WO2020261730A1 - パッケージ、および、パワー半導体モジュールの製造方法 - Google Patents
パッケージ、および、パワー半導体モジュールの製造方法 Download PDFInfo
- Publication number
- WO2020261730A1 WO2020261730A1 PCT/JP2020/017028 JP2020017028W WO2020261730A1 WO 2020261730 A1 WO2020261730 A1 WO 2020261730A1 JP 2020017028 W JP2020017028 W JP 2020017028W WO 2020261730 A1 WO2020261730 A1 WO 2020261730A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heat sink
- power semiconductor
- adhesive layer
- frame body
- package
- Prior art date
Links
Images














Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/48—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor
- H01L23/488—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor consisting of soldered or bonded constructions
- H01L23/495—Lead-frames or other flat leads
- H01L23/49568—Lead-frames or other flat leads specifically adapted to facilitate heat dissipation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/48—Manufacture or treatment of parts, e.g. containers, prior to assembly of the devices, using processes not provided for in a single one of the subgroups H01L21/06 - H01L21/326
- H01L21/4814—Conductive parts
- H01L21/4821—Flat leads, e.g. lead frames with or without insulating supports
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/48—Manufacture or treatment of parts, e.g. containers, prior to assembly of the devices, using processes not provided for in a single one of the subgroups H01L21/06 - H01L21/326
- H01L21/4814—Conductive parts
- H01L21/4871—Bases, plates or heatsinks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/02—Containers; Seals
- H01L23/04—Containers; Seals characterised by the shape of the container or parts, e.g. caps, walls
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/02—Containers; Seals
- H01L23/04—Containers; Seals characterised by the shape of the container or parts, e.g. caps, walls
- H01L23/053—Containers; Seals characterised by the shape of the container or parts, e.g. caps, walls the container being a hollow construction and having an insulating or insulated base as a mounting for the semiconductor body
- H01L23/057—Containers; Seals characterised by the shape of the container or parts, e.g. caps, walls the container being a hollow construction and having an insulating or insulated base as a mounting for the semiconductor body the leads being parallel to the base
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/02—Containers; Seals
- H01L23/10—Containers; Seals characterised by the material or arrangement of seals between parts, e.g. between cap and base of the container or between leads and walls of the container
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/48—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor
- H01L23/488—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor consisting of soldered or bonded constructions
- H01L23/495—Lead-frames or other flat leads
- H01L23/49541—Geometry of the lead-frame
- H01L23/49562—Geometry of the lead-frame for devices being provided for in H01L29/00
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L24/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/4805—Shape
- H01L2224/4809—Loop shape
- H01L2224/48091—Arched
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73251—Location after the connecting process on different surfaces
- H01L2224/73265—Layer and wire connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/58—Structural electrical arrangements for semiconductor devices not otherwise provided for, e.g. in combination with batteries
- H01L23/64—Impedance arrangements
- H01L23/66—High-frequency adaptations
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/42—Wire connectors; Manufacturing methods related thereto
- H01L24/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L24/46—Structure, shape, material or disposition of the wire connectors prior to the connecting process of a plurality of wire connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/42—Wire connectors; Manufacturing methods related thereto
- H01L24/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L24/49—Structure, shape, material or disposition of the wire connectors after the connecting process of a plurality of wire connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L24/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
Definitions
- the semiconductor element can be mounted by brazing, for example, at a mounting temperature of about 400 ° C., which is relatively high.
- the method for manufacturing a power semiconductor module has the following steps.
- the package is prepared.
- the package includes an external terminal electrode, a frame, a heat sink, an adhesive layer, and an insertion member.
- the frame body contains a first resin, is attached with an external terminal electrode, and has a first surface to be adhered.
- the heat sink plate supports the frame body, has an unmounted region inside the frame body in a plan view, is made of metal, and has a second bonded surface.
- the adhesive layer contains a second resin different from the first resin, and the first bonded surface of the frame body and the second bonded surface of the heat sink plate are bonded to each other.
- the insertion member is arranged inside the adhesive layer.
- the power semiconductor element is mounted on the unmounted region of the heat sink plate.
- the power semiconductor element is sealed without gloss leakage.
- the power semiconductor element is mounted on the heat sink plate after the adhesive layer for adhering the frame and the heat sink plate to each other is formed. Since this mounting requires heating, the temperature of the adhesive layer also rises. Therefore, if the adhesive layer does not have a sufficiently thick portion, the stress caused by the difference in thermal expansion between the frame and the heat sink plate tends to be lessened by the adhesive layer. .. As a result, the airtightness tends to decrease due to repeated temperature changes to the package.
- one of the first bonded surface and the second bonded surface protrudes from the flat portion and the flat portion to form an adhesive layer. It has a first bonded surface and a protrusion facing the other of the second bonded surface via the above.
- the thickness of the adhesive layer can be made larger on the flat portion than on the protrusion. Therefore, a sufficiently thick portion can be easily and surely provided on the adhesive layer.
- the elastic deformation of this sufficiently thick portion relieves the stress caused by the difference in thermal expansion between the frame and the heat sink. Therefore, it is possible to suppress a decrease in airtightness due to repeated temperature changes applied to the package.
- the package 101 includes the external terminal electrode 90 attached to the frame body 81 and the exposed surface of the frame body 81.
- the lid 300 may be attached to the lid 300 via the adhesive layer 46 to seal the lid 300.
- At least one of alumina, aluminum hydroxide, talc, iron oxide, wollastonite, calcium carbonate, mica, titanium oxide, and carbon fiber is used in place of, or in combination with, at least one of silica glass and crystalline silica.
- the shape of the inorganic filler is, for example, spherical, fibrous, or plate-like.
- the content of the inorganic filler may be adjusted from the viewpoint of controlling the fluidity of the adhesive layer 41, and is preferably 1 wt% to 10 wt%. From the viewpoint of ensuring the fluidity of the adhesive layer 41 before curing, spherical silica glass (non-crystalline silica) having a particle size of 1 ⁇ m to 50 ⁇ m is optimal.
- the adhesive layer 41 (FIG. 4) preferably has a concave side surface that connects the heat sink plate 50C and the frame body 81. As a result, the effect of stress relaxation by the adhesive layer 41 can be enhanced.
- the power semiconductor element 200 is mounted on the heat sink plate 50C after the package 101 (FIG. 4) is formed. Therefore, the power semiconductor element 200 is mounted on the heat sink plate 50C after the adhesive layer 41 for adhering the frame body 81 and the heat sink plate 50C to each other is formed. Since heating is required for this mounting, the temperature of the adhesive layer 41 also rises. Therefore, if the adhesive layer 41 does not have a sufficiently thick portion, the stress caused by the difference in thermal expansion between the frame body 81 and the heat sink plate 50C is relaxed by the adhesive layer 41. Is likely to be low.
- FIG. 11 is a partial cross-sectional view schematically showing the configuration of the package 103 according to the third embodiment.
- the package 103 has a frame body 81 and a heat sink plate 50, both of which are members having a protrusion and a flat portion.
- the protrusion S1p of the frame body 81 and the protrusion S2p of the heat sink plate 50 are substantially entirely overlapped.
- Package 106 has an insertion member 88.
- the insertion member 88 is arranged inside the adhesive layer 41. In the plane layout, the area of the insertion member 88 is smaller than the area of the frame body 81C.
- the material of the insertion member 88 is not particularly limited, and the insertion member 88 may be made of, for example, a metal, a resin, or a resin in which an inorganic filler is dispersed. This resin is preferably a thermosetting resin from the viewpoint of productivity of the insertion member 88. Thermosetting resins are suitable for manufacturing processes such as injection molding.
- the resistance to the gloss leak test was improved in proportion to the thickness A.
- the paste is applied a plurality of times in order to form the adhesive layer 41 having a large thickness A, which is a heavy burden on the process.
- the thickness A, thickness B, width C, width D, length E, interval F, and height G in Table 2 above are the dimensions shown in FIGS. 4 to 6.
- the material of each member was the same as that of the corresponding member in the above comparative example.
