the lower surface side thereof.
- the drive source of the moving mechanism 104 is not particularly limited, but for example, a linear motor is used.
- a laser head 110 as a reforming portion is provided above the chuck 100.
- the laser head 110 has a lens 111.
- the lens 111 is a tubular member provided on the lower surface of the laser head 110, and irradiates the processed wafer W held by the chuck 100 with laser light.
- the laser head 110 further has a spatial light modulator (not shown).
- Spatial light modulators modulate and output laser light.
- the spatial light modulator can control the focal position and phase of the laser beam, and can adjust the shape and number (number of branches) of the laser beam irradiated to the processing wafer W.
- the spatial light modulator for example, LCOS (Liquid Crystal on Silicon) is selected.
- the laser light emitted from the laser head 110 is switched by the spatial light modulator, and the laser light L is kept within the irradiation range determined by the size of the lens 111. Its shape and number are adjusted. Specifically, condensing points are simultaneously formed at a plurality of locations inside the processed wafer W, and a plurality of internal surface modification layers M2 are simultaneously formed (multifocal processing). The number of condensing points formed at the same time can be arbitrarily set according to the output of the laser beam and the energy required for forming the modified layer.
- the "irradiable range" of the laser beam L is a range in which the laser beam L can be irradiated at one time via the spatial light modulator among the surfaces of the processed wafer W to be irradiated with the laser beam L, in other words. Then, it means a limit range in which the laser beam L can be irradiated by bending by the lens 111.
- the maximum number of focusing points that can be simultaneously formed by the spatial light modulator is four, and the irradiation range of the laser beam L is a range of 150 ⁇ m square.
- the laser head 110 is a high-frequency pulsed laser beam oscillated from a laser beam oscillator (not shown), and emits a laser beam having a wavelength that is transparent to the processing wafer W inside the processing wafer W.
- the light is focused and irradiated at a predetermined position.
- the portion of the treated wafer W where the laser light is focused is modified to form the unbonded region Ae, the peripheral modification layer M1, the inner surface modification layer M2, and the central modification layer M3.
- the unbonded region Ae, the peripheral modified layer M1, the inner surface modified layer M2, and the central modified layer M3 are formed by a common laser head 110.
- they may be formed by different laser heads.
- the laser head may be used properly depending on the type of laser light to be irradiated.
- the laser head 110 is supported by the support member 112.
- the laser head 110 is configured to be vertically elevated by an elevating mechanism 114 along a rail 113 extending in the vertical direction. Further, the laser head 110 is configured to be movable in the Y-axis direction by a moving mechanism 115 as a reforming portion moving mechanism.
- the elevating mechanism 114 and the moving mechanism 115 are each supported by the support pillar 116.
- a macro camera 120 and a micro camera 121 are provided above the chuck 100 and on the Y-axis positive direction side of the laser head 110.
- the macro camera 120 and the micro camera 121 are integrally configured, and the macro camera 120 is arranged on the Y-axis positive direction side of the micro camera 121.
- the macro camera 120 and the micro camera 121 are configured to be vertically movable by the elevating mechanism 122, and further configured to be movable in the Y-axis direction by the moving mechanism 123.
- the macro camera 120 captures an image of the outer end of the processed wafer W (polymerized wafer T).
- the macro camera 120 includes, for example, a coaxial lens, irradiates visible light, for example, red light, and further receives reflected light from an object.
- the imaging magnification of the macro camera 120 is 2 times.
- the image captured by the macro camera 120 is output to the control device 90.
- the control device 90 calculates the first eccentricity amount of the center of the chuck 100 and the center of the processing wafer W from the image captured by the macro camera 120.
- the micro camera 121 images the peripheral edge of the processed wafer W and images the boundary between the bonded region Ac and the unbonded region Ae.
- the microcamera 121 includes, for example, a coaxial lens, irradiates infrared light (IR light), and further receives reflected light from an object.
- IR light infrared light
- the imaging magnification of the micro camera 121 is 10 times, the field of view is about 1/5 of that of the macro camera 120, and the pixel size is about 1/5 of that of the macro camera 120.
- the image captured by the micro camera 121 is output to the control device 90.
- the control device 90 calculates the second eccentricity amount between the center of the chuck 100 and the center of the junction region Ac from the image captured by the micro camera 121. Further, the control device 90 moves the chuck 100 or the laser head 110 so that the center of the chuck 100 and the center of the junction region Ac coincide with each other based on the second eccentricity amount.
- the control for moving the chuck 100 or the laser head 110 may be referred to as eccentricity correction.
- FIG. 6 is a flow chart showing a main process of wafer processing.
- FIG. 7 is an explanatory diagram of a main process of wafer processing.
- the processing wafer W and the support wafer S are bonded to each other in an external bonding device (not shown) of the wafer processing system 1 to form a polymerized wafer T in advance.
- the unbonded region Ae described above may be formed in advance on the polymerization wafer T carried into the wafer processing system 1, but in the following description, when the unbonded region Ae is formed in the reformer 60. Will be explained as an example.
- the cassette Ct containing a plurality of the polymerization wafers T shown in FIG. 7A is placed on the cassette mounting table 10 of the loading / unloading station 2.
- the polymerized wafer T in the cassette Ct is taken out by the wafer transfer device 20 and transferred to the transition device 30.
- the wafer transfer device 50 takes out the polymerized wafer T of the transition device 30 and transfers it to the reformer 60.
- the reformer 60 first, an unbonded region Ae is formed as shown in FIG. 7 (b) (step A1 in FIG. 6).
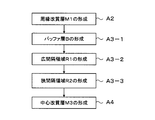
- the peripheral modification layer M1 is formed inside the processed wafer W as shown in FIG. 7C (step A2 in FIG. 6), and the internal surface modification layer M2 is formed as shown in FIG. 7D. It is formed (step A3 in FIG. 6), and a central modified layer M3 is further formed (step A4 in FIG. 6).
