WO2020004661A1 - 高強度鋼板およびその製造方法 - Google Patents
高強度鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2020004661A1 WO2020004661A1 PCT/JP2019/025975 JP2019025975W WO2020004661A1 WO 2020004661 A1 WO2020004661 A1 WO 2020004661A1 JP 2019025975 W JP2019025975 W JP 2019025975W WO 2020004661 A1 WO2020004661 A1 WO 2020004661A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- rolling
- less
- retained austenite
- annealing
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
Definitions
- the present invention relates to a high-strength steel sheet and a method for manufacturing the same.
- Priority is claimed on Japanese Patent Application No. 2018-124974, filed on June 29, 2018, the content of which is incorporated herein by reference.
- Patent Document 1 discloses that the space factor of retained austenite is 5% to 50% and the average crystal grain size of retained austenite is 5 ⁇ m or less, and that tensile strength ⁇ total elongation is 20,000 MPa ⁇ % Or more of a high-strength steel sheet for automobiles excellent in collision safety and formability.
- Patent Document 2 discloses an elongation in which a retained austenite and / or martensite having an average particle diameter of 500 nm or less is contained as a second phase structure in a crystal grain at a space factor of 3 to 20% with respect to the entire structure, and elongation.
- a high-strength steel sheet having excellent flangeability is disclosed.
- medium Mn steels having a Mn content of about 3 to 10% by mass and containing a large amount of retained austenite have attracted attention as a material having an excellent balance between strength and ductility.
- Patent Document 3 C: 0.03% to 0.35% by mass, Si: 0.5% to 3.0%, Mn: 3.5% to 10.0%, P: 0.1% or less, S: 0.01% or less, N: 0.008% or less, the balance being Fe and unavoidable impurities, and having an area ratio of 30.0% or more ferrite.
- a value obtained by dividing the Mn content (% by mass) in the ferrite by the Mn content (% by mass) in the steel sheet is 0.80 or less, and has a volume percentage of retained austenite of 10.0% or more,
- a high-strength steel sheet excellent in workability characterized in that the amount of Mn in the retained austenite is 6.0% by mass or more and the average crystal grain size of the retained austenite is 2.0 ⁇ m or less. I have.
- Patent Document 4 discloses that, in mass%, C: 0.090% or more and less than 0.30%, Mn: 3.5% or more and less than 11.0%, Si: 0.01 to 2.5%, P: It contains 0.05% or less, S: 0.05% or less, Al: 0.005 to 0.1%, N: 0.01% or less, and has a composition comprising the balance of Fe and unavoidable impurities and a volume fraction of 80. % Of a martensite phase and a retained austenite phase having a volume fraction of 3.0 to 20.0%, and has a tensile strength TS of 1500 MPa or more and a uniform elongation uEl of 6.0% or more.
- a high-strength hot-pressed member having the following tensile properties is disclosed.
- Patent Document 1 Although the steel sheet described in Patent Document 1 is said to have improved ductility due to miniaturization of retained austenite, the main phase is made of a soft ferrite phase in order to improve the work hardening index and improve crash resistance. And it is difficult to obtain high tensile strength.
- the steel sheet described in Patent Document 2 has an excellent strength-ductility balance by dispersing submicron-sized fine retained austenite in the crystal grains of tempered martensite or bainite.
- Patent Document 3 by annealing a steel containing Mn of 3.5% or more and 10.0% or less in a two-phase region of austenite and ferrite, retained austenite is stabilized by Mn concentration, It is said that a high-strength steel sheet having a tensile strength of 980 MPa or more and a strength-ductility balance of 24000 MPa ⁇ % or more can be obtained.
- a high-strength steel sheet having a tensile strength of 980 MPa or more and a strength-ductility balance of 24000 MPa ⁇ % or more can be obtained.
- the steel sheet of Patent Document 3 since it is necessary to contain soft ferrite at 30.0% or more in order to secure good ductility, it is difficult to further increase the strength.
- Patent Document 4 by containing martensite as a main phase and containing a retained austenite phase at a volume ratio of 3.0 to 20.0%, high tensile strength of 1500 MPa or more and uniform elongation of 6. The balance between excellent strength of 0% or more and uniform elongation is obtained.
- Patent Literature 4 does not consider the improvement of the yield stress that is effective for securing the rigidity of the member and improving the collision energy absorption characteristics.
- an object of the present invention is to provide a high-strength steel sheet having a tensile strength of 1180 MPa or more, a yield stress of 800 MPa or more, and a strength-ductility balance of 18000 MPa ⁇ % or more, and a method for producing the same.
- the present invention provides the following high-strength steel sheet and a method for producing the same.
- the high-strength steel sheet according to one embodiment of the present invention has a chemical composition in mass% of C: 0.08 to 0.45%, Si: 0.05 to 3.0%, and Mn: 3.5. To 10.0%, P: 0.10% or less, S: 0.030% or less, sol.
- Al 0.01 to 2.0%, N: 0.010% or less, Ti: 0 to 0.20%, Nb: 0 to 0.10%, V: 0 to 0.50%, Cr: 0% Not more than 1.0%, Mo: 0 to 0.50%, Ni: 0 to 1.0%, B: 0 to 0.0050%, Ca: 0 to 0.020%, Mg: 0 to 0.020 %, REM: 0 to 0.020%, Cu: 0 to 1.0%, Bi: 0 to 0.020%, balance: Fe and impurities, metal structure in area%, martensite: 70.% 0 to 95.0%, retained austenite: 5.0 to 30.0%, balance: 0 to 10.0%, and average particle size of retained austenite: 0.2 to 2.0 ⁇ m.
- [Mn] ⁇ the average Mn concentration (% by mass) in the retained austenite
- [C] The C content (% by mass) in the steel sheet
- [C] M the average C concentration in the martensite (% by mass)
- the chemical composition is, by mass%, Cr: 0.05% or more and less than 1.0%, Mo: 0.02 to 0.50. %, Ni: 0.05 to 1.0%, and B: 0.0002 to 0.0050%.
- a method for producing a high-strength steel sheet according to another aspect of the present invention includes a hot rolling step, a cooling step, and a slab having the chemical composition according to any one of (1) to (6).
- the hot rolling step one of a final rolling pass and a final rolling pass is performed.
- the rolling reduction in the preceding rolling pass is set to 15 to 60%, and the inter-pass time from the completion of rolling of the rolling pass immediately before the final rolling pass to the start of rolling of the final rolling pass is represented by the following (v).
- the rolling completion temperature of the final rolling pass is set in a temperature range of 3 points to 1100 ° C. in the final rolling pass, and in the cooling step, the hot-rolled steel sheet after the hot rolling step is air-cooled for 1 to 10 seconds. After cooling, average cooling rate of 10 ° C / sec or more
- the hot rolled steel sheet is wound in a temperature range of 550 ° C. or less.
- the primary annealing step the hot rolled steel sheet is subjected to an annealing temperature of (Ac 1 point-80 ° C.) to (Ac 3 point-55 ° C) and holding time so as to satisfy the following equation (vi).
- the hot-rolled steel sheet is heated at an annealing temperature of (Ac 3 points + 30 ° C) or more.
- the average cooling rate in the temperature range of Ac 3 points to 500 ° C. becomes 15 ° C./sec or more.
- the meaning of each symbol in the above formula is as follows.
- t 1 Inter-pass time (second) from the completion of the rolling immediately before the final rolling pass to the start of the rolling of the final rolling pass.
- T 1 rolling completion temperature (° C.) of the rolling pass immediately before the final rolling pass
- t 2 the holding time (second) at the annealing temperature of the primary annealing
- T 2 the annealing temperature of the primary annealing (° C.) (8)
- the total rolling reduction may be 30% or more and less than 80% in the cold rolling step.
- a steel sheet having high tensile strength and yield stress and excellent ductility can be obtained.
- the present inventors have conducted intensive studies on the relationship between the steel structure and the mechanical properties of a medium Mn steel having a Mn content of about 3 to 10% by mass. As a result, the following findings were obtained.
- the annealing step performed on the hot-rolled steel sheet may be divided into two steps. It is valid. Specifically, first, a hot-rolled steel sheet is annealed at a temperature in a two-phase region of ferrite and austenite, or ferrite and cementite, or in a three-phase region of ferrite, austenite, and cementite. And Mn. Thereafter, annealing is performed in the austenite single phase region, so that only C is diffused while suppressing the diffusion of Mn.
- C 0.08 to 0.45% C has the effect of increasing the strength of the steel sheet by solid solution strengthening by forming a solid solution in martensite.
- the C content is set to 0.08% or more.
- the C content is preferably at least 0.10%, more preferably at least 0.12%.
- the C content is set to 0.45% or less.
- the C content is preferably 0.40% or less.
- Si 0.05-3.0%
- Si has a function of increasing the strength of the steel sheet by solid solution strengthening and a function of soundening the steel by deoxidation. Further, Si is an element having a function of delaying the precipitation of cementite, increasing the area ratio of retained austenite, and contributing to improvement of ductility. If the Si content is less than 0.05%, it is difficult to obtain the effect of the above-described action. Therefore, the Si content is set to 0.05% or more. On the other hand, if the Si content exceeds 3.0%, the surface properties, chemical conversion property, and weldability of the steel sheet are significantly deteriorated. Therefore, the Si content is set to 3.0% or less. The Si content is preferably at most 2.5%, more preferably at most 2.0%.
- Mn 3.5 to 10.0% Mn has the effect of increasing the hardenability of steel to promote the formation of martensite, and the effect of forming a solid solution in austenite to stabilize retained austenite. If the Mn content is less than 3.5%, it is difficult to secure the desired amount of martensite, the amount of retained austenite, and the Mn concentration in the retained austenite. Therefore, the Mn content is set to 3.5% or more. The Mn content is preferably at least 4.0%, more preferably at least 4.5%. On the other hand, if the Mn content exceeds 10.0%, the amount of generated retained austenite becomes large, and it becomes difficult to secure a desired amount of martensite.
- the Mn content in the austenite is set to 10.0% or less.
- the Mn content is preferably 8.0% or less.
- P 0.10% or less
- P is an element generally contained as an impurity.
- P is an element that easily segregates, and if its content exceeds 0.10%, the reduction in formability and toughness due to grain boundary segregation becomes significant. Therefore, the P content is set to 0.10% or less.
- the P content is preferably 0.050% or less, more preferably 0.030% or less, and even more preferably 0.020% or less.
- P is also an element having the effect of increasing the strength by solid solution strengthening. Therefore, P may be positively contained.
- the lower limit of the P content does not need to be particularly specified, but is preferably 0.001% or more when the above effects are desired.
- S 0.030% or less
- S is an element contained as an impurity, and forms sulfide-based inclusions in steel to lower the formability of the steel sheet.
- the S content exceeds 0.030%, the moldability is significantly reduced. Therefore, the S content is set to 0.030% or less.
- the S content is preferably 0.010% or less, more preferably 0.005% or less, and even more preferably 0.001% or less.
- the lower limit of the S content is not particularly limited, but is preferably 0.0001% or more from the viewpoint of suppressing an increase in refining cost.
- sol. Al 0.01 to 2.0% Al, like Si, has an effect of deoxidizing steel to make the steel sheet sounder. Further, Al is an element that delays the precipitation of cementite and increases the area ratio of retained austenite, thereby contributing to an improvement in ductility. sol. If the content of Al (acid-soluble Al) is less than 0.01%, it is difficult to obtain the effect by the above-mentioned action. Therefore, sol. The Al content is 0.01% or more. sol. The Al content is preferably at least 0.03%. On the other hand, sol. If Al content exceeds 2.0%, A 3 transformation point is greatly increased, stable hot rolling becomes difficult. Therefore, sol. The Al content is 2.0% or less. sol. The Al content is preferably at most 1.5%, more preferably at most 1.0%.
- N 0.010% or less
- N is an element contained as an impurity, and has an effect of reducing the formability of a steel sheet.
- the N content is set to 0.010% or less.
- the N content is preferably 0.0080% or less, and more preferably 0.0070% or less.
- the lower limit of the N content does not need to be particularly defined. However, considering the case where one or more of Ti, Nb and V are contained as described below to achieve a finer steel structure, the precipitation of carbonitride is promoted.
- the N content is preferably 0.0010% or more, more preferably 0.0020% or more.
- the steel sheet according to the present embodiment further includes the following amounts of Ti, Nb, V, Cr, Mo, Ni, B, Ca, Mg, REM, Cu, and Bi. More than one kind of element may be contained. Since these elements do not necessarily need to be contained, the lower limit is 0%.
- Ti 0 to 0.20% Nb: 0 to 0.10%
- V 0 to 0.50%
- Ti, Nb and V precipitate in the steel as carbides or nitrides, and have an effect of refining the steel structure by the pinning effect. Therefore, one or more selected from these elements may be contained. In order to more reliably obtain the effects of these elements, it is preferable to contain at least one of Ti: 0.005% or more, Nb: 0.002% or more, and V: 0.005% or more. . On the other hand, even if these elements are excessively contained, the effect of the above-described action is saturated, which is uneconomical. Therefore, even when it is contained, the Ti content is 0.20% or less, the Nb content is 0.10% or less, and the V content is 0.50% or less.
- Ni 0 to 1.0%
- B 0 to 0.0050% Cr
- Mo has the effect of precipitating carbides in steel to increase the strength.
- Ni has an effect of effectively suppressing grain boundary cracking of the slab caused by Cu when Cu is contained as described later. Therefore, one or more selected from these elements may be contained.
- the Ni content is 0.05% or more
- the Cr content is 0.05% or more
- the Mo content is 0.02% or more
- / or the B content is The content is preferably set to 0.0002% or more.
- the Cr content when the Cr content is 1.0% or more, the chemical conversion property is significantly reduced. Therefore, even if it is contained, the Cr content is less than 1.0%.
- the Mo content exceeds 0.50%, the effect of the above operation is saturated and disadvantageous in cost. Therefore, even when Mo is contained, the Mo content is set to 0.50% or less. Preferably it is 0.20% or less.
- Ni is an expensive element, its large content is disadvantageous in terms of cost. Therefore, even when Ni is contained, the Ni content is set to 1.0% or less.
- the B content exceeds 0.0050%, the moldability is significantly reduced. Therefore, even when it is contained, the B content is set to 0.0050% or less.
- Mg and REM have the effect of improving the formability by adjusting the shape of the inclusions. Therefore, one or more selected from these elements may be contained. In order to more reliably obtain the effect of the above-described action, it is preferable that at least one of the above elements is contained in 0.0005% or more. On the other hand, when the content of these elements exceeds the above upper limit, the inclusions in the steel become excessive, and on the contrary, the formability may be reduced. Therefore, even if it is contained, the Ca content is 0.020% or less, the Mg content is 0.020% or less, and the REM content is 0.020% or less. Each element is preferably at most 0.010%, more preferably at most 0.005%.
- REM indicates a total of 17 elements of Sc, Y and lanthanoid, and the content of REM indicates the total content of these elements.
- lanthanoids it is industrially added in the form of misch metal.
- Cu 0 to 1.0%
- Cu precipitates at a low temperature and has the effect of increasing the strength, and therefore may be contained in steel.
- the Cu content is preferably set to 0.05% or more.
- the Cu content is set to 1.0% or less.
- the Cu content is less than 0.5%, more preferably less than 0.3%.
- Bi 0 to 0.020%
- the Bi content is preferably set to 0.0005% or more.
- the Bi content is set to 0.020% or less.
- the Bi content is preferably 0.010% or less.
- the balance is Fe and impurities.
- Impurities are components that are mixed in due to various factors in the ore, scrap, and other raw materials and the manufacturing process when steel products are industrially manufactured, and are acceptable as long as they do not adversely affect the present invention. Means
- Martensite 70.0-95.0% Martensite is a hard and homogeneous structure, and is a structure suitable for obtaining high tensile strength. When the area ratio of martensite is less than 70.0%, it becomes difficult to obtain a desired tensile strength. Therefore, the area ratio of martensite is set to 70.0% or more. The area ratio of martensite is preferably at least 75.0%. On the other hand, when the area ratio of martensite exceeds 95.0%, ductility is significantly reduced. Therefore, the area ratio of martensite is set to 95.0% or less.
- the martensite of the steel sheet according to the present embodiment is a general term including tempered martensite in addition to so-called fresh martensite, which is generated by a non-diffusion and shearing mechanism.
- Retained austenite 5.0-30.0% Retained austenite has the effect of increasing ductility by the TRIP effect.
- the area ratio of the retained austenite is set to 5.0% or more.
- the area ratio of retained austenite is preferably 8.0% or more, more preferably 10.0% or more.
- the area ratio of retained austenite is set to 30.0% or less.
- Methods of quantifying retained austenite include X-ray diffraction, electron beam backscattering diffraction (EBSP) analysis, magnetic measurement, and the like, and the quantitative value may differ depending on the method.
- the area ratio of retained austenite specified in the steel sheet according to the present embodiment is a value measured by X-ray diffraction.
- the steel sheet according to the present embodiment may include polygonal ferrite, bainitic ferrite, bainite, cementite, pearlite, and the like in addition to the above-described structure. If the total area ratio of the structure other than martensite and residual austenite exceeds 10.0%, it becomes difficult to obtain desired strength or ductility. Therefore, the area ratio of the remaining portion is set to 10.0% or less. The remaining area ratio is preferably 8.0% or less, and more preferably 6.0% or less. The area ratio of the remaining portion may be 0%.
- Average particle size of retained austenite 0.2-2.0 ⁇ m
- the average particle size of the retained austenite exceeds 2.0 ⁇ m, coarse voids are formed by martensite generated by the work-induced transformation. In this case, local deformation occurs early, and the effect of improving ductility cannot be obtained. Therefore, the average particle size of retained austenite is set to 2.0 ⁇ m or less.
- the average particle size of the retained austenite is preferably 1.5 ⁇ m or less, more preferably 1.0 ⁇ m or less.
- the average grain size of the retained austenite is less than 0.2 ⁇ m, the stability of the retained austenite against deformation is excessively increased due to three-dimensional constraints from the surrounding crystal grains, and the TRIP effect is sufficiently exhibited in the high-strength steel sheet. In some cases, the local deformation occurs before the ductility cannot be improved. Therefore, the average particle size of the retained austenite is set to 0.2 ⁇ m or more.
- ⁇ ⁇ Identification of metal structure and calculation of area ratio are performed by the following methods. First, after mirror-polishing a cross section perpendicular to the rolling direction of the steel sheet, using a sample subjected to repeller corrosion, an area of 200 ⁇ m in the width direction of the steel sheet and 50 ⁇ m in the normal direction of the rolling surface at a position 1/4 of the thickness from the steel sheet surface. The image is taken with an optical microscope, and the total area ratio of retained austenite and martensite is calculated by binarization using commercially available image processing software “Image-Pro”. Here, the retained austenite and martensite are light portions.