Abstract
枠体(81)は、第1の樹脂を含有しており、外部端子電極(90)が取り付けられており、第1の被接着面(S1)を有している。ヒートシンク板(50C)は、枠体(81)を支持しており、パワー半導体素子(200)が実装されることになる未実装領域(55U)を平面視において枠体(81)内に有しており、金属からなり、第2の被接着面(S2)を有している。接着層(41)は、第1の樹脂と異なる第2の樹脂を含有しており、枠体(81)の第1の被接着面(S1)とヒートシンク板(50C)の第2の被接着面(S2)とを互いに接着している。第1の被接着面(S1)および第2の被接着面(S2)の一方は、平坦部と、平坦部から突き出て、接着層(41)を介して第1の被接着面(S1)および第2の被接着面(S2)の他方と向かい合う突起部とを有している。
Description
本発明は、パッケージ、および、パワー半導体モジュールの製造方法に関し、特に、蓋体が取り付けられることによってパワー半導体素子をグロスリークなしに封止する封止空間を構成するためのパッケージと、グロスリークなしに封止されたパワー半導体素子を有するパワー半導体モジュールの製造方法と、に関するものである。
パワー半導体素子を封止する封止空間を構成する容器には、パワー半導体素子の種類および用途によっては、グロスリークを生じない程度に高い気密性が求められることがある。特に、高周波用半導体素子には、グロスリークなしの封止が求められることが多い。なお、蓋体が取り付けられることによってパワー半導体素子を封止する封止空間を構成する容器のことを、本明細書においてはパッケージとも称する。パッケージはキャビティを有しており、このキャビティが蓋体によって封止されることによって封止空間が得られる。
特開2005-150133号公報(特許文献1)の技術によれば、まず、ヒートシンク板と、セラミック枠体と、外部接続端子とが互いに接続される。これにより、キャビティを有するパッケージが準備される。ヒートシンク板は複合材料からなる。複合材料としては、Cu-W系の複合金属板、Cu-Mo系の複合金属板、および、Cu-Mo系の合金金属板の両面にCu板を貼り合わせたクラッドの複合金属板、が例示されている。ヒートシンク板とセラミック枠体とは、約780℃~900℃でのAg-Cuろう付けによって接合される。このパッケージ上に高周波用半導体素子が実装される。そして、セラミック枠体の上面部に蓋体が接着されることによってキャビティが封止される。言い換えれば、封止空間内に高周波用半導体素子が気密に封止される。
ヒートシンク板の材料として上記のように複合材料を用いることによって、ヒートシンク板の熱膨張係数をセラミック枠体および半導体素子の熱膨張係数に近づけることができる。これにより、熱膨張収縮の差異に起因しての破壊を防止することができる。よって、ヒートシンク板上へセラミック枠体および半導体素子を高温で接合することが許容される。上記技術においては、半導体素子を実装するときに、ヒートシンク板とセラミック枠体とが既に、互いに接合されている。この接合が損なわれないように半導体素子を実装するためには、セラミック枠体の接合温度よりも低い温度で半導体素子を実装しなければならないという制約がある。上記技術においてはセラミック枠体の接合は約780℃~900℃の高温で行われるので、この接合は、半導体素子の実装温度程度の加熱では、悪影響をほとんど受けない。また、ヒートシンク板の熱膨張係数が半導体素子の熱膨張係数に近いので、実装温度が多少高くても、実装時の熱応力に起因して半導体素子が破壊することは避けられる。よって半導体素子の実装は、例えば、400℃程度の、実装温度としては比較的高温での、ろう付けによって行われ得る。
特開2003-282751号公報(特許文献2)の技術によれば、ヒートシンク板として、CuまたはCu系金属板が用いられる。Cuは、比較的安価でありながら、300W/m・Kを超える高い熱伝導率が容易に得られる点において、極めて優れた材料である。よって、ヒートシンク板が複合材料からなる前述した特開2005-150133号公報の技術とは異なり、高い熱伝導率を有するヒートシンク板を低コストで得ることができる。この技術によれば、まず、ヒートシンク板上に半導体素子が、ろう付けによって実装される。次に、予め外部接続端子が接合されている枠体がヒートシンク板上に、半導体素子を囲むように接合される。この接合に低融点接合材を用いることによって、半導体素子のろう付け温度未満の温度で枠体が接合される。次に、枠体の上面側に蓋体が接合されることによって、キャビティが封止される。言い換えれば、封止空間内に半導体素子が気密に封止される。これにより高周波用パワーモジュールが得られる。
特開2012-49224号公報(特許文献3)は実装構造体の製造方法を開示している。この製造方法によれば、電子部品の実装領域を有する放熱基板が準備される。放熱基板上に、実装領域を取り囲むように熱硬化性樹脂を介してセラミック枠体が接合される。実装領域に熱硬化性樹脂の熱分解温度よりも低い温度で、低融点合金を介して電子部品が接合される。放熱基板は、例えば、銅、鉄、タングステン、モリブデン、ニッケルまたはコバルト等の金属材料、あるいはこれらの金属材料を含有する合金、あるいはこれらの複合材料からなり、例えば、15W/(m・K)以上450W/(m・K)以下の熱伝導率を有する。熱硬化性樹脂の熱伝導率は低融点合金の熱伝導率よりも小さい。この公報の記載によれば、放熱基板に伝わった熱が熱硬化性樹脂に伝わりにくいため、熱硬化性樹脂が熱膨張を起こしにくくすることができ、熱硬化性樹脂にクラックが発生するのを抑制することができる。そしてこの公報の記載によれば、その結果、セラミック枠体と放熱基板との間の剥離を効果的に抑えることで、セラミック枠体で囲まれる領域の気密性を良好に維持することができる。
上記特開2003-282751号公報の技術によれば、半導体素子の実装後にヒートシンク板に枠体を接合することによって、パッケージのキャビティが形成される。よってこの技術においては、前述した特開2005-150133号公報の技術に比して、半導体素子の実装後の工程が煩雑である。このことは、半導体素子の実装後に半導体モジュールを速やかに完成させることの妨げとなる。これは、半導体モジュールの製造者にとって、好ましいことではない。また、パッケージを用いた半導体モジュールは、その使用時に熱膨張収縮を受けることが多い。よって、パワー半導体素子の実装後にパワー半導体モジュールを速やかに完成させることができるだけでなく、使用時の熱膨張収縮の差異に起因したダメージによるグロスリークの発生を防止することができることも望まれる。上記特開2012-49224号公報の技術によれば、枠体がセラミックであることから、枠体と放熱基板(ヒートシンク板)との間の熱膨張係数の差異が大きくなりやすい。熱膨張係数の大きな差異は、大きな熱応力の原因となり得る。よって、仮に半導体素子の実装時の熱応力が気密性低下の原因にならなかったとしても、その後の実際の使用時に外部環境の変化等に起因して温度変化を繰り返し受けると、熱応力に起因しての気密性低下が生じやすい。
本発明は以上のような課題を解決するためになされたものであり、その目的は、パワー半導体素子の実装後にパワー半導体モジュールを速やかに完成させることができ、かつ、パッケージに対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる、パッケージ、および、パワー半導体モジュールの製造方法を提供することである。
本発明の一の態様に従うパッケージは、蓋体が取り付けられることによってパワー半導体素子をグロスリークなしに封止する封止空間を構成するためのものであって、外部端子電極と、枠体と、ヒートシンク板と、接着層とを有している。枠体は、第1の樹脂を含有しており、外部端子電極が取り付けられており、第1の被接着面を有している。ヒートシンク板は、枠体を支持しており、パワー半導体素子が実装されることになる未実装領域を平面視において枠体内に有しており、金属からなり、第2の被接着面を有している。接着層は、第1の樹脂と異なる第2の樹脂を含有しており、枠体の第1の被接着面とヒートシンク板の第2の被接着面とを互いに接着している。第1の被接着面および第2の被接着面の一方は、平坦部と、平坦部から突き出て、接着層を介して第1の被接着面および第2の被接着面の他方と向かい合う突起部とを有している。
本発明の他の態様に従うパッケージは、蓋体が取り付けられることによってパワー半導体素子をグロスリークなしに封止する封止空間を構成するためのものであって、外部端子電極と、枠体と、ヒートシンク板と、接着層と、挿入部材とを有している。枠体は、第1の樹脂を含有しており、外部端子電極が取り付けられており、第1の被接着面を有している。ヒートシンク板は、枠体を支持しており、パワー半導体素子が実装されることになる未実装領域を平面視において枠体内に有しており、金属からなり、第2の被接着面を有している。接着層は、第1の樹脂と異なる第2の樹脂を含有しており、枠体の第1の被接着面とヒートシンク板の第2の被接着面とを互いに接着している。挿入部材は接着層の内部に配置されている。
本発明の一の態様に従うパワー半導体モジュールの製造方法は、以下の工程を有している。パッケージが準備される。パッケージは、外部端子電極と、枠体と、ヒートシンク板と、接着層とを含む。枠体は、第1の樹脂を含有しており、外部端子電極が取り付けられており、第1の被接着面を有している。ヒートシンク板は、枠体を支持しており、未実装領域を平面視において枠体内に有しており、金属からなり、第2の被接着面を有している。接着層は、第1の樹脂と異なる第2の樹脂を含有しており、枠体の第1の被接着面とヒートシンク板の第2の被接着面とを互いに接着している。第1の被接着面および第2の被接着面の一方は、平坦部と、平坦部から突き出て接着層を介して第1の被接着面および第2の被接着面の他方と向かい合う突起部とを有している。次に、ヒートシンク板の未実装領域上へパワー半導体素子が実装される。次に、枠体上に蓋体を取り付けることによってパワー半導体素子がグロスリークなしに封止される。
本発明の他の態様に従うパワー半導体モジュールの製造方法は、以下の工程を有している。パッケージが準備される。パッケージは、外部端子電極と、枠体と、ヒートシンク板と、接着層と、挿入部材とを含む。枠体は、第1の樹脂を含有しており、外部端子電極が取り付けられており、第1の被接着面を有している。ヒートシンク板は、枠体を支持しており、未実装領域を平面視において枠体内に有しており、金属からなり、第2の被接着面を有している。接着層は、第1の樹脂と異なる第2の樹脂を含有しており、枠体の第1の被接着面とヒートシンク板の第2の被接着面とを互いに接着している。挿入部材は接着層の内部に配置されている。次に、ヒートシンク板の未実装領域上へパワー半導体素子が実装される。次に、枠体上に蓋体を取り付けることによってパワー半導体素子がグロスリークなしに封止される。
