WO2020054050A1 - 自動車用吸音材 - Google Patents
自動車用吸音材 Download PDFInfo
- Publication number
- WO2020054050A1 WO2020054050A1 PCT/JP2018/034144 JP2018034144W WO2020054050A1 WO 2020054050 A1 WO2020054050 A1 WO 2020054050A1 JP 2018034144 W JP2018034144 W JP 2018034144W WO 2020054050 A1 WO2020054050 A1 WO 2020054050A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin film
- layer
- film layer
- core layer
- sound absorbing
- Prior art date
Links
- 238000010521 absorption reaction Methods 0.000 title claims abstract description 36
- 239000000463 material Substances 0.000 title claims abstract description 32
- 239000010410 layer Substances 0.000 claims abstract description 152
- 229920005989 resin Polymers 0.000 claims abstract description 110
- 239000011347 resin Substances 0.000 claims abstract description 110
- 239000012792 core layer Substances 0.000 claims abstract description 87
- 239000011358 absorbing material Substances 0.000 claims description 49
- 239000004745 nonwoven fabric Substances 0.000 description 25
- -1 polyethylene Polymers 0.000 description 19
- 239000011162 core material Substances 0.000 description 15
- 239000004698 Polyethylene Substances 0.000 description 12
- 229920000573 polyethylene Polymers 0.000 description 12
- 239000002344 surface layer Substances 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 8
- 229920001155 polypropylene Polymers 0.000 description 8
- 239000011295 pitch Substances 0.000 description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 description 7
- 239000005020 polyethylene terephthalate Substances 0.000 description 7
- 239000004952 Polyamide Substances 0.000 description 5
- 239000012790 adhesive layer Substances 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 229920002647 polyamide Polymers 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 239000012212 insulator Substances 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0815—Acoustic or thermal insulation of passenger compartments
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/172—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general using resonance effects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D24/00—Producing articles with hollow walls
- B29D24/002—Producing articles with hollow walls formed with structures, e.g. cores placed between two plates or sheets, e.g. partially filled
- B29D24/005—Producing articles with hollow walls formed with structures, e.g. cores placed between two plates or sheets, e.g. partially filled the structure having joined ribs, e.g. honeycomb
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0089—Producing honeycomb structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/02—Layered products comprising a layer of paper or cardboard next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/162—Selection of materials
- G10K11/168—Plural layers of different materials, e.g. sandwiches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
Definitions
- the present invention relates to a sound absorbing material for automobiles.
- an automobile has a structure in which an engine room is provided at the front, a trunk room is provided at the rear, and a cabin is provided in the middle.
- the guest room has seats such as a driver's seat, a passenger seat, and a rear seat.
- dash insulators, floor carpets, floor spacers, trunk trims, and trunk floors are installed in the passenger cabin to cover the outside of the car interior, and these parts are uneven according to the shape of the body and the design of the parts. It is formed in the shape of a letter.
- a front fender liner, a rear fender liner, and an undercover formed in a concavo-convex shape for controlling an air flow are provided on an exterior under the vehicle body.
- Many of these parts use a thermoplastic resin as a material, and this material is heated and press-molded by a mold having the shape of the part to be finished into an uneven part having a plurality of portions having different thicknesses.
- Noise transmitted to the interior of the automobile includes noise from windows, noise from tires, noise from under the vehicle body, noise from engine sounds, noise from motor sounds, and the like. It is said that frequencies in the noise, particularly from 500 Hz to 4000 Hz, are annoying to drivers and passengers. It is also said that electric vehicles, even at frequencies between 4,000 and 8000 Hz, which have not conventionally been perceived as harsh, will be harsh to drivers and passengers due to the lack of an engine. Therefore, a function of absorbing noise in this frequency band is required for interior and exterior parts of automobiles. On the other hand, it is also important to reduce fuel consumption, and there is a demand for lighter interior and exterior parts of automobiles.
- a honeycomb core made of non-metal and a frequency selection plate having light metal openings at both ends thereof are bonded via an adhesive, and a fiber reinforced base material is bonded to the outside thereof. It is disclosed that this frequency selection plate transmits or blocks a specific frequency.
- the frequency selection plate of Japanese Patent No. 4539294 is made of light metal, an effect of attenuating sound due to friction of air passing through the opening of the frequency selection plate is expected, but there is no further effect.
- dirt accumulates in the opening and the frequency of transmission or cutoff changes, so that there is a problem that desired sound absorption performance cannot be stably obtained.
- the present invention relates to a core layer in which cylindrical cells are arranged in a plurality of rows, and a first air-impermeable member bonded to one surface of the core layer.
- the relationship with the areal density M 1 (g / m 2 ) of the layer structure on the side of the resin film layer is 0.5 ⁇ E 1 / M 1 ⁇ 21.
- the cylindrical cell may be a polygonal cylinder such as a substantially square cylinder or a hexagonal cylinder, or may be a curved cylinder such as a substantially cylindrical or elliptical cylinder.
- Each of the cells of the core layer has a closed surface at one end and an open end at the other end, wherein the open end of the cell communicates the interior space of the cell with the outside, Preferably, the open ends are arranged such that adjacent rows of cells are alternately arranged on both sides of the core layer.
- the open end, the one-side closing surface, and the other-side closing surface may have a polygonal shape such as a substantially square shape or a substantially hexagonal shape, or a curve such as a substantially circular shape or a substantially elliptical shape. It may be shaped.