- the peripheral edge modification layer M1 serves as a base point when the peripheral edge portion We is removed in the edge trim.
- the internal surface modification layer M2 serves as a base point for separating the processed wafer W.
- the central reforming layer M3 controls the growth of cracks in the central portion of the processed wafer W and serves as a starting point for separation in the central portion of the processed wafer W.
- the polymerized wafer T is carried into the reformer 60 by the wafer transfer device 50 and held by the chuck 100.
- the chuck 100 is moved to the formation position of the unbonded region Ae.
- the unbonded region Ae is formed at a position where the laser head 110 can irradiate the peripheral portion We of the processing wafer W with the laser beam.
- the unbonded region Ae is formed by irradiating the laser beam L (for example, CO 2 laser) from the laser head 110 while rotating the chuck 100 in the circumferential direction (step A1 in FIG. 6).
- the unbonded region Ae can be formed at an arbitrary position near the bonding interface as long as the bonding strength between the processed wafer W and the supporting wafer S can be reduced.
- the unbonded region Ae is formed eccentrically with respect to the processed wafer W. That is, the centers of the processed wafer W and the unbonded region Ae (bonded region Ac) do not match.
- the macro alignment position is a position where the macro camera 120 can image the outer end portion of the processing wafer W.
- the macro camera 120 captures an image of the outer end portion of the processed wafer W at 360 degrees in the circumferential direction.
- the captured image is output from the macro camera 120 to the control device 90.
- the control device 90 calculates the first eccentricity amount of the center of the chuck 100 and the center of the processing wafer W from the image of the macro camera 120. Further, the control device 90 calculates the movement amount of the chuck 100 so as to correct the Y-axis component of the first eccentric amount based on the first eccentric amount.
- the chuck 100 moves in the Y-axis direction based on the calculated movement amount, and moves the chuck 100 to the micro-alignment position.
- the micro-alignment position is a position where the micro camera 121 can image the peripheral edge of the processing wafer W.
- the field of view of the micro camera 121 is as small as about 1/5 of that of the macro camera 120.
- the peripheral edge of the processing wafer W is the micro camera. It may not fit in the angle of view of 121 and cannot be imaged by the micro camera 121. Therefore, it can be said that the correction of the Y-axis component based on the first eccentricity amount is for moving the chuck 100 to the micro-alignment position.
- the boundary between the bonded region Ac and the unbonded region Ae at 360 degrees in the circumferential direction of the processed wafer W is imaged by the micro camera 121.
- the captured image is output from the micro camera 121 to the control device 90.
- the control device 90 calculates the second eccentricity between the center of the chuck 100 and the center of the junction region Ac from the image of the micro camera 121. Further, the control device 90 determines the position of the chuck 100 with respect to the peripheral modification layer M1 so that the center of the bonding region Ac and the center of the chuck 100 coincide with each other based on the second eccentricity amount.
- the modification position is a position where the laser head 110 irradiates the processed wafer W with laser light to form the peripheral modification layer M1.
- the modification position is the same as the micro-alignment position.
- a laser beam L (for example, a YAG laser) is irradiated from the laser head 110 to form a peripheral modification layer M1 at the boundary between the peripheral portion We and the central portion Wc of the processed wafer W.
- a laser beam L for example, a YAG laser
- Step A2 in FIG. 6 a laser beam L (for example, a YAG laser) is irradiated from the laser head 110 to form a peripheral modification layer M1 at the boundary between the peripheral portion We and the central portion Wc of the processed wafer W.
- the lower end of the peripheral modification layer M1 formed by the laser beam L is located above the surface of the processed wafer W after separation after the final finishing process. That is, the formation position is adjusted so that the peripheral modification layer M1 does not remain on the first separation wafer W1 after separation (more specifically, after the grinding process described later).
- step A2 the chuck 100 is rotated by the rotating mechanism 103 and the moving mechanism 104 so that the center of the joining region Ac and the center of the chuck 100 coincide with the position of the chuck 100 determined by the control device 90.
- the chuck 100 is moved in the Y-axis direction (eccentricity correction). At this time, the rotation of the chuck 100 and the movement in the Y-axis direction are synchronized.
- the laser beam L is irradiated from the laser head 110 to the inside of the processed wafer W. That is, the peripheral modification layer M1 is formed while correcting the second eccentricity amount. Then, the peripheral modification layer M1 is formed in an annular shape concentric with the bonding region Ac. In other words, when the unbonded region Ae (bonded region Ac) is formed eccentrically with respect to the processed wafer W as described above, the peripheral modification layer M1 is also formed eccentrically with respect to the processed wafer W. Since the peripheral modification layer M1 is formed concentrically with the unbonded region Ae in this way, the peripheral edge We can be appropriately removed with the peripheral modification layer M1 (crack C1) as a base point.
- the chuck 100 when the second eccentricity amount includes the X-axis component, the chuck 100 is rotated while moving the chuck 100 in the Y-axis direction to correct the X-axis component.
- the second eccentricity amount when the second eccentricity amount does not include the X-axis component, it is sufficient to move the chuck 100 in the Y-axis direction without rotating it.
- the laser head 110 irradiates the laser beam L (for example, a YAG laser) to form the internal surface modification layer M2 along the surface direction (step A3 in FIG. 6).
- the shape and number of the laser beams L emitted from the laser head 110 are adjusted by the spatial light modulator according to the relative horizontal position of the laser head 110 with respect to the processing wafer W. The details of the method for forming the internal surface modification layer M2 will be described later.
- cracks C2 grow in the plane direction from the internal surface modification layer M2.
- the crack C2 grows only on the radial inside of the peripheral modification layer M1.
