WO2020179292A1 - 熱延鋼板 - Google Patents
熱延鋼板 Download PDFInfo
- Publication number
- WO2020179292A1 WO2020179292A1 PCT/JP2020/003340 JP2020003340W WO2020179292A1 WO 2020179292 A1 WO2020179292 A1 WO 2020179292A1 JP 2020003340 W JP2020003340 W JP 2020003340W WO 2020179292 A1 WO2020179292 A1 WO 2020179292A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- less
- hot
- rolled steel
- content
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 124
- 239000010959 steel Substances 0.000 title claims abstract description 124
- 229910001566 austenite Inorganic materials 0.000 claims abstract description 67
- 239000013078 crystal Substances 0.000 claims abstract description 51
- 239000000126 substance Substances 0.000 claims abstract description 21
- 239000000203 mixture Substances 0.000 claims abstract description 17
- 238000005096 rolling process Methods 0.000 claims description 16
- 239000012535 impurity Substances 0.000 claims description 8
- 229910052721 tungsten Inorganic materials 0.000 claims description 6
- 229910052725 zinc Inorganic materials 0.000 claims description 6
- 229910052726 zirconium Inorganic materials 0.000 claims description 6
- 229910052797 bismuth Inorganic materials 0.000 claims description 4
- 230000000717 retained effect Effects 0.000 abstract description 48
- 229910052751 metal Inorganic materials 0.000 abstract description 24
- 239000002184 metal Substances 0.000 abstract description 24
- 238000001816 cooling Methods 0.000 description 56
- 230000000694 effects Effects 0.000 description 33
- 238000010008 shearing Methods 0.000 description 26
- 238000005098 hot rolling Methods 0.000 description 24
- 238000000034 method Methods 0.000 description 20
- 238000004804 winding Methods 0.000 description 19
- 230000009471 action Effects 0.000 description 17
- 230000009466 transformation Effects 0.000 description 17
- 230000001965 increasing effect Effects 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 12
- 238000005259 measurement Methods 0.000 description 10
- 229910052761 rare earth metal Inorganic materials 0.000 description 10
- 229910000859 α-Fe Inorganic materials 0.000 description 10
- 238000004458 analytical method Methods 0.000 description 9
- 230000002708 enhancing effect Effects 0.000 description 9
- 229910000734 martensite Inorganic materials 0.000 description 9
- 229910001563 bainite Inorganic materials 0.000 description 7
- 230000009467 reduction Effects 0.000 description 7
- 238000007747 plating Methods 0.000 description 6
- 239000000523 sample Substances 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 5
- 229910001562 pearlite Inorganic materials 0.000 description 5
- 238000007670 refining Methods 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 229910052804 chromium Inorganic materials 0.000 description 4
- 238000005336 cracking Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 229910052749 magnesium Inorganic materials 0.000 description 4
- 239000011159 matrix material Substances 0.000 description 4
- 229910052750 molybdenum Inorganic materials 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- 229910052758 niobium Inorganic materials 0.000 description 4
- 229920006395 saturated elastomer Polymers 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 229910052720 vanadium Inorganic materials 0.000 description 4
- 238000002441 X-ray diffraction Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- 229910052791 calcium Inorganic materials 0.000 description 3
- 229910001567 cementite Inorganic materials 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000005246 galvanizing Methods 0.000 description 3
- 230000001771 impaired effect Effects 0.000 description 3
- 238000002354 inductively-coupled plasma atomic emission spectroscopy Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 150000001247 metal acetylides Chemical class 0.000 description 3
- 230000001376 precipitating effect Effects 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 230000000087 stabilizing effect Effects 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 239000012770 industrial material Substances 0.000 description 2
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 2
- 229910052747 lanthanoid Inorganic materials 0.000 description 2
- 150000002602 lanthanoids Chemical class 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910021365 Al-Mg-Si alloy Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910001122 Mischmetal Inorganic materials 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 229910007570 Zn-Al Inorganic materials 0.000 description 1
- 229910007567 Zn-Ni Inorganic materials 0.000 description 1
- 229910007614 Zn—Ni Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000001887 electron backscatter diffraction Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000000706 filtrate Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 238000000386 microscopy Methods 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000003954 pattern orientation Effects 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229910001568 polygonal ferrite Inorganic materials 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/02—Hardening articles or materials formed by forging or rolling, with no further heating beyond that required for the formation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
- C21D1/20—Isothermal quenching, e.g. bainitic hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
Definitions
- the present invention relates to a hot-rolled steel sheet. Specifically, the present invention relates to a hot-rolled steel sheet that is formed into various shapes by press working or the like and is used, in particular, a hot-rolled steel sheet having high strength and excellent ductility and shearing workability.
- the present application claims priority based on Japanese Patent Application No. 2019-040857 filed in Japan on March 6, 2019, the content of which is incorporated herein.
- Patent Document 1 high strength for automobiles excellent in collision safety and formability, in which residual austenite having an average crystal grain size of 5 ⁇ m or less is dispersed in ferrite having an average crystal grain size of 10 ⁇ m or less, is excellent.
- a steel plate is disclosed.
- the austenite undergoes martensite transformation during processing and shows a large elongation due to transformation-induced plasticity, but the hole expandability is impaired by the formation of hard martensite.
- Patent Document 1 discloses that by refining ferrite and retained austenite, not only ductility but also hole expandability is improved.
- Patent Document 2 discloses a high-strength steel sheet having a tensile strength of 980 MPa or more excellent in elongation and stretch flangeability, in which a second phase composed of retained austenite and/or martensite is finely dispersed in crystal grains. There is.
- Patent Documents 3 and 4 disclose a high-strength hot-rolled steel sheet excellent in ductility and stretch-flangeability and a method for manufacturing the same.
- Patent Document 3 after the hot rolling is completed, it is cooled to a temperature range of 720° C. or lower within 1 second, and allowed to stay in a temperature range of more than 500° C. and 720° C. or less for a stay time of 1 to 20 seconds.
- Disclosed is a method for producing a high-strength hot-rolled steel sheet which has good ductility and stretch flangeability and is wound in a temperature range of 500°C.
- Patent Document 4 bainite is mainly contained, and an appropriate amount of polygonal ferrite and retained austenite are included, and an average of grains surrounded by grain boundaries having a crystal orientation difference of 15° or more in a steel structure excluding retained austenite.
- a high-strength hot-rolled steel sheet having a grain size of 15 ⁇ m or less and good ductility and stretch flangeability is disclosed.
- Patent Documents 1 to 4 are techniques for improving press formability such as ductility and stretch hole expandability, there is no mention of a technique for improving shear workability, and members are press formed. Post-treatment is required at the stage, and it is estimated that the manufacturing cost will increase.
- the present invention has been made in view of the above problems of the prior art, and an object of the present invention is to provide a hot-rolled steel sheet having high strength and excellent ductility and shearing workability.
- the matrix structure of the metal structure is preferably hard. That is, it is preferable that the soft structure fraction of ferrite, bainite, or the like be as small as possible.
- a hard structure is generally formed in a phase transformation of 600 ° C. or lower, but in this temperature range, the grain boundary and the crystal orientation difference of which the crystal orientation difference is 52 ° with respect to the ⁇ 110> direction are 7 A large number of grain boundaries that are ° are formed.
- the standard deviation of the Mn concentration should be a certain value or less.
- the slab is heated at a temperature range of 700° C. to 850° C. for 900 seconds or more, kept at 1100° C. or more for 6000 seconds or more, and 850° C. to 1100° C. It is effective to perform hot rolling such that the total thickness reduction is 90% or more in the temperature range of °C.
- the microsegregation of Mn becomes small, so the standard deviation of the Mn concentration should be kept below a certain value. can do.
- grain boundaries having a crystal orientation difference of 7° and grain boundaries having a crystal orientation difference of 52° can be uniformly distributed with the ⁇ 110> direction as an axis, and the height difference of the end face after shearing can be reduced. can do.
- the winding temperature It is effective to set the temperature to a predetermined temperature or higher.
- the gist of the present invention made based on the above findings is as follows.
- the hot-rolled steel sheet according to one aspect of the present invention has a chemical composition of mass%.
- C 0.100 to 0.250%, Si: 0.05 to 3.00%, Mn: 1.00 to 4.00%, sol. Al: 0.001 to 2.000%, P: 0.100% or less, S: 0.0300% or less, N: 0.1000% or less, O: 0.0100% or less, Ti: 0 to 0.300%, Nb: 0 to 0.100%, V: 0 to 0.500%, Cu: 0-2.00%, Cr: 0-2.00%, Mo: 0 to 1.000%, Ni: 0 to 2.00%, B: 0 to 0.0100%, Ca: 0 to 0.0200%, Mg: 0-0.0200%, REM: 0 to 0.1000%, Bi: 0-0.020%, One or more of Zr, Co, Zn and W: 0 to 1.00% in total, and Sn: 0 to 0.050% Containing, the balance consists of Fe and impurities, In
- the hot-rolled steel sheet according to (1) above has a chemical composition of% by mass.
- a hot-rolled steel sheet having excellent strength, ductility and shear workability can be obtained.
- the hot-rolled steel sheet according to the above aspect of the present invention is suitable as an industrial material used for automobile members, mechanical structural members, and building members.
- the chemical composition and metallographic structure of the hot-rolled steel sheet (hereinafter, may be simply referred to as a steel sheet) according to the present embodiment will be specifically described below.
- the present invention is not limited to the configuration disclosed in the present embodiment, and various modifications can be made without departing from the spirit of the present invention.
- the numerical limit range described below includes the lower limit value and the upper limit value. Numerical values shown as “less than” or “above” do not fall within the numerical range.
- % relating to the chemical composition of the hot rolled steel sheet is mass% unless otherwise specified.