- the first air-impermeable resin film layer may have a structure in which a plurality of materials having different Young's moduli are laminated. Young's modulus E 1 in this case is the first non-breathable Young's modulus of the entire resin film layer of the. Further, the sound absorbing material for automobiles of the present invention may further include an inner surface layer on a surface of the first non-permeable resin film layer opposite to the core layer. Surface density M 1 in this case is the sum of the surface density of the first air-impermeable resin film layer and an inner surface layer (mass per unit area).
- the inner surface layer is a layer on the surface facing the inside of the vehicle, for example, a nonwoven fabric, a layer formed of fibers such as plain needles and velours, urethane foam, foamed polyethylene, and foamed resin such as foamed nylon. It may be a configured layer or a layer combining these.
- the sound absorbing material for automobiles of the present invention includes a second non-permeable resin film layer bonded to a surface of the core layer opposite to a surface to which the first non-permeable resin film layer is bonded. It may be further provided.
- g / m 2 may or may not satisfy 0.5 ⁇ E 2 / M 2 ⁇ 21.
- the absolute value of the difference between E 1 / M 1 and E 2 / M 2 may be 0.8 or more.
- the sound absorbing material for automobiles of the present invention may further include an outer surface layer on a surface of the second non-permeable resin film layer opposite to the core layer.
- the surface density M 2 in this case is the surface density of the sum of the second air-impermeable resin film layer and the outer surface layer.
- the outer surface layer is a layer on the surface facing the outside of the vehicle, for example, a nonwoven fabric, a layer formed of fibers such as plain needles and velours, a foamed urethane, and a foamed resin such as foamed polyethylene and foamed nylon. It may be a configured layer or a layer combining these.
- the sound absorbing material for automobiles of the present invention may be a resin film layer having a plurality of openings bonded to a surface of the core layer opposite to a surface to which the first non-permeable resin film layer is bonded. May be further provided.
- the automotive sound absorbing material according to the present invention includes a core layer in which cylindrical cells are arranged in a plurality of rows, and a first air-impermeable material bonded to one surface of the core layer.
- the predetermined structure of the core layer and the first air-impermeable resin film layer can ensure high rigidity even if the weight of the automobile component is reduced, and can provide a member having a plurality of openings.
- the desired sound absorbing performance can be exhibited without using any of the above, so that the desired sound absorbing performance can be stably obtained without the accumulation of dirt in the openings.
- the structure in which the first air-impermeable resin film layer is laminated with a plurality of materials having different Young's moduli facilitates the design of the Young's modulus E 1 and the areal density M 1 , and reduces the sound absorption coefficient. Can be easily controlled.
- a first non-permeable resin film having a Young's modulus smaller than usual by providing an inner surface layer on the surface of the first non-permeable resin film layer opposite to the core layer; The layer can be protected, and the desired sound absorbing performance can be stably obtained.
- a second non-permeable resin film layer is bonded to a surface of the core layer opposite to the surface to which the first non-permeable resin film layer is bonded, and a second non-permeable resin film layer is bonded.
- Difference between E 2 / M 2 and E 1 / M 1 which is the ratio of the Young's modulus E 2 to the surface density M 2 of the layer structure on the second non-permeable resin film layer side of the core layer.
- Has an absolute value of 0.8 or more which has two peaks of sound absorption coefficient in a frequency band from 500 Hz to 8000 Hz, which is a harsh noise in automobiles, and achieves a wide sound absorption performance in a band of sound absorbing frequencies. An excellent sound absorbing material for automobiles can be obtained.
- a resin having a plurality of openings further comprising a resin film layer having a plurality of openings bonded to a surface of the core layer opposite to the surface to which the first non-permeable resin film layer is bonded.
- the opening pattern formed in advance in the film layer makes it possible to easily adjust and stably maintain the degree of closure of the open end of at least one surface of the core layer, and thus to reduce the sound absorption coefficient of the sound absorbing material for automobiles.
- the peak can be controlled, so that the peak of the sound absorption coefficient of the sound absorbing material for an automobile can be easily controlled in a desired frequency band together with the value of E / M described above.
- Each of the cells of the core layer has a closed surface at one end and an open end at the other end, and the open end of the cell communicates the interior space of the cell with the outside.
- adjacent cells are arranged every other row, so that the closed surface of the cells of the core layer adheres to the first air-impermeable resin film layer and the core layer.
- the closed surfaces of the cells are arranged every other row, so that the adhesiveness between the first non-permeable resin film layer and the core layer can be improved.
- FIG. 2 is a schematic plan view showing a core layer in the sound absorbing material for a vehicle according to the present invention.
- FIG. 3 is a schematic sectional view showing the core layer of FIG. 2 along the line III-III.
- 1 is an exploded perspective view showing an embodiment of a vehicle sound absorbing material according to the present invention.
- FIG. 5 is a schematic cross-sectional view of the embodiment of the vehicle sound absorbing material shown in FIG. 4. It is an exploded perspective view showing another embodiment of the sound absorbing material for vehicles concerning the present invention. It is an outline sectional view showing another embodiment of the sound absorbing material for vehicles concerning the present invention.
- In an embodiment of the automobile sound absorbing material according to the present invention is a graph showing the relationship between E 1 / M 1 and sound absorption peak frequency.
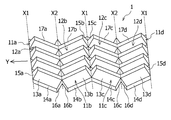
- FIG. 1 is a perspective view showing a manufacturing process of a core material to be the core layer. The method of manufacturing this core material is described in detail in WO 2006/053407, which is incorporated herein by reference.
- the core material 1 is formed by plastically deforming a flat material sheet by a roller (not shown) having a predetermined mold, and without substantially cutting the sheet.