- the lower end of the internal surface modification layer M2 formed by the laser beam L is located above the surface of the processed wafer W after separation after the final finishing process. That is, the formation position is adjusted so that the internal surface modification layer M2 does not remain on the first separation wafer after separation (more specifically, after the grinding process described later).
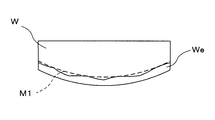
- the quality of the edge trim after the peripheral edge We is removed is deteriorated as shown in FIG. That is, the peripheral edge portion We may not be properly removed with the peripheral edge modifying layer M1 (crack C1) as a base point, and a part of the peripheral edge portion We may remain on the support wafer S. From this point of view, the formation position of the inner surface modification layer M2 is adjusted so as to be formed radially inside the peripheral modification layer M1.
- the rotation speed of the chuck 100 and the frequency of the laser beam L are controlled to adjust the spacing between the internal surface modification layers M2. Specifically, when the radial position of the laser head 110 (irradiation position of the laser beam L) is on the outer peripheral portion of the processing wafer W, the rotation speed is slowed down, and the radial position of the laser head 110 is in the central portion.
- the rotation speed is increased. Further, when the radial position of the laser head 110 (irradiation position of the laser beam L) is on the outer peripheral portion of the processing wafer W, the frequency is increased, and when the radial position of the laser head 110 is on the central portion, the frequency is increased. Is made smaller.
- the laser head 110 is then irradiated with laser light L (for example, a YAG laser) as shown in FIG. 13, and center modification is performed along the surface direction.
- Layer M3 is formed (step A4 in FIG. 6). Inside the processed wafer W, cracks C3 grow in the plane direction from the central modified layer M3.
- the central modified layer M3 is formed so as to be separated from each other (for example, 10 ⁇ m or more) so that the cracks C3 are not connected to each other and are not connected to the cracks C2.
- the processing line of the central modified layer M3 is formed so as not to intersect with other modified layers (internal surface modified layer M2, central modified layer M3) in the plane of the processed wafer W. ..
- other modified layers internal surface modified layer M2, central modified layer M3
- the central modified layer M3 it is possible to prevent the central modified layer M3 from being formed so as to overlap with other modified layers, and the processed wafer W can be appropriately separated.
- step A4 the rotation of the chuck 100 (processed wafer W) is stopped, and the laser head 110 is moved above the processed wafer W in the horizontal direction (X-axis direction, Y-axis direction) from the laser head 110 to the processed wafer W.
- the laser head 110 is moved above the processed wafer W in the horizontal direction (X-axis direction, Y-axis direction) from the laser head 110 to the processed wafer W.
- the chuck 100 may be moved in the horizontal direction instead of moving the laser head 110 in the horizontal direction.
- the polymerized wafer T is then carried out from the reforming device 60 by the wafer transfer device 70.
- the polymerized wafer T is transferred to the processing device 80 by the wafer transfer device 70.
- the processing apparatus 80 first, when the polymerized wafer T is delivered from the transport arm 71 to the chuck 83, the processed wafer W is based on the peripheral modification layer M1 and the internal surface modification layer M2 as shown in FIG. 7 (e). Is separated into a first separation wafer W1 and a second separation wafer W2 (step A5 in FIG. 6). At this time, the peripheral portion We is also removed from the processed wafer W. At this time, since the unbonded region Ae is formed in the vicinity of the bonding interface between the processed wafer W and the supporting wafer S, the peripheral portion We can be easily peeled off, so that the processed wafer W is appropriately separated. Can be done.
- step A5 as shown in FIG. 14A, the processing wafer W is sucked and held by the suction surface 71a provided on the transport arm 71, and the support wafer S is sucked and held by the chuck 83.
- the transfer arm 71 is raised to the first separation wafer W1 and the second separation wafer W2 in a state where the suction surface 71a sucks and holds the back surface Wb of the processing wafer W.
- the second separated wafer W2 is integrally separated from the peripheral edge portion We, that is, the peripheral portion We is removed and the processed wafer W is separated (thinned) at the same time.
- the separated second separated wafer W2 is recovered to the outside of the wafer processing system 1, for example. Further, for example, a recovery unit (not shown) is provided within the movable range of the transport arm 71, and the collection unit releases the adsorption of the second separation wafer W2 to recover the separated second separation wafer W2. You may.
- the processing wafer W is separated by using the wafer transfer device 70 in the processing device 80, but the wafer processing system 1 is provided with a separation device (not shown) for separating the processed wafer W. It may have been.
- the separating device can be arranged so as to be laminated with the reforming device 60, for example.
- the chuck 83 is moved to the processing position 80b.
- the grinding unit 84 grinds the back surface W1b, which is the separation surface of the first separation wafer W1 held by the chuck 83, and the peripheral edge modification layer M1 remaining on the back surface W1b,
- the inner surface modification layer M2 and the center modification layer M3 are removed (step A6 in FIG. 6).
- step A6 with the grinding wheel in contact with the back surface W1b, the first separation wafer W1 and the grinding wheel are each rotated to grind the back surface W1b.
- the back surface W1b of the first separation wafer W1 may be cleaned with the cleaning liquid using a cleaning liquid nozzle (not shown).
- the polymerized wafer T is transferred to the cleaning device 41 by the wafer transfer device 70.
- the back surface W1b which is the ground surface of the first separation wafer W1
- the back surface Sb of the support wafer S may be cleaned together with the back surface W1b of the first separation wafer W1.
- the polymerized wafer T is transferred to the etching device 40 by the wafer transfer device 50.
- the back surface W1b of the first separation wafer W1 which is the separation surface is wet-etched by the chemical solution (step A8 in FIG. 6). Grinding marks may be formed on the back surface W1b ground by the processing device 80 described above. In step A8, the grinding marks can be removed by wet etching to smooth the back surface W1b.