- a luminance histogram is created, and a binarization process is performed in which a region having a luminance exceeding the luminance of the peak appearing on the dark side and having a luminance in the range of up to 255 is set as retained austenite and martensite, and separated from other regions.
- the area ratio of retained austenite is calculated by X-ray diffraction measurement using a Co ray source. Using a sample reduced in thickness from the steel sheet surface to 1/4 of the sheet thickness by facing and chemical polishing, the (110), (200), and (211) planes of ferrite were determined by X-ray diffraction measurement. The integrated intensity of the (111), (200), and (220) planes of the retained austenite is determined. Then, the volume ratio of retained austenite is determined by the strength averaging method, and that value is defined as the area ratio of retained austenite. The value obtained by subtracting the retained austenite area ratio determined by X-ray diffraction measurement from the total area ratio of retained austenite and martensite determined above is defined as the martensite area ratio.
- the value obtained by subtracting the total area ratio of martensite and retained austenite obtained above from 100% is defined as the area ratio of the remaining structure.
- the average particle size of retained austenite is calculated from EBSP analysis and transmission electron microscope (TEM) observation of a thin film specimen taken from a position at a quarter depth of the sheet thickness from the steel sheet surface.
- TEM transmission electron microscope
- the observation magnification of the TEM was set to 50,000 times, and the grain size of 10 austenite grains was measured from the dark field image formed from the electron diffraction pattern of austenite, and the average value thereof was taken as the average grain size of the retained austenite.
- the average Mn concentration [Mn] ⁇ in retained austenite, the C concentration in martensite, and the C content in the steel sheet It is necessary to control the ratio [C] M / [C] as follows.
- the average Mn concentration in the retained austenite is set to 7.0 to 20.0% by mass%.
- the average Mn concentration in retained austenite is determined by the following method using an electron beam microanalyzer (FE-EPMA) equipped with a field emission type electron gun. Mapping of Mn concentration by FE-EPMA at intervals of 0.1 ⁇ m in the 50 ⁇ m ⁇ 50 ⁇ m area of the sample used for the above X-ray diffraction measurement, that is, the sample which was beveled from the steel plate surface to 1 / of the plate thickness. Perform analysis. Next, retained austenite in the metal structure in the same region is identified from the EBSP analysis. Regarding the identified retained austenite, the average of the measured values of the Mn concentration at arbitrary 10 points in one grain is defined as the Mn concentration in the one grain. Then, the average value of the Mn concentration measured for each of the 10 grains is calculated, and that value is defined as the average Mn concentration of the retained austenite.
- FE-EPMA electron beam microanalyzer
- the ratio of the C concentration in martensite to the C content in the steel sheet is less than 0.6, the amount of solid solution strengthening by C becomes insufficient, and the tensile strength of the steel sheet decreases. Since the tensile strength increases as the C concentration in martensite increases, the upper limit is not particularly defined.
- the C content in the steel sheet is measured by a high frequency combustion method.
- the average C concentration in martensite is determined by the following method using a Vickers hardness tester. First, the Vickers hardness of martensite identified by the above method is measured at 10 points with a test force of 1 kgf, and the average value is determined. Then, the average C concentration in martensite is calculated based on the average value of the Vickers hardness of martensite and the following formulas (iii) and (iv).
- [C] M ⁇ 1573- ( 1573 2 -4096 ⁇ A) 0.5 ⁇ / 2048 ⁇ (iii)
- a in the above formula (iii) is a value calculated by the following formula (iv), and the meanings of the symbols in the formula (iv) are as follows.
- A HV ⁇ 14 ⁇ [Mn] ⁇ 27 ⁇ [Si] ⁇ 200
- HV average value of Vickers hardness of martensite
- Mn] Mn content (% by mass) in steel sheet
- Si Si content in steel sheet (% by mass)
- the yield stress is preferably 800 MPa or more
- the tensile strength is 1180 MPa or more
- the value of TS ⁇ EL is preferably 18000 MPa ⁇ % or more.
- a plating layer may be formed on the surface of the high-strength steel sheet having the above-described chemical composition and steel structure according to the present invention for the purpose of improving corrosion resistance and the like, to obtain a surface-treated steel sheet.
- the plating layer may be an electroplating layer or a hot-dip plating layer.
- Examples of the electroplating layer include electrogalvanizing, electroZn—Ni alloy plating, and the like.
- Examples of the hot-dip galvanized layer include hot-dip galvanizing, alloyed hot-dip galvanizing, hot-dip aluminum plating, hot-dip Zn-Al alloy plating, hot-dip Zn-Al-Mg alloy plating, hot-dip Zn-Al-Mg-Si alloy plating, and the like. Is exemplified.
- the plating amount is not particularly limited, and may be the same as in the related art.
- a suitable chemical conversion treatment for example, application and drying of a silicate-based chromium-free chemical conversion treatment solution
- the high-strength steel sheet according to one embodiment of the present invention can be obtained by, for example, a manufacturing method including the following steps.
- ⁇ Casting process> The steel having the above-described chemical composition is melted by a known means, and then formed into a steel ingot by a continuous casting method, or a steel ingot is formed by ingot casting by an arbitrary casting method, and then subjected to slab rolling. It is a piece.
- an external additional flow such as electromagnetic stirring in the molten steel in the mold.
- the steel ingot or slab may be subjected to hot rolling by reheating once cooled, and the ingot in the high temperature state after continuous casting or the slab in the high temperature state after slab rolling is used as it is. Alternatively, it may be subjected to hot rolling while keeping the temperature or performing auxiliary heating. In the present embodiment, such ingots and billets are collectively referred to as “slabs” as raw materials for hot rolling.
- the slab heating temperature to be subjected to hot rolling is set to 1350 ° C or lower from the viewpoint of suppressing scale loss.
- the heating temperature is preferably set to 1280 ° C. or lower.
- the lower limit of the heating temperature of the slab to be subjected to hot rolling is not particularly limited, and may be any temperature at which hot rolling can be completed at three or more Ar points as described later.
- Rolling completion temperature Ar 3 points to 1100 ° C
- the hot rolling is completed in a temperature range of three points or more of Ar in order to transform austenite after rolling is completed and thereby refine the metal structure of the hot-rolled steel sheet. If the rolling completion temperature (the temperature after completion of the final rolling pass) is less than the Ar 3 point, ferrite transformation occurs during hot rolling, and a coarse metal structure extending in the rolling direction is formed in the hot-rolled steel sheet. As a result, coarse retained austenite is generated in the metal structure after annealing, and the ductility tends to deteriorate. For this reason, the completion temperature of hot rolling is set to three or more Ar points. A hot-rolled steel sheet is obtained by hot rolling the slab.
- the three Ar points are calculated by the following equation (I).
- Ar 3 622.2 + 149.4 ⁇ [C] ⁇ 24.2 ⁇ [Si] ⁇ 13.7 ⁇ [Mn] (I)
- each [element symbol] in the formula represents the content (% by mass) of each element contained in the steel.
- the completion temperature of the hot rolling is set to 1100 ° C. or less.
- the completion temperature of the hot rolling is preferably set to 1050 ° C. or lower.
- the rolling reduction in the final rolling pass and the immediately preceding rolling pass is preferably 15 to 60%.
- the recrystallization austenite grains are mainly refined, and the subsequent cooling provides an equiaxed fine martensite structure. It becomes easy to be. This makes it possible to obtain fine retained austenite after annealing.
- each of the rolling reductions in the final rolling pass and the immediately preceding rolling pass is preferably 20% or more, and more preferably 25% or more.
- the rolling reduction in the final rolling pass and the rolling pass immediately before the final rolling pass is 60% or less, respectively.
- the rolling reductions in the final rolling pass and the immediately preceding rolling pass are each preferably 50% or less.
- Inter-pass time Satisfies the following formula (v): 0.002 / exp ( ⁇ 6080 / (T 1 +273)) ) ⁇ t 1 ⁇ 2.0 (v)
- t 1 Inter-pass time (seconds) from the completion of rolling just before the last rolling pass to the start of rolling of the last rolling pass
- T 1 Rolling completion temperature (° C.) of the rolling pass immediately before the final rolling pass
- the rough rolled material may be heated between the rough rolling and the finish rolling in order to complete the finish rolling at the above temperature. At this time, it is preferable that the fluctuation of the temperature over the entire length of the rough rolled material at the start of the finish rolling be suppressed to 140 ° C. or less by heating the rear end of the rough rolled material to be higher in temperature than the front end. Thereby, the uniformity of the product characteristics in the coil is improved.
- the method of heating the rough rolled material may be performed by using known means.
- a solenoid-type induction heating device is provided between the rough rolling mill and the finish rolling mill, and the heating temperature increase amount is controlled based on the temperature distribution in the longitudinal direction of the rough rolled material on the upstream side of the induction heating device. You may.
- ⁇ In hot rolling, it is preferable to use a reversing mill or a tandem mill as multi-pass rolling. In particular, from the viewpoint of industrial productivity, it is more preferable that at least the last several stages be rolled using a tandem mill.
- the average cooling rate to the winding temperature after the air cooling is less than 10 ° C./sec, pearlite is easily generated, Mn distribution proceeds between ferrite and pearlite during winding, and high strength and ductility are obtained. It is difficult to obtain a suitable tissue.
- the upper limit of the average cooling rate is not particularly defined, but if the cooling rate is excessively large, it may be difficult to control the plate shape.
- Winding temperature 550 ° C. or lower
- the distribution of Mn among ferrite, austenite, and cementite is promoted by annealing performed after hot rolling (primary annealing). Then, by annealing performed thereafter (secondary annealing), it becomes possible to control the steel structure to contain martensite solid-solution strengthened by C as a main component and to contain residual austenite stabilized by Mn concentration.
- the winding temperature after hot rolling is set to 550 ° C or lower. If the winding temperature exceeds 550 ° C., pearlite is easily generated, and Mn distribution between ferrite and pearlite proceeds during winding, making it difficult to obtain a structure having high strength and ductility.
- the winding temperature is preferably lower than 400 ° C, more preferably lower than 300 ° C.
- annealing For the hot-rolled steel sheet after the hot rolling step, the cooling step, and the winding step described above, annealing at a temperature in a two-phase region of ferrite and austenite or ferrite and cementite or in a three-phase region of ferrite, austenite and cementite. Do. This annealing is called "primary annealing". Prior to the primary annealing, descaling of the hot-rolled steel sheet may be performed by pickling or the like. By promoting the distribution of Mn among ferrite, austenite, and cementite by the primary annealing, it becomes easy to obtain a metal structure suitable for high strength and ductility by the subsequent secondary annealing. This primary annealing condition is performed under a condition satisfying the following range.
- Annealing temperature (Ac 1 point -80 ° C)-(Ac 3 point -55 ° C)
- the annealing temperature (primary annealing temperature) is (Ac 1 point -80 ° C) to (Ac 3 point -55 ° C).
- Annealing at a temperature in this range effectively concentrates Mn in austenite and / or cementite, and subsequent secondary annealing allows the area ratio and average particle size of retained austenite, and the content of retained austenite in the retained austenite.
- the Mn concentration can be controlled in a desired range.
- the primary annealing temperature is lower than (Ac 1 point -80 ° C.), it becomes difficult to secure a desired amount of retained austenite after the secondary annealing, and ductility may be deteriorated.
- the primary annealing temperature exceeds (Ac 3 points ⁇ 55 ° C.), coarse austenite having a low Mn concentration is likely to be formed after the secondary annealing, and it is difficult to obtain desired yield stress and ductility.
- the primary annealing temperature is further increased to become Ac 3 or more, coarse retained austenite is not generated, but it becomes difficult to concentrate Mn into retained austenite.
- the Ac 1 point and the Ac 3 point are calculated by the following equations (II) and (III), respectively.
- Ac 1 631.3 + 235.4 ⁇ [C] + 10.5 ⁇ [Si] ⁇ 9.4 ⁇ [Mn] (II)
- Ac 3 781.7 + 3.7 ⁇ [C] 0.5 ⁇ 7.2 ⁇ [Si] ⁇ 9.7 ⁇ [Mn] (III)
- each [element symbol] in the formula represents the content (% by mass) of each element contained in the steel.
- Holding time at primary annealing temperature Satisfies the following formula (vi)
- the primary annealing holding time preferably satisfies the following formula (vi) in relation to the primary annealing temperature described above.
- the meaning of each symbol in the above formula (vi) is as follows.
- t 2 holding time at primary annealing temperature (sec)
- T 2 primary annealing temperature (° C)
- the diffusion rate of Mn is extremely low, the distribution of Mn from ferrite to austenite or cementite is promoted by maintaining the primary annealing temperature for a predetermined time.
- the Mn concentration in the retained austenite can be controlled to a desired range. If the holding time is less than the value calculated by the left side of the equation (vi) [2.3 ⁇ 10 ⁇ 8 ⁇ exp ⁇ 23500 / (T 2 +273) ⁇ ], the distribution of Mn becomes insufficient, and The Mn concentration decreases, the yield strength decreases, and the ductility tends to deteriorate.
- the ratio of the Mn concentration approaches an equilibrium state, so that annealing beyond 4.0 ⁇ 10 5 seconds saturates the effect and increases the heat treatment cost only.
- Cold pressure rate 30% or more and less than 80%
- the annealed steel sheet after the primary annealing step may be subjected to cold rolling according to a conventional method to obtain a cold-rolled steel sheet. Before the cold rolling, descaling may be performed on the annealed steel sheet by pickling or the like.
- a cold rolling rate total rolling reduction (cumulative rolling reduction in cold rolling) is required. ) Is preferably 30% or more. More preferably, the cooling pressure ratio is 40% or more.
- the cooling pressure ratio is more preferably set to a value exceeding 50%, and particularly preferably set to a value exceeding 60%.
- the cold pressure ratio is preferably less than 80%, and more preferably less than 70%.
- ⁇ Secondary annealing process> The hot-rolled steel sheet (annealed steel sheet) after the above-described primary annealing step or the cold-rolled steel sheet obtained in the cold rolling step is further annealed. This annealing is called "secondary annealing". By performing the secondary annealing, it becomes easy to obtain a metal structure mainly composed of martensite solid-solution strengthened by C and containing Mn-enriched retained austenite. It is preferable that the secondary annealing condition satisfies the following range.
- Annealing temperature (Ac 3 points + 30 ° C.) or more and less than (Ac 3 points + 200 ° C.)
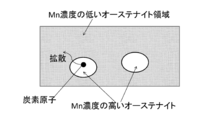
- the annealing temperature (secondary annealing temperature) is (Ac 3 points + 30 ° C.) or more. This is to generate a desired volume fraction of retained austenite. Further, as shown in FIG. 1, C present in the cementite and / or retained austenite generated by the primary annealing is reduced to the entire steel structure (particularly, the Mn concentration). This is because the main phase is martensite solid-solution strengthened by C and the second phase contains a retained austenite by diffusing it into a low austenite region.
- the secondary annealing temperature is preferably lower than (Ac 3 points + 200 ° C.). More preferably, the secondary annealing temperature is less than (Ac 3 points + 150 ° C.).
- Holding time at the annealing temperature in the secondary annealing less than 150 seconds If the holding time at the secondary annealing temperature is too long, the Mn distributed in the primary annealing will diffuse, reducing the yield stress and deteriorating the ductility. Easier to do. For this reason, the holding time is set to be shorter than 150 seconds and preferably shorter than 120 seconds. From the viewpoint of suppressing the diffusion of Mn distributed in the primary annealing, the lower limit of the holding time at the secondary annealing temperature need not be particularly limited, and may be longer than 0 second.
- the average heating rate is preferably 5 ° C./sec or more, more preferably 20 ° C./sec or more, and 100 ° C. or more. / Sec or more is more preferable.
- the average cooling rate in the temperature range of 3 points of Ac to 500 ° C. is set to 15 ° C./sec or more and 500 ° C. Cool to a temperature below ° C. If the average cooling rate in the temperature range of from Ac 3 points to 500 ° C. is less than 15 ° C./sec, ferrite is easily formed, and it is difficult to obtain a desired tensile strength. , The average C concentration [C] M decreases, and the ratio [C] M / [C] becomes less than 0.6. Since the area ratio of martensite increases as the cooling rate increases, the average cooling rate is preferably higher than 30 ° C./sec, and more preferably higher than 50 ° C./sec.
- the average cooling rate in the temperature range from Ac 3 points to 500 ° C. is preferably 200 ° C./sec or less, It is more preferable that the temperature is lower than 150 ° C./sec, and it is further preferable that the temperature is lower than 130 ° C./sec.
- the cooling stop temperature exceeds 500 ° C., cementite will be formed, making it difficult to secure the desired tensile strength and ductility, and the average C concentration [C] M in martensite will decrease, C] M / [C] is less than 0.6. Therefore, the cooling stop temperature is set to 500 ° C. or less.
- the annealed steel sheet manufactured by the above-described method is subjected to a known pretreatment for surface cleaning and adjustment as necessary, and then electroplated according to a conventional method.
- the chemical composition and amount of the plating film are not limited. Examples of the type of electroplating include electrogalvanizing and electro-Zn-Ni alloy plating.
- the steel sheet When manufacturing a hot-dip coated steel sheet, the steel sheet is cooled to 450 ° C. or less in the cooling process of the above-described secondary annealing, and then, if necessary, heated and immersed in a plating bath for hot-dip plating. Further, the alloying treatment may be performed by reheating after hot-dip plating.
- the chemical composition and amount of the plating film are not limited. Examples of hot-dip galvanizing include hot-dip galvanizing, alloyed hot-dip galvanizing, hot-dip aluminum plating, hot-dip Zn-Al alloy plating, hot-dip Zn-Al-Mg alloy plating, hot-dip Zn-Al-Mg-Si alloy plating, etc. Is done.
- the plated steel sheet may be subjected to an appropriate chemical conversion treatment after plating in order to further enhance the corrosion resistance.
- the chemical conversion treatment is preferably performed using a non-chromium type chemical conversion treatment liquid (for example, silicate type, phosphate type, etc.) instead of the conventional chromate treatment.
- the annealed steel sheet and the plated steel sheet thus obtained may be subjected to temper rolling in a conventional manner.
- a high elongation in temper rolling causes a deterioration in ductility, so the elongation in temper rolling is preferably 1.0% or less, more preferably 0.5% or less.
