WO2020121360A1 - 部品実装装置および部品実装方法 - Google Patents
部品実装装置および部品実装方法 Download PDFInfo
- Publication number
- WO2020121360A1 WO2020121360A1 PCT/JP2018/045198 JP2018045198W WO2020121360A1 WO 2020121360 A1 WO2020121360 A1 WO 2020121360A1 JP 2018045198 W JP2018045198 W JP 2018045198W WO 2020121360 A1 WO2020121360 A1 WO 2020121360A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- component
- inspection
- area
- mounting
- inspection area
- Prior art date
Links
Images









Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/082—Integration of non-optical monitoring devices, i.e. using non-optical inspection means, e.g. electrical means, mechanical means or X-rays
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0266—Marks, test patterns or identification means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0266—Marks, test patterns or identification means
- H05K1/0268—Marks, test patterns or identification means for electrical inspection or testing
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0097—Processing two or more printed circuits simultaneously, e.g. made from a common substrate, or temporarily stacked circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/11—Printed elements for providing electric connections to or between printed circuits
Abstract
電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を搬入し、パーツフィーダが供給する部品をピックアップして製品エリアに装着する動作を装着シーケンスプログラムに従って繰り返し実行した後、基板を搬出する部品実装装置において、パーツフィーダが供給する部品について電気的特性の検査が必要となるイベントが発生したことを検知する対象イベント発生検知手段と、検査エリアが空いているか否かを判定する判定手段と、対象イベント発生検知手段によりイベントが発生したことが検知され、かつ、判定手段により検査エリアが空いていると判定された場合に、パーツフィーダからピックアップした部品を要検査部品として検査エリアに装着する要検査部品装着手段とを備える。
Description
本開示は、基板に部品を装着する部品実装装置および部品実装方法に関する。
電気製品に組み込まれる基板(実装基板)は、基板に設けられたパターン電極に複数種類の部品を装着して生産される。このような実装基板を生産する部品実装システムは実装作業部と実装作業部の動作を管理する管理装置とから構成されている。実装作業部は一般に、基板に半田を印刷する印刷装置、基板に部品を装着する複数の部品実装装置、半田をリフロー処理するリフロー装置および基板を外観検査する外観検査装置が基板の流れの上流側からこの順で並べられた構成となっている。部品実装システムの実装作業部を構成する部品実装装置は、搬入した基板に対し、パーツフィーダが供給する部品を装着する構成となっている。ここで、装着ヘッドは装着シーケンスプログラムに基づいて動作し、パーツフィーダからピックアップした部品を基板に装着する装着ターンを繰り返し実行する。部品実装装置では、上記の装着ターンが繰り返し行われる間にパーツフィーダが供給する部品が不足状態になった場合には、作業者の作業によって部品の追加補給がなされる。また、段取り替え等により、供給する部品の種類を変更する必要が生じた場合には、作業者によってパーツフィーダが取り外され、供給する部品が変更されたうえでパーツフィーダが再装着される。
一方、このような部品の追加補給や種類の変更の作業では作業者の手作業を介するため、部品のセットミス等の人為的なミスが発生することを完全には防ぎきれない。パーツフィーダへの部品のセットミスにより、パーツフィーダが本来供給すべき部品とは異なる部品を供給してしまうと、その部品が装着された基板は全て不良基板となってしまうため、多大な損失が発生するおそれがある。このため従来、部品の追加補給や種類の変更が行われた場合、その部品の抵抗、静電容量、抵抗等の電気的特性を各部品実装装置に設置された特性チェッカによって検査することで、新たにパーツフィーダにセットされた部品にセットミスが生じていないかどうかを確認するようにしている。これにより部品のセットミスに起因して不良基板が生産されることが防止され、損失の発生を極力抑えることが可能となる(例えば、下記の特許文献1参照)。
本開示の部品実装装置は、電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を搬入し、パーツフィーダが供給する部品をピックアップして前記製品エリアに装着する動作を装着シーケンスプログラムに従って繰り返し実行した後、前記基板を搬出する部品実装装置であって、前記パーツフィーダが供給する部品について前記電気的特性の検査が必要となるイベントが発生したことを検知する対象イベント発生検知手段と、前記検査エリアが空いているか否かを判定する判定手段と、前記対象イベント発生検知手段により前記イベントが発生したことが検知され、かつ、前記判定手段により前記検査エリアが空いていると判定された場合に、前記パーツフィーダからピックアップした部品を要検査部品として前記検査エリアに装着する要検査部品装着手段とを備えた。
また、本開示の他の第1の部品実装装置は、電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を上流側の装置から搬入し、パーツフィーダが供給する部品をピックアップして前記製品エリアに装着する動作を繰り返し実行した後、前記基板を搬出する部品実装装置であって、前記パーツフィーダが供給する部品について前記電気的特性の検査が必要となるイベントが発生した場合に前記部品を要検査部品として記憶する記憶手段と、前記検査エリアにおける前記要検査部品の装着状態が記録される検査エリア部品情報を上流側の装置から直接的または間接的に受信する受信手段と、前記受信手段が受信した前記検査エリア部品情報に基づいて前記検査エリアが空いているか否かを判定する判定手段と、前記要検査部品が前記記憶手段に記憶され、かつ、前記判定手段により前記検査エリアが空いていると判定された場合に、前記パーツフィーダからピックアップした部品を前記要検査部品として前記検査エリアに装着する要検査部品装着手段と、前記要検査部品を前記検査エリアに装着した場合に、前記検査エリアに前記要検査部品を装着した旨の情報を前記検査エリア部品情報に書き込んで前記検査エリア部品情報を更新する検査エリア部品情報更新手段と、前記検査エリア部品情報更新手段により更新された前記検査エリア部品情報を下流側の装置に直接的または間接的に送信する検査エリア部品情報送信手段とを備えた。
また、本開示の他の第2の部品実装装置は、電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を搬入し、パーツフィーダが供給する部品をピックアップして前記製品エリアに装着する動作を繰り返し実行した後、前記基板を搬出する部品実装装置であって、前記パーツフィーダが供給する部品について前記電気的特性の検査が必要となるイベントが発生した場合に前記部品を要検査部品として記憶する記憶手段と、前記要検査部品が前記記憶手段に記憶された場合に、前記パーツフィーダからピックアップした部品を前記要検査部品として前記検査エリアに装着する要検査部品装着手段と、前記要検査部品を前記検査エリアに装着した場合に、前記検査エリアに前記要検査部品を装着した旨の情報を、上流側の装置から直接的または間接的に受信した情報であって、前記検査エリアにおける前記要検査部品の装着状態が記録される検査エリア部品情報に書き込んで前記検査エリア部品情報を更新する検査エリア部品情報更新手段と、前記検査エリア部品情報更新手段により更新された前記検査エリア部品情報を下流側の装置に直接的または間接的に送信する検査エリア部品情報送信手段とを備えた。
また、本開示の他の第3の部品実装装置は、電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を上流側の装置から搬入し、パーツフィーダが供給する部品をピックアップして前記製品エリアに装着する動作を繰り返し実行した後、前記基板を搬出する部品実装装置であって、前記パーツフィーダが供給する部品について前記電気的特性の検査が必要となるイベントが発生した場合に前記部品を要検査部品として記憶する記憶手段と、前記検査エリアにおける前記要検査部品の装着状態が記録される検査エリア部品情報を前記上流側の装置から直接または間接的に受信する受信手段と、前記受信手段が受信した前記検査エリア部品情報に基づいて前記検査エリアが空いているか否かを判定する判定手段と、前記要検査部品が前記記憶手段に記憶され、かつ、前記判定手段により前記検査エリアが空いていると判定された場合に、前記パーツフィーダからピックアップした部品を前記要検査部品として前記検査エリアに装着する要検査部品装着手段と、前記要検査部品を前記検査エリアに装着した場合に、前記検査エリアに前記要検査部品を装着した旨の情報を前記検査エリア部品情報に書き込んで前記検査エリア部品情報を更新する検査エリア部品情報更新手段とを備えた。
本開示の部品実装方法は、電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を搬入し、パーツフィーダが供給する部品をピックアップして前記製品エリアに装着する動作を装着シーケンスプログラムに従って繰り返し実行した後、前記基板を搬出する部品実装装置による部品実装方法であって、前記パーツフィーダが供給する部品について前記電気的特性の検査が必要となるイベントが発生したことを検知するイベント発生検知工程と、前記検査エリアが空いているか否かを判定する判定工程と、前記イベント発生検知工程で前記イベントが発生したことが検知され、かつ、前記判定工程で前記検査エリアが空いていると判定された場合に、前記パーツフィーダからピックアップした部品を要検査部品として前記検査エリアに装着する要検査部品装着工程とを含む。
