WO2020262675A1 - 多層フィルム及び包装体 - Google Patents
多層フィルム及び包装体 Download PDFInfo
- Publication number
- WO2020262675A1 WO2020262675A1 PCT/JP2020/025392 JP2020025392W WO2020262675A1 WO 2020262675 A1 WO2020262675 A1 WO 2020262675A1 JP 2020025392 W JP2020025392 W JP 2020025392W WO 2020262675 A1 WO2020262675 A1 WO 2020262675A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- multilayer film
- resin
- layer
- film
- molding
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D75/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D75/325—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet being recessed, and the other being a flat not- rigid sheet, e.g. puncturable or peelable foil
- B65D75/327—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet being recessed, and the other being a flat not- rigid sheet, e.g. puncturable or peelable foil and forming several compartments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
Definitions
- the present invention relates to multilayer films and packages.
- the present application claims priority based on Japanese Patent Application No. 2019-119602 filed in Japan on June 27, 2019, the contents of which are incorporated herein by reference.
- Foods, pharmaceuticals, etc. are generally packaged in packaging such as packaging bags and packaging containers at the time of sale. Such a package is required to have various performances for protection of the contents and the like. Therefore, in some packages, a composite (multilayer) multilayer film is used.
- Patent Document 1 discloses a method of orienting crystals in a multilayer film by stretching a multilayer film made of a polymer material as a means for improving impact resistance and gas barrier properties.
- Patent Document 1 contains a crystalline film, there is a problem that the gas barrier property is excellent, but the molding processability of the entire film is inferior.
- the present invention has been made in view of the above circumstances, and an object of the present invention is to provide a multilayer film having improved moldability and a package using the multilayer film.
- the present invention adopts the following configuration.
- a molding test of a multilayer film which is thermoformed to form a recessed solid matter storage portion that opens on one surface of the multilayer film and projects on the other surface.
- the molding pressure is the same and the molding temperature is changed a plurality of times, the ratio of the depth to the inner diameter of the solid matter storage portion is 0.37 to 0.43, and the solid matter storage portion is said to have the same molding pressure.
- the thickness of the multilayer film can be 20 to 100% of the thickness before thermoforming, the difference between the different molding temperatures is 10 ° C.
- the ratio of the depth to the inner diameter of the solid matter storage portion is 0.47 to 0.
- the difference between the different molding temperatures of .53 and the thickness of the multilayer film in the solid matter storage portion, which can be 20 to 100% of the thickness before thermoforming, is 8
- the multilayer film according to [1] which has a temperature of ° C. or higher.
- the barrier layer contains an amorphous resin or a low-density polyethylene resin.
- the elastomer is a styrene-based elastomer.
- a barrier layer in which a first film layer containing a first resin and a second film layer containing a second resin different from the first resin are alternately and repeatedly laminated is provided.
- a packaging body comprising the multilayer film according to any one of [1] to [15].
- the multilayer film of the present invention is subjected to a molding test in which a concave-shaped solid matter storage portion that opens in one surface of the multilayer film and projects to the other surface is formed in the multilayer film by thermal molding.
- the ratio of the depth to the inner diameter of the solid matter storage part ([depth of the solid matter storage part] / [inner diameter of the solid matter storage part], the following when the same was performed multiple times by changing the molding temperature.
- the drawing ratio) can be 0.37 to 0.43, and the thickness of the multilayer film in the solid matter storage portion can be 20 to 100% of the thickness before heat molding.
- the temperature of the multilayer film is different from that of the multilayer film when the difference between the molding temperatures is 10 ° C. or more and the storage elasticity of the multilayer film is 5.0 ⁇ 10 6 to 5.0 ⁇ 10 7 Pa. Since the difference between the maximum value and the minimum value is 25 to 140 ° C., the film as a whole is excellent in moldability.
- the multilayer films of the present invention when the storage modulus of the multilayer film is 1.5 ⁇ 10 7 ⁇ 3.5 ⁇ 10 7 Pa, the difference between the maximum value and the minimum value of the temperature of the multilayer film However, since the temperature is 10 to 80 ° C., the film as a whole is excellent in moldability.
- the multilayer film of the present invention is excellent in molding processability and has a wide temperature range (molding temperature range) that can be molded into a package, the package of the present invention can be continuously and stably produced. Easy to handle deep drawing.
- FIG. 3 is a cross-sectional view taken along the line II of the package shown in FIG. It is a graph which showed the correlation between the molding temperature width when the drawing ratio was 0.4, and the temperature range where the storage elastic modulus was 5 to 50 MPa. It is a graph which showed the correlation between the molding temperature width when the drawing ratio is 0.5, and the temperature range where the storage elastic modulus is 5 to 50 MPa.
- the multilayer film of the first embodiment according to the present invention forms a concave solid matter storage portion that opens in one surface of the multilayer film and projects to the other surface of the multilayer film by thermoforming.
- the molding test was performed a plurality of times by making the molding pressure the same and changing the molding temperature, the drawing ratio of the solid matter accommodating portion was 0.37 to 0.43, and the solid matter accommodating portion said.
- the thickness of the multilayer film can be 20 to 100% of the thickness before thermoforming, the difference between the different molding temperatures is 10 ° C.
- the storage elasticity of the multilayer film is The difference between the maximum value and the minimum value of the temperature of the multilayer film when the temperature is 5.0 ⁇ 10 6 to 5.0 ⁇ 10 7 Pa is 25 to 140 ° C. That is, the multilayer film of the present embodiment has a wide molding temperature range and is excellent in molding processability.
- the thickness of the multilayer film can be 20 to 100% of the thickness before thermoforming, and the difference between the different molding temperatures is 10 ° C. or higher, for example, 15 ° C. or higher, and It may be any of 20 ° C. or higher.
- the upper limit of the difference in molding temperature is not particularly limited, but may be, for example, 100 ° C. or lower, 50 ° C. or lower, or 40 ° C. or lower.
- the multilayer film of the present embodiment has the same molding pressure, and when the molding pressure is changed a plurality of times, the drawing ratio of the solid matter accommodating portion is set to 0.37 to 0.43.
- the thickness of the multilayer film in the solid matter storage portion can be 20 to 100% of the thickness before thermoforming, and the difference between the different molding temperatures is 10 ° C. or more. As a result, it can be molded in a wide temperature range.
- the molding pressure is preferably 0.1 to 0.5 MPa, more preferably 0.2 to 0.4 MPa.
- the molding temperature is preferably 80 to 160 ° C, more preferably 90 to 150 ° C.
- the multilayer film of the present embodiment is described, for example, when the molding test is performed and the drawing ratio of the solid matter accommodating portion is 0.37 to 0.43 and the difference in molding temperature is 10 ° C. or more.
- the thickness of the multilayer film in the solid matter storage portion is 20 to 100%, 30 to 100%, 40 to 100%, 50 to 100%, 60 to 100%, and 70 with respect to the thickness before thermoforming. Those that can be set to any of ⁇ 100% can be mentioned.
- the molding test is performed, and the thickness of the multilayer film in the solid matter storage portion is 20 to 100% of the thickness before thermoforming, and the molding temperature.
- the drawing ratio of the solid matter storage portion is set to 0.37 to 0.42, 0.37 to 0.41, 0.37 to 0.43, 0.38 to 0. 43, 0.39 to 0.43, 0.38 to 0.42, and 0.39 to 0.41 can be mentioned.
- the inner diameter of the solid matter storage portion is not particularly limited as long as the drawing ratio of the solid matter storage portion falls within any of the above numerical ranges, but is preferably 5 to 15 mm, more preferably 7 to 13 mm, and preferably 10 mm. Especially preferable.
- the thickness of the multilayer film in the solid matter storage portion and the thickness of the solid matter storage portion and the solid matter storage portion are examples. Examples include those in which both the aperture ratio and the above-mentioned numerical range.
- the drawing ratio of the solid matter accommodating portion is 0.47 to 0.53.
- the thickness of the multilayer film in the solid matter storage portion can be 20 to 100% of the thickness before thermoforming, and the difference between the different molding temperatures is 8 ° C. or more. The one is preferable.
- the thickness of the multilayer film can be 20 to 100% of the thickness before thermoforming, and the difference between the different molding temperatures is 8 ° C. or higher, for example, 10 ° C. or higher, and It may be any of 15 ° C. or higher.
- the upper limit of the difference in molding temperature is not particularly limited, but may be, for example, 100 ° C. or lower, 50 ° C. or lower, or 40 ° C. or lower.
- the multilayer film of the present embodiment has the same molding pressure, and when the molding pressure is changed a plurality of times, the drawing ratio of the solid matter accommodating portion is 0.47 to 0.53.
- the thickness of the multilayer film in the solid matter storage portion can be 20 to 100% of the thickness before thermoforming, and the difference between the different molding temperatures is 8 ° C. or more. As a result, it can be molded in a wide temperature range.
- the multilayer film of the present embodiment is described, for example, when the molding test is performed and the drawing ratio of the solid matter accommodating portion is 0.47 to 0.53 and the difference in molding temperature is 8 ° C. or more.
- the thickness of the multilayer film in the solid matter storage portion is 20 to 100%, 30 to 100%, 40 to 100%, 50 to 100%, 60 to 100%, and 70 with respect to the thickness before thermoforming. It is preferably one that can be set to any of ⁇ 100%.
- the molding test is performed, and the thickness of the multilayer film in the solid matter storage portion is 20 to 100% of the thickness before thermoforming, and the molding temperature.
- the drawing ratio of the solid matter storage portion is set to 0.47 to 0.53, 0.47 to 0.51, 0.48 to 0.53, 0.48 to 0. Examples thereof include those which can be any of 51, 0.49 to 0.53, 0.49 to 0.52, and 0.49 to 0.51.
- the inner diameter of the solid matter storage portion is not particularly limited as long as the drawing ratio of the solid matter storage portion falls within any of the above numerical ranges, but is preferably 5 to 15 mm, more preferably 7 to 13 mm, and preferably 10 mm. Especially preferable.
- the thickness of the multilayer film in the solid matter storage portion and the thickness of the solid matter storage portion and the solid matter storage portion are examples. Examples include those in which both the aperture ratio and the above-mentioned numerical range.
- the difference between the maximum value and the minimum value of the temperature of the multilayer film when the storage elastic modulus is 5.0 ⁇ 10 6 to 5.0 ⁇ 10 7 Pa is, for example, as in the case of Examples described later.
- it can be obtained by measuring the storage elastic modulus of the multilayer film of the present embodiment by a known method and measuring the temperature within the range of the storage elastic modulus.
- the difference between the maximum value and the minimum value of the temperature of the multilayer film is 25 to 140 ° C., and 25 to 130. °C is preferable, 25 to 120 ° C. is more preferable, 30 to 110 ° C. is further preferable, 30 to 100 ° C.
- the storage elastic modulus of the sheet is 5.0 ⁇ 10 6 to 5.0 ⁇ 10 7 Pa
- the difference between the maximum value and the minimum value of the temperature of the multilayer film is 25 to 140 ° C. Since the temperature range has a storage elastic modulus suitable for molding, the multilayer film can be easily molded.
- the difference between the maximum value and the minimum value of the temperature of the multilayer film when the storage elastic modulus is 1.5 ⁇ 10 7 to 3.5 ⁇ 10 7 Pa is 10
- the temperature is preferably -80 ° C.
- the difference between the maximum value and the minimum value of the temperature of the multilayer film is 10 to 80 ° C., the temperature range having a storage elastic modulus more suitable for molding is wide, so that the molding of the multilayer film becomes easier. ..
- the difference between the maximum value and the minimum value of the temperature of the multilayer film is preferably 10 to 80 ° C., and 10 to 70 ° C. °C is more preferable, 10 to 60 ° C is more preferable, and 10 to 50 ° C is particularly preferable, for example, 12 to 80 ° C, 12 to 70 ° C, 12 to 60 ° C, 12 to 50 ° C, 15 to 80 ° C, 15 to.
- the multilayer film according to the second embodiment of the present invention when the storage elastic modulus is 1.5 ⁇ 10 7 ⁇ 3.5 ⁇ 10 7 Pa, the maximum value and the minimum value of the temperature of the multilayer film The difference is 10-80 ° C.
- the difference between the maximum value and the minimum value of the temperature of the multilayer film is 10 to 80 ° C., the temperature range having a storage elastic modulus more suitable for molding is wide, so that the multilayer film can be easily molded.
