WO2021006253A1 - 連続鋳造鋳片の2次冷却方法および2次冷却装置 - Google Patents
連続鋳造鋳片の2次冷却方法および2次冷却装置 Download PDFInfo
- Publication number
- WO2021006253A1 WO2021006253A1 PCT/JP2020/026487 JP2020026487W WO2021006253A1 WO 2021006253 A1 WO2021006253 A1 WO 2021006253A1 JP 2020026487 W JP2020026487 W JP 2020026487W WO 2021006253 A1 WO2021006253 A1 WO 2021006253A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cooling
- slab
- cooling water
- stage
- flow rate
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/22—Controlling or regulating processes or operations for cooling cast stock or mould
- B22D11/225—Controlling or regulating processes or operations for cooling cast stock or mould for secondary cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/124—Accessories for subsequent treating or working cast stock in situ for cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/124—Accessories for subsequent treating or working cast stock in situ for cooling
- B22D11/1241—Accessories for subsequent treating or working cast stock in situ for cooling by transporting the cast stock through a liquid medium bath or a fluidized bed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/124—Accessories for subsequent treating or working cast stock in situ for cooling
- B22D11/1246—Nozzles; Spray heads
Definitions
- the present invention relates to a secondary cooling method and a secondary cooling device for a continuously cast slab that secondaryly cools a slab in a secondary cooling zone of a continuous casting machine.
- the molten steel injected into the mold is cooled by the mold to form a solidified shell on the contact surface with the mold.
- the slab having this solidified shell as the outer shell and having unsolidified molten steel inside is continuously pulled out to the lower part of the mold while being cooled by the cooling water in the secondary cooling zone provided under the mold, and eventually reaches the center. Coagulation is complete.
- the slab that has been solidified to the center is cut to a predetermined length, and the slab that is the material for rolling is manufactured.
- Membrane boiling is a type of boiling, which tends to occur when the surface temperature of the coolant is high and the coolant is low pressure and small flow rate, and a layer of steam is formed between the coolant and the coolant.
- the cooling rate of the coolant to be cooled is relatively slow, and stable cooling is possible, but there is a problem that the productivity is low.
- Patent Document 1 if cooling water is sprayed on the surface of the slab at high pressure, the amount of cooling water that comes into contact with the surface of the slab increases per unit time, and the heat transfer coefficient increases. Productivity is also expected to improve.
- Patent Document 1 requires new equipment such as an additional pump and high-pressure piping, which increases the cost.
- the present invention has been made to solve such a problem, and provides a secondary cooling method and a secondary cooling device for continuously cast slabs that can realize efficient secondary cooling without requiring a large capital investment. It is intended to be provided.
- the method for secondary cooling of continuously cast slabs is to secondary cool the slabs cast by the continuous casting machine in a secondary cooling zone having a vertical band, a curved band, and a horizontal band. It has a front-stage cooling step in the upstream side portion of the horizontal band in the casting direction and a rear-stage cooling step in the downstream side portion of the horizontal band in the casting direction. In the front-stage cooling step, the flow rate density per unit time is increased.
- the slab is cooled with cooling water of 300 to 4000 liters / (m 2 ⁇ min) (where min is a unit of time), and the cooling water on the surface of the slab in the pre-stage cooling step.
- the boiling state is changed to nuclear boiling, and in the subsequent cooling step, the slab is cooled by cooling water having a flow density per unit time of 2% or more and 50% or less of the flow density of the cooling water in the first cooling step. Therefore, it is characterized in that the boiling state of the cooling water on the surface of the slab in the subsequent cooling step is maintained at nuclear boiling.
- the surface temperature Ts (° C.) of the slab at the start of cooling of the slab and the said. It is characterized in that the flow density W (liter / (m 2 ⁇ min)) of the cooling water in the subsequent cooling step satisfies the relationship of the following formula (1).
- the heat flux q (kcal / (m 2 ⁇ hour)) of the cooling water is the slab.
- the thickness of the slab is t (m)
- the average thermal conductivity in the thickness direction excluding the unsolidified part of the slab is ⁇ (kcal / (m ⁇ cooling ⁇ ° C))
- the solidification temperature of the slab is Tc (° C).
- the heat flux q (kcal / (m 2 ⁇ hour)) of the cooling water is characterized in that the relationship of the following formula (2) is satisfied.
- a plurality of spray nozzles for injecting the cooling water onto the surface of the slab are provided between the rolls adjacent to each other in the casting direction in the slab width direction, and the cooling water ejected from each of the spray nozzles is provided.
- the cooling surface formed by colliding with the surface of the slab is made to have a rounded rectangular shape or an elliptical shape, and at least in the pre-stage cooling step, the cooling surface is formed in a direction perpendicular to the casting direction. It is characterized in that the cooling water is sprayed so that the major axis is inclined in the range of 5 to 45 degrees.
- the secondary cooling device for continuously cast slabs secondary cools slabs cast by a continuous casting machine in a secondary cooling zone having a vertical band, a curved band, and a horizontal band.
- the horizontal band has a front-stage cooling unit and a rear-stage cooling unit, and the front-stage cooling unit has a flow rate density of 300 to 4000 liters / (m 2 ⁇ min) per unit time (however, min is time).
- the slab is cooled by cooling water having a flow rate density per unit time (in minutes of the unit), and the boiling state of the cooling water on the surface of the slab in the pre-stage cooling unit is changed to nuclear boiling, and the post-stage cooling is performed.
- the section cools the slab with cooling water having a flow rate density of 2% or more and 50% or less per unit time of the cooling water of the front-stage cooling section, and the slab is formed in the rear-stage cooling section. It is characterized in that the boiling state of the cooling water on the surface is maintained at the nuclear boiling state.
