WO2020217406A1 - 3次元焼成体の製法 - Google Patents
3次元焼成体の製法 Download PDFInfo
- Publication number
- WO2020217406A1 WO2020217406A1 PCT/JP2019/017718 JP2019017718W WO2020217406A1 WO 2020217406 A1 WO2020217406 A1 WO 2020217406A1 JP 2019017718 W JP2019017718 W JP 2019017718W WO 2020217406 A1 WO2020217406 A1 WO 2020217406A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molding die
- dimensional
- molding
- mold
- producing
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/34—Moulds, cores, or mandrels of special material, e.g. destructible materials
- B28B7/342—Moulds, cores, or mandrels of special material, e.g. destructible materials which are at least partially destroyed, e.g. broken, molten, before demoulding; Moulding surfaces or spaces shaped by, or in, the ground, or sand or soil, whether bound or not; Cores consisting at least mainly of sand or soil, whether bound or not
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/14—Producing shaped prefabricated articles from the material by simple casting, the material being neither forcibly fed nor positively compacted
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/30—Producing shaped prefabricated articles from the material by applying the material on to a core or other moulding surface to form a layer thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/48—Producing shaped prefabricated articles from the material by removing material from solid section preforms for forming hollow articles, e.g. by punching or boring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/24—Apparatus or processes for treating or working the shaped or preshaped articles for curing, setting or hardening
- B28B11/243—Setting, e.g. drying, dehydrating or firing ceramic articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/16—Moulds for making shaped articles with cavities or holes open to the surface, e.g. with blind holes
- B28B7/18—Moulds for making shaped articles with cavities or holes open to the surface, e.g. with blind holes the holes passing completely through the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/34—Moulds, cores, or mandrels of special material, e.g. destructible materials
- B28B7/346—Manufacture of moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/34—Moulds, cores, or mandrels of special material, e.g. destructible materials
- B28B7/348—Moulds, cores, or mandrels of special material, e.g. destructible materials of plastic material or rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/624—Sol-gel processing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/638—Removal thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6831—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using electrostatic chucks