本発明の一の態様に従うパッケージによれば、第1の被接着面および第2の被接着面の一方は、平坦部と、平坦部から突き出て、接着層を介して第1の被接着面および第2の被接着面の他方と向かい合う突起部とを有している。これにより、突起部上に比して平坦部上で、接着層の厚みをより大きくすることができる。よって接着層に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体とヒートシンク板との間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージに対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
本発明の他の態様に従うパッケージによれば、枠体の第1の被接着面とヒートシンク板の第2の被接着面とを互いに接着している接着層の内部に挿入部材が配置されている。これにより、第1の被接着面および第2の被接着面の各々と挿入部材との間に比して、挿入部材から外れた第1の被接着面と第2の被接着面との間において、接着層の厚みをより大きくすることができる。よって接着層に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体とヒートシンク板との間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージに対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
本発明の一の態様に従うパワー半導体モジュールの製造方法によれば、枠体およびヒートシンク板を互いに接着する接着層が形成された後に、ヒートシンク板上へパワー半導体素子が実装される。この実装には加熱を要することから、接着層の温度も上昇する。よって仮に、十分に厚い部分を接着層が有していなかったとすると、枠体とヒートシンク板との間での熱膨張の差異に起因しての応力が接着層によって緩和される作用が低くなりやすい。その結果、パッケージに対して繰り返し温度変化が加わることに起因しての気密性低下が発生しやすい。これに対して本発明の一の態様に従うパワー半導体モジュールの製造方法によれば、第1の被接着面および第2の被接着面の一方は、平坦部と、平坦部から突き出て、接着層を介して第1の被接着面および第2の被接着面の他方と向かい合う突起部とを有している。これにより、突起部上に比して平坦部上で、接着層の厚みをより大きくすることができる。よって接着層に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体とヒートシンク板との間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージに対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
本発明の他の態様に従うパワー半導体モジュールの製造方法によれば、枠体およびヒートシンク板を互いに接着する接着層が形成された後に、ヒートシンク板上へパワー半導体素子が実装される。この実装には加熱を要することから、接着層の温度も上昇する。よって仮に、十分に厚い部分を接着層が有していなかったとすると、枠体とヒートシンク板との間での熱膨張の差異に起因しての応力が接着層によって緩和される作用が低くなりやすい。その結果、パッケージに対して繰り返し温度変化が加わることに起因しての気密性低下が発生しやすい。これに対して本発明の他の態様に従うパワー半導体モジュールの製造方法によれば、枠体の第1の被接着面とヒートシンク板の第2の被接着面とを互いに接着している接着層の内部に挿入部材が配置されている。これにより、第1の被接着面および第2の被接着面の各々と挿入部材との間に比して、挿入部材から外れた第1の被接着面と第2の被接着面との間において、接着層の厚みをより大きくすることができる。よって接着層に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体とヒートシンク板との間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージに対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
この発明の目的、特徴、局面、および利点は、以下の詳細な説明と添付図面とによって、より明白となる。
以下、図面に基づいて本発明の実施の形態について説明する。なお、以下の図面において同一または相当する部分には同一の参照番号を付しその説明は繰返さない。
<実施の形態1>
図1は、本実施の形態1におけるパワー半導体モジュール900の構成を概略的に示す上面図である。図2は、図1の線II-IIに沿う概略的な断面図である。パワー半導体モジュール900は、パッケージ101と、パワー半導体素子200と、蓋体300とを有している。またパワー半導体モジュール900は、接着層46と、接合層42とを有している。
図1は、本実施の形態1におけるパワー半導体モジュール900の構成を概略的に示す上面図である。図2は、図1の線II-IIに沿う概略的な断面図である。パワー半導体モジュール900は、パッケージ101と、パワー半導体素子200と、蓋体300とを有している。またパワー半導体モジュール900は、接着層46と、接合層42とを有している。
パワー半導体素子200は高周波用半導体素子であってよい。高周波用半導体素子はおおよそ、数十MHz(例えば30MHz)以上30GHz以下の周波数で動作する半導体素子である。この場合、パワー半導体モジュール900は高周波モジュールである。高周波用途に適したパワー半導体素子200は、典型的には、LDMOS(横方向拡散MOS:Lateral Diffused MOS)トランジスタ、またはGaN(窒化ガリウム)トランジスタである。
パワー半導体素子200は、パッケージ101のヒートシンク板50Cの実装領域55M上に配置されている。実装領域55Mとパワー半導体素子200とは、熱硬化性樹脂と金属とを含有する接合層42を介して互いに接合されていることが好ましい。接合層42の熱硬化性樹脂は、エポキシ樹脂を含むことが好ましい。接合層42の金属は、銀を含むことが好ましい。
パッケージ101は、詳しくは後述するが、ヒートシンク板50Cおよび枠体81を有している。ヒートシンク板50Cは、平面視において実装領域55Mを枠体81内に有している。言い換えれば、ヒートシンク板50Cは、平面視において枠体81に囲まれた実装領域55Mを有している。パワー半導体素子200はヒートシンク板50Cの実装領域55M上へ実装されている。
パッケージ101には蓋体300が取り付けられている。具体的には、接着層46がパッケージ101と蓋体300とを互いに接着している。これにより、パワー半導体素子200をグロスリークなしに封止する封止空間950が構成されている。よってパワー半導体素子200は、高い気密性で、水蒸気その他の大気中のガスが侵入しないように外部環境から保護されている。封止空間950は、-65℃と+150℃との間での500サイクルの温度変化に対して耐環境性を有していることが好ましい。具体的には、上記温度変化にさらされた後においても、封止空間950はグロスリークを有しないことが好ましい。
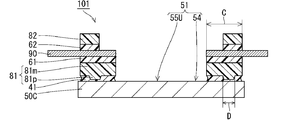
図3は、本実施の形態1におけるパッケージ101の構成を概略的に示す上面図である。図4および図5のそれぞれは、図3の線IV-IVおよび線V-Vに沿う概略的な部分断面図である。図6は、枠体81(図4および図5)の構成を概略的に示す底面図である。パッケージ101は、パワー半導体モジュール900(図1および図2)の製造用に用いられることになる。パッケージ101は、蓋体300(図1および図2)が取り付けられることによって封止空間950(図2)を構成するためのものである。封止空間950はパワー半導体素子200をグロスリークなしに封止する。パッケージ101は、封止空間950となるキャビティとして、ヒートシンク板50C上において枠体81に囲まれた空間を有している。パッケージ101は、具体的には、外部端子電極90と、枠体81と、ヒートシンク板50Cと、接着層41とを有している。さらに、パッケージ101は、電極接着層61と、電極接着層62と、上部枠体82とを有していてよく、その場合パッケージ101は、上部枠体82に接着層46を介して蓋体300が取り付けられることによって封止されてよい。あるいは、電極接着層62および上部枠体82は省略されていてもよく、その場合パッケージ101は、枠体81に取り付けられた外部端子電極90と、電極接着層61の露出面とに、接着層46を介して蓋体300が取り付けられることによって封止されてよい。さらに電極接着層61が外部端子電極90と枠体81との間にのみ設けられている場合は、パッケージ101は、枠体81に取り付けられた外部端子電極90と、枠体81の露出面とに、接着層46を介して蓋体300が取り付けられることによって封止されてよい。
枠体81は樹脂(第1の樹脂)を含有している。この樹脂は、熱可塑性樹脂であることが好ましい。この樹脂中には無機フィラー(第1の無機フィラー)が分散されていることが好ましい。この無機フィラーは、好ましくは、繊維状粒子および板状粒子の少なくともいずれかを含む。形状が繊維状または板状であることによって、枠体81が射出成形技術等によって形成される際に、フィラーが樹脂の流動を阻害することが抑制される。このような無機フィラーの材料としては、例えば、シリカガラス繊維、アルミナ繊維、炭素繊維、タルク(3MgO・4SiO2・H2O)、ウォラストナイト、マイカ、グラファイト、炭酸カルシウム、ドロマイト、ガラスフレーク、ガラスビーズ、硫酸バリウム、酸化チタンが用いられる。タルクからなる無機フィラーの平板上での大きさは、例えば、粒径1μm~50μmである。ここで粒径は、樹脂の断面観察によって得られた長径の算術平均値である。無機フィラーの含有量は30wt%~70wt%であることが好ましい。ヒートシンク板50Cの熱膨張係数が銅のものまたはそれに近い場合、銅の熱膨張係数に鑑みて、無機フィラーの熱膨張係数は17ppm/K以下が好ましい。枠体81の材料は、260℃2時間の熱処理に対して耐熱性を有していることが好ましい。なお、パッケージ101が260℃2時間の熱処理に対して耐熱性を有する場合、熱硬化性樹脂と金属とを含有するペースト状の接着剤を用いてのパワー半導体素子200(図2)の実装工程における典型的な熱処理に耐えることが可能である。
外部端子電極90は枠体81に取り付けられている。本実施の形態においては、この取り付けに電極接着層61および電極接着層62が用いられている。なお変形例として、外部端子電極90は枠体81に直接取り付けられていてもよい。言い換えれば、金属からなる外部端子電極90と、樹脂からなる枠体81および上部枠体82との一体成形が行われてもよい。外部端子電極90は、金属からなり、好ましくは純度90wt%(重量パーセント)以上で銅を含有している。なお、このように高純度で銅を含有する材料に代わって、コバール(商標)または鉄・ニッケル合金などが用いられてもよい。なお外部端子電極90の表面には、ボンディングワイヤ205(図2)などとの接合性を確保する目的で、ニッケルめっき、およびこのニッケルめっき上の金めっきが施されていてよい。