- the material of the core material 1 is not limited to these, but for example, a thermoplastic resin such as polypropylene (PP), polyethylene (PE), polyethylene terephthalate (PET), a composite material with fiber, paper, metal, or the like is used. And a thermoplastic resin is particularly preferable. In this embodiment, a case where a thermoplastic resin is used will be described.
- the thickness of the material sheet is not limited to this, for example, it is preferably in the range of 0.05 mm to 0.50 mm, and the thickness of the core material 1 after thermoforming is almost the same.
- the core material 1 has a three-dimensional structure in which peaks 11 and valleys 12 are alternately arranged in a width direction X orthogonal to the manufacturing direction Y.
- the peak 11 is formed by two side surfaces 13 and a top surface 17 therebetween, and the valley 12 is formed by two side surfaces 13 shared with the adjacent peak 11 and a bottom surface 14 therebetween.
- the shape of the peak 11 is trapezoidal as shown in FIG. 1 will be described.
- the present invention is not limited to this, and in addition to polygons such as triangles and rectangles, sine curves and A curved shape such as a bow shape may be used.
- the core material 1 includes the above three-dimensional structure so as to be continuous in the manufacturing direction Y. That is, as shown in FIG. 1, a plurality of peaks 11a, 11b, 11c, and 11d are continuously formed in the manufacturing direction Y. The valleys 12 are similarly formed continuously. The connection between the peaks 11 and the connection between the valleys 12 are made by alternately repeating two types of connection methods.
- the top surfaces 17b and 17c of two adjacent peak portions 11b and 11c are trapezoidal peak connection surfaces at the first folding line X1 in the width direction. 15b and 15c.
- the ridge connection surface 15 is formed at a right angle to the top surface 17.
- the bottom surfaces 14a and 14b (or 14c and 14d) of two adjacent valleys are trapezoidal valleys at the second folding line X2 in the width direction.
- the connection is made via the connection surfaces 16a, 16b (or 16c, 16d).
- the valley connection surface 16 is formed at a right angle to the bottom surface 14.
- the top surfaces 12a and 12b (or 12c and 12d) of two adjacent ridges are directly connected.
- the core material 1 the plurality of three-dimensional structures (peaks 11, valleys 12) are connected via the connection regions (peak connection surfaces 15, valley connection surfaces 16), and the connection region is folded.
- the core layer of the sound absorbing material for an automobile of the present invention is formed.
- the first fold line X1 is a mountain fold, and the bottom surfaces 14b and 14c of two adjacent valleys overlap with each other via the back surface thereof, and the mountain connection surfaces 15b of the two adjacent ridges are formed. Fold so that the angle formed by 15c opens up to 180 degrees.
- FIGS. 2 and 3 show the core layer 10 of the automotive sound absorbing material of the present invention obtained by folding the core material 1 in this manner.
- the core layer 10 includes substantially hexagonal cylindrical cells 20 arranged in a plurality of rows.
- Cells 20B, 20D formed from 20A, 20C, 20E and two adjacent valleys are arranged.
- a broken line 18 in FIG. 3 is a surface which was the back surface of the core material, and roughly shows the inner wall of the substantially hexagonal cylindrical cell 20.
- Each of the cells 20A, 20C, and 20E formed from the peaks has six cell side walls forming a substantially hexagonal cylindrical shape, and these cell side walls are formed from two top surfaces 17 and four side surfaces 13 of the cell material. It is a thing.
- these cells 20A, 20C, and 20E have a substantially hexagonal cylindrical closing surface 21A that closes the cell end at the cell end of one surface 10a (the front surface in FIG. 2) of the core layer 10.
- these cells 20A, 20C, and 20E have open ends 22A, 22C, and 22E that are opened in a substantially hexagonal shape at the cell end of the other surface 10b opposite to the core layer 10.
- the internal spaces of the cells 20A, 20C, and 20E communicate with the outside by the open ends 22A, 22C, and 22E.
- the cells 20B and 20D formed from the valleys also have six cell side walls each forming a substantially hexagonal tubular shape, and these cell side walls are formed from two bottom surfaces 14 and four side surfaces 13 in the cell material. is there.
- these cells 20B and 20D have open ends 22B and 22D opened in a substantially hexagonal shape at the cell end of the one surface 10a of the core layer 10.
- the internal spaces of the cells 20B and 20D communicate with the outside by the open ends 22B and 22D.
- these cells 20B and 20D have substantially hexagonal cylindrical closing surfaces 21B and 21D for closing the cell ends at the cell ends of the other surface 10b opposite to the core layer 10, respectively. Are formed by two trapezoidal valley connection surfaces 16 in the cell material, respectively.
- the core layer 10 has the one-side closing surfaces 21A, 21C, and 21E formed from the peaks of the cell material at every other row at the cell end of the one surface 10a, and the other surface 10b of the other surface 10b.
- the cell end has, on a row of cells different from the above, other side closing surfaces 21B and 21D formed from valleys in the cell material, unless otherwise stated, one side closing surface, Both closing surfaces 21 of the other side closing surface perform substantially the same function.
- the thickness of the entire core layer 10 varies depending on which part of the automobile uses the multilayer structure, and is not limited to the following. However, the point of controlling the peak of the sound absorption coefficient by the impermeable resin film layer described later, From the viewpoint of the sound absorbing performance of the core layer 10 itself, the strength and the weight of the core layer 10, the range is preferably from 3 mm to 25 mm, more preferably from 5 mm to 20 mm.
- Basis weight of the core layer 10 (mass per unit area), because the change in or using a multi-layer structure where a part of the car, but are not limited to, a range of 400 g / m 2 from 4000 g / m 2 preferably , More preferably in the range of 500 g / m 2 to 3000 g / m 2 .