- the obtained primary annealed steel sheet was heated to various secondary annealing temperatures shown in Table 2-2 and held for a predetermined time. Then, it was cooled under various conditions shown in Table 2-2 to obtain an annealed steel sheet.
- a section perpendicular to the rolling direction of the steel sheet was mirror-polished, and a repeller-corroded sample was used.
- the sheet width direction was 200 ⁇ m at a depth of 1/4 of the sheet thickness from the steel sheet surface and the rolling plane normal direction was 50 ⁇ m.
- Image-Pro image processing software
- a brightness histogram is created, the brightness of the peak appearing on the dark side is set as a lower limit value, 255 is set as an upper limit value, the brightness region in this range is defined as retained austenite and martensite, and the other regions are compared with other regions. separated.
- the area ratio of retained austenite was measured.
- the thickness was reduced from the surface of the steel sheet to 1 / of the sheet thickness by facing and chemical polishing to prepare a sample for measurement.
- X-ray diffraction measurement (RINT2500HL, manufactured by Rigaku Corporation) was performed on the sample by using a Co ray source, and the (110), (200), and (211) planes of ferrite and the residual austenite Of (111), (200) and (220) planes.
- the volume ratio of retained austenite was determined by the strength averaging method, and the value was defined as the area ratio of retained austenite.
- the crystal orientation was measured and analyzed by the EBSP method at a position 1 / of the sheet thickness from the steel sheet surface to confirm the presence of austenite. Thereafter, a thin section for TEM observation was collected from the position where the presence of austenite was confirmed, and the vicinity of the hole opened by twin jet electrolysis was observed by TEM. At that time, the observation magnification of the TEM was set to 50,000 times, and from the dark field image formed from the electron diffraction pattern of austenite, ten austenite grain sizes were measured, and the average value thereof was taken as the average grain size of the retained austenite. From these measurements, the average particle size of the retained austenite was determined.
- the Mn concentration of the sample used for the X-ray diffraction measurement that is, the sample of 50 ⁇ m ⁇ 50 ⁇ m which was face-cut from the surface of the steel plate to a depth of ⁇ of the plate thickness was measured by FE-EPMA at intervals of 0.1 ⁇ m.
- retained austenite in the metal structure in the same region was identified from the EBSP analysis.
- the average of the measured values of the Mn concentrations at arbitrary 10 points in one grain is defined as the Mn concentration in the one grain, and the average value of the Mn concentrations measured in the 10 grains, respectively.
- the value was defined as the average Mn concentration of retained austenite.
- the Vickers hardness of the martensite identified by the above-described method was measured at 10 points with a test force of 1 kgf, the average value was determined, and based on the above-mentioned formulas (iii) and (iv), the martensite hardness was determined. The average C concentration in the medium was calculated.
- Tensile properties were evaluated as mechanical properties. Regarding the tensile properties, a tensile test was performed in accordance with JIS Z 2241: 2011, and the yield stress (YS), tensile strength (TS) and total elongation (El) were measured. Specifically, a No. 5 test piece described in JIS Z # 2241: 2011 was sampled from the center of the steel sheet in the thickness direction and subjected to a tensile test. At this time, the rolling direction of the steel sheet was set to be the longitudinal direction of the tensile test piece.
- a steel sheet having a yield stress of 800 MPa or more, a tensile strength of 1180 MPa or more, and a TS ⁇ EL value of 18000 MPa ⁇ % or more has a high yield stress and a high tensile strength and a high strength.
- -It was determined that the ductility balance was excellent.
- Test Nos. 1 to 20 and 43 which are examples of the present invention, have high yield stress and tensile strength, as well as excellent strength-ductility balance.
- Test Nos. 21 to 42 which are comparative examples not satisfying the requirements of the present invention, resulted in inferior properties of at least one of YS, TS, and TS ⁇ El.
- the high-strength steel sheet according to the present invention is suitable for use as a material for automobile members, mechanical structural members, building members, and the like.
Abstract
この高強度鋼板は、所定の化学組成を有し、金属組織が、面積%で、マルテンサイト:70.0~95.0%、残留オーステナイト:5.0~30.0%、残部:0~10.0%であり、かつ、残留オーステナイトの平均粒径:0.2~2.0μmであり、前記残留オーステナイト中の平均Mn濃度[Mn]γが7.0≦[Mn]γ≦20.0 (i)式を満足し、前記C含有量[C]と前記マルテンサイト中の平均C濃度[C]M:とが0.6≦[C]M/[C] (ii)式を満足する。
Description
本発明は、高強度鋼板およびその製造方法に関する。
本願は、2018年06月29日に、日本に出願された特願2018-124974号に基づき優先権を主張し、その内容をここに援用する。
本願は、2018年06月29日に、日本に出願された特願2018-124974号に基づき優先権を主張し、その内容をここに援用する。
近年、地球環境保護の観点から、多くの分野において炭酸ガス排出量削減に関する取り組みが始まっている。自動車メーカーにおいても、低燃費化を目的とした車体軽量化の技術開発が盛んに行われている。しかしながら、乗員の安全確保のために耐衝突特性の向上にも重点が置かれるので、車体軽量化は容易ではない。
そこで、車体軽量化と耐衝突特性向上とを両立させるべく、高強度鋼板を用いて部材を薄肉化することが検討されている。このため、高い強度と優れた成形性とを兼備する鋼板が強く望まれている。
近年、構造用部材または補強用部材などの自動車用部品に使用される鋼板には、1180MPa以上の高い引張強さで優れた成形性を兼備していることが望まれている。さらに、車体軽量化のために高強度鋼板を用いて薄肉化した部材の剛性確保のため、および乗員の安全性確保の観点から衝突エネルギー吸収特性を向上させるために、高い引張強さに加えて、高い降伏応力を有することが求められている。
近年、構造用部材または補強用部材などの自動車用部品に使用される鋼板には、1180MPa以上の高い引張強さで優れた成形性を兼備していることが望まれている。さらに、車体軽量化のために高強度鋼板を用いて薄肉化した部材の剛性確保のため、および乗員の安全性確保の観点から衝突エネルギー吸収特性を向上させるために、高い引張強さに加えて、高い降伏応力を有することが求められている。
一般的に、金属組織に残留オーステナイトを含む鋼板は、加工中に残留オーステナイトがマルテンサイト変態することで生じる変態誘起塑性(TRIP)の効果により大きな伸びを示す。そのため、高強度鋼板において優れた成形性を兼備させるには、残留オーステナイトを利用することが有効である。
従来、このような残留オーステナイトを活用して、強度、伸びを高めるいくつかの技術が提案されている。
例えば、特許文献1には、残留オ-ステナイトの占積率が5%~50%であり、かつ残留オ-ステナイトの平均結晶粒径が5μm以下である、引張強さ×全伸びが20000MPa・%以上の、耐衝突安全性および成形性に優れた自動車用高強度鋼板が開示されている。
特許文献2には、結晶粒内に第2相組織として、平均粒径が500nm以下の残留オーステナイトおよび/またはマルテンサイトを、全組織に対する占積率で3~20%含有させた伸び、および伸びフランジ性に優れた高強度鋼板が開示されている。
さらに、近年、Mnの含有量が3~10質量%程度であり、多量の残留オーステナイトを含有する中Mn鋼が、強度と延性とのバランスに優れる材料として注目されている。
例えば、特許文献3には、質量%でC:0.03%以上0.35%以下、Si:0.5%以上3.0%以下、Mn:3.5%以上10.0%以下、P:0.1%以下、S:0.01%以下、N:0.008%以下を含有し、残部がFeおよび不可避的不純物からなり、面積率で、30.0%以上のフェライトを有し、前記フェライト中のMn量(質量%)を鋼板中のMn量(質量%)で除した値が0.80以下であり、体積率で、10.0%以上の残留オーステナイトを有し、前記残留オーステナイト中のMn量が6.0質量%以上であり、さらに、残留オーステナイトの平均結晶粒径が2.0μm以下であることを特徴とする加工性に優れた高強度鋼板が開示されている。
また、特許文献4には、mass%でC:0.090%以上0.30%未満、Mn:3.5%以上11.0%未満、Si:0.01~2.5%、P:0.05%以下、S:0.05%以下、Al:0.005~0.1%、N:0.01%以下を含み、残部Feおよび不可避的不純物からなる組成と、体積率で80%以上のマルテンサイト相と、体積率で3.0~20.0%の残留オーステナイト相とからなる組織とを有し、引張強さTS:1500MPa以上でかつ均一伸びuEl:6.0%以上の引張特性を有することを特徴とする高強度ホットプレス部材が開示されている。
しかしながら、特許文献1に記載される鋼板は、残留オーステナイトの微細化により延性が向上するとされているものの、加工硬化指数を高めて耐衝突安全性を改善するために、主相を軟質なフェライト相とする必要があり、高い引張強さを得ることが困難である。
また、特許文献2に記載される鋼板は、焼戻マルテンサイトまたはベイナイトの結晶粒内にサブミクロンサイズの微細な残留オーステナイトを分散させることで優れた強度-延性バランスが得られている。しかしながら、特許文献2の技術では、オーステナイト安定化元素としてCuおよびNi等の高価な元素を多量に含有させ、さらに高温で長時間の溶体化処理を行う必要があり、製造コストの上昇および生産性の低下が著しい。
さらに、特許文献3によれば、3.5%以上10.0%以下のMnを含有する鋼をオーステナイトとフェライトの二相域で焼鈍することで、Mnの濃化により残留オーステナイトが安定化し、980MPa以上の引張強さと24000MPa・%以上の強度-延性バランスを有する高強度鋼板が得られるとされている。しかしながら、特許文献3の鋼板では、良好な延性の確保のために軟質なフェライトを30.0%以上含有する必要があるため、さらなる高強度化は困難である。
特許文献4によれば、マルテンサイトを主相とし体積率で3.0~20.0%の残留オーステナイト相を含有することで、引張強さが1500MPa以上の高強度でかつ均一伸びが6.0%以上という優れた強度と均一伸びのバランスが得られている。しかしながら、特許文献4では、部材の剛性確保と衝突エネルギー吸収特性の向上とに有効な降伏応力の向上については考慮されていない。
本発明は、上述した課題を解決するためになされたものであり、引張強さと降伏応力とがともに高く、かつ優れた延性(伸び)を有する鋼板、およびその製造方法を提供することを目的とする。具体的には、1180MPa以上の引張強さ、800MPa以上の降伏応力、および18000MPa・%以上の強度-延性バランスを有する高強度鋼板およびその製造方法を提供することを目的とする。
本発明は、下記の高強度鋼板およびその製造方法を要旨とする。
(1)本発明の一態様に係る高強度鋼板は、化学組成が、質量%で、C:0.08~0.45%、Si:0.05~3.0%、Mn:3.5~10.0%、P:0.10%以下、S:0.030%以下、sol.Al:0.01~2.0%、N:0.010%以下、Ti:0~0.20%、Nb:0~0.10%、V:0~0.50%、Cr:0%以上1.0%未満、Mo:0~0.50%、Ni:0~1.0%、B:0~0.0050%、Ca:0~0.020%、Mg:0~0.020%、REM:0~0.020%、Cu:0~1.0%、Bi:0~0.020%、残部:Feおよび不純物であり、金属組織が、面積%で、マルテンサイト:70.0~95.0%、残留オーステナイト:5.0~30.0%、残部:0~10.0%であり、かつ、残留オーステナイトの平均粒径:0.2~2.0μmであり、前記残留オーステナイト中の平均Mn濃度が下記(i)式を満足し、前記C含有量と前記マルテンサイト中の平均C濃度とが(ii)式を満足する。
7.0≦[Mn]γ≦20.0 ・・・(i)
0.6≦[C]M/[C] ・・・(ii)
但し、上記式中の記号の意味は以下のとおりである。
[Mn]γ:前記残留オーステナイト中の前記平均Mn濃度(質量%)