ヒートシンク板50Cは枠体81を支持している。ヒートシンク板50Cは、平面視において枠体81に囲まれた内面51を有している。内面51は、パワー半導体素子200(図2)が実装されることになる未実装領域55U(図4)を有している。未実装領域55Uは、パワー半導体素子200がまだ実装されていないものの、パワー半導体素子200が実装されることになる領域である。言い換えれば、パッケージ101の内面51のうち、パワー半導体素子200が実装されることによって実装領域55M(図2)となる部分が未実装領域55U(図4)である。未実装領域55Uは露出されていることが好ましい。また内面51は、パワー半導体素子200が実装されることにはならない周辺領域54も有していてよい。ヒートシンク板50Cは、内面51と反対の外面(図4における下面)を有している。外面は、パワー半導体モジュール900(図2)の使用時においては、通常、他の部材に取り付けられているが、パワー半導体モジュール900の製造時においては露出されていてよい。
ヒートシンク板50Cは金属からなる。この金属は、純度95.0wtパーセント以上で銅を含有する非複合材料であることが好ましく、純度99.8wt%以上で銅を含有する非複合材料であることがより好ましい。なお、このように銅を主成分とするヒートシンク板に、例えばニッケル層および金層といった、めっき層が付加されていてもよい。
接着層41は、枠体81が有する被接着面S1(第1の被接着面)と、ヒートシンク板50Cが有する被接着面S2(第2の被接着面)とを互いに接着している。接着層41によってヒートシンク板50Cと枠体81との間の気密性が確保されている。ヒートシンク板50Cと枠体81との間の気密性は、260℃2時間の熱処理に対して耐熱性を有していることが好ましい。なお、ヒートシンク板50Cと枠体81との間の気密性が260℃2時間の熱処理に対して耐熱性を有するか否かの試験は、パッケージ101(図4)へ260℃2時間の熱処理を施した後に、パッケージ101へ十分な気密性で蓋体300(図2)を取り付けてグロスリーク試験を行うことによってなされてよい。蓋体300およびその取り付け構造が十分な耐熱性を有している場合は、熱処理前に蓋体300が取り付けられてもよい。
接着層41は、図4に示されているように、ヒートシンク板50Cと枠体81とをつなぐ凹状の側面を有していることが好ましい。この凹状の形状は、硬化されることによって接着層41となる流動層の表面張力によって形成することができる。ただしこの凹状の形状は、当該流動層が押しつぶされるほど乱される。よって、凹状の側面を有する接着層41を得るためには、上記流動層があまり強く押しつぶされないようにすることが望ましい。
接着層41は、枠体81の材料と異なる材料からなる。接着層41は、枠体81の樹脂(第1の樹脂)と異なる樹脂(第2の樹脂)を含有している。接着層41の樹脂は、耐熱性と、硬化前の高流動性との観点で、熱硬化性樹脂であることが好ましく、例えばエポキシ樹脂である。
接着層41の樹脂中には無機フィラーが分散されていることが好ましい。この無機フィラーは、好ましくはシリカガラスおよび結晶性シリカの少なくともいずれかを含有し、より好ましくはシリカガラスからなる。典型的には、シリカガラスの熱膨張係数は0.5ppm/K程度であり、結晶性シリカの熱膨張係数は15ppm/K程度であり、よって、無機フィラーの熱膨張係数を17ppm/K以下とすることができる。このことは、接着層41の樹脂としてエポキシ樹脂またはフッ素樹脂が用いられる場合、特に望まれる。この場合、無機フィラーの含有量は50wt%~90wt%であることが好ましい。シリカガラスおよび結晶性シリカの少なくともいずれかに代わって、またはそれと共に、アルミナ、水酸化アルミニウム、タルク、酸化鉄、ウォラストナイト、炭酸カルシウム、マイカ、酸化チタン、炭素繊維の少なくともいずれかが用いられてもよい。無機フィラーの形状は、例えば、球状、繊維状、または板状である。一方、接着層41の樹脂としてシリコーン樹脂が用いられる場合は、シリコーン樹脂がゴム弾性を有するので、無機フィラーの熱膨張係数の制約はほぼ無視できる。この場合、無機フィラーの含有量は、接着層41の流動性制御等の観点で調整されてよく、1wt%~10wt%であることが好ましい。硬化前の接着層41の流動性を確保する観点では、粒径1μm~50μmの球状シリカガラス(非結晶性シリカ)が最適である。
枠体81の被接着面S1およびヒートシンク板50Cの被接着面S2の一方は、平坦部と、平坦部から突き出て、接着層41を介して被接着面S1および被接着面S2の他方と向かい合う突起部とを有している。本実施の形態においては、被接着面S1が、平坦部S1fと、平坦部S1fから突き出て、接着層41を介して被接着面S2と向かい合う突起部S1pとを有している。言い換えると、枠体81は、平坦な底面を有する主部81mと、この底面から突出するように配置された副部81pとを有している。突起部S1pの高さG(図5)は、0.02mm以上が好ましく、0.05mm以上がより好ましい。また本実施の形態においては、被接着面S2は平坦である。また本実施の形態においては、突起部S1pは、突起部S1pが突き出る方向、すなわち図5における下方向、に向かってテーパ形状を有している。
次にパワー半導体モジュール900(図2)の製造方法について説明する。最初にパッケージ101(図4)が準備される。
続いて、ヒートシンク板50Cの未実装領域55U上へパワー半導体素子200が実装される。これにより、露出されていた未実装領域55U(図4)は、パワー半導体素子200によって覆われた実装領域55M(図2)となる。パワー半導体素子200が実装される際は、熱硬化性樹脂と金属とを含有する接合層42を介してヒートシンク板50Cの未実装領域55Uとパワー半導体素子200とが互いに接合されることが好ましい。言い換えれば、熱硬化性樹脂と金属とを含有するペースト状の接着剤の塗布と、その硬化とによる接合が行われることが好ましい。接合層42の熱硬化性樹脂はエポキシ樹脂を含むことが好ましい。接合層42の金属は銀を含むことが好ましい。
次に、パッケージ101のキャビティ内において、パワー半導体素子200と外部端子電極90とがボンディングワイヤ205(図2)によって接続される。これにより、パワー半導体素子200と外部端子電極90との間の電気的接続が確保される。なお、パワー半導体素子200と外部端子電極90との間の電気的接続は、ボンディングワイヤ205以外の方法によって確保されてもよく、その場合、ボンディングワイヤ205は必ずしも必要ではない。
次に、パッケージ101に蓋体300を取り付けることによって、パワー半導体素子200がグロスリークなしに封止される。これによりパワー半導体モジュール900が得られる。具体的には、上部枠体82と蓋体300とが接着層46によって互いに接着される。パッケージ101への蓋体300の取り付けは、パワー半導体素子200が実装されたパッケージ101に対して、グロスリークの原因となるほどの熱ダメージを与えないように行われる。言い換えれば、パッケージ101への蓋体300の取り付けは、接着層41に対して、グロスリークの原因となるほどの熱ダメージを与えないように行われる。例えば、蓋体300はパッケージ101へ、前述した熱ダメージにつながらない程度に低い硬化温度で硬化させられた接着層46を介して取り付けられる。この硬化温度は、例えば260℃未満である。
図7は、比較例のパッケージ100の構成を、図4(本実施の形態のパッケージ101)に対応する視野で示す断面図である。パッケージ100の枠体81Cは、枠体81(図5)と異なり、副部81pを有しておらず、よって突起部S1pを有していない。この場合、枠体81Cとヒートシンク板50Cとの間での接着層41の厚みはおおよそ均一であり、この厚みを安定的に大きくすることには、通常、限界がある。単純に接着剤を多量に塗布したとすると、ブリード、すなわち、未実装領域55Uの方へ接着剤が流れる現象、が生じることによって、実装工程に差支えが生じてしまう。また、接着剤に加わる荷重条件に依存して接着層41の厚みが大きく変動しやすい。一方で、この厚みが十分でない場合、枠体81Cとヒートシンク板50Cとの間での熱膨張の差異に起因しての応力が接着層41の弾性変形によって緩和される効果が小さくなる。その結果、パッケージ100に対して繰り返し温度変化が加わることに起因しての気密性低下が発生しやすい。
(効果)
本実施の形態によれば、被接着面S1(図5)は、平坦部S1fと、平坦部S1fから突き出て、接着層41を介して被接着面S2と向かい合う突起部S1pとを有している。これにより、被接着面S1の突起部S1pと被接着面S2との間に比して、被接着面S1の平坦部S1fと被接着面S2との間で、接着層41の厚みをより大きくすることができる。よって接着層41に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体81とヒートシンク板50Cとの間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージ101に対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
本実施の形態によれば、被接着面S1(図5)は、平坦部S1fと、平坦部S1fから突き出て、接着層41を介して被接着面S2と向かい合う突起部S1pとを有している。これにより、被接着面S1の突起部S1pと被接着面S2との間に比して、被接着面S1の平坦部S1fと被接着面S2との間で、接着層41の厚みをより大きくすることができる。よって接着層41に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体81とヒートシンク板50Cとの間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージ101に対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
特に、接着層41(図5)がフィラーを含有している場合は、厚みAと高さGとの差異は、通常、フィラーの粒径よりも大きくなる。よって、接着層41の厚みAを、フィラーの粒径と、高さGとの和よりも大きくすることが容易に可能である。
このように、接着層41の、上述した厚い部分の厚みは、突起部S1pの形状と接着層41の材料とによっておおよそ決定され、硬化前の接着層41への荷重条件にはあまり依存しない。これにより、接着層41の厚みのばらつきが抑制される。よって、接着層41による応力緩和効果を安定的に得ることができる。
また突起部は、金属からなるヒートシンク板50に形成するよりも、本実施の形態のように、主に樹脂からなる枠体81に形成する方が、製造上、容易である。特に枠体81が樹脂成形によって形成される場合は、突起部S1pに対応する形状を予め金型に付与しておくだけで、突起部S1pを有する枠体81を容易に得ることができる。