- a plurality of rolls whose axial direction is perpendicular to the casting direction are arranged in the casting direction in the horizontal band.
- a plurality of spray nozzles for injecting cooling water onto the surface of the slab are provided between the rolls adjacent to each other in the casting direction in the slab width direction, and the spray nozzles are ejected from each of the spray nozzles.
- the cooling water is sprayed so that the cooling surface formed by the cooling water colliding with the surface of the slab has a rounded rectangular shape or an elliptical shape, and at least in the pre-stage cooling portion, it is perpendicular to the casting direction.
- the spray nozzle is arranged so that the long axis of the cooling surface is inclined in a range of 5 to 45 degrees with respect to the above direction.
- the flow density of the cooling water per unit time is set to 300 to 4000 liters / (m 2 ⁇ min), and the cooling water boils on the surface of the slab in the pre-stage cooling unit.
- the state was changed to nuclear boiling, and in the subsequent cooling step, the cooling water was cooled at a flow rate of 2% or more and 50% or less of the previous cooling step to maintain the boiling state of the cooling water on the surface of the slab at nuclear boiling.
- the amount of cooling water can be suppressed, and efficient secondary cooling can be realized without requiring a large capital investment.
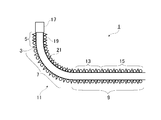
- the slab 3 cast by the continuous casting machine 1 is formed by forming a vertical band 5, a curved band 7, and a horizontal band 9.
- the secondary cooling zone 11 has secondary cooling.
- the horizontal band 9 has a front-stage cooling unit 13 on which the front-stage cooling process is performed, and a rear-stage cooling unit 15 on which the rear-stage cooling process is performed.
- the continuous casting machine 1 supports the molten steel injected into the mold 17 from a tundish (not shown) by a roll 19 and secondarily cools the molten steel by a cooling spray 21 provided between the rolls 19. It is a device that pulls out the slab 3 while doing so.
- the secondary cooling zone 11 for secondary cooling the slab 3 is divided into a vertical zone 5, a curved zone 7, and a horizontal zone 9.
- the secondary cooling method of the present invention relates to a method of cooling the slab 3 in the horizontal band 9.
- ⁇ Pre-stage cooling process> In the pre-stage cooling step, in the pre-stage cooling unit 13 in the horizontal zone 9 of the secondary cooling zone 11, the flow density of the cooling water per unit time is 300 to 4000 liters / (m 2 ⁇ min) (however, by the cooling spray 21). min is a unit of time), and cooling is performed in the pre-stage cooling unit 13 so that the boiling state of the cooling water on the surface of the slab 3 is changed to nuclear boiling.
- the flow rate density of the cooling water in the front-stage cooling unit 13 per unit time is obtained by dividing the total amount of cooling water (liter / min) in the front-stage cooling unit 13 by the area (m 2 ) of the front-stage cooling unit 13. It is a value calculated by.
- the cooling spray 21 refers to a device that injects a liquid or a mixture of a liquid and a gas and sprays it on the surface of the slab 3.
- water is an example of a liquid
- air is an example of a gas.
- the cooling spray 21 is arranged between the rolls 19 that convey the slab 3 in the casting direction.
- the cooling spray 21 is provided with a plurality of spray nozzles 23 in the width direction of the slab 3 between the rolls 19.
- the spray nozzle 23 shown in FIG. 2 is a flat spray nozzle, and the refrigerant 25 as cooling water ejected from the flat spray nozzle spreads in a fan shape in the slab width direction around the spray nozzle 23. Therefore, the collision surface of the cooling water with the slab surface has an elongated linear shape having a small width in the casting direction and a large width in the slab width direction.
- the elongated linear shape of the collision surface of the cooling water sprayed from the flat spray nozzle with the slab surface is referred to as "rounded rectangular shape".
- the type of the spray nozzle 23 is not particularly limited, and as a similar spray to the flat spray nozzle, an oval spray nozzle (elliptical spray, oval spray) and a full cone spray nozzle (conical spray, which is a nozzle for ejecting in a conical shape). It may be a nozzle that injects into a square cone shape such as a round spray) or a square spray (square spray, square spray, rectangular spray) in which a full cone spray is formed into a square shape.
- a plurality of spray nozzles 23 are provided between the rolls 19 in the width direction of the slab 3.
- the spray nozzle 23 is a flat spray
- the velocity of the cooling water injected from the spray nozzle 23 and flowing on the surface of the slab 3 is high in the long axis direction of the cooling water collision surface (hereinafter referred to as the width direction of the spray).
- the short axis direction (hereinafter referred to as the spray thickness direction) is relatively slow. Therefore, the cooling water after colliding with the surface of the slab spreads relatively slowly in the thickness direction of the spray, that is, in the casting direction.
- the cooling water sprayed from the adjacent sprays collides with each other at the opposite speeds at each end, and then spreads in the casting direction.
- the cooling water flows on the surface of the slab in the casting direction at a relatively slow speed after colliding with the surface of the slab.
- the cooling water flows at a high speed on the surface of the slab.
- the cooling capacity is improved by arranging the spray nozzle 23 so that the long axis of the cooling surface is inclined from the direction perpendicular to the casting direction.
- the inclination angle of the long axis of the cooling surface is inclined in the range of 5 to 45 degrees when the direction perpendicular to the casting direction is 0 degrees.
- the flow rate density per unit time is 300 to 4000 liters / (m 2 ⁇ min), and the cooling water is boiled on at least a part or all of the surface of the slab 3. Cooling is performed to bring the state to nucleate boiling, and the reason for doing so will be explained below.