- the hot-rolled steel sheet according to the present embodiment is, in mass %, C: 0.100 to 0.250%, Si: 0.05 to 3.00%, Mn: 1.00 to 4.00%, sol. . Al: 0.001 to 2.000%, P: 0.100% or less, S: 0.0300% or less, N: 0.1000% or less, O: 0.0100% or less, and the balance: Fe and impurities including.
- C 0.100 to 0.250%
- Si 0.05 to 3.00%
- Mn 1.00 to 4.00%
- Al 0.001 to 2.000%
- P 0.100% or less
- S 0.0300% or less
- N 0.1000% or less
- O 0.0100% or less
- Fe and impurities including Each element will be described in detail below.
- C 0.100 to 0.250% C has a function of stabilizing retained austenite.
- the C content is preferably 0.120% or more, more preferably 0.150% or more.
- the C content is 0.250% or less.
- the C content is preferably 0.220% or less.
- Si 0.05 to 3.00% Si has a function of delaying the precipitation of cementite. By this action, the amount of austenite remaining untransformed, that is, the area fraction of retained austenite can be increased, and the strength of the steel sheet can be increased by solid solution strengthening. Further, Si has a function of deteriorating the soundness of the steel (suppressing the occurrence of defects such as blowholes in the steel). If the Si content is less than 0.05%, the effect of the above action cannot be obtained. Therefore, the Si content is set to 0.05% or more. The Si content is preferably 0.50% or more and 1.00% or more.
- the Si content is set to 3.00% or less.
- the Si content is preferably 2.70% or less and 2.50% or less.
- Mn 1.00 to 4.00% Mn has the effect of suppressing ferrite transformation and increasing the strength of the steel sheet. If the Mn content is less than 1.00%, a tensile strength of 980 MPa or more cannot be obtained. Therefore, the Mn content is 1.00% or more. The Mn content is preferably 1.50% or more, more preferably 1.80% or more. On the other hand, when the Mn content exceeds 4.00%, the bainite transformation is delayed, the carbon concentration to austenite is not promoted, the retained austenite is insufficiently formed, and the desired area fraction of the retained austenite is increased. Hard to get. Furthermore, it becomes difficult to increase the C concentration in the retained austenite. Therefore, the Mn content is 4.00% or less. The Mn content is preferably 3.70% or less and 3.50% or less.
- Al 0.001 to 2.000% Similar to Si, Al has a function of deoxidizing steel to make the steel plate sound, and also has a function of suppressing precipitation of cementite from austenite, thereby promoting generation of retained austenite. sol. If the Al content is less than 0.001%, the effect of the above action cannot be obtained. Therefore, sol. The Al content is 0.001% or more. sol. The Al content is preferably 0.010% or more. On the other hand, sol. If the Al content exceeds 2.000%, the above effects are saturated and it is economically unfavorable. The Al content is 2.000% or less. sol. The Al content is preferably 1.500% or less and 1.300% or less.
- P 0.100% or less
- P is an element generally contained as an impurity, but it is also an element having an action of increasing the strength by strengthening the solid solution. Therefore, P may be positively contained, but P is an element that is easily segregated, and when the P content exceeds 0.100%, the moldability and toughness are significantly reduced due to grain boundary segregation. Become. Therefore, the P content is limited to 0.100% or less.
- the P content is preferably 0.030% or less.
- the lower limit of the P content does not have to be specified in particular, but it is preferably 0.001% from the viewpoint of refining cost.
- S 0.0300% or less
- S is an element contained as an impurity, and forms a sulfide-based inclusion in the steel to reduce the formability of the hot-rolled steel sheet. If the S content exceeds 0.0300%, the formability of the steel sheet is significantly reduced. Therefore, the S content is limited to 0.0300% or less.
- the S content is preferably 0.0050% or less.
- the lower limit of the S content need not be specified in particular, but it is preferably 0.0001% from the viewpoint of refining cost.
- N 0.1000% or less
- N is an element contained in the steel as an impurity and has an action of reducing the formability of the steel sheet.
- the N content is preferably 0.0800% or less, more preferably 0.0700% or less.
- the lower limit of the N content does not need to be specified, but as will be described later, when one or more of Ti, Nb and V are contained to refine the metal structure, the precipitation of carbonitride
- the N content is preferably 0.0010% or more, and more preferably 0.0020% or more, in order to promote the above.
- O 0.0100% or less If a large amount of O is contained in steel, it forms a coarse oxide serving as a starting point of fracture, causing brittle fracture and hydrogen-induced cracking. Therefore, the O content is limited to 0.0100% or less.
- the O content is preferably 0.0080% or less and 0.0050% or less.
- the O content may be 0.0005% or more and 0.0010% or more in order to disperse a large number of fine oxides during deoxidation of molten steel.
- the balance of the chemical composition of the hot rolled steel sheet according to the present embodiment is Fe and impurities.
- the impurities mean those mixed from ore as a raw material, scrap, manufacturing environment, etc., and are allowed as long as they do not adversely affect the hot-rolled steel sheet according to the present embodiment. To do.
- Ti, Nb, V, Cu, Cr, Mo, Ni, B, Ca, Mg, REM, Bi, Zr, Co, Zn, W and Sn are optional. You may contain as an element. When the above optional element is not contained, the lower limit of the content is 0%.
- the arbitrary element will be described in detail.
- Ti, Nb, and V all precipitate in the steel as carbides or nitrides and have the effect of refining the metal structure by the pinning effect. Therefore, one or more of these elements should be contained. Good. In order to obtain the effect of the above action more reliably, the Ti content should be 0.005% or more, the Nb content should be 0.005% or more, or the V content should be 0.005% or more. Preferably. However, even if these elements are contained excessively, the effects due to the above-mentioned effects are saturated and it is not economically preferable. Therefore, the Ti content is 0.300% or less, the Nb content is 0.100% or less, and the V content is 0.500% or less.
- the Cu has the effect of enhancing the hardenability of the steel sheet and the effect of precipitating as carbide in the steel at low temperature to enhance the strength of the steel sheet.
- the Cu content is preferably 0.01% or more, and more preferably 0.05% or more.
- the Cu content is set to 2.00% or less.
- the Cu content is preferably 1.50% or less and 1.00% or less.
- the Cr content is preferably 0.01% or more and 0.05% or more. However, if the Cr content exceeds 2.00%, the chemical conversion treatability of the steel sheet is significantly reduced. Therefore, the Cr content is set to 2.00% or less.
- Mo has the function of enhancing the hardenability of the steel sheet and the function of precipitating carbides in the steel to enhance the strength.
- the Mo content is preferably 0.010% or more and 0.020% or more.
- the Mo content is 1.000% or less.
- the Mo content is preferably 0.500% or less and 0.200% or less.
- Ni has the effect of enhancing the hardenability of the steel sheet. Further, when Ni is contained, Ni has an effect of effectively suppressing grain boundary cracking of the slab due to Cu. In order to obtain the effect of the above action more reliably, the Ni content is preferably 0.02% or more. Since Ni is an expensive element, it is economically unfavorable to add Ni in a large amount. Therefore, the Ni content is set to 2.00% or less.
- B has the effect of enhancing the hardenability of the steel sheet.
- the B content is preferably 0.0001% or more and 0.0002% or more.
- the B content is set to 0.0100% or less.
- the B content is preferably 0.0050% or less.
- Ca 0.0005 to 0.0200%
- Mg 0.0005 to 0.0200%
- REM 0.0005 to 0.1000%
- Bi 0.0005 to 0.020%
- All of Ca, Mg and REM have an effect of enhancing the formability of the steel sheet by adjusting the shape of the inclusions to a preferable shape.
- Bi has the effect of enhancing the formability of the steel sheet by refining the solidified structure. Therefore, one kind or two or more kinds of these elements may be contained. In order to obtain the effect of the above action more reliably, it is preferable that the content of any one or more of Ca, Mg, REM and Bi be 0.0005% or more.
- the Ca content or the Mg content exceeds 0.0200%, or if the REM content exceeds 0.1000%, inclusions are excessively generated in the steel, which rather decreases the formability of the steel sheet. There are cases. Further, even if the Bi content exceeds 0.020%, the effects due to the above-mentioned effects are saturated, which is not economically preferable. Therefore, the Ca content and Mg content are 0.0200% or less, the REM content is 0.1000% or less, and the Bi content is 0.020% or less. The Bi content is preferably 0.010% or less.
- REM refers to a total of 17 elements composed of Sc, Y and lanthanoid, and the content of REM refers to the total content of these elements. In the case of lanthanoids, they are industrially added in the form of misch metal.
- the chemical composition of the hot rolled steel sheet described above may be measured by a general analysis method.
- the measurement may be performed using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry).
- sol. Al may be measured by ICP-AES using a filtrate obtained by thermally decomposing a sample with an acid.
- C and S may be measured by a combustion-infrared absorption method, and N may be measured by an inert gas melting-heat conductivity method.
- the hot-rolled steel sheet according to the present embodiment has the above-described chemical composition, has a cross section parallel to the rolling direction, and has a retained austenite content in the metal structure at a 1 ⁇ 4 depth of the sheet thickness from the surface and at the center position in the sheet width direction.
- the grain boundary length L 52 which is 3.0% or more in area% and has a crystal orientation difference of 52 ° with respect to the ⁇ 110> direction, and the grain boundary length L, which has a crystal orientation difference of 7 °.
- the hot rolled steel sheet according to the present embodiment can have excellent strength, ductility, and shear workability.
- the reason for defining the metal structure at the depth of 1/4 of the plate thickness from the surface and the center position in the plate width direction of the cross section parallel to the rolling direction is that the metal structure at this position is a representative of the steel sheet. This is because it shows a typical metal structure.