- the polymerized wafer T that has been subjected to all the processing is transported to the transition device 30 by the wafer transfer device 50, and further transferred to the cassette Ct of the cassette mounting table 10 by the wafer transfer device 20. In this way, a series of wafer processing in the wafer processing system 1 is completed.
- the processing order of steps A1 to A8 can be changed as appropriate.
- the order of forming the peripheral modification layer M1 in step A2 and the formation of the internal surface modification layer M2 in step A3 may be changed.
- the wafer processing is performed in the order of step A1, step A3, step A2, and steps A4 to A8.
- the formation of the central modified layer M3 in step A4 may be performed before the formation of the peripheral modified layer M1 in step A2.
- the wafer processing is performed in the order of step A1, step A4, steps A2 to A3, and steps A5 to A8.
- the formation of the central modified layer M3 in step A4 may be performed before the formation of the inner surface modified layer M2 in step A3.
- the wafer processing is performed in the order of steps A1 to A2, step A4, step A3, and steps A5 to A8.
- the formation of the unbonded region Ae in step A1 may be performed after the formation of the peripheral modification layer M1 in step A2.
- the wafer processing is performed in the order of step A2, step A1, and steps A3 to A8.
- the formation of the unbonded region Ae in step A1 may be performed after the formation of the internal surface modification layer M2 in step A3. In such a case, the wafer processing is performed in the order of steps A2 to A3, step A1, and steps A4 to A8.
- steps A1 to A8 can be omitted as appropriate.
- the removal of the peripheral modification layer M1, the inner surface modification layer M2, and the central modification layer M3 in step A6 may be performed by wet etching in step A8. In such a case, the grinding process in step A6 can be omitted.
- the peripheral modification layer M1, the inner surface modification layer M2 and the center modification layer M3 are appropriately removed in the grinding process of step A6 and no grinding marks are formed, wet etching in step A8 is performed. Can be omitted.
- the formation of the unbonded region Ae in step A1 can be omitted.
- the above-mentioned micro-alignment (the boundary of the unbonded region Ae is imaged to image the chuck 100. Calculation of the second eccentricity amount of the center and the junction region Ac) may be omitted. In such a case, the formation of the peripheral modification layer M1 in step A2 may be performed based on the result of macro alignment.
- the second separation wafer W2 is separated integrally with the peripheral edge portion We, that is, the peripheral edge portion We is removed and the processed wafer W is thinned at the same time, but the second separation wafer W is used. W2 and the peripheral portion We do not have to be separated at the same time.
- the second separation wafer W2 may be separated after the peripheral edge portion We is peeled off by the edge trim treatment.
- the crack C1 extending from the peripheral modification layer M1 formed in step A2 reaches the front surface Wa and the back surface Wb as shown in FIG. 15 (a). Edge trimming and thinning can be performed appropriately.
- peripheral edge portion We is not peeled off, but in such a case, the alignment of the processed wafer W is performed by the outer end portion of the processed wafer W instead of the boundary between the bonded region Ac and the unbonded region Ae. May be good.
- FIG. 16 is a flow chart showing a main process of forming the inner surface modified layer M2
- FIG. 17 is an explanatory diagram of laser light irradiation conditions adjusted by a spatial light modulator in the formation of the inner surface modified layer M2. is there.
- the peripheral modified layer M1 and the crack C1 are formed on the processed wafer W prior to the formation of the internal surface modified layer M2 (steps A2 in FIGS. 6 and 16).
- the internal surface modification layer M2 is formed radially inside the peripheral modification layer M1 in order to suppress deterioration of the quality of the edge trim.
- the peripheral modification layer M1 is formed eccentrically with respect to the processed wafer W as described above, or the above-mentioned first eccentricity amount and second eccentricity amount are not properly corrected.
- the inner surface modified layer M2 may not be formed properly.
- the edge trimming accuracy is lowered by being formed on the radial outer side of the peripheral modification layer M1, and the inner surface modification layer M2 is separated without being formed on the entire surface of the processed wafer W. May not be done properly.
- the internal surface modification layer M2 is formed in a spiral shape in the surface of the processed wafer W as described later.
- the spiral shape is formed while correcting the eccentricity, that is, when the spiral shape is formed while following the eccentricity, the chuck 100 and the laser head 110 are moved horizontally at high speed in the central portion of the processing wafer W. It is necessary to make it reciprocate.
- the reciprocating operation is performed at such a high speed, there is a concern that the eccentricity correction operation cannot follow the forming operation of the internal surface modification layer M2, and that resonance and a decrease in the guide life may occur.
- the chuck 100 (processed wafer W) is eccentrically corrected inward along the peripheral edge modification layer M1 in the radial direction, and the bonding region Ac is formed.
- a buffer layer B is formed as a first internal surface modification layer for absorbing eccentricity (step A3-1 in FIG. 16).
- the buffer layer B is formed, for example, with a processing width (for example, 200 ⁇ m) equal to or larger than the eccentric amount of the unbonded region Ae and the peripheral modification layer M1.
- the laser light L emitted from the laser head 110 is switched by the spatial light modulator, and the arrangement (interval) and the number thereof are adjusted.
- four internal surface modification layers M2 are simultaneously formed by forming a plurality of, for example, four light collection points along the radial direction inside the processed wafer W.
- the radial spacing Q1 as the first radial spacing of the inner surface modified layer M2 is, for example, 10 ⁇ m. In the following description, the radial interval is 10 ⁇ m, and the irradiation pattern of the laser beam L in which the four focusing points are arranged in the radial direction may be referred to as a “first focusing pattern”.
- the rotation speed is rate-determined (constant speed), and then the chuck 100 (processed wafer W) is rotated at least once (360 degrees) from the laser head 110 to the processed wafer W.
- the inside is periodically irradiated with the laser beam L to form the annular internal surface modification layer M2.