- the difference between the maximum value and the minimum value of the temperature of the multilayer film is 10 to 80 ° C., and 10 to 70.
- ° C is preferred, 10-60 ° C is more preferred, 10-50 ° C is particularly preferred, for example, 12-80 ° C, 12-70 ° C, 12-60 ° C, 12-50 ° C, 15-80 ° C, 15-70. ° C, 15-60 ° C, 15-50 ° C, 20-80 ° C, 20-70 ° C, 20-60 ° C, 20-50 ° C, 30-80 ° C, 30-70 ° C, 30-60 ° C and 40-50. It may be any of ° C.
- the multilayer film of the second embodiment may have the characteristics of the multilayer film of the first embodiment when the molding test is performed.
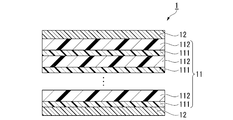
- FIG. 1 is a schematic cross-sectional view of the multilayer film of the present embodiment.
- the multilayer film 1 of the present embodiment includes a barrier layer 11, and may further include a base material layer 13.
- the multilayer film 1 has improved molding processability as a whole film.
- the base material layer 13 preferably contains polyvinyl chloride. Since the base material layer 13 contains polyvinyl chloride, the moldability of the multilayer film 1 can be further improved.
- the base material layer 13 may contain a resin other than polyvinyl chloride, an additive, or the like. These may be used individually by 1 type, or may be used in combination of 2 or more type.
- resins other than the polyvinyl chloride include polypropylene, polyethylene and the like.
- antioxidants examples include antioxidants, antistatic agents, crystal nucleating agents, inorganic particles, organic particles, thickeners, thickeners, heat stabilizers, lubricants, infrared absorbers, ultraviolet absorbers and the like. Can be mentioned.
- the content of polyvinyl chloride in the base material layer 13 is preferably in the range of 70 to 100% by mass, more preferably in the range of 80 to 100% by mass, and in the range of 90 to 100% by mass. Is even more preferable.
- the molding processability of the multilayer film 1 can be further improved.
- the multilayer film 1 of the present embodiment includes a barrier layer 11.
- the barrier layer 11 imparts excellent gas barrier properties and molding processability to the multilayer film 1.
- the barrier layer 11 may contain an amorphous resin.
- the amorphous resin may be a plant-derived amorphous resin, or may be a combination of a plant-derived amorphous resin and a petroleum-derived amorphous resin. Specific examples thereof include cyclic olefin resins, olefin elastomers, polyvinyl chlorides, polystyrenes, styrene elastomers, polymethyl methacrylates, polycarbonates, glycol-modified polyethylene terephthalates and the like. One or a combination of two or more of these can be used for the barrier layer 11.
- the barrier layer 11 is preferably a cyclic olefin resin. Since the cyclic olefin resin is excellent in moisture resistance, transparency, and molding processability as compared with other materials, it is possible to impart high molding processability to the multilayer film.
- the cyclic olefin resin for example, homopolymers of various cyclic olefin monomers (COP: Cycloolefin Polymer); copolymers of cyclic olefin monomers and other monomers such as ethylene (COC: Cycloolefin Co-Polymer). ; Examples thereof include hydrogenated products of the homopolymer or copolymer.
- examples of the cyclic olefin monomer include norbornene, norbornene, methylnorbornene, dimethylnorbornene, ethylnorbornene, chlorinated norbornene, chloromethylnorbornene, trimethylsilylnorbornene, phenylnorbornene, cyanonorbornene, dicyanonorbornene, methoxycarbonylnorbornene, and pyridyl.
- Bicyclic cycloolefins such as norbornene, nadic acid anhydride, imide nadicate; tricyclic cycloolefins such as dicyclopentadiene, dihydrodicyclopentadiene and their alkyl, alkenyl, alkylidene, aryl substituents; dimethanohexahydronaphthalene, di Examples include tetracyclic cycloolefins such as methanooctahydronaphthalene and its alkyl, alkenyl, alkylidene, and aryl substituents; pentacyclic cycloolefins such as tricyclopentadiene; and hexacyclic cycloolefins such as hexacycloheptadecene. Examples thereof include dinorbornene, a compound in which two norbornene rings are bonded by a hydrocarbon chain or an ester group, and a
- the polymerization method and polymerization mechanism of the monomer of the cyclic olefin resin may be ring-opening polymerization or addition polymerization.
- the polymerization mode may be random copolymerization or block copolymerization.
- the barrier layer 11 may contain a crystalline resin.
- the crystalline resin may be a plant-derived crystalline resin, or may be a combination of a plant-derived crystalline resin and a petroleum-derived crystalline resin.
- the plant-derived crystalline resin is not particularly limited as long as it is a plant-derived and crystalline thermoplastic resin, and specific examples thereof include plant-derived polyolefin-based resins and polyester-based resins.
- the plant-derived polyolefin resin include plant-derived high-density polyethylene resin (HDPE resin), plant-derived low-density polyethylene resin (LDPE resin), and plant-derived linear low-density resin. Examples thereof include plant-derived polyethylene resins such as polyethylene resin (L-LDPE resin).
- Specific examples of the plant-derived polyester resin include plant-derived polyethylene terephthalate resin, plant-derived polybutylene terephthalate resin, and plant-derived polytrimethylene terephthalate resin polybutylene succinate resin. One or a combination of two or more of these can be used. Of these, from the viewpoint of ensuring molding processability, it is preferable to include a plant-derived low-density polyethylene resin (LDPE resin).
- LDPE resin plant-derived low-
- the petroleum-derived crystalline resin is not particularly limited as long as it is a petroleum-derived and crystalline thermoplastic resin, but specific examples thereof include polyethylene resin, polypropylene resin, and polymethylpentene resin.
- One or a combination of two or more of these can be used.
- the barrier layer 11 may contain a resin containing a halogen atom such as polyvinyl chloride, polyvinylidene chloride, and polychlorotrifluoroethylene.
- the thickness of the barrier layer 11 is preferably 20 to 1000 ⁇ m, more preferably 20 to 800 ⁇ m, even more preferably 20 to 600 ⁇ m, and particularly preferably 20 to 400 ⁇ m.
- the gas barrier property of the multilayer film 1 can be further improved.
- the thickness of the barrier layer 11 By setting the thickness of the barrier layer 11 to the above upper limit value or less, the moldability of the multilayer film 1 can be further improved.
- the thickness of the base material layer 13 is preferably in the range of 50 ⁇ m or more and 300 ⁇ m or less, more preferably in the range of 100 ⁇ m or more and 280 ⁇ m or less, and further preferably in the range of 150 ⁇ m or more and 250 ⁇ m or less.
- the moldability of the multilayer film 1 can be improved.
- the thickness of the base material layer 13 By setting the thickness of the base material layer 13 to the above upper limit value or less, it is possible to further improve the retrievability of solids such as tablets of the multilayer film 1.
- the resin used for the base material layer 13 one type or a combination of two or more types of the resin used for the barrier layer 11 can be used. Of these, it is preferable to include an amorphous resin from the viewpoint of ensuring molding processability.
- the total thickness of the barrier layer 11 and the base material layer 13 is preferably in the range of 180 ⁇ m or more and 320 ⁇ m or less, more preferably in the range of 190 ⁇ m or more and 280 ⁇ m or less, and further preferably in the range of 200 ⁇ m or more and 250 ⁇ m or less. ..
- the gas barrier property of the multilayer film 1 can be further improved.
- the outer layer 12 may be used instead of the base material layer 13.
- the amorphous resin or the crystalline resin shown above may be used, and one type or a combination of two or more types thereof can be used. Of these, it is preferable to include an amorphous resin from the viewpoint of ensuring molding processability.
- the outer layer 12 may be laminated on both sides of the barrier layer 11. In the multilayer film 1, the barrier layer 11 is protected by the pair of resin layers.
- the total thickness of the outer layer 12 is preferably in the range of 5 to 125 ⁇ m, more preferably in the range of 10 to 125 ⁇ m, and even more preferably in the range of 20 to 125 ⁇ m. This makes it possible to impart excellent flexibility to the multilayer film 1.
- the total thickness of the barrier layer 11 and the outer layer 12 is preferably in the range of 20 to 750 ⁇ m, more preferably in the range of 50 to 600 ⁇ m, further preferably in the range of 100 to 500 ⁇ m, and 200 to 400 ⁇ m. The range is particularly preferred.
- the removability of solid matter such as tablets of the multilayer film 1 can be further improved.
- the gas barrier property of the multilayer film 1 can be further improved.
- the barrier layer 11 may be composed of one layer (single layer) or may be composed of two or more layers.
- the first film layer 111 containing the first resin and the second film layer 112 containing a second resin different from the first resin are alternately and repeatedly laminated. It may have a structure like this.
- FIG. 2 is a schematic cross-sectional view of the multilayer film 1 in which the barrier layer 11 is composed of two or more layers.
- the multilayer film 1 of the present embodiment includes a first film layer 111 containing a first resin, and a second film layer 112 containing a second resin different from the first resin. The above steps may be alternately repeated to form a laminated structure, and further, a pair of outer layers 12 sandwiching the barrier layer 11 may be provided.
- the first film layer 111 may be laminated alternately with the second film layer 112 described later, and imparts excellent gas barrier properties and molding processability to the multilayer film 1.
- the first film layer 111 may be an unstretched film layer or may contain a first resin.
- the first film layer 111 may contain only the first resin (that is, may be made of the first resin), or may contain the first resin and components other than the first resin. It may (that is, it may consist of a first resin and a component other than the first resin).
- the content of the first resin in the first film layer 111 is preferably in the range of 60 to 100% by mass, preferably in the range of 80 to 100% by mass, based on the total mass of the first film layer 111. It is more preferable, and it is even more preferable that it is in the range of 90 to 100% by mass.
- Amorphous resin is preferable as the first resin.
- an amorphous resin as the first resin, molding processability can be improved.
- Specific examples of the amorphous resin include cyclic olefin-based resins, olefin-based elastomers, polyvinyl chloride, polystyrene, styrene-based elastomers, polymethyl methacrylate, polycarbonate, and glycol-modified polyethylene terephthalates. One or a combination of two or more of these can be used for the first resin.
- the first resin is preferably a cyclic olefin resin. Since the cyclic olefin resin is excellent in moisture resistance, transparency, and molding processability as compared with other materials, it is possible to impart high molding processability to the multilayer film.
- the cyclic olefin resin for example, homopolymers of various cyclic olefin monomers (COP: Cycloolefin Polymer); copolymers of cyclic olefin monomers and other monomers such as ethylene (COC: Cycloolefin Co-Polymer). ; Examples thereof include hydrogenated products of the homopolymer or copolymer.
- examples of the cyclic olefin monomer include norbornene, norbornene, methylnorbornene, dimethylnorbornene, ethylnorbornene, chlorinated norbornene, chloromethylnorbornene, trimethylsilylnorbornene, phenylnorbornene, cyanonorbornene, dicyanonorbornene, methoxycarbonylnorbornene, and pyridyl.
- Bicyclic cycloolefins such as norbornene, nadic acid anhydride, imide nadicate; tricyclic cycloolefins such as dicyclopentadiene, dihydrodicyclopentadiene and their alkyl, alkenyl, alkylidene, aryl substituents; dimethanohexahydronaphthalene, di Examples include tetracyclic cycloolefins such as methanooctahydronaphthalene and its alkyl, alkenyl, alkylidene, and aryl substituents; pentacyclic cycloolefins such as tricyclopentadiene; and hexacyclic cycloolefins such as hexacycloheptadecene. Examples thereof include dinorbornene, a compound in which two norbornene rings are bonded by a hydrocarbon chain or an ester group, and a
- the polymerization method and polymerization mechanism of the monomer of the cyclic olefin resin may be ring-opening polymerization or addition polymerization.
- the polymerization mode may be random copolymerization or block copolymerization.
- the first film layer 111 may contain only one type or two or more types of the first resin, and when there are two or more types, the combination and ratio thereof may be arbitrary depending on the purpose. You can choose.
- the component other than the first resin which may be contained in the first film layer 111, may be a resin component or a non-resin component, but when it is a resin component, the second resin A resin other than the above is preferable.
- examples of the non-resin component include the additives known in the art.
- the components other than the first resin, which may be contained in the first film layer 111 may be only one kind or two or more kinds, and when there are two or more kinds, the combination and ratio thereof depend on the purpose. Can be selected arbitrarily.