- Retained austenite is a metal structure that exists as a face-centered cubic lattice even at room temperature. Retained austenite has the effect of increasing the ductility of the steel sheet by transformation-induced plasticity (TRIP). If the surface integral of the retained austenite is less than 3.0%, the effect of the above action cannot be obtained and the ductility of the steel sheet deteriorates. Therefore, the area fraction of retained austenite is set to 3.0% or more.
- the area fraction of retained austenite is preferably 5.0% or more, more preferably 7.0% or more, still more preferably 8.0% or more.
- the upper limit of the area fraction of retained austenite does not need to be specified in particular, but the area fraction of retained austenite that can be ensured in the chemical composition of the hot-rolled steel sheet according to this embodiment is approximately 20.0%.
- the upper limit of the area fraction may be 20.0%.
- the area fraction of retained austenite may be 15.0% or less.
- the metal structure other than retained austenite is not particularly limited as long as the tensile strength is 980 MPa or more.
- a low temperature phase consisting of martensite, bainite and autotemper martensite having a total surface integral of 80.0 to 97.0% may be contained.
- the area fraction of retained austenite can be measured by X-ray diffraction, EBSP (electron backscattering diffraction image, Electron Back Scattering Diffraction Pattern) analysis, magnetic measurement, etc., and the measured values may differ depending on the measurement method. .. In this embodiment, the area fraction of retained austenite is measured by X-ray diffraction.
- the area fraction of retained austenite by X-ray diffraction in the measurement of the area fraction of retained austenite by X-ray diffraction in the present embodiment, first, in a cross section parallel to the rolling direction at a depth of 1/4 of the thickness of the steel sheet and at a central position in the sheet width direction, Is used to calculate the integrated intensity of a total of 6 peaks of ⁇ (110), ⁇ (200), ⁇ (211), ⁇ (111), ⁇ (200), and ⁇ (220), and is calculated using the intensity averaging method. By doing so, the area fraction of retained austenite is obtained.
- the area fraction of the metal structure other than the retained austenite may be obtained by subtracting the area fraction of the retained austenite from 100.0%.
- a ⁇ 110> direction as an axis which is the ratio of the crystal orientation difference is 52 ° grain boundaries between the length L 52 and the grain boundaries of the length L 7 is a crystal orientation differences 7 ° L 52 /L 7 : 0.10 or more and 0.18 or less
- a hard structure is generally formed in a phase transformation of 600°C or lower. In the temperature range of 600° C. or less, a large amount of grain boundaries having a crystal orientation difference of 52° and grain boundaries having a crystal orientation difference of 7° are formed around the ⁇ 110> direction as an axis.
- the grain boundaries having a crystal orientation difference of 7° with respect to the ⁇ 110> direction have a high density and are uniformly dispersed, that is, the grain boundaries having a crystal orientation difference of 7° with the ⁇ 110> direction as an axis.
- a metal structure having a large total length it is easy to introduce dislocations into the metal structure during shearing, and deformation of the material during shearing is promoted. As a result, the height difference of the end faces after shearing is suppressed.
- dislocations are likely to accumulate in the hard phase at grain boundaries where the crystal orientation difference is 52 ° with respect to the ⁇ 110> direction. Therefore, it is difficult to introduce dislocations into the metal structure during shearing, and the material breaks immediately during shearing, so that the height difference of the end face after shearing becomes large. Therefore, when the length of the grain boundary having a crystal orientation difference of 52° is L 52 and the length of the grain boundary having a crystal orientation difference of 7° is L 7 with the ⁇ 110> direction as an axis, shearing is performed. The height difference of the rear end face is dominated by L 52 /L 7 .
- L 52 /L 7 When L 52 /L 7 is less than 0.10, dislocations are extremely hard to be accumulated in the hard phase, so that the tensile strength of the hot rolled steel sheet cannot be set to 980 MPa or more. Further, when L 52 / L 7 is more than 0.18, the height difference of the end face after shearing becomes large. Therefore, L 52 /L 7 needs to be 0.10 or more and 0.18 or less in order to obtain a desired strength and reduce the height difference of the end surface after shearing.
- a grain boundary having a crystal orientation difference of X° with the ⁇ 110> direction as an axis means that when two crystal grains A and B adjacent to each other at a grain boundary are specified, one crystal grain B is It is a grain boundary having a crystallographic relationship in which the crystal orientations of the crystal grains A and B coincide with each other when rotated by X° about the 110> axis.
- an orientation difference of ⁇ 4° is allowed from the matching orientation relationship.
- the EBSP-OIM Electron Back Scatter Diffraction Pattern-Orientation Image Microscopy
- SEM scanning electron microscope
- Kikuchi pattern formed by backscattering is photographed with a high-sensitivity camera, and the photographed image is processed by a computer. By doing so, the crystal orientation of the irradiation point can be measured in a short waiting time.
- the EBSP-OIM method is performed using an apparatus combining a scanning electron microscope and an EBSP analysis apparatus and an OIM Analysis (registered trademark) manufactured by AMETEK. Since the EBSP-OIM method can analyze the fine structure and crystal orientation of the sample surface, it is possible to quantitatively determine the length of the grain boundary having a specific crystal orientation difference. Further, the analyzable area of the EBSP-OIM method is an area that can be observed by SEM. Although depending on the resolution of the SEM, the EBSP-OIM method enables analysis with a minimum resolution of 20 nm.
- retained austenite is not a structure formed by a phase transformation of 600° C. or lower and has no effect of dislocation accumulation, retained austenite is not an analysis target in this measurement method. In the EBSP-OIM method, retained austenite can be excluded from the analysis target.
- Standard deviation of Mn concentration 0.60 mass% or less
- the standard deviation of Mn concentration is 1/4 depth from the surface of the hot-rolled steel sheet according to the present embodiment and the central position in the sheet width direction is 0. It is .60% by mass or less.
- the grain boundaries having a crystal orientation difference of 7 ° and the grain boundaries having a crystal orientation difference of 52 ° can be uniformly dispersed about the ⁇ 110> direction.
- the lower limit of the standard deviation of the Mn concentration is preferably as small as the value from the viewpoint of suppressing the height difference of the end face after shearing, but the practical lower limit is 0.10% by mass due to the restrictions of the manufacturing process.
- the standard deviation of the Mn concentration is obtained by mirror-polishing the L section of the hot-rolled steel sheet, and then measuring the Mn concentration at a 1/4 depth from the surface and the center position in the sheet width direction with an electron probe microanalyzer (EPMA). , Obtained by calculating the standard deviation.
- the measurement conditions are an acceleration voltage of 15 kV, a magnification of 5000, and a distribution image in the range of 20 ⁇ m in the sample rolling direction and 20 ⁇ m in the sample plate thickness direction. More specifically, the measurement interval is set to 0.1 ⁇ m, and the Mn concentration at 40,000 points or more is measured. Then, the standard deviation of the Mn concentration is obtained by calculating the standard deviation based on the Mn concentrations obtained from all the measurement points.
- the hot-rolled steel sheet according to this embodiment has a tensile (maximum) strength of 980 MPa or more. When the tensile strength is less than 980 MPa, the applicable parts are limited, and the contribution to weight reduction of the vehicle body is small.
- the upper limit is not particularly limited, but may be 1780 MPa, 1200 MPa, or 1150 MPa from the viewpoint of suppressing mold wear.
- the tensile strength is measured according to JIS Z 2241: 2011 using the No. 5 test piece of JIS Z 2241: 2011.
- the sampling position of the tensile test piece may be a quarter part from the end in the plate width direction, and the direction perpendicular to the rolling direction may be the longitudinal direction.
- the plate thickness of the hot-rolled steel sheet according to the present embodiment is not particularly limited, but may be 0.5 to 8.0 mm.
- the plate thickness of the steel plate according to the present embodiment may be 0.5 mm or more. It is preferably 1.2 mm or more and 1.4 mm or more.
- the plate thickness may be 8.0 mm or less. It is preferably 6.0 mm or less.
- the hot-rolled steel sheet according to the present embodiment having the above-described chemical composition and metal structure may be a surface-treated steel sheet having a plating layer on the surface for the purpose of improving corrosion resistance and the like.
- the plated layer may be an electroplated layer or a hot-dip plated layer.
- the electroplating layer include electrogalvanizing and electroplating Zn—Ni alloy.
- the hot-dip galvanizing layer include hot-dip galvanizing, alloy hot-dip galvanizing, hot-dip aluminum coating, hot-dip Zn-Al alloy plating, hot-dip Zn-Al-Mg alloy plating, hot-dip Zn-Al-Mg-Si alloy plating, and the like.
- the coating amount is not particularly limited and may be the same as the conventional one. Further, it is also possible to further improve the corrosion resistance by performing an appropriate chemical conversion treatment (for example, application and drying of a silicate-based chromium-free chemical conversion treatment liquid) after plating.
- an appropriate chemical conversion treatment for example, application and drying of a silicate-based chromium-free chemical conversion treatment liquid
- a suitable production method for the hot-rolled steel sheet according to the present embodiment having the above-mentioned chemical composition and metal structure is as follows.
- the slab is heated under predetermined conditions and then hot-rolled, accelerated and cooled to a predetermined temperature range, and the cooling history after winding is controlled. Is effective.
- the following steps (1) to (7) are sequentially performed.
- the temperature of the slab and the temperature of the steel plate in the present embodiment refer to the surface temperature of the slab and the surface temperature of the steel plate.
- the slab is allowed to stay in the temperature range of 700° C. to 850° C. for 900 seconds or longer, then heated and held at 1100° C. or higher for 6000 seconds or more.
- Hot rolling is performed such that the total thickness reduction is 90% or more in the temperature range of 850 to 1100°C.
- the hot rolling is completed at a temperature T1 (°C) or higher represented by the following formula ⁇ 1>.
- Cooling is started within 1.5 seconds after completion of hot rolling, and accelerated cooling is performed at an average cooling rate of 50° C./second or more to a temperature T2 (° C.) or less represented by the following formula ⁇ 2>.