- strong cooling If the slab is cooled with a high heat transfer coefficient before entering the horizontal zone 9 (hereinafter referred to as strong cooling), there is a high risk of cracks occurring at the corners of the slab 3, so strong cooling is performed in the horizontal zone 9. Just do it.
- FIG. 4 is a schematic view showing the relationship between the flow rate of cooling water, the surface temperature of the slab 3, and the cooling capacity.
- the vertical axis shows the cooling capacity
- the horizontal axis shows the surface temperature of the slab
- the figure shows three cases where the flow rate of the cooling water is large, medium, and small.
- the temperature range below the maximum point of cooling capacity is the nucleate boiling region
- the temperature range above the minimum point is the membrane boiling region.
- Nucleate boiling is a boiling state in which bubbles are generated around the foaming point and the cooling water can take very high heat from the cooling target.
- film boiling is a boiling state in which a steam film is formed at the boundary between the cooling water and the cooling target, which serves as a heat insulating layer, and the amount of heat that the cooling water can take from the cooling target is small.
- the concept of the slab cooling method of the present invention will be specifically described with reference to the graph of FIG.
- the temperature history of the surface of the slab when casting proceeds from the upstream side to the downstream side of the continuous casting machine is roughly from the right (high temperature side) to the left (low temperature side) on the graph of FIG.
- the slab 3 in the curved zone 7 is still hot, but in order to prevent the slab 3 from cracking, the operation is performed by suppressing the flow rate of the cooling water without excessive cooling (right side from point O on FIG. 4). ).
- the slab 3 passes through the curved band 7 and enters the horizontal band 9 (point A in FIG. 4), the risk of cracking of the slab 3 is reduced, so that strong cooling becomes possible and the flow rate of the cooling water is increased.
- the flow rate density per unit time is set to 300 to 4000 liters / (m 2 ⁇ min) for cooling at a large flow rate in the pre-stage cooling step.
- the reason for doing this is as follows.
- the minimum value of the cooling capacity in FIG. 4 changes according to the flow rate, but based on the research results by the present inventors, the cooling capacity is set to 300 liters / (m 2 ⁇ min) per unit time. It is known that the temperature showing the minimum value of is about 1000 ° C.
- the surface temperature of the slab 3 in the horizontal zone 9 is 1000 ° C. or lower, which is a temperature range lower than the temperature indicating the minimum value of the cooling capacity. Therefore, if the flow rate density is 300 liters / (m 2 ⁇ min) per unit time, the slab 3 in the horizontal zone 9 can be started to be cooled with a cooling capacity higher than the minimum value of the cooling capacity.
- the flow rate density per unit time is set to 300 to 4000 liters / (m 2 ⁇ min) for cooling at a large flow rate in the pre-stage cooling unit 13.
- a more preferable flow rate range is 300 to 2000 liters / (m 2 ⁇ min).
- cooling is performed at a large flow rate in the pre-stage cooling step, the surface temperature of the slab 3 is lowered to bring about nucleate boiling during the pre-stage cooling step, and nucleate boiling is performed at a small flow rate in the subsequent post-stage cooling step.
- the conditions for realizing such a state will be described below.
- W is the flow rate density per unit time (liter / (m 2 ⁇ min)), and ln is the natural logarithm.
- cooling may be performed at a large flow rate in the first cooling step to a temperature lower than the above Ts.
- cooling in the pre-stage cooling step may be performed so that the surface temperature Ts (° C.) of the slab 3 at the start of cooling in the post-stage cooling step becomes the temperature specified by the following formula (1).
- the flow rate density of the cooling water in the rear-stage cooling unit 15 per unit time is obtained by dividing the total amount of cooling water (liter / min) in the rear-stage cooling unit 15 by the area (m 2 ) of the rear-stage cooling unit 15. It is a value calculated by.
- the small flow rate density in the post-stage cooling step Specifically, cooling by nucleate boiling at a flow rate density W per unit time of the formula (1) can be performed. Then, the flow rate density per unit time may be appropriately set at 2% or more and 50% or less of the pre-stage cooling step. The more preferable range of the flow rate density per unit time is 5% to 20% of the pre-stage cooling step.
- the heat flux due to the injection of cooling water from the outside of the slab 3 is reheated from the inside of the slab 3. It may be larger than the heat flux.
- t slab thickness (m)
- ⁇ average thermal conductivity in the thickness direction excluding the unsolidified portion of the slab (kcal / (m ⁇ hour ⁇ ° C)
- Tc casting The solidification temperature (° C) of the piece.
- the inventor examined the flow rate density per unit time required for cooling with a heat flux satisfying the above formula (2).
- the boiling state of the cooling water on the surface of the slab 3 is changed to nuclear boiling at a large flow density in the pre-stage cooling step.
- cooling is performed at a flow rate density of 2% or more and 50% or less per unit time of the first-stage cooling step so that the boiling state of the cooling water on the surface of the slab 3 is maintained at nuclear boiling. Therefore, the amount of cooling water in the horizontal zone 9 can be suppressed, and efficient secondary cooling can be realized without requiring a large capital investment.
- the secondary cooling device that realizes the secondary cooling method for continuously cast slabs as described above includes a front-stage cooling unit 13 and a rear-stage cooling unit 15 in the horizontal band 9, and the front-stage cooling unit 13 per unit time.
- the boiling state of the cooling water on the surface of the slab 3 is set to nuclear boiling, and in the latter-stage cooling unit 15, 2% or more of the previous-stage cooling unit 13 and 50
- a device configuration may be adopted in which the cooling water is cooled at a flow rate of% or less to maintain the boiling state of the cooling water on the surface of the slab 3 at nuclear boiling.
- the temperature of the cooling water before and after the cooling of the slab 3 is measured, and the value of the increase in the temperature of the cooling water is used.