さらに、突起部S1pが設けられることによって、接着層41となる流動層が突起部S1p上に界面張力によって保持される。これにより、この流動層が未実装領域55Uへは流れにくくなる。よって、ブリードの発生を抑制することができる。
ヒートシンク板50Cと枠体81との間の気密性は、260℃2時間の熱処理に対して耐熱性を有していることが好ましい。これにより、260℃2時間の熱処理に相当する熱的負荷がパワー半導体素子200の実装時に加わっても、それが封止空間950(図2)のグロスリークの原因となることが避けられる。具体的には、熱硬化性樹脂と金属とを含有するペースト状の接着剤を用いてのパワー半導体素子200の実装工程における典型的な熱処理に耐えることが可能である。
ヒートシンク板50Cは、純度95.0wt%以上で銅を含有する非複合材料からなることが好ましい。これにより、300W/m・Kを超える高い熱伝導率が容易に得られる。例えば、日本工業規格(JIS)C1510の材料(純度99.82wt%以上で銅を含有)により、347W/m・Kの高い熱伝導率が得られる。また、パワー半導体素子200の実装前においては、ヒートシンク板50Cは、パワー半導体素子200が実装されることになる未実装領域55U(図4)を枠体81内に有している。言い換えれば、パワー半導体素子200が実装されるときに、ヒートシンク板50C上に枠体81が既に取り付けられている。よって、パワー半導体素子200を実装した後にヒートシンク板50C上に枠体81を取り付ける工程を要しない。以上から、高い熱伝導率を有するヒートシンク板50Cを用いつつ、パワー半導体素子200の実装後にパワー半導体モジュール900(図2)を速やかに完成させることができる。
未実装領域55U(図4)は露出されていることが好ましい。これにより、パワー半導体素子200(図2)を未実装領域55U(図4)上に容易に実装することができる。
接着層41(図4)は、ヒートシンク板50Cと枠体81とをつなぐ凹状の側面を有していることが好ましい。これにより、接着層41による応力緩和の効果を高めることができる。
本実施の形態のパワー半導体モジュール900(図2)の製造方法によれば、パッケージ101(図4)が形成された後にそのヒートシンク板50C上へパワー半導体素子200が実装される。よって、枠体81およびヒートシンク板50Cを互いに接着する接着層41が形成された後に、ヒートシンク板50C上へパワー半導体素子200が実装される。この実装には加熱を要することから、接着層41の温度も上昇する。よって仮に、十分に厚い部分を接着層41が有していなかったとすると、枠体81とヒートシンク板50Cとの間での熱膨張の差異に起因しての応力が接着層41によって緩和される作用が低くなりやすい。その結果、パッケージ101に対して繰り返し温度変化が加わることに起因しての気密性低下が発生しやすい。これに対して本実施の形態のパワー半導体モジュール900の製造方法によれば、突起部S1p上に比して平坦部S1f上で、接着層41の厚みをより大きくすることができる。よって接着層41に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体81とヒートシンク板50Cとの間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージ101に対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
パワー半導体素子200が実装される際は、熱硬化性樹脂と金属とを含有する接合層42(図2)を介してヒートシンク板50Cの未実装領域55U(図4)とパワー半導体素子200とが互いに接合されることが好ましい。接合層42が金属を含有することによって、パワー半導体素子200からヒートシンク板50Cへの放熱性を高めることができる。また接合層42が樹脂を含有することによって、ヒートシンク板50Cから接合層42を介してパワー半導体素子200へ加わる熱応力が緩和される。これにより、熱応力に起因してのパワー半導体素子200の破壊が起こりにくくなる。
図8は、図5(パッケージ101)の変形例としてのパッケージ101Aを概略的に示す部分断面図である。この変形例においては、枠体81Aの突起部S1pは突起部S1pが突き出る方向に向かって、テーパ形状ではなく逆テーパ形状を有している。これにより、接着層41中での突起部S1pのアンカー効果が高められる。よって、接着層41と枠体81Aとの間の接着力を高めることができる。一方でこの変形例においては、突起部S1pの付け根(図8における矢印RT)に気泡が溜まりやすくなる。気泡は、ガスの発生源となり得ることから、好ましくない。気泡の発生を抑制するためには、テーパ形状の突起部S1pを有する枠体81(図5)が用いられることが好ましい。なお突起部S1pの形状は、テーパ形状および逆テーパ形状とは異なる他の形状であってもよい。
図9は、図6(枠体81)の変形例としての枠体81Bを概略的に示す底面図である。突起部S1pは、枠体81においては枠体81の周に沿って離散的なパターンを有しているが、枠体81Bにおいては枠体81Bの周に沿って連続的なパターンを有している。この変形例によっても、突起部S1pの内側または外側において接着層41が相対的に厚い部分を有するので、上記本実施の形態とほぼ同様の効果が得られる。また特に本変形例においては、上述した本実施の形態(図6)と異なり、隣り合う突起部S1p間の隙間が形成されない。よって接着層41の埋め込みが不十分とはなりにくい。よって、不十分な埋め込みに起因してのリークを、より確実に避けることができる。
<実施の形態2>
図10は、本実施の形態2におけるパッケージ102の構成を概略的に示す部分断面図である。本実施の形態においては、ヒートシンク板50Cおよび枠体81(図4:実施の形態1)のそれぞれに代わって、ヒートシンク板50および枠体81Cが用いられている。ヒートシンク板50の被接着面S2は、平坦部S2fと、平坦部S2fから突き出て、接着層41を介して被接着面S1と向かい合う突起部S2pとを有している。一方、枠体81Cの被接着面S1は平坦である。言い換えると、ヒートシンク板50は、平坦な上面を有する主部50mと、この上面から突出するように配置された副部50pとを有している。一方、枠体81Cは、平坦な底面を有している。なお、上記以外については、ヒートシンク板50は実施の形態1のヒートシンク板50Cとほぼ同様であり、かつ、枠体81Cは実施の形態1の枠体81とほぼ同様である。
図10は、本実施の形態2におけるパッケージ102の構成を概略的に示す部分断面図である。本実施の形態においては、ヒートシンク板50Cおよび枠体81(図4:実施の形態1)のそれぞれに代わって、ヒートシンク板50および枠体81Cが用いられている。ヒートシンク板50の被接着面S2は、平坦部S2fと、平坦部S2fから突き出て、接着層41を介して被接着面S1と向かい合う突起部S2pとを有している。一方、枠体81Cの被接着面S1は平坦である。言い換えると、ヒートシンク板50は、平坦な上面を有する主部50mと、この上面から突出するように配置された副部50pとを有している。一方、枠体81Cは、平坦な底面を有している。なお、上記以外については、ヒートシンク板50は実施の形態1のヒートシンク板50Cとほぼ同様であり、かつ、枠体81Cは実施の形態1の枠体81とほぼ同様である。
本実施の形態によれば、被接着面S2の突起部S2pと被接着面S1との間に比して、被接着面S2の平坦部S2fと被接着面S1との間で、接着層41の厚みをより大きくすることができる。よって接着層41に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体81Cとヒートシンク板50との間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージ102に対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
<実施の形態3>
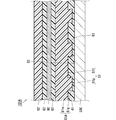
図11は、本実施の形態3におけるパッケージ103の構成を概略的に示す部分断面図である。パッケージ103は、共に突起部および平坦部を有する部材である、枠体81およびヒートシンク板50を有している。特に本実施の形態においては、平面レイアウトにおいて、枠体81の突起部S1pと、ヒートシンク板50の突起部S2pとが、実質的に全部重なっている。
図11は、本実施の形態3におけるパッケージ103の構成を概略的に示す部分断面図である。パッケージ103は、共に突起部および平坦部を有する部材である、枠体81およびヒートシンク板50を有している。特に本実施の形態においては、平面レイアウトにおいて、枠体81の突起部S1pと、ヒートシンク板50の突起部S2pとが、実質的に全部重なっている。
本実施の形態によれば、突起部S1pと突起部S2pとの間に比して、平坦部S1fと平坦部S2fとの間において、接着層41の厚みをより大きくすることができる。よって接着層41に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体81とヒートシンク板50との間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージ103に対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
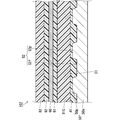
図12は、第1の変形例としてのパッケージ104を概略的に示す部分断面図である。本変形例においては、平面レイアウトにおいて、枠体81の突起部S1pと、ヒートシンク板50の突起部S2pとが、部分的にのみ重なっている。この変形例によっても、上記本実施の形態とほぼ同じ効果が得られる。
図13は、第2の変形例としてのパッケージ105を概略的に示す部分断面図である。本変形例においては、平面レイアウトにおいて、枠体81の突起部S1pと、ヒートシンク板50の突起部S2pとが、互いに外れて配置されている。この変形例によっても、上記本実施の形態に近い効果が得られる。そして特に本変形例によれば、枠体81の突起部S1pとヒートシンク板50の突起部S2pとが平面レイアウトにおいて互いに外れていることから、枠体81の被接着面S1とヒートシンク板50の被接着面S2とが、より噛み合うように配置され得る。これにより、隣り合う突起部S2pの間(または隣り合う突起部S1pの間)における接着層41の体積が抑制される。よって接着層41の埋め込みが不十分となりにくいという利点がある。
<実施の形態4>
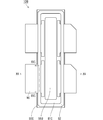
図14は、本実施の形態4におけるパッケージ106の構成を概略的に示す上面図である。図15および図16のそれぞれは、図14の線XV-XVおよび線XVI-XVIに沿う概略的な部分断面図である。本実施の形態のパッケージ106は、パッケージ101(図2:実施の形態1)と同様に、蓋体300が取り付けられることによってパワー半導体素子200をグロスリークなしに封止する封止空間950を構成するためのものである。