- the number of layers of the first film layer 111 in the barrier layer 11 may be 1 or more and may be 3 to 100, but is preferably 3 to 5000, for example, 50 to 5000 or 250 to 4500. , 300-4000, 450-3500, 600-3000, 750-2500, and 750-2000.
- the number of layers of the first film layer 111 can be confirmed, for example, by cutting the multilayer film 1 using a microtome and observing the cross section of the multilayer film 1 produced by this cutting with an electron microscope. It is also possible to calculate the number of layers of the first film layer without observing the cross section from the method for producing a multilayer film described later.
- the total thickness of the first film layer 111 is preferably 10 to 500 ⁇ m, more preferably 10 ⁇ m or more and less than 400 ⁇ m, further preferably 10 to 300 ⁇ m, and particularly preferably 10 to 200 ⁇ m. preferable.
- the “total thickness of the first film layer 111” means the total thickness of all the first film layers 111 existing in the barrier layer 11.
- the second film layer 112 may be an unstretched film layer, and may contain a second resin of a type different from that of the first resin.
- the second film layer 112 may contain only the second resin (that is, may be made of the second resin), or may contain the second resin and components other than the second resin. It may (that is, it may consist of a second resin and a component other than the second resin).
- the content of the second resin in the second film layer 112 is preferably in the range of 60 to 100% by mass, preferably in the range of 80 to 100% by mass, based on the total mass of the second film layer 112. It is more preferable, and it is even more preferable that it is in the range of 90 to 100% by mass.
- the second resin may be an amorphous resin or a crystalline resin, but an amorphous resin is preferable.
- the amorphous resin include those used in the first resin, and specific examples of the crystalline resin are polyolefin resins such as polyethylene, polypropylene, and polymethylpentene; nylon 6, nylon 66.
- Polyamide-based resins such as: Polyethylene terephthalate, Polybutylene terephthalate, Polybutylene succinate, Polyethylene-2,6-naphthalate and other polyester resins; Polyacetal resin; Polylactic acid resin; Polyglycolic acid resin; Polycaprolactone resin; Examples thereof include a copolymer resin containing a monomer forming a resin. One or a combination of two or more of these can be used.
- the second resin is preferably an elastomer. Since the elastomer is softer than other materials, the flexibility of the second film layer 112 is increased. For example, when the multilayer film 1 is molded and a solid matter storage portion projecting in the thickness direction thereof is provided. The solid matter storage portion can be sufficiently pushed in with a low load, and solid matter such as tablets can be easily taken out. Further, in order to realize the highly flexible second film layer 112, it is not necessary to use halogens such as fluorine and chlorine, which has an advantage of being environmentally friendly. Examples of the elastomer include styrene-based elastomers.
- the second film layer 112 may contain only one type or two or more types of the second resin, and when there are two or more types, the combination and ratio thereof may be arbitrary depending on the purpose. You can choose.
- the component other than the second resin which may be contained in the second film layer 112
- the non-resin component includes the additive as a component other than the first resin.
- the component other than the second resin, which may be contained in the second film layer 112 may be only one kind or two or more kinds, and when there are two or more kinds, the combination and ratio thereof depend on the purpose. Can be selected arbitrarily.
- the number of layers of the second film layer 112 in the barrier layer 11 may be 1 or more, may be 2 to 100, and is preferably 2 to 5000, for example, 50 to 5000 or 250 to 4500. , 300 to 4000, 450 to 3500, 600 to 3000, 750 to 2500, and 750 to 2000.
- the number of layers of the second film layer 112 can be confirmed by the same method as in the case of the number of layers of the first film layer 111 described above.
- the number of layers of the first film layer 111 and the number of layers of the second film layer 112 may be the same or different by one (the number of layers of the first film layer 111 is It may be one more than the number of layers of the second film layer 112, or the number of layers of the second film layer 112 may be one more than the number of layers of the first film layer 111).
- the number of layers of the barrier layer 11 is preferably 100 to 10000.
- the total thickness of the second film layer 112 is preferably 10 to 500 ⁇ m, more preferably 10 ⁇ m or more and less than 400 ⁇ m, further preferably 10 to 300 ⁇ m, and particularly preferably 10 to 200 ⁇ m. preferable.
- the “total thickness of the second film layer 112" means the total thickness of all the second film layers 112 existing in the barrier layer 11.
- the thickness of the barrier layer 11 when the barrier layer 11 has a structure in which the first film layer 111 and the second film layer 112 are alternately laminated in other words, the total thickness of the first film layer 111.
- the sum of the thickness of the second film layer 112 and the total thickness of the second film layer 112 is preferably 20 to 1000 ⁇ m, more preferably 20 to 800 ⁇ m, even more preferably 20 to 600 ⁇ m, and 20 to 200 ⁇ m. It is particularly preferably 400 ⁇ m.
- the amorphous resin or the crystalline resin shown above may be used, and one type or a combination of two or more types thereof can be used. Of these, it is preferable to include an amorphous resin from the viewpoint of ensuring molding processability.
- the outer layer 12 may be laminated on both sides of the barrier layer 11. In the multilayer film 1, the barrier layer 11 is protected by the pair of resin layers.
- the total thickness of the outer layer 12 is preferably in the range of 5 to 125 ⁇ m, more preferably in the range of 10 to 125 ⁇ m, and even more preferably in the range of 20 to 125 ⁇ m. This makes it possible to impart excellent flexibility to the multilayer film 1.
- the total thickness of the multilayer film 1 is preferably in the range of 20 to 750 ⁇ m, more preferably in the range of 50 to 600 ⁇ m, further preferably in the range of 100 to 500 ⁇ m, and in the range of 200 to 400 ⁇ m. Is particularly preferred.
- the total thickness of the multilayer film 1 is not more than the above upper limit value, the solid matter storage portion of the package can be more easily formed. Further, when the total thickness of the multilayer film 1 is at least the above lower limit value, a higher barrier property for protecting the contents can be imparted.
- the multilayer film 1 may include other layers in addition to the barrier layer 11, the base material layer 13, and the outer layer 12 as long as the effects of the present invention are not impaired.
- the other layer is not particularly limited and may be arbitrarily selected depending on the intended purpose.
- another outer layer may be provided on both sides of the outer layer 12.
- the multilayer film 1 is preferably provided with the outer layer 12 in direct contact with the barrier layer 11.
- a first film layer containing a first resin and a second film layer containing a second resin different from the first resin are alternately repeated.
- the first resin is a cyclic olefin-based resin and the second resin is an elastomer, which comprises a laminated barrier layer.
- the multilayer film of the present embodiment has a wide molding temperature range and is excellent in molding processability. Examples of the cyclic olefin resin and the elastomer include those described above.
- the drawing ratio of the solid matter accommodating portion is 0.37 to 0.43.
- the thickness of the multilayer film in the solid matter storage portion can be 20 to 100% of the thickness before heat molding, and the difference between the different molding temperatures is 10 ° C. or more.
- the storage elasticity of the multilayer film is 5.0 ⁇ 10 6 to 5.0 ⁇ 10 7 Pa
- the difference between the maximum value and the minimum value of the temperature of the multilayer film is 25 to 140 ° C. Is not essential.
- the first film layer containing the first resin and the second film layer containing the second resin different from the first resin are alternately and repeatedly laminated to provide the first film layer. Since the resin is a cyclic olefin resin and the second resin is an elastomer, the multilayer film of the third embodiment has the same moldability as the multilayer films of the first embodiment and the second embodiment. Has a molding temperature range.
- the total thickness of the first film layer is preferably 10 to 500 ⁇ m, more preferably 10 ⁇ m or more and less than 400 ⁇ m, further preferably 10 to 300 ⁇ m, and particularly preferably 10 to 200 ⁇ m. ..
- the “total thickness of the first film layer” means the total value of the thicknesses of all the first film layers existing in the barrier layer.
- the total thickness of the second film layer is preferably 10 to 500 ⁇ m, more preferably 10 ⁇ m or more and less than 400 ⁇ m, further preferably 10 to 300 ⁇ m, and particularly preferably 10 to 200 ⁇ m. ..
- the “total thickness of the second film layer” means the total value of the thicknesses of all the second film layers existing in the barrier layer.
- the multilayer film of the third embodiment may include an outer layer and other layers of the multilayer films of the first embodiment and the second embodiment.
- the method for producing the multilayer film 1 is not particularly limited, but a co-extrusion T-die method such as a feed block method or a multi-manifold method for melt-extruding a resin or the like as a raw material by several extruders, or an air-cooled method. Alternatively, a water-cooled coextrusion inflation method and a laminating method can be mentioned.
- Subsequent steps include a dry laminating method, an extrusion laminating method, a hot melt laminating method, a wet laminating method, a thermal (heat) laminating method, etc., in which a single layer sheet or film forming each layer is bonded together using an appropriate adhesive. And those methods are used in combination. Further, it may be laminated by a coating method.
- the multilayer film is a multilayer film including a barrier layer in which a first film layer and a second film layer are alternately and repeatedly laminated
- first, the first film layer 111 and the second film layer 112 are finally obtained.
- a first laminated film having a multi-layer structure for forming the laminated structure of the above is produced. More specifically, the first laminated film includes a first resin-containing layer that finally becomes the first film layer 111, and a second resin-containing layer that finally becomes the second film layer 112. It has a structure in which it is laminated alternately and repeatedly.
- the two outermost layers are both the first resin-containing layer, and the number of layers of the second resin-containing layer is only one more than the number of layers of the first resin-containing layer.
- the first laminated film is not limited to these.
- the first laminated film is cut in a direction perpendicular to the surface thereof, and then the two obtained first laminated films are further laminated in these thickness directions to obtain a second laminated film.
- the second laminated film is stretched and expanded in a direction parallel to the surface thereof, and then the expanded second laminated film is cut and laminated in the same manner as in the case of the first laminated film.
- the barrier layer 11 is produced by repeatedly expanding, cutting, and laminating such a laminated film. For example, when the first laminated film used is one in which the two outermost layers are both the first resin-containing layer, when the first laminated films are laminated to produce the second laminated film.
- the two first resin-containing layers of the outermost layer that are overlapped form apparently one first resin-containing layer in the second laminated film.
- This also applies to the production of the laminated film and the barrier layer 11 after the second laminated film.
- the barrier layer 11 shown here is only an example in the multilayer film 1 of the present invention.
- the first laminated film is, for example, a feed block method in which a resin or the like as a raw material is melt-extruded using several extruders, a co-extrusion T-die method such as a multi-manifold method, an air-cooled type or a water-cooled co-extrusion method. It can be produced by an inflation method or the like.
- the subsequent production of the target barrier layer from the first laminated film can be performed using a multiplier.
- the constituent components of the outer layer 12 such as the first resin are melted, and the melted resin is melt-extruded into another feed block by several extruders different from the above to form a film.
- the formed film is used as the outer layer 12.
- the outer layer 12 is laminated on both sides of the barrier layer 11 described above.
- the multilayer film 1 is produced by cooling and solidifying the laminated film with a cooling roll. Since the multilayer film 1 produced by the present embodiment is not stretched, it has excellent molding processability.
- the package of the present invention includes the above-mentioned multilayer film of the present invention. Since the package of the present invention uses the multilayer film of the present invention having excellent molding processability, it can be easily manufactured. Further, as described above, this multilayer film has a wide molding temperature range and can be easily molded. Since the package of the present invention uses such a multilayer film, continuous stable production is possible. Therefore, it is easy to support deep drawing molding, and it is possible to manufacture packages for various purposes.
- the package of the present invention is suitable for use in various applications, and is suitable as, for example, a packaging bag or a packaging container for packaging foods, pharmaceuticals, and the like.
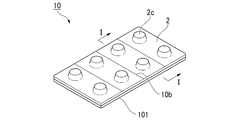
- FIG. 3 is a perspective view schematically showing an embodiment of the package of the present invention
- FIG. 4 is a cross-sectional view of the package shown in FIG. 3 taken along the line II, and is a multilayer view shown in FIG. It is sectional drawing of the package using a film.
- the same components as those shown in the already explained figures are designated by the same reference numerals as in the case of the already explained figures, and detailed description thereof will be omitted.
- the package 10 shown here includes a molding film 2 and a cover film 101. Then, the molded film 2 is formed with a protruding portion 2c forming a storage portion 10a of the package 10.
- the molded film 2 is a molded body of the above-mentioned multilayer film (for example, the multilayer film 1 shown in FIG. 1 or FIG. 2).
- the packaging body 10 is a PTP film (packaging container) as a blister pack, and the tablet 102 can be hermetically stored in the storage portion 10a.
- One surface of the molded film 2 (sometimes referred to as the "second surface” in the present specification) 2b is referred to as one surface of the cover film 101 (in the present specification, the "first surface”). Is adhered to 101a. However, the molded film 2 projects toward the other surface (sometimes referred to as the "first surface” in the present specification) 2a in a part of the region, and the second surface of the protruding portion 2c. The 2b is not adhered to the first surface 101a of the cover film 101, and the storage portion 10a is formed by the second surface 2b of the molding film 2 and the first surface 101a of the cover film 101. ..
- Examples of the material of the cover film 101 include aluminum and the like.
- a slit 10b is formed in the molding film 2 and the cover film 101.
- the slit 10b has an arbitrary configuration and does not necessarily have to be formed. However, since the slit 10b is formed, the package 10 can be easily divided according to the specific number of tablets 102 stored in the storage portion 10a. Therefore, the convenience of the package 10 is improved.
- the outer shape of the storage portion 10a is shown to have a truncated cone shape, but the outer shape of the storage portion 10a is not limited to this, and depends on the shape of the tablet 102 to be stored. Can be selected arbitrarily.
- the outer shape of the storage portion 10a may be a polygonal shape such as a triangle, a quadrangle, a pentagon, or a hexagon when the package 10 is viewed in a plan view from the molding film 2 side, or an oval shape. And so on.
- the package 10 includes eight storage portions 10a, but the number of storage portions 10a is not limited to this, and may be one or two or more (however, however). (Except when the number is eight).
- the package of the present invention can be produced by using the multilayer film and laminating the multilayer films or the multilayer film and another film or the like so as to form a desired storage portion.
- the packaging body 10 shown in FIGS. 3 and 4 can be manufactured using a known PTP packaging machine. More specifically, first, a protrusion is formed on the multilayer film 1 by vacuum forming, compressed air forming, plug forming, or the like to produce a molded film 2. Next, the protruding portion 2c of the molded film 2 is filled with the tablet 102, which is an object to be stored, and then the cover film 101 is overlapped with the multilayer film 1 to bond the molded film 2 and the cover film 101. Next, if necessary, a slit 10b is formed in the molding film 2 and the cover film 101 by using a sewing machine blade, a half-cut blade, or the like. From the above, the package body 10 is obtained.
- Example 1 Cyclic olefin resin (“ZEONEX5000” manufactured by Nippon Zeon, sometimes referred to as COP) is used as the first resin, and styrene elastomer (“SIBSTAR®” manufactured by Kaneka, styrene-isobutylene-” is used as the second resin. Styrene block copolymer and sometimes referred to as SIBS) were prepared respectively. Then, using an elastomer (manufactured by Sun NT Co., Ltd., "SNT40-28 model number”), the first resin and the second resin were each melted at 250 ° C., and a feed block was used.
- SIBS Styrene block copolymer
- a high-density polyethylene layer finally becomes an unstretched first film layer and a styrene-based elastomer layer finally becoming an unstretched second film layer are alternately and repeatedly laminated.
- the two outer layers are both cyclic olefin resins, and a five-layer molten laminate (the first laminated film described above) composed of the three layers of the cyclic olefin resin and the two layers of the styrene elastomer layer is formed.
- the obtained 5-layer molten laminate was cut into two sheets, and these two molten laminates after cutting were further laminated to form a 9-layer molten laminate (the above-mentioned first). 2 laminated films) were produced.
- the obtained 9-layer molten laminate is stretched and expanded in a direction parallel to the surface thereof, and after this expansion is performed in the same manner as in the case of the 5-layer molten laminate (first laminated film).
- the 9-layer molten laminate was cut and laminated to prepare a 17-layer molten laminate (the above-mentioned third laminated film).
- the unstretched first film layer and the unstretched second film layer are alternately and repeatedly laminated.
- a 2049 barrier layer composed of 1025 layers of the first film layer and 1024 layers of the second film layer was prepared.
- polypropylene (E122V" made of prime polymer) was melted, and the melted resin was melt-extruded into another feed block by several extruders different from the above to form a film (outer layer) containing polypropylene.
- the outer layers obtained above were laminated on both sides of the barrier layer of 2049 layers to prepare a molten laminate of 2051 layers. Further, by co-extruding this molten laminate using a die, a multilayer film of Example 1 having the structure shown in FIG. 2 was produced.
- the thickness of the obtained multilayer film was 300 ⁇ m, of which the outer layer of one layer was 30 ⁇ m and the barrier layer was 240 ⁇ m. That is, the number of layers of the first film layer was 1025, the average thickness of the first film layer per layer was 0.14 ⁇ m, and the total thickness was 140.0 ⁇ m.
- the number of layers of the second film layer was 1024, the average thickness of the second film layer per layer was 0.10 ⁇ m, and the total thickness was 100.0 ⁇ m.
- Example 2 As the second resin, instead of the styrene-based elastomer (Kaneka's "SIBSTAR (registered trademark)", styrene-isobutylene-styrene block copolymer, sometimes referred to as SIBS), the styrene-based elastomer (Asahi Kasei Co., Ltd. ""
- a multilayer film of Example 2 was produced in the same manner as in Example 1 except that Tough Tech (registered trademark) H1221 ”, sometimes referred to as SEBS) was used.
- the thickness of the obtained multilayer film was 300 ⁇ m, of which the outer layer of one layer was 30 ⁇ m and the barrier layer was 240 ⁇ m.
- the number of layers of the first film layer was 1025, the average thickness of the first film layer per layer was 0.14 ⁇ m, and the total thickness was 140.0 ⁇ m.
- the number of layers of the second film layer was 1024, the average thickness of the second film layer per layer was 0.10 ⁇ m, and the total thickness was 100.0 ⁇ m.
- Cyclic olefin resin (“ZEONEX5000” manufactured by Nippon Zeon, sometimes referred to as COP) is used as the first resin, and styrene elastomer (“SIBSTAR®” manufactured by Kaneka, styrene-isobutylene-” is used as the second resin.
- Styrene block copolymer and sometimes referred to as SIBS were prepared respectively. Then, using an elastomer (manufactured by Sun NT Co., Ltd., "SNT40-28 model number"), the first resin and the second resin are each melted at 250 ° C., and a feed block is used.
- the two outer layers are both cyclic olefin resin layers, and a five-layer barrier layer composed of three layers of the cyclic olefin resin layer and two layers of the styrene elastomer layer was prepared.
- an olefin-based elastomer (“Notio SN-0285” manufactured by Mitsui Chemicals, Inc.) and the same first resin used to prepare the barrier layer were dry-blended or melt-kneaded, and several extrusions different from the above were extruded.
- the molten resin was melt-extruded into another feed block by a machine to form a film (outer layer) containing an olefin elastomer and polypropylene.
- a 7-layer molten laminate was produced by laminating the outer layers obtained above on both sides of the 5-layer barrier layer. Further, by co-extruding this molten laminate using a die, a multilayer film of Example 3 having the structure shown in FIG. 2 was produced.
- the thickness of the obtained multilayer film was 300 ⁇ m, of which the outer layer of one layer was 30 ⁇ m and the barrier layer was 240 ⁇ m. That is, the number of layers of the first film layer was 3, the average thickness of the first film layer per layer was 48 ⁇ m, and the total thickness was 144 ⁇ m.
- the number of layers of the second film layer was 2, the average thickness of the second film layer per layer was 48 ⁇ m, and the total thickness was 96.0 ⁇ m.
- Polypropylene resin (PP resin) (Prime Polymer “E122V”), plant-derived high-density polyethylene resin (HDPE resin) (Brasschem “SGM9450F”) and plant-derived low-density polyethylene are used as the resin used for the barrier layer.
- a resin (LDPE resin) (“SEB853” manufactured by Brasschem) and a petroleum resin (“T-REZ OP501” manufactured by Tonen Kagaku Co., Ltd.) were prepared.
- a barrier layer was prepared by dry blending or melt-kneading the PP resin / HDPE / LDPE / petroleum resin so as to be 20/40/25/15 and extrusion molding.
- the molten resin was melt-extruded into another feed block by several extruders different from the above to form a film (outer layer) containing polypropylene.
- the outer layers obtained above were laminated on both sides of the barrier layer to prepare a three-layer molten laminate. Further, the multilayer film of Example 4 was produced by co-extruding this molten laminate using a die. The thickness of the obtained multilayer film was 300 ⁇ m, of which the outer layer of one layer was 15 ⁇ m and the barrier layer was 270 ⁇ m.
- Example 5 As the resin used for the barrier layer, a plant-derived high-density polyethylene resin (HDPE resin) (“SGM9450F” manufactured by Braskem Corporation) and a cyclic olefin resin (“ZEONEX5000” manufactured by ZEON Corporation, sometimes referred to as COP) were prepared. .. Next, a barrier layer was prepared by dry blending or melt-kneading so that the HDPE / COP was 75/25 and extrusion molding.
- HDPE resin plant-derived high-density polyethylene resin
- ZEONEX5000 manufactured by ZEON Corporation
- polypropylene resin (“PP resin) (“E122V” manufactured by Prime Polymer Co., Ltd.) is melt-extruded into another feed block by several extruders different from the above, and a film (outer layer) made of polypropylene resin. was formed.
- the outer layers obtained above were laminated on both sides of the barrier layer to prepare a three-layer molten laminate. Further, the multilayer film of Example 5 was produced by co-extruding this molten laminate using a die. The thickness of the obtained multilayer film was 300 ⁇ m, of which the outer layer of one layer was 20 ⁇ m and the barrier layer was 260 ⁇ m.
- Example 6 As a resin film used for the barrier layer, a polychlorotrifluoroethylene film (“Aclar SupRx 900” manufactured by Honeywell) was prepared. Further, as a resin film used for the base material layer, a polyvinyl chloride film (“VSS-F120” manufactured by Sumitomo Bakelite Co., Ltd.) was prepared.
- a polychlorotrifluoroethylene film (“Aclar SupRx 900” manufactured by Honeywell) was prepared. Further, as a resin film used for the base material layer, a polyvinyl chloride film (“VSS-F120” manufactured by Sumitomo Bakelite Co., Ltd.) was prepared.
- the barrier layer and the base material layer were dry-laminated in this order to prepare the multilayer film of Example 6.
- the thickness of the obtained multilayer film was 223 ⁇ m, of which the thickness of the barrier layer was 23 ⁇ m and the thickness of the base material layer was 200 ⁇ m.
- Example 7 As a resin film used for the barrier layer, a polychlorotrifluoroethylene film (“Aclar UltratRx 2000” manufactured by Honeywell) was prepared. Further, as a resin film used for the base material layer, a polyvinyl chloride film (“VSS-F120” manufactured by Sumitomo Bakelite Co., Ltd.) was prepared. The multilayer film of Example 7 was produced in the same manner as in Example 6 except that the thickness of the barrier layer was 51 ⁇ m, the thickness of the base material layer was 250 ⁇ m, and the thickness of the multilayer film was 301 ⁇ m.
- High-density polyethylene (“3300F” manufactured by Prime Polymer Co., Ltd., sometimes referred to as HDPE) is used instead of the cyclic olefin resin (“ZEONEX5000” manufactured by Nippon Zeon), and styrene as the second resin.
- based elastomer (SIBSTAR (registered trademark)” manufactured by Kaneka Co., Ltd., styrene-isobutylene-styrene block copolymer, sometimes referred to as SIBS)
- SIBS based elastomer
- SIBS styrene-isobutylene-styrene block copolymer
- a multilayer film of Comparative Example 1 was produced in the same manner as in Example 1 except that (there is).
- the thickness of the obtained multilayer film was 300 ⁇ m, of which the outer layer of one layer was 30 ⁇ m and the barrier layer was 240 ⁇ m. That is, the number of layers of the first film layer was 1025, the average thickness of the first film layer per layer was 0.14 ⁇ m, and the total thickness was 140.0 ⁇ m.
- the number of layers of the second film layer was 1024, the average thickness of the second film layer per layer was 0.10 ⁇ m, and the total thickness was 100.0 ⁇ m.
- Example 2 Same as Example 1 except that high-density polyethylene (“3300F” manufactured by Prime Polymer Co., Ltd., sometimes referred to as HDPE) is used instead of the cyclic olefin resin (“ZEONEX5000” manufactured by Zeon Corporation) as the first resin.
- the multilayer film of Comparative Example 2 was produced.
- the thickness of the obtained multilayer film was 300 ⁇ m, of which the outer layer of one layer was 30 ⁇ m and the barrier layer was 240 ⁇ m. That is, the number of layers of the first film layer was 1025, the average thickness of the first film layer per layer was 0.14 ⁇ m, and the total thickness was 140.0 ⁇ m.
- the number of layers of the second film layer was 1024, the average thickness of the second film layer per layer was 0.10 ⁇ m, and the total thickness was 100.0 ⁇ m.
- High-density polyethylene (“3300F” manufactured by Prime Polymer Co., Ltd., sometimes referred to as HDPE) is used instead of the cyclic olefin resin (“ZEONEX5000” manufactured by Nippon Zeon), and styrene as the second resin.
- based elastomer (SIBSTAR (registered trademark)” manufactured by Kaneka Co., Ltd., styrene-isobutylene-styrene block copolymer, sometimes referred to as SIBS)
- SIBS based elastomer
- SIBS styrene-isobutylene-styrene block copolymer
- a multilayer film of Comparative Example 3 was produced in the same manner as in Example 3 except that (there is).
- the thickness of the obtained multilayer film was 300 ⁇ m, of which the outer layer of one layer was 30 ⁇ m and the barrier layer was 240 ⁇ m. That is, the number of layers of the first film layer was 3, the average thickness of the first film layer per layer was 48 ⁇ m, and the total thickness was 144.0 ⁇ m.
- the number of layers of the second film layer was 2, the average thickness of the second film layer per layer was 48 ⁇ m, and the total thickness was 96.0 ⁇ m.
- the moisture permeability of the sheet was evaluated by measuring the amount of water vapor permeation of the multilayer film or single-layer film produced in each Example and Comparative Example. The amount of water vapor permeated was measured using PERMATRAN-W (registered trademark) 3/33 manufactured by MOCON according to the method described in JIS K7129 (Method B) (moisture absorption condition: 40 ° C./90% RH).
- Storage modulus The storage elastic modulus of the multilayer film or single-layer film produced in each Example and Comparative Example was measured.
- the storage elastic modulus was measured using DMS6100 manufactured by Hitachi High-Tech Science at a measurement mode tension, a measurement frequency of 10 Hz, and a heating rate of 5 ° C./min.
- a test piece having a width of 4 mm was prepared, and the measurement was performed at a distance between chucks of 20 mm. The results are shown in Table 1.
- a test sheet provided with the multilayer film or single-layer film prepared in each Example and each Comparative Example was prepared. Specifically, first, a roll-shaped multilayer film having a width of 103 mm was produced. On the multilayer film, a blister packaging machine (“FBP-300E” manufactured by CKD) was used to form two rows of five tablet storage portions, each protruding in the thickness direction. Then, the multilayer film was punched into a rectangle having a planar shape of 37 mm ⁇ 94 mm to prepare a test sheet.
- the tablet storage portion was a recess having an inner diameter of 10.0 mm and a depth of 4.0 mm, and had a drawing ratio of 0.4.
- the pocket thickness (thinnest layer) of this film is 60 ⁇ m or more (the ratio of the thickness of the multilayer film or single layer film in the tablet storage part after molding to the thickness before molding is 20% or more), and the pocket has There should be no whitening (a phenomenon in which the side of the pocket is forcibly stretched and partially whitened), and the pocket depth is 3.7 mm to 4.3 mm (aperture ratio is 0.37 to 0.43).
- the difference between the different molding temperatures that satisfy these conditions was defined as the molding temperature range. The results are shown in Table 1.
- a test sheet provided with the multilayer film or single-layer film prepared in each Example and each Comparative Example was prepared. Specifically, first, a roll-shaped multilayer film having a width of 103 mm was produced. On the multilayer film, a blister packaging machine (“FBP-300E” manufactured by CKD) was used to form two rows of five tablet storage portions, each protruding in the thickness direction. Then, the multilayer film was punched into a rectangle having a planar shape of 37 mm ⁇ 94 mm to prepare a test sheet.
- the tablet storage portion was a recess having an inner diameter of 10.0 mm and a depth of 5.0 mm, and had a drawing ratio of 0.5.
- the pocket thickness (thinnest layer) of this film is 60 ⁇ m or more (the ratio of the thickness of the multilayer film or single layer film in the tablet storage part after molding to the thickness before molding is 20% or more), and the pocket has There should be no whitening (a phenomenon in which the side of the pocket is forcibly stretched and partially whitened), and the pocket depth is 4.7 mm to 5.3 mm (aperture ratio is 0.47 to 0.53).
- the storage elastic modulus of the multilayer film or single-layer film produced in each Example and Comparative Example was measured, and the temperature range in which the storage elastic modulus was 5 to 50 MPa was determined from the measurement data.
- the storage elastic modulus was measured using DMS6100 manufactured by Hitachi High-Tech Science at a measurement mode tension, a measurement frequency of 10 Hz, and a heating rate of 5 ° C./min. The results are shown in Table 1.
- the storage elastic modulus of the multilayer film or single-layer film produced in each Example and Comparative Example was measured, and the temperature range in which the storage elastic modulus was 15 to 35 MPa was determined from the measurement data.
- the storage elastic modulus was measured using DMS6100 manufactured by Hitachi High-Tech Science at a measurement mode tension, a measurement frequency of 10 Hz, and a heating rate of 5 ° C./min. The results are shown in Table 1.
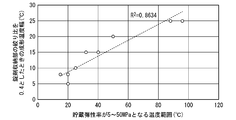
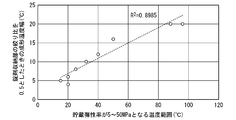
- FIG. 5 shows the correlation between the molding temperature range when the drawing ratio is 0.4 and the temperature range in which the storage elastic modulus is 5 to 50 MPa of the multilayer film or single layer film produced in each Example and Comparative Example. .. Further, FIG. 6 shows the correlation between the molding temperature range of the multilayer film or single-layer film produced in each Example and Comparative Example when the drawing ratio is 0.5 and the temperature range in which the storage elastic modulus is 5 to 50 MPa. Shown in.
- the multilayer films of Examples 1 to 7 have a molding temperature range of 10 ° C. or higher when the draw ratio is 0.4, and a molding temperature range of 8 ° C. or higher when the draw ratio is 0.5. Moreover, the temperature range in which the storage elastic modulus is 5 to 50 MPa (5.0 ⁇ 10 6 to 5.0 ⁇ 10 7 Pa) is 25 ° C. or higher, and the storage elastic modulus is 15 to 35 MPa (1.5 ⁇ 10). The temperature range of 7 to 3.5 ⁇ 10 7 Pa) was 10 ° C. or higher, and good molding processability was exhibited. On the other hand, the multilayer films or single-layer films of Comparative Examples 1 to 4 have a molding temperature range of less than 10 ° C.
