WO2020066050A1 - 締結構造体 - Google Patents
締結構造体 Download PDFInfo
- Publication number
- WO2020066050A1 WO2020066050A1 PCT/JP2019/004418 JP2019004418W WO2020066050A1 WO 2020066050 A1 WO2020066050 A1 WO 2020066050A1 JP 2019004418 W JP2019004418 W JP 2019004418W WO 2020066050 A1 WO2020066050 A1 WO 2020066050A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- battery
- fastening
- fastened
- negative electrode
- positive electrode
- Prior art date
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
- H01M50/15—Lids or covers characterised by their shape for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/102—Primary casings, jackets or wrappings of a single cell or a single battery characterised by their shape or physical structure
- H01M50/103—Primary casings, jackets or wrappings of a single cell or a single battery characterised by their shape or physical structure prismatic or rectangular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/176—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Connection Of Plates (AREA)
Abstract
締結部材と被締結部材との間に絶縁部材を有した締結構造体において、締結部材および被締結部材に絶縁部材が密接し、シール面積を確保した締結構造体を提供する。上記課題を解決するために本発明の一態様に係る締結構造体は、容器と、前記容器に設けられた貫通孔を貫通して設けられた締結部材と、前記締結部材と前記容器との間に設けられた絶縁部材と、を有し、前記締結部材は、前記容器から露出した露出部と、前記貫通孔を貫通する貫通部と、を有し、前記露出部は、前記絶縁部材を介して前記容器の外面と対向する対向面を有し、前記対向面と前記外面との間には、距離が最小となる圧縮領域が一か所あり、前記圧縮領域と重ならない位置に、前記対向面から前記外面に向かって突出した、または前記外面から前記対向面に向かって突出した、凸部が設けられたことを特徴とする。
Description
本発明は、締結部材と被締結部材の間に樹脂製部材を有した締結構造体に関する。
リチウムイオン二次電池、油圧・水圧機械などの素子では電解液、油、水等の液体が外部に漏れないよう、内部と外部とを遮断する必要がある。一方で内部と外部とを電気的に接続する端子等、内部と外部を繋ぐ部品を有している場合が多く、これら部品とケースとの間に不可避的に境界ができるため、この部分を樹脂等で塞ぐ必要がある。
例えば特許文献1では、締結部材となる外部端子と被締結部材となるケースの間に樹脂製部材ガスケットを有した蓄電素子において、ケースと対向する外部端子の対向面に凸を有し、該凸と対応する領域のガスケット本体にも凸を有する蓄電素子の特許文献1が開示されている。当該構成とすることで、ガスケットに加わる面圧が向上し、外部端子とケースとの間の密閉性が向上する技術が開示されている。
特許文献1では、外部端子とケースとの距離が最小となるガスケットの圧縮領域において、ガスケットに設けた凸を更に圧縮する構成となっており、圧縮されたガスケットの部材は周囲へ逃げることになる。この時、外部端子に設けた凸にならうよりも、ケースが無い空間にガスケットは逃げやすいため、実質的にシール部分は、外部端子とケースとの距離が最小となる部分のみとなる場合が多く、シール面積が得られにくいという課題がある。
本発明は、上記のように圧縮されたガスケットの部材が周囲へ逃げることを防ぐことによりシール面積を確保した締結構造体を提供することを目的とした。