図14は、本実施の形態4におけるパッケージ106の構成を概略的に示す上面図である。図15および図16のそれぞれは、図14の線XV-XVおよび線XVI-XVIに沿う概略的な部分断面図である。本実施の形態のパッケージ106は、パッケージ101(図2:実施の形態1)と同様に、蓋体300が取り付けられることによってパワー半導体素子200をグロスリークなしに封止する封止空間950を構成するためのものである。
パッケージ106は挿入部材88を有している。挿入部材88は接着層41の内部に配置されている。平面レイアウトにおいて、挿入部材88の面積は、枠体81Cの面積よりも小さい。挿入部材88の材料は特に限定されず、挿入部材88は、例えば、金属、樹脂、または、無機フィラーが分散された樹脂からなっていてよい。この樹脂は、挿入部材88の生産性の観点で、熱硬化性樹脂であることが好ましい。熱硬化性樹脂は、射出成形などを用いた製造プロセスに適している。
図17は、挿入部材88(図15および図16)の構成を概略的に示す底面図であり、平面レイアウトにおける枠体81Cの配置も仮想線で示されている。本実施の形態においては、挿入部材88は、開口部と、その周りを連続的に囲む枠部とを有している。言い換えれば、挿入部材88は、枠体81Cの周に沿って延びる閉じた形状を有している。この場合、枠体81Cの大きさを鑑みれば、挿入部材88の最大寸法は1mmよりも大きい。図18は、図17の変形例を概略的に示す底面図である。この変形例においては、複数の挿入部材88vが用いられている。挿入部材88vの各々は、1mmより大きな最大寸法を有していることが好ましい。
次に、パッケージ106の製造方法について説明する。まずヒートシンク板50C上に、硬化されることによって接着層41となるペースト層が塗布される。このペースト層上に挿入部材88が配置される。挿入部材88は、自重によってペースト層中へと徐々に沈み込む。ペースト層は、界面張力によって挿入部材88の上面上にも広がる。次に、ペースト層上に枠体81Cが載置される。次に、枠体81C上に、硬化されることによって電極接着層61となるペースト層と、外部端子電極90と、硬化されることによって電極接着層62となるペースト層と、上部枠体82との積層構造が形成される。次に、上記各ペースト層が200℃3時間の熱処理によって一括して硬化される。以上によりパッケージ106が得られる。
なお、上記以外の構成については、上述した実施の形態1または2の構成とほぼ同じであるため、同一または対応する要素について同一の符号を付し、その説明を繰り返さない。また、本実施の形態のパッケージ106を用いてパワー半導体モジュールを製造する方法は、パッケージ101を用いてパワー半導体モジュール900(図1および図2)を製造する方法とほぼ同様であるため、その説明を省略する。
(効果)
本実施の形態のパッケージ106によれば、枠体81Cの被接着面S1とヒートシンク板50Cの被接着面S2とを互いに接着している接着層41の内部に挿入部材88が配置されている。これにより、被接着面S1および被接着面S2の各々と挿入部材88との間に比して、挿入部材88から外れた被接着面S1と被接着面S2との間において、接着層41の厚みをより大きくすることができる。よって接着層41に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体81Cとヒートシンク板50Cとの間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージ106に対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
本実施の形態のパッケージ106によれば、枠体81Cの被接着面S1とヒートシンク板50Cの被接着面S2とを互いに接着している接着層41の内部に挿入部材88が配置されている。これにより、被接着面S1および被接着面S2の各々と挿入部材88との間に比して、挿入部材88から外れた被接着面S1と被接着面S2との間において、接着層41の厚みをより大きくすることができる。よって接着層41に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体81Cとヒートシンク板50Cとの間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージ106に対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
さらに、挿入部材88が設けられることによって、接着層41が、より大きな厚みA(図15)を有する状態で硬化され得る。これにより、硬化されることによって接着層41となる流動層を、未実装領域55Uへ押し出されにくくすることができる。よって、ブリードの発生を抑制することができる。
挿入部材88は樹脂を含有していてよい。その場合、挿入部材88が弾性変形しやすい。これにより、枠体81Cとヒートシンク板50Cとの間での熱膨張の差異に起因しての応力が、より緩和される。
挿入部材88(挿入部材88v)は、1mmより大きな最大寸法を有していることが好ましい。これにより、多数の挿入部材を配置する工程を要することなく、挿入部材による効果を得ることができる。
本実施の形態のパワー半導体モジュールの製造方法によれば、パッケージ106が形成された後にそのヒートシンク板50C上へパワー半導体素子200(図2参照)が実装される。よって、枠体81Cおよびヒートシンク板50Cを互いに接着する接着層41が形成された後に、ヒートシンク板50C上へパワー半導体素子200が実装される。この実装には加熱を要することから、接着層41の温度も上昇する。よって仮に、十分に厚い部分を接着層41が有していなかったとすると、枠体81Cとヒートシンク板50Cとの間での熱膨張の差異に起因しての応力が接着層41によって緩和される作用が低くなりやすい。その結果、パッケージに対して繰り返し温度変化が加わることに起因しての気密性低下が発生しやすい。これに対して本実施の形態のパワー半導体モジュールの製造方法によれば、枠体81Cの被接着面S1とヒートシンク板50Cの被接着面S2とを互いに接着している接着層41の内部に挿入部材88が配置されている。これにより、被接着面S1および被接着面S2の各々と挿入部材88との間に比して、挿入部材88から外れた被接着面S1と被接着面S2との間において、接着層41の厚みをより大きくすることができる。よって接着層41に容易かつ確実に、十分に厚い部分を設けることができる。この十分に厚い部分が弾性変形することによって、枠体81Cとヒートシンク板50Cとの間での熱膨張の差異に起因しての応力が緩和される。よって、パッケージ106に対して繰り返し温度変化が加わることに起因しての気密性低下を抑制することができる。
パワー半導体素子200(図2参照)が実装される際は、熱硬化性樹脂と金属とを含有する接合層42(図2参照)を介してヒートシンク板50Cの未実装領域55U(図15)とパワー半導体素子200とが互いに接合されることが好ましい。接合層42が金属を含有することによって、パワー半導体素子200からヒートシンク板50Cへの放熱性を高めることができる。また接合層42が樹脂を含有することによって、ヒートシンク板50Cから接合層42を介してパワー半導体素子200へ加わる熱応力が緩和される。これにより、熱応力に起因してのパワー半導体素子200の破壊が起こりにくくなる。
<実験>
パッケージ100(図7)に対応する比較例1~3について検討した。各例として10個のサンプルが作製された。その結果を、以下の表1に示す。
パッケージ100(図7)に対応する比較例1~3について検討した。各例として10個のサンプルが作製された。その結果を、以下の表1に示す。

比較例1~3のそれぞれにおいて、接着層41の厚みAは、0.05mm、0.10mmおよび0.15mmとされた。比較例1の接着層41は、ヒートシンク板50C上にペーストを1回塗布することによってペースト層を形成し、このペースト層上に枠体81Cを配置し、そしてペースト層を硬化することによって形成された。比較例2の接着層41は、ヒートシンク板50C上にペーストを1回塗布した後に加熱して半硬化させ、この半硬化層上に再度ペーストを塗布することによってペースト層を形成し、このペースト層上に枠体81Cを配置し、そしてペースト層を硬化することによって形成された。比較例3の接着層41は、半硬化層上に塗布されるペーストの量を多くすることによって、より厚く形成された。なお接着層41、電極接着層61および電極接着層62の材料としては、熱硬化性樹脂としてのエポキシ樹脂と、フィラーとしてのほぼ球形で最大直径35μmのシリカガラスとの混合物が用いられた。接着層41の完全な硬化は、200℃3時間の熱処理によって行われた。なおこの熱処理時に、電極接着層61および電極接着層62の硬化も同時に行われた。
枠体81C(図7)について、厚みBは0.3mm、幅Cは2.1mmとされた。枠体81Cおよび上部枠体82の材料としては、熱可塑性樹脂としての液晶ポリマーが用いられた。ヒートシンク板50Cとしては、ニッケルめっき層および金めっき層が設けられた銅板が用いられた。外部端子電極90としては、ニッケルめっき層および金めっき層が設けられた銅の薄板が用いられた。
上記のように形成されたパッケージ100についての外観検査として、ブリードおよび隙間が観察された。ブリードについての外観検査は、接着層41が未実装領域55Uまで流れてしまっていた場合を不良と判定する検査である。上記表1に示すように、比較例1~3の各々について、10サンプルすべてでブリードが見られた。隙間についての外観検査は、未実装領域55Uから外部へと通じる接着層41の隙間が発生してしまっていた場合を不良と判定する検査である。上記表1に示すように、比較例1~3の各々について、10サンプルすべてで隙間が見られなかった。
次に、蓋体300(図2参照)が、エポキシ樹脂からなる接着層46(図2参照)を用いてパッケージ100に取り付けられた。これにより封止空間950(図2参照)が形成された。なお接着層46の硬化のためには、190℃での熱処理が行われた。
次に、温度サイクル後のグロスリーク試験が行われた。温度サイクルとしては、-65℃と+150℃との間での温度変化が、まず10サイクル与えられ、さらに100サイクルまで与えられ、そしてさらに500サイクルまで与えられた。この温度変化は、過酷な外部環境に設置されたパワー半導体モジュールがさらされる温度変化を模している。よって、過酷な外部環境下で用いられるパッケージは、上記温度サイクル後にグロスリークが見られない必要がある。グロスリーク試験は、具体的には、120℃±10℃に加熱された、高沸点溶剤であるフロリナート(商標)中にサンプルを30秒間浸漬し、この浸漬中にバブルが発生する場合を不良と判定する試験である。上記表1のように、グロスリーク試験への耐性は、おおむね厚みAに比例して向上していた。しかしながら、比較例2および3においては、大きな厚みAを有する接着層41を形成するためにペーストが複数回塗布されており、これは工程上の負担が大きい。