- Cooling from the cooling stop temperature of accelerated cooling to the coiling temperature is performed at an average cooling rate of 10° C./sec or more.
- Winding is performed at a temperature T3 (° C.) or higher represented by the following formula ⁇ 3>.
- the lower limit of the residence time is the condition I (80 seconds or more at 450 ° C. or higher, 400) in the predetermined temperature range of the end portion in the plate width direction and the central portion in the plate width direction of the hot-rolled steel plate.
- T1 (° C.) 868-396 ⁇ [C]-68.1 ⁇ [Mn]+24.6 ⁇ [Si]-36.1 ⁇ [Ni]-24.8 ⁇ [Cr]-20.7 ⁇ [Cu ] + 250 ⁇ [sol. Al]... ⁇ 1>
- T2 (° C.) 770-270 x [C] -90 x [Mn] -37 x [Ni] -70 x [Cr] -83 x [Mo] ... ⁇ 2>
- T3 (° C.) 591-474 x [C] -33 x [Mn] -17 x [Ni] -17 x [Cr] -21 x [Mo] ... ⁇ 3>
- the [elemental symbol] in each formula indicates the content (mass %) of each element in the steel. When no element is contained, 0 is substituted.
- the slab to be subjected to hot rolling is preferably retained in the temperature range of 700 ° C. to 850 ° C. during heating for 900 seconds or longer, then further heated and held at 1100 ° C. or higher for 6000 seconds or longer.
- Mn is distributed between ferrite and austenite, and by prolonging the transformation time, Mn can diffuse in the ferrite region.
- hot rolling it is preferable to use a revers mill or a tandem mill as multi-pass rolling. Particularly, from the viewpoint of industrial productivity, it is more preferable to perform hot rolling using a tandem mill at least in the final several stages.
- (6-2) Reduction ratio of hot rolling 90% or more total reduction of sheet thickness in the temperature range of 850 to 1100°C Hot rolling such that 90% or more total reduction of sheet thickness in the temperature range of 850 to 1100°C It is preferable to perform rolling.
- the recrystallized austenite grains are mainly refined, the accumulation of strain energy in the unrecrystallized austenite grains is promoted, the recrystallization of austenite is promoted, and the atomic diffusion of Mn is promoted. ..
- the standard deviation of the Mn concentration can be reduced, and the height difference of the end faces after shearing can be reduced.
- Hot rolling completion temperature T1 (° C.) or higher
- the hot rolling completion temperature is preferably T1 (° C.) or higher.
- the formation of ferrite and pearlite can be suppressed by accelerating cooling to T2 (° C) or lower at an average cooling rate of 50 ° C./sec or higher within 1.5 seconds after the completion of hot rolling.
- the average cooling rate here refers to the range of temperature drop of the steel sheet from the start of accelerated cooling (when the steel sheet is introduced into the cooling equipment) to the completion of accelerated cooling (when the steel sheet is taken out from the cooling equipment). The value divided by the time required from the start to the completion of accelerated cooling.
- the time to start cooling is set to 1.5 seconds or less, the average cooling rate is set to 50 ° C / sec or more, and the cooling stop temperature is set to T2 (° C) or less. Ferrite transformation and/or pearlite transformation can be suppressed, and TS ⁇ 980 MPa can be obtained. Therefore, it is preferable to perform accelerated cooling to T2 (° C.) or less at an average cooling rate of 50° C./sec or more within 1.5 seconds after completion of hot rolling.
- the upper limit of the cooling rate is not specified, if the cooling rate is increased, the cooling equipment becomes large and the equipment cost becomes high. Therefore, considering the equipment cost, 300 ° C./sec or less is preferable.
- the cooling stop temperature for accelerated cooling is preferably T3 (° C.) or higher.
- the cooling stop temperature of accelerated cooling is 10°C/sec or more. This can make the matrix structure hard.
- the average cooling rate here means the value obtained by dividing the temperature drop width of the steel sheet from the cooling stop temperature of accelerated cooling to the winding temperature by the time required from the stop of accelerated cooling to winding. ..
- the average cooling rate from the cooling stop temperature of the accelerated cooling to the winding temperature is 10° C./second or more.
- the winding temperature is preferably T3 (° C.) or higher.
- T3 (° C.) or higher the driving force for transforming austenite to bcc becomes small, and the deformation strength of austenite becomes small. Therefore, during bainite and martensite transformation, the grain boundary length L 52 having a crystal orientation difference of 52° with the ⁇ 110> direction as an axis decreases, and the crystal orientation difference with the ⁇ 110> direction as an axis of 7°.
- the grain boundary length L 7 is increased to L 52 /L 7 of 0.18 or less. As a result, the height difference of the end face after shearing can be reduced. Therefore, the winding temperature is preferably T3 (° C.) or higher.
- Cooling after winding Cooling after winding the hot-rolled steel plate so that the lower limit of the residence time satisfies the following condition I and the upper limit of the residence time satisfies the following condition II in a predetermined temperature range.
- Condition I Any one of 450 seconds or more and 80 seconds or more, 400 degrees C or more and 200 seconds or more, or 350 degrees C or more and 1000 seconds or more
- Condition II 450 degrees C or more and 2000 seconds or less and 400 degrees C or more and 8000 seconds or less, and Cooling after winding all at 350°C or higher and within 30,000 seconds by cooling so that the lower limit of residence time in a predetermined temperature range satisfies Condition I, that is, at 450°C or higher for 80 seconds or longer, 400°C or higher.
- the diffusion time of carbon from the matrix to the austenite is increased, the area fraction of retained austenite is increased, and the retained austenite is increased. It becomes easy to suppress the decomposition of.
- the surface integral of retained austenite can be set to 3.0% or more, and the ductility of the hot-rolled steel sheet can be improved.
- the temperature of the hot-rolled steel sheet is measured by a contact type or non-contact type thermometer if it is at the end in the plate width direction. If it is other than the end of the hot-rolled steel sheet in the sheet width direction, it is measured by a thermocouple or calculated by heat transfer analysis.
- the hot-rolled steel sheet is cooled so that the upper limit of the residence time in a predetermined temperature range satisfies the condition II, that is, the residence time is 450 ° C. or higher, within 2000 seconds, and 400 ° C. or higher.
- the austenite can be prevented from decomposing into iron carbide and tempered martensite, and the ductility of the hot rolled steel sheet is improved. be able to. Therefore, cooling is performed so that the upper limit of the residence time satisfies Condition II, that is, at 450° C. or higher and within 2000 seconds, 400° C. or higher and within 8000 seconds, and 350° C. or higher and within 30,000 seconds.
- the cooling rate of the hot rolled steel sheet after winding may be controlled by a heat insulating cover, an edge mask, mist cooling or the like.
- the conditions in the examples are one condition example adopted for confirming the feasibility and effect of the present invention.
- the present invention is not limited to this one-condition example.
- the present invention can adopt various conditions as long as the object of the present invention is achieved without departing from the gist of the present invention.
- Method for evaluating properties of hot-rolled steel sheet (1) Tensile strength property and total elongation Among the mechanical properties of the obtained hot-rolled steel plate, tensile strength property and total elongation were evaluated according to JIS Z 2241:2011.
- the test piece was JIS Z 2241: 2011 No. 5 test piece.
- the sampling position of the tensile test piece was 1/4 from the end in the plate width direction, and the direction perpendicular to the rolling direction was the longitudinal direction.
- a straight line (a straight line 2 in FIG. 1) passing through a position B which is perpendicular to the upper and lower surfaces of the steel plate and is closest to the punched hole (the straight line 1 and the farthest) in the cross section is drawn, and the distance between these two straight lines (d in FIG. 1) was defined as the height difference of the end face.
- the height difference was measured for 10 end faces obtained by 5 punched holes, and the average value of the height difference of the end face was 15% or less of the plate thickness (average value of height difference of end face (mm)/plate thickness (mm ) ⁇ 100 ⁇ 15), the hot rolled steel sheet was excellent in shear workability and was judged to be acceptable. On the other hand, if the average value of the height difference of the end faces exceeds 15% of the plate thickness (average value of the height difference of the end faces (mm)/sheet thickness (mm) x 100>15), it is a hot-rolled steel sheet with poor shear workability. If there is, it was judged as a failure. Table 5 shows the obtained measurement results.
- Manufacturing No. which is an example of the present invention.
- hot-rolled steel sheets having excellent strength, ductility and shear workability were obtained.
- manufacturing No. whose chemical composition and metallographic structure are not within the ranges specified in the present invention.
- 3 to 16 and 30 to 33 were inferior in any one or more of the characteristics (tensile strength TS, total elongation EL, shear workability).