- the strength of the core layer 10 generally increases, and the frequency at which the sound absorption coefficient peaks tends to be controlled to a lower frequency side.
- the basis weight of the core layer 10 is determined not only by the type of the material of the core layer 10, the thickness of the entire core layer 10, the wall thickness of the cells 20 (thickness of the material sheet), but also the pitches Pcx, Pcy between the cells 20 of the core layer 10. (The distance between the central axes of the cells).
- the pitch Pcy between the cells 20 in the direction in which the cells 20 adjacent to each other in the manufacturing direction Y of the core form a row is in a range of 3 mm to 15 mm.
- it is more preferably in the range of 4 mm to 10 mm.
- the automotive sound absorbing material of the first embodiment includes the core layer 10 described above, a non-breathable resin film layer 40 provided on one surface of the core layer 10, and further, an outer side thereof. And a nonwoven fabric layer 30 serving as an inner surface layer.
- the material of the non-breathable resin film layer 40 is not limited thereto, and for example, a resin film such as polypropylene (PP), polyethylene (PE), polyethylene terephthalate (PET), or polyamide (PA) can be used.
- a resin film such as polypropylene (PP), polyethylene (PE), polyethylene terephthalate (PET), or polyamide (PA) can be used.
- the non-breathable resin film layer 40 has a structure in which a plurality of layers of these different types of resins are laminated, or a structure in which a plurality of layers of materials having different Young's moduli even of the same type of resin are laminated. It may be.
- the Young's modulus E of the non-breathable resin film layer 40 is not limited to the following because it depends on the ratio to the surface density E described later in detail, but is lower than that used for ordinary automobile parts. Is preferably 1700 MPa or less, more preferably 1600 MPa or less, and still more preferably 1500 MPa or less.
- the lower limit of the Young's modulus is not limited to these, but is preferably 200 MPa or more, and more preferably 300 MPa or more.
- the areal density (basis weight) of the non-breathable resin film layer 40 is not limited to the following because it depends on the total areal density E with the nonwoven fabric layer 30 described later in detail, but for example, the lower limit is 30 g / m2. It is preferably at least 2, more preferably at least 40 g / m 2, even more preferably at least 50 g / m 2 .
- the upper limit of the surface density but are not limited to, preferably from 500 g / m 2 or less, more preferably 300 g / m 2 or less, 250 g / m 2 or less is more preferable.
- the thickness of the non-breathable resin film layer 40 is not limited to this.
- the lower limit is preferably 0.02 mm or more, more preferably 0.03 mm or more, and even more preferably 0.05 mm or more.
- the upper limit of the thickness is not limited to these, but is preferably 0.8 mm or less, more preferably 0.7 mm or less, and still more preferably 0.6 mm or less.
- the non-breathable resin film layer 40 may be bonded to the core layer 10 by heat welding or may be bonded via an adhesive (not shown).
- the adhesive is not particularly limited, and for example, an epoxy-based or acrylic-based adhesive can be used.
- the non-breathable resin film layer 40 is formed into a three-layer structure, and the central layer and the two layers on both sides thereof are formed. And two adhesive layers located on the surface.
- a material having a melting point lower than the melting point of the material used for the central layer is used as the material for the adhesive layer.
- the air-impermeable resin film layer 40 can be formed into the core layer 10 or If the temperature at the time of heating when bonding to the nonwoven fabric layer 30 or the temperature at which the sound absorbing material for automobiles is thermoformed into a predetermined shape is about 150 ° C. to 160 ° C., the adhesive layer is melted and the core layer 10 or the nonwoven fabric layer 30 is melted. In addition, since the central layer does not melt while the Young's modulus of the air-impermeable resin film layer 40 is not largely changed, the desired sound absorbing performance of the sound absorbing material for automobiles can be obtained. Examples of the resin having a higher melting point than polyethylene of the adhesive layer include polypropylene in addition to polyamide.
- the nonwoven fabric layer 30 is not limited to these, but various nonwoven fabrics such as spunbond, spunlace, and needle punch using a resin such as polyethylene terephthalate (PET), polypropylene (PP), or polyethylene (PE) may be used. preferable.
- a resin such as polyethylene terephthalate (PET), polypropylene (PP), or polyethylene (PE) may be used. preferable.
- the areal density (basis weight) of the nonwoven fabric layer 30 is not limited to the following because it depends on the total areal density E with the non-permeable resin film layer 40.
- the lower limit is preferably 10 g / m 2 or more, and 20 g or less. / M 2 or more, more preferably 30 g / m 2 or more.
- the upper limit of the surface density but are not limited to, preferably from 500 g / m 2 or less, more preferably 300 g / m 2 or less, 250 g / m 2 or less is more preferable.
- the value of E / M is 0.
- the peak of the sound absorption coefficient of the sound absorbing material for automobiles can be controlled to a frequency band of 500 Hz to 8000 Hz, which is a harsh noise in automobiles.
- the value of E / M is preferably set in the range of 0.5 to 8, and the band of 1000 Hz to 3000 Hz is further preferable.
- the value of E / M be in the range of 1.5 to 5.5.
- the value of E / M is preferably set in a range of 8 to 21.
- a peak of the sound absorption coefficient is provided in a band of 5000 Hz to 6000 Hz. In this case, it is preferable that the value of E / M be in the range of 11 to 14.
- the air-impermeable resin film layer 40 is provided on at least one surface of the core layer 10 in which the open end and the closed surface are arranged every other row, and the nonwoven fabric layer is further provided on the outside thereof.