- H01L21/6833—Details of electrostatic chucks
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6028—Shaping around a core which is removed later
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Physics & Mathematics (AREA)
- Inorganic Chemistry (AREA)
- Organic Chemistry (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Power Engineering (AREA)
- Optics & Photonics (AREA)
- Dispersion Chemistry (AREA)
- Moulds, Cores, Or Mandrels (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Filtering Materials (AREA)
- Materials For Medical Uses (AREA)
- Ceramic Products (AREA)
Abstract
Description
(a)外面に開口する中空部分を備えた成形体と同形状の成形用空間を有し前記中空部分に対応する中子が一体化された成形型を有機材料で作製する工程と、
(b)セラミックスラリーを前記成形型の前記成形用空間に注入して固化させることにより前記成形体を前記成形型内に作製する工程と、
(c)前記成形体を乾燥したあと脱脂する工程であって、前記成形体を乾燥する前、乾燥中、乾燥した後且つ脱脂する前、脱脂中及び脱脂した後のいずれかの段階で前記成形型を消失させる工程と、
(d)前記成形体を焼成して3次元焼成体を得る工程と、
を含むものである。
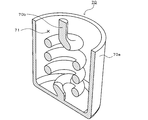
工程(a)では成形型70を作製する。成形型70は、図4及び図5に示すように、有底筒状の本体70aと、成形体50の中空部分52に対応する螺旋状の中子70bとを備えている。成形型70は、成形体50と同形状の成形用空間71を有している。成形用空間71は、本体70aの内側の円筒空間から中子70bを除いた空間である。中子70bの下端は成形型70の底面に一体化されている。中子70bの上端は自由端になっている。成形型70は、周知の3Dプリンタを用いて作製される。3Dプリンタは、ヘッド部から硬化前流動物をステージに向かって吐出して硬化前層状物を形成し、その硬化前層状物を硬化させるという一連の操作を繰り返すことにより、成形体50を造形する。3Dプリンタは、硬化前流動物として、成形型70のうち最終的に必要な部位を構成する材料であるモデル材と、成形型70のうちモデル材を支える基礎部分であって最終的に除去される部位を構成する材料であるサポート材とを備えている。ここでは、モデル材として、硬化後に所定の洗浄液(水、有機溶剤、酸、アルカリ溶液など)及び後述のセラミックスラリーに含まれる成分に不溶な材料(例えばパラフィンロウなどのワックス)を使用し、サポート材として、硬化後に所定の洗浄液に可溶な材料(例えばヒドロキシ化ワックス)を使用する。所定の洗浄液の一例としては、イソプロピルアルコールが挙げられる。3Dプリンタは、成形型70の下から上へ所定間隔ごとに水平方向に層状にスライスしたスライスデータを用いて構造物を造形する。スライスデータは、CADデータを加工することにより作製される。スライスデータの中には、モデル材とサポート材とが混在したスライスデータもあれば、モデル材のみのスライスデータもある。3Dプリンタで造形された構造物は、イソプロピルアルコールに浸漬して硬化後のサポート材を溶かして除去することにより、硬化後のモデル材のみからなる物体すなわち成形型70が得られる。
工程(b)では成形体50を成形型70内に作製する。ここでは成形体50をモールドキャスト成形で作製する。モールドキャスト成形とは、ゲルキャスト成形と呼ばれることもある方法であり、その詳細は例えば特許第5458050号公報などに開示されている。モールドキャスト成形では、成形型70の成形用空間71に、セラミック粉体、溶媒、分散剤及びゲル化剤を含むセラミックスラリーを注入し、ゲル化剤を化学反応させてセラミックスラリーをゲル化させることにより、成形型70内に成形体50を作製する。溶媒としては、分散剤及びゲル化剤を溶解するものであれば、特に限定されないが、多塩基酸エステル(例えば、グルタル酸ジメチル等)、多価アルコールの酸エステル(例えば、トリアセチン等)等の、2以上のエステル結合を有する溶媒を使用することが好ましい。分散剤としては、セラミック粉体を溶媒中に均一に分散するものであれば、特に限定されないが、ポリカルボン酸系共重合体、ポリカルボン酸塩等を使用することが好ましい。ゲル化剤としては、例えば、イソシアネート類、ポリオール類及び触媒を含むものとしてもよい。このうち、イソシアネート類としては、イソシアネート基を官能基として有する物質であれば特に限定されないが、例えば、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)又はこれらの変性体等が挙げられる。ポリオール類としては、イソシアネート基と反応し得る水酸基を2以上有する物質であれば特に限定されないが、例えば、エチレングリコール(EG)、ポリエチレングリコール(PEG)、プロピレングリコール(PG)、ポリプロピレングリコール(PPG)等が挙げられる。触媒としては、イソシアネート類とポリオール類とのウレタン反応を促進させる物質であれば特に限定されないが、例えば、トリエチレンジアミン、ヘキサンジアミン、6-ジメチルアミノ-1-ヘキサノール等が挙げられる。ここでは、ゲル化反応とは、イソシアネート類とポリオール類とがウレタン反応を起こしてウレタン樹脂(ポリウレタン)になる反応である。ゲル化剤の反応によりセラミックスラリーがゲル化し、ウレタン樹脂は有機バインダーとして機能する。