- the hot-rolled steel sheet according to the above aspect of the present invention is suitable as an industrial material used for automobile members, mechanical structural members, and building members.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
本願は、2019年3月6日に、日本に出願された特願2019-040857号に基づき優先権を主張し、その内容をここに援用する。
C:0.100~0.250%、
Si:0.05~3.00%、
Mn:1.00~4.00%、
sol.Al:0.001~2.000%、
P:0.100%以下、
S:0.0300%以下、
N:0.1000%以下、
O:0.0100%以下、
Ti:0~0.300%、
Nb:0~0.100%、
V:0~0.500%、
Cu:0~2.00%、
Cr:0~2.00%、
Mo:0~1.000%、
Ni:0~2.00%、
B:0~0.0100%、
Ca:0~0.0200%、
Mg:0~0.0200%、
REM:0~0.1000%、
Bi:0~0.020%、
Zr、Co、ZnおよびWのうち1種または2種以上:合計で0~1.00%、並びに
Sn:0~0.050%
を含有し、残部がFeおよび不純物からなり、
圧延方向に平行な断面で、表面から板厚の1/4深さ且つ板幅方向中央位置における金属組織において、
残留オーステナイトが面積%で3.0%以上であり、
<110>方向を軸として、結晶方位差が52°である粒界の長さL52と結晶方位差が7°である粒界の長さL7との比であるL52/L7が0.10以上0.18以下であり、
Mn濃度の標準偏差が0.60質量%以下であり、
引張強さが980MPa以上であることを特徴とする。
(2)上記(1)に記載の熱延鋼板は、前記化学組成が、質量%で、
Ti:0.005~0.300%、
Nb:0.005~0.100%、
V:0.005~0.500%、
Cu:0.01~2.00%、
Cr:0.01~2.00%、
Mo:0.010~1.000%、
Ni:0.02~2.00%、
B:0.0001~0.0100%、
Ca:0.0005~0.0200%、
Mg:0.0005~0.0200%、
REM:0.0005~0.1000%、および
Bi:0.0005~0.020%
からなる群から選択される1種または2種以上を含有してもよい。
以下に記載する数値限定範囲には、下限値および上限値がその範囲に含まれる。「未満」または「超」と示す数値には、その値が数値範囲に含まれない。以下の説明において、熱延鋼板の化学組成に関する%は特に指定しない限り質量%である。
本実施形態に係る熱延鋼板は、質量%で、C:0.100~0.250%、Si:0.05~3.00%、Mn:1.00~4.00%、sol.Al:0.001~2.000%、P:0.100%以下、S:0.0300%以下、N:0.1000%以下、O:0.0100%以下、並びに、残部:Feおよび不純物を含む。以下に各元素について詳細に説明する。
Cは、残留オーステナイトを安定化する作用を有する。C含有量が0.100%未満では、所望の残留オーステナイトの面積分率を得ることが困難となる。したがって、C含有量は0.100%以上とする。C含有量は、好ましくは0.120%以上、更に好ましくは0.150%以上である。一方、C含有量が0.250%超では、パーライトが優先的に生成して残留オーステナイトの生成が不十分となり、所望の残留オーステナイトの面積分率を得ることが困難となる。したがって、C含有量は0.250%以下とする。C含有量は好ましくは0.220%以下である。
Siは、セメンタイトの析出を遅延させる作用を有する。この作用により、オーステナイトが未変態で残留する量、すなわち残留オーステナイトの面積分率を高めることができ、また固溶強化により鋼板の強度を高めることができる。また、Siは脱酸により鋼を健全化する(鋼にブローホールなどの欠陥が生じることを抑制する)作用を有する。Si含有量が0.05%未満では、上記作用による効果を得ることができない。したがって、Si含有量は0.05%以上とする。Si含有量は、好ましくは0.50%以上、1.00%以上である。しかし、Si含有量が3.00%超では、鋼板の表面性状および化成処理性、さらには延性および溶接性が著しく劣化するとともに、A3変態点が著しく上昇する。これにより、安定して熱間圧延を行うことが困難になる。したがって、Si含有量は3.00%以下とする。Si含有量は、好ましくは2.70%以下、2.50%以下である。
Mnは、フェライト変態を抑制して鋼板を高強度化する作用を有する。Mn含有量が1.00%未満では、980MPa以上の引張強さを得ることができない。したがって、Mn含有量は1.00%以上とする。Mn含有量は、好ましくは1.50%以上であり、より好ましくは1.80%以上である。一方、Mn含有量が4.00%超では、ベイナイト変態が遅延することで、オーステナイトへの炭素濃化が促進されず、残留オーステナイトの生成が不十分となり、所望の残留オーステナイトの面積分率を得ることが困難となる。更に、残留オーステナイト中のC濃度を高めることが困難となる。したがって、Mn含有量は4.00%以下とする。Mn含有量は、好ましくは3.70%以下、3.50%以下である。
Alは、Siと同様に、鋼を脱酸して鋼板を健全化する作用を有するとともに、オーステナイトからのセメンタイトの析出を抑制することで、残留オーステナイトの生成を促進する作用を有する。sol.Al含有量が0.001%未満では上記作用による効果を得ることができない。したがって、sol.Al含有量は、0.001%以上とする。sol.Al含有量は、好ましくは0.010%以上である。一方、sol.Al含有量が2.000%超では、上記効果が飽和するとともに経済的に好ましくないため、sol.Al含有量は2.000%以下とする。sol.Al含有量は、好ましくは1.500%以下、1.300%以下である。
Pは、一般的に不純物として含有される元素であるが、固溶強化により強度を高める作用を有する元素でもある。したがって、Pを積極的に含有させてもよいが、Pは偏析し易い元素であり、P含有量が0.100%を超えると、粒界偏析に起因する成形性および靭性の低下が顕著となる。したがって、P含有量は、0.100%以下に制限する。P含有量は、好ましくは0.030%以下である。P含有量の下限は特に規定する必要はないが、精錬コストの観点から、0.001%とすることが好ましい。
Sは、不純物として含有される元素であり、鋼中に硫化物系介在物を形成して熱延鋼板の成形性を低下させる。S含有量が0.0300%を超えると、鋼板の成形性が著しく低下する。したがって、S含有量は0.0300%以下に制限する。S含有量は、好ましくは0.0050%以下である。S含有量の下限は特に規定する必要はないが、精錬コストの観点から、0.0001%とすることが好ましい。
Nは、不純物として鋼中に含有される元素であり、鋼板の成形性を低下させる作用を有する。N含有量が0.1000%超では、鋼板の成形性が著しく低下する。したがって、N含有量は0.1000%以下とする。N含有量は、好ましくは0.0800%以下であり、さらに好ましくは0.0700%以下である。N含有量の下限は特に規定する必要はないが、後述するようにTi、NbおよびVの1種または2種以上を含有させて金属組織の微細化を図る場合には、炭窒化物の析出を促進させるためにN含有量は0.0010%以上とすることが好ましく、0.0020%以上とすることがより好ましい。
Oは、鋼中に多く含まれると破壊の起点となる粗大な酸化物を形成し、脆性破壊や水素誘起割れを引き起こす。そのため、O含有量は0.0100%以下に制限する。O含有量は、0.0080%以下、0.0050%以下とすることが好ましい。溶鋼の脱酸時に微細な酸化物を多数分散させるために、O含有量は0.0005%以上、0.0010%以上としてもよい。
Ti、NbおよびVは、いずれも、鋼中に炭化物または窒化物として析出し、ピン止め効果によって金属組織を微細化する作用を有するため、これらの元素の1種または2種以上を含有させてもよい。上記作用による効果をより確実に得るためには、Ti含有量を0.005%以上とするか、Nb含有量を0.005%以上とするか、あるいはV含有量を0.005%以上とすることが好ましい。しかし、これらの元素を過剰に含有させても、上記作用による効果が飽和して経済的に好ましくない。したがって、Ti含有量は0.300%以下とし、Nb含有量は0.100%以下とし、V含有量は0.500%以下とする。
Cu、Cr、Mo、NiおよびBは、いずれも、鋼板の焼入性を高める作用を有する。また、CrおよびNiは残留オーステナイトを安定化させる作用を有し、CuおよびMoは鋼中に炭化物を析出して強度を高める作用を有する。さらに、Niは、Cuを含有させる場合においては、Cuに起因するスラブの粒界割れを効果的に抑制する作用を有する。したがって、これらの元素の1種または2種以上を含有させてもよい。
Ca、MgおよびREMは、いずれも、介在物の形状を好ましい形状に調整することにより、鋼板の成形性を高める作用を有する。また、Biは、凝固組織を微細化することにより、鋼板の成形性を高める作用を有する。したがって、これらの元素の1種または2種以上を含有させてもよい。上記作用による効果をより確実に得るためには、Ca、Mg、REMおよびBiのいずれか1種以上を0.0005%以上とすることが好ましい。しかし、Ca含有量またはMg含有量が0.0200%を超えると、あるいはREM含有量が0.1000%を超えると、鋼中に介在物が過剰に生成され、却って鋼板の成形性を低下させる場合がある。また、Bi含有量を0.020%超としても、上記作用による効果は飽和してしまい、経済的に好ましくない。したがって、Ca含有量、Mg含有量を0.0200%以下、REM含有量を0.1000%以下、並びにBi含有量を0.020%以下とする。Bi含有量は、好ましくは0.010%以下である。
ここで、REMは、Sc、Yおよびランタノイドからなる合計17元素を指し、上記REMの含有量は、これらの元素の含有量の合計を指す。ランタノイドの場合、工業的にはミッシュメタルの形で添加される。
Zr、Co、ZnおよびWについて、本発明者らは、これらの元素を合計で1.00%以下含有させても、本実施形態に係る熱延鋼板の効果は損なわれないことを確認している。そのため、Zr、Co、ZnおよびWのうち1種または2種以上を合計で1.00%以下含有させてもよい。