[C]:鋼板中の前記C含有量(質量%)
[C]M:前記マルテンサイト中の前記平均C濃度(質量%)
(2)上記(1)に記載の高強度鋼板は、前記化学組成が、質量%で、Ti:0.005~0.20%、Nb:0.002~0.10%、およびV:0.005~0.50%、から選択される1種以上を含有してもよい。
(3)上記(1)または(2)に記載の高強度鋼板は、前記化学組成が、質量%で、Cr:0.05%以上1.0%未満、Mo:0.02~0.50%、Ni:0.05~1.0%、およびB:0.0002~0.0050%、から選択される1種以上を含有してもよい。
(4)上記(1)~(3)のいずれかに記載の高強度鋼板は、前記化学組成が、質量%で、Ca:0.0005~0.020%、Mg:0.0005~0.020%、およびREM:0.0005~0.020%、から選択される1種以上を含有してもよい。
(5)上記(1)~(4)のいずれかに記載の高強度鋼板は、前記化学組成が、質量%で、Cu:0.05~1.0%を含有してもよい。
(6)上記(1)~(5)のいずれかに記載の高強度鋼板は、前記化学組成が、質量%で、Bi:0.0005~0.020%を含有してもよい。
(7)本発明の別の態様に係る高強度鋼板の製造方法は、(1)から(6)までのいずれかに記載の化学組成を有するスラブに対して、熱間圧延工程、冷却工程、巻取り工程、一次焼鈍工程、任意の冷間圧延工程、および二次焼鈍工程を順に行う高強度鋼板の製造方法であって、前記熱間圧延工程では、最終圧延パスおよび前記最終圧延パスの1つ前の圧延パスにおける圧下率をそれぞれ15~60%とし、前記最終圧延パスの1つ前の前記圧延パスの圧延完了から前記最終圧延パスの圧延開始までのパス間時間を、下記(v)式を満足させ、前記最終圧延パスの圧延完了温度をAr3点~1100℃の温度域とし、前記冷却工程では、前記熱間圧延工程後の熱延鋼板に対し、1~10秒の空冷を行った後に、10℃/秒以上の平均冷却速度で冷却し、前記巻取り工程では、550℃以下の温度域で巻取り、前記一次焼鈍工程では、前記熱延鋼板を、焼鈍温度が(Ac1点-80℃)~(Ac3点-55℃)の温度域、かつ、保持時間が下記(vi)式を満足するように保持し、前記二次焼鈍工程では、前記熱延鋼板を、焼鈍温度が、(Ac3点+30℃)以上、(Ac3点+200℃)未満の温度域、かつ、保持時間が150秒未満となるように保持した後、Ac3点~500℃の温度範囲での平均冷却速度が15℃/秒以上となるように500℃以下の温度まで冷却する。
0.002/exp(-6080/(T1+273))≦t1≦2.0 ・・・(v)
2.3×10-8×exp{23500/(T2+273)}≦t2≦4.0×105 ・・・(vi)
但し、上記式中の各記号の意味は以下のとおりである。
t1:前記最終圧延パスの1つ前の圧延完了から前記最終圧延パスの圧延開始までのパス間時間(秒)
T1:前記最終圧延パスの1つ前の圧延パスの圧延完了温度(℃)
t2:前記一次焼鈍の前記焼鈍温度での前記保持時間(秒)
T2:前記一次焼鈍の前記焼鈍温度(℃)
(8)上記(7)に記載の高強度鋼板の製造方法は、前記冷間圧延工程において、総圧下率を30%以上80%未満としてもよい。
7.0≦[Mn]γ≦20.0 ・・・(i)
0.6≦[C]M/[C] ・・・(ii)
但し、上記式中の記号の意味は以下のとおりである。
[Mn]γ:前記残留オーステナイト中の前記平均Mn濃度(質量%)
[C]:鋼板中の前記C含有量(質量%)
[C]M:前記マルテンサイト中の前記平均C濃度(質量%)
(2)上記(1)に記載の高強度鋼板は、前記化学組成が、質量%で、Ti:0.005~0.20%、Nb:0.002~0.10%、およびV:0.005~0.50%、から選択される1種以上を含有してもよい。
(3)上記(1)または(2)に記載の高強度鋼板は、前記化学組成が、質量%で、Cr:0.05%以上1.0%未満、Mo:0.02~0.50%、Ni:0.05~1.0%、およびB:0.0002~0.0050%、から選択される1種以上を含有してもよい。
(4)上記(1)~(3)のいずれかに記載の高強度鋼板は、前記化学組成が、質量%で、Ca:0.0005~0.020%、Mg:0.0005~0.020%、およびREM:0.0005~0.020%、から選択される1種以上を含有してもよい。
(5)上記(1)~(4)のいずれかに記載の高強度鋼板は、前記化学組成が、質量%で、Cu:0.05~1.0%を含有してもよい。
(6)上記(1)~(5)のいずれかに記載の高強度鋼板は、前記化学組成が、質量%で、Bi:0.0005~0.020%を含有してもよい。
(7)本発明の別の態様に係る高強度鋼板の製造方法は、(1)から(6)までのいずれかに記載の化学組成を有するスラブに対して、熱間圧延工程、冷却工程、巻取り工程、一次焼鈍工程、任意の冷間圧延工程、および二次焼鈍工程を順に行う高強度鋼板の製造方法であって、前記熱間圧延工程では、最終圧延パスおよび前記最終圧延パスの1つ前の圧延パスにおける圧下率をそれぞれ15~60%とし、前記最終圧延パスの1つ前の前記圧延パスの圧延完了から前記最終圧延パスの圧延開始までのパス間時間を、下記(v)式を満足させ、前記最終圧延パスの圧延完了温度をAr3点~1100℃の温度域とし、前記冷却工程では、前記熱間圧延工程後の熱延鋼板に対し、1~10秒の空冷を行った後に、10℃/秒以上の平均冷却速度で冷却し、前記巻取り工程では、550℃以下の温度域で巻取り、前記一次焼鈍工程では、前記熱延鋼板を、焼鈍温度が(Ac1点-80℃)~(Ac3点-55℃)の温度域、かつ、保持時間が下記(vi)式を満足するように保持し、前記二次焼鈍工程では、前記熱延鋼板を、焼鈍温度が、(Ac3点+30℃)以上、(Ac3点+200℃)未満の温度域、かつ、保持時間が150秒未満となるように保持した後、Ac3点~500℃の温度範囲での平均冷却速度が15℃/秒以上となるように500℃以下の温度まで冷却する。
0.002/exp(-6080/(T1+273))≦t1≦2.0 ・・・(v)
2.3×10-8×exp{23500/(T2+273)}≦t2≦4.0×105 ・・・(vi)
但し、上記式中の各記号の意味は以下のとおりである。
t1:前記最終圧延パスの1つ前の圧延完了から前記最終圧延パスの圧延開始までのパス間時間(秒)
T1:前記最終圧延パスの1つ前の圧延パスの圧延完了温度(℃)
t2:前記一次焼鈍の前記焼鈍温度での前記保持時間(秒)
T2:前記一次焼鈍の前記焼鈍温度(℃)
(8)上記(7)に記載の高強度鋼板の製造方法は、前記冷間圧延工程において、総圧下率を30%以上80%未満としてもよい。
本発明の上記態様によれば、高い引張強さおよび降伏応力を有するとともに、優れた延性を有する鋼板を得ることができる。
本発明者らは、Mnの含有量が3~10質量%程度の中Mn鋼の鋼組織と機械特性との関係について鋭意研究を重ねた。その結果、以下の知見を得るに至った。
(a)中Mn鋼で残留オーステナイトを得るためには、フェライトおよびオーステナイトの二相域(A1~A3の温度域)で長時間の熱処理が行われるのが一般的である。この場合、オーステナイト安定化元素であるCおよびMnがオーステナイト中に濃化することで多量の残留オーステナイトが得られる。その結果、延性が向上する。一方で、固溶強化に優れたCがオーステナイトの安定化に消費されるので、高強度化が困難となる。そのため、高い強度と優れた延性とを兼備させるには、Cにより固溶強化されたマルテンサイトを主体とし、Mn濃化により安定化された残留オーステナイトを含有する組織とすることが重要である。
(b)マルテンサイトを主体とした鋼組織中に残留オーステナイトを含有させることで、高強度でありながらTRIP効果により、延性向上が図られる。しかしながら、残留オーステナイトが粗大な場合は、加工誘起変態により生じたマルテンサイトによって粗大なボイドが形成されるので早期に局所変形が生じ、延性向上の効果が得られない。一方、残留オーステナイトが微細すぎると、周囲の結晶粒からの三次元的拘束により、変形に対する残留オーステナイトの安定性が過度に高まるので、高強度鋼板ではTRIP効果が十分に発現される前に局所変形が生じて延性の向上が図れない場合がある。そのため、鋼組織中に含有させる残留オーステナイトの平均粒径を適切な範囲に制御することで、高強度であり、かつ優れた延性を有することが可能となる。
(c)Cにより固溶強化されたマルテンサイトを主体とした鋼組織中にMn濃化により安定化された残留オーステナイトを含有させる場合、残留オーステナイト中のMn濃度は、延性および降伏応力に大きく影響する。残留オーステナイト中のMn濃度が過度に低い場合、変形に対する残留オーステナイトの安定性が低く、弾性変形中または塑性変形初期にTRIP効果が生じてしまうので、降伏応力が低下するとともに延性向上が図れない。一方、残留オーステナイト中のMn濃度が過度に高い場合は、TRIP効果ではなく双晶誘起塑性(TWIP)の効果が顕著となり、降伏応力が低下してしまう。そのため、残留オーステナイト中のMn濃度を適切な範囲に制御することで、引張強さと降伏応力とがともに高く、かつ優れた延性を有する鋼板を得ることが可能となる。
(d)Cにより固溶強化されたマルテンサイトを主体とし、Mnにより安定化された残留オーステナイトを含有する鋼組織を製造するためには、熱延鋼板に施す焼鈍工程を二回に分けることが有効である。具体的には、まず熱延鋼板に対して、フェライトとオーステナイト、もしくはフェライトとセメンタイトとの二相域またはフェライトとオーステナイトとセメンタイトとの三相域の温度で焼鈍を行って、オーステナイトまたはセメンタイトにCおよびMnを分配させる。その後、オーステナイト単相域で焼鈍を行うことで、Mnの拡散を抑制しつつ、Cのみを拡散させる。この焼鈍によって、Mn濃度の高いオーステナイト領域にCを一部残存させ、Cを周囲に拡散させることができる。その結果、このような焼鈍及び焼鈍後の冷却によって、Mn濃度の高いオーステナイト領域は残留オーステナイト、Mn濃度の低いオーステナイト領域は、一定のC濃度を有するマルテンサイトになり、所望の金属組織が得られる。
本発明は、上記の知見に基づいてなされたものである。以下、本発明の一実施形態に係る高強度鋼板(本実施形態に係る鋼板)の各要件について詳しく説明する。
(A)化学組成
各元素の限定理由は下記のとおりである。以下の説明において含有量についての「%」は、「質量%」を意味する。また、「~」を用いて表される数値範囲は、特に断りの無い限り、「~」の前後に記載される数値を下限値および上限値として含む範囲を意味する。すなわち、0.08~0.45%とは、0.08%以上、0.45%以下であることを意味する。
各元素の限定理由は下記のとおりである。以下の説明において含有量についての「%」は、「質量%」を意味する。また、「~」を用いて表される数値範囲は、特に断りの無い限り、「~」の前後に記載される数値を下限値および上限値として含む範囲を意味する。すなわち、0.08~0.45%とは、0.08%以上、0.45%以下であることを意味する。
C:0.08~0.45%
Cは、マルテンサイト中に固溶することで、固溶強化により鋼板の強度を高める作用を有する。C含有量が0.08%未満では固溶強化量が小さく、所望の鋼板強度を確保することが困難となる。したがって、C含有量は0.08%以上とする。C含有量は0.10%以上であるのが好ましく、0.12%以上であるのがより好ましい。
一方、0.45%を超えてCを含有させた場合、パーライトが優先的に生成してしまい、所望の鋼板強度を確保することが困難となる。したがって、C含有量は0.45%以下とする。C含有量は0.40%以下であるのが好ましい。
Cは、マルテンサイト中に固溶することで、固溶強化により鋼板の強度を高める作用を有する。C含有量が0.08%未満では固溶強化量が小さく、所望の鋼板強度を確保することが困難となる。したがって、C含有量は0.08%以上とする。C含有量は0.10%以上であるのが好ましく、0.12%以上であるのがより好ましい。
一方、0.45%を超えてCを含有させた場合、パーライトが優先的に生成してしまい、所望の鋼板強度を確保することが困難となる。したがって、C含有量は0.45%以下とする。C含有量は0.40%以下であるのが好ましい。
Si:0.05~3.0%
Siは、固溶強化により鋼板の強度を高める作用と、脱酸により鋼を健全化する作用と、を有する。さらにSiは、セメンタイトの析出を遅延させ、残留オーステナイトの面積率を高める作用を有し、延性の向上に寄与する元素である。Si含有量が0.05%未満では上記作用による効果を得ることが困難である。したがって、Si含有量は0.05%以上とする。
一方、Si含有量が3.0%超になると、鋼板の表面性状、化成処理性および溶接性が著しく劣化する。したがって、Si含有量は3.0%以下とする。Si含有量は2.5%以下であるのが好ましく、2.0%以下であるのがより好ましい。
Siは、固溶強化により鋼板の強度を高める作用と、脱酸により鋼を健全化する作用と、を有する。さらにSiは、セメンタイトの析出を遅延させ、残留オーステナイトの面積率を高める作用を有し、延性の向上に寄与する元素である。Si含有量が0.05%未満では上記作用による効果を得ることが困難である。したがって、Si含有量は0.05%以上とする。
一方、Si含有量が3.0%超になると、鋼板の表面性状、化成処理性および溶接性が著しく劣化する。したがって、Si含有量は3.0%以下とする。Si含有量は2.5%以下であるのが好ましく、2.0%以下であるのがより好ましい。
Mn:3.5~10.0%
Mnは、鋼の焼入れ性を高めてマルテンサイトの生成を促進する作用と、オーステナイト中に固溶して残留オーステナイトを安定化する作用とを有する。Mn含有量が3.5%未満では、目的とするマルテンサイト量および残留オーステナイト量ならびに残留オーステナイト中のMn濃度を確保することが困難である。したがって、Mn含有量は3.5%以上とする。Mn含有量は4.0%以上であるのが好ましく、4.5%以上であるのがより好ましい。
一方、Mn含有量が10.0%を超えると、生成する残留オーステナイト量が多量となり、所望のマルテンサイト量を確保することが困難になる。さらに、オーステナイト中のMn濃度が過度に高まり、TRIP効果ではなくTWIP効果が顕著となり、降伏応力が低下する。したがって、Mn含有量は10.0%以下とする。Mn含有量は8.0%以下であるのが好ましい。
Mnは、鋼の焼入れ性を高めてマルテンサイトの生成を促進する作用と、オーステナイト中に固溶して残留オーステナイトを安定化する作用とを有する。Mn含有量が3.5%未満では、目的とするマルテンサイト量および残留オーステナイト量ならびに残留オーステナイト中のMn濃度を確保することが困難である。したがって、Mn含有量は3.5%以上とする。Mn含有量は4.0%以上であるのが好ましく、4.5%以上であるのがより好ましい。
一方、Mn含有量が10.0%を超えると、生成する残留オーステナイト量が多量となり、所望のマルテンサイト量を確保することが困難になる。さらに、オーステナイト中のMn濃度が過度に高まり、TRIP効果ではなくTWIP効果が顕著となり、降伏応力が低下する。したがって、Mn含有量は10.0%以下とする。Mn含有量は8.0%以下であるのが好ましい。
P:0.10%以下
Pは、一般に不純物として含有される元素である。Pは偏析し易い元素であり、その含有量が0.10%を超えると、粒界偏析に起因する成形性および靭性の低下が顕著となる。したがって、P含有量は0.10%以下とする。P含有量は0.050%以下であるのが好ましく、0.030%以下であるのがより好ましく、0.020%以下であるのがさらに好ましい。
一方、Pは、固溶強化により強度を高める効果を有する元素でもある。したがって、Pを積極的に含有させてもよい。P含有量の下限は特に規定する必要はないが、上記の効果を得たい場合には、0.001%以上とすることが好ましい。
Pは、一般に不純物として含有される元素である。Pは偏析し易い元素であり、その含有量が0.10%を超えると、粒界偏析に起因する成形性および靭性の低下が顕著となる。したがって、P含有量は0.10%以下とする。P含有量は0.050%以下であるのが好ましく、0.030%以下であるのがより好ましく、0.020%以下であるのがさらに好ましい。
一方、Pは、固溶強化により強度を高める効果を有する元素でもある。したがって、Pを積極的に含有させてもよい。P含有量の下限は特に規定する必要はないが、上記の効果を得たい場合には、0.001%以上とすることが好ましい。
S:0.030%以下
Sは、不純物として含有される元素であり、鋼中に硫化物系介在物を形成して鋼板の成形性を低下させる。S含有量が0.030%を超えると、成形性の低下が著しくなる。したがって、S含有量は0.030%以下とする。S含有量は0.010%以下であるのが好ましく、0.005%以下であるのがより好ましく、0.001%以下であるのがさらに好ましい。S含有量の下限は特に規定する必要はないが、精錬コストの上昇を抑制する観点からは0.0001%以上とすることが好ましい。
Sは、不純物として含有される元素であり、鋼中に硫化物系介在物を形成して鋼板の成形性を低下させる。S含有量が0.030%を超えると、成形性の低下が著しくなる。したがって、S含有量は0.030%以下とする。S含有量は0.010%以下であるのが好ましく、0.005%以下であるのがより好ましく、0.001%以下であるのがさらに好ましい。S含有量の下限は特に規定する必要はないが、精錬コストの上昇を抑制する観点からは0.0001%以上とすることが好ましい。
sol.Al:0.01~2.0%
Alは、Siと同様に、鋼を脱酸して鋼板を健全化する作用を有する。さらにAlは、セメンタイトの析出を遅延させ、残留オーステナイトの面積率を高める作用により、延性の向上に寄与する元素である。sol.Al(酸可溶Al)含有量が0.01%未満では上記作用による効果を得ることが困難である。したがって、sol.Al含有量は0.01%以上とする。sol.Al含有量は0.03%以上であるのが好ましい。
一方、sol.Al含有量が2.0%を超えると、A3変態点が著しく上昇し、安定した熱間圧延が困難となる。したがって、sol.Al含有量は2.0%以下とする。sol.Al含有量は1.5%以下であるのが好ましく、1.0%以下であるのがより好ましい。
Alは、Siと同様に、鋼を脱酸して鋼板を健全化する作用を有する。さらにAlは、セメンタイトの析出を遅延させ、残留オーステナイトの面積率を高める作用により、延性の向上に寄与する元素である。sol.Al(酸可溶Al)含有量が0.01%未満では上記作用による効果を得ることが困難である。したがって、sol.Al含有量は0.01%以上とする。sol.Al含有量は0.03%以上であるのが好ましい。