本開示によれば、パーツフィーダが供給する部品について電気的特性の検査が必要となるイベントが発生した場合に、電気的特性の検査を行う必要のある部品を基板上の製品エリアとは別のエリアである検査エリアに装着することができる。
前述したように、実装基板の生産中に部品の補給や種類の変更等が行われることによって、電気的特性の検査を行う必要が生じた部品の電気的特性を検査することは、作業者による人為的なミスの発生防止に大変有効であるが、高価な特性チェッカを各部品実装装置に設置するには多大なコストがかかるという難点がある。
ここで、基板上の領域のうち、電気製品の一部として組み込まれる部品が装着される製品エリアとは別の領域を検査エリアとして基板に設けておき、実装基板の生産中に部品の電気的特性の検査を行う必要が生じた場合には、部品を検査エリアに装着し、部品の装着作業が終了した後に、その部品の電気的特性を検査するようにすることが考えられる。このようにすれば、全ての部品実装装置に特性チェッカを組み付ける必要がなくなるので、コストを大幅に低減することができる。しかしながら、従来には電気的特性の検査を行う必要が生じた部品を検査エリアに装着できるような部品実装装置はなかった。
そこで本開示は、パーツフィーダが供給する部品について電気的特性の検査が必要となるイベントが発生した場合に、電気的特性の検査を行う必要のある部品を基板上の検査エリアに装着することができる部品実装装置および部品実装方法を提供することを目的とする。
(実施の形態)
次に、本開示の一実施の形態を説明する。図1は基板KBに部品BHを装着して実装基板JKBを生産する部品実装システム1であり、実装作業部2と、実装作業部2の動作を管理する管理装置3とを備えている。実装作業部2は、印刷装置4、複数の部品実装装置5、リフロー炉6、外観検査装置7および特性検査装置8が基板KBの流れの上流側(図1における上側)からこの順で並べられた構成となっている。実装作業部2を構成する各装置(印刷装置4、複数の部品実装装置5、リフロー炉6、外観検査装置7および特性検査装置8)は、それぞれ管理装置3との間でデータの送受信ができるようになっている。
次に、本開示の一実施の形態を説明する。図1は基板KBに部品BHを装着して実装基板JKBを生産する部品実装システム1であり、実装作業部2と、実装作業部2の動作を管理する管理装置3とを備えている。実装作業部2は、印刷装置4、複数の部品実装装置5、リフロー炉6、外観検査装置7および特性検査装置8が基板KBの流れの上流側(図1における上側)からこの順で並べられた構成となっている。実装作業部2を構成する各装置(印刷装置4、複数の部品実装装置5、リフロー炉6、外観検査装置7および特性検査装置8)は、それぞれ管理装置3との間でデータの送受信ができるようになっている。
管理装置3は、実装作業部2を構成する各装置の動作に必要な動作プログラムや動作パラメータなどの情報を記憶している。また、管理装置3は実装基板JKBの生産中、各装置から送られてきたログ情報を収集して記憶する。各装置は実装基板JKBの生産を開始する前に動作プログラムや動作パラメータを含む生産データをダウンロードして各装置が備える記憶部に記憶する。各装置はダウンロードした生産データに基づいて動作する。各装置は搬入された基板KBの表面に設けられたバーコードを読み取るバーコードリーダ(図示せず)を備えている。各装置はバーコードリーダで読み取った基板KBの識別情報(基板識別ID)を管理装置3に送信する。管理装置3は、各装置から送られてきたログ情報を基板KBの識別情報に関連付けて記憶する。
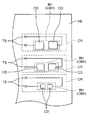
本実施の形態において取り扱う基板KBは、図2に示すように、電気製品に組み込まれるパターン電極PDが配置された製品エリアPRのほか、製品エリアPRとは別領域として設定された複数の検査エリアCRを有している。図3に示すように、各検査エリアCR内には、電気的特性の検査用の検査用電極CDが配置されている。
図2に示すように、パターン電極PDには電気製品に組み込まれる部品BH(図中、一点鎖線で示す)が装着される。また、図3に示すように、検査用電極CDには、製品エリアPRに装着される部品BHのうち、電気的特性の検査が必要になった部品BHが要検査部品CBH(図中、破線で示す)として装着される。検査用電極CDには検査用端子TSが接続されている。本実施の形態では、図3に示すように、サイズの異なる3種の要検査部品CBHを装着できるように、3つの検査エリアCRが設けられている。
図1において、印刷装置4は、基板搬送コンベア11、マスク12およびスキージ13を備えている。基板搬送コンベア11は水平方向に延びて設置されており、マスク12は基板搬送コンベア11の上方に設置されている。スキージ13はマスク12の上方に設けられている。基板KBが印刷装置4に投入されると、印刷装置4は、基板搬送コンベア11を作動させて、基板KBを搬入する。そして、図示しない基板昇降部によって基板KBを持ち上げてマスク12の下面に接触させ、スキージ13をマスク12上で摺動させる。
スキージ13がマスク12上で摺動すると、マスク12上に予め供給されていた半田がスキージ13によって掻き寄せられ、マスク12に設けられたパターン開口を通じて基板KBの表面に半田が塗布される。このとき半田は、製品エリアPR内のパターン電極PDと、検査エリアCR内の検査用電極CDの双方に塗布される。基板KBに半田が塗布されたら上記の基板昇降部が基板KBを下降させ、基板KBをマスク12から版離れ(離間)させる。基板KBがマスク12から離間したら基板搬送コンベア11が作動し、基板KBを下流側(複数の部品実装装置5のうち最も上流側に位置する部品実装装置5)に搬出する。
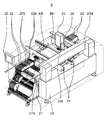
図4において、各部品実装装置5は、一対のコンベアから成る基板搬送部21、複数のパーツフィーダ22、装着ヘッド23、基板カメラ24および表示装置25を備えている。装着ヘッド23はヘッド移動機構23Mによって水平面内で移動される。装着ヘッド23は下方に延びた複数のノズル23aを備えている。
図4において、パーツフィーダ22は部品実装装置5の基台26に連結分離自在に連結されるフィーダ台車27に取り付けられている。パーツフィーダ22は、フィーダ台車27が備えるフィーダベース27Bの複数のスロット27Sに複数台並べて取り付けることができる。各パーツフィーダ22はコネクタ(図示省略)を備えており、フィーダベース27Bに装着されるとフィーダベース27B側のコネクタ(図示省略)に接続される。パーツフィーダ22はこのコネクタを介して後述する実装装置制御部30と通信することができる。ここではパーツフィーダ22は部品BHを封入したテープの送り動作によって部品BHを供給するテープフィーダであり、部品供給口22Kより部品BHを供給する。基板カメラ24は撮像視野を下方に向けて装着ヘッド23に取り付けられている。表示装置25は作業者から視認できる適切な位置に取り付けられている。
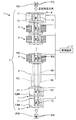
図5において、部品実装装置5が備える実装装置制御部30は、実装装置記憶部31、実装装置処理部32および実装装置通信部33を備えている。実装装置記憶部31は、部品実装装置5の動作に必要な生産データを記憶する。具体的には、装着シーケンスプログラム(マスター)40、装着シーケンスプログラム41、部品データ42、検査エリア座標データ43、要検査部品リストデータ44および検査エリア部品情報45が記憶される。これらの生産データは、管理装置3からダウンロードされたものである。実装装置処理部32は、実装制御部51、受信部52、送信部53、対象イベント発生検知部54、要検査部品登録部55、空き判定部56、データ追加部57および検査エリア部品情報更新部58を備えている。表示装置25は実装装置制御部30によって動作が制御される。実装装置処理部32の全部または一部は、例えば、集積回路によって構成される。また、実装装置処理部32の機能の全部または一部は、部品実装装置5が備えるプロセッサが実装装置記憶部31に格納されたプログラムを実行することによって実現されてもよい。
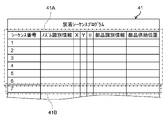
実装装置記憶部31に記憶される装着シーケンスプログラム41は、基板KBの製品エリアPRに部品BHを装着させるための動作順序を示す主データ41Aを有して構成されている(図6)。装着シーケンスプログラム41は基板KBが搬入されるたびに装着シーケンスプログラム(マスター)40からコピーされる。
図6において、装着シーケンスプログラム41の主データ41Aには、「シーケンス番号」、「ノズル番号」、「X」、「Y」、「θ」、「部品識別情報」および「部品供給位置」の各項目が含まれている。ここで、「シーケンス番号」とは、部品装着のシーケンス動作を実行する順序を示す連続番号である。「ノズル番号」は、装着ヘッド23が備える複数のノズル23aを識別するための番号であり、ここで指定されたノズル番号のノズル23aによって部品BHが基板KBに装着される。
図6において、「X」および「Y」は、部品BHを装着する基板KB上の位置を示す座標データであり、基板KBに設定された原点位置を基準として基板KBに固定されたXY直交座標軸に基づくXおよびY座標値である。「θ」は、基板KBに設定した基準の向き(例えば上記X軸)からの偏角である。「部品識別情報」は部品BHごとに個別に与えられた識別情報である。「部品供給位置」は部品実装装置5において部品BHが供給される位置であり、ここではパーツフィーダ22が装着されるフィーダ台車27のスロット27Sの識別番号が指定される。
実装装置記憶部31に記憶される部品データ42は、基板KBに装着される部品BHについてのデータであって、部品BHを識別するための部品識別情報、寸法データ、基板KBへの装着時に使用されるノズル23aのノズル識別情報等、部品実装装置5が部品BHを装着する際に参照するデータが含まれている。更に部品データ42には、その部品BHに関係するパーツフィーダ22について「イベント」が発生した場合に、電気的特性の検査を行う必要があるかどうかを示す電気的特性検査フラグ42Aが含まれている(図7)。電気的特性の検査を行う必要がある部品BHには電気的特性検査フラグ42Aに“1”が、必要がない部品BHには“0”が設定されている。電気的特性の検査を行う必要があるフラグが立てられた部品(電気的特性検査フラグ42Aが“1”の部品BH)のみが、要検査部品CBHとして取り扱われる。
ここで、上記「イベント」とは、各パーツフィーダ22において、供給する部品BHが切り替わる可能性のある事象をいう。例えば、供給する部品BHを変更するため、作業者がフィーダ台車27からパーツフィーダ22を一旦取り外した後、フィーダ台車27にパーツフィーダ22を再装着した場合が該当する。また、パーツフィーダ22がオートロード型のテープフィーダである場合、先行するテープの送りが終了して次のテープのローディングを行った場合が該当する。また、テープフィーダにスプライシング方式で部品BHを補給する場合は、先行するテープと補給用の次のテープを連結する連結部が部品供給口22Kを通過した場合が該当する。パーツフィーダ22にイベントが発生してそのパーツフィーダ22が供給する部品BHが切り替わった可能性があると、その切り替わった可能性のある部品BHが予定通りの正しいものであること(或いは誤った部品BHでないこと)を確認する必要があり、このためにその部品BHについて、電気的特性の検査が必要となる。