上記課題を解決するために本発明の一態様に係る締結構造体は、容器と、前記容器に設けられた貫通孔を貫通して設けられた締結部材と前記締結部材と前記容器との間に設けられた絶縁部材(樹脂製部材)と、を有し、前記締結部材は、前記容器から露出した露出部と、前記貫通孔を貫通する貫通部と、を有し、前記露出部は、前記絶縁部材を介して前記容器の外面と対向する対向面を有し、前記対向面と前記外面との間には、距離が最小となる圧縮領域が一か所あり、前記圧縮領域と重ならない位置に、前記対向面から前記外面に向かって突出した、または前記外面から前記対向面に向かって突出した、凸部が設けられたことを特徴とする。
本発明により、圧縮されたガスケットの部材が周囲へ逃げることを防ぐことによりシール面積を確保した締結構造体を提供することができる。
以下、本発明の実施例について図面を用いて説明する。
[実施例1]
図1は、締結構造体101の断面図である。
図1は、締結構造体101の断面図である。
本実施形態の締結構造体101は、例えば油圧や水圧機械など、容器に封入された液体等の内容物が漏れないように気密性を保持する必要がある機器において使用される。
締結構造体101は、締結部材70と、締結部材70により締結される被締結部材80と、締結部材70と被締結部材80との間に狭持された樹脂製部材90を有している。
被締結部材80は、例えば液体を収容する容器、または容器を密閉する蓋であり、一つないしは複数の部材から構成される。被締結部材80は、貫通孔を有する。
締結部材70は、被締結部材80の貫通孔を貫通部66と、貫通部66の両端側に設けられ、被締結部材80を両側から狭持する露出部12(14)と、かしめ部13を有する。露出部12(14)は、容器の外側に位置し、かしめ部13は容器の内側に位置する。
容器の外側からかしめ部13と貫通部66を貫通孔に挿入し、かしめ部13を貫通孔の径方向側に広げ、プレス加工などを施すことで被締結部材80が締結部材70により締結される。締結部材70としては例えばアルミニウム合金などの金属材料を用いることができる。
露出部12(14)は貫通部66よりも大きな径を持っている、すなわち、貫通部66を軸とする径方向において貫通部66よりも外側まで延びている。また、かしめ部13も同様に、被締結部材80にかしめられることによって、貫通部66よりも外側に広がっている。このような構造により露出部12(14)とかしめ部13により被締結部材80が挟まれる構造となっている。
樹脂製部材90は、締結部材70と被締結部材80との間、例えば図1のように露出部12(14)と被締結部材80との間、あるいは、かしめ部13と被締結部材80との間に設けられる。樹脂製部材90は、例えば締結部材70と被締結部材80との間の絶縁を保つ目的、または容器の密閉性を保つために設けられる。樹脂製部材90は、ポリブチレンテレフタレートやポリフェニレンサルファイド、ペルフルオロアルコキシフッ素樹脂等の樹脂材を射出やプレスにより成型される。
図1のように露出部12(14)と被締結部材80との間に樹脂製部材90を設ける場合、露出部12は樹脂製部材90を介して被締結部材80の外面と対向して対向面71を形成する。容器内と容器外を密閉するにはこの部分のシール性が重要となり、露出部12(14)と被締結部材80との間が樹脂部材90によって効果的にシールされている必要がある。
露出部12(14)の対向面71と被締結部材80との距離が最小となる圧縮領域72が一か所設けられており、この圧縮領域72で主にシール性を発生させている。圧縮領域72は数が多いと、樹脂製部材90からの反発荷重が適切に得られないため数は少ないことが好ましく、一か所であることが好ましい。圧縮凸部50の圧縮凸部高さ50aを調節することによりシール性を調節することができる。
圧縮領域72は、かしめ部13の端部13aよりも内側(貫通部66の径方向内側)に位置する。これにより、かしめの力が圧縮領域72にかかり、シール性を効果的に発生させることができる。かしめによる締結力は、締結部材70の貫通部66を軸とする径方向において、軸中心からかしめ部13の端部13aまでが安定的に作用する領域となる。当該領域内に圧縮領域72があることで、長期に亘って安定的に樹脂製部材90を圧縮することが可能となる。
また、長期シール性の観点からは、製品に振動衝撃が加わることを想定する必要がある
。蓄電素子の締結構造体101に振動衝撃が加わった場合、貫通部66を軸とする径方向において、かしめ部13の端部13aよりも外側において締結部材70および蓋6と樹脂製部材90との間に隙間が生じ易い。かしめ部13の端部13aよりも内側は安定的にかしめ力が作用しているため、かしめ部13の端部13aよりも外側は、内側に比べて振動衝撃の影響を受け易いためである。そのため、凸部60がかしめ部13の端部13aよりも外側で樹脂製部材90を軽圧縮しているのが望ましく、振動衝撃時でも軽圧縮の作用により隙間が生じることを抑制することが可能となる。
。蓄電素子の締結構造体101に振動衝撃が加わった場合、貫通部66を軸とする径方向において、かしめ部13の端部13aよりも外側において締結部材70および蓋6と樹脂製部材90との間に隙間が生じ易い。かしめ部13の端部13aよりも内側は安定的にかしめ力が作用しているため、かしめ部13の端部13aよりも外側は、内側に比べて振動衝撃の影響を受け易いためである。そのため、凸部60がかしめ部13の端部13aよりも外側で樹脂製部材90を軽圧縮しているのが望ましく、振動衝撃時でも軽圧縮の作用により隙間が生じることを抑制することが可能となる。