工程(c)では成形体50を乾燥したあと脱脂する。成形体50の乾燥は、成形体50に含まれる溶媒を蒸発させるために行う。乾燥温度は、使用する溶媒に応じて適宜設定すればよいが、例えば30~200℃に設定してもよい。但し、乾燥温度は、乾燥中の成形体50にクラックが入らないように注意して設定する。また、雰囲気は大気雰囲気、不活性雰囲気、真空雰囲気のいずれであってもよい。乾燥後の成形体50の脱脂は、成形体50に含まれる分散剤や触媒などの固形有機物を分解・除去するために行う。脱脂温度は、含まれる有機物の種類に応じて適宜設定すればよいが、例えば200~600℃に設定してもよい。また、雰囲気は大気雰囲気、不活性雰囲気、真空雰囲気、水素雰囲気などのいずれであってもよい。なお、脱脂後の成形体50を仮焼してもよい。仮焼温度は、特に限定するものではないが、例えば600~1200℃に設定してもよい。また、雰囲気は大気雰囲気、不活性雰囲気、真空雰囲気のいずれであってもよい。
工程(d)では成形体50を焼成してプラグ30を作製する。焼成温度(最高到達温度)は成形体50に含まれるセラミック粉体が焼結する温度を考慮して適宜設定すればよい。また、焼成雰囲気は、大気雰囲気、不活性ガス雰囲気、真空雰囲気、水素雰囲気などから適宜選択すればよい。
Claims (6)
- (a)外面に開口する中空部分を備えた成形体と同形状の成形用空間を有し前記中空部分に対応する中子が一体化された成形型を有機材料で作製する工程と、
(b)セラミックスラリーを前記成形型の前記成形用空間に注入して固化させることにより前記成形体を前記成形型内に作製する工程と、
(c)前記成形体を乾燥したあと脱脂する工程であって、前記成形体を乾燥する前、乾燥中、乾燥した後且つ脱脂する前、脱脂中及び脱脂した後のいずれかの段階で前記成形型を消失させる工程と、
(d)前記成形体を焼成して3次元焼成体を得る工程と、
を含む3次元焼成体の製法。 - 前記工程(c)では、前記成形型を溶融除去することにより消失させる、
請求項1に記載の3次元焼成体の製法。 - 前記工程(c)では、前記成形体の成分が溶融除去されない条件下で、前記成形型を溶融除去することにより消失させる、
請求項2に記載の3次元焼成体の製法。 - 前記工程(a)では、前記成形型を3Dプリンタを用いて作製し、前記3Dプリンタでは、モデル材として、硬化後に所定の洗浄液及び前記セラミックスラリーに含まれる成分に不溶な材料を使用し、サポート材として、硬化後に前記所定の洗浄液に可溶な材料を使用する、
請求項1~3のいずれか1項に記載の3次元焼成体の製法。 - 前記工程(b)では、前記セラミックスラリーとしてセラミック粉末とゲル化剤とを含むスラリーを用い、前記セラミックスラリーを前記成形型に注入したあと前記ゲル化剤を化学反応させて前記セラミックスラリーをゲル化させることにより前記成形体を前記成形型内に作製する、
請求項1~4のいずれか1項に記載の3次元焼成体の製法。 - 前記3次元焼成体は、静電チャックのウエハ載置面とは反対側の面に設けられたプラグ設置穴に嵌め込まれ、屈曲しながら前記静電チャックの厚さ方向に貫通するガス通路を備えたプラグであり、
前記プラグは、前記静電チャックのうち前記プラグ設置穴の底部を前記静電チャックの厚さ方向に貫通するように設けられた細孔に、前記ガス通路を通じてガスを供給するのに用いられる、
請求項1~5のいずれか1項に記載の3次元焼成体の製法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020217033574A KR102541744B1 (ko) | 2019-04-25 | 2019-04-25 | 3차원 소성체의 제법 |
| PCT/JP2019/017718 WO2020217406A1 (ja) | 2019-04-25 | 2019-04-25 | 3次元焼成体の製法 |
| JP2021515425A JP7144603B2 (ja) | 2019-04-25 | 2019-04-25 | 3次元焼成体の製法 |
| CN201980095692.3A CN113710444B (zh) | 2019-04-25 | 2019-04-25 | 三维烧成体的制法 |
| TW109112783A TWI807182B (zh) | 2019-04-25 | 2020-04-16 | 三維燒成體的製法 |
| US17/451,204 US20220032501A1 (en) | 2019-04-25 | 2021-10-18 | Method for manufacturing three-dimensional fired body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/017718 WO2020217406A1 (ja) | 2019-04-25 | 2019-04-25 | 3次元焼成体の製法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/451,204 Continuation US20220032501A1 (en) | 2019-04-25 | 2021-10-18 | Method for manufacturing three-dimensional fired body |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020217406A1 true WO2020217406A1 (ja) | 2020-10-29 |
Family
ID=72941142