実装装置記憶部31に記憶される検査エリア座標データ43は、各基板KBが備える3つの検査エリアCRそれぞれに設定された部品装着位置を示す座標データである。各検査エリア座標データ43を構成する座標データは、「X」、「Y」、「θ」を含み、例えば各検査エリアの一対の検査用電極CDの中間点の座標データである。この座標データは、装着シーケンスプログラムの「X」、「Y」、「θ」と同様に、基板KBに設定された原点位置を原点として基板KBに固定された座標軸を基準に設定されている。
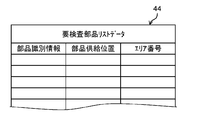
実装装置記憶部31に記憶される要検査部品リストデータ44は、前述のイベントが発生した場合に、そのイベントに関係する部品BH(切り替わった可能性のある部品BH)が要検査部品CBHとしてリストアップされるデータである。要検査部品リストデータ44は初期状態では空データであるが、電気的特性の検査を必要とする部品BHについてイベントが検知されるごとに、その検知されたイベントに関係する部品BHが要検査部品CBHとしてリストアップされていく。
図8において、要検査部品リストデータ44には、少なくとも、リストアップされた要検査部品CBHについての「部品識別情報」、「部品供給位置」、「エリア番号」の各項目が含まれている。ここで、「部品識別情報」と「部品供給位置」は前述の通りであり、「エリア番号」とは、部品BHが装着されるべき検査エリアCRの識別番号(ここでは3つの検査エリアCRのうちどの検査エリアCRであるかを識別する番号)である。どこの検査エリアCRに部品BHが装着されるかは、部品データ42に含まれる寸法データに基づいて決定される。
検査エリア部品情報45は、各基板KBに関し、その検査エリアCRに装着された部品BH(要検査部品CBH)の情報である(図9)。また、検査エリア部品情報45は、検査エリアCRに要検査部品CBHが装着されているか否かを示す情報、言い換えれば検査エリアCRの空き情報を示すデータである。検査エリア部品情報45は、実装作業部2に投入された各基板KBに対応して作成され、基板KBの流れに応じ、管理装置3を介して各部品実装装置5に順次受け渡されていく性質のデータである。
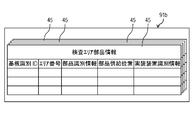
図9に示すように、検査エリア部品情報45には、「基板識別ID」、「エリア番号」、「部品識別情報」、「部品供給位置」および「実装装置識別情報」の各項目が含まれている。ここで、「エリア番号」、「部品識別情報」および「部品供給位置」は前述のとおりの情報である。また、「基板識別ID」は、部品実装システム1が順次処理する基板KBのそれぞれに与えられた固有の識別情報であり、基板KBの表面に設けられたバーコード等から読み取られる。
検査エリア部品情報45は、「基板識別ID」別に作成される。管理装置3に作成済みの検査エリア部品情報45があれば、部品実装装置5は作成済みの検査エリア部品情報45を管理装置3からダウンロードして記憶する。管理装置3に作成済みの検査エリア部品情報45がなければ、部品実装装置5は新たに検査エリア部品情報45を作成して記憶する。新たに作成された検査エリア部品情報45は要検査部品CBHに関する情報を含まない空の検査エリア部品情報である。そして、部品実装装置5が、要検査部品リストデータ44にリフトアップされた要検査部品CBHを検査エリアCRに装着すると、その旨(検査エリアCRに要検査部品CBHが装着された旨)の情報として、新たに「基板識別ID」、「エリア番号」、「部品識別情報」、「部品供給位置」および「実装装置識別情報」が検査エリア部品情報更新部58によって書き込まれて更新される。更新された検査エリア部品情報45は、管理装置3にアップロードされ、下流の部品実装装置5にダウンロードされる。このため検査エリア部品情報45は、あたかも基板KBの搬送に伴って上流の部品実装装置5から下流の部品実装装置5へ受け継がれ、検査エリアCRに要検査部品CBHが装着されると要検査部品CBHを装着した部品実装装置5によって更新されていく。
実装制御部51は、実装装置記憶部31に記憶された装着シーケンスプログラム41の中の主データ41Aに基づいて、製品エリアPRに部品BHが装着されるように部品実装装置5が備える各部の動作を制御する。これにより、部品実装装置5に搬入された基板KBの製品エリアPRの各パターン電極PDに、対応する部品BHがひとつずつ装着されていく。
受信部52は、実装装置通信部33を通じて管理装置3から装着シーケンスプログラム41と検査エリア部品情報45などをダウンロードする。ダウンロードした装着シーケンスプログラム41と検査エリア部品情報45などは、前述のように、実装装置記憶部31に記憶される。送信部53は、実装装置通信部33を通じて、管理装置3に、上述の、更新後の検査エリア部品情報45を管理装置3にアップロードする。
パーツフィーダ22は、イベント発生を実装装置制御部30に通知するためのイベント通知部22aを備えている。イベント通知部22aは、フィーダベース27Bに装着されると装着された旨のイベント通知を実装装置制御部30へ送信する。これにより実装装置制御部30はパーツフィーダ22が装着されたというイベントを検出することができる。また、パーツフィーダ22がオートロード型のテープフィーダである場合、イベント通知部22aは先行するテープの送りが終了して次のテープのローディングを行うと実装装置制御部30にローディングが完了した旨のイベント通知を行う。更に、スプライシング方式で部品BHを補給するテープフィーダであれば内蔵したセンサ(図示省略)で連結部を検出し、この検出からテープを所定距離送ったらイベント通知部22aによって実装装置制御部30にイベント通知が行われる。イベント通知部22aは連結部が部品供給口22Kを通過したら先行するテープから次のテープに切り替わったことになるのでイベント通知を行う。なお、イベント通知部22aは、パーツフィーダ22の識別情報やパーツフィーダ22が供給する部品識別情報等の情報を実装装置制御部30へ出力してイベント通知を行ってもよい。
実装装置処理部32が備える対象イベント発生検知部54は、イベント通知部22aから通知されたイベント通知のうち、要検査部品CBHに関するイベント通知であるかを検知する。具体的には、対象イベント発生検知部54はイベント通知を発信したパーツフィーダ22が装着されているスロット27S(部品供給位置)と装着シーケンスプログラム41よりそのパーツフィーダ22で供給されている部品BHの部品識別情報を特定する。そして、その部品識別情報の電気的特性検査フラグ42Aを部品データ42で確認し、“1”であれば要検査部品CBHに関する対象イベントが発生したと判断する。勿論、イベント通知に部品識別情報が含まれていれば、部品データ42で電気的特性検査フラグ42Aを参照することができる。
このように本実施の形態において、実装装置制御部30の対象イベント発生検知部54は、パーツフィーダ22が供給する部品BHについて電気的特性の検査が必要となるイベント(以下、対象イベントと記載。)が発生したことを検知する対象イベント発生検知手段となっている。
要検査部品登録部55は、対象イベント発生検知部54によって対象イベントが発生したことが検知されたら、その検知された対象イベントに関係する部品BHを要検査部品CBHとして要検査部品リストデータ44に書き込む(リストアップする)。具体的には、その要検査部品CBHの「部品識別情報」、「部品供給位置」および「エリア番号」を要検査部品リストデータ44に書き込む。
要検査部品登録部55が要検査部品CBHに関するデータを要検査部品リストデータ44に書き込んだら、空き判定部56が、要検査部品リストデータ44にリストアップされている要検査部品CBHに対応する検査エリアCRが空いているか否かを判定する。具体的には、要検査部品リストデータ44に書き込まれたエリア番号の検査エリアCRが空いているか否かを検査エリア部品情報45から判定する。要検査部品CBHが装着される予定の検査エリアCRと同一のエリア番号が既に検査エリア部品情報45に存在する、若しくは検査エリア部品情報45に同一のエリア番号とともに部品識別情報が記入されている場合は空きがないと判定される。そして、空き判定部56により、検査エリアCRが空いていると判定された場合には、データ追加部57は要検査部品CBHを検査エリアCRに装着させるためのデータを追加データ41Bとして作成し、その作成した追加データ41Bを装着シーケンスプログラム41に追加する(図6→図10。図10中に示すシーケンス番号「7」のデータ)。
このように、本実施の形態では、実装装置制御部30の空き判定部56は、検査エリアCRが空いているか否かを判定する判定手段となっている。また、本実施の形態において、実装装置制御部30のデータ追加部57は、対象イベント発生検知部54により対象イベントが発生したことが検知され、かつ、空き判定部56によって検査エリアCRが空いていると判定された場合に、要検査部品CBHを検査エリアCRに装着させるための追加データ41Bを装着シーケンスプログラム41に追加するデータ追加手段となっている。追加される「X」、「Y」、「θ」は、エリア番号によって特定された検査エリアCRの座標データが検査エリア座標データ43から読み出される。
実装制御部51は、装着シーケンスプログラム41の主データ41Aに基づいて装着ヘッド23を作動させ、製品エリアPRに部品BHを装着する。実装制御部51は、装着シーケンスプログラム41に追加データ41Bが追加されていれば追加データ41Bに基づいて装着ヘッド23を作動させ、検査エリアCRに要検査部品CBHを装着する。検査エリア部品情報更新部58は、要検査部品CBHが検査エリアCRに装着されたら、その旨(要検査部品CBHを検査エリアCRに装着した旨)を検査エリア部品情報45に書き込んで、検査エリア部品情報45を更新する。具体的には、検査エリア部品情報更新部58は、検査エリア部品情報45に検査エリアCRに装着した要検査部品CBHの部品識別情報、要検査部品CBHが装着された基板KBの基板識別IDならびに検査エリアCRのエリア番号、要検査部品CBHを供給したパーツフィーダ22が装着されたスロット27Sの識別番号(部品供給位置)を書き込む。
このように、本実施の形態において、実装装置制御部30の検査エリア部品情報更新部58は、要検査部品CBHが検査エリアCRに装着された場合、検査エリアCRに要検査部品CBHが装着された旨の情報を検査エリア部品情報45に書き込んで検査エリア部品情報45を更新させる検査エリア部品情報更新手段となっている。また、実装装置記憶部31は、パーツフィーダ22が供給する部品BHに電気的特性の検査が必要となる対象イベントが発生した場合にその電気的特性の検査が必要となった部品BHを要検査部品CBHとして記憶する(要検査部品リストデータ44を記憶する)記憶手段となっている。記憶手段の一例として、ハードディスクドライブ、ソリッドステートドライブなどのメモリが挙げられる。
また、本実施の形態において、実装装置制御部30の受信部52は、検査エリアCRにおける要検査部品CBHの装着状態が記録される検査エリア部品情報45を外部の管理装置3から受信する受信手段となっている。そして、判定手段である空き判定部56は、受信部52が受信した検査エリア部品情報45に基づいて検査エリアCRが空いているか否かを判定するようになっている。また、実装装置制御部30の送信部53は、検査エリア部品情報更新手段である検査エリア部品情報更新部58により更新された検査エリア部品情報45を管理装置3に送信する検査エリア部品情報送信手段となっている。