また、本発明者らは、Snを少量含有させても本実施形態に係る熱延鋼板の効果は損なわれないことを確認しているが、熱間圧延時に疵が発生する場合があるため、Sn含有量は0.050%以下とする。
次に、本実施形態に係る熱延鋼板の金属組織について説明する。
本実施形態に係る熱延鋼板は、上述の化学組成を有し、圧延方向に平行な断面で、表面から板厚の1/4深さ且つ板幅方向中央位置における金属組織において、残留オーステナイトが面積%で3.0%以上であり、<110>方向を軸として、結晶方位差が52°である粒界の長さL52と、結晶方位差が7°である粒界の長さL7との比であるL52/L7が0.10以上0.18以下であり、Mn濃度の標準偏差が0.60質量%以下である。そのため、本実施形態に係る熱延鋼板では、優れた強度、延性およびせん断加工性を得ることができる。
なお、本実施形態において、圧延方向に平行な断面の、表面から板厚の1/4深さ且つ板幅方向中央位置における金属組織を規定する理由は、この位置における金属組織が、鋼板の代表的な金属組織を示すからである。
残留オーステナイトは室温でも面心立方格子として存在する金属組織である。残留オーステナイトは、変態誘起塑性(TRIP)により鋼板の延性を高める作用を有する。残留オーステナイトの面積分率が3.0%未満では、上記作用による効果を得ることができず、鋼板の延性が劣化する。したがって、残留オーステナイトの面積分率は3.0%以上とする。残留オーステナイトの面積分率は、好ましくは5.0%以上、より好ましくは7.0%以上、さらに好ましくは8.0%以上である。残留オーステナイトの面積分率の上限は特に規定する必要はないが、本実施形態に係る熱延鋼板の化学組成において確保し得る残留オーステナイトの面積分率は概ね20.0%であるため、残留オーステナイトの面積分率の上限を20.0%としてもよい。残留オーステナイトの面積分率は、15.0%以下としてもよい。
本実施形態におけるX線回折による残留オーステナイトの面積分率の測定では、まず、鋼板の板厚の1/4深さ且つ板幅方向中央位置における、圧延方向に平行な断面において、Co-Kα線を用いて、α(110)、α(200)、α(211)、γ(111)、γ(200)、γ(220)の計6ピークの積分強度を求め、強度平均法を用いて算出することで、残留オーステナイトの面積分率を得る。残留オーステナイト以外の金属組織の面積分率は、100.0%から、残留オーステナイトの面積分率を引くことで得ればよい。
980MPa以上の高強度を得るには、母相を硬質な組織にする必要がある。硬質な組織は一般的に600℃以下の相変態において形成される。600℃以下の温度域においては、<110>方向を軸として、結晶方位差が52°である粒界および結晶方位差が7°である粒界が多量に形成される。<110>方向を軸として、結晶方位差が7°である粒界の生成時においては、硬質組織中に転位が蓄積されにくい。そのため、<110>方向を軸として結晶方位差が7°である粒界の密度が多く、且つ均一に分散している、すなわち<110>方向を軸として結晶方位差が7°である粒界の合計の長さが大きい金属組織では、せん断加工時に金属組織中への転位の導入が容易であり、せん断加工中の材料の変形が促進される。その結果、せん断加工後の端面の高低差が抑制される。
なお、残留オーステナイトは600℃以下の相変態で生成した組織でなく、転位蓄積の効果を有さないので、本測定方法では、残留オーステナイトは解析の対象としない。EBSP-OIM法では、残留オーステナイトを解析対象から除外することができる。
本実施形態に係る熱延鋼板の表面から板厚の1/4深さ且つ板幅方向中央位置におけるMn濃度の標準偏差は0.60質量%以下である。これにより、<110>方向を軸として結晶方位差が7°である粒界および結晶方位差が52°である粒界を均一に分散させることができる。その結果、せん断加工後の端面の高低差を小さくすることができる。Mn濃度の標準偏差の下限は、せん断加工後の端面の高低差抑制の観点から、その値は小さいほど望ましいが、製造プロセスの制約より、実質的な下限は0.10質量%である。
本実施形態に係る熱延鋼板は、引張(最大)強さが980MPa以上である。引張強さが980MPa未満であると、適用部品が限定され,車体軽量化の寄与が小さい。上限は特に限定する必要は無いが、金型摩耗抑制の観点から、1780MPa、1200MPa、1150MPaとしてもよい。
引張強さは、JIS Z 2241:2011の5号試験片を用いて、JIS Z 2241:2011に準拠して測定する。引張試験片の採取位置は、板幅方向の端部から1/4部分とし、圧延方向に直角な方向を長手方向とすればよい。
本実施形態に係る熱延鋼板の板厚は特に限定されないが、0.5~8.0mmとしてもよい。熱延鋼板の板厚を0.5mm以上とすることで、圧延完了温度の確保が容易になるとともに、圧延荷重が過大となることを抑制でき、熱間圧延を容易に行うことができる。したがって、本実施形態に係る鋼板の板厚は0.5mm以上としてもよい。好ましくは1.2mm以上、1.4mm以上である。また、板厚を8.0mm以下とすることで、金属組織の微細化が容易となり、上述した金属組織を容易に確保することができる。したがって、板厚は8.0mm以下としてもよい。好ましくは6.0mm以下である。
(5-1)めっき層
上述した化学組成および金属組織を有する本実施形態に係る熱延鋼板は、表面に耐食性の向上等を目的としてめっき層を備えさせて表面処理鋼板としてもよい。めっき層は電気めっき層であってもよく溶融めっき層であってもよい。電気めっき層としては、電気亜鉛めっき、電気Zn-Ni合金めっき等が例示される。溶融めっき層としては、溶融亜鉛めっき、合金化溶融亜鉛めっき、溶融アルミニウムめっき、溶融Zn-Al合金めっき、溶融Zn-Al-Mg合金めっき、溶融Zn-Al-Mg-Si合金めっき等が例示される。めっき付着量は特に制限されず、従来と同様としてよい。また、めっき後に適当な化成処理(例えば、シリケート系のクロムフリー化成処理液の塗布と乾燥)を施して、耐食性をさらに高めることも可能である。
上述した化学組成および金属組織を有する本実施形態に係る熱延鋼板の好適な製造方法は、以下の通りである。
(1)スラブを700℃~850℃の温度域で900秒以上滞留させ、その後加熱し、1100℃以上で6000秒以上保持する。
(2)850~1100℃の温度域で合計90%以上の板厚減となるような熱間圧延を行う。
(3)下記式<1>により表される温度T1(℃)以上で熱間圧延を完了する。
(4)熱間圧延完了後1.5秒以内に冷却を開始して、50℃/秒以上の平均冷却速度で下記式<2>により表される温度T2(℃)以下まで加速冷却する。
(5)加速冷却の冷却停止温度から巻取り温度までを10℃/秒以上の平均冷却速度で冷却する。
(6)下記式<3>により表される温度T3(℃)以上で巻き取る。
(7)巻取り後の冷却において、熱延鋼板の板幅方向最端部および板幅方向中央部の所定の温度域で、滞留時間の下限が条件I(450℃以上で80秒以上、400℃以上で200秒以上または350℃以上で1000秒以上のいずれか一つ以上)を満足し、滞留時間の上限が条件II(450℃以上で2000秒以内かつ400℃以上で8000秒以内かつ350℃以上で30000秒以内の全て)を満足するように冷却する。
T2(℃)=770-270×[C]-90×[Mn]-37×[Ni]-70×[Cr]-83×[Mo]…<2>
T3(℃)=591-474×[C]-33×[Mn]-17×[Ni]-17×[Cr]-21×[Mo]…<3>
ただし、各式中の[元素記号]は各元素の鋼中の含有量(質量%)を示す。元素を含有しない場合は0を代入する。
熱間圧延に供するスラブは、連続鋳造により得られたスラブや鋳造・分塊により得られたスラブなどを用いることができ、必要によってはそれらに熱間加工または冷間加工を加えたものを用いることができる。熱間圧延に供するスラブは、加熱時の700℃~850℃の温度域で900秒以上滞留させ、その後更に加熱し、1100℃以上で6000秒以上保持することが好ましい。700℃~850℃のオーステナイト変態において、Mnがフェライトとオーステナイト間で分配し、その変態時間を長くすることによって、Mnがフェライト領域内を拡散することができる。これにより、スラブに偏在するMnミクロ偏析を解消し、Mn濃度の標準偏差を著しく減ずることができる。その結果、せん断加工後の端面の高低差を小さくすることができる。また、スラブ加熱時のオーステナイト粒を均一にするためには、1100℃以上で6000秒以上加熱することが好ましい。
なお、700℃~850℃の温度域で900秒以上滞留させるには、例えば、加熱炉の内部において、スラブ温度が700℃~850℃になる加熱域の温度勾配を小さくする方法挙げられる。
850~1100℃の温度域で合計90%以上の板厚減となるような熱間圧延を行うことが好ましい。これにより、主に再結晶オーステナイト粒の微細化が図られるとともに、未再結晶オーステナイト粒内へのひずみエネルギーの蓄積が促進され、オーステナイトの再結晶が促進されるとともにMnの原子拡散が促進される。その結果、Mn濃度の標準偏差を小さくすることができ、せん断加工後の端面の高低差を小さくすることができる。
なお、850~1100℃の温度域の板厚減とは、この温度域の圧延における最初のパス前の入口板厚t0とし、この温度域の圧延における最終パス後の出口板厚をt1としたとき、(t0-t1)/t0×100(%)で表すことができる。
熱間圧延の完了温度はT1(℃)以上とすることが好ましい。熱間圧延の完了温度をT1(℃)以上とすることで、オーステナイト中のフェライト核生成サイト数の過剰な増大を抑制することができ、最終組織(製造後の熱延鋼板の金属組織)におけるフェライトの生成を抑えられ、高強度の熱延鋼板を得ることができる。
熱間圧延により細粒化したオーステナイト結晶粒の成長を抑制するため、熱間圧延完了後1.5秒以内に、50℃/秒以上の平均冷却速度でT2(℃)以下まで加速冷却を行うことが好ましい。
パーライトの面積分率を抑え、TS≧980MPaの強度を得るために、加速冷却の冷却停止温度から巻取り温度までの平均冷却速度を10℃/秒以上とすることが好ましい。これにより母相組織を硬質にすることができる。なお、ここでいう平均冷却速度とは、加速冷却の冷却停止温度から巻取り温度までの鋼板の温度降下幅を、加速冷却の停止時から巻取りまでの所要時間で除した値のことをいう。上記平均冷却速度を10℃/秒以上とすることで、パーライトの面積分率を小さくすることができ、強度および延性を確保することができる。したがって、加速冷却の冷却停止温度から巻取り温度までの平均冷却速度は10℃/秒以上とする。