一方、sol.Al含有量が2.0%を超えると、A3変態点が著しく上昇し、安定した熱間圧延が困難となる。したがって、sol.Al含有量は2.0%以下とする。sol.Al含有量は1.5%以下であるのが好ましく、1.0%以下であるのがより好ましい。
N:0.010%以下
Nは、不純物として含有される元素であり、鋼板の成形性を低下させる作用を有する。N含有量が0.010%を超えると、成形性の低下が著しくなる。したがって、N含有量は0.010%以下とする。N含有量は0.0080%以下であるのが好ましく、0.0070%以下であるのがより好ましい。N含有量の下限は特に規定する必要はないが、後述するようにTi、NbおよびVの1種以上を含有させて鋼組織の微細化を図る場合を考慮すると、炭窒化物の析出を促進させるためにN含有量は、0.0010%以上とすることが好ましく、0.0020%以上とすることがより好ましい。
Nは、不純物として含有される元素であり、鋼板の成形性を低下させる作用を有する。N含有量が0.010%を超えると、成形性の低下が著しくなる。したがって、N含有量は0.010%以下とする。N含有量は0.0080%以下であるのが好ましく、0.0070%以下であるのがより好ましい。N含有量の下限は特に規定する必要はないが、後述するようにTi、NbおよびVの1種以上を含有させて鋼組織の微細化を図る場合を考慮すると、炭窒化物の析出を促進させるためにN含有量は、0.0010%以上とすることが好ましく、0.0020%以上とすることがより好ましい。
本実施形態に係る鋼板には、上記の元素に加えてさらに、下記に示す量のTi、Nb、V、Cr、Mo、Ni、B、Ca、Mg、REM、CuおよびBiから選択される1種以上の元素を含有させても良い。これらの元素は必ずしも含有しなくてよいので、下限は0%である。
Ti:0~0.20%
Nb:0~0.10%
V:0~0.50%
Ti、NbおよびVは、鋼中に炭化物または窒化物として析出し、そのピン止め効果によって鋼組織を微細化する作用を有する。したがって、これらの元素から選択される1種以上を含有させてもよい。これらの元素の上記作用による効果をより確実に得るには、Ti:0.005%以上、Nb:0.002%以上、およびV:0.005%以上の少なくともいずれかを含有させることが好ましい。
一方、これらの元素を過剰に含有させても、上記作用による効果が飽和して不経済となる。したがって、含有させる場合でも、Ti含有量は0.20%以下、Nb含有量は0.10%以下、V含有量は0.50%以下とする。
Nb:0~0.10%
V:0~0.50%
Ti、NbおよびVは、鋼中に炭化物または窒化物として析出し、そのピン止め効果によって鋼組織を微細化する作用を有する。したがって、これらの元素から選択される1種以上を含有させてもよい。これらの元素の上記作用による効果をより確実に得るには、Ti:0.005%以上、Nb:0.002%以上、およびV:0.005%以上の少なくともいずれかを含有させることが好ましい。
一方、これらの元素を過剰に含有させても、上記作用による効果が飽和して不経済となる。したがって、含有させる場合でも、Ti含有量は0.20%以下、Nb含有量は0.10%以下、V含有量は0.50%以下とする。
Cr:0%以上、1.0%未満
Mo:0~0.50%
Ni:0~1.0%
B:0~0.0050%
Cr、Mo、NiおよびBは、焼入性を高める作用を有する。また、Moは、鋼中に炭化物を析出して強度を高める作用を有する。さらに、Niは、後述するようにCuを含有させる場合においては、Cuに起因するスラブの粒界割れを効果的に抑制する作用を有する。したがって、これらの元素から選択される1種以上を含有させてもよい。
上記作用による効果をより確実に得るには、Ni含有量を0.05%以上、Cr含有量を0.05%以上、Mo含有量を0.02%以上、及び/または、B含有量を0.0002%以上とすることが好ましい。
Mo:0~0.50%
Ni:0~1.0%
B:0~0.0050%
Cr、Mo、NiおよびBは、焼入性を高める作用を有する。また、Moは、鋼中に炭化物を析出して強度を高める作用を有する。さらに、Niは、後述するようにCuを含有させる場合においては、Cuに起因するスラブの粒界割れを効果的に抑制する作用を有する。したがって、これらの元素から選択される1種以上を含有させてもよい。
上記作用による効果をより確実に得るには、Ni含有量を0.05%以上、Cr含有量を0.05%以上、Mo含有量を0.02%以上、及び/または、B含有量を0.0002%以上とすることが好ましい。
一方、Cr含有量が1.0%以上では、化成処理性の低下が著しくなる。したがって、含有させる場合でも、Cr含有量は1.0%未満とする。
また、Mo含有量が0.50%を超えると、上記作用による効果は飽和してコスト的に不利となる。したがって、含有させる場合でも、Mo含有量は0.50%以下とする。好ましくは0.20%以下である。
また、Niは高価な元素であるため、多量の含有はコスト的に不利となる。したがって、含有させる場合でも、Ni含有量は1.0%以下とする。
また、B含有量が0.0050%を超えると成形性の低下が著しくなる。したがって、含有させる場合でも、B含有量は0.0050%以下とする。
また、Mo含有量が0.50%を超えると、上記作用による効果は飽和してコスト的に不利となる。したがって、含有させる場合でも、Mo含有量は0.50%以下とする。好ましくは0.20%以下である。
また、Niは高価な元素であるため、多量の含有はコスト的に不利となる。したがって、含有させる場合でも、Ni含有量は1.0%以下とする。
また、B含有量が0.0050%を超えると成形性の低下が著しくなる。したがって、含有させる場合でも、B含有量は0.0050%以下とする。
Ca:0~0.020%
Mg:0~0.020%
REM:0~0.020%
Ca、MgおよびREMは、介在物の形状を調整することにより、成形性を高める作用を有する。したがって、これらの元素から選択される1種以上を含有させてもよい。上記作用による効果をより確実に得るには、上記元素の少なくともいずれかを0.0005%以上含有させることが好ましい。
一方、これらの元素の含有量が上記の上限値を超えると、鋼中の介在物が過剰となり、却って成形性が低下する場合がある。したがって、含有させる場合でも、Ca含有量は0.020%以下、Mg含有量は0.020%以下、REM含有量は0.020%以下とする。それぞれの元素は、0.010%以下であるのが好ましく、0.005%以下であるのがより好ましい。
Mg:0~0.020%
REM:0~0.020%
Ca、MgおよびREMは、介在物の形状を調整することにより、成形性を高める作用を有する。したがって、これらの元素から選択される1種以上を含有させてもよい。上記作用による効果をより確実に得るには、上記元素の少なくともいずれかを0.0005%以上含有させることが好ましい。
一方、これらの元素の含有量が上記の上限値を超えると、鋼中の介在物が過剰となり、却って成形性が低下する場合がある。したがって、含有させる場合でも、Ca含有量は0.020%以下、Mg含有量は0.020%以下、REM含有量は0.020%以下とする。それぞれの元素は、0.010%以下であるのが好ましく、0.005%以下であるのがより好ましい。
ここで、REMは、Sc、Yおよびランタノイドの合計17元素を指し、REMの含有量は、これらの元素の合計含有量を指す。ランタノイドの場合、工業的にはミッシュメタルの形で添加される。
Cu:0~1.0%
Cuは、低温で析出して強度を高める作用を有するので、鋼中に含有させてもよい。上記作用による効果をより確実に得るにはCu含有量は0.05%以上とすることが好ましい。
一方、Cu含有量が1.0%を超えると、スラブの粒界割れが生じる場合がある。したがって、含有させる場合でも、Cu含有量は1.0%以下とする。Cu含有量は0.5%未満であるのが好ましく、0.3%未満であるのがより好ましい。
Cuは、低温で析出して強度を高める作用を有するので、鋼中に含有させてもよい。上記作用による効果をより確実に得るにはCu含有量は0.05%以上とすることが好ましい。
一方、Cu含有量が1.0%を超えると、スラブの粒界割れが生じる場合がある。したがって、含有させる場合でも、Cu含有量は1.0%以下とする。Cu含有量は0.5%未満であるのが好ましく、0.3%未満であるのがより好ましい。
Bi:0~0.020%
Biは、凝固組織を微細化することにより成形性を高める作用を有するので、鋼中に含有させてもよい。上記作用による効果をより確実に得るには、Bi含有量を0.0005%以上とすることが好ましい。
一方、Bi含有量が0.020%を超えると、上記作用による効果は飽和してしまい、コスト的に不利となる。したがって、含有させる場合でも、Bi含有量は0.020%以下とする。Bi含有量は0.010%以下であるのが好ましい。
Biは、凝固組織を微細化することにより成形性を高める作用を有するので、鋼中に含有させてもよい。上記作用による効果をより確実に得るには、Bi含有量を0.0005%以上とすることが好ましい。
一方、Bi含有量が0.020%を超えると、上記作用による効果は飽和してしまい、コスト的に不利となる。したがって、含有させる場合でも、Bi含有量は0.020%以下とする。Bi含有量は0.010%以下であるのが好ましい。
本実施形態に係る鋼板の化学組成において、残部はFeおよび不純物である。
「不純物」とは、鋼材を工業的に製造する際に、鉱石、スクラップ等の原料、製造工程の種々の要因によって混入する成分であって、本発明に悪影響を与えない範囲で許容されるものを意味する。
(B)鋼板の金属組織
本実施形態に係る鋼板の金属組織について、以下に説明する。以下の説明において組織の割合(面積率)についての「%」は、「面積%」を意味する。
本実施形態に係る鋼板の金属組織について、以下に説明する。以下の説明において組織の割合(面積率)についての「%」は、「面積%」を意味する。
マルテンサイト:70.0~95.0%
マルテンサイトは硬質かつ均質な組織であり、高い引張強さを得るのに適した組織である。マルテンサイトの面積率が70.0%未満の場合、所望の引張強さを得ることが困難となる。したがって、マルテンサイトの面積率は70.0%以上とする。マルテンサイトの面積率は75.0%以上であるのが好ましい。一方、マルテンサイトの面積率が95.0%を超えると延性が著しく低下する。したがって、マルテンサイトの面積率は95.0%以下とする。本実施形態に係る鋼板のマルテンサイトは、無拡散でせん断的機構により生成する、いわゆるフレッシュマルテンサイトの他に焼戻しマルテンサイトを含む総称である。
マルテンサイトは硬質かつ均質な組織であり、高い引張強さを得るのに適した組織である。マルテンサイトの面積率が70.0%未満の場合、所望の引張強さを得ることが困難となる。したがって、マルテンサイトの面積率は70.0%以上とする。マルテンサイトの面積率は75.0%以上であるのが好ましい。一方、マルテンサイトの面積率が95.0%を超えると延性が著しく低下する。したがって、マルテンサイトの面積率は95.0%以下とする。本実施形態に係る鋼板のマルテンサイトは、無拡散でせん断的機構により生成する、いわゆるフレッシュマルテンサイトの他に焼戻しマルテンサイトを含む総称である。
残留オーステナイト:5.0~30.0%
残留オーステナイトは、TRIP効果により延性を高める作用を有する。残留オーステナイトの面積率が5.0%未満では、上記作用による効果を得ることが困難である。したがって、残留オーステナイトの面積率は5.0%以上とする。残留オーステナイト面積率は8.0%以上であるのが好ましく、10.0%以上であるのがより好ましい。一方、残留オーステナイトの面積率が30.0%超となると、相対的にマルテンサイトの量が減少し、所望の引張強さを得ることが困難となる。したがって、残留オーステナイトの面積率は30.0%以下とする。
残留オーステナイトは、TRIP効果により延性を高める作用を有する。残留オーステナイトの面積率が5.0%未満では、上記作用による効果を得ることが困難である。したがって、残留オーステナイトの面積率は5.0%以上とする。残留オーステナイト面積率は8.0%以上であるのが好ましく、10.0%以上であるのがより好ましい。一方、残留オーステナイトの面積率が30.0%超となると、相対的にマルテンサイトの量が減少し、所望の引張強さを得ることが困難となる。したがって、残留オーステナイトの面積率は30.0%以下とする。
残留オーステナイトの定量方法には、X線回折、電子線後方散乱回折像(EBSP)解析、磁気測定による方法等があり、方法によって定量値が異なる場合がある。本実施形態に係る鋼板で規定する残留オーステナイトの面積率は、X線回折による測定値である。
残部:0~10.0%
本実施形態に係る鋼板には、上述の組織以外に残部としてポリゴナルフェライト、ベイニティックフェライト、ベイナイト、セメンタイトおよびパーライト等が含まれる場合がある。マルテンサイトおよび残留オーステナイトを除く残部の組織の合計面積率が10.0%を超えると、所望の強度または延性を得ることが困難となる。そのため、残部の面積率を10.0%以下とする。残部の面積率は8.0%以下であるのが好ましく、6.0%以下であるのがより好ましい。残部の面積率は0%でもよい。
本実施形態に係る鋼板には、上述の組織以外に残部としてポリゴナルフェライト、ベイニティックフェライト、ベイナイト、セメンタイトおよびパーライト等が含まれる場合がある。マルテンサイトおよび残留オーステナイトを除く残部の組織の合計面積率が10.0%を超えると、所望の強度または延性を得ることが困難となる。そのため、残部の面積率を10.0%以下とする。残部の面積率は8.0%以下であるのが好ましく、6.0%以下であるのがより好ましい。残部の面積率は0%でもよい。
残留オーステナイトの平均粒径:0.2~2.0μm
残留オーステナイトの平均粒径が2.0μmを超えると、加工誘起変態により生じたマルテンサイトによって粗大なボイドが形成される。この場合、早期に局所変形が生じ、延性向上の効果が得られない。したがって、残留オーステナイトの平均粒径は2.0μm以下とする。残留オーステナイトの平均粒径は1.5μm以下であるのが好ましく、1.0μm以下であるのがより好ましい。
一方、残留オーステナイトの平均粒径が0.2μm未満では、周囲の結晶粒からの三次元的拘束により、変形に対する残留オーステナイトの安定性が過度に高まり、高強度鋼板ではTRIP効果が十分に発現される前に局所変形が生じて延性の向上が図れない場合がある。したがって、残留オーステナイトの平均粒径は0.2μm以上とする。
残留オーステナイトの平均粒径が2.0μmを超えると、加工誘起変態により生じたマルテンサイトによって粗大なボイドが形成される。この場合、早期に局所変形が生じ、延性向上の効果が得られない。したがって、残留オーステナイトの平均粒径は2.0μm以下とする。残留オーステナイトの平均粒径は1.5μm以下であるのが好ましく、1.0μm以下であるのがより好ましい。
一方、残留オーステナイトの平均粒径が0.2μm未満では、周囲の結晶粒からの三次元的拘束により、変形に対する残留オーステナイトの安定性が過度に高まり、高強度鋼板ではTRIP効果が十分に発現される前に局所変形が生じて延性の向上が図れない場合がある。したがって、残留オーステナイトの平均粒径は0.2μm以上とする。
金属組織の同定および面積率の算出は以下の方法で行う。まず、鋼板の圧延方向に垂直な断面を鏡面研磨後、レペラ腐食した試料を用い、鋼板表面から板厚の1/4深さ位置の、板幅方向200μm×圧延面法線方向50μmの領域を、光学顕微鏡で撮影し、市販の画像処理ソフトウェア「Image-Pro」を用いた二値化処理により残留オーステナイトとマルテンサイトとの合計面積率を算出する。ここで、残留オーステナイトとマルテンサイトとは明部となる。輝度のヒストグラムを作成し、暗部側に現れるピークの輝度を超えて255までの範囲にある輝度の領域を残留オーステナイトとマルテンサイトとし、それ以外の領域と分離する二値化処理を施す。
次に、Co線源を用いたX線回折測定により残留オーステナイトの面積率を算出する。面削加工および化学研磨で鋼板表面から板厚の1/4深さまで減厚した試料を用い、X線回折測定により、フェライトの(110)面、(200)面、および(211)面、ならびに残留オーステナイトの(111)面、(200)面、および(220)面の積分強度を求める。そして、強度平均法により残留オーステナイトの体積率を求め、その値を残留オーステナイトの面積率とする。上記で求めた残留オーステナイトとマルテンサイトとの合計面積率から、X線回折測定で求めた残留オーステナイト面積率を差し引いた値をマルテンサイト面積率とする。
そして、上記で求めたマルテンサイト、および残留オーステナイトの面積率の合計を、100%から差し引いた値を残部組織の面積率とする。
また、残留オーステナイトの平均粒径は、EBSP解析および鋼板表面から板厚の1/4深さ位置から採取した薄膜試験片の透過電子顕微鏡(TEM)観察から算出する。その際、TEMの観察倍率を50000倍とし、オーステナイトの電子回折図形より結像した暗視野像より、10粒のオーステナイト粒径を測定し、それらの平均値を残留オーステナイトの平均粒径とする。
本実施形態に係る鋼板では、上述のように化学組成及び金属組織を制御した上で、さらに、残留オーステナイト中の平均Mn濃度[Mn]γ及びマルテンサイト中のC濃度と鋼板中のC含有量との比[C]M/[C]を以下のように制御する必要がある。
7.0≦[Mn]γ≦20.0 ・・・(i)
但し、上記式中の記号の意味は以下のとおりである。
[Mn]γ:残留オーステナイト中の平均Mn濃度(質量%)
残留オーステナイト中のMn濃度は延性と降伏応力とに大きく影響する。所望の降伏応力および延性を得るためには、残留オーステナイト中の平均Mn濃度が、上記(i)式を満足する必要がある。
但し、上記式中の記号の意味は以下のとおりである。
[Mn]γ:残留オーステナイト中の平均Mn濃度(質量%)
残留オーステナイト中のMn濃度は延性と降伏応力とに大きく影響する。所望の降伏応力および延性を得るためには、残留オーステナイト中の平均Mn濃度が、上記(i)式を満足する必要がある。