- the rigidity can be secured even if the weight of the sound absorbing material for automobiles is reduced, and the Young's modulus E of the non-breathable resin film layer 40, the non-breathable resin film layer 40, and the nonwoven fabric
- E / M which is the ratio to the total surface density M of the layer 30
- the peak of the sound absorption coefficient of the sound absorbing material for automobiles can be controlled to a desired frequency band.
- the present invention is not limited to this, and the nonwoven fabric layer 30 may not be provided.
- the Young's modulus E of the non-breathable resin film layer 40 and the areal density M of only the non-breathable resin film layer 40 By adjusting the Young's modulus E of the non-breathable resin film layer 40 and the areal density M of only the non-breathable resin film layer 40, the peak of the sound absorption coefficient of the sound absorbing material for automobiles can be controlled in the same manner as described above. it can.
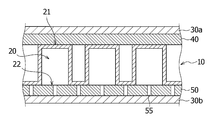
- the vehicle sound absorbing material of the second embodiment includes the core layer 10 described above, a first air-impermeable resin film layer 40a provided on one surface of the core layer 10, and the other layer.
- a second non-permeable resin film layer 40b provided on the surface, and first and second nonwoven fabric layers 30a and 30b serving as an inner surface layer and an outer surface layer respectively provided on the outside thereof are provided.
- the same components as those in the first embodiment are denoted by the same reference numerals, and detailed description thereof will be omitted.
- Both the first and second non-breathable resin film layers 40a and 40b and the first and second nonwoven fabric layers 30a and 30b are provided on both sides of the core layer 10 with the configuration (material, thickness, nonwoven fabric, etc. of the resin film). May have the same manufacturing method or basis weight), or may have different configurations.
- the Young's modulus E of the non-breathable resin film layer 40 and the total of the non-breathable resin film layer 40 and the nonwoven fabric layer 30 The adjustment of the value of E / M, which is the ratio with respect to the areal density M, is performed separately on the first air-impermeable resin film layer 40a side and on the second air-impermeable resin film layer 40b side. That is, the Young's modulus of the first air-impermeable resin film layer 40a and E 1, the sum of the surface density of the first non-breathable resin film layer 40a and the first nonwoven layer 30a and M 1, E the value of 1 / M 1 in the range of from 0.5 to 21.
- the Young's modulus of the second air-impermeable resin film layer 40b and E 2 the sum of the surface density of the second non-breathable resin film layer 40b and the second nonwoven layer 30b and M 2, E the 2 / M 2 values in the range of from 0.5 to 21.
- E 1 / M 1 values of the value of the E 2 / M 2 it is preferable that the different, the absolute value of the difference between E 1 / M 1 and E 2 / M 2, is 0.8 or more Preferably, it is 2.0 or more, more preferably 3.0 or more.
- the upper limit of the absolute value of the difference is not particularly limited, but is preferably, for example, 5 or less.
- the air-impermeable resin film layer 40 and the nonwoven fabric layer 30 are provided on both surfaces of the core layer 10 on which the open end and the closed surface are arranged every other row, respectively, and the first air-impermeable layer is provided.
- Both the value of E 1 / M 1 on the side of the non-permeable resin film layer 40 a and the value of E 2 / M 2 on the side of the second non-permeable air-permeable resin film layer 40 b are within the range of 0.5 to 21. Further, by making the difference within this range, it is possible to obtain an automobile sound-absorbing material excellent in sound absorption performance having two peaks of sound absorption coefficient in a frequency band of 500 Hz to 8000 Hz, which is harsh noise in an automobile. In particular, by setting the absolute value of the difference between E 1 / M 1 and E 2 / M 2 to be 0.8 or more, it is possible to widen the band of the sound absorbing frequency.
- the sound absorbing material for automobiles according to the third embodiment has the above-described core layer 10, a non-breathable resin film layer 40 provided on one surface thereof, and a non-breathable core layer 10.
- Resin film layer 50 having a plurality of openings on the surface opposite to the resin film layer 40, and first and second inner and outer surface layers respectively provided on the outside thereof.
- Nonwoven fabric layers 30a and 30b are provided. Note that the same components as those in the first and second embodiments are denoted by the same reference numerals, and detailed description thereof will be omitted.
- the resin film layer 50 having a plurality of openings (hereinafter, referred to as an opening film layer 50) has a plurality of holes 55 penetrating the layer.
- the opening of the hole 55 is performed in advance before bonding to the core layer 10.
- the hole 55 is opened by a hot needle or punching (punching using a male type and a female type) to close the hole.
- the opening pattern of the holes 55 is not particularly limited, but is preferably arranged in a staggered arrangement or a lattice arrangement.
- the aperture ratio of the apertured film layer 50 is not particularly limited, but is preferably in the range of 0.2% to 5%.
- the diameter of the hole 55 is preferably in the range of 0.25 mm to 2.5 mm, and more preferably in the range of 0.3 mm to 2.0 mm.
- the pitch of the holes 55 of the apertured film layer 50 does not necessarily have to match the pitches Pcx and Pcy of the cells 20 of the core layer 10 shown in FIG. It is not always necessary to align the holes 55 with the cells 20 when bonding them. This is because the holes 55 of the apertured film layer 50 and the positions of the open ends 22 of the cells 20 of the core layer 10 randomly overlap, so that communication between the inside and outside is appropriately secured.
- the pitch of the holes 55 of the apertured film layer 50 is preferably smaller in at least one of the X direction and the Y direction than the pitch of the cells 20 of the core layer 10.