また、パッケージ101(図4)に対応する実施例4~16について検討した。各例として10個のサンプルが作製された。その結果を、以下の表2に示す。

上記表2における、厚みA、厚みB、幅C、幅D、長さE、間隔F、および高さGは、図4~図6に示された寸法である。なお各部材の材料は、上記比較例において対応するものと同じとされた。
実施例4~16について、比較例1~3と同様の方法で、評価が行われた。その結果について、以下に説明する。
ブリードの外観検査に関して、比較例1~3と異なり、実施例4~16の各々においては、少なくともある程度の割合で、ブリードを免れたサンプルが得られた。具体的には、実施例7および実施例16においては、ある程度の割合で不良が見られた。この原因は、接着層41の厚みA(図5)が過大であったために、硬化されることによって接着層41となる流動層が未実装領域55U(図4)へ流れ出しやすかったからと推測される。実施例9~11においても、ある程度の割合で不良が見られた。この原因は、枠体の幅Cに対し、突起部S1pの幅D(図4)が過大であったために、硬化されることによって接着層41となる流動層が未実装領域55Uへ押し出されやすかったからと推測される。
隙間の外観検査に関して、実施例7において、1/9の不良が見られた。この原因は、突起部S1pの高さG(図5)が過大であったために、隣り合う突起部S1pの間での接着層41の充填が不完全になりやすかったからと推測される。また実施例14および実施例15のそれぞれにおいて、3/10および7/10の不良が見られた。この原因は、突起部S1pの間隔F(図5)が過大であったために、隣り合う突起部S1pの間での接着層41の充填が不完全になりやすかったからと推測される。また実施例16において、8/10の不良が見られた。これは、上述した2つの原因の両方によるものと推測される。
温度サイクル後のグロスリーク試験は、外観検査において隙間が見られなかったサンプルについて実施された。実施例4~6を参照して、突起部S1pの高さGの増大につれて、接着層41の厚みAが増大し、グロスリーク試験への耐性が向上した。実施例9および10は、実施例8に比して、グロスリーク試験への耐性が、やや低かった。この原因は、突起部S1pの幅Dが過大であったために、接着層41の体積が減少し、その結果、接着層41による応力緩和の効果が減少したからと推測される。
また、パッケージ106(図15)に対応する実施例17~22について検討した。各例として10個のサンプルが作製された。その結果を、以下の表3に示す。

上記表3における、厚みA、厚みB、幅Cは、比較例1~3の場合(図7)と同様の寸法である。また、幅Hおよび厚さIは、図15に示された寸法である。挿入部材88(図15)の材料としては、表3に示されたものが用いられた。それ以外の各部材の材料は、上記比較例におけるものと同じとされた。
パッケージ106の製造方法は、実施例17~20においては、実施の形態4で説明した方法が用いられた。実施例21および22においては、おおよそ同様の方法が採用されつつも、硬化されることによって接着層41となるペースト層上に挿入部材88が載置された後に、追加のペースト層が塗布された。よって実施例21および22においては、硬化されることによって接着層41となるペースト層の塗布が2回行われた。
実施例17~22について、比較例1~3と同様の方法で、評価が行われた。その結果について、以下に説明する。
ブリードの外観検査に関して、比較例1~3と異なり、実施例17~22の各々においては、少なくともある程度の割合で、ブリードを免れたサンプルが得られた。具体的には、実施例21および実施例22においては、ある程度の割合で不良が見られた。この原因は、枠体の幅C(図4参照)に対し、挿入部材88の幅H(図15)が過大であったために、硬化されることによって接着層41となる流動層が未実装領域55U(図4)へ押し出されやすかったからと推測される。なお、隙間の外観検査に関しては、不良が見られなかった。
温度サイクル後のグロスリーク試験に関して、実施例17~21の各々においてはまったく不良が見られなかった。実施例22においては1/10のみ不良が見られた。実施例22の結果が実施例17~21に比して若干劣った理由は、樹脂に比して高い剛性を有するCuからなる挿入部材88の幅Hが過大であったために、挿入部材88および接着層41の総体としての弾性がやや乏しくなり、その結果、弾性によって熱応力を緩和する効果が減少したからと推測される。
この発明は詳細に説明されたが、上記した説明は、すべての局面において、例示であって、この発明がそれに限定されるものではない。例示されていない無数の変形例が、この発明の範囲から外れることなく想定され得るものと解される。
41 接着層
50,50C ヒートシンク板
55M 実装領域
55U 未実装領域
61,62 電極接着層
81,81A~81C 枠体
82 上部枠体
88,88v 挿入部材
90 外部端子電極
101,101A,102~106 パッケージ
200 パワー半導体素子
205 ボンディングワイヤ
300 蓋体
900 パワー半導体モジュール
950 封止空間
S1 被接着面(第1の被接着面)
S1f,S2f 平坦部
S1p,S2p 突起部
S2 被接着面(第2の被接着面)
50,50C ヒートシンク板
55M 実装領域
55U 未実装領域
61,62 電極接着層
81,81A~81C 枠体
82 上部枠体
88,88v 挿入部材
90 外部端子電極
101,101A,102~106 パッケージ
200 パワー半導体素子
205 ボンディングワイヤ
300 蓋体
900 パワー半導体モジュール
950 封止空間
S1 被接着面(第1の被接着面)
S1f,S2f 平坦部
S1p,S2p 突起部
S2 被接着面(第2の被接着面)
Claims (14)
- 蓋体が取り付けられることによってパワー半導体素子をグロスリークなしに封止する封止空間を構成するためのパッケージであって、
外部端子電極と、
第1の樹脂を含有し、前記外部端子電極が取り付けられ、第1の被接着面を有する枠体と、
前記枠体を支持し、前記パワー半導体素子が実装されることになる未実装領域を平面視において前記枠体内に有し、金属からなり、第2の被接着面を有するヒートシンク板と、
前記第1の樹脂と異なる第2の樹脂を含有し、前記枠体の前記第1の被接着面と前記ヒートシンク板の前記第2の被接着面とを互いに接着する接着層と、
を備え、前記第1の被接着面および前記第2の被接着面の一方は、平坦部と、前記平坦部から突き出て、前記接着層を介して前記第1の被接着面および前記第2の被接着面の他方と向かい合う突起部とを有しているパッケージ。 - 前記ヒートシンク板と前記枠体との間の気密性は、260℃2時間の熱処理に対して耐熱性を有している、請求項1に記載のパッケージ。
- 前記ヒートシンク板の前記金属は、純度95.0重量パーセント以上で銅を含有する非複合材料である、請求項1または2に記載のパッケージ。
- 前記未実装領域は露出されている、請求項1から3のいずれか1項に記載のパッケージ。
- 前記枠体の前記第1の被接着面は前記平坦部および前記突起部を有している、請求項1から4のいずれか1項に記載のパッケージ。
- 前記突起部は、前記突起部が突き出る方向に向かってテーパ形状を有している、請求項1から5のいずれか1項に記載のパッケージ。
- 前記接着層は、前記ヒートシンク板と前記枠体とをつなぐ凹状の側面を有している、請求項1から6のいずれか1項に記載のパッケージ。
- 蓋体が取り付けられることによってパワー半導体素子をグロスリークなしに封止する封止空間を構成するためのパッケージであって、
外部端子電極と、
第1の樹脂を含有し、前記外部端子電極が取り付けられ、第1の被接着面を有する枠体と、
前記枠体を支持し、前記パワー半導体素子が実装されることになる未実装領域を平面視において前記枠体内に有し、金属からなり、第2の被接着面を有するヒートシンク板と、
前記第1の樹脂と異なる第2の樹脂を含有し、前記枠体の前記第1の被接着面と前記ヒートシンク板の前記第2の被接着面とを互いに接着する接着層と、
前記接着層の内部に配置された挿入部材と、
を備えるパッケージ。 - 前記挿入部材は樹脂を含有している、請求項8に記載のパッケージ。
- 前記挿入部材は、1mmより大きな最大寸法を有している、請求項9に記載のパッケージ。
- パッケージを準備する工程を備え、前記パッケージは、
外部端子電極と、
第1の樹脂を含有し、前記外部端子電極が取り付けられ、第1の被接着面を有する枠体と、
前記枠体を支持し、未実装領域を平面視において前記枠体内に有し、金属からなり、第2の被接着面を有するヒートシンク板と、
前記第1の樹脂と異なる第2の樹脂を含有し、前記枠体の前記第1の被接着面と前記ヒートシンク板の前記第2の被接着面とを互いに接着する接着層と、
を含み、前記第1の被接着面および前記第2の被接着面の一方は、平坦部と、前記平坦部から突き出て前記接着層を介して前記第1の被接着面および前記第2の被接着面の他方と向かい合う突起部とを有しており、さらに
前記ヒートシンク板の前記未実装領域上へパワー半導体素子を実装する工程と、
前記枠体上に蓋体を取り付けることによって前記パワー半導体素子をグロスリークなしに封止する工程と、
を備えるパワー半導体モジュールの製造方法。 - 前記パワー半導体素子を実装する工程は、熱硬化性樹脂と金属とを含有する接合層を介して前記ヒートシンク板の前記未実装領域と前記パワー半導体素子とを互いに接合する工程を含む、請求項11に記載のパワー半導体モジュールの製造方法。
- パッケージを準備する工程を備え、前記パッケージは、
外部端子電極と、
第1の樹脂を含有し、前記外部端子電極が取り付けられ、第1の被接着面を有する枠体と、
前記枠体を支持し、未実装領域を平面視において前記枠体内に有し、金属からなり、第2の被接着面を有するヒートシンク板と、
前記第1の樹脂と異なる第2の樹脂を含有し、前記枠体の前記第1の被接着面と前記ヒートシンク板の前記第2の被接着面とを互いに接着する接着層と、
前記接着層の内部に配置された挿入部材と、
を含み、さらに
前記ヒートシンク板の前記未実装領域上へパワー半導体素子を実装する工程と、
前記枠体上に蓋体を取り付けることによって前記パワー半導体素子をグロスリークなしに封止する工程と、
を備えるパワー半導体モジュールの製造方法。 - 前記パワー半導体素子を実装する工程は、熱硬化性樹脂と金属とを含有する接合層を介して前記ヒートシンク板の前記未実装領域と前記パワー半導体素子とを互いに接合する工程を含む、請求項13に記載のパワー半導体モジュールの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021527413A JP7290723B2 (ja) | 2019-06-25 | 2020-04-20 | パッケージ、および、パワー半導体モジュールの製造方法 |