実装装置通信部33は、部品実装装置5からみた外部の装置である管理装置3との間で情報のやり取りを行う。部品実装装置5は実装装置通信部33を通じて管理装置3との間で情報のやり取りを行うことで、前述のように、管理装置3に記憶されたデータ(装着シーケンスプログラム41および検査エリア部品情報45)をダウンロードし、或いは管理装置3に記憶させる必要のあるデータ(更新後の検査エリア部品情報45)を管理装置3にアップロードする。
各部品実装装置5は、基板KBの流れの上流側から基板KBが送られてきたら、基板搬送部21を作動させて基板KBを搬入し、所定の作業位置に位置決めする。このとき搬入した基板KBからその基板識別IDを読み取り、実装装置制御部30は管理装置3から基板識別IDを含む検査エリア部品情報45をダウンロードして、実装装置記憶部31に記憶させる。
部品実装装置5が基板KBを搬入した時点でダウンロードされる検査エリア部品情報45には、その部品実装装置5の上流側に位置する全ての部品実装装置5において書き込まれた要検査部品CBHの検査エリアCRへの装着済み情報が含まれている。このため、部品実装装置5は、ダウンロードした検査エリア部品情報45を参照することで、搬入した基板KBのどの検査エリアCRが空いているかを検知することができる。なお、複数の部品実装装置5のうち、最も上流側に位置する部品実装装置5は、管理装置3からダウンロードする検査エリア部品情報45が存在しないので、自身の部品実装装置5において空の検査エリア部品情報45を作成する。
部品実装装置5は、基板KBを搬入したら、その基板KBを所定の作業位置に位置決めする。そして、実装装置制御部30の処理部(実装装置処理部32)が備える実装制御部51が、実装装置記憶部31に記憶した装着シーケンスプログラム41の中の主データ41Aに基づいて、製品エリアPRに部品BHを装着する装着ターン(パーツフィーダ22が供給する部品BHをピックアップして基板KBに装着する動作)を繰り返し実行する。
各装着ターンでは、各パーツフィーダ22が部品供給口22Kに部品BHを供給させる動作を行い、装着ヘッド23はノズル23aによって部品BHをピックアップした後、基板KBの上方に移動し、ノズル23aを下降させて、部品BHを基板KB上(製品エリアPR内のパターン電極PD)に装着する。
部品実装装置5が装着プログラム41(主データ41A)に基づいて製品エリアPRに部品BHを装着している間に、複数のパーツフィーダ22のいずれかにおいて部品切れ若しくは部品切れに近い状態となって前述のイベントが発生する。このイベントのうち、要検査部品CBHについて発生したものであれば対象イベント発生検知部54によって対象イベントが検知される。そして、対象イベント発生検知部54によって対象イベントが発生したことが検知されたら、データ追加部57は追加データ41Bを作成して、実装装置記憶部31に記憶されている装着シーケンスプログラム41の主データ41Aの後に(すなわち、装着シーケンスプログラム41の末尾に)追加する(図6→図10)。そして、実装装置制御部30に制御された装着ヘッド23は、装着ターンを繰り返し実行して基板KBの製品エリアPRに部品BHを装着した後、装着シーケンスプログラム41に追加した追加データ41Bに基づいて、検査エリアCRに要検査部品CBHを装着する。
このように、本実施の形態において、装着ヘッド23は、判定手段である空き判定部56により検査エリアCRが空いていると判定された場合に、パーツフィーダ22からピックアップした部品BHを要検査部品CBHとして検査エリアCRに装着する要検査部品装着手段として機能するようになっている。
部品実装装置5は、検査エリアCRに要検査部品CBHを装着したら、その装着済み情報を検査エリア部品情報45に書き込んで、検査エリア部品情報45を更新する。そして、検査エリアCR内への要検査部品CBHの装着が終わったら、基板搬送部21を作動させて基板KBを下流側に搬出し、更新した検査エリア部品情報45を管理装置3にアップロードする。
このように、本実施の形態における複数の部品実装装置5のそれぞれは、電気製品に組み込まれるパターン電極PDが配置された製品エリアPRと電気的特性の検査用の検査用電極CDが配置された検査エリアCRとを備えた基板KBを搬入し、パーツフィーダ22が供給する部品BHをピックアップして製品エリアPRに装着する動作を装着シーケンスプログラム41に従って繰り返し実行した後、基板KBを搬出する構成となっている。そして、更に、複数の部品実装装置5のそれぞれは、パーツフィーダ22が供給する部品BHについて電気的特性の検査が必要となるイベントが発生したことを検知する対象イベント発生検知部54と、検査エリアCRが空いているか否かを判定する空き判定部56(判定手段)と、装着ヘッド23(要検査部品装着手段)を備えた構成となっている。装着ヘッド23は、対象イベント発生検知部54によりイベントが発生したことが検知され、かつ、空き判定部56により検査エリアCRが空いていると判定された場合に、パーツフィーダ22からピックアップした部品BHを要検査部品CBHとして検査エリアCRに装着する。この構成により、パーツフィーダ22が供給する部品BHについて電気的特性の検査が必要となった部品BH(要検査部品CBH)を、基板KB上の製品エリアPRとは別のエリアである検査エリアCRに装着することができる。
また、複数の部品実装装置5のうち最も上流側と最も下流側に位置する部品実装装置5を除いたもの(第1の部品実装装置)は、基板KBを上流側の装置から搬入し、パーツフィーダ22が供給する部品BHをピックアップして製品エリアPRに装着する動作を繰り返し実行した後、基板KBを搬出するようになっている。そして、更に、第1の部品実装装置は、パーツフィーダ22が供給する部品BHについて対象イベントが発生した場合に電気的特性の検査が必要となった部品を要検査部品として記憶する実装装置記憶部31(記憶手段)および検査エリアCRにおける要検査部品CBHの装着状態が記録される検査エリア部品情報を受信する受信手段(受信部52)を備える。さらに、第1の部品実装装置は、前述の空き判定部56(反転手段)と、装着ヘッド23(要検査部品装着手段)と、検査エリア部品情報更新部58(検査エリア部品情報更新手段)と、送信部53(検査エリア部品情報送信手段)とを備えている。この構成により、パーツフィーダ22が供給する部品BHについて電気的特性の検査が必要となった部品BH(要検査部品CBH)を、基板KB上の製品エリアPRとは別のエリアである検査エリアCRに装着することができる。
また、複数の部品実装装置5のうち最も上流側に位置するもの(第2の部品実装装置)は、基板KBを搬入し、パーツフィーダ22が供給する部品BHをピックアップして製品エリアPRに装着する動作を繰り返し実行した後、基板KBを搬出するようになっている。そして、更に、第2の部品実装装置は、上述の実装装置記憶部31(記憶手段)と、装着ヘッド23(要検査部品装着手段)と、検査エリア部品情報更新部58(検査エリア部品情報更新手段)と、送信部53(検査エリア部品情報送信手段)とを備えている。この構成により、パーツフィーダ22が供給する部品BHについて電気的特性の検査が必要となった部品BH(要検査部品CBH)を、基板KB上の製品エリアPRとは別のエリアである検査エリアCRに装着することができる。
また、複数の部品実装装置5のうち最も下流側に位置するもの(第3の部品実装装置)は、基板KBを上流側の装置から搬入し、パーツフィーダ22が供給する部品BHをピックアップして製品エリアPRに装着する動作を繰り返し実行した後、基板KBを搬出するようになっている。そして、更に、第3の部品実装装置は、上述の実装装置記憶部31(記憶手段)と、受信部52(受信手段)と、空き判定部56(判定手段)と、装着ヘッド23(要検査部品装着手段)と、検査エリア部品情報更新部58(検査エリア部品情報更新手段)とを備えている。この構成により、パーツフィーダ22が供給する部品BHについて電気的特性の検査が必要となった部品BH(要検査部品CBH)を、基板KB上の製品エリアPRとは別のエリアである検査エリアCRに装着することができる。
このように、本実施の形態における部品実装装置5では、パーツフィーダ22が供給する部品BHについて電気的特性の検査が必要となった部品BH(要検査部品CBH)を基板KB上の製品エリアPRとは別のエリアである検査エリアCRに装着することができる。このため、要検査部品CBHを基板KBとともに移動させ、全ての部品実装装置5による部品BHの装着作業が終了した後に、ひとつの特性検査手段(ここでは特性検査装置8)によって要検査部品CBHの電気的特性の検査をすることができるので、部品BHの電気的特性の検査を行う高価な特性チェッカを各部品実装装置に設置する必要がなく、コストの低減を図ることができる。
図1において、リフロー炉6は一対の送りコンベア6C、加熱部6Hおよび冷却部6Lを備えている。冷却部6Lは加熱部6Hの下流側に位置して設けられている。リフロー炉6は、リフロー炉6は上流側(複数の部品実装装置5のうち最も下流側に位置する部品実装装置5)から基板KBを受け取り、送りコンベア6Cによって下流側に向けて搬送する。この間、加熱部6Hによって基板KBを加熱した後、冷却部6Lによって基板KBを冷却する。これにより半田は溶融した後に固化し、部品実装装置5によって装着された部品BHが基板KB上に固定される。
図1において、外観検査装置7は搬送コンベア61と検査カメラ62を備えている。検査カメラ62は撮像視野を下方に向けており、カメラ移動機構62Mによって移動される。外観検査装置7は、上流側(リフロー装置6)から基板KBが送られてきたら、基板搬送部21を作動させて基板KBを搬入し、その基板KBを所定の作業位置に位置決めする。そして、管理装置3からダウンロードして入手した動作順序のデータに基づいて、搬入した基板KBについて外観検査を実行する。具体的には、カメラ移動機構62Mが作動して基板KBの上方に検査カメラ62を移動させ、検査カメラ62が基板KBを撮像する。これにより基板KBの外観検査が終了したら、搬送コンベア61が作動して、基板KBを下流側に搬出する。
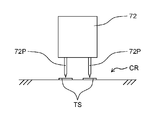
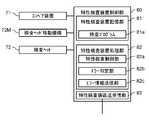
図1において、特性検査装置8は、コンベア装置71と検査ヘッド72を備えている。図11に示すように、検査ヘッド72は下方に突出した一対の検査ピン72Pを備えており、検査ヘッド移動機構72Mによって移動される。図12において、特性検査装置8が備える特性検査装置制御部80は、特性検査装置記憶部81、特性検査装置処理部82および特性検査装置送受信部83を備えている。特性検査装置記憶部81には検査プログラム81aが記憶される。特性検査装置処理部82は特性検査制御部82a、エラー判定部82bおよびエラー情報送信部82cを備えている。特性検査装置制御部80の全部または一部は、例えば、集積回路によって構成される。また、特性検査装置制御部80の機能の全部または一部は、特性検査装置8が備えるプロセッサが特性検査装置記憶部81に格納されたプログラムを実行することによって実現されてもよい。
特性検査装置記憶部81に記憶される検査プログラム81aは、搬入した基板KBに対してどのような順序で検査(電気的特定の検査)を行うかを規定したプログラムである。
特性検査装置処理部が備える特性検査制御部82aは、検査プログラム81aに基づいて、搬入した基板KBに対して特性検査(電気的特性の検査)を実行する。エラー判定部82bは、特性検査制御部82aが検査エリアCRに装着された部品BH(要検査部品CBH)について検査を実行した結果、得られた電気的特性の値が基準範囲内にあるか否かに基づいて、その部品BHがエラー部品であるかどうかを判定する。ここで、「エラー部品」とは、電気的特性の検査を行った結果、得られた電気的特性の値が基準範囲内になかった部品をいう。
電気的特性の検査の結果、エラー部品と判定された部品BH(要検査部品CBH)は、本来供給されるべきでない誤った部品BHであったことを意味する。よって、エラー判定部82bでエラー部品と判定された部品BH(要検査部品CBH)があった場合、特性検査装置8のエラー情報送信部82cは、エラー判定があった要検査部品CBHについての情報(エラー部品が装着されている基板KBの基板識別IDと検査エリアCRのエリア番号)を、エラー情報として、管理装置3に送信する。
このように本実施の形態において、特性検査装置制御部80のエラー判定部82bは、検査エリアCRに装着された要検査部品CBHがエラー部品であるか否かを判定するエラー判定手段となっている。また、特性検査装置制御部80のエラー情報送信部82cは、エラー判定手段であるエラー判定部82bによってエラー部品であると判定された要検査部品CBHについての情報をエラー情報として管理装置に送信するエラー情報送信手段となっている。
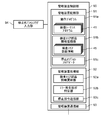
図13において、管理装置3が備える管理装置制御部90は、管理装置記憶部91、管理装置処理部92および管理装置通信部93を備えている。管理装置記憶部91には、実装作業部2を構成する各装置(印刷装置4、複数の部品実装装置5、リフロー炉6、外観検査装置7および特性検査装置8)の各動作プログラム(符号を91aとする)が記憶されるほか、検査エリア部品情報蓄積部91bと停止オプションフラグデータ91cが記憶される。管理装置処理部92は、検査エリア部品情報更新部92a、エラー発生箇所特定部92bおよび停止指令送信部92cを備えている。管理装置通信部93は、実装作業部2を構成する各装置と繋がっており、これら各装置との間で種々の信号を送受信する。管理装置処理部92の全部または一部は、例えば、集積回路によって構成される。また、管理装置処理部92の機能の全部または一部は、管理装置3が備えるプロセッサが管理装置記憶部91に格納されたプログラムを実行することによって実現されてもよい。
管理装置記憶部91に記憶される動作プログラム91aは前述したように、実装作業部2を構成する各装置それぞれの動作順序等を規定したデータである。動作プログラム91aの中には、各部品実装装置5に対応した装着シーケンスプログラム41が含まれている(図13)。
管理装置記憶部91に記憶される検査エリア部品情報蓄積部91bは、基板KBごとの最新の検査エリア部品情報45をまとめたデータである(図13および図14)。検査エリア部品情報蓄積部91bは、部品実装システム1に基板KBが投入されるたびにその基板KBについての検査エリア部品情報45が追加されていく。そして、各部品実装装置5から検査エリア部品情報45がアップロードされると、そのアップロードされた検査エリア部品情報45に基づいて、検査エリア部品情報蓄積部91b内の検査エリア部品情報45が更新されていく。
管理装置記憶部91に記憶される停止オプションフラグデータ91cは、特性検査装置8においてエラー部品が検出された場合に、複数の部品実装装置5の中のどの範囲の部品実装装置5の稼動を停止させるかを指定できるオプションのフラグである。具体的には、このフラグ(停止オプションフラグ)によって、エラー部品を実装した部品実装装置5(エラー部品実装装置)の稼動のみを停止させるのか(単体停止)、エラー部品実装装置に加えてその下流側に位置する全ての部品実装装置5の稼働を停止させるのか(連動停止)を指定することができる。図13において、管理装置3には停止オプションフラグ入力部94が接続されており、作業者は、この停止オプションフラグ入力部94から、上記停止オプションフラグのデータを入力(変更)することができ、単体停止と連動停止の一方を指定することができる。
管理装置処理部92が備える検査エリア部品情報更新部92aは、検査エリア部品情報蓄積部91bに蓄積された検査エリア部品情報45を、各部品実装装置5からアップロードされる検査エリア部品情報45に基づいて更新する。具体的には、検査エリア部品情報蓄積部91bに蓄積された複数の検査エリア部品情報45のうち、各部品実装装置5からアップロードされた検査エリア部品情報45に含まれる基板識別IDと同一の基板識別IDを含むものを更新する。また、各部品実装装置5は、基板KBを搬入した際に読み取った基板識別IDを管理装置3に送信して、該当する基板識別IDを含む検査エリア部品情報45の送信を要求する。管理装置3は、要求された検査エリア部品情報45を部品実装装置5にダウンロードする。これにより、各部品実装装置5は、搬入した基板KBのどの検査エリアCRに既に部品BH(要検査部品CBH)が装着されており、どの検査エリアCRが空いているかという検査エリアCRの空き情報を入手することができる。
エラー発生箇所特定部92bは、特性検査装置8より送られてきたエラー情報に基づいてエラー部品であると判定された部品BH(要検査部品CBH)を検査エリアCRに装着した部品実装装置5と、そのエラー部品を供給したパーツフィーダ22を特定する。具体的には、エラー発生箇所特定部92bは、エラー情報に含まれる基板識別IDと検査エリアCRのエリア番号とで、検査エリア部品情報蓄積部91bに蓄積されている検査エリア部品情報45を検索する。エラー発生箇所特定部92bは、検索で抽出した検査エリア部品情報45の「実装装置識別情報」と「部品供給位置」とを読み出すことで、エラー部品であると判定された部品BH(要検査部品CBH)を検査エリアCRに装着した部品実装装置5を「エラー部品実装装置」として特定し、エラー部品を供給したパーツフィーダ22を「エラー部品供給パーツフィーダ」として特定する。
このように本実施の形態において、管理装置3が備えるエラー発生箇所特定部92bは、エラー情報送信手段である特性検査装置8のエラー情報送信部82cより送信されたエラー情報に基づいて、エラー部品であると判定された要検査部品CBHを検査エリアCRに装着した部品実装装置5をエラー部品実装装置として特定するエラー発生箇所特定手段となっている。
停止指令送信部92cは、エラー発生箇所特定部92bで特定した部品実装装置5(すなわちエラー部品実装装置)に対し、停止指令を送信する。このとき、管理装置記憶部91に「単体停止」を指定する停止オプションフラグデータ91cが立てられていた場合にはエラー部品実装装置のみに停止指令を送信し、「連動停止」を指定する停止オプションフラグデータ91cが立てられていた場合には、エラー部品実装装置のみならず、そのエラー部品実装装置よりも下流側に位置する全ての部品実装装置5に停止指令を送信する。
管理装置3より停止指令の送信を受けた部品実装装置5は、その稼働を停止させる。このため、特性検査装置8によってエラー部品であると判定された部品BHがその後も基板KBに装着され続けてエラー部品が装着された不良基板が増えていくことを防止できる。このように、本実施の形態において、管理装置3が備える停止指令送信部92cは、エラー発生箇所特定手段であるエラー発生箇所特定部92bによってエラー部品実装装置として特定された部品実装装置5の稼働を停止させる停止手段となっている。
また、管理装置3より停止指令を受信して稼働を停止させた部品実装装置5は、実装装置制御部30より表示装置25を制御することで、作業者が適切な対応をとることができる内容の情報を表示装置25に表示させる。具体的には、エラー部品の情報またはエラー部品を供給したパーツフィーダ22(エラー部品供給パーツフィーダ)の情報、或いはこれら双方の情報を表示させる。このように、本実施の形態において、各部品実装装置5が備える表示装置25は、エラー部品の情報およびエラー部品を供給したパーツフィーダ22の情報の少なくとも一方を表示する表示手段となっている。表示手段の一例として、液晶ディスプレイなどのディスプレイが挙げられる。
次に、図15、図16、図17および図18のフローチャートを用いて、部品実装システム1を構成する各部品実装装置5、特性検査装置8および管理装置3それぞれの動作を説明する。先ず、図15および図16を用いて、部品実装装置5による部品装着作業の流れ(部品実装方法)を説明する。部品実装装置5は、実装作業部2が実装基板JKBの生産を開始すると、先ず、要検査部品リストデータ44を初期化する(図15のメインルーチンにおけるステップST1)。部品実装装置5は、要検査部品リストデータ44を初期化したら、基板KBを搬入するとともに基板KBの基板識別情報を備え付けのバーコードリーダで読み取る(ステップST2)。部品実装装置5は、読み取った基板識別情報と同じ基板識別情報を有する検査エリア部品情報45を管理装置3からダウンロードする。この際、管理装置3に該当する基板識別情報の検査エリア部品情報45がない場合、検査エリア部品情報更新部58は空の検査エリア部品情報45を作成する。これにより、ダウンロード若しくは作成された検査エリア部品情報45は実装装置記憶部31に記憶される(ステップST3)。
部品実装装置5は、装着シーケンスプログラム41と検査エリア部品情報45をそれぞれ管理装置3からダウンロードしたら、装着シーケンスプログラム41の中の主データ41Aに基づいて、基板KBへ部品BHを装着する装着ターンを繰り返し実行する。装着ターンでは先ず、対象イベント発生検知部54が現在、対象イベントが発生しているか否かを判断する(ステップST4。対象イベント発生検知工程)。そして、対象イベントが発生していた場合には、その発生したイベントによって電気的特性の検査が必要となる要検査部品CBHを要検査部品リストデータ44に追加して(ステップST5)、次のステップST6に進む。一方、ステップST4で対象イベントが発生していなかった場合には、ステップST4からステップST6に進む。
ステップST6において、部品実装装置5は、要検査部品リストデータ44を参照することによって、現在、要検査部品リストデータ44にリストアップされている要検査部品CBHがあるかどうかをチェックする。その結果、要検査部品リストデータにリストアップされている要検査部品CBHがあった場合には、ステップST3でダウンロード若しくは作成した検査エリア部品情報45を参照することによって、その要検査部品CBHに対応する検査エリアCRが空いているかどうかを判断する(ステップST7。判定工程)。
部品実装装置5は、ステップST7の判断を行った結果、検査エリアCRが空いていた場合には、その検査エリアCRに要検査部品CBHを装着するための追加データ41Bを、実装装置記憶部31に記憶された装着シーケンスプログラム41に追加する(ステップST8)。部品実装装置5は、ステップST8が終了すると装着シーケンスプログラム41に基づく製品エリアPR内への1回分の装着ターンを実行する(ステップST9)。一方、ステップST6で要検査部品リストデータにリストアップされている要検査部品CBHがなかった場合や、要検査部品CBHがあった場合であってもその要検査部品CBHに対応する検査エリアCRが空いていなかった場合には、ステップST6からステップST9に進んで、主データ41Aに基づく製品エリアPR内への1回分の装着ターンを実行する。
部品実装装置5は、ステップST9で1回分の装着ターンを実行したら、管理装置3から停止指令を受信しているかどうかをチェックする(ステップST10)。そして、停止指令を受信していた場合には停止処理のサブルーチンに入る(ステップST11。図16のフローチャート)。
停止処理のサブルーチンでは、部品実装装置5は、先ず、稼働を停止させる(図16のフローチャートのステップST21)。そして、停止指令の内容を確認し(ステップST22)、自身がエラー部品実装装置に該当しているのかどうかを判断する(ステップST23)。その結果、自身がエラー部品実装装置に該当していた場合には、管理装置3が特性検査装置8から受信したエラー情報に基づいてその内容を表示装置25に表示したうえで(ステップST24)、作業者による対応を待つ対応待ちに入る(ステップST25)。一方、ステップST23で、自身がエラー部品実装装置に該当していなっていなかった場合には、ステップST23から直接、ステップST25の対応待ちに入る。そして、ステップST25で、作業者による対応がなされて所定の処置がなされたことを検知した場合には、稼働を再開させて(ステップST26)、サブルーチンを抜ける。
部品実装装置5はステップST11のサブルーチンを抜け、或いはステップST10で管理装置3から停止指令を受信していなかった場合には、直前のステップST9で行った装着ターンが最終の装着ターン(最終ターン)であったかどうかを判断する(ステップST12)。最終ターンか否かの判断は、装着シーケンスプログラム41の主データ41Aのシーケンスが全て完了したか否かで判断される。その結果、最終ターンでなかった場合には次の装着ターンを行うべくステップST4に戻り、最終ターンであった場合には次のステップST13に進む。
部品実装装置5は、ステップST13で、装着シーケンスプログラム41を参照し、装着シーケンスプログラム41に追加データ41Bが追加されているかどうか(ステップST8で追加された追加データ41Bがあるかどうか)を判断する。そして、装着シーケンスプログラム41に追加データ41Bがあった場合には、その追加された追加データ41Bに基づいて要検査部品CBHを対応する検査エリアCRに装着する(ステップST14。要検査部品装着工程)。このステップST14の要検査部品装着工程は、ステップST4の対象イベント発生検知工程で対象イベントが発生したことが検知され、かつ、ステップST7の判定工程で検査エリアCRが空いていると判定された場合に、電気的特性の検査が必要となった部品BHをパーツフィーダ22からピックアップして要検査部品CBHとして検査エリアCRに装着する工程となる。
部品実装装置5は、ステップST14で要検査部品装着工程を実行したら、その要検査部品装着工程によって要検査部品CBHを検査エリアCRに装着した旨の情報(装着済み情報)を検査エリア部品情報45に書き込んで更新させる(ステップST15)。また、このように検査エリア部品情報45を更新するとともに、要検査部品リストデータ44から装着した要検査部品CBHのデータをリストから外す(削除する)。部品実装装置5は、ステップST15の処理を行ったら、基板搬送部21により基板KBを下流側に搬出する(ステップST16)。
一方、部品実装装置5は、ステップST13で、装着シーケンスプログラム41に追加データ41Bがなかった場合には、ステップST13からステップST16に進んで、基板搬送部21により基板KBを下流側に搬出する。部品実装装置5は、基板KBを下流側に搬出したら、検査エリア部品情報45を管理装置3にアップロードする(ステップST17)。そして、ステップST16で搬出した基板KBが最終の基板KBであったかどうかを判断し(ステップST18)、最終の基板KBでなかった場合には次の基板KBへの部品BHの装着を行うべくステップST2に戻り、最終の基板KBであった場合には部品装着作業を終了する。
このように、実施の形態における部品実装装置5による部品実装方法は、パーツフィーダ22が供給する部品BHについて電気的特性の検査が必要となるイベントが発生したことを検知するイベント発生検知工程、検査エリアCRが空いているか否かを判定する判定工程を含む。さらに、部品実装方法は、イベント発生検知工程でイベントが発生したことが検知され、かつ、判定工程で検査エリアCRが空いていると判定された場合に、電気的特性の検査が必要となった部品BHをパーツフィーダ22からピックアップして要検査部品CBHとして検査エリアCRに装着する要検査部品装着工程を含むものとなっている。
次に、図17を用いて、特性検査装置8による特性検査作業の流れを説明する。特性検査装置8は、上流側から基板KBが送られてきたら、その基板KBを搬入して所定の作業位置に位置決めする(ステップST31)。そして、その基板KBの搬入の際に読み取った基板識別IDに基づいて、その基板KBに関する情報を管理装置3から入手(ダウンロード)する(ステップST32)。ここでいう「基板KBに関する情報」とは、具体的には、搬入した基板KBのどの検査エリアCRに要検査部品CBHが装着されているかの情報を得るための検査エリア部品情報45と、その要検査部品CBHを検査するための基準範囲に関するデータである。
特性検査装置8は、ステップST32で、搬入した基板KBに関する情報を管理装置3から入手したら、その入手した情報に基づいて、基板KBの検査エリアCRに装着された要検査部品CBHがあるかどうかをチェックする(ステップST33)。その結果、要検査部品CBHが装着された要検査部品CBHがある場合には、特性検査装置8はその装着された要検査部品CBHについて電気的特性の検査を実施する(ステップST34)。そして、検査の対象となった要検査部品CBHがエラー部品であるかどうかを判定し(ステップST35)、エラー部品である場合には、そのエラー部品に関するエラー情報を管理装置3に送信したうえで(ステップST36)、基板KBを搬出する(ステップST37)。一方、ステップST35で、要検査部品CBHがエラー部品でない場合、或いはステップST33で、検査エリアCRに装着された要検査部品CBHがなかった場合にはステップST37に進んで、基板KBを搬出する。
特性検査装置8は、ステップST37で基板KBを搬出したら、その搬出した基板KBが最終の基板KBであったかどうかを判断する(ステップST38)。そして、最終の基板KBでなかった場合には次の基板KBについて検査を行うべくステップST31に戻り、最終の基板KBであった場合には特性検査作業を終了する。
次に、図18を用いて、管理装置3による作業の流れを説明する。管理装置3は、実装作業部2が実装基板JKBの生産を開始するに当たって、先ず、検査エリア部品情報蓄積部91bを初期化する(ステップST41)。検査エリア部品情報蓄積部91bを初期化したら、部品実装装置5から検査エリア部品情報45を受信しているかどうかをチェックし(ステップST42)、検査エリア部品情報45を受信していた場合には(前述のステップST17に相当)、その受信した検査エリア部品情報45に基づいて、検査エリア部品情報蓄積部91bにデータを書き込んで更新する(ステップST43)。ここで検査エリア部品情報蓄積部91bに書き込むデータは、元の検査エリア部品情報蓄積部91bの内容からの変化分のみでよい。例えば、それまで空いていた検査エリアCRに要検査部品CBHが装着された情報が部品実装装置5より送られてきた場合には、その要検査部品CBHが検査エリアCRに装着された旨の情報のみを書き加えるだけでよい。検査エリア部品情報蓄積部91bに更新対象となる検査エリア部品情報45がない場合には、部品実装装置5からアップロードされた検査エリア部品情報45を検査エリア部品情報蓄積部91bに登録する。
管理装置3は、ステップST42のチェックを行ったら、次いで、部品実装装置5よりデータ(検査エリア部品情報45)の要求がなされているか否かのチェックを行う(ステップST44)。この要求の中には、基板識別IDが含まれる。そして、部品実装装置5よりデータの要求がなされていた場合には、そのデータの要求をしている部品実装装置5に、該当する基板識別IDを含んだ検査エリア部品情報45を送信する(ステップST45)。これにより管理装置3にデータの要求を行った部品実装装置5は、最新の内容の検査エリア部品情報45を入手したことになる(前述のステップST3に相当)。
管理装置3は、ステップST44のチェックを行ったら、特性検査装置8よりエラー情報を受信しているかどうかをチェックする(ステップST46)。そして、特性検査装置8よりエラー情報を受信していた場合には、その受信したエラー情報と、管理装置記憶部91の検査エリア部品情報蓄積部91bに蓄積されている検査エリア部品情報45とに基づいて、前述の要領により、エラー部品であると判定された要検査部品CBHを検査エリアCRに装着した部品実装装置5を「エラー部品実装装置」として特定する(ステップST47)。
管理装置3はステップST47でエラー部品実装装置を特定したら、指定されている停止オプションフラグが「単体停止」であるか「連動停止」であるかを判断する(ステップST48)。そして、「単体停止」が指定されていた場合にはエラー部品実装装置に該当する部品実装装置5のみに停止指令を送信し(ステップST49)、「連動停止」が指定されていた場合には、エラー部品実装装置に該当する部品実装装置5と、とその下流側に位置する全ての部品実装装置5に停止指令を送信する(ステップST50)。これらステップST49またはステップST50において管理装置3から送信された停止指令を受信した各部品実装装置5は、その稼働を停止させる(前述のステップST21に相当)。
管理装置3は、ステップST49またはステップST50で停止指令を送信したら、実装作業部2が生産を終了しているかどうかをチェックする(ステップST51)。また、前述のステップST46において、特性検査装置8よりエラー情報を受信していなかった場合には、ステップST46からステップST51に進んで、実装作業部2が生産を終了しているかどうかをチェックする。その結果、実装作業部2が生産を終了していなかった場合にはステップST42に戻って処理を継続し、実装作業部2が生産を終了していた場合には処理を終了する。
このように、本実施の形態における部品実装システム1は、パターン電極PDが配置された製品エリアPRと検査用電極CDが配置された検査エリアCRとを有する基板KBを上流側の装置から搬入してパーツフィーダ22が供給する部品BHを製品エリアPRに装着するとともに、パーツフィーダ22が供給する部品において電気的特性の検査が必要となった要検査部品CBHを検査エリアCRに装着して基板KBを搬出する複数の部品実装装置5と、これら部品実装装置5によって検査エリアCRに装着された要検査部品CBHの電気的特性を検査する特性検査装置8と、複数の部品実装装置5および特性検査装置8を管理する管理装置3を有した構成となっている。そして、部品実装装置5の各々は、検査エリアCRにおける要検査部品CBHの装着状態が記録される検査エリア部品情報45を管理装置3に送信し、特性検査装置8は要検査部品CBHがエラー部品であるか否かを判定し、管理装置3は、送信されたエラー情報に基づいて、エラー部品であると判定された要検査部品CBHを装着した部品実装装置5をエラー部品実装装置として特定し、その特定したエラー部品実装装置の稼働を停止させるようになっている。このため、部品実装装置5のパーツフィーダ22が本来供給すべきでない部品BHを供給していた場合における損失の発生を極力抑えることができる。
以上説明したように、本実施の形態における部品実装装置5および部品実装方法によれば、パーツフィーダ22が供給する部品BHについて電気的特性の検査が必要となるイベントが発生した場合に、電気的特性の検査を行う必要のある部品BH(要検査部品CBH)を基板KB上の製品エリアPRとは別のエリアである検査エリアCRに装着することができる。
上述の実施の形態は上述したものに限定されず種々の変形等が可能である。例えば、前述の実施の形態では、各部品実装装置5の受信部52は、検査エリア部品情報45を、管理装置3を介して間接的に上流側の装置から受信するようになっていたが、管理装置3を介することなく、上流側の装置から直接受信する構成となっていてもよい。また、各部品実装装置5の送信部53は、更新された検査エリア部品情報45を、管理装置3を介して間接的に下流側の装置に送信するようになっていたが、管理装置3を介することなく、下流側の装置に直接送信する構成となっていてもよい。また、上述の実施の形態では、パーツフィーダ22からピックアップした部品BHを要検査部品CBHとして検査エリアCRに装着する要検査部品装着手段は装着ヘッド23と同一であったが、要検査部品装着手段は装着ヘッド23とは別の手段であっても構わない。
また、上述の実施の形態では、基板KBに設けられた検査エリアCRの数は3つであったが、これは一例に過ぎず、その数は任意である。また、上述の実施の形態では、部品BHを供給するパーツフィーダ22は、部品BHを封入したテープの送り動作によって部品BHを供給するテープフィーダであるとしていたが、パーツフィーダ22はテープフィーダに限られず、他のもの(例えば、バルクフィーダやスティックフィーダ等)であってもよい。
本開示の部品実装装置および部品実装方法により、パーツフィーダが供給する部品について電気的特性の検査が必要となるイベントが発生した場合に、電気的特性の検査を行う必要のある部品を基板上の製品エリアとは別のエリアである検査エリアに装着することができる。
1 部品実装システム
3 管理装置
5 部品実装装置
8 特性検査装置
22 パーツフィーダ
23 装着ヘッド(要検査部品装着手段)
31 実装装置記憶部(記憶手段)
41 装着シーケンスプログラム
41B 追加データ
45 検査エリア部品情報
52 受信部(受信手段)
53 送信部(検査エリア部品情報送信手段)
54 対象イベント発生検知部(対象イベント発生検知手段)
56 空き判定部(判定手段)
57 データ追加部(データ追加手段)
58 検査エリア部品情報更新部(検査エリア部品情報更新手段)
82b エラー判定部(エラー判定手段)
82c エラー情報送信部(エラー情報送信手段)
92b エラー発生箇所特定部(エラー発生箇所特定手段)
92c 停止指令送信部(停止手段)
PR 製品エリア
PD パターン電極
CR 検査エリア
CD 検査用電極
BH 部品
CBH 要検査部品
KB 基板
3 管理装置
5 部品実装装置
8 特性検査装置
22 パーツフィーダ
23 装着ヘッド(要検査部品装着手段)
31 実装装置記憶部(記憶手段)
41 装着シーケンスプログラム
41B 追加データ
45 検査エリア部品情報
52 受信部(受信手段)
53 送信部(検査エリア部品情報送信手段)
54 対象イベント発生検知部(対象イベント発生検知手段)
56 空き判定部(判定手段)
57 データ追加部(データ追加手段)
58 検査エリア部品情報更新部(検査エリア部品情報更新手段)
82b エラー判定部(エラー判定手段)
82c エラー情報送信部(エラー情報送信手段)
92b エラー発生箇所特定部(エラー発生箇所特定手段)
92c 停止指令送信部(停止手段)
PR 製品エリア
PD パターン電極
CR 検査エリア
CD 検査用電極
BH 部品
CBH 要検査部品
KB 基板
Claims (12)
- 電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を搬入し、パーツフィーダが供給する部品をピックアップして前記製品エリアに装着する動作を装着シーケンスプログラムに従って繰り返し実行した後、前記基板を搬出する部品実装装置であって、
前記パーツフィーダが供給する部品について前記電気的特性の検査が必要となるイベントが発生したことを検知する対象イベント発生検知手段と、
前記検査エリアが空いているか否かを判定する判定手段と、
前記対象イベント発生検知手段により前記イベントが発生したことが検知され、かつ、前記判定手段により前記検査エリアが空いていると判定された場合に、前記パーツフィーダからピックアップした部品を要検査部品として前記検査エリアに装着する要検査部品装着手段とを備えた部品実装装置。 - 前記対象イベント発生検知手段により前記イベントが発生したことが検知され、かつ、前記判定手段によって前記検査エリアが空いていると判定された場合に、前記要検査部品を前記検査エリアに装着させるための追加データを前記装着シーケンスプログラムに追加するデータ追加手段を備え、
前記要検査部品装着手段は、前記装着シーケンスプログラムに追加された前記追加データに基づいて前記要検査部品を前記検査エリアに装着する請求項1に記載の部品実装装置。 - 前記データ追加手段は、前記追加データを前記装着シーケンスプログラムの末尾に追加する請求項2に記載の部品実装装置。
- 前記対象イベント発生検知手段は、前記パーツフィーダが部品を封入したテープの送り動作により部品を供給するテープフィーダである場合に、部品を封入した先行するテープが部品を封入した後続するテープに切り替わったことに基づいて前記イベントが発生したことを検知する請求項1に記載の部品実装装置。
- 前記対象イベント発生検知手段は、前記パーツフィーダが部品を封入したテープの送り動作により部品を供給するテープフィーダである場合に、部品を封入した先行するテープと部品を封入した後続するテープとを連結する連結部が検出されたことに基づいて前記イベントが発生したことを検知する請求項1に記載の部品実装装置。
- 前記対象イベント発生検知手段は、前記パーツフィーダが前記部品実装装置に装着されたことに基づいて前記イベントが発生したことを検知する請求項1に記載の部品実装装置。
- 前記検査エリアにおける前記要検査部品の装着状態が記録される検査エリア部品情報を外部の管理装置から受信する受信手段を備え、
前記判定手段は、前記受信手段が受信した前記検査エリア部品情報に基づいて前記検査エリアが空いているか否かを判定する請求項1に記載の部品実装装置。 - 前記要検査部品が前記検査エリアに装着された場合、前記検査エリアに前記要検査部品が装着された旨の情報を前記検査エリア部品情報に書き込んで前記検査エリア部品情報を更新する検査エリア部品情報更新手段と、
前記検査エリア部品情報更新手段により更新された前記検査エリア部品情報を前記管理装置に送信する検査エリア部品情報送信手段を備えた請求項7に記載の部品実装装置。 - 電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を上流側の装置から搬入し、パーツフィーダが供給する部品をピックアップして前記製品エリアに装着する動作を繰り返し実行した後、前記基板を搬出する部品実装装置であって、
前記パーツフィーダが供給する部品について前記電気的特性の検査が必要となるイベントが発生した場合に前記部品を要検査部品として記憶する記憶手段と、
前記検査エリアにおける前記要検査部品の装着状態が記録される検査エリア部品情報を上流側の装置から直接的または間接的に受信する受信手段と、
前記受信手段が受信した前記検査エリア部品情報に基づいて前記検査エリアが空いているか否かを判定する判定手段と、
前記要検査部品が前記記憶手段に記憶され、かつ、前記判定手段により前記検査エリアが空いていると判定された場合に、前記パーツフィーダからピックアップした部品を前記要検査部品として前記検査エリアに装着する要検査部品装着手段と、
前記要検査部品を前記検査エリアに装着した場合に、前記検査エリアに前記要検査部品を装着した旨の情報を前記検査エリア部品情報に書き込んで前記検査エリア部品情報を更新する検査エリア部品情報更新手段と、
前記検査エリア部品情報更新手段により更新された前記検査エリア部品情報を下流側の装置に直接的または間接的に送信する検査エリア部品情報送信手段とを備えた部品実装装置。 - 電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を搬入し、パーツフィーダが供給する部品をピックアップして前記製品エリアに装着する動作を繰り返し実行した後、前記基板を搬出する部品実装装置であって、
前記パーツフィーダが供給する部品について前記電気的特性の検査が必要となるイベントが発生した場合に前記部品を要検査部品として記憶する記憶手段と、
前記要検査部品が前記記憶手段に記憶された場合に、前記パーツフィーダからピックアップした部品を前記要検査部品として前記検査エリアに装着する要検査部品装着手段と、
前記要検査部品を前記検査エリアに装着した場合に、前記検査エリアに前記要検査部品を装着した旨の情報を、上流側の装置から直接的または間接的に受信した情報であって、前記検査エリアにおける前記要検査部品の装着状態が記録される検査エリア部品情報に書き込んで前記検査エリア部品情報を更新する検査エリア部品情報更新手段と、
前記検査エリア部品情報更新手段により更新された前記検査エリア部品情報を下流側の装置に直接的または間接的に送信する検査エリア部品情報送信手段とを備えた部品実装装置。 - 電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を上流側の装置から搬入し、パーツフィーダが供給する部品をピックアップして前記製品エリアに装着する動作を繰り返し実行した後、前記基板を搬出する部品実装装置であって、
前記パーツフィーダが供給する部品について前記電気的特性の検査が必要となるイベントが発生した場合に前記部品を要検査部品として記憶する記憶手段と、
前記検査エリアにおける前記要検査部品の装着状態が記録される検査エリア部品情報を前記上流側の装置から直接的または間接的に受信する受信手段と、
前記受信手段が受信した前記検査エリア部品情報に基づいて前記検査エリアが空いているか否かを判定する判定手段と、
前記要検査部品が前記記憶手段に記憶され、かつ、前記判定手段により前記検査エリアが空いていると判定された場合に、前記パーツフィーダからピックアップした部品を前記要検査部品として前記検査エリアに装着する要検査部品装着手段と、
前記要検査部品を前記検査エリアに装着した場合に、前記検査エリアに前記要検査部品を装着した旨の情報を前記検査エリア部品情報に書き込んで前記検査エリア部品情報を更新する検査エリア部品情報更新手段とを備えた部品実装装置。 - 電気製品に組み込まれるパターン電極が配置された製品エリアと電気的特性の検査用の検査用電極が配置された検査エリアとを備えた基板を搬入し、パーツフィーダが供給する部品をピックアップして前記製品エリアに装着する動作を装着シーケンスプログラムに従って繰り返し実行した後、前記基板を搬出する部品実装装置による部品実装方法であって、
前記パーツフィーダが供給する部品について前記電気的特性の検査が必要となるイベントが発生したことを検知するイベント発生検知工程と、
前記検査エリアが空いているか否かを判定する判定工程と、
前記イベント発生検知工程で前記イベントが発生したことが検知され、かつ、前記判定工程で前記検査エリアが空いていると判定された場合に、前記パーツフィーダからピックアップした部品を要検査部品として前記検査エリアに装着する要検査部品装着工程とを含む部品実装方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/045198 WO2020121360A1 (ja) | 2018-12-10 | 2018-12-10 | 部品実装装置および部品実装方法 |
| JP2020558799A JP7153844B2 (ja) | 2018-12-10 | 2018-12-10 | 部品実装装置および部品実装方法 |
| US17/298,669 US20220132715A1 (en) | 2018-12-10 | 2018-12-10 | Component mounting device and component mounting method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/045198 WO2020121360A1 (ja) | 2018-12-10 | 2018-12-10 | 部品実装装置および部品実装方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020121360A1 true WO2020121360A1 (ja) | 2020-06-18 |
Family
ID=71075747
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/045198 WO2020121360A1 (ja) | 2018-12-10 | 2018-12-10 | 部品実装装置および部品実装方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20220132715A1 (ja) |
| JP (1) | JP7153844B2 (ja) |
| WO (1) | WO2020121360A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57196594A (en) * | 1981-05-26 | 1982-12-02 | Ibm | Method of producing ceramic substrate |
| JPH02239682A (ja) * | 1989-03-14 | 1990-09-21 | Hitachi Ltd | ストレス検出手段を設けたプリント基板 |
| JPH05206608A (ja) * | 1992-01-30 | 1993-08-13 | Nec Toyama Ltd | プリント配線板の製造方法 |
| JPH0677613A (ja) * | 1992-08-27 | 1994-03-18 | Fujitsu Ten Ltd | 配線基板および配線基板の加工装置 |
| JPH07193342A (ja) * | 1993-12-27 | 1995-07-28 | Nippondenso Co Ltd | 電子部品の実装回路基板 |
| JP2003133658A (ja) * | 2001-10-19 | 2003-05-09 | Seiko Epson Corp | 母基板、母基板の製造方法、プリント基板の製造方法及び液晶表示装置の製造方法 |
| JP2014093340A (ja) * | 2012-11-01 | 2014-05-19 | Nec Corp | 特性インピーダンス管理用テストクーポンおよびこれを備えたプリント基板 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002032299A (ja) * | 2000-07-14 | 2002-01-31 | Nippon Telegraph & Telephone West Corp | マルチメディアファイル管理方法、Webページ作成方法および記録媒体 |
| JP2002111298A (ja) * | 2000-07-27 | 2002-04-12 | Matsushita Electric Ind Co Ltd | 稼働分析装置、稼働分析システム、稼働分析プログラムおよび稼働分析方法 |
| JP3705288B2 (ja) * | 2004-02-24 | 2005-10-12 | Jsr株式会社 | 回路基板検査用アダプターおよび回路基板検査装置 |
| JP4998485B2 (ja) * | 2009-01-23 | 2012-08-15 | パナソニック株式会社 | 部品実装ライン及び部品実装方法 |
| EP3013131B1 (en) * | 2013-06-18 | 2020-07-22 | FUJI Corporation | Mounting management device, mounting processing device, mounting system, mounting management method and mounting processing method |
| WO2015025383A1 (ja) * | 2013-08-21 | 2015-02-26 | 富士機械製造株式会社 | フィーダ部品種決定方法およびフィーダ部品種決定装置 |
| JP6272676B2 (ja) * | 2013-11-07 | 2018-01-31 | 東レエンジニアリング株式会社 | ボンディング装置 |
-
2018
- 2018-12-10 US US17/298,669 patent/US20220132715A1/en active Pending
- 2018-12-10 WO PCT/JP2018/045198 patent/WO2020121360A1/ja active Application Filing
- 2018-12-10 JP JP2020558799A patent/JP7153844B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57196594A (en) * | 1981-05-26 | 1982-12-02 | Ibm | Method of producing ceramic substrate |
| JPH02239682A (ja) * | 1989-03-14 | 1990-09-21 | Hitachi Ltd | ストレス検出手段を設けたプリント基板 |
| JPH05206608A (ja) * | 1992-01-30 | 1993-08-13 | Nec Toyama Ltd | プリント配線板の製造方法 |
| JPH0677613A (ja) * | 1992-08-27 | 1994-03-18 | Fujitsu Ten Ltd | 配線基板および配線基板の加工装置 |
| JPH07193342A (ja) * | 1993-12-27 | 1995-07-28 | Nippondenso Co Ltd | 電子部品の実装回路基板 |
| JP2003133658A (ja) * | 2001-10-19 | 2003-05-09 | Seiko Epson Corp | 母基板、母基板の製造方法、プリント基板の製造方法及び液晶表示装置の製造方法 |
| JP2014093340A (ja) * | 2012-11-01 | 2014-05-19 | Nec Corp | 特性インピーダンス管理用テストクーポンおよびこれを備えたプリント基板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020121360A1 (ja) | 2021-10-21 |
| JP7153844B2 (ja) | 2022-10-17 |
| US20220132715A1 (en) | 2022-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4998485B2 (ja) | 部品実装ライン及び部品実装方法 | |
| JP5747164B2 (ja) | 電子部品実装システム | |
| US20050102052A1 (en) | Method of providing board packaging line program | |
| CN111819915B (zh) | 安装系统 | |
| EP3013131B1 (en) | Mounting management device, mounting processing device, mounting system, mounting management method and mounting processing method | |
| US10359755B2 (en) | Production management method of board production line | |
| WO2014064938A1 (ja) | 電子部品実装システム | |
| EP3107364B1 (en) | Production management device for substrate production line | |
| US11160201B2 (en) | Component mounting system and component data creation method | |
| JP2022160528A (ja) | 生産計画作成方法および生産計画作成装置並びに生産計画作成プログラム | |
| WO2020121360A1 (ja) | 部品実装装置および部品実装方法 | |
| CN108352036B (zh) | 单元固有信息管理系统 | |
| WO2020121361A1 (ja) | 部品実装システム | |
| JP2002261490A (ja) | インテリジェントフィーダおよびシステム | |
| JP2010171223A (ja) | 部品実装ライン及び部品実装方法 | |
| JP7198986B2 (ja) | 部品実装装置 | |
| US20200084059A1 (en) | Substrate work system | |
| JP2022003429A (ja) | 生産システムおよび収容装置 | |
| US11943872B2 (en) | Mounting device, mounting system, and inspection/mounting method | |
| JP2022003430A (ja) | 生産システムおよび投入装置 | |
| JP2022003428A (ja) | 生産システムおよび収容装置 | |
| JP2023001597A (ja) | 対基板作業機、及び対基板作業システム | |
| JP2012182266A (ja) | 電子部品装着装置及び電子部品装着装置の段取り方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18943089 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020558799 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18943089 Country of ref document: EP Kind code of ref document: A1 |