- the same effect as in the first embodiment is obtained. be able to. Further, the degree of closure of the open end 22 on at least one surface of the core layer 10 can be easily adjusted and stably maintained by the aperture pattern formed in advance on the aperture film layer 50.
- the peak of the sound absorption coefficient of the sound absorbing material for automobiles can be controlled, so that the peak of the sound absorbing coefficient of the sound absorbing material for automobiles can be more easily controlled in the desired frequency band together with the E / M value on the non-breathable resin film layer 40 side. Can be controlled.
- Example 1 an automobile sound absorbing material having a multilayer structure shown in FIGS. 4 and 5 was produced.
- a non-breathable resin film material: polyethylene / polyamide / polyethylene, Young's modulus of the film: 300 MPa
- Spunbonded nonwoven fabric material: polyethylene terephthalate, basis weight: 250 g / m 2
- the total areal density of the impermeable resin film and the nonwoven fabric was 180 g / m 2 .
- the multilayer structure was heated and pressed to obtain a sound absorbing material for automobiles in which the layers were bonded.
- Example 1 In order to evaluate the sound absorbing performance of the vehicle sound absorbing material of Example 1, a cylindrical sample having a diameter of about 29 mm was collected from the vehicle sound absorbing material of Example 1 according to a method based on ISO 10534-2 (JIS A1405). Then, the normal incidence sound absorption coefficient of the sample at a frequency of 500 Hz to 6300 Hz was measured. As a result, the peak frequency of the sound absorption coefficient was 1000 Hz.
- Example 1 the sound absorbing materials for automobiles of Examples 2 to 6 were manufactured by changing the material, basis weight, thickness, and the like of the nonwoven fabric and the air-impermeable resin film. The performance was measured. The results, including Example 1, are shown in Table 1 and FIG.
- the core layer was a polypropylene resin having a thickness of about 20 mm or less and a pitch Pcy between cells of about 10 mm or less.
- E / M which is the ratio of the Young's modulus E of the non-breathable resin film layer to the surface density M of the layer structure on the core layer, the higher the sound absorption for automobiles.
- E / M which is the ratio of the Young's modulus E of the non-breathable resin film layer to the surface density M of the layer structure on the core layer.
- the peak frequency of the sound absorption coefficient of the material increased.
- a non-breathable resin film layer does not contribute to sound absorption.
- a non-breathable resin film layer having a remarkably smaller Young's modulus E than normal with respect to the surface density M is considered. It is presumed that the use contributed to sound absorption from the relationship with the predetermined structure of the core layer. Also, as shown in FIG.
- the peak of the sound absorbing coefficient is controlled in the frequency band from 500 Hz to 8000 Hz by bonding a non-breathable resin film layer while keeping the weight low and maintaining high rigidity. It is possible to do.
- the sound absorbing material for automobiles of the present invention is more specifically useful for sound absorbing cover parts of noise generating sources such as floor carpets, floor spacers, trunk trims, trunk floors, dash insulators, and under covers.
- Non-breathable resin film layer Resin film layer having a plurality of openings 55 holes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Multimedia (AREA)
- Textile Engineering (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Laminated Bodies (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Abstract
Description
第1の実施形態の自動車用吸音材は、図4及び図5に示すように、上述したコア層10と、その一方の面に設けられた非通気性の樹脂フィルム層40と、更にその外側に設けられた内表面層となる不織布層30とを備える。
第2の実施形態の自動車用吸音材は、図6に示すように、上述したコア層10と、その一方の面に設けられた第1の非通気性の樹脂フィルム層40aと、その他方の面に設けられた第2の非通気性の樹脂フィルム層40bと、更にこれらの外側にそれぞれ設けられた内表面層及び外表面層となる第1及び第2の不織布層30a、30bとを備える。なお、第1の実施形態と同様の構成については同様の符号を付し、ここでの詳細な説明は省略する。