被締結部材80の対向面71側の面には、樹脂製部材90、対向面71側に突出した凸部60が設けられている。凸部60は、圧縮領域72と重ならない位置、例えば貫通部66を軸とする径方向において圧縮領域72の外側に設けられている。
また、凸部60は、径方向においてかしめ部13の端部13aよりも外側に設けられている。これにより、圧縮領域72によるシール効果を極力妨げることなく、肉逃げ防止効果を発生させることができる。
上記構成によれば、前記凸部60による軽圧縮領域の作用により、圧縮領域72で圧縮された樹脂製部材90の、特に貫通部66を軸とする径方向の外側への逃げ(肉逃げ)が抑制され、締結部材70および被締結部材80と樹脂製部材90が密接されることでシール面積が確保される。凸部高さ60aを調節することにより、肉逃げ抑制量を調節することができる。
凸部高さ60aが高すぎる場合、例えば凸部60と対向面71との距離が圧縮領域72における対向面71と被締結部材80との距離よりも小さくなってしまう場合、締結部材70と蓋6との距離が最小となる圧縮領域72が複数存在することになり、樹脂製部材90の弾性変形が適切に生じず、反発荷重が分散することによるシール性の低下を起こしてしまう可能性がある。このため、凸部高さ60aは、凸部60と対向面71との距離が圧縮領域72における対向面71と被締結部材80との距離よりも小さくならない程度に設定することが好ましい。
圧縮領域72が複数存在することになり、樹脂製部材90を圧縮した際に得られる反発荷重が高くなるが、樹脂製部材90の逃げがより顕著になるため、反発荷重が高いにも関わらず、反発荷重を圧縮領域72の面積で除算したシール面圧で考えた場合、圧縮領域72が一つの方が、シール面圧が良好な結果となる。加えて、反発荷重が高すぎると、締結部材70のかしめ部13に与える負荷が大きくなるため、かしめ径が歪んだり、かしめ時の荷重を高くする必要があるため、締結部材70が座屈してしまい、締結不良が発生することになる。そのため、締結部材70と蓋6との距離が最小となる圧縮領域72は一つが望ましいとの結論に至り、よって前記凸部60の凸部高さ60aは圧縮凸部50の圧縮凸部高さ50aよりも低くするのが望ましい。
図1は、締結構造体101として説明したが、締結構造体101をリチウムイオン二次電池等の二次電池に用いることが効果的である。
この場合、締結部材70は、例えば正極外部端子(露出部14)または負極外部端子(露出部12)であり、被締結部材80は、例えば絶縁板7を蓋(電池蓋)6と負極集電板24(正極集電板44)により挟み重ねたものであり、樹脂製部材(絶縁部材)90はガスケットである。
締結部材70である正極外部端子または負極外部端子は、捲回群(蓄電要素)3と電池缶1の外部とを電気的に接続する端子としての役割を有する。したがって、電気通路となるため、電池蓋6と絶縁性を保つ必要があり、ガスケット5(樹脂製部材90)や、絶縁板7を介して電池蓋6に設けられる。別部材であるため、この部分に電池缶1の内部と外部とを繋ぐ経路が少なからず形成されてしまうため、ガスケット5によりシール性を保つことが重要となる。
図3にて後述するように、電池缶1には捲回群3が収容されており、捲回群3は、締結部70である正極外部端子、負極外部端子と、これに電気的に接続された正極集電板44、負極集電板24と、により電気的に二次電池の外部と接続される。電池蓋6は、正極外部端子、負極外部端子と、これに電気的に接続された正極集電板44、負極集電板24と絶縁されている必要があり、このため、電池蓋6と、正極外部端子、負極外部端子との間には樹脂製部材90であるガスケット5が設けられ、電池蓋6と正極集電板44、負極集電板24との間には絶縁板7が設けられている。
ガスケット5は、電池蓋6等の被締結部材80と同様に、貫通孔を有しており、負極外部端子露出部12、正極外部端子露出部14の貫通部66が貫通している。ガスケット5には、貫通部66と電池蓋6の貫通孔内壁との間に介在する部分と、負極外部端子露出部12、正極外部端子露出部14と電池蓋6の外面との間に介在する部分を有し、肉逃げを防止する凸部は後者側の部分に設けられている。前者側の部分に設けても良いが、部品加工や、組み立て容易性の観点からは図1のように後者側の部分に設けられることが好ましい。
以上図1のように、露出部12(14)の対向面71と被締結部材80の外面との間に樹脂製部材90が挟まれた構造において、対向面71と被締結部材80の外面との間に距離が最小となる圧縮領域72の外側に凸部60を設けることで、圧縮領域72により圧縮されて外側に逃げた樹脂製部材90の一部が凸部60によりさらに外側に逃げることを防ぐことができる。これによりシール性を向上させた締結構造体101を実現することができる。
図2は、締結構造体101を二次電池100に用いた場合の二次電池外観図である。