残留オーステナイト中の平均Mn濃度が7.0質量%未満の場合、変形に対する残留オーステナイトの安定性が低く、弾性変形中または塑性変形初期にTRIP効果が生じてしまう。この場合、降伏応力が低下するとともに延性向上が図れない。一方、残留オーステナイト中の平均Mn濃度が20.0質量%を超える場合、TRIP効果ではなくTWIP効果が顕著となり、降伏応力が低下してしまう。そのため、残留オーステナイト中の平均Mn濃度を、質量%で、7.0~20.0%とする。
残留オーステナイト中の平均Mn濃度は、電界放射型電子銃を備えた電子線マイクロアナライザー(FE-EPMA)を用いて、以下の方法で求める。上記X線回折測定に用いた試料、すなわち鋼板表面から板厚の1/4深さまで面削加工した試料の50μm×50μmの領域について、0.1μmの間隔でFE-EPMAにてMn濃度のマッピング分析を行う。次に、同一領域の金属組織中の残留オーステナイトをEBSP解析から同定する。同定された残留オーステナイトについて、1つの粒内の任意の10点でのMn濃度の測定値の平均を当該1つの粒におけるMn濃度とする。そして、10の粒でそれぞれ測定されたMn濃度の平均値を算出し、その値を残留オーステナイトの平均Mn濃度とする。
0.6≦[C]M/[C] ・・・(ii)
但し、上記式中の記号の意味は以下のとおりである。
[C]:鋼板中のC含有量(質量%)
[C]M:マルテンサイト中の平均C濃度(質量%)
マルテンサイト中のC濃度は引張強さに大きく影響する。所望の引張強さを得るためには、マルテンサイト中のC濃度が、鋼板中のC含有量との関係において、上記(ii)式を満足する必要がある。
但し、上記式中の記号の意味は以下のとおりである。
[C]:鋼板中のC含有量(質量%)
[C]M:マルテンサイト中の平均C濃度(質量%)
マルテンサイト中のC濃度は引張強さに大きく影響する。所望の引張強さを得るためには、マルテンサイト中のC濃度が、鋼板中のC含有量との関係において、上記(ii)式を満足する必要がある。
鋼板中のC含有量に対するマルテンサイト中のC濃度の比が0.6未満の場合、Cによる固溶強化量が不足し、鋼板の引張強さが低下する。マルテンサイト中のC濃度が高いほど引張強さが上昇するため、上限は特に規定しない。
本実施形態に係る鋼板では、鋼板中のC含有量は高周波燃焼法で測定する。
また、マルテンサイト中の平均C濃度は、ビッカース硬度計を用いて、以下の方法で求める。まず、上述の方法で同定されたマルテンサイトのビッカース硬さを、1kgfの試験力で10点測定し、その平均値を求める。そして、上記のマルテンサイトのビッカース硬さの平均値と下記(iii)式および(iv)式とに基づいて、マルテンサイト中の平均C濃度を算出する。
[C]M={1573-(15732-4096×A)0.5}/2048 ・・・(iii)
但し、上記(iii)式中のAは、下記(iv)式により算出される値であり、(iv)式中の記号の意味は以下のとおりである。
A=HV-14×[Mn]-27×[Si]-200 ・・・(iv)
HV:マルテンサイトのビッカース硬さの平均値
[Mn]:鋼板中のMn含有量(質量%)
[Si]:鋼板中のSi含有量(質量%)
また、マルテンサイト中の平均C濃度は、ビッカース硬度計を用いて、以下の方法で求める。まず、上述の方法で同定されたマルテンサイトのビッカース硬さを、1kgfの試験力で10点測定し、その平均値を求める。そして、上記のマルテンサイトのビッカース硬さの平均値と下記(iii)式および(iv)式とに基づいて、マルテンサイト中の平均C濃度を算出する。
[C]M={1573-(15732-4096×A)0.5}/2048 ・・・(iii)
但し、上記(iii)式中のAは、下記(iv)式により算出される値であり、(iv)式中の記号の意味は以下のとおりである。
A=HV-14×[Mn]-27×[Si]-200 ・・・(iv)
HV:マルテンサイトのビッカース硬さの平均値
[Mn]:鋼板中のMn含有量(質量%)
[Si]:鋼板中のSi含有量(質量%)
(C)機械的特性
本実施形態に係る鋼板では、降伏応力が800MPa以上であり、引張強さが1180MPa以上であり、かつ、TS×ELの値が18000MPa・%以上であることが好ましい。上記の値であれば、高い降伏応力および引張強さを有し、強度-延性バランスに優れるので、車体軽量化と耐衝突特性向上とを両立できる。
本実施形態に係る鋼板では、降伏応力が800MPa以上であり、引張強さが1180MPa以上であり、かつ、TS×ELの値が18000MPa・%以上であることが好ましい。上記の値であれば、高い降伏応力および引張強さを有し、強度-延性バランスに優れるので、車体軽量化と耐衝突特性向上とを両立できる。
(D)めっき層
上述した化学組成および鋼組織を有する本発明に係る高強度鋼板の表面には、耐食性の向上等を目的としてめっき層を形成させて、表面処理鋼板としてもよい。めっき層は、電気めっき層であってもよく、溶融めっき層であってもよい。
上述した化学組成および鋼組織を有する本発明に係る高強度鋼板の表面には、耐食性の向上等を目的としてめっき層を形成させて、表面処理鋼板としてもよい。めっき層は、電気めっき層であってもよく、溶融めっき層であってもよい。
電気めっき層としては、電気亜鉛めっき、電気Zn-Ni合金めっき等が例示される。また、溶融めっき層としては、溶融亜鉛めっき、合金化溶融亜鉛めっき、溶融アルミニウムめっき、溶融Zn-Al合金めっき、溶融Zn-Al-Mg合金めっき、溶融Zn-Al-Mg-Si合金めっき等が例示される。めっき付着量は特に制限されず、従来と同様でよい。また、めっき後に適当な化成処理(例えば、シリケート系のクロムフリー化成処理液の塗布と乾燥)を施して、耐食性をさらに高めることも可能である。
(E)製造条件
本発明の一実施形態に係る高強度鋼板は、例えば以下に示す工程を含む製造方法によって得ることができる。
本発明の一実施形態に係る高強度鋼板は、例えば以下に示す工程を含む製造方法によって得ることができる。
<鋳造工程>
上述した化学組成を有する鋼は、公知の手段により溶製された後に、連続鋳造法により鋼塊とされるか、または、任意の鋳造法により鋼塊とした後に分塊圧延する方法等により鋼片とされる。連続鋳造工程では、介在物に起因する表面欠陥の発生を抑制するために、鋳型内にて電磁攪拌等の外部付加的な流動を溶鋼に生じさせることが好ましい。
上述した化学組成を有する鋼は、公知の手段により溶製された後に、連続鋳造法により鋼塊とされるか、または、任意の鋳造法により鋼塊とした後に分塊圧延する方法等により鋼片とされる。連続鋳造工程では、介在物に起因する表面欠陥の発生を抑制するために、鋳型内にて電磁攪拌等の外部付加的な流動を溶鋼に生じさせることが好ましい。
鋼塊または鋼片は、一旦冷却されたものを再加熱して熱間圧延に供してもよく、連続鋳造後の高温状態にある鋼塊または分塊圧延後の高温状態にある鋼片をそのまま、もしくは保温して、または補助的な加熱を行って熱間圧延に供してもよい。本実施形態では、このような鋼塊および鋼片を、熱間圧延の素材として「スラブ」と総称する。
<熱間圧延工程>
スラブ加熱温度:1350℃以下
熱間圧延に供するスラブの加熱温度は、スケールロスを抑制する観点から1350℃以下とする。加熱温度は、1280℃以下とすることが好ましい。熱間圧延に供するスラブの加熱温度の下限は特に限定する必要はなく、後述するように熱間圧延をAr3点以上で完了することが可能な温度であればよい。
スラブ加熱温度:1350℃以下
熱間圧延に供するスラブの加熱温度は、スケールロスを抑制する観点から1350℃以下とする。加熱温度は、1280℃以下とすることが好ましい。熱間圧延に供するスラブの加熱温度の下限は特に限定する必要はなく、後述するように熱間圧延をAr3点以上で完了することが可能な温度であればよい。
圧延完了温度:Ar3点~1100℃
熱間圧延は、圧延完了後にオーステナイトを変態させることにより熱延鋼板の金属組織を微細化するために、Ar3点以上の温度域で完了させる。圧延完了温度(最終圧延パス完了後の温度)がAr3点未満では、熱間圧延中にフェライト変態が生じ、熱延鋼板において、圧延方向に展伸した粗大な金属組織が形成される。これによって焼鈍後の金属組織で粗大な残留オーステナイトが生成し、延性が劣化し易くなる。このため、熱間圧延の完了温度はAr3点以上とする。スラブを熱間圧延することにより熱延鋼板が得られる。
熱間圧延は、圧延完了後にオーステナイトを変態させることにより熱延鋼板の金属組織を微細化するために、Ar3点以上の温度域で完了させる。圧延完了温度(最終圧延パス完了後の温度)がAr3点未満では、熱間圧延中にフェライト変態が生じ、熱延鋼板において、圧延方向に展伸した粗大な金属組織が形成される。これによって焼鈍後の金属組織で粗大な残留オーステナイトが生成し、延性が劣化し易くなる。このため、熱間圧延の完了温度はAr3点以上とする。スラブを熱間圧延することにより熱延鋼板が得られる。
ここで、本実施形態において、Ar3点は下記(I)式により算出する。
Ar3=622.2+149.4×[C]-24.2×[Si]-13.7×[Mn] ・・・(I)
但し、式中の各[元素記号]は、鋼中に含まれる各元素の含有量(質量%)を表す。
Ar3=622.2+149.4×[C]-24.2×[Si]-13.7×[Mn] ・・・(I)
但し、式中の各[元素記号]は、鋼中に含まれる各元素の含有量(質量%)を表す。
一方、圧延完了温度が1100℃を超えると熱延鋼板の金属組織が粗大となり、焼鈍後に残留オーステナイト中へのMn濃化が不十分となり降伏比が低下してしまう。このため、熱間圧延の完了温度は1100℃以下とする。熱間圧延の完了温度は、1050℃以下とすることが好ましい。
最終圧延パスおよび最終圧延パスの1つ前の圧延パスにおける圧下率:15~60%
最終圧延パスと1つ前の圧延パスにおける圧下率は、それぞれ15~60%とすることが好ましい。最終圧延パスと1つ前の圧延パスにおける圧下率をそれぞれ15%以上とすることにより、主に再結晶オーステナイト粒の微細化が図られ、その後の冷却によって等軸で微細なマルテンサイト組織が得られやすくなる。これによって焼鈍後に微細な残留オーステナイトを得ることが可能となる。
最終圧延パスと1つ前の圧延パスにおける圧下率は、それぞれ15~60%とすることが好ましい。最終圧延パスと1つ前の圧延パスにおける圧下率をそれぞれ15%以上とすることにより、主に再結晶オーステナイト粒の微細化が図られ、その後の冷却によって等軸で微細なマルテンサイト組織が得られやすくなる。これによって焼鈍後に微細な残留オーステナイトを得ることが可能となる。
最終圧延パス及び/または最終圧延パスの1つ前の圧延パスでの圧下率が15%未満では、オーステナイトの再結晶が不十分となり、焼鈍後に延性が劣化する場合がある。最終圧延パスと1つ前の圧延パスにおける圧下率は、それぞれ、20%以上であるのが好ましく、25%以上であるのがより好ましい。一方、鋼板の平坦性や導入した歪みの加工発熱による解放を抑制する観点から、最終圧延パス及び最終圧延パスの1つ前の圧延パスでの圧下率は、それぞれ60%以下とする。最終圧延パスと1つ前の圧延パスにおける圧下率は、それぞれ50%以下であるのが好ましい。
最終圧延パスの1つ前の圧延パスの圧延完了から最終圧延パスの圧延開始までの時間(パス間時間):下記(v)式を満足
0.002/exp(-6080/(T1+273))≦t1≦2.0 ・・・(v)
ここで、各記号の意味は、以下のとおりである。
t1:最終圧延パスの1つ前の圧延完了から、最終圧延パスの圧延開始までのパス間時間(秒)
T1:最終圧延パスの1つ前の圧延パスの圧延完了温度(℃)
0.002/exp(-6080/(T1+273))≦t1≦2.0 ・・・(v)
ここで、各記号の意味は、以下のとおりである。
t1:最終圧延パスの1つ前の圧延完了から、最終圧延パスの圧延開始までのパス間時間(秒)
T1:最終圧延パスの1つ前の圧延パスの圧延完了温度(℃)
上記(v)式を満足することにより、最終圧延パスの1つ前の圧延パスの圧延完了から最終圧延パスの圧延開始までのパス間において、オーステナイトの再結晶が促進されるとともにオーステナイトの粒成長が抑制される。そのため、圧延中の再結晶オーステナイト粒の微細化が図られる。これにより、焼鈍後に引張強さと降伏応力とがともに高く、かつ優れた延性を有するのに好適な鋼組織を得ることが一層容易となる。
熱間圧延が粗圧延と仕上圧延とからなる場合には、仕上圧延を上記温度で完了するために、粗圧延と仕上圧延との間で粗圧延材を加熱してもよい。この際、粗圧延材の後端が先端よりも高温となるように加熱することにより、仕上圧延の開始時における粗圧延材の全長にわたる温度の変動を140℃以下に抑制することが望ましい。これにより、コイル内の製品特性の均一性が向上する。
粗圧延材の加熱方法は公知の手段を用いて行えばよい。例えば、粗圧延機と仕上圧延機との間にソレノイド式誘導加熱装置を設けておき、この誘導加熱装置の上流側における粗圧延材長手方向の温度分布等に基づいて加熱昇温量を制御してもよい。
また、熱間圧延は、多パス圧延としてレバースミルまたはタンデムミルを用いるのが好ましい。特に工業的生産性の観点から、少なくとも最終の数段はタンデムミルを用いた圧延とすることがより好ましい。
<冷却工程>
熱間圧延終了後、1~10秒の空冷を行った後に、10℃/秒以上の平均冷却速度で巻取り温度まで冷却
熱延工程によって得られた熱延鋼板に対し、熱間圧延終了後、1~10秒の空冷を行う。これにより熱間圧延で加工されたオーステナイト粒の再結晶を促進するとともにオーステナイトの粒成長を抑制する。熱間圧延後の空冷時間が1秒未満ではオーステナイトの再結晶が不十分となり、圧延方向に展伸した粗大な金属組織が形成される。これにより、二次焼鈍後に粗大な残留オーステナイトが形成して鋼板の加工性が劣化する。一方、10秒を超えて空冷した場合、熱延鋼板の金属組織が粗大となり、焼鈍後に残留オーステナイト中へのMn濃化が不十分となり降伏比が低下する。
熱間圧延終了後、1~10秒の空冷を行った後に、10℃/秒以上の平均冷却速度で巻取り温度まで冷却
熱延工程によって得られた熱延鋼板に対し、熱間圧延終了後、1~10秒の空冷を行う。これにより熱間圧延で加工されたオーステナイト粒の再結晶を促進するとともにオーステナイトの粒成長を抑制する。熱間圧延後の空冷時間が1秒未満ではオーステナイトの再結晶が不十分となり、圧延方向に展伸した粗大な金属組織が形成される。これにより、二次焼鈍後に粗大な残留オーステナイトが形成して鋼板の加工性が劣化する。一方、10秒を超えて空冷した場合、熱延鋼板の金属組織が粗大となり、焼鈍後に残留オーステナイト中へのMn濃化が不十分となり降伏比が低下する。
また、前記空冷後の巻取り温度までの平均冷却速度が10℃/秒未満の場合、パーライトが生成し易く、巻取り中にフェライトとパーライトとの間でMn分配が進行し、高強度かつ延性に好適な組織を得るのが困難となる。平均冷却速度の上限は特に規定しないが、冷却速度が過度に大きいと板形状の制御が困難となる場合があるので300℃/秒以下とすることが好ましい。
<巻取り工程>
巻取り温度:550℃以下
後述するように、熱間圧延後に行う焼鈍(一次焼鈍)によって、フェライト、オーステナイトおよびセメンタイトの間でMnの分配が促進される。そして、その後に行う焼鈍(二次焼鈍)によって、Cにより固溶強化されたマルテンサイトを主体とし、Mn濃化により安定化された残留オーステナイトを含有する鋼組織に制御することが可能となる。
巻取り温度:550℃以下
後述するように、熱間圧延後に行う焼鈍(一次焼鈍)によって、フェライト、オーステナイトおよびセメンタイトの間でMnの分配が促進される。そして、その後に行う焼鈍(二次焼鈍)によって、Cにより固溶強化されたマルテンサイトを主体とし、Mn濃化により安定化された残留オーステナイトを含有する鋼組織に制御することが可能となる。
その効果を得るには、熱間圧延後の巻取り温度は550℃以下とする。巻取り温度が550℃を超えるとパーライトが生成し易く、巻取り中にフェライトとパーライトとの間でMn分配が進行し、高強度かつ延性に好適な組織を得るのが困難となる。巻取り温度は、400℃未満とするのが好ましく、300℃未満とするのがより好ましい。
<一次焼鈍工程>
上述した熱間圧延工程、冷却工程、巻取り工程を経た熱延鋼板に対して、フェライトとオーステナイトもしくはフェライトとセメンタイトとの二相域またはフェライトとオーステナイトとセメンタイトとの三相域の温度で焼鈍を行う。この焼鈍を「一次焼鈍」と呼ぶ。一次焼鈍に先立って酸洗等により熱延鋼板の脱スケールを行ってもよい。一次焼鈍によってフェライト、オーステナイトおよびセメンタイトとの間でMnの分配を促進することで、その後に行う二次焼鈍によって高強度かつ延性に好適な金属組織を得ることが容易となる。この一次焼鈍条件は以下の範囲を満足する条件で行う。
上述した熱間圧延工程、冷却工程、巻取り工程を経た熱延鋼板に対して、フェライトとオーステナイトもしくはフェライトとセメンタイトとの二相域またはフェライトとオーステナイトとセメンタイトとの三相域の温度で焼鈍を行う。この焼鈍を「一次焼鈍」と呼ぶ。一次焼鈍に先立って酸洗等により熱延鋼板の脱スケールを行ってもよい。一次焼鈍によってフェライト、オーステナイトおよびセメンタイトとの間でMnの分配を促進することで、その後に行う二次焼鈍によって高強度かつ延性に好適な金属組織を得ることが容易となる。この一次焼鈍条件は以下の範囲を満足する条件で行う。
焼鈍温度:(Ac1点-80℃)~(Ac3点-55℃)
焼鈍温度(一次焼鈍温度)は、(Ac1点-80℃)~(Ac3点-55℃)とする。この範囲の温度で焼鈍することにより、オーステナイト中もしくはセメンタイト中またはその両方へ効果的にMnが濃化し、その後に行う二次焼鈍によって、残留オーステナイトの面積率および平均粒径、ならびに残留オーステナイト中のMn濃度を所望の範囲に制御することが可能となる。
焼鈍温度(一次焼鈍温度)は、(Ac1点-80℃)~(Ac3点-55℃)とする。この範囲の温度で焼鈍することにより、オーステナイト中もしくはセメンタイト中またはその両方へ効果的にMnが濃化し、その後に行う二次焼鈍によって、残留オーステナイトの面積率および平均粒径、ならびに残留オーステナイト中のMn濃度を所望の範囲に制御することが可能となる。
一次焼鈍温度が(Ac1点-80℃)未満では、二次焼鈍後に所望の残留オーステナイト量を確保することが困難となり、延性が劣化するおそれがある。一方、一次焼鈍温度が(Ac3点-55℃)を超えると、二次焼鈍後に粗大でMn濃度の低い残留オーステナイトが生成し易く、所望の降伏応力および延性を得ることが困難となる。また、一次焼鈍温度がさらに高温となり、Ac3以上になると、粗大な残留オーステナイトは生成しないが、残留オーステナイトへのMn濃化が困難になる。