- the laser head 110 is relatively moved inward in the radial direction (Y-axis direction) of the processing wafer W.
- the formation of the annular inner surface modification layer M2 and the movement of the laser head 110 inward in the radial direction are repeated to form the inner surface modification layer M2 in the surface direction with the processing width, whereby unbonded.
- An internal surface modification layer M2 as a buffer layer B concentric with the region Ae and the peripheral modification layer M1 is formed.
- the frequency of the laser beam L at the time of forming the buffer layer B is, for example, 80 kHz.
- the conditions for forming the internal surface modification layer M2 are examples, and can be arbitrarily changed.
- a spiral internal surface modification layer M2 as a second internal surface modification layer is formed from between the processing widths of the buffer layer B.
- the above-mentioned eccentricity correction is not performed. That is, in the present embodiment, the peripheral modification layer M1 and the internal surface modification layer M2 constituting the buffer layer B are formed while performing eccentricity correction, and are spirally formed inside the buffer layer B in the radial direction. Eccentricity correction is not performed in the formation of the internal surface modification layer M2.
- a wide spacing region R1 is formed as a first reforming layer forming region in which the radial spacing Q of the internal surface modified layer M2 is wide formed on the radial outer side of the processed wafer W (FIG. 16).
- a narrow spacing region R2 is formed as a second modified layer forming region in which the radial spacing Q of the internal surface modification layer M2 is narrowly formed inside the wide spacing region R1 in the radial direction ().
- the circumferential spacing P of the internal surface modification layer M2 is constant over the entire circumference together with the wide spacing region R1 and the narrow spacing region R2.
- the internal surface modification layer M2 is prevented from connecting the cracks C2 extending in the surface direction when the adjacent internal surface modification layer M2 is formed.
- the radial interval Q2 is set as the second radial interval of the above.
- the inner surface modified layer M2 is connected so that the cracks C2 extending in the plane direction when the adjacent internal surface modified layer M2 is formed are connected to each other.
- the radial interval Q3 as the radial interval of 3 is set.
- the radial spacing Q2 of the internal surface modification layer M2 in the wide spacing region R1 can be 60 ⁇ m
- the radial spacing Q3 of the internal surface modification layer M2 in the narrow spacing region R2 can be 10 ⁇ m.
- the laser light L emitted from the laser head 110 is switched by the spatial light modulator, and the arrangement (interval) and the number thereof are adjusted.
- the laser light is emitted by the spatial light modulator.
- the range in which L can be irradiated is a range of 150 ⁇ m square. That is, in the radial interval Q2 (60 ⁇ m) in the wide interval region R1, it is not possible to simultaneously form the four internal surface modification layers M2 arranged in the radial direction.
- the radial spacing Q2 of the internal surface modification layer M2 is, for example, 60 ⁇ m
- the circumferential spacing P is, for example, 10 ⁇ m.
- the irradiation pattern of the laser beam L in which the radial spacing is 60 ⁇ m and the circumferential spacing is 10 ⁇ m and the four focusing points are arranged in a substantially square shape may be referred to as a “second focusing pattern”. ..
- the laser beam L is periodically irradiated from the laser head 110 to the inside of the processing wafer W, and the chuck 100 is further moved in the Y-axis direction by the moving mechanism 104.
- the moving mechanism 104 To form the internal surface modification layer M2 in the surface direction.
- the spiral inner surface modification layer M2 is formed inside the peripheral modification layer M1 in the radial direction.
- the rotation speed of the processed wafer W at the time of forming the wide interval region R1 is, for example, 600 rpm, and the frequency of the laser beam L is, for example, 80 kHz.
- the formation interval of the internal surface modification layer M2 is uniform as described above.
- the circumferential interval P of the internal surface modification layer M2 cannot be controlled to be constant at a critical point. Reach. Then, if the irradiation position of the laser beam L is further moved inward in the radial direction in such a state, the circumferential interval P becomes smaller, and the internal surface modification layers M2 may overlap on the same processing line.
- the internal surface modification layers M2 are formed so as to overlap with each other in this way, the processed wafer W may not be properly separated, or the laser light may escape and the device layer D may be damaged. is there.
- the frequency of the laser beam L is substantially doubled with respect to the rotation speed of the processing wafer W and reaches the critical point.
- the position is radially outside as compared with the case where the focusing points of the laser beam L are arranged in the radial direction.
- the laser light L emitted from the laser head 110 is switched by the spatial light modulator, and the arrangement (interval) and number thereof are switched. Is adjusted.
- three internal surface modification layers M2 are simultaneously formed by forming a plurality of, for example, three light collecting points along the radial direction inside the processed wafer W.
- the radial spacing Q1 of the internal surface modification layer M2 is, for example, 60 ⁇ m.
- the radial interval is 60 ⁇ m
- the irradiation pattern of the laser beam L in which the three focusing points are arranged in the radial direction may be referred to as a “third focusing pattern”.
- the formation range of the wide interval region R1 and the narrow interval region R2 can be arbitrarily determined, and when the critical point in the above-mentioned second light collection pattern does not exist in the formation range of the wide interval region R1.
- the formation of the internal surface modification layer M2 by the third light collection pattern can be omitted.
- the laser light L emitted from the laser head 110 is then switched by the spatial light modulator, and the arrangement (interval) and the number thereof are adjusted to adjust the narrow-interval region.
- the formation of R2 is started. Specifically, as shown in FIG. 17D, by forming a plurality of, for example, four condensing points along the radial direction inside the processed wafer W, four internal surface modification layers M2 are simultaneously formed. Form.
- the radial spacing Q3 of the internal surface modification layer M2 is, for example, 10 ⁇ m. That is, the narrow interval region R2 is formed by the "first light collection pattern" as in the buffer layer B.
- the frequency of the laser beam L at the time of forming the narrow interval region R2 is, for example, 70 kHz.