巻取り温度はT3(℃)以上とすることが好ましい。巻取り温度をT3(℃)以上とすることで、オーステナイトからbccへの変態駆動力が小さくなり、また、オーステナイトの変形強度が小さくなる。そのため、ベイナイトおよびマルテンサイト変態する際に、<110>方向を軸として結晶方位差が52°である粒界の長さL52が減少し、<110>方向を軸として結晶方位差が7°である粒界の長さL7が増加して、L52/L7を0.18以下することができる。その結果、せん断加工後の端面の高低差を小さくすることができる。したがって、巻取り温度はT3(℃)以上とすることが好ましい。
条件I:450℃以上で80秒以上、400℃以上で200秒以上または350℃以上で1000秒以上のいずれか一つ
条件II:450℃以上で2000秒以内かつ400℃以上で8000秒以内かつ350℃以上で30000秒以内の全て
巻取り後の冷却において、所定の温度域における滞留時間の下限が条件Iを満足するように冷却することで、すなわち450℃以上で80秒以上、400℃以上で200秒以上または350℃以上で1000秒以上のいずれか一つの滞留時間を確保することで、母相からオーステナイトへの炭素の拡散を促進し、残留オーステナイトの面積分率を高め、かつ残留オーステナイトの分解を抑制し易くなる。その結果、残留オーステナイトの面積分率を3.0%以上とすることができ、熱延鋼板の延性を向上することができる。なお、本実施形態において熱延鋼板の温度は、板幅方向最端部であれば接触式または非接触式温度計で測定する。熱延鋼板の板幅方向最端部以外であれば、熱電対により測定するか、伝熱解析により計算する。
(1)引張強度特性および全伸び
得られた熱延鋼板の機械的性質のうち引張強度特性および全伸びは、JIS Z 2241:2011に準拠して評価した。試験片はJIS Z 2241:2011の5号試験片とした。引張試験片の採取位置は、板幅方向の端部から1/4部分とし、圧延方向に直角な方向を長手方向とした。
熱延鋼板のせん断加工性は、打ち抜き試験により測定した。穴直径10mm、クリアランス10%、打ち抜き速度3m/sで5個の打ち抜き穴を作製した。次に、打ち抜き穴の圧延方向に平行な断面を樹脂に埋め込み、走査型電子顕微鏡で断面形状を撮影した。得られた観察写真では、図1に示すような加工断面を観察することができた。観察写真において、熱延鋼板の上面および下面に垂直且つバリの頂点A(バリ部分の熱延鋼板の下面と板厚方向に最も遠い点)を通る直線(図1の直線1)と、熱延鋼板の上面および下面に垂直且つ断面のうち最も打ち抜き穴に近い(直線1と最も遠い)位置Bを通る直線(図1の直線2)とを引き、この2直線の距離(図1のd)を端面の高低差と定義した。5個の打ち抜き穴により得られた10個の端面について高低差を測定し、端面の高低差の平均値が板厚の15%以下(端面の高低差の平均値(mm)/板厚(mm)×100≦15)であればせん断加工性に優れた熱延鋼板であるとして、合格と判定した。一方、端面の高低差の平均値が板厚の15%超(端面の高低差の平均値(mm)/板厚(mm)×100>15)であればせん断加工性に劣る熱延鋼板であるとして、不合格と判定した。
得られた測定結果を表5に示す。


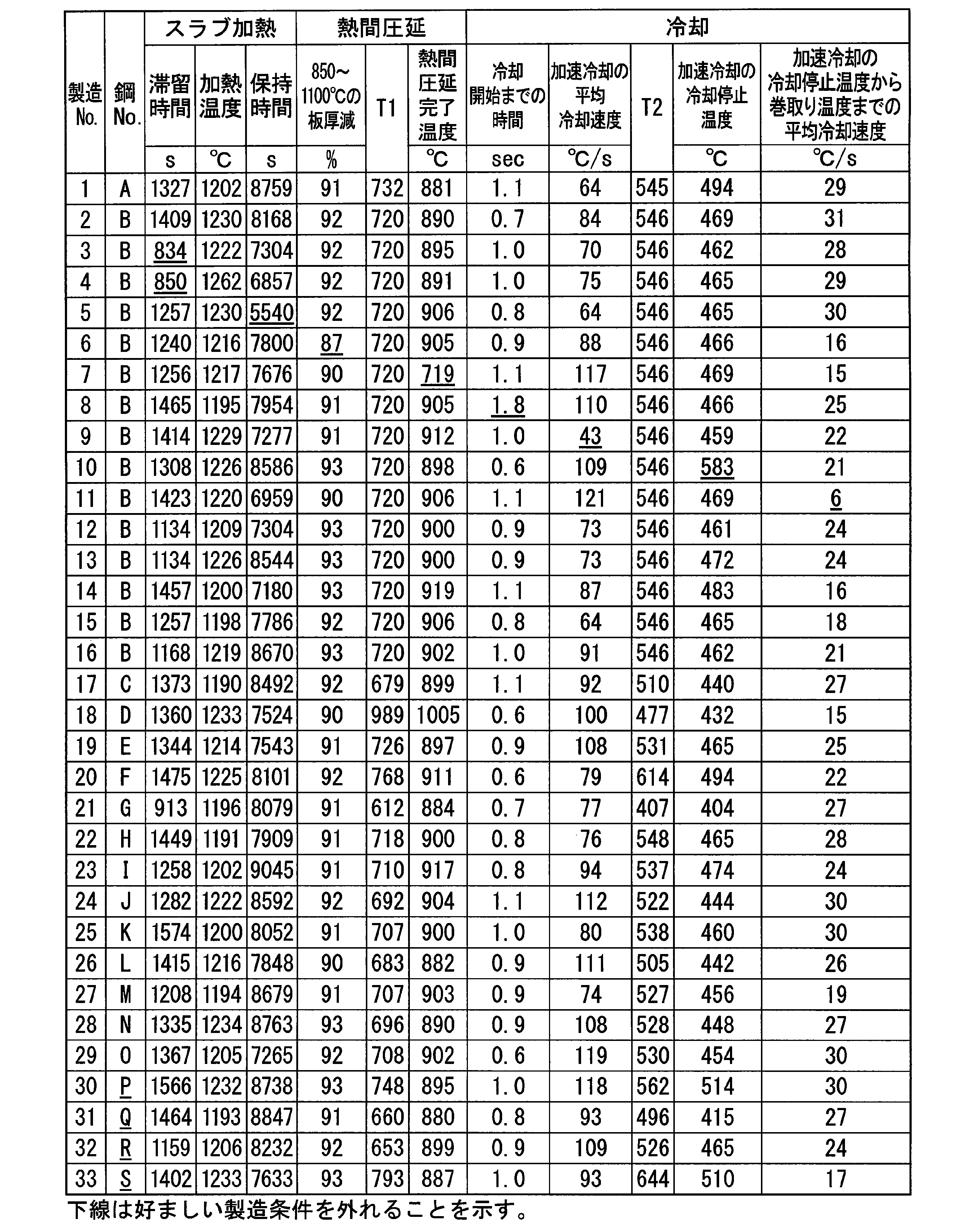


一方、化学組成、金属組織が本発明で規定する範囲内でない製造No.3~16および30~33は、特性(引張強さTS、全伸びEL、せん断加工性)のうちいずれか一つ以上が劣った。
本発明の上記態様に係る熱延鋼板は、自動車部材、機械構造部材さらには建築部材に用いられる工業用素材として好適である。
Claims (2)
- 化学組成が、質量%で、
C:0.100~0.250%、
Si:0.05~3.00%、
Mn:1.00~4.00%、
sol.Al:0.001~2.000%、
P:0.100%以下、
S:0.0300%以下、
N:0.1000%以下、
O:0.0100%以下、
Ti:0~0.300%、
Nb:0~0.100%、
V:0~0.500%、
Cu:0~2.00%、
Cr:0~2.00%、
Mo:0~1.000%、
Ni:0~2.00%、
B:0~0.0100%、
Ca:0~0.0200%、
Mg:0~0.0200%、
REM:0~0.1000%、
Bi:0~0.020%、
Zr、Co、ZnおよびWのうち1種または2種以上:合計で0~1.00%、並びに
Sn:0~0.050%
を含有し、残部がFeおよび不純物からなり、
圧延方向に平行な断面で、表面から板厚の1/4深さ且つ板幅方向中央位置における金属組織において、
残留オーステナイトが面積%で3.0%以上であり、
<110>方向を軸として、結晶方位差が52°である粒界の長さL52と結晶方位差が7°である粒界の長さL7との比であるL52/L7が0.10以上0.18以下であり、
Mn濃度の標準偏差が0.60質量%以下であり、
引張強さが980MPa以上であることを特徴とする熱延鋼板。 - 前記化学組成が、質量%で、
Ti:0.005~0.300%、
Nb:0.005~0.100%、
V:0.005~0.500%、
Cu:0.01~2.00%、
Cr:0.01~2.00%、
Mo:0.010~1.000%、
Ni:0.02~2.00%、
B:0.0001~0.0100%、
Ca:0.0005~0.0200%、
Mg:0.0005~0.0200%、
REM:0.0005~0.1000%、および
Bi:0.0005~0.020%
からなる群から選択される1種または2種以上を含有することを特徴とする請求項1に記載の熱延鋼板。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2021008516A MX2021008516A (es) | 2019-03-06 | 2020-01-30 | Lamina de acero laminada en caliente. |
| KR1020217022270A KR102543407B1 (ko) | 2019-03-06 | 2020-01-30 | 열연 강판 |
| CN202080010057.3A CN113330127B (zh) | 2019-03-06 | 2020-01-30 | 热轧钢板 |
| EP20765952.5A EP3936628A4 (en) | 2019-03-06 | 2020-01-30 | HOT ROLLED STEEL SHEET |
| US17/422,406 US12123064B2 (en) | 2019-03-06 | 2020-01-30 | Hot-rolled steel sheet |
| JP2020529662A JP6784344B1 (ja) | 2019-03-06 | 2020-01-30 | 熱延鋼板 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019040857 | 2019-03-06 | ||
| JP2019-040857 | 2019-03-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020179292A1 true WO2020179292A1 (ja) | 2020-09-10 |
Family
ID=72338331
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/003340 WO2020179292A1 (ja) | 2019-03-06 | 2020-01-30 | 熱延鋼板 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3936628A4 (ja) |
| JP (1) | JP6784344B1 (ja) |
| KR (1) | KR102543407B1 (ja) |
| CN (1) | CN113330127B (ja) |
| MX (1) | MX2021008516A (ja) |
| WO (1) | WO2020179292A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021153037A1 (ja) * | 2020-01-27 | 2021-08-05 | ||
| WO2021153036A1 (ja) * | 2020-01-27 | 2021-08-05 | 日本製鉄株式会社 | 熱延鋼板 |
| JPWO2021182395A1 (ja) * | 2020-03-11 | 2021-09-16 | ||
| CN113549826A (zh) * | 2021-07-13 | 2021-10-26 | 鞍钢股份有限公司 | 焊接接头ctod性能优良的海工钢及其制造方法 |
| WO2022145069A1 (ja) * | 2020-12-28 | 2022-07-07 | 日本製鉄株式会社 | 鋼材 |
| EP4303334A4 (en) * | 2021-03-02 | 2024-09-25 | Nippon Steel Corp | STEEL PLATE |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0114371B2 (ja) * | 1984-08-17 | 1989-03-10 | Nishida Marine Boiler | |
| JPH1161326A (ja) | 1997-08-06 | 1999-03-05 | Nippon Steel Corp | 耐衝突安全性及び成形性に優れた自動車用高強度鋼板とその製造方法 |
| JP2001032041A (ja) * | 1999-07-26 | 2001-02-06 | Kawasaki Steel Corp | 加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP2007070660A (ja) * | 2005-09-05 | 2007-03-22 | Nippon Steel Corp | 成形性に優れた高強度薄鋼板およびその製造方法 |
| JP4109619B2 (ja) | 2003-12-16 | 2008-07-02 | 株式会社神戸製鋼所 | 伸び、及び伸びフランジ性に優れた高強度鋼板 |