二次電池100は、容器内部に電解液を有しており、電解液が漏れないように内部の気密性を保つ必要がある。締結構造体101を蓄電素子(二次電池)に適用することで、容器内部をシールすることが可能である。
二次電池100は、電池缶1および電池蓋6を備える。電池缶1と電池蓋6は、例えばアルミニウム合金などの金属材料からなり、深絞り加工及びプレス加工を施すことによって形成される。
電池缶1内には、捲回(電極)群3(図3)が内蔵され、電池缶1の開口部1aが電池蓋6によって封口されている。電池蓋6は略矩形平板状であって、電池缶1の開口部1aを塞ぐように溶接されて電池缶1が封止されている。電池蓋6には、インサート成形やプレス成型によるガスケット(絶縁部材)5によって電池蓋6に固定された正極外部端子露出部14と、負極外部端子露出部12が設けられている。正極外部端子露出部14と負極外部端子露出部12を介して捲回(電極)群3に充電され、また外部負荷に電力が供給される。電池蓋6には、ガス排出弁10が一体的に設けられ、電池容器内の圧力が上昇すると、ガス排出弁10が開いて内部からガスが排出され、電池容器内の圧力が低減される。これによって、二次電池100の安全性が確保される。
図3は、二次電池100の分解斜視図である。
二次電池100の電池缶1は、長方形の底面1dと、底面1dの一対の長辺から立ち上がる幅広側面1bと、底面1dの一対の短辺から立ち上がる幅狭側面1cと、これら幅広面側1b及び幅狭側面1cの上端で上方に向かって開放された開口部1aとを有している。電池缶1内には、絶縁保護フィルム2を介して捲回(電極)群3が収容されている。
捲回(電極)群3は、帯状の電極が扁平形状に捲回されて構成されており、断面半円形状の互いに対向する一対の湾曲部と、これら一対の湾曲部の間に連続して形成される平面部とを有している。捲回(電極)群3は、捲回軸方向が電池缶1の横幅方向に沿うように、一方の湾曲部側から電池缶1内に挿入されて底面1dと対向し、他方の湾曲部側が開口部1a側に配置される。
捲回(電極)群3の正極箔露出部34cは、正極集電板44を介して電池蓋6に設けられた正極外部端子露出部14と電気的に接続されている。また、捲回(電極)群3の負極箔露出部32cは、負極集電板24を介して電池蓋6に設けられた負極外部端子露出部12と電気的に接続されている。これにより、正極集電板44および負極集電板24を介して捲回(電極)群3から外部負荷へ電力が供給され、正極集電板44および負極集電板24を介して捲回(電極)群3へ外部発電電力が供給され充電される。
正極集電板44と負極集電板24、及び、正極外部端子露出部14と負極外部端子露出部12を、それぞれ電池蓋6から電気的に絶縁するために、ガスケット5および絶縁板7が電池蓋6に設けられている。また、注液口9から電池缶1内に電解液を注入した後、電池蓋6に注液栓11をレーザ溶接により接合して注液口9を封止し、扁平捲回形の二次電池100を密閉する。
ここで、正極集電板44の形成素材としては、例えばアルミニウム合金が挙げられ、負極集電板24の形成素材としては、例えば銅合金が挙げられる。また、ガスケット(絶縁部材)5の形成素材としては、例えばポリブチレンテレフタレートやポリフェニレンサルファイド、ペルフルオロアルコキシフッ素樹脂等の絶縁性を有する樹脂材が挙げられる。
また、電池蓋6には、電池容器内に電解液を注入するための注液口9が穿設されており、この注液口9は、電解液を電池容器内に注入した後に注液栓11によって封止される。ここで、電池容器内に注入される電解液としては、例えばエチレンカーボネート等の炭酸エステル系の有機溶媒に6フッ化リン酸リチウム(LiPF6)等のリチウム塩が溶解された非水電解液を適用することができる。
正極外部端子露出部14、負極外部端子露出部12は、バスバー等に溶接接合される溶接接合部を有している。溶接接合部は、ガスケット5よりも上方で電池蓋6の外面と平行に配置される平坦面を有しており、かかる平坦面にバスバー等が接面されて溶接接合されるようになっている。
負極接続部12a、正極接続部14aは、負極外部端子露出部12、正極外部端子露出部14の下面からそれぞれ突出して、先端が電池蓋6の負極側貫通孔26、正極側貫通孔46に挿入可能な円柱形状を有している。負極接続部12a、正極接続部14aは、電池蓋6を貫通して、負極集電板24、正極集電板44の負極集電板基部21、正極集電板基部41よりも電池缶1の内部側に突出しており、先端がかしめられて、負極外部端子露出部12、正極外部端子露出部14と負極集電板24、正極集電板44とを電池蓋6に一体に固定している。負極外部端子露出部12、正極外部端子露出部14と電池蓋6との間には、ガスケット5が介在されており、負極集電板24、正極集電板44と電池蓋6との間には、絶縁板7が介在している。なお、負極集電板基部21、正極集電板基部41には、負極接続部12a、正極接続部14aが挿入される負極側開口穴23、正極側開口穴43がそれぞれ形成されている。
正極集電板44、負極集電板24は、電池缶1の幅広側面1bに沿って底面1d側に向かって延出し、捲回(電極)群3の正極箔露出部34c、負極箔露出部32cに対向して重ね合わされた状態で接続される正極側接続端部42、負極側接続端部22を有している。