- a molding temperature range when the draw ratio is 0.5 Is less than 8 ° C., and the temperature range in which the storage elastic modulus is 5 to 50 MPa is less than 25 ° C., and the temperature range in which the storage elastic modulus is 15 to 35 MPa is less than 10 ° C. Was inferior in.
- the correlation coefficient between the molding temperature range when the drawing ratio is 0.4 and the temperature range where the storage elastic modulus is 5 to 50 MPa is 0.8634, which is a good correlation.
- the correlation coefficient between the molding temperature range and the temperature range in which the storage elastic modulus is 5 to 50 MPa when the drawing ratio is 0.5 is 0.8985, which is good. A correlation was found.
- the present invention can be used for packaging used for storage of foods, pharmaceuticals, etc.
- Multilayer film 2 ... Molded film 2a ... First surface of molded film 2b ... Second surface of molded film 2c ... Protruding part of molded film 11 ... Barrier layer 111 ... ⁇ First film layer 112 ⁇ ⁇ ⁇ Second film layer 12 ⁇ ⁇ ⁇ Outer layer 13 ⁇ ⁇ ⁇ Base material layer 10 ⁇ ⁇ ⁇ Package 10a ⁇ ⁇ ⁇ Package storage part 10b ⁇ ⁇ ⁇ Package slit 101 ⁇ ⁇ Cover film 101a ⁇ ⁇ ⁇ First side of cover film 102 ⁇ ⁇ ⁇ Tablets
Abstract
Description
本願は、2019年6月27日に、日本に出願された特願2019-119602号に基づき優先権を主張し、その内容をここに援用する。
[1] 多層フィルムであって、熱成形により、前記多層フィルムに対して、前記多層フィルムの一方の面に開口し他方の面に突出する凹部形状の固形物収納部を形成する成形試験を、成形圧力を同一とし、成形温度を変化させることによって複数回行ったとき、前記固形物収納部の内径に対する深さの比を0.37~0.43とし、かつ、前記固形物収納部における前記多層フィルムの厚さを、熱成形前の厚さに対して20~100%とすることが可能な、互いに異なる前記成形温度の差が、10℃以上であり、前記多層フィルムの貯蔵弾性率が5.0×106~5.0×107Paとなるときの、前記多層フィルムの温度の最大値と最小値との差が、25~140℃である、多層フィルム。
[2] 多層フィルムであって、前記多層フィルムの貯蔵弾性率が1.5×107~3.5×107Paとなるときの、前記多層フィルムの温度の最大値と最小値との差が、10~80℃である、多層フィルム。
[3] 前記多層フィルムが、前記成形試験を、成形圧力を同一とし、成形温度を変化させることによって複数回行ったとき、前記固形物収納部の内径に対する深さの比を0.47~0.53とし、かつ、前記固形物収納部における前記多層フィルムの厚さを、熱成形前の厚さに対して20~100%とすることが可能な、互いに異なる前記成形温度の差が、8℃以上である、[1]に記載の多層フィルム。
[4] 前記多層フィルムが、基材層または外層とバリア層とを備える、[1]~[3]のいずれか一項に記載の多層フィルム。
[5] 前記バリア層が、非晶性樹脂または低密度ポリエチレン樹脂を含む、[4]に記載の多層フィルム。
[6] 前記基材層または外層が、非晶性樹脂を含む、[4]又は[5]に記載の多層フィルム。
[7] 前記バリア層が、植物由来の結晶性樹脂を含む、[4]~[6]のいずれか一項に記載の多層フィルム。
[8] 前記多層フィルムが、第1の樹脂を含む第1フィルム層と、前記第1の樹脂とは異なる第2の樹脂を含む第2フィルム層と、を交互に繰り返して積層したバリア層を備える、[1]~[3]のいずれか一項に記載の多層フィルム。
[9] 前記第1フィルム層の合計の厚さが10~500μmであり、前記第2フィルム層の合計の厚さが10~500μmである、[8]に記載の多層フィルム。
[10] 前記バリア層中の前記第1フィルム層の積層数が、50~5000の範囲である、[8]又は[9]に記載の多層フィルム。
[11] 前記第1の樹脂が環状オレフィン系樹脂であって、前記第2の樹脂がエラストマーである、[8]~[10]のいずれか一項に記載の多層フィルム。
[12] 前記エラストマーがスチレン系エラストマーである、[11]に記載の多層フィルム。
[13] 前記多層フィルムが、更に、前記バリア層を挟む一対の外層を備えている、[8]~[12]のいずれか一項に記載の多層フィルム。
[14] 第1の樹脂を含む第1フィルム層と、前記第1の樹脂とは異なる第2の樹脂を含む第2フィルム層と、を交互に繰り返して積層したバリア層を備え、
前記第1の樹脂が環状オレフィン系樹脂であって、前記第2の樹脂がエラストマーである多層フィルム。
[15] 前記第1フィルム層の合計の厚さが10~500μmであり、前記第2フィルム層の合計の厚さが10~500μmである、[14]に記載の多層フィルム。
[16] [1]~[15]のいずれか一項に記載の多層フィルムを備える、包装体。
◎第1実施形態
先ず、第1実施形態の多層フィルムの特性について説明する。
本発明に係る第1実施形態の多層フィルムは、熱成形により、前記多層フィルムに対して、前記多層フィルムの一方の面に開口し他方の面に突出する凹部形状の固形物収納部を形成する成形試験を、成形圧力を同一とし、成形温度を変化させることによって複数回行ったとき、前記固形物収納部の絞り比を0.37~0.43とし、かつ、前記固形物収納部における前記多層フィルムの厚さを、熱成形前の厚さに対して20~100%とすることが可能な、互いに異なる前記成形温度の差が、10℃以上であり、前記多層フィルムの貯蔵弾性率が5.0×106~5.0×107Paとなるときの、前記多層フィルムの温度の最大値と最小値との差が、25~140℃である。すなわち、本実施形態の多層フィルムは、成形温度幅が広く、かつ、成形加工性に優れている。
次に、第2実施形態の多層フィルムの特性について説明する。
本発明に係る第2実施形態の多層フィルムは、前記貯蔵弾性率が1.5×107~3.5×107Paとなるときの、前記多層フィルムの温度の最大値と最小値との差が、10~80℃である。前記多層フィルムの温度の最大値と最小値との差が、10~80℃であることにより、成形により適した貯蔵弾性率を有する温度の幅が広いため、多層フィルムの成形が容易となる。
図1は、本実施形態の多層フィルムの断面模式図である。図1に示すように、本実施形態の多層フィルム1は、バリア層11を備えており、さらに、基材層13を備えていてもよい。多層フィルム1は、フィルム全体として、成形加工性が向上している。
基材層13は、ポリ塩化ビニルを含むことが好ましい。基材層13がポリ塩化ビニルを含むことにより、多層フィルム1の成形加工性をより向上させることができる。
本実施形態の多層フィルム1は、バリア層11を含む。バリア層11は、多層フィルム1に優れたガスバリア性及び成形加工性を付与する。
ここで、環状オレフィン系樹脂としては、例えば種々の環状オレフィンモノマーの単独重合体(COP:Cycloolefin Polymer);環状オレフィンモノマーとエチレンなどの他のモノマーとの共重合体(COC:Cycloolefin Co-Polymer);前記単独重合体又は共重合体の水素添加物などが挙げられる。
本実施形態の多層フィルムにおいて、基材層13の代わりに外層12を用いてもよい。外層12は、いずれも前記で示した非晶性樹脂または結晶性樹脂を使用してもよく、これらを1種または2種以上を組み合せて用いることができる。これらのうち、成形加工性を担保する観点から、非晶性樹脂を含むことが好ましい。
い。
外層12は、バリア層11の両面に積層されていてもよい。多層フィルム1においては、これら一対の樹脂層により、バリア層11が保護される。
第1フィルム層111は、後述する第2フィルム層112と交互に積層されていてもよく、多層フィルム1に優れたガスバリア性及び成形加工性を付与する。第1フィルム層111は、未延伸のフィルム層であってもよく、第1の樹脂を含んでいてもよい。
第1フィルム層111は、第1の樹脂のみを含んでいてもよい(すなわち、第1の樹脂からなるものでもよい)し、第1の樹脂と、第1の樹脂以外の成分を含んでいてもよい(すなわち、第1の樹脂と、第1の樹脂以外の成分と、からなるものでもよい)。
ここで、環状オレフィン系樹脂としては、例えば種々の環状オレフィンモノマーの単独重合体(COP:Cycloolefin Polymer);環状オレフィンモノマーとエチレンなどの他のモノマーとの共重合体(COC:Cycloolefin Co-Polymer);前記単独重合体又は共重合体の水素添加物などが挙げられる。
なお、ここで「第1フィルム層111の合計の厚さ」とは、バリア層11中に存在するすべての第1フィルム層111の厚さの合計値を意味する。
第2フィルム層112は、未延伸のフィルム層であってもよく、第1の樹脂とは異なる種類の第2の樹脂を含んでいてもよい。
第2フィルム層112は、第2の樹脂のみを含んでいてもよい(すなわち、第2の樹脂からなるものでもよい)し、第2の樹脂と、第2の樹脂以外の成分を含んでいてもよい(すなわち、第2の樹脂と、第2の樹脂以外の成分と、からなるものでもよい)。
第2の樹脂以外の成分のうち、非樹脂成分としては、第1の樹脂以外の成分としての前記添加剤が挙げられる。
なお、第2フィルム層112の層数は、上述の第1フィルム層111の層数の場合と同じ方法で確認できる。
例えば、バリア層11の層数は、100~10000であることが好ましい。
なお、ここで「第2フィルム層112の合計の厚さ」とは、バリア層11中に存在するすべての第2フィルム層112の厚さの合計値を意味する。
外層12は、いずれも前記で示した非晶性樹脂または結晶性樹脂を使用してもよく、これらを1種または2種以上を組み合せて用いることができる。これらのうち、成形加工性を担保する観点から、非晶性樹脂を含むことが好ましい。
い。
外層12は、バリア層11の両面に積層されていてもよい。多層フィルム1においては、これら一対の樹脂層により、バリア層11が保護される。
多層フィルム1は、本発明の効果を損なわない範囲内において、バリア層11、基材層13、及び外層12以外に、他の層を備えていてもよい。前記他の層は、特に限定されず、目的に応じて任意に選択できる。例えば、他の層として、外層12の両面に更に別の外層を備えていてもよい。
ただし、多層フィルム1は、例えば、図2に示すように、外層12がバリア層11に直接接触して設けられていることが好ましい。
次に、第3実施形態の多層フィルムの特性について説明する。
本発明に係る第3実施形態の多層フィルムは、第1の樹脂を含む第1フィルム層と、前記第1の樹脂とは異なる第2の樹脂を含む第2フィルム層と、を交互に繰り返して積層したバリア層を備え、前記第1の樹脂が環状オレフィン系樹脂であって、前記第2の樹脂がエラストマーである。本実施形態の多層フィルムは、成形温度幅が広く、かつ、成形加工性に優れている。環状オレフィン系樹脂、及びエラストマーとしては前記したものが挙げられる。
なお、ここで「第1フィルム層の合計の厚さ」とは、バリア層中に存在するすべての第1フィルム層の厚さの合計値を意味する。
なお、ここで「第2フィルム層の合計の厚さ」とは、バリア層中に存在するすべての第2フィルム層の厚さの合計値を意味する。
多層フィルム1の製造方法は、特に限定されるものではないが、数台の押出機により、原料となる樹脂等を溶融押出するフィードブロック法やマルチマニホールド法等の共押出Tダイ法、空冷式又は水冷式共押出インフレーション法、及びラミネート法が挙げられる。
次いで、この第2積層フィルムを、その表面に対して平行な方向において引き伸ばして拡張した後、第1積層フィルムの場合と同じ方法で、この拡張後の第2積層フィルムを切断、積層して第3積層フィルムを作製する。
以降、このような積層フィルムの拡張、切断及び積層を繰り返し行うことで、バリア層11を作製する。例えば、前記第1積層フィルムとして、最外層の2層がいずれも第1の樹脂含有層であるものを用いた場合には、第1積層フィルム同士を積層して第2積層フィルムを作製したときに、重ね合わされた最外層の2層の第1の樹脂含有層は、第2積層フィルムにおいては見かけ上、1層の第1の樹脂含有層を形成する。これは、第2積層フィルム以降の積層フィルム及びバリア層11の作製時も同様である。ただし、ここに示すバリア層11は、本発明の多層フィルム1における一例に過ぎない。
上述の製造方法における、これ以降の第1積層フィルムからの、目的とするバリア層の作製までは、マルチプライヤーを用いて行うことができる。
次に、上述したバリア層11の両面に外層12を積層させる。
本実施形態により作製した多層フィルム1は、フィルムを延伸していないため、成形加工性に優れる。
本発明の包装体は、上述の本発明の多層フィルムを備えたものである。
本発明の包装体は、優れた成形加工性を有する本発明の多層フィルムを用いているため、容易に製造することができる。
また、この多層フィルムは、上述のとおりに成形温度幅が広く、容易に成形が可能であり、本発明の包装体は、このような多層フィルムを用いているため、連続的な安定生産が可能であり、深絞り成形にも対応しやすく、種々の用途の包装体を製造することができる。
本発明の包装体は、各種用途で用いるのに好適であり、例えば、食品や医薬品等を包装するための包装袋又は包装容器として好適である。
なお、図3以降の図において、既に説明済みの図に示すものと同じ構成要素には、その説明済みの図の場合と同じ符号を付し、その詳細な説明は省略する。
包装体10は、ブリスターパックとしてのPTPフィルム(包装容器)であり、収納部10aには、錠剤102を密封収納できる。
本発明の包装体は、前記多層フィルムを用い、目的とする収納部を形成するように、多層フィルム同士、又は多層フィルムと他のフィルム等とを貼り合わせることにより、製造できる。
次いで、成形フィルム2の突出部2cに、保存対象物である錠剤102を充填した後、カバーフィルム101を多層フィルム1と重ね合せて、成形フィルム2とカバーフィルム101とを接着する。
次いで、必要に応じて、成形フィルム2及びカバーフィルム101に、ミシン刃又はハーフカット刃等を用いて、スリット10bを形成する。
以上により、包装体10が得られる。
[実施例1]