- the narrow spacing region R2 is formed inside the wide spacing region R1 in the radial direction as described above, and the circumferential spacing of the internal surface modification layer M2 formed by reducing the frequency of the laser beam L in this way.
- P can be controlled to be constant in the plane of the processing wafer W.
- the circumferential interval P of the internal surface modification layer M2 can be controlled instead of reducing the frequency of the laser beam L, or by decreasing the frequency and increasing the rotation speed of the chuck 100.
- the circumferential interval P of the internal surface modification layer M2 cannot be further expanded to the final critical point. To reach. Then, when the irradiation position of the laser beam L further moves inward in the radial direction in such a state, the circumferential interval P becomes smaller as described above, and the internal surface is modified on the same processing line at the center of the processed wafer W. Layers M2 may overlap.
- the formation of the narrow interval region R2 that is, the formation of the internal surface modification layer M2 is completed in the vicinity of the central portion of the processed wafer W where the circumferential interval P of the internal surface modification layer M2 reaches the final critical point, and FIG.
- the central modified layer M3 is formed radially inside the inner surface modified layer M2 (step A4 in FIGS. 6 and 16).
- the formation range R3 of the central modified layer M3 can be obtained from, for example, the lowest value of the frequency of the laser beam L and the highest value of the rotation speed of the chuck 100 (for example, about 1 to 2 mm from the center of the processing wafer W). range).
- the processing lines of the central modified layer M3 can be formed in any shape (straight line shape, curved shape, or a combination thereof) unless they are formed so as to intersect and approach each other as described above.
- the internal surface modification layer M2 in step A3 is formed as described above.
- a plurality of internal surface modification layers M2 are formed at the same time to improve the throughput in the modification apparatus 60, thereby producing.
- the sex (tact) can be improved.
- the tact can be further appropriately improved by selecting and controlling the condensing pattern of the laser beam L with respect to the processing wafer W according to the radial position of the laser head 110 with respect to the processing wafer W.
- the focusing pattern of the laser light is determined by the relative rotation speed of the chuck 100 (processed wafer W) at the focusing position of the laser light, the frequency of the laser light, and the size of the lens 111. It can be arbitrarily selected depending on the conditions such as the radial allowable range of the laser beam, the irradiable range as the circumferential allowable range, and the maximum irradiable number of laser beams.
- the laser light condensing pattern includes the relative rotation speed of the chuck 100 (processed wafer W) at the laser light condensing position and the irradiation pitch of the laser light L, that is, the internal surface modification layer M2. It can be selected based on the circumferential spacing P formed.
- a plurality of condensing points are arranged side by side in the circumferential direction on the outer peripheral portion where the rotation speed of the chuck 100 is slow.
- the number of focusing points arranged in the circumferential direction is determined according to the rotation speed of the chuck 100.
- the number of condensing points arranged in the circumferential direction is reduced and the number of light collecting points arranged in the radial direction is increased. In this way, the throughput can be improved by maximizing the number of internal surface modification layers M2 formed at one time based on the relative rotation speed of the chuck 100 and the irradiation pitch of the laser beam.
- the focusing pattern of the laser light is not limited to the above embodiment, and for example, a plurality of laser light focusing patterns may be arranged only in the circumferential direction.
- the rotation speed of the processing wafer W can be controlled to be constant regardless of the radial position of the laser head 110, while the plurality of laser beams are arranged in the circumferential direction.
- the rotation speed of the processed wafer W can be increased to form the internal surface modification layer M2.
- the internal surface modification layer M2 can be further formed in an arbitrary pattern according to the maximum number of laser beams that can be irradiated. it can.
- the frequency of the laser beam is controlled at 80 kHz in the formation of the buffer layer B and the wide interval region R1 and 70 kHz in the narrow interval region R2, but the frequency of the laser beam is also limited to this. Not even.
- the frequency of the laser beam may be controlled so as to change continuously according to the radial position of the laser head 110 or the relative rotation speed of the processing wafer W at the focusing point of the laser beam.
- the frequency of the laser beam L is changed in this way in the above embodiment, the rotation speed of the chuck 100 (processed wafer W) may be changed.
- the laser light emitted from the laser head 110 by the spatial light modulator in forming the spiral internal surface modification layer M2 is switched, and its arrangement (interval) and number are adjusted.
- the internal surface modification layer M2 is formed on the entire surface of the processed wafer W while switching a plurality of light collection patterns.
- the laser head 110 with respect to the processing wafer W is used to keep the circumferential interval P (pulse pitch) of the formed inner surface modification layer M2 constant.
- the rotation speed of the chuck 100 and the frequency of the laser beam are controlled according to the position. In other words, since the rotation speed differs depending on various conditions such as the switching position of the laser beam, the amount of movement accompanying the rotation of the processed wafer W in the delay time may differ.
- the laser light is subjected to the rotation speed and the delay time of the processing wafer W at the focusing position of the laser light. It is preferable to control the switching timing.
- the internal surface modification layer M2 is formed along the surface direction of the processed wafer W so that the wide interval region R1 and the narrow interval region R2 are formed.
- the radial spacing Q may be uniformly formed on the entire surface of the wafer.
- the spiral internal surface modification layer M2 may be formed at the radial interval Q1 of the internal surface modification layer M2 in the buffer layer B.
- the inner surface modified layer M2 is formed spirally in the plane of the processed wafer W, but the formed shape of the inner surface modified layer M2 is not limited to this, and the unbonded region. It may be formed in a ring shape concentric with Ae and the peripheral modification layer M1.
- the inner surface modification layer M2 forms the inner surface modification layer M2 in the surface direction by repeatedly forming the annular inner surface modification layer M2 and moving the laser head 110 inward in the radial direction. To do.
- the wide spacing region R1 is formed radially outside and the narrow spacing region R2 is formed radially inside, but as shown in FIG. 19A, the processing wafer W is formed radially outside.