ここで、本発明において、Ac1点およびAc3点は、それぞれ下記(II)式および(III)式により算出するものとする。
Ac1=631.3+235.4×[C]+10.5×[Si]-9.4×[Mn] ・・・(II)
Ac3=781.7+3.7×[C]0.5-7.2×[Si]-9.7×[Mn] ・・・(III)
但し、式中の各[元素記号]は、鋼中に含まれる各元素の含有量(質量%)を表す。
Ac1=631.3+235.4×[C]+10.5×[Si]-9.4×[Mn] ・・・(II)
Ac3=781.7+3.7×[C]0.5-7.2×[Si]-9.7×[Mn] ・・・(III)
但し、式中の各[元素記号]は、鋼中に含まれる各元素の含有量(質量%)を表す。
一次焼鈍の焼鈍温度での保持時間:下記(vi)式を満足する
一次焼鈍の保持時間は、上述の一次焼鈍温度との関係において、下記(vi)式を満足することが好ましい。
2.3×10-8×exp{23500/(T2+273)}≦t2≦4.0×105 ・・・(vi)
但し、上記(vi)式中の各記号の意味は以下のとおりである。
t2:一次焼鈍温度での保持時間(秒)
T2:一次焼鈍温度(℃)
一次焼鈍の保持時間は、上述の一次焼鈍温度との関係において、下記(vi)式を満足することが好ましい。
2.3×10-8×exp{23500/(T2+273)}≦t2≦4.0×105 ・・・(vi)
但し、上記(vi)式中の各記号の意味は以下のとおりである。
t2:一次焼鈍温度での保持時間(秒)
T2:一次焼鈍温度(℃)
Mnの拡散速度は非常に遅いので、上述した一次焼鈍温度で所定時間保持することによって、フェライトからオーステナイトまたはセメンタイトへのMn分配を促進する。この焼鈍鋼板に対して後述のように二次焼鈍することにより、残留オーステナイト中のMn濃度を所望の範囲に制御することが可能となる。保持時間が(vi)式の左辺[2.3×10-8×exp{23500/(T2+273)}]で算出される値未満の場合、Mnの分配が不十分となり、残留オーステナイト中のMn濃度が低くなり、降伏強度が低下し、延性が劣化し易くなる。一方、長時間保持するとMn濃度の比は平衡状態に近づくので、4.0×105秒を超える焼鈍を行っても効果は飽和し、熱処理コストが嵩むばかりである。
<冷間圧延工程>
冷圧率:30%以上80%未満
前記の一次焼鈍工程後の焼鈍鋼板に対して、常法に従い冷間圧延を施して冷延鋼板としてもよい。また、冷間圧延の前に酸洗等により焼鈍鋼板に脱スケールを行ってもよい。冷間圧延を行なう場合、二次焼鈍時の再結晶を促進して焼鈍後の金属組織を均一化し、延性を向上させるために、冷圧率(冷間圧延における総圧下率(累積圧下率))を30%以上とすることが好ましい。冷圧率は40%以上とすることがより好ましい。これにより二次焼鈍後の金属組織がさらに細粒化するとともに集合組織が改善され、延性が向上する。この観点からは、冷圧率は50%を超える値とすることがさらに好ましく、60%を超える値とすることが特に好ましい。一方、冷圧率が高すぎると、圧延荷重が増大して圧延が困難となる。そのため、冷圧率は80%未満とすることが好ましく、70%未満とすることがより好ましい。
なお、二次焼鈍後に冷間圧延を行なうと、Cで固溶強化されたマルテンサイトを含む鋼板に冷間圧延を行なうことになる。この場合、降伏点が現れやすくなる。降伏点が現れると、不均一変形が生じやすくなり、プレス成形後の表面凹凸が生じやすくなることがあるので、好ましくない。
冷圧率:30%以上80%未満
前記の一次焼鈍工程後の焼鈍鋼板に対して、常法に従い冷間圧延を施して冷延鋼板としてもよい。また、冷間圧延の前に酸洗等により焼鈍鋼板に脱スケールを行ってもよい。冷間圧延を行なう場合、二次焼鈍時の再結晶を促進して焼鈍後の金属組織を均一化し、延性を向上させるために、冷圧率(冷間圧延における総圧下率(累積圧下率))を30%以上とすることが好ましい。冷圧率は40%以上とすることがより好ましい。これにより二次焼鈍後の金属組織がさらに細粒化するとともに集合組織が改善され、延性が向上する。この観点からは、冷圧率は50%を超える値とすることがさらに好ましく、60%を超える値とすることが特に好ましい。一方、冷圧率が高すぎると、圧延荷重が増大して圧延が困難となる。そのため、冷圧率は80%未満とすることが好ましく、70%未満とすることがより好ましい。
なお、二次焼鈍後に冷間圧延を行なうと、Cで固溶強化されたマルテンサイトを含む鋼板に冷間圧延を行なうことになる。この場合、降伏点が現れやすくなる。降伏点が現れると、不均一変形が生じやすくなり、プレス成形後の表面凹凸が生じやすくなることがあるので、好ましくない。
<二次焼鈍工程>
上述した一次焼鈍工程後の熱延鋼板(焼鈍鋼板)または冷間圧延工程で得られた冷延鋼板をさらに焼鈍する。この焼鈍を「二次焼鈍」と呼ぶ。二次焼鈍を行うことによって、Cにより固溶強化されたマルテンサイトを主体とし、Mn濃化した残留オーステナイトを含有する金属組織を得ることが容易となる。この二次焼鈍条件は、以下の範囲を満足することが好ましい。
上述した一次焼鈍工程後の熱延鋼板(焼鈍鋼板)または冷間圧延工程で得られた冷延鋼板をさらに焼鈍する。この焼鈍を「二次焼鈍」と呼ぶ。二次焼鈍を行うことによって、Cにより固溶強化されたマルテンサイトを主体とし、Mn濃化した残留オーステナイトを含有する金属組織を得ることが容易となる。この二次焼鈍条件は、以下の範囲を満足することが好ましい。
焼鈍温度:(Ac3点+30℃)以上、(Ac3点+200℃)未満
焼鈍温度(二次焼鈍温度)は、(Ac3点+30℃)以上とする。これは、所望の体積率の残留オーステナイトを生成させるため、さらに、図1に示すように、一次焼鈍によって生成したセメンタイトおよび/または残留オーステナイト中に存在しているCを鋼組織全体(特にMn濃度の低いオーステナイト領域)に拡散させることで、主相がCにより固溶強化されたマルテンサイトであって、第二相に残留オーステナイトを含む金属組織を得るためである。しかしながら、二次焼鈍温度が高くなりすぎると、加熱中のオーステナイトが過度に粗大化することで冷却後の金属組織が粗大化するとともに、一次焼鈍で促進したMn分配が拡散により低下し、延性が劣化し易くなる。このため、二次焼鈍温度は、(Ac3点+200℃)未満とすることが好ましい。二次焼鈍温度は、(Ac3点+150℃)未満とすることがより好ましい。
焼鈍温度(二次焼鈍温度)は、(Ac3点+30℃)以上とする。これは、所望の体積率の残留オーステナイトを生成させるため、さらに、図1に示すように、一次焼鈍によって生成したセメンタイトおよび/または残留オーステナイト中に存在しているCを鋼組織全体(特にMn濃度の低いオーステナイト領域)に拡散させることで、主相がCにより固溶強化されたマルテンサイトであって、第二相に残留オーステナイトを含む金属組織を得るためである。しかしながら、二次焼鈍温度が高くなりすぎると、加熱中のオーステナイトが過度に粗大化することで冷却後の金属組織が粗大化するとともに、一次焼鈍で促進したMn分配が拡散により低下し、延性が劣化し易くなる。このため、二次焼鈍温度は、(Ac3点+200℃)未満とすることが好ましい。二次焼鈍温度は、(Ac3点+150℃)未満とすることがより好ましい。
二次焼鈍の焼鈍温度での保持時間:150秒未満
二次焼鈍温度での保持時間が長くなりすぎると、一次焼鈍で分配したMnの拡散が生じて、降伏応力が低下するとともに、延性が劣化し易くなる。このため、保持時間は、150秒間未満とする、120秒間未満とすることが好ましい。一次焼鈍で分配したMnの拡散を抑制する観点から、二次焼鈍温度での保持時間の下限は特に限定する必要はなく、0秒超であればよい。
二次焼鈍温度での保持時間が長くなりすぎると、一次焼鈍で分配したMnの拡散が生じて、降伏応力が低下するとともに、延性が劣化し易くなる。このため、保持時間は、150秒間未満とする、120秒間未満とすることが好ましい。一次焼鈍で分配したMnの拡散を抑制する観点から、二次焼鈍温度での保持時間の下限は特に限定する必要はなく、0秒超であればよい。
二次焼鈍における加熱過程では、一次焼鈍で分配したMnの拡散を抑制するため、平均加熱速度を5℃/秒以上とすることが好ましく、20℃/秒以上とすることがより好ましく、100℃/秒以上とすることがさらに好ましい。
マルテンサイトを主相とする金属組織を得るために、二次焼鈍温度で均熱した後の冷却過程では、Ac3点~500℃の温度範囲での平均冷却速度を15℃/秒以上として500℃以下の温度まで冷却する。Ac3点~500℃の温度範囲での平均冷却速度が15℃/秒未満の場合、フェライトが生成しやすく所望の引張強さを得ることが困難となる上、セメンタイトの析出によって、マルテンサイト中の平均C濃度[C]Mが低下し、[C]M/[C]が0.6未満になる。冷却速度が速いほどマルテンサイトの面積率が高まるので、上記の平均冷却速度は30℃/秒を超える速度とするのが好ましく、50℃/秒を超える速度とするのがより好ましい。
一方、Ac3点~500℃の冷却速度が速すぎると、鋼板の形状が損なわれるので、Ac3点~500℃の温度範囲における平均冷却速度は、200℃/秒以下とすることが好ましく、150℃/秒未満とすることがより好ましく、130℃/秒未満とすることがさらに好ましい。また、冷却停止温度が500℃を超えるとセメンタイトが生成して、所望の引張強さおよび延性を確保することが困難となる上、マルテンサイト中の平均C濃度[C]Mが低下し、[C]M/[C]が0.6未満になる。そのため、冷却停止温度は500℃以下とする。
<めっき工程>
電気めっき鋼板を製造する場合には、上述した方法で製造された焼鈍鋼板に、必要に応じて表面の清浄化および調整のための周知の前処理を施した後、常法に従って電気めっきを行えばよく、めっき被膜の化学組成および付着量は限定されない。電気めっきの種類として、電気亜鉛めっき、電気Zn-Ni合金めっき等が例示される。
電気めっき鋼板を製造する場合には、上述した方法で製造された焼鈍鋼板に、必要に応じて表面の清浄化および調整のための周知の前処理を施した後、常法に従って電気めっきを行えばよく、めっき被膜の化学組成および付着量は限定されない。電気めっきの種類として、電気亜鉛めっき、電気Zn-Ni合金めっき等が例示される。
溶融めっき鋼板を製造する場合には、上述した二次焼鈍の冷却過程において、450℃以下まで冷却した後、必要に応じて鋼板を加熱して、めっき浴に浸漬し溶融めっきを施す。また、溶融めっき後に再加熱して合金化処理を行ってもよい。めっき被膜の化学組成および付着量は限定されない。溶融めっきの種類としては、溶融亜鉛めっき、合金化溶融亜鉛めっき、溶融アルミニウムめっき、溶融Zn-Al合金めっき、溶融Zn-Al-Mg合金めっき、溶融Zn-Al-Mg-Si合金めっき等が例示される。
めっき鋼板は、その耐食性をさらに高めるために、めっき後に適当な化成処理を施してもよい。化成処理は、従来のクロメート処理に代わって、ノンクロム型の化成処理液(例えば、シリケー卜系、リン酸塩系等)を用いて実施することが好ましい。
このようにして得られた焼鈍鋼板およびめっき鋼板には、常法にしたがって調質圧延を行ってもよい。しかし、調質圧延の伸び率が高いと延性の劣化を招くので、調質圧延の伸び率は1.0%以下とすることが好ましく、0.5%以下とすることがより好ましい。
以下、実施例によって本発明をより具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
表1に示す化学組成を有する180kgの鋼塊を高周波真空溶解炉にて溶製し、熱間鍛造により30mm厚さの鋼片にした。この鋼片を試験用小型タンデムミルにて表2-1に示す条件で熱間圧延を行い、板厚2~4mmの熱延鋼板を得た。この熱延鋼板を表2-2に示す種々の一次焼鈍温度で所定時間熱処理した後、室温まで冷却した。
続いて、連続焼鈍シミュレーターを用いて、得られた一次焼鈍鋼板を表2-2に示す種々の二次焼鈍温度まで加熱し、所定時間保持した。その後、表2-2に示す種々の条件で冷却して焼鈍鋼板を得た。
上記の一次焼鈍鋼板のいくつかについては、酸洗および冷間圧延を施した後に焼鈍を行った。


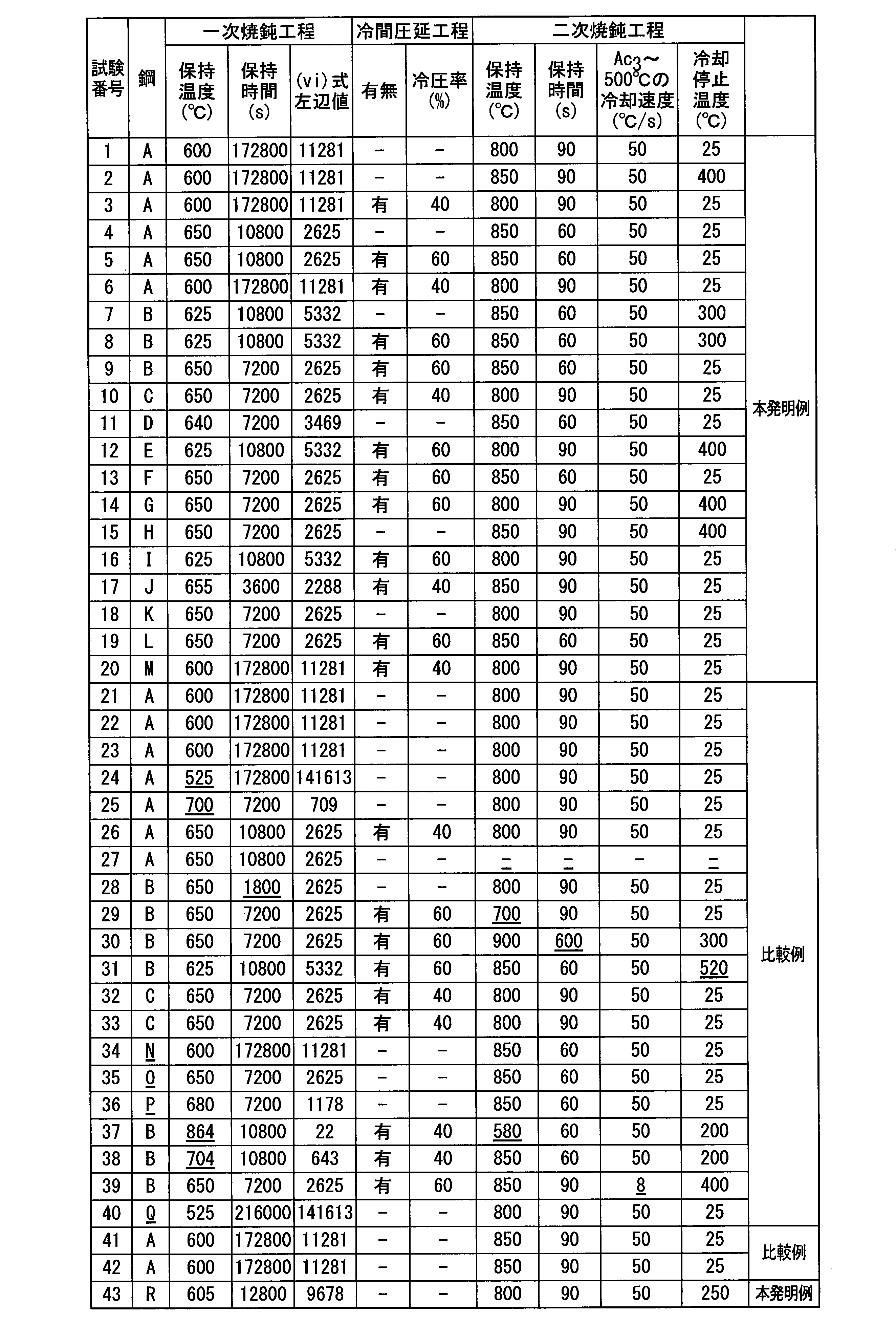
得られた鋼板について、鋼板の圧延方向に垂直な断面を鏡面研磨後、レペラ腐食した試料を用い、鋼板表面から板厚の1/4深さ位置の板幅方向200μm×圧延面法線方向50μmの領域を光学顕微鏡で撮影し、市販の画像処理ソフトウェア「Image-Pro」を用いた二値化処理により残留オーステナイトとマルテンサイトとの合計面積率を算出した。二値化処理では、輝度のヒストグラムを作成し、暗部側に現れるピークの輝度を下限値、255を上限値とし、この範囲にある輝度の領域を残留オーステナイトとマルテンサイトとし、それ以外の領域と分離した。
続いて、残留オーステナイトの面積率の測定を行った。まず、面削加工および化学研磨で鋼板表面から板厚の1/4深さまで減厚し、測定用の試料を作製した。続いて、上記の試料に対して、Co線源を用いたX線回折測定(リガク社製RINT2500HL)を行い、フェライトの(110)面、(200)面、および(211)面、ならびに残留オーステナイトの(111)面、(200)面、および(220)面の積分強度を求めた。そして、強度平均法により残留オーステナイトの体積率を求め、その値を残留オーステナイトの面積率とした。
上記で求めた残留オーステナイトとマルテンサイトとの合計面積率から、X線回折測定で求めた残留オーステナイト面積率を差し引いた値をマルテンサイト面積率とした。そして、上記で求めたマルテンサイト、および残留オーステナイトの面積率の合計を、100%から差し引いた値を残部組織の面積率とした。
また、鏡面研磨後に電解研磨で調製した試料を用いて、鋼板表面から板厚の1/4深さ位置に対してEBSP法による結晶方位の測定および解析を行なってオーステナイトの存在を確認した。その後、オーステナイトの存在が確認された位置からTEM観察用の薄片を採取し、ツインジェット電解法で開孔した近傍をTEMで観察した。その際、TEMの観察倍率を50000倍とし、オーステナイトの電子回折図形より結像した暗視野像より、10粒のオーステナイト粒径を測定し、それらの平均値を残留オーステナイトの平均粒径とした。これらの測定により、残留オーステナイトの平均粒径を求めた。
そして、上記X線回折測定に用いた試料、すなわち鋼板表面から板厚の1/4深さまで面削加工した試料の50μm×50μmの領域について、0.1μmの間隔でFE-EPMAにてMn濃度のマッピング分析を行った。次に、同一領域の金属組織中の残留オーステナイトをEBSP解析から同定した。そして、同定された残留オーステナイトについて、1つの粒内の任意の10点でのMn濃度の測定値の平均を当該1つの粒におけるMn濃度とし、10の粒でそれぞれ測定されたMn濃度の平均値を算出し、その値を残留オーステナイトの平均Mn濃度とした。
さらに、上述の方法で同定されたマルテンサイトのビッカース硬さを、1kgfの試験力で10点測定し、その平均値を求め、前述の(iii)式および(iv)式に基づいて、マルテンサイト中の平均C濃度を算出した。
機械特性として、引張特性を評価した。引張特性は、JIS Z 2241:2011に準拠して引張試験を行ない、降伏応力(YS)と引張強さ(TS)および全伸び(El)を測定した。具体的には、鋼板の板厚中央部から、JIS Z 2241:2011に記載される5号試験片を採取し、引張試験に供した。この時、鋼板の圧延方向が引張試験片の長手方向になるようにした。
得られた鋼板の金属組織および機械特性を表3-1、表3-2にまとめて示す。本発明においては、降伏応力が800MPa以上であり、引張強さが1180MPa以上であり、かつ、TS×ELの値が18000MPa・%以上の鋼板を、高い降伏応力および引張強さを有するとともに、強度-延性バランスに優れると判定した。
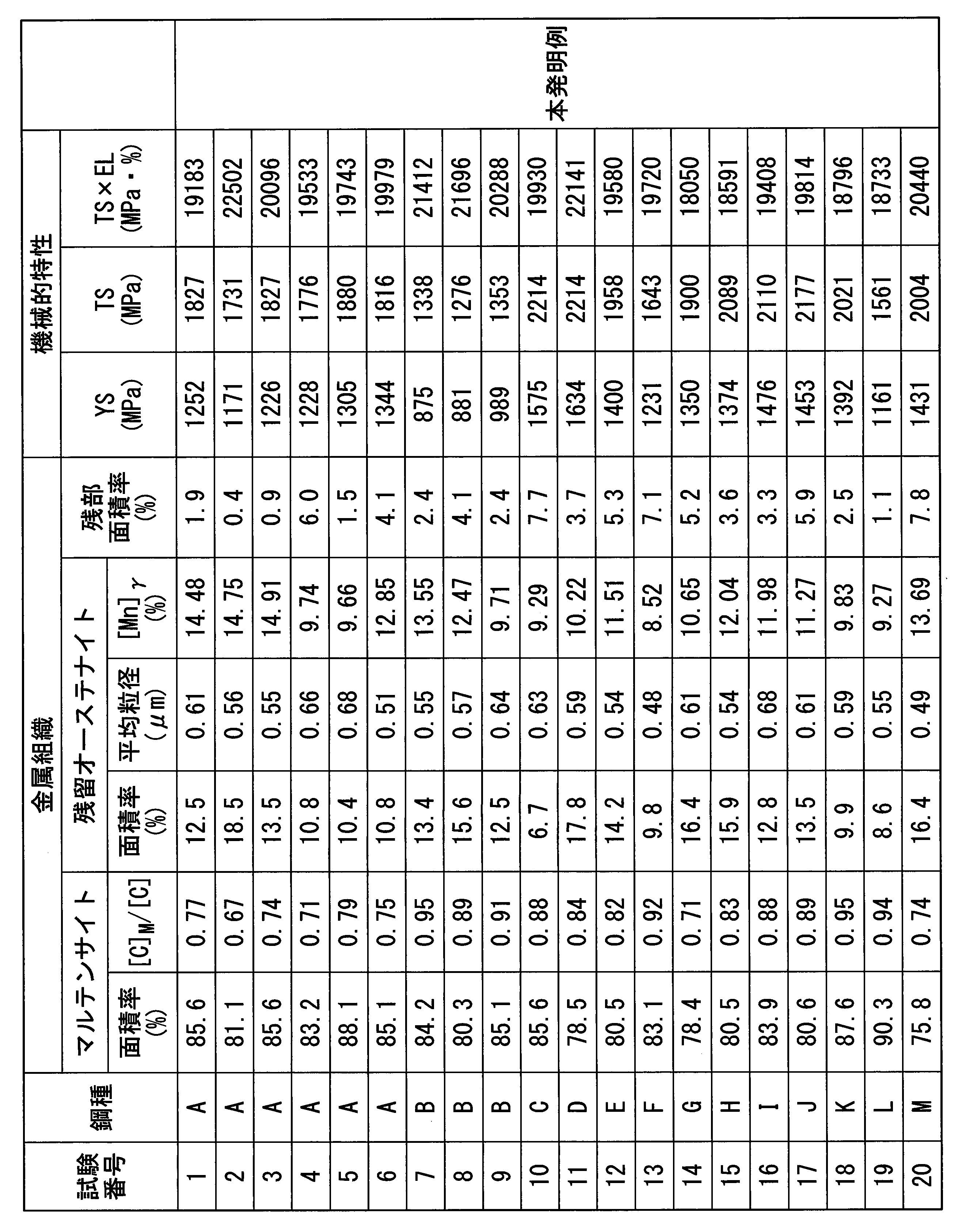
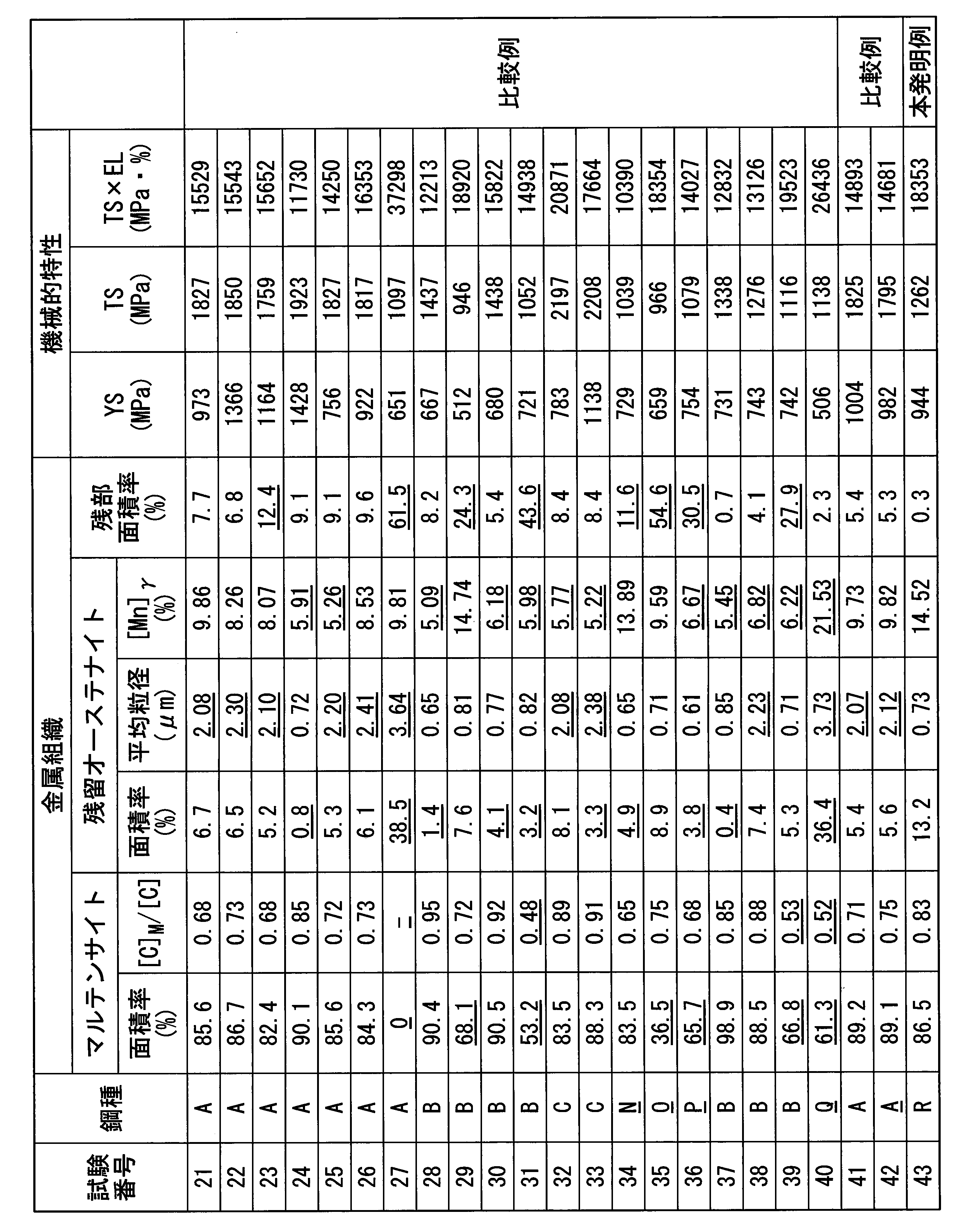
表1~表3-2を参照して、本発明例である試験番号1~20、43では、高い降伏応力および引張強さを有するとともに、優れた強度-延性バランスを有している。一方、本発明の規定を満足しない比較例である試験番号21~42では、YS、TS、TS×Elの少なくともいずれかの特性が劣る結果となった。
本発明によれば、高い引張強さと高い降伏応力を有するとともに優れた延性を有する鋼板を得ることができる。したがって、本発明に係る高強度鋼板は、自動車部材、機械構造部材、建築部材等の素材として用いるのに好適である。
Claims (8)
- 化学組成が、質量%で、
C:0.08~0.45%、
Si:0.05~3.0%、
Mn:3.5~10.0%、
P:0.10%以下、
S:0.030%以下、
sol.Al:0.01~2.0%、
N:0.010%以下、
Ti:0~0.20%、
Nb:0~0.10%、
V:0~0.50%、
Cr:0%以上1.0%未満、
Mo:0~0.50%、
Ni:0~1.0%、
B:0~0.0050%、
Ca:0~0.020%、
Mg:0~0.020%、
REM:0~0.020%、
Cu:0~1.0%、
Bi:0~0.020%、
残部:Feおよび不純物であり、
金属組織が、面積%で、
マルテンサイト:70.0~95.0%、
残留オーステナイト:5.0~30.0%、
残部:0~10.0%であり、かつ、
残留オーステナイトの平均粒径:0.2~2.0μmであり、
前記残留オーステナイト中の平均Mn濃度が下記(i)式を満足し、前記C含有量と前記マルテンサイト中の平均C濃度とが(ii)式を満足する、
高強度鋼板。
7.0≦[Mn]γ≦20.0 ・・・(i)
0.6≦[C]M/[C] ・・・(ii)
但し、上記式中の記号の意味は以下のとおりである。
[Mn]γ:前記残留オーステナイト中の前記平均Mn濃度(質量%)
[C]:鋼板中の前記C含有量(質量%)
[C]M:前記マルテンサイト中の前記平均C濃度(質量%) - 前記化学組成が、質量%で、
Ti:0.005~0.20%、
Nb:0.002~0.10%、および
V:0.005~0.50%、
から選択される1種以上を含有する、
請求項1に記載の高強度鋼板。 - 前記化学組成が、質量%で、
Cr:0.05%以上、1.0%未満、
Mo:0.02~0.50%、
Ni:0.05~1.0%、および
B:0.0002~0.0050%、
から選択される1種以上を含有する、
請求項1または請求項2に記載の高強度鋼板。 - 前記化学組成が、質量%で、
Ca:0.0005~0.020%、
Mg:0.0005~0.020%、および
REM:0.0005~0.020%、