| US17/455,709 US11901268B2 (en) | 2019-06-25 | 2021-11-19 | Package with an electrode-attached frame supported by a heat sink, and method for manufacturing power semiconductor module provided therewith |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019117393 | 2019-06-25 | ||
| JP2019-117393 | 2019-06-25 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/455,709 Continuation US11901268B2 (en) | 2019-06-25 | 2021-11-19 | Package with an electrode-attached frame supported by a heat sink, and method for manufacturing power semiconductor module provided therewith |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020261730A1 true WO2020261730A1 (ja) | 2020-12-30 |
Family
ID=74061352
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/017028 WO2020261730A1 (ja) | 2019-06-25 | 2020-04-20 | パッケージ、および、パワー半導体モジュールの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11901268B2 (ja) |
| JP (1) | JP7290723B2 (ja) |
| WO (1) | WO2020261730A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3796373B1 (de) * | 2019-09-20 | 2023-06-28 | BIOTRONIK SE & Co. KG | Platinenanordnung eines implantierbaren medizinischen geräts |
| JP7444814B2 (ja) * | 2021-04-27 | 2024-03-06 | Ngkエレクトロデバイス株式会社 | パッケージ |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005322697A (ja) * | 2004-05-06 | 2005-11-17 | Denso Corp | 電子制御装置 |
| US20070090514A1 (en) * | 2005-10-24 | 2007-04-26 | Freescale Semiconductor, Inc. | Semiconductor structure and method of manufacture |
| JP2007165486A (ja) * | 2005-12-12 | 2007-06-28 | Shinko Electric Ind Co Ltd | 放熱板及び半導体装置 |
| JP2009513026A (ja) * | 2005-10-24 | 2009-03-26 | フリースケール セミコンダクター インコーポレイテッド | 半導体構造及び組み立て方法 |
| JP2018142617A (ja) * | 2017-02-28 | 2018-09-13 | 三菱電機株式会社 | 半導体装置およびその製造方法 |
| WO2018225511A1 (ja) * | 2017-06-08 | 2018-12-13 | Ngkエレクトロデバイス株式会社 | 蓋体、電子装置の製造方法および電子装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003068919A (ja) * | 2001-08-27 | 2003-03-07 | Nec Yamagata Ltd | 半導体装置 |
| JP3816821B2 (ja) | 2002-03-20 | 2006-08-30 | 株式会社住友金属エレクトロデバイス | 高周波用パワーモジュール基板及びその製造方法 |
| JP2004179584A (ja) * | 2002-11-29 | 2004-06-24 | Toyo Jushi Kk | トランジスタパッケージ及びその製造方法 |
| JP2005150133A (ja) | 2003-11-11 | 2005-06-09 | Sumitomo Metal Electronics Devices Inc | 半導体素子収納用容器 |
| JP2012049224A (ja) | 2010-08-25 | 2012-03-08 | Kyocera Corp | 実装構造体および実装構造体の製造方法 |
-
2020
- 2020-04-20 JP JP2021527413A patent/JP7290723B2/ja active Active
- 2020-04-20 WO PCT/JP2020/017028 patent/WO2020261730A1/ja active Application Filing
-
2021
- 2021-11-19 US US17/455,709 patent/US11901268B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005322697A (ja) * | 2004-05-06 | 2005-11-17 | Denso Corp | 電子制御装置 |
| US20070090514A1 (en) * | 2005-10-24 | 2007-04-26 | Freescale Semiconductor, Inc. | Semiconductor structure and method of manufacture |
| JP2009513026A (ja) * | 2005-10-24 | 2009-03-26 | フリースケール セミコンダクター インコーポレイテッド | 半導体構造及び組み立て方法 |
| JP2007165486A (ja) * | 2005-12-12 | 2007-06-28 | Shinko Electric Ind Co Ltd | 放熱板及び半導体装置 |
| JP2018142617A (ja) * | 2017-02-28 | 2018-09-13 | 三菱電機株式会社 | 半導体装置およびその製造方法 |
| WO2018225511A1 (ja) * | 2017-06-08 | 2018-12-13 | Ngkエレクトロデバイス株式会社 | 蓋体、電子装置の製造方法および電子装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7290723B2 (ja) | 2023-06-13 |
| JPWO2020261730A1 (ja) | 2020-12-30 |
| US11901268B2 (en) | 2024-02-13 |
| US20220077033A1 (en) | 2022-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI415228B (zh) | 半導體封裝結構、覆晶封裝、及半導體覆晶封裝的形成方法 | |
| CN107112316B (zh) | 半导体模块 | |
| JP5570476B2 (ja) | 半導体装置および半導体装置の製造方法 | |
| US9082707B2 (en) | Semiconductor device and method for manufacturing semiconductor device | |
| JP5807348B2 (ja) | 半導体装置およびその製造方法 | |
| WO2020261730A1 (ja) | パッケージ、および、パワー半導体モジュールの製造方法 | |
| JP2008288414A (ja) | 半導体モジュール及び半導体モジュールの製造方法 | |
| JP2007184315A (ja) | 樹脂封止型パワー半導体モジュール | |
| CN108604589B (zh) | 半导体装置及其制造方法 | |
| JP2016111083A (ja) | パワーモジュール及びその製造方法 | |
| US20230197542A1 (en) | Module with Gas Flow-Inhibiting Sealing at Module Interface to Mounting Base | |
| JP2014150203A (ja) | パワーモジュール、およびパワーモジュールの製造方法 | |
| WO2020261731A1 (ja) | パッケージ、および、パワー半導体モジュールの製造方法 | |
| JP2013004766A (ja) | 半導体装置および半導体装置の製造方法 | |
| JP2020155699A (ja) | パッケージ、および、パワー半導体モジュールの製造方法 | |
| WO2017122306A1 (ja) | 放熱板構造体、半導体装置および放熱板構造体の製造方法 | |
| JP7159464B2 (ja) | パワー半導体モジュールおよびその製造方法 | |
| WO2021171881A1 (ja) | パッケージ | |
| JP7439521B2 (ja) | 半導体モジュール及び半導体モジュールの製造方法 | |
| JP2008181922A (ja) | 熱伝導基板、その製造方法および熱伝導基板を用いた半導体装置 | |
| JP2022081849A (ja) | 電力用半導体装置および電力用半導体装置の製造方法 | |
| JP2021150421A (ja) | パッケージ | |
| JP2021184449A (ja) | 半導体装置 | |
| US11854934B2 (en) | Package with heat dissipating substrate | |
| JP2023132461A (ja) | パッケージ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20833246 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021527413 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20833246 Country of ref document: EP Kind code of ref document: A1 |