- the amount of increase in the temperature of the cooling water can be estimated by the following formula (6). However, since a part of the heat is consumed as heat of vaporization, the amount of increase in the temperature of the cooling water according to the following formula (6) is an approximate value.
- ⁇ T q / ( ⁇ cW) ⁇ ⁇ ⁇ ⁇ (6)
- ⁇ T is the amount of increase in the temperature of the cooling water (° C.)
- q is the heat flux from the slab to the cooling water (W ⁇ m 2 )
- ⁇ is the density of the cooling water (kg / m 3 )
- c is the cooling.
- the specific heat of water (J / (kg ⁇ K)) and W are the flow density of cooling water per unit time (m 3 / (m 2 ⁇ s)).
- the value of the cooling water temperature increase ⁇ T estimated by the above equation (6) is the nucleate boiling and the membrane boiling. And different. Therefore, the actual amount of temperature rise obtained from the measured values of the temperature of the cooling water before and after cooling of the slab 3 is the estimated value of the temperature rise amount at the time of nucleate boiling and the estimated value at the time of film boiling according to the above formula (6).
- the boiling mode of the cooling water can be estimated depending on which one is closer to. Then, by adjusting the amount of cooling water so that the estimated boiling mode is maintained in the nucleate boiling state, the boiling state of the cooling water can be maintained in the nucleate boiling state.
- low carbon steel was cast using the continuous casting machine 1, and this will be described below.
- the numerical values and the like described in the examples are shown for further understanding of the present invention, and the present invention is not limited to the present examples.
- the machine length of the continuous casting machine 1 is 45 m, of which the horizontal band 9 is composed of 15 segments each having a length of 2 m.
- the casting conditions were a casting speed of 2 mpm, a slab thickness of 250 mm, and a slab width of 1500 mm.
- Water was used as the cooling water, mixed with air, and sprayed from the cooling spray 21.
- the water temperature and the air temperature were 30 ° C.
- the surface temperature of the slab 3 when it reached the horizontal zone 9 was 850 ° C.
- the solidification temperature was the solid phase temperature of 1500 ° C., and the average thermal conductivity was 39.4 kcal / (m ⁇ hour ⁇ ° C.).
- a radiation thermometer was used to measure the temperature.
- the solidification position was obtained from the tacking test.
- the cooling conditions in the horizontal zone 9 were variously changed.
- the front-stage cooling unit 13 and the rear-stage cooling unit 15 were separated, and the flow rate density per unit time was set for each segment.
- the heat flux an experimental device simulating the actual machine was manufactured, an experiment corresponding to the operating conditions was performed, and the calculation was performed based on the result. Specifically, in the above experiment, the surface temperature of the slab was measured with a radiation thermometer, and at the same time, the solidification interface position was measured with an ultrasonic measuring instrument. Based on the result, the heat flux back calculation described in Non-Patent Document 1 was performed. Calculated using the method.
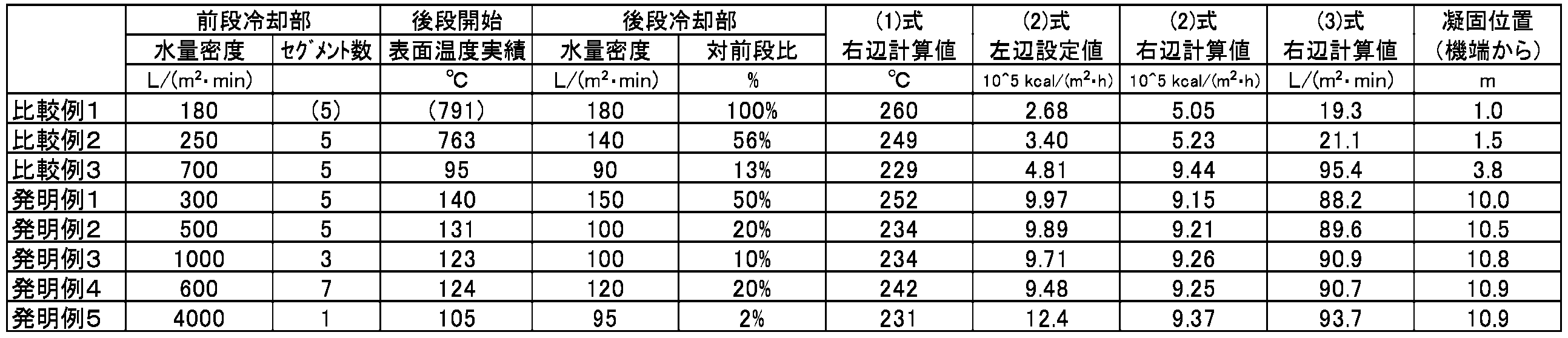
- the flow rate density per unit time in the horizontal zone 9 was set to be constant at 180 liters / (m 2 ⁇ min).
- Comparative Examples 2 and 3 the 5 segments on the upstream side installed in the horizontal zone 9 are used as the front cooling unit 13, and the remaining 10 segments are used as the rear cooling unit 15, and the flow rate density per unit time is individually set for cooling.
- the front-stage cooling unit 13 cools for 5 segments at a flow rate density of 250 liters / (m 2 ⁇ min) per unit time
- the rear-stage cooling unit 15 has a flow rate density of 140 liters / (m 2 ⁇ min) per unit time. It was reduced to m 2 ⁇ min) and the remaining 10 segments were cooled.
- the surface temperature of the slab 3 was 763 ° C. at the start of the subsequent cooling, that is, when the flow rate density per unit time was reduced from 250 liters / (m 2 ⁇ min) to 140 liters / (m 2 ⁇ min). ..