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/017718 WO2020217406A1 (ja) | 2019-04-25 | 2019-04-25 | 3次元焼成体の製法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220032501A1 (ja) |
| JP (1) | JP7144603B2 (ja) |
| KR (1) | KR102541744B1 (ja) |
| CN (1) | CN113710444B (ja) |
| TW (1) | TWI807182B (ja) |
| WO (1) | WO2020217406A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023056156A (ja) * | 2021-10-07 | 2023-04-19 | 日本碍子株式会社 | 半導体製造装置用部材 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07507508A (ja) * | 1992-06-05 | 1995-08-24 | マサチユーセツツ・インステイテユート・オブ・テクノロジー | 三次元印刷技法 |
| WO2014157571A1 (ja) * | 2013-03-29 | 2014-10-02 | Toto株式会社 | 静電チャック |
| JP2017121806A (ja) * | 2016-01-08 | 2017-07-13 | ゼネラル・エレクトリック・カンパニイ | 3d印刷プロセスを使用することによって混成セラミック/金属、セラミック/セラミック体を製造するための方法 |
| JP2018020441A (ja) * | 2016-08-01 | 2018-02-08 | 株式会社オメガ | 三次元形状造形物の製造方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0813446B2 (ja) * | 1990-05-30 | 1996-02-14 | 株式会社日立製作所 | スリツプキヤステイング法 |
| US6189483B1 (en) * | 1997-05-29 | 2001-02-20 | Applied Materials, Inc. | Process kit |
| JP4343421B2 (ja) * | 2000-12-13 | 2009-10-14 | 菊水化学工業株式会社 | セラミック薄板の生成形体の成形方法及び成形装置 |
| KR100906346B1 (ko) * | 2005-08-17 | 2009-07-06 | 주식회사 코미코 | 세라믹 성형체의 제조방법 및 이를 이용하여 제조된 세라믹성형체 |
| US8336891B2 (en) * | 2008-03-11 | 2012-12-25 | Ngk Insulators, Ltd. | Electrostatic chuck |
| JP5331519B2 (ja) * | 2008-03-11 | 2013-10-30 | 日本碍子株式会社 | 静電チャック |
| JP2010132487A (ja) * | 2008-12-04 | 2010-06-17 | Panasonic Corp | セラミック多孔体の製造方法 |
| EP2360291A1 (de) * | 2010-02-24 | 2011-08-24 | Singulus Technologies AG | Verfahren und Vorrichtung zum schnellen Heizen und Kühlen eines Substrates und sofort anschließender Beschichtung desselben unter Vakuum |
| KR101167838B1 (ko) * | 2010-05-07 | 2012-07-24 | 한국기계연구원 | 탄소몰드를 이용한 금속 함침 주조품의 제조방법 |
| CN102487029B (zh) * | 2010-12-02 | 2014-03-19 | 北京北方微电子基地设备工艺研究中心有限责任公司 | 静电卡盘和具有它的等离子体装置 |
| JP5458050B2 (ja) * | 2011-03-30 | 2014-04-02 | 日本碍子株式会社 | 静電チャックの製法 |
| JP5890795B2 (ja) * | 2013-03-18 | 2016-03-22 | 日本碍子株式会社 | 半導体製造装置用部材 |
| KR101680334B1 (ko) * | 2015-06-15 | 2016-11-29 | 주식회사 퓨쳐캐스트 | 3차원 프린팅 방식을 이용한 금형 제작방법 |
| US11969795B2 (en) * | 2016-04-14 | 2024-04-30 | Desktop Metal, Inc. | Forming an interface layer for removable support |
| CN108101519A (zh) * | 2017-12-19 | 2018-06-01 | 西安交通大学 | 一种用于复杂结构零件定向凝固成形的陶瓷铸型制备方法 |
| CN108649012B (zh) * | 2018-05-11 | 2021-10-01 | 北京华卓精科科技股份有限公司 | 新型陶瓷塞及具有该新型陶瓷塞的静电卡盘装置 |
-
2019
- 2019-04-25 CN CN201980095692.3A patent/CN113710444B/zh active Active
- 2019-04-25 JP JP2021515425A patent/JP7144603B2/ja active Active
- 2019-04-25 WO PCT/JP2019/017718 patent/WO2020217406A1/ja active Application Filing