- a narrow space region R2 may be formed, and a wide space region R1 may be formed inside the narrow space region R2.
- wide-spaced regions R1 and narrow-spaced regions R2 may be alternately formed on the radial outer side of the processed wafer W.
- the wide spacing region R1 and the narrow spacing region R2 are formed with respect to the radial direction of the processed wafer W, that is, the radial spacing Q of the internal surface modification layer M2 is changed.
- the circumferential interval P may be changed. Further, both the radial interval Q and the circumferential interval P may be changed. In such a case, the number of internal surface modification layers M2 formed in the plane of the processed wafer W is further reduced, so that the throughput can be further improved.
- the processing wafer W as the processing object is a silicon wafer
- the type of the processing object is not limited to this.
- a glass substrate, a single crystal substrate, a polycrystalline substrate, an amorphous substrate, or the like may be selected instead of the silicon substrate.
- an ingot, a base, a thin plate, or the like may be selected instead of the circular substrate.
- the processed wafer W is separated from the peripheral modification layer M1 and the inner surface modification layer M2 as base points, but the base point for separating the processed wafer W is not limited to this.
- the modified layer may be formed by irradiating the entire inside of the oxide film Fw or the oxide film Fs with a laser beam, and the processed wafer W may be separated from the modified layer as a starting point.
- an oxide film (not shown) is formed between the processed wafer W and the device layer D, and laser light is applied to the entire inside of the oxide film.
- the modified wafer W may be separated by irradiating the wafer to form a modified layer and starting from the modified layer.
- an adhesive layer (not shown) is further formed at the interface between the processed wafer W and the support wafer S, and the entire inside of the adhesive layer is irradiated with laser light to form a modified layer, and the modified layer is formed.
- the processing wafer W may be separated from the starting point. It is assumed that the modified layer for separating the processed wafer W includes sublimation by laser ablation or the like.
- Modification device 90 Control device 100 Chuck 103 Rotation mechanism 104 Movement mechanism 110 Laser head 115 Movement mechanism L Laser light M1 Peripheral modification layer M2 Internal surface modification layer W processing wafer
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Laser Beam Processing (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080050598.9A CN114096372B (zh) | 2019-07-18 | 2020-07-09 | 处理装置和处理方法 |
| KR1020257022061A KR20250107966A (ko) | 2019-07-18 | 2020-07-09 | 처리 장치 및 처리 방법 |
| CN202410265900.2A CN118268740A (zh) | 2019-07-18 | 2020-07-09 | 处理装置和处理方法 |
| US17/627,707 US12070820B2 (en) | 2019-07-18 | 2020-07-09 | Processing apparatus and processing method |
| JP2021533017A JP7344965B2 (ja) | 2019-07-18 | 2020-07-09 | 処理装置及び処理方法 |
| KR1020227004883A KR102830236B1 (ko) | 2019-07-18 | 2020-07-09 | 처리 장치 및 처리 방법 |
| US18/775,234 US20240367266A1 (en) | 2019-07-18 | 2024-07-17 | Processing apparatus and processing method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019133087 | 2019-07-18 | ||
| JP2019-133087 | 2019-07-18 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/627,707 A-371-Of-International US12070820B2 (en) | 2019-07-18 | 2020-07-09 | Processing apparatus and processing method |
| US18/775,234 Continuation US20240367266A1 (en) | 2019-07-18 | 2024-07-17 | Processing apparatus and processing method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021010284A1 true WO2021010284A1 (ja) | 2021-01-21 |
Family
ID=74210785
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/026878 Ceased WO2021010284A1 (ja) | 2019-07-18 | 2020-07-09 | 処理装置及び処理方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US12070820B2 (https=) |
| JP (1) | JP7344965B2 (https=) |
| KR (2) | KR102830236B1 (https=) |
| CN (2) | CN114096372B (https=) |
| TW (1) | TWI857094B (https=) |
| WO (1) | WO2021010284A1 (https=) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI877184B (zh) * | 2019-07-18 | 2025-03-21 | 日商東京威力科創股份有限公司 | 處理裝置及處理方法 |
| TWI855139B (zh) * | 2019-10-28 | 2024-09-11 | 日商東京威力科創股份有限公司 | 基板處理方法及基板處理系統 |
| JP7558044B2 (ja) * | 2020-11-30 | 2024-09-30 | 株式会社ディスコ | ウェーハの加工方法 |
| JP2024039367A (ja) * | 2022-09-09 | 2024-03-22 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2024042807A (ja) * | 2022-09-16 | 2024-03-29 | キオクシア株式会社 | レーザー加工装置、レーザー剥離方法および半導体装置の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006108532A (ja) * | 2004-10-08 | 2006-04-20 | Disco Abrasive Syst Ltd | ウエーハの研削方法 |