- the number of segments of the front-stage cooling unit 13 and the rear-stage cooling unit 15 and the flow rate density per unit time were individually set and cooled.
- the front-stage cooling unit 13 cools for 5 segments at a flow rate density of 300 liters / (m 2 ⁇ min) per unit time
- the rear-stage cooling unit 15 has a flow rate density of 150 liters / (m 2 ⁇ min) per unit time. It was reduced to m 2 ⁇ min) and the remaining 10 segments were cooled.
- the surface temperature of the slab 3 at the start of the subsequent cooling was 140 ° C.
- the long axis of the cooling surface of the spray nozzle is oriented perpendicular to the casting direction.
- the first-stage cooling unit 13 is cooled in the nucleate boiling region, the temperature is sufficiently lowered, and the second-stage cooling unit 15 can maintain the nucleate boiling, the cooling capacity is sufficient, and the cooling unit exit side.
- the temperature could be maintained at a low temperature, resulting in a shorter time to complete solidification. This is synonymous with being able to increase the casting speed, and thus contributes to the improvement of productivity.
- the flat spray nozzle installed in the horizontal band 9 is tilted from the direction perpendicular to the casting direction on the long axis of the rounded rectangular cooling surface formed on the surface of the slab by the cooling water ejected from the spray nozzle. installed.
- the long axis of the rounded rectangular cooling surface formed on the surface of the slab by the cooling water ejected from all the spray nozzles installed in the horizontal band 9 is 20 from the direction perpendicular to the casting direction. ° Tilted.
- the front-stage cooling unit 13 cools for 5 segments at a flow rate density of 300 liters / (m 2. min) per unit time, and the rear-stage cooling unit 15 reduces the flow rate density per unit time to 150 liters / (m 2. min). The remaining 10 segments were cooled.
- the surface temperature of the slab 3 at the start of the subsequent cooling was 128 ° C.
- the flow rate density of the front cooling unit 13 per unit time is 1000 liters / (m 2 ⁇ min), and the flow rate density of the rear cooling unit 15 per unit time is 100 liters / (m 2 ⁇ min).
- the long axis is tilted by 20 °.
- the long axis of the rectangular cooling surface with rounded corners formed on the surface of the slab by the cooling water ejected from the spray nozzle is in a predetermined range (5 to 45 degrees) from the direction perpendicular to the casting direction. It is suggested that the effect of improving the cooling capacity can be expected by inclining in the range.
- the preferable range of the tilt angle is 5 to 45 degrees in the case where the tilt angle is less than 5 degrees, the effect of tilting is small, and when the tilt angle exceeds 45 degrees, the above-mentioned 60 degrees. This is because it is possible that the cooling capacity will decrease.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
Description
(2)また、上記(1)に記載の連続鋳造鋳片の2次冷却方法において、前記後段冷却工程では、前記鋳片の冷却開始時における前記鋳片の表面温度Ts(℃)と、該後段冷却工程における前記冷却水の前記流量密度W(リットル/(m2・min))とが、下記式(1)の関係を満たすようにすることを特徴とするものである。
ただし、上記式(1)中のlnは自然対数であり、^はべき乗の演算子である。
(3)また、上記(2)に記載の連続鋳造鋳片の2次冷却方法において、前記後段冷却工程では、前記冷却水の熱流束q(kcal/(m2・hour))が、鋳片の厚みをt(m)、鋳片の未凝固部を除く厚さ方向平均熱伝導率をλ(kcal/(m・hour・℃))、鋳片の凝固温度をTc(℃)とするとき、前記冷却水の熱流束q(kcal/(m2・hour))が、下記式(2)の関係を満たすようにすることを特徴とするものである。
(4)また、上記(1)ないし(3)のいずれかに記載の連続鋳造鋳片の2次冷却方法において、前記後段冷却工程では、前記冷却水の前記流量密度Wが、下記式(3)の関係を満たすようにすることを特徴とするものである。
ただし、上記式(3)中のeは自然対数の底であり、lоgは常用対数であり、^はべき乗の演算子である。
(5)また、上記(1)ないし(4)に記載の連続鋳造鋳片の2次冷却方法において、前記水平帯において、軸方向を鋳造方向に垂直に向けたロールを鋳造方向に複数配置するとともに、鋳造方向に隣り合う前記ロールの間に、前記鋳片の表面に前記冷却水を噴射するスプレーノズルを鋳片幅方向に複数個備え、前記スプレーノズルの各々から噴射される前記冷却水が前記鋳片の表面に衝突して形成される冷却面が、角丸長方形状、または楕円状となるようにし、少なくとも前記前段冷却工程では、鋳造方向と垂直な方向に対して、前記冷却面の長軸が5~45度の範囲で傾斜するように前記冷却水を噴射することを特徴とするものである。
(6)本発明に係る連続鋳造鋳片の2次冷却装置は、連続鋳造機で鋳造されている鋳片を、垂直帯、湾曲帯、水平帯を有する2次冷却帯において2次冷却するものであって、前記水平帯は前段冷却部と後段冷却部とを有し、前記前段冷却部は、単位時間当たりの流量密度が300~4000リットル/(m2・min)(ただし、minは時間の単位の分である)の単位時間当たりの流量密度の冷却水により前記鋳片を冷却して、該前段冷却部内における前記鋳片の表面の冷却水の沸騰状態を核沸騰にし、前記後段冷却部は、前記前段冷却部の冷却水の前記流量密度の2%以上かつ50%以下の単位時間当たりの流量密度の冷却水により前記鋳片を冷却して、該後段冷却部内における前記鋳片の表面の冷却水の沸騰状態を核沸騰に維持することを特徴とするものである。
(7)また、上記(6)に記載の連続鋳造鋳片の2次冷却装置において、前記水平帯には、軸方向を鋳造方向に垂直に向けたロールが鋳造方向に複数配置されているとともに、鋳造方向に隣り合う前記ロールの間に、前記鋳片の表面に冷却水を噴射するスプレーノズルが鋳片幅方向に複数個備えられ、前記スプレーノズルは、該スプレーノズルの各々から噴射される前記冷却水が前記鋳片の表面に衝突して形成される冷却面が、角丸長方形状、または楕円状となるように前記冷却水を噴射し、少なくとも前記前段冷却部では、鋳造方向と垂直な方向に対して、前記冷却面の長軸が5~45度の範囲で傾斜するように、前記スプレーノズルが配置されていることを特徴とするものである。
<連続鋳造機>
連続鋳造機1は、図1に示すように、タンディッシュ(図示なし)から鋳型17に注入された溶鋼を、ロール19によって支持し、かつロール19間に設けられた冷却スプレー21によって2次冷却しながら鋳片3として引き抜く装置である。
<前段冷却工程>
前段冷却工程は、2次冷却帯11の水平帯9における前段冷却部13において、冷却スプレー21によって、冷却水の単位時間当たりの流量密度を300~4000リットル/(m2・min)(ただし、minは時間の単位の分である)として、前段冷却部13内で鋳片3の表面における冷却水の沸騰状態を核沸騰にする冷却を行うものである。
<後段冷却工程>
後段冷却工程は、水平帯9における後段冷却部15において、前段冷却工程の2%以上かつ50%以下の単位時間当たりの流量密度で冷却して、鋳片3の表面における冷却水の沸騰状態を核沸騰に維持するものである。
ただし、上記式(4)において、t:鋳片厚み(m)、λ:鋳片の未凝固部を除く厚さ方向平均熱伝導率(kcal/(m・hour・℃))、Tc:鋳片の凝固温度(℃)である。
なお、鋳片厚さ中心の温度の測定は困難であり、概ね鋳片3の凝固温度であるため、凝固温度とした。
この式(5)と、上述した式(4)、すなわちq’=λ[4(Tc-Ts)/t]の2式から、後段冷却工程において満たすべき条件としては、q’’>q’であり、これを単位時間当たりの流量密度Wに関するに変形すると、下記式(3)となる。
ただし、上記式(3)中のeは自然対数の底であり、lоgは常用対数である。
ここで、ΔTは冷却水の温度の上昇量(℃)、qは鋳片から冷却水への熱流束(W・m2)、ρは冷却水の密度(kg/m3)、cは冷却水の比熱(J/(kg・K))、Wは冷却水の単位時間当たりの流量密度(m3/(m2・s))である。

3 鋳片
5 垂直帯
7 湾曲帯
9 水平帯
11 2次冷却帯
13 前段冷却部
15 後段冷却部
17 鋳型
19 ロール
21 冷却スプレー
23 スプレーノズル
25 冷媒
Claims (7)
- 連続鋳造機で鋳造されている鋳片を、垂直帯、湾曲帯、水平帯を有する2次冷却帯において2次冷却する連続鋳造鋳片の2次冷却方法であって、
前記水平帯の鋳造方向上流側部分における前段冷却工程と、前記水平帯の鋳造方向下流側部分における後段冷却工程とを有し、
前記前段冷却工程では、単位時間当たりの流量密度が300~4000リットル/(m2・min)(ただし、minは時間の単位の分である)の冷却水により前記鋳片を冷却して、該前段冷却工程における前記鋳片の表面の冷却水の沸騰状態を核沸騰にし、
前記後段冷却工程では、前記前段冷却工程における前記冷却水の前記流量密度の2%以上かつ50%以下の単位時間当たりの流量密度の冷却水により前記鋳片を冷却して、該後段冷却工程における前記鋳片の表面の前記冷却水の沸騰状態を核沸騰に維持することを特徴とする連続鋳造鋳片の2次冷却方法。 - 前記後段冷却工程では、前記鋳片の冷却開始時における前記鋳片の表面温度Ts(℃)と、該後段冷却工程における前記冷却水の前記流量密度W(リットル/(m2・min))とが、下記式(1)の関係を満たすようにすることを特徴とする請求項1に記載の連続鋳造鋳片の2次冷却方法。
Ts<10^[0.08×ln(W)+2] ・・・(1)
ただし、上記式(1)中のlnは自然対数であり、^はべき乗の演算子である。 - 前記後段冷却工程では、鋳片の厚みをt(m)、鋳片の未凝固部を除く厚さ方向平均熱伝導率をλ(kcal/(m・hour・℃))、鋳片の凝固温度をTc(℃)とするとき、前記冷却水の熱流束q(kcal/(m2・hour))が、下記式(2)の関係を満たすようにすることを特徴とする請求項2に記載の連続鋳造鋳片の2次冷却方法。
q≧λ[4(Tc-Ts)/t] ・・・(2) - 前記後段冷却工程では、前記冷却水の前記流量密度Wが、下記式(3)の関係を満たすようにすることを特徴とする請求項1乃至3のいずれか1項に記載の連続鋳造鋳片の2次冷却方法。
W>e^[(lоg(λ[4(Tc-Ts)/t])―5.2)/0.17] ・・・(3)
ただし、上記式(3)中のeは自然対数の底であり、lоgは常用対数であり、^はべき乗の演算子である。 - 前記水平帯において、軸方向を鋳造方向に垂直に向けたロールを鋳造方向に複数配置するとともに、鋳造方向に隣り合う前記ロールの間に、前記鋳片の表面に前記冷却水を噴射するスプレーノズルを鋳片幅方向に複数個備え、
前記スプレーノズルの各々から噴射される前記冷却水が前記鋳片の表面に衝突して形成される冷却面が、角丸長方形状、または楕円状となるようにし、
少なくとも前記前段冷却工程では、鋳造方向と垂直な方向に対して、前記冷却面の長軸が5~45度の範囲で傾斜するように前記冷却水を噴射することを特徴とする請求項1乃至4のいずれか1項に記載の連続鋳造鋳片の2次冷却方法。 - 連続鋳造機で鋳造されている鋳片を、垂直帯、湾曲帯、水平帯を有する2次冷却帯において2次冷却する連続鋳造鋳片の2次冷却装置であって、
前記水平帯は前段冷却部と後段冷却部とを有し、
前記前段冷却部は、単位時間当たりの流量密度が300~4000リットル/(m2・min)(ただし、minは時間の単位の分である)の冷却水により前記鋳片を冷却して、該前段冷却部内における前記鋳片の表面の冷却水の沸騰状態を核沸騰にし、
前記後段冷却部は、前記前段冷却部の冷却水の前記流量密度の2%以上かつ50%以下の単位時間当たりの流量密度の冷却水により前記鋳片を冷却して、該後段冷却部内における前記鋳片の表面の冷却水の沸騰状態を核沸騰に維持することを特徴とする連続鋳造鋳片の2次冷却装置。 - 前記水平帯には、軸方向を鋳造方向に垂直に向けたロールが鋳造方向に複数配置されているとともに、鋳造方向に隣り合う前記ロールの間に、前記鋳片の表面に冷却水を噴射するスプレーノズルが鋳片幅方向に複数個備えられ、
前記スプレーノズルは、該スプレーノズルの各々から噴射される前記冷却水が前記鋳片の表面に衝突して形成される冷却面が、角丸長方形状、または楕円状となるように前記冷却水を噴射し、
少なくとも前記前段冷却部では、鋳造方向と垂直な方向に対して、前記冷却面の長軸が5~45度の範囲で傾斜するように、前記スプレーノズルが配置されていることを特徴とする請求項6に記載の連続鋳造鋳片の2次冷却装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20836022.2A EP3998126A4 (en) | 2019-07-11 | 2020-07-06 | SECONDARY COOLING PROCESS AND SECONDARY COOLING EQUIPMENT FOR CONTINUOUS CASTING PLATE |
| KR1020227000523A KR102616194B1 (ko) | 2019-07-11 | 2020-07-06 | 연속 주조 주편의 2차 냉각 방법 및 2차 냉각 장치 |
| JP2021530691A JP6989060B2 (ja) | 2019-07-11 | 2020-07-06 | 連続鋳造鋳片の2次冷却方法および2次冷却装置 |
| CN202080050446.9A CN114126782B (zh) | 2019-07-11 | 2020-07-06 | 连续铸造铸片的二次冷却方法及二次冷却装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-128852 | 2019-07-11 | ||
| JP2019128852 | 2019-07-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021006253A1 true WO2021006253A1 (ja) | 2021-01-14 |
Family
ID=74114202
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/026487 WO2021006253A1 (ja) | 2019-07-11 | 2020-07-06 | 連続鋳造鋳片の2次冷却方法および2次冷却装置 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3998126A4 (ja) |
| JP (1) | JP6989060B2 (ja) |
| KR (1) | KR102616194B1 (ja) |
| CN (1) | CN114126782B (ja) |
| TW (1) | TWI753486B (ja) |
| WO (1) | WO2021006253A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7060164B2 (ja) * | 2019-07-11 | 2022-04-26 | Jfeスチール株式会社 | 連続鋳造鋳片の2次冷却方法及び装置 |
| DE102022210993A1 (de) * | 2022-10-18 | 2024-04-18 | Sms Group Gmbh | Stützende Strangführung für eine Stranggießanlage, und Verfahren zum Kühlen eines Gießstranges |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003285147A (ja) | 2002-03-25 | 2003-10-07 | Jfe Steel Kk | 連鋳鋳片の2次冷却方法 |
| JP2014200803A (ja) * | 2013-04-02 | 2014-10-27 | 新日鐵住金株式会社 | 連続鋳造鋳片の冷却方法及び冷却装置 |
| JP2018015781A (ja) * | 2016-07-28 | 2018-02-01 | 新日鐵住金株式会社 | 連続鋳造の二次冷却方法及び二次冷却装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05177322A (ja) * | 1992-01-08 | 1993-07-20 | Kawasaki Steel Corp | 連鋳鋳片の2次冷却方法 |
| JP4055440B2 (ja) * | 2001-06-13 | 2008-03-05 | Jfeスチール株式会社 | 連続鋳造鋳片の直送圧延方法 |
| DK1868748T3 (da) * | 2005-04-07 | 2009-01-19 | Giovanni Arvedi | Fremgangsmåde og system til fremstilling af metalbånd og -plader uden kontinuitetsophævelse mellem kontinuerlig strengstöbning og valsning |
| JP4987545B2 (ja) * | 2007-04-09 | 2012-07-25 | 新日本製鐵株式会社 | 連続鋳造機の二次冷却装置およびその二次冷却方法 |
| JP2009255127A (ja) * | 2008-04-17 | 2009-11-05 | Jfe Steel Corp | 連続鋳造鋳片の冷却方法及び冷却設備 |
| JP2010110813A (ja) * | 2008-11-10 | 2010-05-20 | Nippon Steel Corp | 連続鋳造鋳片の二次冷却方法及び装置 |
| AT509894A1 (de) * | 2010-06-01 | 2011-12-15 | Siemens Vai Metals Tech Gmbh | Verfahren und vorrichtung zur erzeugung von überhitztem sattdampf in einer stranggiessmaschine |
| WO2015037093A1 (ja) * | 2013-09-11 | 2015-03-19 | 新日鐵住金株式会社 | 噴射ノズル及び連続鋳造の二次冷却方法 |
| WO2016009514A1 (ja) * | 2014-07-16 | 2016-01-21 | 新日鐵住金株式会社 | 連続鋳造機の2次冷却制御方法及び2次冷却制御装置 |
| JP6135616B2 (ja) * | 2014-07-31 | 2017-05-31 | Jfeスチール株式会社 | 連続鋳造鋳片の幅方向均一冷却鋳造方法及び連続鋳造設備 |