第3の実施形態の自動車用吸音材は、図7に示すように、上述したコア層10と、その一方の面に設けられた非通気性の樹脂フィルム層40と、コア層10の非通気性の樹脂フィルム層40とは反対側の面に、複数の開孔を有する樹脂フィルム層50と、更にこれらの外側にそれぞれ設けられた内表面層及び外表面層となる第1及び第2の不織布層30a、30bとを備える。なお、第1及び第2の実施形態と同様の構成については同様の符号を付し、ここでの詳細な説明は省略する。

10 コア層
11 山部
12 谷部
13 側面部
14 底面部
15 山部接続面
16 谷部接続面
17 頂面
18 コア材料裏面
19 貫通孔
20 セル
21 閉鎖面
22 解放端
30 不織布層
40 非通気性の樹脂フィルム層
50 複数の開孔を有する樹脂フィルム層
55 孔
Claims (6)
- 筒状のセルが複数の列をなして配置されているコア層と、前記コア層の一方の面に接着された第1の非通気性の樹脂フィルム層とを備える複層構造の自動車用吸音材であって、前記第1の非通気性の樹脂フィルム層のヤング率E1(MPa)と、前記コア層よりも前記第1の非通気性の樹脂フィルム層側の層構造の面密度M1(g/m2)との関係が、0.5<E1/M1<21である自動車用吸音材。
- 前記第1の非通気性の樹脂フィルム層が、複数の異なるヤング率を有する材料で積層された構造を有する請求項1に記載の自動車用吸音材。
- 前記コア層の前記第1の非通気性の樹脂フィルム層が接着された面とは反対側の面に接着された第2の非通気性の樹脂フィルム層を更に備える請求項1又は2に記載の自動車用吸音材。
- 前記第2の非通気性の樹脂フィルム層のヤング率E2(MPa)と、前記コア層よりも前記第2の非通気性の樹脂フィルム層側の層構造の面密度M2(g/m2)との関係が、0.5<E2/M2<21であり、且つ、E1/M1とE2/M2との差の絶対値が0.8以上である請求項3に記載の自動車用吸音材。
- 前記コア層の前記第1の非通気性の樹脂フィルム層が接着された面とは反対側の面に接着された複数の開孔を有する樹脂フィルム層を更に備える請求項1又は2に記載の自動車用吸音材。
- 前記コア層の前記セルの各々が、一方の端に閉鎖面、他方の端に開放端を有し、前記セルの前記解放端によって前記セルの内部空間が外部と連通しており、前記セルの前記解放端が、前記コア層の両面において、隣接したセルの列が一列おきに配置されている請求項1~5のいずれか一項に記載の自動車用吸音材。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020546649A JP6925082B2 (ja) | 2018-09-14 | 2018-09-14 | 自動車用吸音材 |
| PCT/JP2018/034144 WO2020054050A1 (ja) | 2018-09-14 | 2018-09-14 | 自動車用吸音材 |
| MX2021001715A MX2021001715A (es) | 2018-09-14 | 2018-09-14 | Material de absorcion de sonido automotriz. |
| CN201880097094.5A CN112639960A (zh) | 2018-09-14 | 2018-09-14 | 汽车用吸音材料 |
| US17/267,153 US11872945B2 (en) | 2018-09-14 | 2018-09-14 | Automotive sound absorption material |
| EP18933645.6A EP3852097A4 (en) | 2018-09-14 | 2018-09-14 | AUTOMOTIVE SOUND ABSORPTION MATERIAL |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/034144 WO2020054050A1 (ja) | 2018-09-14 | 2018-09-14 | 自動車用吸音材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020054050A1 true WO2020054050A1 (ja) | 2020-03-19 |
Family
ID=69776648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/034144 WO2020054050A1 (ja) | 2018-09-14 | 2018-09-14 | 自動車用吸音材 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11872945B2 (ja) |
| EP (1) | EP3852097A4 (ja) |
| JP (1) | JP6925082B2 (ja) |
| CN (1) | CN112639960A (ja) |
| MX (1) | MX2021001715A (ja) |
| WO (1) | WO2020054050A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020064106A (ja) * | 2018-10-15 | 2020-04-23 | 岐阜プラスチック工業株式会社 | 吸音構造体及びその製造方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6636471B2 (ja) * | 2017-02-16 | 2020-01-29 | 株式会社ニフコ | 吸音体、および、吸音構造 |
| WO2020165619A1 (ja) * | 2019-02-13 | 2020-08-20 | 日産自動車株式会社 | 防音構造体 |
| WO2020165621A1 (ja) | 2019-02-13 | 2020-08-20 | 日産自動車株式会社 | 防音構造体 |
| JP7371600B2 (ja) * | 2020-10-05 | 2023-10-31 | トヨタ自動車株式会社 | ハニカムコアの製造方法 |
| KR102463526B1 (ko) * | 2022-06-23 | 2023-01-18 | 주식회사 신양테크 | 조립식 매트블록 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10205352A (ja) * | 1997-01-24 | 1998-08-04 | Nissan Motor Co Ltd | エンジンカバー |
| WO2006053407A1 (en) | 2004-11-19 | 2006-05-26 | K.U.Leuven Research & Development | Half closed thermoplastic honeycomb, their production process and equipment to produce |
| JP4539294B2 (ja) | 2004-11-04 | 2010-09-08 | 横浜ゴム株式会社 | ハニカムサンドイッチパネルの製造方法 |
| JP2013174849A (ja) * | 2012-01-23 | 2013-09-05 | Inoac Corp | 不燃性吸音パネル |
| JP2016207989A (ja) * | 2015-04-28 | 2016-12-08 | 加川 清二 | 電磁波吸収吸音パネル |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62225641A (ja) | 1986-03-25 | 1987-10-03 | 松下電工株式会社 | 吸音装置 |
| JPH04303637A (ja) | 1991-03-30 | 1992-10-27 | Nippon Tokushu Toryo Co Ltd | 成形天井材 |
| DE4408782A1 (de) | 1994-03-15 | 1995-09-21 | Fraunhofer Ges Forschung | Folien-Schallabsorber |
| JPH10156985A (ja) | 1996-11-28 | 1998-06-16 | Toomoku:Kk | 複合プラスチック構造板 |
| JP2000136581A (ja) | 1998-11-02 | 2000-05-16 | Kawai Musical Instr Mfg Co Ltd | 吸音パネル |
| JP3429749B2 (ja) | 2000-02-10 | 2003-07-22 | 積水化学工業株式会社 | ポリオレフィン系樹脂複合発泡体からなる畳芯材およびそれを用いる薄畳 |
| US7754312B2 (en) * | 2002-03-26 | 2010-07-13 | Ube Nitto Kasei Co., Ltd. | Hollow structure plate, manufacturing method thereof, manufacturing device thereof, and sound absorbing structure plate |
| DE10228395C1 (de) * | 2002-06-25 | 2003-12-04 | Carcoustics Tech Ct Gmbh | Schall-Absorber |
| JP2006218759A (ja) | 2005-02-10 | 2006-08-24 | Toyo Quality One Corp | 自動車用成形天井材及びその製造方法 |