| JP2013049161A (ja) * | 2011-08-30 | 2013-03-14 | Hamamatsu Photonics Kk | 加工対象物切断方法 |
| JP2015032690A (ja) * | 2013-08-02 | 2015-02-16 | 株式会社ディスコ | 積層ウェーハの加工方法 |
| JP2016043401A (ja) * | 2014-08-26 | 2016-04-04 | 信越ポリマー株式会社 | 基板加工方法及び基板 |
| JP2016215231A (ja) * | 2015-05-19 | 2016-12-22 | パナソニックIpマネジメント株式会社 | 脆性基板のスライス装置及び方法 |
| WO2019044588A1 (ja) * | 2017-09-04 | 2019-03-07 | リンテック株式会社 | 薄型化板状部材の製造方法、及び薄型化板状部材の製造装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4659300B2 (ja) * | 2000-09-13 | 2011-03-30 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップの製造方法 |
| JP4509578B2 (ja) * | 2004-01-09 | 2010-07-21 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| TWI250910B (en) * | 2004-03-05 | 2006-03-11 | Olympus Corp | Apparatus for laser machining |
| JP5446631B2 (ja) * | 2009-09-10 | 2014-03-19 | アイシン精機株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP5410250B2 (ja) * | 2009-11-25 | 2014-02-05 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP5707889B2 (ja) * | 2010-11-16 | 2015-04-30 | 株式会社東京精密 | 半導体基板の切断方法及び半導体基板の切断装置 |
| JP5771391B2 (ja) * | 2010-12-22 | 2015-08-26 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| DE112014001676B4 (de) * | 2013-03-27 | 2024-06-06 | Hamamatsu Photonics K.K. | Laserbearbeitungsvorrichtung und Laserbearbeitungsverfahren |
| JP6037925B2 (ja) * | 2013-04-12 | 2016-12-07 | 株式会社ディスコ | レーザー加工装置 |
| JP6341639B2 (ja) * | 2013-08-01 | 2018-06-13 | 株式会社ディスコ | 加工装置 |
| JP6482389B2 (ja) * | 2015-06-02 | 2019-03-13 | 株式会社ディスコ | ウエーハの生成方法 |
| JP2017053775A (ja) * | 2015-09-10 | 2017-03-16 | 東レエンジニアリング株式会社 | 光透過性を備えた物体内部の撮像装置および検査装置 |
| JP6540430B2 (ja) * | 2015-09-28 | 2019-07-10 | 東京エレクトロン株式会社 | 基板処理方法及び基板処理装置 |
| JP6818273B2 (ja) * | 2016-05-06 | 2021-01-20 | 国立大学法人埼玉大学 | 基板加工方法 |
| JP6844901B2 (ja) * | 2017-05-26 | 2021-03-17 | 株式会社ディスコ | レーザ加工装置及びレーザ加工方法 |
| JP6935314B2 (ja) * | 2017-12-01 | 2021-09-15 | 株式会社ディスコ | レーザー加工方法 |
| US12191168B2 (en) * | 2018-04-09 | 2025-01-07 | Tokyo Electron Limited | Laser processing device, laser processing system and laser processing method |
-
2020
- 2020-07-06 TW TW109122701A patent/TWI857094B/zh active
- 2020-07-09 KR KR1020227004883A patent/KR102830236B1/ko active Active
- 2020-07-09 CN CN202080050598.9A patent/CN114096372B/zh active Active
- 2020-07-09 US US17/627,707 patent/US12070820B2/en active Active
- 2020-07-09 KR KR1020257022061A patent/KR20250107966A/ko active Pending
- 2020-07-09 JP JP2021533017A patent/JP7344965B2/ja active Active
- 2020-07-09 CN CN202410265900.2A patent/CN118268740A/zh active Pending
- 2020-07-09 WO PCT/JP2020/026878 patent/WO2021010284A1/ja not_active Ceased
-
2024
- 2024-07-17 US US18/775,234 patent/US20240367266A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006108532A (ja) * | 2004-10-08 | 2006-04-20 | Disco Abrasive Syst Ltd | ウエーハの研削方法 |
| JP2013049161A (ja) * | 2011-08-30 | 2013-03-14 | Hamamatsu Photonics Kk | 加工対象物切断方法 |
| JP2015032690A (ja) * | 2013-08-02 | 2015-02-16 | 株式会社ディスコ | 積層ウェーハの加工方法 |
| JP2016043401A (ja) * | 2014-08-26 | 2016-04-04 | 信越ポリマー株式会社 | 基板加工方法及び基板 |
| JP2016215231A (ja) * | 2015-05-19 | 2016-12-22 | パナソニックIpマネジメント株式会社 | 脆性基板のスライス装置及び方法 |
| WO2019044588A1 (ja) * | 2017-09-04 | 2019-03-07 | リンテック株式会社 | 薄型化板状部材の製造方法、及び薄型化板状部材の製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12070820B2 (en) | 2024-08-27 |
| TWI857094B (zh) | 2024-10-01 |
| KR20250107966A (ko) | 2025-07-14 |
| TW202116468A (zh) | 2021-05-01 |
| JPWO2021010284A1 (https=) | 2021-01-21 |
| US20240367266A1 (en) | 2024-11-07 |
| US20220250191A1 (en) | 2022-08-11 |
| KR102830236B1 (ko) | 2025-07-07 |
| CN114096372A (zh) | 2022-02-25 |
| KR20220035442A (ko) | 2022-03-22 |
| CN114096372B (zh) | 2024-03-22 |
| CN118268740A (zh) | 2024-07-02 |
| JP7344965B2 (ja) | 2023-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7058320B2 (ja) | 基板処理システム、基板処理方法及びコンピュータ記憶媒体 | |
| CN114096372B (zh) | 处理装置和处理方法 | |
| JP7170879B2 (ja) | 処理装置及び処理方法 | |
| JP7129558B2 (ja) | 処理装置及び処理方法 | |
| JPWO2020129732A1 (ja) | 基板処理装置及び基板処理方法 | |
| WO2020129730A1 (ja) | 基板処理装置及び基板処理方法 | |
| JP7127208B2 (ja) | 処理装置及び処理方法 | |
| CN113195152B (zh) | 基板处理装置和基板处理方法 | |
| CN114096375B (zh) | 处理装置和处理方法 | |
| WO2020213478A1 (ja) | 処理装置及び処理方法 | |
| CN114096374B (zh) | 处理装置和处理方法 | |
| JP2021019056A (ja) | 処理装置及び処理方法 | |
| JP2022184618A (ja) | 処理システム及び処理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20840268 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021533017 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20227004883 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20840268 Country of ref document: EP Kind code of ref document: A1 |
|
| WWD | Wipo information: divisional of initial pct application |
Ref document number: 1020257022061 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257022061 Country of ref document: KR |