捲回(電極)群3の扁平面に沿う方向でかつ捲回(電極)群3の捲回軸方向に直交する方向を中心軸方向として捲回(電極)群3の周囲には絶縁保護フィルム2が巻き付けられている。絶縁保護フィルム2は、例えばPP(ポリプロピレン)などの合成樹脂製の一枚のシートまたは複数のフィルム部材からなり、捲回(電極)群3の扁平面と平行な方向でかつ捲回軸方向に直交する方向を巻き付け中心として巻き付けることができる長さを有している。
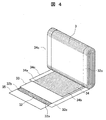
図4は、捲回電極群の一部を展開した状態を示す分解斜視図である。
捲回(電極)群3は、負極電極32と正極電極34との間にセパレータ33、35を介して扁平状に捲回することによって構成されている。捲回(電極)群3は、最外周の電極が負極電極32であり、さらにその外側にセパレータ33、35が捲回される。セパレータ33、35は、正極電極34と負極電極32との間を絶縁する役割を有している。
負極電極32の負極合剤層32bが塗布された部分は、正極電極34の正極合剤層34bが塗布された部分よりも幅方向に大きく、これにより正極合剤層34bが塗布された部分は、必ず負極合剤層32bが塗布された部分に挟まれるように構成されている。正極箔露出部34c、負極箔露出部32cは、平面部分で束ねられて溶接等により接続される。尚、セパレータ33、35は幅方向で負極合剤層32bが塗布された部分よりも広いが、正極箔露出部34c、負極箔露出部32cで端部の金属箔面が露出する位置に捲回されるため、束ねて溶接する場合の支障にはならない。
正極電極34は、正極集電体である正極箔34aの両面に正極活物質合剤を有し、正極箔の幅方向一方側の端部には、正極活物質合剤を塗布しない正極箔露出部34cが設けられている。負極電極32は、負極集電体である負極箔32aの両面に負極活物質合剤を有し、負極箔の幅方向他方側の端部には、負極活物質合剤を塗布しない負極箔露出部32cが設けられている。正極箔露出部34cと負極箔露出部32cは、電極箔の金属面が露出した領域であり、捲回軸方向の一方側と他方側の位置に配置されるように捲回される。
負極電極32に関しては、負極活物質として非晶質炭素粉末100重量部に対して、結着剤として10重量部のポリフッ化ビニリデン(以下、PVDFという。)を添加し、これに分散溶媒としてN-メチルピロリドン(以下、NMPという。)を添加、混練した負極合剤を作製した。この負極合剤を厚さ10μmの銅箔(負極箔)の両面に溶接部(負極未塗工部)を残して塗布した。その後、乾燥、プレス、裁断工程を経て、銅箔を含まない負極活物質塗布部厚さ70μmの負極電極32を得た。
尚、本実施形態では、負極活物質に非晶質炭素を用いる場合について例示したが、これに限定されるものではなく、リチウムイオンを挿入、脱離可能な天然黒鉛や、人造の各種黒鉛材、コークスなどの炭素質材料やSiやSnなどの化合物(例えば、SiO、TiSi2等)、またはそれの複合材料でもよく、その粒子形状においても、鱗片状、球状、繊維状、塊状等、特に制限されるものではない。
正極電極34に関しては、正極活物質としてマンガン酸リチウム(化学式LiMn2O4)100重量部に対し、導電材として10重量部の鱗片状黒鉛と結着剤として10重量部のPVDFとを添加し、これに分散溶媒としてNMPを添加、混練した正極合剤を作製した。この正極合剤を厚さ20μmのアルミニウム箔(正極箔)の両面に溶接部(正極未塗工部)を残して塗布した。その後、乾燥、プレス、裁断工程を経て、アルミニウム箔を含まない正極活物質塗布部厚さ90μmの正極電極31を得た。
また、本実施形態では、正極活物質にマンガン酸リチウムを用いる場合について例示したが、スピネル結晶構造を有する他のマンガン酸リチウムや一部を金属元素で置換又はドープしたリチウムマンガン複合酸化物や層状結晶構造を有すコバルト酸リチウムやチタン酸リチウムやこれらの一部を金属元素で置換またはドープしたリチウム-金属複合酸化物を用いるようにしてもよい。
また、本実施形態では、正極電極、負極電極における塗工部の結着剤としてPVDFを用いる場合について例示したが、ポリテトラフルオロエチレン(PTFE)、ポリエチレン、ポリスチレン、ポリブタジエン、ブチルゴム、ニトリルゴム、スチレンブタジエンゴム、多硫化ゴム、ニトロセルロース、シアノエチルセルロース、各種ラテックス、アクリロニトリル、フッ化ビニル、フッ化ビニリデン、フッ化プロピレン、フッ化クロロプレン、アクリル系樹脂などの重合体およびこれらの混合体などを用いることができる。
また、軸芯としては例えば、正極箔、負極箔、セパレータ33、35のいずれよりも曲げ剛性の高い樹脂シートを捲回して構成したものを用いることができる。