| US20060289231A1 (en) * | 2005-06-28 | 2006-12-28 | Priebe Joseph A | Acoustic absorber/barrier composite |
| JP4794479B2 (ja) | 2007-03-02 | 2011-10-19 | 株式会社宝建材製作所 | 鉄道車両の床構造 |
| EP2085962A2 (en) | 2008-02-01 | 2009-08-05 | Yamaha Corporation | Sound absorbing structure and vehicle component having sound absorbing properties |
| US9283895B2 (en) * | 2008-10-31 | 2016-03-15 | Kyoraku Co., Ltd. | Sandwich panel, method of forming core material for sandwich panel, and method of forming sandwich panel |
| KR20110091876A (ko) * | 2008-11-26 | 2011-08-16 | 다우 글로벌 테크놀로지스 엘엘씨 | 음향 배플 부재 및 캐비티 내에 음향 배플을 적용하기 위한 방법 |
| US20140113104A1 (en) | 2012-02-23 | 2014-04-24 | E I Du Pont De Nemours And Company | Fiber-resin composite sheet and article comprising the same |
| JP2013237242A (ja) | 2012-05-17 | 2013-11-28 | Toray Ind Inc | ハニカム構造体およびサンドイッチ構造体 |
| JP2014080359A (ja) | 2012-09-28 | 2014-05-08 | Sekisui Chem Co Ltd | 熱可塑性樹脂膜及び合わせガラス |
| DE102014218730A1 (de) * | 2014-09-18 | 2016-03-24 | Ford Global Technologies, Llc | Energieabsorber und Überkopfsystem mit Energieabsorber |
| JP6043407B2 (ja) * | 2015-02-27 | 2016-12-14 | 富士フイルム株式会社 | 防音構造、及び防音構造の製造方法 |
| WO2016208331A1 (ja) | 2015-06-22 | 2016-12-29 | 富士フイルム株式会社 | 熱線遮蔽材、及びこれを用いる建築部材、ケージ部材並びに側面壁 |
| WO2016208507A1 (ja) | 2015-06-22 | 2016-12-29 | 富士フイルム株式会社 | 防音構造、ルーバーおよびパーティション |
| JP2017151256A (ja) | 2016-02-24 | 2017-08-31 | 宇部エクシモ株式会社 | 中空構造板及び吸音構造体 |
| JP6669528B2 (ja) | 2016-02-25 | 2020-03-18 | 岐阜プラスチック工業株式会社 | 遮音パネル |
| EP3550558B1 (en) | 2016-11-29 | 2021-09-15 | FUJIFILM Corporation | Soundproofing structure |
| CN110249382B (zh) | 2017-02-16 | 2020-07-31 | 富士胶片株式会社 | 隔音结构 |
-
2018
- 2018-09-14 US US17/267,153 patent/US11872945B2/en active Active
- 2018-09-14 WO PCT/JP2018/034144 patent/WO2020054050A1/ja active Application Filing
- 2018-09-14 CN CN201880097094.5A patent/CN112639960A/zh active Pending
- 2018-09-14 MX MX2021001715A patent/MX2021001715A/es unknown
- 2018-09-14 EP EP18933645.6A patent/EP3852097A4/en active Pending
- 2018-09-14 JP JP2020546649A patent/JP6925082B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10205352A (ja) * | 1997-01-24 | 1998-08-04 | Nissan Motor Co Ltd | エンジンカバー |
| JP4539294B2 (ja) | 2004-11-04 | 2010-09-08 | 横浜ゴム株式会社 | ハニカムサンドイッチパネルの製造方法 |
| WO2006053407A1 (en) | 2004-11-19 | 2006-05-26 | K.U.Leuven Research & Development | Half closed thermoplastic honeycomb, their production process and equipment to produce |
| JP2013174849A (ja) * | 2012-01-23 | 2013-09-05 | Inoac Corp | 不燃性吸音パネル |
| JP2016207989A (ja) * | 2015-04-28 | 2016-12-08 | 加川 清二 | 電磁波吸収吸音パネル |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3852097A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020064106A (ja) * | 2018-10-15 | 2020-04-23 | 岐阜プラスチック工業株式会社 | 吸音構造体及びその製造方法 |
| JP7235278B2 (ja) | 2018-10-15 | 2023-03-08 | 岐阜プラスチック工業株式会社 | 吸音構造体及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2021001715A (es) | 2021-04-19 |
| US20210309164A1 (en) | 2021-10-07 |
| JP6925082B2 (ja) | 2021-08-25 |
| EP3852097A1 (en) | 2021-07-21 |
| CN112639960A (zh) | 2021-04-09 |
| JPWO2020054050A1 (ja) | 2021-08-30 |
| US11872945B2 (en) | 2024-01-16 |
| EP3852097A4 (en) | 2021-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020054050A1 (ja) | 自動車用吸音材 | |
| JP6930774B2 (ja) | 自動車用部品 | |
| AU2005230324B2 (en) | Molded Interior Trim Installation Material for Automobile | |
| US11881198B2 (en) | Noise insulation material for automobile | |
| WO2020136920A1 (ja) | 制振材 | |
| EP1473706B1 (en) | Floor laying material, piece mat, and arranging structure thereof | |
| JP6937185B2 (ja) | 車両用内装材 | |
| US12109792B2 (en) | Vehicle interior material | |
| WO2020065716A1 (ja) | 自動車用遮音材 | |
| JP4022568B2 (ja) | 自動車用成形敷設内装材 | |
| WO2022190554A1 (ja) | 車両用フロアカーペット、及び、その製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18933645 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2101000961 Country of ref document: TH |
|
| ENP | Entry into the national phase |
Ref document number: 2020546649 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018933645 Country of ref document: EP Effective date: 20210414 |