第1の樹脂として環状オレフィン系樹脂(日本ゼオン製「ZEONEX5000」、COPと称することがある)を、第2の樹脂としてスチレン系エラストマー(カネカ社製「SIBSTAR(登録商標)」、スチレン-イソブチレン-スチレンブロック共重合体、SIBSと称することがある)を、それぞれ用意した。そして、押出機(株式会社サン・エヌ・ティー社製、「SNT40-28型番」)を用いて、第1の樹脂及び第2の樹脂をそれぞれ250℃の溶融状態とし、フィードブロックを用いて、最終的に未延伸の第1フィルム層となる高密度ポリエチレン層と、最終的に未延伸の第2フィルム層となるスチレン系エラストマー層と、が交互に繰り返して積層された構成を有し、最外層の2層がいずれも環状オレフィン系樹脂であり、3層の前記環状オレフィン系樹脂と2層の前記スチレン系エラストマー層とからなる、5層の溶融積層体(上述の第1積層フィルム)を作製した。
次いで、マルチプライヤーを用いて、得られた5層の溶融積層体を2枚に切断し、切断後のこれら2枚の溶融積層体をさらに積層して、9層の溶融積層体(上述の第2積層フィルム)を作製した。
次いで、得られた9層の溶融積層体を、その表面に対して平行な方向において引き伸ばして拡張した後、5層の溶融積層体(第1積層フィルム)の場合と同じ方法で、この拡張後の9層の溶融積層体を切断、積層して、17層の溶融積層体(上述の第3積層フィルム)を作製した。
以降、同様の手順により、溶融積層体の拡張、切断及び積層を繰り返し行って、未延伸の第1フィルム層と未延伸の第2フィルム層とが交互に繰り返して積層された構成を有し、1025層の前記第1フィルム層と1024層の前記第2フィルム層とからなる、2049層のバリア層を作製した。
得られた多層フィルムの厚さは300μmであり、そのうち、1層の外層の厚さは30μmであり、バリア層の厚さは240μmであった。すなわち、第1フィルム層の層数は1025であり、第1フィルム層の1層当りの平均厚さは0.14μm、合計の厚さは140.0μmであった。また、第2フィルム層の層数は1024であり、第2フィルム層の1層当りの平均厚さは0.10μm、合計の厚さは100.0μmであった。
第2の樹脂として、スチレン系エラストマー(カネカ社製「SIBSTAR(登録商標)」、スチレン-イソブチレン-スチレンブロック共重合体、SIBSと称することがある)の代わりに、スチレン系エラストマー(旭化成社製「タフテック(登録商標)H1221」、SEBSと称することがある)を用いた以外は、実施例1と同様にして、実施例2の多層フィルムを作製した。
得られた多層フィルムの厚さは300μmであり、そのうち、1層の外層の厚さは30μmであり、バリア層の厚さは240μmであった。すなわち、第1フィルム層の層数は1025であり、第1フィルム層の1層当りの平均厚さは0.14μm、合計の厚さは140.0μmであった。また、第2フィルム層の層数は1024であり、第2フィルム層の1層当りの平均厚さは0.10μm、合計の厚さは100.0μmであった。
第1の樹脂として環状オレフィン系樹脂(日本ゼオン製「ZEONEX5000」、COPと称することがある)を、第2の樹脂としてスチレン系エラストマー(カネカ社製「SIBSTAR(登録商標)」、スチレン-イソブチレン-スチレンブロック共重合体、SIBSと称することがある)を、それぞれ用意した。そして、押出機(株式会社サン・エヌ・ティー社製、「SNT40-28型番」)を用いて、第1の樹脂及び第2の樹脂をそれぞれ250℃の溶融状態とし、フィードブロックを用いて、最終的に未延伸の第1フィルム層となる高密度ポリエチレン層と、最終的に未延伸の第2フィルム層となるスチレン系エラストマー層と、が交互に繰り返して積層された構成を有し、最外層の2層がいずれも環状オレフィン系樹脂層であり、3層の前記環状オレフィン系樹脂層と2層の前記スチレン系エラストマー層とからなる、5層のバリア層を作製した。
得られた多層フィルムの厚さは300μmであり、そのうち、1層の外層の厚さは30μmであり、バリア層の厚さは240μmであった。すなわち、第1フィルム層の層数は3であり、第1フィルム層の1層当りの平均厚さは48μm、合計の厚さは144μmでであった。また、第2フィルム層の層数は2であり、第2フィルム層の1層当りの平均厚さは48μm、合計の厚さは96.0μmであった。
バリア層に使用する樹脂として、ポリプロピレン樹脂(PP樹脂)(プライムポリマー社製「E122V」)、植物由来の高密度ポリエチレン樹脂(HDPE樹脂)(ブラスケム社製「SGM9450F」)及び植物由来の低密度ポリエチレン樹脂(LDPE樹脂)(ブラスケム社製「SEB853」)、及び石油樹脂(東燃化学社製「T-REZ OP501」)を用意した。次に、PP樹脂/HDPE/LDPE/石油樹脂が20/40/25/15になるようにドライブレンドあるいは溶融混練し、押出成形することにより、バリア層を作製した。
得られた多層フィルムの厚さは300μmであり、そのうち、1層の外層の厚さは15μmであり、バリア層の厚さは270μmであった。
バリア層に使用する樹脂として、植物由来の高密度ポリエチレン樹脂(HDPE樹脂)(ブラスケム社製「SGM9450F」)及び環状オレフィン系樹脂(日本ゼオン製「ZEONEX5000」、COPと称することがある)を用意した。次に、HDPE/COPが75/25になるようにドライブレンドあるいは溶融混練し、押出成形することにより、バリア層を作製した。
得られた多層フィルムの厚さは300μmであり、そのうち、1層の外層の厚さは20μmであり、バリア層の厚さは260μmであった。
バリア層に使用する樹脂フィルムとして、ポリクロロトリフルオロエチレンフィルム(ハネウェル社製「Aclar SupRx 900」)を用意した。
また、基材層に使用する樹脂フィルムとして、ポリ塩化ビニルフィルム(住友ベークライト社製「VSS-F120」)を用意した。
得られた多層フィルムの厚さは223μmであり、そのうち、バリア層の厚さは23μmであり、基材層の厚さは200μmであった。
バリア層に使用する樹脂フィルムとして、ポリクロロトリフルオロエチレンフィルム(ハネウェル社製「Aclar UltRx 2000」)を用意した。
また、基材層に使用する樹脂フィルムとして、ポリ塩化ビニルフィルム(住友ベークライト社製「VSS-F120」)を用意した。
バリア層の厚さを51μmとし、基材層の厚さを250μmとして、多層フィルムの厚さを301μmとする以外は、実施例6と同様にして、実施例7の多層フィルムを作製した。
第1の樹脂として、環状オレフィン系樹脂(日本ゼオン製「ZEONEX5000)の代わりに、高密度ポリエチレン(プライムポリマー社製「3300F」、HDPEと称することがある)を用い、第2の樹脂として、スチレン系エラストマー(カネカ社製「SIBSTAR(登録商標)」、スチレン-イソブチレン-スチレンブロック共重合体、SIBSと称することがある)の代わりに、ポリプロピレン(プライムポリマー社製「E122V」、PPと称することがある)を用いる以外は、実施例1と同様にして、比較例1の多層フィルムを作製した。
得られた多層フィルムの厚さは300μmであり、そのうち、1層の外層の厚さは30μmであり、バリア層の厚さは240μmであった。すなわち、第1フィルム層の層数は1025であり、第1フィルム層の1層当りの平均厚さは0.14μm、合計の厚さは140.0μmであった。また、第2フィルム層の層数は1024であり、第2フィルム層の1層当りの平均厚さは0.10μm、合計の厚さは100.0μmであった。
第1の樹脂として、環状オレフィン系樹脂(日本ゼオン製「ZEONEX5000)の代わりに、高密度ポリエチレン(プライムポリマー社製「3300F」、HDPEと称することがある)を用いる以外は、実施例1と同様にして、比較例2の多層フィルムを作製した。
得られた多層フィルムの厚さは300μmであり、そのうち、1層の外層の厚さは30μmであり、バリア層の厚さは240μmであった。すなわち、第1フィルム層の層数は1025であり、第1フィルム層の1層当りの平均厚さは0.14μm、合計の厚さは140.0μmであった。また、第2フィルム層の層数は1024であり、第2フィルム層の1層当りの平均厚さは0.10μm、合計の厚さは100.0μmであった。
第1の樹脂として、環状オレフィン系樹脂(日本ゼオン製「ZEONEX5000)の代わりに、高密度ポリエチレン(プライムポリマー社製「3300F」、HDPEと称することがある)を用い、第2の樹脂として、スチレン系エラストマー(カネカ社製「SIBSTAR(登録商標)」、スチレン-イソブチレン-スチレンブロック共重合体、SIBSと称することがある)の代わりに、ポリプロピレン(プライムポリマー社製「E122V」、PPと称することがある)を用いる以外は、実施例3と同様にして、比較例3の多層フィルムを作製した。
得られた多層フィルムの厚さは300μmであり、そのうち、1層の外層の厚さは30μmであり、バリア層の厚さは240μmであった。すなわち、第1フィルム層の層数は3であり、第1フィルム層の1層当りの平均厚さは48μm、合計の厚さは144.0μmであった。また、第2フィルム層の層数は2であり、第2フィルム層の1層当りの平均厚さは48μm、合計の厚さは96.0μmであった。
[比較例4]
ポリプロピレン(プライムポリマー社製「E122V」、PPと称することがある)を押出成形することにより、単層構造で未延伸のポリプロピレンからなる単層フィルムを作製した。
得られた単層フィルムの厚さは300μmであった。
上記で得られた多層フィルム及び単層フィルムについて、下記項目の評価を下記方法で行った。結果を表1に示す。
各実施例および比較例で作製した多層フィルム又は単層フィルムの水蒸気透過量を測定することにより、シート透湿度を評価した。水蒸気透過量は、MOCON製のPERMATRAN-W(登録商標)3/33を用いて、JIS K7129(B法)に記載の方法に準拠して測定した(吸湿条件:40℃/90%RH)。
各実施例および比較例で作製した多層フィルム又は単層フィルムの貯蔵弾性率を測定した。貯蔵弾性率は、日立ハイテクサイエンス製のDMS6100を用いて、測定モード引張り、測定周波数10Hz、昇温速度5℃/minで測定した。なお、サンプルは幅4mmの試験片を用意し、チャック間距離20mmで測定した。結果を表1に示す。
各実施例および各比較例で作製した多層フィルム又は単層フィルムを備えた試験用シートを作製した。具体的には、先ず、幅103mmのロール状の多層フィルムを作製した。前記多層フィルムに、ブリスター包装機(CKD社製、「FBP-300E」)を用いて、厚さ方向に突出した、1列あたり5個の錠剤収納部を2列形成した。そして、前記多層フィルムを、平面形状が37mm×94mmの大きさの長方形に打ち抜いて、試験用シートを作製した。前記錠剤収納部は、内径10.0mm、深さ4.0mmの凹部であり、絞り比は0.4であった。
このフィルムのポケット厚さ(最薄層)が60μm以上(成形後の錠剤収納部における多層フィルム又は単層フィルムの厚さの成形前の厚さに対する比率が20%以上)であること、ポケットに白化(ポケット側部が無理に伸ばされて、部分的に白くなる現象)がないこと、ポケット深さが3.7mm~4.3mm(絞り比が0.37~0.43)であること、を成形可否の判断基準とした。これらを満たす、互いに異なる前記成形温度の差を成形温度幅とした。結果を表1に示す。
各実施例および各比較例で作製した多層フィルム又は単層フィルムを備えた試験用シートを作製した。具体的には、先ず、幅103mmのロール状の多層フィルムを作製した。前記多層フィルムに、ブリスター包装機(CKD社製、「FBP-300E」)を用いて、厚さ方向に突出した、1列あたり5個の錠剤収納部を2列形成した。そして、前記多層フィルムを、平面形状が37mm×94mmの大きさの長方形に打ち抜いて、試験用シートを作製した。前記錠剤収納部は、内径10.0mm、深さ5.0mmの凹部であり、絞り比は0.5であった。
このフィルムのポケット厚さ(最薄層)が60μm以上(成形後の錠剤収納部における多層フィルム又は単層フィルムの厚さの成形前の厚さに対する比率が20%以上)であること、ポケットに白化(ポケット側部が無理に伸ばされて、部分的に白くなる現象)がないこと、ポケット深さが4.7mm~5.3mm(絞り比が0.47~0.53)であること、を成形可否の判断基準とした。これらを満たす、互いに異なる前記成形温度の差を成形温度幅とした。結果を表1に示す。
各実施例および比較例で作製した多層フィルム又は単層フィルムの貯蔵弾性率を測定し、その測定データから、貯蔵弾性率が5~50MPaとなる温度範囲を求めた。貯蔵弾性率は、日立ハイテクサイエンス製のDMS6100を用いて、測定モード引張り、測定周波数10Hz、昇温速度5℃/minで測定した。結果を表1に示す。
各実施例および比較例で作製した多層フィルム又は単層フィルムの貯蔵弾性率を測定し、その測定データから、貯蔵弾性率が15~35MPaとなる温度範囲を求めた。貯蔵弾性率は、日立ハイテクサイエンス製のDMS6100を用いて、測定モード引張り、測定周波数10Hz、昇温速度5℃/minで測定した。結果を表1に示す。
各実施例および比較例で作製した多層フィルム又は単層フィルムの、絞り比を0.4としたときの成形温度幅と貯蔵弾性率が5~50MPaとなる温度範囲との相関を図5に示す。
また、各実施例および比較例で作製した多層フィルム又は単層フィルムの、絞り比を0.5としたときの成形温度幅と貯蔵弾性率が5~50MPaとなる温度範囲との相関を図6に示す。

それに対し、比較例1~4の多層フィルム又は単層フィルムは、絞り比を0.4としたときの成形温度幅が10℃未満であり、絞り比を0.5としたときの成形温度幅が8℃未満であり、また、貯蔵弾性率が5~50MPaとなる温度範囲が、25℃未満であり、貯蔵弾性率が15~35MPaとなる温度範囲が、10℃未満であり、成形加工性において劣っていた。
また、図6に示したように、絞り比を0.5としたときの成形温度幅と貯蔵弾性率が5~50MPaとなる温度範囲とは、相関係数が0.8985であり、良好な相関関係が認められた。
2・・・成形フィルム
2a・・・成形フィルムの第1面
2b・・・成形フィルムの第2面
2c・・・成形フィルムの突出部
11・・・バリア層
111・・・第1フィルム層
112・・・第2フィルム層
12・・・外層
13・・・基材層
10・・・包装体
10a・・・包装体の収納部
10b・・・包装体のスリット
101・・・カバーフィルム
101a・・・カバーフィルムの第1面
102・・・錠剤
Claims (16)
- 多層フィルムであって、
熱成形により、前記多層フィルムに対して、前記多層フィルムの一方の面に開口し他方の面に突出する凹部形状の固形物収納部を形成する成形試験を、成形圧力を同一とし、成形温度を変化させることによって複数回行ったとき、前記固形物収納部の内径に対する深さの比を0.37~0.43とし、かつ、前記固形物収納部における前記多層フィルムの厚さを、熱成形前の厚さに対して20~100%とすることが可能な、互いに異なる前記成形温度の差が、10℃以上であり、
前記多層フィルムの貯蔵弾性率が5.0×106~5.0×107Paとなるときの、前記多層フィルムの温度の最大値と最小値との差が、25~140℃である、多層フィルム。 - 多層フィルムであって、前記多層フィルムの貯蔵弾性率が1.5×107~3.5×107Paとなるときの、前記多層フィルムの温度の最大値と最小値との差が、10~80℃である、多層フィルム。
- 前記多層フィルムが、前記成形試験を、成形圧力を同一とし、成形温度を変化させることによって複数回行ったとき、前記固形物収納部の内径に対する深さの比を0.47~0.53とし、かつ、前記固形物収納部における前記多層フィルムの厚さを、熱成形前の厚さに対して20~100%とすることが可能な、互いに異なる前記成形温度の差が、8℃以上である、請求項1に記載の多層フィルム。
- 前記多層フィルムが、基材層または外層とバリア層とを備える、請求項1~3のいずれか一項に記載の多層フィルム。
- 前記バリア層が、非晶性樹脂または低密度ポリエチレン樹脂を含む、請求項4に記載の多層フィルム。
- 前記基材層または外層が、非晶性樹脂を含む、請求項4又は5に記載の多層フィルム。
- 前記バリア層が、植物由来の結晶性樹脂又は植物由来の非晶性樹脂を含む、請求項4~6のいずれか一項に記載の多層フィルム。
- 前記多層フィルムが、第1の樹脂を含む第1フィルム層と、前記第1の樹脂とは異なる第2の樹脂を含む第2フィルム層と、を交互に繰り返して積層したバリア層を備える、請求項1~3のいずれか一項に記載の多層フィルム。