| JP2010275627A (ja) * | 2009-04-27 | 2010-12-09 | Jfe Steel Corp | 加工性に優れた高強度鋼板および高強度溶融亜鉛めっき鋼板並びにそれらの製造方法 |
| JP5655712B2 (ja) | 2011-06-02 | 2015-01-21 | 新日鐵住金株式会社 | 熱延鋼板の製造方法 |
| JP2015151600A (ja) * | 2014-02-18 | 2015-08-24 | 新日鐵住金株式会社 | 熱延鋼板の製造方法 |
| JP2017145469A (ja) * | 2016-02-18 | 2017-08-24 | 新日鐵住金株式会社 | 高強度鋼板の製造方法 |
| JP6241273B2 (ja) | 2013-12-26 | 2017-12-06 | 新日鐵住金株式会社 | 熱延鋼板 |
| JP2019040857A (ja) | 2016-01-28 | 2019-03-14 | 住友化学株式会社 | 膜の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6241273U (ja) | 1985-08-30 | 1987-03-12 | ||
| JP4299511B2 (ja) * | 2002-07-23 | 2009-07-22 | 新日本製鐵株式会社 | 打ち抜き性に優れた熱延鋼板 |
| JP4959161B2 (ja) * | 2005-09-05 | 2012-06-20 | 新日本製鐵株式会社 | 耐食性と伸びと穴拡げ性に優れた溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板 |
| JP5640898B2 (ja) * | 2011-06-02 | 2014-12-17 | 新日鐵住金株式会社 | 熱延鋼板 |
| KR101706478B1 (ko) * | 2012-06-26 | 2017-02-13 | 신닛테츠스미킨 카부시키카이샤 | 고강도 열연 강판 및 그 제조 방법 |
| JP6379716B2 (ja) * | 2014-06-23 | 2018-08-29 | 新日鐵住金株式会社 | 冷延鋼板及びその製造方法 |
| US11377710B2 (en) * | 2018-03-30 | 2022-07-05 | Nippon Steel Corporation | Steel sheet and manufacturing method therefor |
-
2020
- 2020-01-30 JP JP2020529662A patent/JP6784344B1/ja active Active
- 2020-01-30 EP EP20765952.5A patent/EP3936628A4/en active Pending
- 2020-01-30 WO PCT/JP2020/003340 patent/WO2020179292A1/ja unknown
- 2020-01-30 MX MX2021008516A patent/MX2021008516A/es unknown
- 2020-01-30 KR KR1020217022270A patent/KR102543407B1/ko active IP Right Grant
- 2020-01-30 CN CN202080010057.3A patent/CN113330127B/zh active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0114371B2 (ja) * | 1984-08-17 | 1989-03-10 | Nishida Marine Boiler | |
| JPH1161326A (ja) | 1997-08-06 | 1999-03-05 | Nippon Steel Corp | 耐衝突安全性及び成形性に優れた自動車用高強度鋼板とその製造方法 |
| JP2001032041A (ja) * | 1999-07-26 | 2001-02-06 | Kawasaki Steel Corp | 加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP4109619B2 (ja) | 2003-12-16 | 2008-07-02 | 株式会社神戸製鋼所 | 伸び、及び伸びフランジ性に優れた高強度鋼板 |
| JP2007070660A (ja) * | 2005-09-05 | 2007-03-22 | Nippon Steel Corp | 成形性に優れた高強度薄鋼板およびその製造方法 |
| JP2010275627A (ja) * | 2009-04-27 | 2010-12-09 | Jfe Steel Corp | 加工性に優れた高強度鋼板および高強度溶融亜鉛めっき鋼板並びにそれらの製造方法 |
| JP5655712B2 (ja) | 2011-06-02 | 2015-01-21 | 新日鐵住金株式会社 | 熱延鋼板の製造方法 |
| JP6241273B2 (ja) | 2013-12-26 | 2017-12-06 | 新日鐵住金株式会社 | 熱延鋼板 |
| JP2015151600A (ja) * | 2014-02-18 | 2015-08-24 | 新日鐵住金株式会社 | 熱延鋼板の製造方法 |
| JP2019040857A (ja) | 2016-01-28 | 2019-03-14 | 住友化学株式会社 | 膜の製造方法 |
| JP2017145469A (ja) * | 2016-02-18 | 2017-08-24 | 新日鐵住金株式会社 | 高強度鋼板の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3936628A4 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021153037A1 (ja) * | 2020-01-27 | 2021-08-05 | ||
| WO2021153036A1 (ja) * | 2020-01-27 | 2021-08-05 | 日本製鉄株式会社 | 熱延鋼板 |
| WO2021153037A1 (ja) * | 2020-01-27 | 2021-08-05 | 日本製鉄株式会社 | 熱延鋼板 |
| JP7260825B2 (ja) | 2020-01-27 | 2023-04-19 | 日本製鉄株式会社 | 熱延鋼板 |
| JPWO2021182395A1 (ja) * | 2020-03-11 | 2021-09-16 | ||
| WO2021182395A1 (ja) * | 2020-03-11 | 2021-09-16 | 日本製鉄株式会社 | 熱延鋼板 |
| JP7348574B2 (ja) | 2020-03-11 | 2023-09-21 | 日本製鉄株式会社 | 熱延鋼板 |
| WO2022145069A1 (ja) * | 2020-12-28 | 2022-07-07 | 日本製鉄株式会社 | 鋼材 |
| EP4303334A4 (en) * | 2021-03-02 | 2024-09-25 | Nippon Steel Corp | STEEL PLATE |
| CN113549826A (zh) * | 2021-07-13 | 2021-10-26 | 鞍钢股份有限公司 | 焊接接头ctod性能优良的海工钢及其制造方法 |
| CN113549826B (zh) * | 2021-07-13 | 2022-08-16 | 鞍钢股份有限公司 | 焊接接头ctod性能优良的海工钢及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220119902A1 (en) | 2022-04-21 |
| CN113330127B (zh) | 2022-10-25 |
| KR102543407B1 (ko) | 2023-06-14 |
| CN113330127A (zh) | 2021-08-31 |
| EP3936628A1 (en) | 2022-01-12 |
| EP3936628A4 (en) | 2022-10-26 |
| JP6784344B1 (ja) | 2020-11-11 |
| JPWO2020179292A1 (ja) | 2021-03-11 |
| KR20210102418A (ko) | 2021-08-19 |
| MX2021008516A (es) | 2021-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021065346A1 (ja) | 熱延鋼板 | |
| WO2020179292A1 (ja) | 熱延鋼板 | |
| WO2020179295A1 (ja) | 熱延鋼板 | |
| JP7495640B2 (ja) | 熱延鋼板 | |
| WO2020004661A1 (ja) | 高強度鋼板およびその製造方法 | |
| JP7564463B2 (ja) | 熱延鋼板 | |
| WO2023095870A1 (ja) | 亜鉛めっき鋼板 | |
| JP7564464B2 (ja) | 熱延鋼板 | |
| WO2021182395A1 (ja) | 熱延鋼板 | |
| JP7495641B2 (ja) | 熱延鋼板 | |
| WO2021153037A1 (ja) | 熱延鋼板 | |
| US12123064B2 (en) | Hot-rolled steel sheet | |
| WO2021153036A1 (ja) | 熱延鋼板 | |
| KR20230167417A (ko) | 열연 강판 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020529662 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20765952 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20217022270 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020765952 Country of ref document: EP Effective date: 20211006 |