上記蓄電素子(二次電池100)の構成において、正極外部端子露出部14と負極外部端子露出部12が締結部材70に、電池蓋6と正極集電板44と負極集電板24と絶縁板7が被締結部材80に、ガスケット(絶縁部材)5が締結部材70と被締結部材80との間にある樹脂製部材90となる。得られる効果としては、実施形態1と同様に前記凸部60による軽圧縮領域の作用により、圧縮領域72で圧縮されたガスケット(絶縁部材)5の、貫通部66を軸とする径方向の外側への逃げが抑制され、締結部材70および電池蓋6とガスケット(絶縁部材)5が密接されることでシール面積が確保される。
[実施例2]
図5は、凸部60を露出部12(14)に設けた例である。
図5は、凸部60を露出部12(14)に設けた例である。
実施例1では凸部60を被締結部材80(蓋(電池蓋)6)の外面に設けたが、図5のように凸部60を露出部12(14)に設けても構わない。
この場合も実施例1と同様、凸部高さ60aは、圧縮凸部50の圧縮凸部高さ50aよりも小さい。この構造により、圧縮領域72によりシールを発生させ、凸部60により樹脂製部材90の肉逃げを防止することができる。
実施例1、2は、圧縮凸部50を締結部材70に有した締結構造体101を示したがこれ限定されるものではない。圧縮凸部50は締結部材70にある必要はなく、蓋(電池蓋)6に設けられていても同様の効果を得られる。
圧縮凸部50と凸部60は、実施例1のように異なる部材にある方がシール面積の観点では好ましい。しかし、同一部材側に設ける方が部材加工の観点から好ましい場合もある。
以上、本発明の実施形態について詳述したが、本発明は、前記の実施形態に限定されるものではなく、特許請求の範囲に記載された本発明の精神を逸脱しない範囲で、種々の設計変更を行うことができるものである。例えば、前記した実施の形態は本発明を分かりやすく説明するために詳細に説明したものであり、必ずしも説明した全ての構成を備えるものに限定されるものではない。また、ある実施形態の構成の一部を他の実施形態の構成に置き換えることが可能であり、また、ある実施形態の構成に他の実施形態の構成を加えることも可能である。さらに、各実施形態の構成の一部について、他の構成の追加・削除・置換をすることが可能である。
1…電池缶、1a…開口部、1b …幅広側面、1c …幅狭側面、1d …底面、2… 絶縁保護フィルム、3…捲回群(蓄電要素)、5…ガスケット(樹脂製部材90)、6…蓋(電池蓋)、7…絶縁板、9…注液口、10…ガス排出弁、11…注液栓、12…負極外部端子露出部(露出部)、12a…負極接続部、13…かしめ部、13a…かしめ部の端部、14…正極外部端子露出部(露出部)、14a…正極接続部、21…負極集電板基部、22…負極側接続端部、23…負極側開口穴、24…負極集電板、26…負極側貫通孔、32…負極電極、32a…負極箔、32b…負極合剤層、32c…負極箔露出部、33…セパレータ、34…正極電極、34a…正極箔、34b…正極合剤層、34c…正極箔露出部、35…セパレータ、41…正極集電板基部、42…正極側接続端部、43…正極側開口穴、44…正極集電板、46…正極側貫通孔、50…圧縮凸部、50a…圧縮凸部高さ、60…凸部、60a…凸部高さ、66…貫通部、70…締結部材(負極外部端子露出部12、正極外部端子露出部14)、71…対向面、72…圧縮領域、80…被締結部材、90…樹脂製部材、100…二次電池、101…締結構造体
Claims (8)
- 被締結部材と、
前記被締結部材に設けられた貫通孔を貫通して設けられた締結部材と、
前記締結部材と前記被締結部材との間に介在して設けられた絶縁部材と、を有し、
前記締結部材は、前記被締結部材から露出した露出部と、前記貫通孔を貫通する貫通部と、を有し、
前記露出部は、前記絶縁部材を介して前記被締結部材の外面と対向する対向面を有し、
前記対向面と前記外面との間には、前記対向面と前記外面との距離が最小となる圧縮領域が一か所あり、
前記圧縮領域と重ならない位置に、前記対向面から前記外面に向かって突出した、または、前記外面から前記対向面に向かって突出した、凸部が設けられた締結構造体。 - 蓄電要素を収容する電池缶と、
前記電池缶を閉じる電池蓋と、請求項1に記載の締結構造体を有する二次電池であり、
前記締結構造体は、前記電池蓋に設けられ、
前記被締結部材は、前記電池蓋を少なくとも含み、
前記締結部材は、前記蓄電要素と前記電池缶の外部とを電気的に接続する外部端子である二次電池。 - 請求項2において、
前記二次電池は、前記外部端子と前記蓄電要素を接続する集電板と、
前記集電板と前記電池蓋との間に設けられた絶縁板を有し、
前記被締結部材は、前記電池蓋と前記絶縁板と、前記集電板を含む二次電池。 - 請求項3において、
前記外部端子は、前記電池缶の内部で前記被締結部材をかしめるかしめ部を有し、
前記露出部と、前記かしめ部は、前記貫通部を軸とする径方向において、前記貫通部よりも外側まで延び、
前記かしめ部は前記集電板に接続され、
前記露出部と前記かしめ部によって前記被締結部材が挟まれている二次電池。 - 請求項4において、
前記貫通部を軸とする径方向において前記かしめ部の端部よりも内側に前記圧縮領域が位置する二次電池。 - 請求項5において、
前記凸部は、前記径方向において前記圧縮領域の外側に設けられた二次電池。 - 請求項6において、