- 2019-04-25 KR KR1020217033574A patent/KR102541744B1/ko active IP Right Grant
-
2020
- 2020-04-16 TW TW109112783A patent/TWI807182B/zh active
-
2021
- 2021-10-18 US US17/451,204 patent/US20220032501A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07507508A (ja) * | 1992-06-05 | 1995-08-24 | マサチユーセツツ・インステイテユート・オブ・テクノロジー | 三次元印刷技法 |
| WO2014157571A1 (ja) * | 2013-03-29 | 2014-10-02 | Toto株式会社 | 静電チャック |
| JP2017121806A (ja) * | 2016-01-08 | 2017-07-13 | ゼネラル・エレクトリック・カンパニイ | 3d印刷プロセスを使用することによって混成セラミック/金属、セラミック/セラミック体を製造するための方法 |
| JP2018020441A (ja) * | 2016-08-01 | 2018-02-08 | 株式会社オメガ | 三次元形状造形物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7144603B2 (ja) | 2022-09-29 |
| CN113710444A (zh) | 2021-11-26 |
| KR102541744B1 (ko) | 2023-06-13 |
| JPWO2020217406A1 (ja) | 2020-10-29 |
| TWI807182B (zh) | 2023-07-01 |
| TW202043174A (zh) | 2020-12-01 |
| KR20210138086A (ko) | 2021-11-18 |
| US20220032501A1 (en) | 2022-02-03 |
| CN113710444B (zh) | 2023-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7955546B2 (en) | Forming die and method for manufacturing formed body using forming die | |
| US10252326B2 (en) | Dual investment technique for solid mold casting of reticulated metal foams | |
| US10259036B2 (en) | Variable diameter investment casting mold for casting of reticulated metal foams | |
| WO2020217406A1 (ja) | 3次元焼成体の製法 | |
| US10870218B2 (en) | Speciality ceramic components | |
| EP3047923B1 (en) | Investment technique for solid mold casting of reticulated metal foams | |
| WO2020129049A1 (en) | Supports for components during debinding and sintering | |
| CN111417612A (zh) | 陶瓷成形体的脱脂方法和陶瓷烧成体的制造方法 | |
| TWI745899B (zh) | 半導體製造裝置用構件、其製法及成形模具 | |
| JP4124113B2 (ja) | インサート成形方法 | |
| JPWO2020217406A5 (ja) | ||
| WO2023068189A1 (ja) | セラミックス物品の製造方法 | |
| JP2005161539A (ja) | インサート成形方法 | |
| US20220314306A1 (en) | Water soluble polymer for core forming | |
| JP2005153268A (ja) | インサート成形用金型装置およびインサート成形方法 | |
| JP6858908B2 (ja) | 成形体の製造方法 | |
| KR100818312B1 (ko) | 백필링에 의한 용사 금형의 제작 방법 | |
| JP2017119592A (ja) | 粉体焼結成形体の製造方法、粉体焼結成形体用バインダ組成物及び焼結用成形材料 | |
| JPH10278015A (ja) | セラミックス粉末の成形方法 | |
| JP4124112B2 (ja) | インサート成形方法 | |
| JPWO2020066589A1 (ja) | ウエハ載置台の製法 | |
| JPH10130071A (ja) | 流体透過性プラスチック製品の製造法 | |
| JPS62103105A (ja) | スリツプキヤステイング成形型 | |
| JPH1121181A (ja) | 多孔質セラミックの製造方法 | |
| JPH0596523A (ja) | 無機物粉末成形体の乾燥方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19925733 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021515425 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20217033574 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19925733 Country of ref document: EP Kind code of ref document: A1 |