- 前記第1フィルム層の合計の厚さが10~500μmであり、
前記第2フィルム層の合計の厚さが10~500μmである、請求項8に記載の多層フィルム。 - 前記バリア層中の前記第1フィルム層の積層数が、50~5000の範囲である、請求項8又は9に記載の多層フィルム。
- 前記第1の樹脂が環状オレフィン系樹脂であって、前記第2の樹脂がエラストマーである、請求項8~10のいずれか一項に記載の多層フィルム。
- 前記エラストマーがスチレン系エラストマーである、請求項11に記載の多層フィルム。
- 前記多層フィルムが、更に、前記バリア層を挟む一対の外層を備えている、請求項8~12のいずれか一項に記載の多層フィルム。
- 第1の樹脂を含む第1フィルム層と、前記第1の樹脂とは異なる第2の樹脂を含む第2フィルム層と、を交互に繰り返して積層したバリア層を備え、
前記第1の樹脂が環状オレフィン系樹脂であって、前記第2の樹脂がエラストマーである多層フィルム。 - 前記第1フィルム層の合計の厚さが10~500μmであり、
前記第2フィルム層の合計の厚さが10~500μmである、請求項14に記載の多層フィルム。 - 請求項1~15のいずれか一項に記載の多層フィルムを備える、包装体。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021528284A JP7036282B2 (ja) | 2019-06-27 | 2020-06-26 | 多層フィルム及び包装体 |
| EP20830604.3A EP3991966A4 (en) | 2019-06-27 | 2020-06-26 | MULTILAYER FILM AND PACKAGING |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-119602 | 2019-06-27 | ||
| JP2019119602 | 2019-06-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020262675A1 true WO2020262675A1 (ja) | 2020-12-30 |
Family
ID=74061266
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/025392 WO2020262675A1 (ja) | 2019-06-27 | 2020-06-26 | 多層フィルム及び包装体 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3991966A4 (ja) |
| JP (3) | JP7036282B2 (ja) |
| WO (1) | WO2020262675A1 (ja) |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS561242A (en) * | 1979-06-15 | 1981-01-08 | Mitsubishi Petrochem Co Ltd | Film for evacuated casting |
| JPH03183547A (ja) * | 1989-12-13 | 1991-08-09 | Sekisui Chem Co Ltd | プラスチック成型容器 |
| JPH06305099A (ja) * | 1993-04-20 | 1994-11-01 | Gunze Ltd | ポリプロピレン系多層シート |
| JPH08300578A (ja) * | 1995-05-09 | 1996-11-19 | Sumitomo Bakelite Co Ltd | 高防湿多層ポリマーアロイシート |
| WO1997003803A1 (fr) * | 1995-07-24 | 1997-02-06 | Mitsui Petrochemical Industries, Ltd. | Procedes de fabrication de stratifies multicouche, stratifies multicouche polyolefiniques et leur application |
| JPH11198316A (ja) * | 1998-01-19 | 1999-07-27 | Sumitomo Bakelite Co Ltd | Pp系ptp用シート |
| JP2004074673A (ja) * | 2002-08-21 | 2004-03-11 | Asahi Kasei Life & Living Corp | 間接加熱成形用多層シート、包装容器およびその包装体 |
| JP2007283569A (ja) | 2006-04-14 | 2007-11-01 | Kyoraku Co Ltd | 酸素バリア性多層延伸フィルム及びそれを用いた多層包装体 |
| JP2008531336A (ja) * | 2005-02-23 | 2008-08-14 | トパース・アドヴァンスト・ポリマーズ・インコーポレーテッド | シクロオレフィンコポリマーおよびスチレン−ブタジエンコポリマーを含む多層フィルム |
| JP2009208378A (ja) * | 2008-03-05 | 2009-09-17 | Nippon Zeon Co Ltd | ノルボルネン単量体開環重合体水素添加物を含有してなる樹脂組成物層とポリプロピレン樹脂組成物層からなる多層フィルム及び包装体 |
| JP2014172211A (ja) * | 2013-03-06 | 2014-09-22 | Mitsubishi Gas Chemical Co Inc | 酸素吸収性ptp包装体 |
| JP2015174252A (ja) * | 2014-03-13 | 2015-10-05 | 住友ベークライト株式会社 | 多層フィルム、成形フィルムおよび包装体 |
| JP2016175390A (ja) * | 2015-03-23 | 2016-10-06 | 住友ベークライト株式会社 | 多層フィルムおよび包装体 |
| WO2018180858A1 (ja) * | 2017-03-30 | 2018-10-04 | 住友ベークライト株式会社 | 多層フィルム及び包装体 |
| JP2018167463A (ja) * | 2017-03-29 | 2018-11-01 | 住友ベークライト株式会社 | 多層フィルム及び包装体 |
| JP2019119602A (ja) | 2018-01-11 | 2019-07-22 | Ihi運搬機械株式会社 | 連続アンローダ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101917991B (zh) * | 2007-11-22 | 2012-04-18 | 田边三菱制药株式会社 | 含有环状聚烯烃层的塑料容器 |
| JP6259587B2 (ja) | 2013-05-21 | 2018-01-10 | 大成化工株式会社 | バイオマスシートおよびそれを用いたブリスターパック、並びにバイオマスシートの製造方法 |
| JP6305099B2 (ja) | 2014-02-20 | 2018-04-04 | 国立研究開発法人農業・食品産業技術総合研究機構 | 青果物吸着保持具 |
| JP6101851B1 (ja) | 2016-08-04 | 2017-03-22 | 藤森工業株式会社 | 白色シーラントフィルム及びこれを備える包装体 |
| JP2018135133A (ja) | 2017-02-22 | 2018-08-30 | 東洋製罐株式会社 | 多層容器 |
-
2020
- 2020-06-26 WO PCT/JP2020/025392 patent/WO2020262675A1/ja active Application Filing
- 2020-06-26 EP EP20830604.3A patent/EP3991966A4/en active Pending
- 2020-06-26 JP JP2021528284A patent/JP7036282B2/ja active Active
-
2021
- 2021-07-01 JP JP2021110351A patent/JP7036267B2/ja active Active
- 2021-07-01 JP JP2021110350A patent/JP2021169215A/ja active Pending
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS561242A (en) * | 1979-06-15 | 1981-01-08 | Mitsubishi Petrochem Co Ltd | Film for evacuated casting |
| JPH03183547A (ja) * | 1989-12-13 | 1991-08-09 | Sekisui Chem Co Ltd | プラスチック成型容器 |
| JPH06305099A (ja) * | 1993-04-20 | 1994-11-01 | Gunze Ltd | ポリプロピレン系多層シート |
| JPH08300578A (ja) * | 1995-05-09 | 1996-11-19 | Sumitomo Bakelite Co Ltd | 高防湿多層ポリマーアロイシート |
| WO1997003803A1 (fr) * | 1995-07-24 | 1997-02-06 | Mitsui Petrochemical Industries, Ltd. | Procedes de fabrication de stratifies multicouche, stratifies multicouche polyolefiniques et leur application |
| JPH11198316A (ja) * | 1998-01-19 | 1999-07-27 | Sumitomo Bakelite Co Ltd | Pp系ptp用シート |
| JP2004074673A (ja) * | 2002-08-21 | 2004-03-11 | Asahi Kasei Life & Living Corp | 間接加熱成形用多層シート、包装容器およびその包装体 |
| JP2008531336A (ja) * | 2005-02-23 | 2008-08-14 | トパース・アドヴァンスト・ポリマーズ・インコーポレーテッド | シクロオレフィンコポリマーおよびスチレン−ブタジエンコポリマーを含む多層フィルム |
| JP2007283569A (ja) | 2006-04-14 | 2007-11-01 | Kyoraku Co Ltd | 酸素バリア性多層延伸フィルム及びそれを用いた多層包装体 |
| JP2009208378A (ja) * | 2008-03-05 | 2009-09-17 | Nippon Zeon Co Ltd | ノルボルネン単量体開環重合体水素添加物を含有してなる樹脂組成物層とポリプロピレン樹脂組成物層からなる多層フィルム及び包装体 |
| JP2014172211A (ja) * | 2013-03-06 | 2014-09-22 | Mitsubishi Gas Chemical Co Inc | 酸素吸収性ptp包装体 |
| JP2015174252A (ja) * | 2014-03-13 | 2015-10-05 | 住友ベークライト株式会社 | 多層フィルム、成形フィルムおよび包装体 |
| JP2016175390A (ja) * | 2015-03-23 | 2016-10-06 | 住友ベークライト株式会社 | 多層フィルムおよび包装体 |
| JP2018167463A (ja) * | 2017-03-29 | 2018-11-01 | 住友ベークライト株式会社 | 多層フィルム及び包装体 |
| WO2018180858A1 (ja) * | 2017-03-30 | 2018-10-04 | 住友ベークライト株式会社 | 多層フィルム及び包装体 |
| JP2019119602A (ja) | 2018-01-11 | 2019-07-22 | Ihi運搬機械株式会社 | 連続アンローダ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3991966A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7036282B2 (ja) | 2022-03-15 |
| JP7036267B2 (ja) | 2022-03-15 |
| EP3991966A1 (en) | 2022-05-04 |
| EP3991966A4 (en) | 2023-07-19 |
| JP2021169215A (ja) | 2021-10-28 |
| JP2021169216A (ja) | 2021-10-28 |
| JPWO2020262675A1 (ja) | 2021-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20220118746A1 (en) | Multilayer film and package | |
| JP2005193609A (ja) | 多層フィルム | |
| JP6988078B2 (ja) | 多層フィルム及び包装体 | |
| WO2020262675A1 (ja) | 多層フィルム及び包装体 | |
| JP7081247B2 (ja) | 多層フィルム及び包装体 | |
| JP2016221760A (ja) | 多層フィルム及び包装体 | |
| JP7081655B1 (ja) | 多層フィルム及び包装体 | |
| JP6897886B2 (ja) | フィルム成形体及び包装体 | |
| JP7136176B2 (ja) | 多層フィルム及び包装体 | |
| JP2016221755A (ja) | 多層フィルム及び包装体 | |
| JP2021003859A (ja) | 多層フィルム及び包装体 | |
| JP4489466B2 (ja) | 多層積層樹脂フィルム | |
| JP6859699B2 (ja) | 再封性シーラントフィルム | |
| JP7009760B2 (ja) | 多層フィルム及び包装体 | |
| JP2019182446A (ja) | 多層フィルム及び包装体 | |
| JP2020157681A (ja) | 多層フィルム及び包装体 | |
| JP2021008038A (ja) | 多層フィルム及び包装体 | |
| JP2019166748A (ja) | 多層フィルム及び包装体 | |
| JP2020019564A (ja) | 包装シート及びそれを用いた包装体 | |
| JP6369097B2 (ja) | 多層フィルム、成形フィルムおよび包装体 | |
| JP2021138413A (ja) | 成形体及び包装体 | |
| JP2021053841A (ja) | 多層フィルム、多層フィルムの製造方法及び包装体 | |
| JP4489465B2 (ja) | 多層積層樹脂フィルム | |
| JP2018051927A (ja) | 再封性およびデッドホールド性を有するシーラントフィルム | |
| JP2016175345A (ja) | 成形用包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20830604 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021528284 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2020830604 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2020830604 Country of ref document: EP Effective date: 20220127 |