から選択される1種以上を含有する、
請求項1から請求項3までのいずれか一項に記載の高強度鋼板。 - 前記化学組成が、質量%で、
Cu:0.05~1.0%
を含有する、
請求項1から請求項4までのいずれか一項に記載の高強度鋼板。 - 前記化学組成が、質量%で、
Bi:0.0005~0.020%
を含有する、
請求項1から請求項5までのいずれか一項に記載の高強度鋼板。 - 請求項1から請求項6までのいずれか一項に記載の化学組成を有するスラブに対して、熱間圧延工程、冷却工程、巻取り工程、一次焼鈍工程、任意の冷間圧延工程、および二次焼鈍工程を順に行う高強度鋼板の製造方法であって、
前記熱間圧延工程では、
最終圧延パスおよび前記最終圧延パスの1つ前の圧延パスにおける圧下率をそれぞれ15~60%とし、
前記最終圧延パスの1つ前の前記圧延パスの圧延完了から前記最終圧延パスの圧延開始までのパス間時間を、下記(v)式を満足させ、
前記最終圧延パスの圧延完了温度をAr3点~1100℃の温度域とし、
前記冷却工程では、前記熱間圧延工程後の熱延鋼板に対し、1~10秒の空冷を行った後に、10℃/秒以上の平均冷却速度で冷却し、
前記巻取り工程では、
550℃以下の温度域で巻取り、
前記一次焼鈍工程では、
前記熱延鋼板を、焼鈍温度が(Ac1点-80℃)~(Ac3点-55℃)の温度域、かつ、保持時間が下記(vi)式を満足するように保持し、
前記二次焼鈍工程では、
前記熱延鋼板を、焼鈍温度が、(Ac3点+30℃)以上、(Ac3点+200℃)未満の温度域、かつ、保持時間が150秒未満となるように保持した後、Ac3点~500℃の温度範囲での平均冷却速度が15℃/秒以上となるように500℃以下の温度まで冷却する、
高強度鋼板の製造方法。
0.002/exp(-6080/(T1+273))≦t1≦2.0 ・・・(v)
2.3×10-8×exp{23500/(T2+273)}≦t2≦4.0×105 ・・・(vi)
但し、上記式中の各記号の意味は以下のとおりである。
t1:前記最終圧延パスの1つ前の圧延完了から前記最終圧延パスの圧延開始までのパス間時間(秒)
T1:前記最終圧延パスの1つ前の圧延パスの圧延完了温度(℃)
t2:前記一次焼鈍の前記焼鈍温度での前記保持時間(秒)
T2:前記一次焼鈍の前記焼鈍温度(℃) - 前記冷間圧延工程において、総圧下率を30%以上80%未満とする、
請求項7に記載の高強度鋼板の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980033936.5A CN112154222B (zh) | 2018-06-29 | 2019-06-28 | 高强度钢板及其制造方法 |
| JP2019556994A JP6690793B1 (ja) | 2018-06-29 | 2019-06-28 | 高強度鋼板およびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018124974 | 2018-06-29 | ||
| JP2018-124974 | 2018-06-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020004661A1 true WO2020004661A1 (ja) | 2020-01-02 |
Family
ID=68987269
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/025975 WO2020004661A1 (ja) | 2018-06-29 | 2019-06-28 | 高強度鋼板およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6690793B1 (ja) |
| CN (1) | CN112154222B (ja) |
| TW (1) | TW202010852A (ja) |
| WO (1) | WO2020004661A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022054221A1 (ja) * | 2020-09-11 | 2022-03-17 | 日本製鉄株式会社 | 鋼板およびその製造方法 |
| CN115362280A (zh) * | 2020-04-03 | 2022-11-18 | 日本制铁株式会社 | 钢板及其制造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112813348A (zh) * | 2020-12-30 | 2021-05-18 | 钢铁研究总院 | 一种空冷马氏体和残余奥氏体复相中锰钢轨钢及制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016194158A (ja) * | 2015-04-01 | 2016-11-17 | 新日鐵住金株式会社 | 熱延鋼板及びその製造方法 |
| JP2017524824A (ja) * | 2014-07-03 | 2017-08-31 | アルセロールミタル | 高強度鋼板を製造する方法およびこの方法により得られる鋼板 |
| WO2017168962A1 (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 薄鋼板およびめっき鋼板、並びに、熱延鋼板の製造方法、冷延フルハード鋼板の製造方法、薄鋼板の製造方法およびめっき鋼板の製造方法 |
| WO2017208759A1 (ja) * | 2016-05-30 | 2017-12-07 | 株式会社神戸製鋼所 | 高強度鋼板およびその製造方法 |
| WO2017222189A1 (ko) * | 2016-06-21 | 2017-12-28 | 주식회사 포스코 | 항복강도가 우수한 초고강도 고연성 강판 및 그 제조방법 |
| WO2018054787A1 (en) * | 2016-09-22 | 2018-03-29 | Arcelormittal | High strength and high formability cold-rolled and heat-treated steel sheet and manufacturing method |
| WO2018073919A1 (ja) * | 2016-10-19 | 2018-04-26 | 新日鐵住金株式会社 | めっき鋼板、溶融亜鉛めっき鋼板の製造方法及び合金化溶融亜鉛めっき鋼板の製造方法 |
| WO2018105003A1 (ja) * | 2016-12-05 | 2018-06-14 | 新日鐵住金株式会社 | 高強度鋼板 |
| JP2018095896A (ja) * | 2016-12-08 | 2018-06-21 | 株式会社神戸製鋼所 | 高強度鋼板およびその製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI507538B (zh) * | 2011-09-30 | 2015-11-11 | Nippon Steel & Sumitomo Metal Corp | With excellent burn the attachment strength of the hardenable galvannealed steel sheet, a high strength galvannealed steel sheet and manufacturing method, etc. |
| WO2016016683A1 (en) * | 2014-07-30 | 2016-02-04 | Arcelormittal | A method for producing a high strength steel piece |
| MX2017009203A (es) * | 2015-01-15 | 2017-11-17 | Jfe Steel Corp | Lamina de acero galvanizada de alta resistencia y metodo para producir la misma. |
| JP6554397B2 (ja) * | 2015-03-31 | 2019-07-31 | 株式会社神戸製鋼所 | 加工性および衝突特性に優れた引張強度が980MPa以上の高強度冷延鋼板、およびその製造方法 |
| JP6222198B2 (ja) * | 2015-10-19 | 2017-11-01 | Jfeスチール株式会社 | ホットプレス部材およびその製造方法 |
| WO2017168961A1 (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 薄鋼板およびめっき鋼板、並びに、熱延鋼板の製造方法、冷延フルハード鋼板の製造方法、薄鋼板の製造方法およびめっき鋼板の製造方法 |
| CN106244918B (zh) * | 2016-07-27 | 2018-04-27 | 宝山钢铁股份有限公司 | 一种1500MPa级高强塑积汽车用钢及其制造方法 |
| US20190211427A1 (en) * | 2016-09-21 | 2019-07-11 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet |
-
2019
- 2019-06-28 WO PCT/JP2019/025975 patent/WO2020004661A1/ja active Application Filing
- 2019-06-28 JP JP2019556994A patent/JP6690793B1/ja active Active
- 2019-06-28 CN CN201980033936.5A patent/CN112154222B/zh active Active
- 2019-06-28 TW TW108122963A patent/TW202010852A/zh unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017524824A (ja) * | 2014-07-03 | 2017-08-31 | アルセロールミタル | 高強度鋼板を製造する方法およびこの方法により得られる鋼板 |
| JP2016194158A (ja) * | 2015-04-01 | 2016-11-17 | 新日鐵住金株式会社 | 熱延鋼板及びその製造方法 |
| WO2017168962A1 (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 薄鋼板およびめっき鋼板、並びに、熱延鋼板の製造方法、冷延フルハード鋼板の製造方法、薄鋼板の製造方法およびめっき鋼板の製造方法 |
| WO2017208759A1 (ja) * | 2016-05-30 | 2017-12-07 | 株式会社神戸製鋼所 | 高強度鋼板およびその製造方法 |
| WO2017222189A1 (ko) * | 2016-06-21 | 2017-12-28 | 주식회사 포스코 | 항복강도가 우수한 초고강도 고연성 강판 및 그 제조방법 |
| WO2018054787A1 (en) * | 2016-09-22 | 2018-03-29 | Arcelormittal | High strength and high formability cold-rolled and heat-treated steel sheet and manufacturing method |
| WO2018073919A1 (ja) * | 2016-10-19 | 2018-04-26 | 新日鐵住金株式会社 | めっき鋼板、溶融亜鉛めっき鋼板の製造方法及び合金化溶融亜鉛めっき鋼板の製造方法 |
| WO2018105003A1 (ja) * | 2016-12-05 | 2018-06-14 | 新日鐵住金株式会社 | 高強度鋼板 |
| JP2018095896A (ja) * | 2016-12-08 | 2018-06-21 | 株式会社神戸製鋼所 | 高強度鋼板およびその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115362280A (zh) * | 2020-04-03 | 2022-11-18 | 日本制铁株式会社 | 钢板及其制造方法 |
| CN115362280B (zh) * | 2020-04-03 | 2023-10-17 | 日本制铁株式会社 | 钢板及其制造方法 |
| WO2022054221A1 (ja) * | 2020-09-11 | 2022-03-17 | 日本製鉄株式会社 | 鋼板およびその製造方法 |
| JP7417169B2 (ja) | 2020-09-11 | 2024-01-18 | 日本製鉄株式会社 | 鋼板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202010852A (zh) | 2020-03-16 |
| JPWO2020004661A1 (ja) | 2020-07-16 |
| CN112154222B (zh) | 2022-04-01 |
| CN112154222A (zh) | 2020-12-29 |
| JP6690793B1 (ja) | 2020-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3128027B1 (en) | High-strength cold rolled steel sheet having high yield ratio, and production method therefor | |
| JP4635525B2 (ja) | 深絞り性に優れた高強度鋼板およびその製造方法 | |
| JP6597374B2 (ja) | 高強度鋼板 | |
| JP6696209B2 (ja) | 高強度鋼板の製造方法 | |
| JP6601253B2 (ja) | 高強度鋼板 | |
| US11035019B2 (en) | High-strength steel sheet and production method therefor | |
| US11453926B2 (en) | Steel sheet, plated steel sheet, method for producing hot-rolled steel sheet, method for producing cold-rolled full hard steel sheet, method for producing steel sheet, and method for producing plated steel sheet | |
| WO2020179292A1 (ja) | 熱延鋼板 | |
| JP6696208B2 (ja) | 高強度鋼板の製造方法 | |
| EP3412787B1 (en) | High-strength thin steel sheet and method for manufacturing same | |
| WO2020004661A1 (ja) | 高強度鋼板およびその製造方法 | |
| JPWO2019151017A1 (ja) | 高強度冷延鋼板、高強度めっき鋼板及びそれらの製造方法 | |
| CN115461482B (zh) | 钢板、部件及其制造方法 | |
| WO2020148948A1 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| US11365459B2 (en) | High strength cold rolled steel sheet and method of producing same | |
| JP2018003114A (ja) | 高強度鋼板およびその製造方法 | |
| JP5076480B2 (ja) | 強度−延性バランスと深絞り性に優れた高強度鋼板およびその製造方法 | |
| KR102540431B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| EP4194578A1 (en) | High-strength cold rolled steel sheet, high-strength plated steel sheet, method for manufacturing high-strength cold rolled steel sheet, and method for manufacturing high-strength plated steel sheet | |
| JP2018003115A (ja) | 高強度鋼板およびその製造方法 | |
| JP5655436B2 (ja) | 深絞り性に優れた高強度鋼板およびその製造方法 | |
| JP4525386B2 (ja) | 形状凍結性と深絞り性に優れた高強度鋼板の製造方法 | |
| EP4194577A1 (en) | High-strength cold-rolled steel plate, high-strength plated steel plate, method for manufacturing high-strength cold-rolled steel plate, method for manufacturing high-strength plated steel plate, and automobile part | |
| EP4079884A1 (en) | Steel sheet, member, and methods respectively for producing said steel sheet and said member | |
| JP2015147963A (ja) | 加工性に優れた高強度冷延鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019556994 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19827375 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19827375 Country of ref document: EP Kind code of ref document: A1 |