| BR112017014026B1 (pt) * | 2015-01-15 | 2021-02-02 | Nippon Steel Corporation | método de lingotamento contínuo de placas |
| JP6572978B2 (ja) * | 2016-01-29 | 2019-09-11 | 日本製鉄株式会社 | 連続鋳造鋳片の二次冷却方法及び二次冷却装置 |
| CN105964968B (zh) * | 2016-05-23 | 2018-03-06 | 中冶赛迪工程技术股份有限公司 | 一种提高低拉速下二冷配水量的方法 |
| KR102635630B1 (ko) * | 2019-04-02 | 2024-02-08 | 제이에프이 스틸 가부시키가이샤 | 강의 연속 주조 방법 |
-
2020
- 2020-07-06 JP JP2021530691A patent/JP6989060B2/ja active Active
- 2020-07-06 KR KR1020227000523A patent/KR102616194B1/ko active IP Right Grant
- 2020-07-06 WO PCT/JP2020/026487 patent/WO2021006253A1/ja unknown
- 2020-07-06 EP EP20836022.2A patent/EP3998126A4/en active Pending
- 2020-07-06 CN CN202080050446.9A patent/CN114126782B/zh active Active
- 2020-07-10 TW TW109123326A patent/TWI753486B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003285147A (ja) | 2002-03-25 | 2003-10-07 | Jfe Steel Kk | 連鋳鋳片の2次冷却方法 |
| JP2014200803A (ja) * | 2013-04-02 | 2014-10-27 | 新日鐵住金株式会社 | 連続鋳造鋳片の冷却方法及び冷却装置 |
| JP2018015781A (ja) * | 2016-07-28 | 2018-02-01 | 新日鐵住金株式会社 | 連続鋳造の二次冷却方法及び二次冷却装置 |
Non-Patent Citations (2)
| Title |
|---|
| J.V. BECK, INT. J. MASS TRANSFER, vol. 13, 1970, pages 703 |
| See also references of EP3998126A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114126782A (zh) | 2022-03-01 |
| JPWO2021006253A1 (ja) | 2021-12-02 |
| KR20220017493A (ko) | 2022-02-11 |
| TW202106411A (zh) | 2021-02-16 |
| EP3998126A1 (en) | 2022-05-18 |
| KR102616194B1 (ko) | 2023-12-19 |
| EP3998126A4 (en) | 2022-09-14 |
| CN114126782B (zh) | 2023-07-04 |
| TWI753486B (zh) | 2022-01-21 |
| JP6989060B2 (ja) | 2022-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5218435B2 (ja) | 厚鋼板の制御冷却方法 | |
| EP2072157B1 (en) | Method of cooling hot-rolled steel strip | |
| KR101211273B1 (ko) | 열연 강판의 냉각 방법 | |
| JP4903913B2 (ja) | 熱延鋼板の冷却方法及び冷却装置 | |
| JP6989060B2 (ja) | 連続鋳造鋳片の2次冷却方法および2次冷却装置 | |
| JP2005021984A (ja) | 厚鋼板の制御冷却方法及び装置 | |
| JP5094154B2 (ja) | 連続鋳造機における鋳片冷却方法 | |
| JP2010082637A (ja) | 連続鋳造における二次冷却方法 | |
| JP2020131193A (ja) | 連続鋳造用鋳型および連続鋳造装置並びに連続鋳造方法 | |
| JP5146006B2 (ja) | 連続鋳造における二次冷却方法 | |
| JP2005279691A (ja) | 連続鋳造鋳片の二次冷却方法 | |
| TWI753487B (zh) | 連續鑄造鑄片之二次冷卻方法及裝置 | |
| JP4882406B2 (ja) | 連続鋳造機用クーリンググリッド設備及び連続鋳造鋳片の製造方法 | |
| JP4453562B2 (ja) | 連続鋳造機用クーリンググリッド設備及び連続鋳造鋳片の製造方法 | |
| JP2024000959A (ja) | 鋳片の製造方法、2次冷却装置及び連続鋳造機 | |
| JP5545041B2 (ja) | 連続鋳造での2次冷却方法 | |
| Han et al. | Effect of nozzle spray distance on the secondary cooling uniformity of continuous casting billet | |
| JP2011020138A (ja) | 連続鋳造における二次冷却方法 | |
| Kuklev et al. | Analyzing the performance of the secondary water-cooling system of a single-strand continuous slab caster in the electric steelmaking shop at ural steel | |
| CN119365281A (zh) | 铸片的连续铸造设备及铸片的连续铸造方法 | |
| RU2779384C1 (ru) | Способ непрерывной разливки стали | |
| JP7355285B1 (ja) | 鋼の連続鋳造方法 | |
| WO2023190018A1 (ja) | 鋼の連続鋳造方法 | |
| JP2024020140A (ja) | 鋼の連続鋳造方法及び冷却水供給設備 | |
| JPH05177322A (ja) | 連鋳鋳片の2次冷却方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20836022 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021530691 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227000523 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2020836022 Country of ref document: EP Effective date: 20220211 |