前記凸部は、前記径方向において前記かしめ部の端部よりも外側に設けられた二次電池。 - 請求項7において、
前記凸部は、圧縮凸部よりも高さが低い二次電池。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980026428.4A CN112956075B (zh) | 2018-09-28 | 2019-02-07 | 紧固结构体 |
| JP2020547907A JP7183287B2 (ja) | 2018-09-28 | 2019-02-07 | 締結構造体 |
| EP19865185.3A EP3767707A4 (en) | 2018-09-28 | 2019-02-07 | FASTENING STRUCTURE |
| US17/047,780 US20210159563A1 (en) | 2018-09-28 | 2019-02-07 | Fastening structure |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018183146 | 2018-09-28 | ||
| JP2018-183146 | 2018-09-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020066050A1 true WO2020066050A1 (ja) | 2020-04-02 |
Family
ID=69951272
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/004418 WO2020066050A1 (ja) | 2018-09-28 | 2019-02-07 | 締結構造体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20210159563A1 (ja) |
| EP (1) | EP3767707A4 (ja) |
| JP (1) | JP7183287B2 (ja) |
| CN (1) | CN112956075B (ja) |
| WO (1) | WO2020066050A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023058865A (ja) * | 2021-10-14 | 2023-04-26 | プライムプラネットエナジー&ソリューションズ株式会社 | 二次電池 |
| CN115398736A (zh) * | 2021-11-30 | 2022-11-25 | 宁德新能源科技有限公司 | 硬壳电池及电子装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005056649A (ja) * | 2003-08-01 | 2005-03-03 | Hitachi Maxell Ltd | 密閉型電池 |
| JP2016173907A (ja) * | 2015-03-16 | 2016-09-29 | 日立オートモティブシステムズ株式会社 | 角形二次電池 |
| JP2016207510A (ja) * | 2015-04-23 | 2016-12-08 | 日立オートモティブシステムズ株式会社 | 角形二次電池 |
| JP2017130386A (ja) | 2016-01-21 | 2017-07-27 | 株式会社Gsユアサ | 蓄電素子、及び蓄電素子の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3573853B2 (ja) * | 1995-11-30 | 2004-10-06 | 三洋電機株式会社 | 密閉型電池 |
| JP3691268B2 (ja) * | 1999-01-11 | 2005-09-07 | 日立マクセル株式会社 | 密閉型の電池 |
| US20120214053A1 (en) * | 2011-02-18 | 2012-08-23 | Dukjung Kim | Rechargeable battery and method of manufacturing the same |
| JP5611251B2 (ja) * | 2012-01-27 | 2014-10-22 | トヨタ自動車株式会社 | 密閉型二次電池 |
| JP6094503B2 (ja) * | 2014-01-31 | 2017-03-15 | トヨタ自動車株式会社 | 二次電池 |
| CN108369999B (zh) * | 2015-12-28 | 2021-05-28 | 株式会社杰士汤浅国际 | 蓄电元件及蓄电元件的制造方法 |
| JP6868400B2 (ja) * | 2017-01-17 | 2021-05-12 | Fdk株式会社 | 筒型電池の封口体、筒型電池 |
-
2019
- 2019-02-07 US US17/047,780 patent/US20210159563A1/en active Pending
- 2019-02-07 WO PCT/JP2019/004418 patent/WO2020066050A1/ja unknown
- 2019-02-07 EP EP19865185.3A patent/EP3767707A4/en active Pending
- 2019-02-07 CN CN201980026428.4A patent/CN112956075B/zh active Active
- 2019-02-07 JP JP2020547907A patent/JP7183287B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005056649A (ja) * | 2003-08-01 | 2005-03-03 | Hitachi Maxell Ltd | 密閉型電池 |
| JP2016173907A (ja) * | 2015-03-16 | 2016-09-29 | 日立オートモティブシステムズ株式会社 | 角形二次電池 |
| JP2016207510A (ja) * | 2015-04-23 | 2016-12-08 | 日立オートモティブシステムズ株式会社 | 角形二次電池 |
| JP2017130386A (ja) | 2016-01-21 | 2017-07-27 | 株式会社Gsユアサ | 蓄電素子、及び蓄電素子の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3767707A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020066050A1 (ja) | 2021-05-13 |
| EP3767707A4 (en) | 2021-12-08 |
| CN112956075A (zh) | 2021-06-11 |
| CN112956075B (zh) | 2023-07-25 |
| JP7183287B2 (ja) | 2022-12-05 |
| US20210159563A1 (en) | 2021-05-27 |
| EP3767707A1 (en) | 2021-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6892495B2 (ja) | 二次電池 | |
| US11303002B2 (en) | Secondary battery | |
| JP6446239B2 (ja) | 二次電池 | |
| EP3300138A1 (en) | Rectangular secondary battery | |
| JP2014096225A (ja) | 角形二次電池 | |
| JP2015097174A (ja) | 二次電池 | |
| JPWO2016047199A1 (ja) | 角形二次電池 | |
| US9865864B2 (en) | Rechargeable battery | |
| WO2020066050A1 (ja) | 締結構造体 | |
| JP6577998B2 (ja) | 角形二次電池 | |
| JP6167185B2 (ja) | 角形二次電池 | |
| KR20160125141A (ko) | 이차 전지 | |
| JP6207950B2 (ja) | 角形二次電池および組電池 | |
| JP6715936B2 (ja) | 角形二次電池 | |
| JP2016139532A (ja) | 角形二次電池 | |
| WO2017130702A1 (ja) | 角形二次電池 | |
| JP6182061B2 (ja) | 二次電池 | |
| JP2021064519A (ja) | 二次電池 | |
| JP2016173907A (ja) | 角形二次電池 | |
| WO2016076108A1 (ja) | 角形二次電池 | |
| WO2015125223A1 (ja) | 二次電池 | |
| WO2018198469A1 (ja) | 二次電池 | |
| JP6504994B2 (ja) | 角形蓄電素子 | |
| JP6892338B2 (ja) | 蓄電装置および蓄電装置の製造方法 | |
| JP2018056023A (ja) | 二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19865185 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020547907 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2019865185 Country of ref document: EP Effective date: 20201015 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |