WO2019053791A1 - ヒートシンク - Google Patents
ヒートシンク Download PDFInfo
- Publication number
- WO2019053791A1 WO2019053791A1 PCT/JP2017/032939 JP2017032939W WO2019053791A1 WO 2019053791 A1 WO2019053791 A1 WO 2019053791A1 JP 2017032939 W JP2017032939 W JP 2017032939W WO 2019053791 A1 WO2019053791 A1 WO 2019053791A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heat sink
- extrusion
- hole
- fins
- mold
- Prior art date
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
- F28D15/0275—Arrangements for coupling heat-pipes together or with other structures, e.g. with base blocks; Heat pipe cores
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/14—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending longitudinally
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K7/00—Constructional details common to different types of electric apparatus
- H05K7/20—Modifications to facilitate cooling, ventilating, or heating
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K7/00—Constructional details common to different types of electric apparatus
- H05K7/20—Modifications to facilitate cooling, ventilating, or heating
- H05K7/2039—Modifications to facilitate cooling, ventilating, or heating characterised by the heat transfer by conduction from the heat generating element to a dissipating body
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2255/00—Heat exchanger elements made of materials having special features or resulting from particular manufacturing processes
- F28F2255/16—Heat exchanger elements made of materials having special features or resulting from particular manufacturing processes extruded
Definitions
- the present invention relates to a heat sink.
- a heat sink configured by joining extrusion molds.
- Such a heat sink is disclosed, for example, in JP-A-8-181258.
- a heat sink in which extrusion-formed members having plate-like fins and a substrate-constituting part connected to the lower end of the plate-like fins are aligned and the substrate-constituting parts are joined by brazing. There is.
- the individual extrusions are formed to the length of the heat sink, and the extrusions are arranged side by side to form a heat sink of a desired size.
- a heat pipe may be provided inside the heat sink so as to straddle the installation areas of the plurality of cooling objects. This is because the heat load is dispersed by the heat pipe to suppress the local temperature rise even when the heat loads of the plurality of objects to be cooled are different.
- the present invention has been made to solve the problems as described above, and one object of the present invention is to make it possible to attach a heat pipe inside a heat sink in a heat sink configured by joining extruded members. It is an object of the present invention to provide a heat sink capable of suppressing an increase in the number of manufacturing processes even in the case.
- the heat sink according to the present invention comprises a plurality of extruded members each having a base portion and fins projecting from the base portion and joined in a width direction orthogonal to the extrusion direction and joined to each other,
- the extrusion material includes a first shape material having a plurality of fins and a through hole extending in the extrusion direction, which is formed to be attachable to the heat pipe, in the base portion.
- the heat pipe can be mounted on the heat sink simply by arranging and joining a plurality of extrusion molds including the first mold. Through holes can be provided. Therefore, even when the heat pipe can be attached to the inside of the heat sink, it is possible to suppress an increase in the number of manufacturing processes as compared to the case of forming a hole for attaching the heat pipe in post-processing. By suppressing the increase in the number of manufacturing steps, the manufacturing cost can also be suppressed.
- the through holes are formed so as to pass through overlapping positions with a plurality of different thermal loads. You can adjust the position.
- the through-hole passing through a position overlapping with a portion having a different thermal load as a through-hole for mounting the heat pipe.
- the dimension in the width direction of the through hole has a size equal to or larger than the pitch of the plurality of fins.
- the widthwise dimension of the base portion is larger than the pitch of the fins. Therefore, in the first mold material including a plurality of fins, the first mold material is provided with a through hole of a relatively large size equal to or greater than the pitch of the fins by utilizing the fact that the width direction dimension of the base portion becomes equal to or greater than the pitch of the fins. be able to.
- the mold can be simplified and the through holes can be easily formed, as compared with the configuration in which a large number of small through holes having the same total sectional area of the through holes and smaller than the pitch of the fins are provided.
- the first mold has one or two through holes.
- the mold structure is complicated and the manufacturing cost is increased, and the number of heat pipes is increased even when the heat pipes are mounted, so the number of parts is easily increased. . Therefore, by making the number of through holes provided in the first mold material one or two, it is possible to suppress excessive complication of the mold structure, and to increase the number of parts excessively even when attaching a heat pipe. Can be suppressed.
- the plurality of extrusion-molded members including the first mold-shaped member each have six or less fins.
- the extrusion material has a large number of fins
- the extrusion material itself tends to be large, and the mold becomes large and complicated.
- the manufacturing cost and the manufacturing difficulty tend to be increased. Therefore, by setting the number of fins provided in the extrusion material to six or less, excessive increase in manufacturing cost and manufacturing difficulty can be suppressed.
- the first mold material has three or four fins and a base portion in which one or two through holes are formed.
- the increase in manufacturing cost and difficulty can be more effectively suppressed than in the case where five or six fins are provided.
- the width of the base portion can be made larger than in the case of providing two fins, one or two through holes can be easily formed large.
- it is preferable to provide one through hole because a space for forming a through hole having a diameter equal to or larger than the pitch of the fins can be easily secured.
- the heat sink according to the above invention preferably further comprises a heat pipe selectively mounted in the through hole.
- the heat pipe can make the temperature distribution of the heat sink uniform. Therefore, in the heat sink, it is possible to suppress a local temperature rise even when there is a portion having a different thermal load.
- the heat pipe can be attached by selecting the through holes of the first mold through the portions having different thermal loads, so that the local temperature rise of the heat sink is effectively suppressed. be able to.
- the plurality of extrusion-molded members include a second mold-shaped member different in width dimension of the base portion from the first mold-shaped member.
- the distance between the through holes is constant, but if the second shape members having different width dimensions of the base intervene, the distance between the through holes may be changed. it can. Therefore, if the positions and the number of the second molds are adjusted as well as the positions of the first molds in the arrangement of the plurality of extrusion molds, the positions of the through holes can be adjusted more precisely according to the different thermal load. can do. As a result, if the position of the through hole is adjusted to pass through different heat load locations in the heat sink, and the heat pipe is attached to the position-adjusted through hole, the local temperature rise of the heat sink can be more effectively suppressed. Can.
- the heat sink 100 is a cooler that is attached to the object to be cooled which is a heating element and cools the object to be cooled.
- the heat sink 100 cools the object to be cooled by absorbing heat from the mounting point of the object to be cooled and radiating heat to the outside of the heat sink 100.
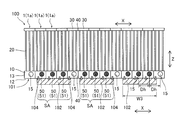
- the heat sink 100 shown in FIG. 1 includes a plurality of extrusion-shaped members 1 each having a base portion 10 and a plurality of fins 20 projecting from the base portion 10.
- the extrusion mold material 1 is a mold material formed by extrusion molding, and is formed of a metal material.
- the metal material is, for example, aluminum or an aluminum alloy, and a material having high thermal conductivity is preferable.
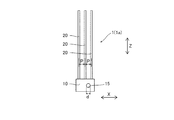
- a mold material having a desired cross-sectional shape extending in the extrusion direction is integrally formed by extruding a metal material in a predetermined direction (extrusion direction, Y direction) using a mold. Therefore, the extrusion molding 1 integrally includes the base portion 10 and the plurality of fins 20.
- the extrusion die 1 has a shape extending in the extrusion direction as described above. In the cross section orthogonal to the extrusion direction, the direction (Z direction) in which the fins 20 rise from the base portion 10 is taken as the height direction, and the direction (X direction) orthogonal to the height direction is taken as the width direction.
- the extrusion die 1 has dimensions of a width W2 (see FIG. 2) and a height H1.
- the length L 1 in the extrusion direction of the extrusion die 1 is set to correspond to the dimension of the heat sink 100.
- a plurality of extrusion molds 1 are arranged side by side in the X direction, and the heat sink 100 having one length L1 and the other length L1 corresponding to the number of the extrusion molds 1 is formed. Ru.
- the plurality of extrusion-type members 1 constituting the heat sink 100 are arranged in the X direction orthogonal to the Y direction, joined together, and integrated. Specifically, adjacent extrusion-type members 1 of the plurality of extrusion-type members 1 arranged in the X-direction are mutually connected in the X-direction.
- the plurality of extrusion profiles 1 are joined, for example, by brazing.
- the bonding of the extrusion molds 1 may be, for example, welding or the like.
- the extrusion-type material 1 shown in FIG. 1 integrally includes a base portion 10, fins 20, and a reinforcing portion 30.
- the base portion 10 extends in the X direction and has a flat plate shape having a predetermined thickness in the Z direction.
- the base portion 10 has a rectangular cross-sectional shape.
- the base portion 10 has an oblong rectangular cross section in which the width dimension W2 is larger than the height dimension H2.
- the base 10 extends in the Y direction.
- the base portion 10 has a first surface 11 and a second surface 12 on both sides in the Z direction, and a pair of side surfaces 13 on both sides in the X direction.
- the first surface 11 and the second surface 12 are flat surfaces substantially parallel to each other. However, the shapes of the first surface 11 and the second surface 12 may not be flat.
- the pair of side surfaces 13 are flat surfaces substantially parallel to each other.
- the material of the brazing material 40 is not particularly limited, but in general, the same kind of material as the constituent material of the extrusion-type material 1 (in the case of aluminum alloy, aluminum brazing material) is used.
- a clad material (brazing sheet) in which a low melting point brazing material is clad on both sides of a flat plate-like core material may be used.
- the heat sink 100 has a flat mounting surface 101 defined by the second surface 12 of each base portion 10.
- the object to be cooled 102 is attached to the attachment surface 101. Therefore, the shape of the second surface 12 corresponds to the shape of the object 102 to be cooled.
- the mounting surface 101 and the cooling object 102 are flat surfaces so as to be in close contact with each other as much as possible.
- the second surface 12 may be a non-flat surface having a step (concave portion or convex portion) fitted to the object 102 to be cooled.
- the heat sink 100 absorbs the heat of the object to be cooled 102 through the base 10 and radiates heat from the fins 20.
- Each of the plurality of fins 20 is formed to rise from the base portion 10.
- the plurality of fins 20 are connected to the first surface 11 of the base portion 10 at one end in the Z direction.
- Each fin 20 has a flat plate shape extending in the Z direction and the Y direction.
- Each fin 20 has a substantially constant thickness throughout the fin 20. The thickness of each fin 20 is substantially the same as each other.
- the plurality of fins 20 are provided substantially parallel to one another.
- Each fin 20 has a pair of side surfaces 21 on both sides in the X direction. The pair of side surfaces 21 are substantially parallel to each other.
- the plurality of fins 20 are connected to the reinforcing portion 30 at the other end in the Z direction.
- the plurality of fins 20 are arranged to be separated from one another in the X direction.
- the plurality of fins 20 are arranged at equal intervals in the X direction at a predetermined pitch P (> 0).
- the pitch P of the fins 20 is the distance between the centers of the adjacent fins 20 in the X direction.
- the plurality of fins 20 are provided such that the pitch P with the fins 20 of the adjacent extrusions 1 also substantially matches. Therefore, a plurality of fins 20 are provided over the entire heat sink 100 so as to have a substantially constant pitch P.
- the pitch between the adjacent extrusions 1 and the fins 20 does not have to be strictly constant, and an error due to the thickness of the brazing material 40 after brazing is also acceptable.
- the reinforcing portion 30 extends in the X direction and has a flat plate shape having a predetermined thickness in the Z direction.
- the reinforcing portion 30 has a rectangular cross-sectional shape.
- the reinforcing portion 30 has a width dimension larger than the height dimension and has a horizontally long rectangular cross section.
- the width dimension of the reinforcing portion 30 is substantially equal to the width dimension W2 of the base portion 10.
- the height dimension (thickness) of the reinforcing portion 30 is smaller than the height dimension (thickness) H2 of the base portion 10.
- the reinforcing portion 30 extends in the Y direction.
- the reinforcing portion 30 has a first surface 31 and a second surface 32 on both sides in the Z direction, and a pair of side surfaces 33 on both sides in the X direction.
- the first surface 31 and the second surface 32 are flat surfaces substantially parallel to each other.
- the first surface 31 and the second surface 32 may be non-flat surfaces or may not be parallel to each other.
- the pair of side surfaces 33 are flat surfaces substantially parallel to each other. Adjacent side surfaces 33 of the reinforcing portions 30 of the plurality of extruded members 1 are joined to each other.
- the plurality of extrusion shapes 1 are joined to each other at each of the side surface 13 of the base portion 10 and the side surface 33 of the reinforcing portion 30.
- the side surface 13 of the base portion 10 and the side surface 33 of the reinforcing portion 30 are both arranged on the same plane (ZY plane) (the positions in the X direction are aligned).
- the side surface 13 and the side surface 33 are a joint part for joining extrusion molds 1 comrades, the surface shape of the side surface 13 and the side surface 33 should just have the joint shape according to the joining method, and is flat. It may be other than the surface.
- the base portion 10 and the reinforcing portion 30 have the largest width dimension in the extrusion profile 1. When referred to as the width dimension of the extruded shape material 1, it coincides with the width dimension W 2 of the base portion 10 and the reinforcing portion 30.
- the plurality of extrusion moldings 1 includes a first mold 1 a having a through hole 15 formed in the Y direction and formed so as to be able to mount the heat pipe 50 in the base portion 10.
- FIGS. 1 and 2 show an example in which all of the plurality of extrusion-molded members 1 constituting the heat sink 100 are formed of the first mold 1 a having the through holes 15.
- a part of the plurality of extrusion molds 1 may be configured by the first mold 1 a having the through holes 15, and another part may be configured by the extrusion mold 1 having no through holes 15.
- an extrusion-shaped member having a shape different from that of the other extrusion-shaped member 1 because a structure (a rib, a flange, a protrusion, a bracket-like portion, etc.) for fixing the heat sink 100 is provided at both ends of the heat sink 100 in the X direction. May be placed.
- the extrusion material 1 having no through hole 15 provided with the fixing structure may be provided separately from the first mold material 1a.
- At least one first mold material 1 a is provided in the heat sink 100.
- a plurality of first mold members 1a are provided.
- the first mold material 1 a has, for example, one or two through holes 15. In FIGS. 1 and 2, the first mold material 1 a has one through hole 15.
- the through hole 15 penetrates the base portion 10 in the Y direction.
- the through holes 15 extend linearly in the Y direction.
- the through holes 15 are formed in the base portion 10 by extrusion molding. For this reason, by using the first mold 1a to a part or all of the plurality of extrusion molds 1 constituting the heat sink 100, the through hole 15 to which the heat pipe can be attached can be formed only by joining the plurality of extrusion molds 1
- the heat sink 100 is formed without processing.
- the through hole 15 has a circular cross-sectional shape.
- the through hole 15 has an inner diameter d. Since the through hole 15 has a circular cross section, the width dimension (the dimension in the X direction) of the through hole 15 matches the inner diameter d. For example, the inner diameter d is larger than half of the height dimension H2 of the base portion 10.
- the inner diameter d of the through hole 15 is, for example, 5 mm or more and 50 mm or less.
- the through hole 15 is formed at a position biased to one of the side surfaces 13 of the base portion 10 in the X direction. That is, the center C1 of the through hole 15 is disposed at a position shifted in the X direction from the center C2 of the base portion 10 in the X direction.
- the center C1 of the through hole 15 and the center C2 of the base 10 in the X direction may coincide with each other in the X direction.
- the dimension d of the through hole 15 in the X direction is larger than the distance CL between the plurality of fins 20.
- the dimension d of the through hole 15 in the X direction is equal to or larger than the pitch P of the plurality of fins 20.
- the through hole 15 is formed to straddle between the two fins 20. That is, the through holes 15 are formed to overlap the plurality of fins 20 in the Z direction.
- the dimension d of the through hole 15 in the X direction has, for example, a size equal to or greater than one time and equal to or less than two times the pitch P of the plurality of fins 20.
- the dimension d of the through hole 15 in the X direction is preferably 2/3 or less of the width dimension W2 of the base portion 10, and preferably 1/2 or less.
- the distance Ds1 between the through hole 15 and one side surface 13 of the base portion 10 is substantially equal to the dimension d of the through hole 15 in the X direction.
- the distance Ds2 between the through hole 15 and the other side surface 13 of the base portion 10 is smaller than the dimension d of the through hole 15 in the X direction.
- the dimension d of the through hole 15 in the X direction has, for example, a size of 1 ⁇ 5 or more and 1 ⁇ 2 or less of the width dimension W2 of the base portion 10.
- the plurality of extrusion-type members 1 including the first shape member 1 a each have six or less fins 20.
- the first mold material 1 a has three fins 20 and a base portion 10 in which one through hole 15 is formed. Therefore, the first mold material 1 a has a sufficiently small and simple structure as a constituent unit of the heat sink 100. Further, since the width dimension W2 of the first mold material 1a can be reduced, when the heat sink 100 is configured by arranging the plurality of first mold materials 1a, the distance Dh (see FIG. 4) of the through holes 15 can be sufficiently reduced. Therefore, the heat pipe can be attached by selecting the through hole 15 at an appropriate position.
- the heat sink 100 is configured to be able to install a plurality of objects to be cooled 102 (see FIG. 4) on the mounting surface 101.
- the mounting surface 101 is provided with a plurality of rectangular installation areas SA, and the object to be cooled 102 can be attached to each installation area SA.
- the installation area SA has a width W3 smaller than the width W1.
- the installation area SA has a length L2 in the Y direction smaller than the length L1.
- each installation area SA the object to be cooled 102 is attached to the base portion 10 using a screw 104 (see FIG. 4) or the like.
- the base portion 10 is provided with a tapped hole for attaching the object 102 to be cooled.
- Each extrusion molding material 1 has a length L1 capable of arranging three installation areas SA in the Y direction, and by providing a total of 13 in the X direction, arranging three installation areas SA in the X direction
- the heat sink 100 is capable of For convenience of illustration, FIG. 1 shows the number of extrusions 1 reduced.
- the total length in the Y direction and the total length in the X direction of the heat sink 100 can be formed, for example, on the order of several tens of cm to several m depending on the length and the number of arrays of the extrusion mold 1.
- the length L1 in the Y direction of the extrusion molding 1 is, for example, 10 cm or more and 5 m or less.
- Width dimension W2 of extrusion die material 1 is, for example, 10 mm or more and 200 mm or less.
- the height dimension (height dimension of heat sink 100) H1 of extrusion molded material 1 is, for example, 50 mm or more and 300 mm or less.
- the total number of extrusion molds 1 is, for example, 5 or more and 100 or less.
- the heat sink 100 is, for example, a forced air cooling type heat sink that is mounted on a vehicle such as an automobile or a train, an aircraft or a ship, and dissipates the heat of the object to be cooled 102 by an airflow accompanying movement.
- the heat sink 100 is, for example, a heat sink which is installed in a facility such as a factory or a plant and dissipates the heat of the object to be cooled 102 by air blowing from a blower.
- the air flow flows in the Y direction and passes between the plurality of fins 20 (see FIG. 4).
- One side in the Y direction in FIG. 3 is the upstream side of the air flow, and the other side in the Y direction is the downstream side of the air flow.
- the air flow absorbs heat from the fins 20 as it passes between the plurality of fins 20.
- the object to be cooled 102 is, for example, an inverter used for a motor drive circuit or a power conversion circuit, a power module constituting a converter, or other high heat generation elements or circuits.
- the size of the heat sink 100, the number, the arrangement, and the shape of the installation area SA, the type of the object to be cooled 102, and the like are merely examples, and the invention is not limited thereto.
- the heat sink 100 may be a natural air-cooling type heat sink.
- the through holes 15 of the first mold members 1 a pass through the heat sink 100 in the Y direction. Further, among the total of 13 through holes 15, a part of the through holes 15 passes through the position overlapping the installation area SA. The other part of the through holes 15 passes a position overlapping with the area other than the installation area SA (a position between the installation areas SA in the X direction). When the first mold 1a having the through holes 15 and the extrusion mold 1 having no through holes 15 are mixed, the first mold 1a is disposed at a position overlapping the installation area SA in the entire heat sink 100. Is preferred.
- the through holes 15 of each first mold material 1 a are arranged at substantially equal intervals Dh in the X direction.
- the distance Dh between the adjacent through holes 15 is taken as the center-to-center distance of the through holes 15.
- the interval Dh between the adjacent through holes 15 is smaller than the width dimension W3 of the installation area SA.
- the distance Dh between adjacent through holes 15 is smaller than half of the width dimension W3 of the installation area SA. Therefore, in the X direction, the plurality of through holes 15 pass a position overlapping the installation area SA.
- the distance Dh between the adjacent through holes 15 is smaller than one-third of the width dimension W3 of the installation area SA. Therefore, the three through holes 15 are disposed to pass through the position overlapping with one installation area SA. Two or less or four or more through holes 15 may be disposed at a position overlapping with one installation area SA.
- the heat sink 100 includes a heat pipe 50 mounted in the through hole 15.
- the through holes 15 to which the heat pipe 50 is attached are hatched, and the through holes 15 to which the heat pipe 50 is not attached are not hatched. Is shown.
- the heat pipe 50 is selectively attached to the through hole 15.
- the heat pipes 50 may be attached to all the through holes 15, or the heat pipes 50 may not be attached to all the through holes 15.
- one or more heat pipes 50 are provided to distribute the heat load.
- the heat pipe 50 is selectively attached to the through hole 15 passing through the position overlapping with the installation area SA.
- the heat pipe 50 is provided at a position overlapping the plurality of objects to be cooled 102 respectively attached to the plurality of installation areas SA.
- the heat pipe 50 has a structure in which a predetermined amount of hydraulic fluid (such as water) is sealed in a sealed tube in a reduced pressure state. Inside the heat pipe 50, heat is absorbed from the high temperature part, the working fluid evaporates and moves to the low temperature part side, and the vapor flow moved to the low temperature part is condensed by heat radiation and returns to the high temperature part side in a liquid phase state. As a result, the heat pipe 50 circulates the hydraulic fluid to transfer heat between the high temperature part and the low temperature part. Therefore, when temperature unevenness occurs along the longitudinal direction, the heat pipe 50 transports heat from the relatively high temperature area to the relatively low temperature area to make the temperature distribution uniform.
- hydraulic fluid such as water
- the heat pipe 50 passes through the positions overlapping the three installation areas SA aligned in the Y direction as shown in FIG. 3, but the heat load of the object 102 to be cooled installed in these installation areas SA is not necessarily the same. is not.
- the cooling efficiency decreases.
- the heat pipe 50 transports the heat of the installation area SA where the temperature is relatively high (the heat load is large, the cooling efficiency is low) to the side where the temperature is low (the heat load is small, the cooling efficiency is high), The heat load in the Y direction of the heat sink 100 is equalized.
- the heat sink 100 disperses the heat load of each of the installation areas SA aligned in the Y direction by the heat pipe 50, and suppresses the local temperature rise.
- the heat pipe 50 By not mounting the heat pipe 50 in the through hole 15 passing through the position overlapping with the area other than the installation area SA, it is possible to suppress the increase in the number of parts and achieve the weight reduction of the heat sink 100.
- both ends of the through hole 15 to which the heat pipe 50 is attached are sealed by the sealing material 51.
- the sealing material 51 is mainly made of synthetic resin or the like and is filled in the opening of the through hole 15 to seal the through hole 15. Water and the like are thus prevented from entering the through hole 15.
- the sealing material 51 is not essential, and the sealing material 51 may not be provided in the through hole 15.
- the method of manufacturing the heat sink 100 mainly includes the steps of forming the extrusion-shaped material 1, bonding the extrusion-shaped material 1, mounting of the heat pipe 50, and finishing.
- extrusion molding 1 is produced by extrusion molding.
- the extrusion mold material 1 is formed using a mold for forming the cross-sectional shape shown in FIG. 2 and is cut in units of a predetermined length L1 (see FIG. 1).
- the extrusion die 1 (first die 1a) is produced.
- illustration is omitted, after extrusion molding, the side surface 13 of the base portion 10 and the side surface 33 of the reinforcing portion 30, which are joint surfaces of the respective extrusion-molded members 1, are finished to a desired accuracy by machining.
- the respective extrusion shapes 1 are integrally joined by brazing.
- the extrusion-type material 1 is laminated in the upper position while the sheet-like brazing material 40 is disposed between the bonding surfaces in a state in which the side surface 13 of the base portion 10 and the side surface 33 of the reinforcing portion 30 which are bonding surfaces face up and down. Be done.
- the plurality of extrusion-type members 1 stacked with the brazing material 40 interposed therebetween are joined, for example, by vacuum brazing at a predetermined brazing temperature. Thereby, a plurality of extrusion mold members 1 are united and heat sink 100 of a desired size is constituted.
- FIG. 6C shows an example in which the heat pipe 50 is attached to the second and third through holes 15 from the right in the figure among the five through holes 15.
- the through hole 15 to which the heat pipe 50 is mounted is sealed by the sealing material 51 (see FIG. 6D).
- illustration is omitted, in accordance with the required accuracy of the mounting surface 101, a finishing process by machining is performed on the mounting surface 101 (see FIG. 6D) of the heat sink 100. Thereby, the heat sink 100 is completed.
- the through holes 15 to which the heat pipe 50 can be selectively attached are provided in advance in the first shape material 1a obtained by extrusion molding, only a plurality of extrusion shape materials 1 including the first shape material 1a are aligned and joined Then, the through hole 15 for mounting the heat pipe 50 can be provided in the heat sink 100. Therefore, even in the case where the heat pipe 50 can be attached to the inside of the heat sink 100, it is possible to suppress an increase in the number of manufacturing processes as compared with the case of forming a hole for attaching the heat pipe in post-processing. By suppressing the increase in the number of manufacturing steps, the manufacturing cost can also be suppressed. Further, even when the heat pipe 50 is not provided in the through hole 15, a part of the first mold material 1a can be thinned by the through hole 15, so that the weight of the heat sink 100 can be reduced.
- the through holes 15 can be easily disposed at the positions overlapping the installation area SA. Therefore, the heat pipe 50 can be attached by selecting the through hole 15 at a position overlapping the installation area SA having a different thermal load. As a result, it is possible to effectively disperse the heat load and to suppress a local temperature rise.
- the width dimension W2 of the base portion 10 becomes equal to or larger than the pitch P of the fins 20 in association with providing the plurality of fins 20 in the first mold material 1a.
- the through holes 15 of relatively large size equal to or greater than the pitch P of the fins 20 were provided in the first mold 1 a.
- the mold can be simplified and the through holes 15 can be easily formed, as compared with the configuration in which a large number of small through holes having the same total cross-sectional area and smaller than the pitch P of the fins 20 are provided. be able to.
- the through hole 15 in the X direction is set to 2/3 or less of the width dimension of the base portion 10, the through hole 15 does not become excessively large. Moreover, when attaching the cooling object 102 to the base portion 10, there are cases where a tap hole for attachment or the like is provided, but even if the through hole 15 is formed, sufficient space for providing the tap hole or the like in the base portion 10 Can be secured. When the dimension d of the through hole 15 in the X direction is equal to or less than half the width dimension of the base portion 10, a space for providing a tap hole can be further secured, which is preferable.
- one through hole 15 is provided in the first mold material 1a, it is possible to suppress an increase in complexity of the mold structure and to suppress an increase in the number of parts excessively even when the heat pipe 50 is attached. it can.
- the number of fins 20 provided in the extrusion molding 1 is set to six or less, it is possible to suppress an excessive increase in manufacturing cost and manufacturing difficulty.
- the through hole 15 can be easily formed large. Further, by providing one through hole 15 in the first mold material 1a, even when the number of fins 20 is three, it is possible to easily form a large through hole 15 more than the pitch P of the fins 20.
- the relatively large heat sink 100 is formed by joining the plurality of extrusion-type members 1 by providing the heat pipe 50 selectively mounted in the through hole 15, the temperature distribution of the heat sink 100 by the heat pipe 50. Can be made uniform. Therefore, in the heat sink 100, a local temperature rise can be suppressed even when there is a portion (installation area SA) having a different thermal load. Further, in the configuration in which the plurality of first mold members 1a are provided, the heat pipe 50 can be attached by selecting the through holes 15 at positions overlapping the installation areas SA with different heat loads, so the local temperature rise of the heat sink 100 is effective. Can be suppressed.
- each of the plurality of fins 20 is continuous with the base portion 10 at one end, and the other end is open.
- the dimension d of the X direction of the through-hole 15 showed the magnitude
- this invention is not limited to this.
- the dimension d of the through hole 15 in the X direction may be smaller than the pitch P.
- the extrusion die 1 (first die 1a) has two fins 20.
- mold material 1a) has the fin 20 of 4 sheets.
- the extrusion die 1 (first die 1a) has five fins 20.
- the extrusion die 1 (first die 1 a) has six fins 20.
- the extrusion die 1 (the first die 1 a) may have seven or more fins 20.
- the first shape material 1a tends to be large and complicated more than necessary, so the number of fins 20 is preferably six or less. Furthermore, in the case of FIG. 8 (B) in which four fins 20 are provided on the first mold material 1a, the increase in manufacturing cost and manufacturing difficulty can be more effectively suppressed than in the case where five or six fins 20 are provided. In addition, since the width of the base portion 10 can be made larger than in the case where two fins 20 are provided, the through hole 15 can be easily formed large.
- the first mold material 1 a has two through holes 15.
- the two through holes 15 may be identical in shape and size, or one or both of the shape and size may be different. Since two through holes 15 are provided in the first shape member 1a, the maximum number of heat pipes 50 that can be mounted and the number of mounting positions of the heat pipes 50 that can be selected can be selected while suppressing excessive complication of the structure. You can do more.
- the extrusion die 1 (first die 1 a) may have three or more through holes 15.
- the first mold material 1a is easily enlarged and complicated more than necessary, and in the case where the heat pipes 50 are attached to all the through holes 15
- the number of through holes 15 is preferably one or two, because
- a first mold material 1a having a through hole 15 and an extrusion mold material 1 in which the through hole 15 is not formed may be provided.
- the extrusion-shaped material 1 (The 1st type
- this invention is not limited to this.
- a plurality of types of extrusion molds 1 having different dimensions in the X direction may be provided.
- the plurality of extruded molds 1 includes a second mold 1b different in width dimension of the base portion 10 from the first mold 1a.
- the first mold material 1a has a width dimension W11
- the second mold material 1b has a width dimension W12 different from the width dimension W11.
- the width dimension W2 of the second mold material 1b is smaller than the width dimension W1 of the first mold material 1a.
- the interval Dh between the adjacent through holes 15 is not constant in accordance with the number of second mold members 1b interposed between the first mold members 1a.
- the space Dh of the through holes 15 is adjusted by the second mold material 1b to generate local heat generation.
- the heat pipe 50 is disposed in the vicinity of the position overlapping the portion 103 or the position overlapping the local heating portion 103.
- the distance Dh between the through holes 15 is also constant.
- interval Dh of the through-hole 15 can be changed. Therefore, not only adjusting the position of the first mold 1a in the arrangement of the plurality of extrusion molds 1, but also adjusting the position and the number of the second mold 1b, it is in the location where the heat load is different (position overlapping with the heat generating portion 103). Accordingly, the position of through hole 15 can be adjusted more precisely.
- the extrusion molded material 1 constituting the heat sink 100 has a first mold material 201 having a first width dimension W21, a first mold material 202 having a second width dimension W22, and a third width dimension W23. And a first mold material 203.
- the first shape members 201 to 203 are different in the number of fins 20 from one another. As a result of arranging the plurality of types of first mold members 201 to 203 having different width dimensions, the distance Dh between the adjacent through holes 15 is not constant.
- the position of the through hole 15 can be adjusted more precisely according to the location (the position overlapping with the heat generating portion 103) with different heat load. can do.
- the fin 20 has a tapered cross-sectional shape so that the thickness decreases as it approaches the other end.
- the pair of side surfaces 21 is nonparallel.
- the fin 20 has the convex part 22 which protrudes outward on the side surface 21. As shown in FIG.
- the projections 22 can increase the surface area of the fins 20.
- the through hole 15a has a non-circular shape extending in the Z direction.
- the through hole 15a has an oval shape extending in the Z direction.
- the through hole 15b has a non-circular shape extending in the X direction.
- the through hole 15 b has an oval shape extending in the X direction.
- the cross-sectional shape of the through hole may be a polygonal shape other than the oval shape, or an elliptical shape other than the circular shape.
- extrusion mold material 1 equips with the some fin 20
- this invention is not limited to this. In the present invention, only a single fin may be provided for an extrusion material other than the first material.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Sustainable Development (AREA)
- Life Sciences & Earth Sciences (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Power Engineering (AREA)
- Geometry (AREA)
- Computer Hardware Design (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Cooling Or The Like Of Electrical Apparatus (AREA)
Abstract
このヒートシンク(100)は、ベース部(10)と、フィン(20)とを有し、押出方向と直交する幅方向に並べて互いに接合された複数の押出型材(1)を備える。複数の押出型材(1)は、フィン(20)を複数有するとともに、ヒートパイプ(50)を装着可能に形成された押出方向に延びる貫通孔(15)をベース部(10)に有する第1型材(1a)を含む。
Description
この発明は、ヒートシンクに関する。
従来、押出型材を接合して構成されるヒートシンクが知られている。このようなヒートシンクは、たとえば、特開平8-181258号公報に開示されている。
上記特開平8-181258号公報には、板状フィンと板状フィンの下端部につながる基板構成部とを備えた押出型材を並べて、基板構成部同士をろう付けにより接合したヒートシンクが開示されている。個々の押出型材は、ヒートシンクの長さに合わせて形成され、押出型材が並べて配列されることにより、所望のサイズのヒートシンクが構成される。
ところで、ヒートシンクに複数の冷却対象物が設置されるような大型のヒートシンクでは、複数の冷却対象物の設置領域に跨がるように、ヒートシンクの内部にヒートパイプを設ける場合がある。これは、複数の冷却対象物の熱負荷が異なる場合でも、ヒートパイプにより熱負荷を分散させて局所的な温度上昇を抑制するためである。
上記特開平8-181258号公報に開示されたヒートシンクにヒートパイプを設ける場合には、押出型材を接合してヒートシンクを構成した後で、機械加工によりヒートパイプ装着穴を基板構成部に形成する必要がある。そのため、製造工数が増大してしまうという問題点がある。製造工数が増大すると、製造コストも増大する。
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、押出型材を接合して構成されるヒートシンクにおいて、ヒートシンク内部にヒートパイプを装着可能とする場合でも、製造工数の増大を抑制することが可能なヒートシンクを提供することである。
上記目的を達成するために、この発明によるヒートシンクは、ベース部と、ベース部から突出するフィンとを有し、押出方向と直交する幅方向に並べて互いに接合された複数の押出型材を備え、複数の押出型材は、フィンを複数有するとともに、ヒートパイプを装着可能に形成された押出方向に延びる貫通孔をベース部に有する第1型材を含む。
この発明によるヒートシンクでは、押出成形によって得られる第1型材に、予めヒートパイプを装着可能な貫通孔を設けるので、第1型材を含む複数の押出型材を並べて接合するだけで、ヒートシンクにヒートパイプ装着用の貫通孔を設けることができる。そのため、ヒートシンクの内部にヒートパイプを装着可能とする場合でも、後加工でヒートパイプ装着用の穴を形成する場合と比較して、製造工数の増大を抑制することができる。製造工数の増大の抑制により、製造コストも抑制することができる。また、貫通孔にヒートパイプを設けない場合でも、第1型材の一部を貫通孔により肉抜きできるので、ヒートシンクの軽量化を図ることができる。さらに、複数の押出型材の配列における第1型材の位置や数を調整することにより、後加工で貫通孔を設ける場合と同様に、熱負荷の異なる複数箇所と重なる位置を通るように貫通孔の位置を調整できる。あるいは、全ての押出型材を第1型材により構成する場合には、熱負荷の異なる箇所と重なる位置を通る貫通孔をヒートパイプを装着する貫通孔として選択できる。その結果、適切な位置に配置された貫通孔にヒートパイプを装着することにより、効果的に熱負荷を分散し、局所的な温度上昇を抑制することができる。
上記発明によるヒートシンクにおいて、好ましくは、貫通孔の幅方向の寸法は、複数のフィンのピッチ以上の大きさを有する。ここで、複数のフィンを有する第1型材では、ベース部の幅方向寸法がフィンのピッチ以上の大きさとなる。そのため、複数のフィンを備える第1型材ではベース部の幅方向寸法がフィンのピッチ以上の大きさとなることを利用して、第1型材にフィンのピッチ以上の比較的大きいサイズの貫通孔を設けることができる。その結果、たとえば貫通孔の総断面積が同じで、フィンのピッチよりも小さい小型の貫通孔を多数設ける構成と比べて、金型を簡素化でき、貫通孔を容易に形成することができる。
上記発明によるヒートシンクにおいて、好ましくは、第1型材は、1つまたは2つの貫通孔を有する。ここで、第1型材に多くの貫通孔を設ける場合、金型構造が複雑化して製造コストが増大するとともに、ヒートパイプを装着する場合でもヒートパイプの個数が増大するため部品点数が増大しやすい。そのため、第1型材に設ける貫通孔を1つまたは2つにすることにより、金型構造が過度に複雑化するのを抑制できるとともに、ヒートパイプを装着する場合でも過度に部品点数が増大することを抑制できる。
上記発明によるヒートシンクにおいて、好ましくは、第1型材を含む複数の押出型材は、それぞれ6枚以下のフィンを有する。ここで、押出型材が多数のフィンを有する場合、押出型材自体が大型化し易く、金型が大型および複雑になる。その結果、製造コストおよび製造難度が増大しやすい。そこで、押出型材に設けるフィンの枚数を6枚以下とすることによって、製造コストおよび製造難度が過度に増大するのを抑制できる。
上記発明によるヒートシンクにおいて、好ましくは、第1型材は、3枚または4枚のフィンと、1つまたは2つの貫通孔が形成されたベース部とを有する。このように構成すれば、3枚または4枚のフィンを設けることにより、5枚または6枚のフィンを設ける場合よりも、さらに製造コストおよび製造難度の増大を効果的に抑制できる。また、2枚のフィンを設ける場合よりもベース部の幅を大きくできるため、1つまたは2つの貫通孔を容易に大きく形成することができる。なお、フィンが3枚の場合には、1つの貫通孔を設けることが、フィンのピッチ以上の径の貫通孔を形成するためのスペースを容易に確保できるため好ましい。
上記発明によるヒートシンクにおいて、好ましくは、貫通孔内に選択的に装着されたヒートパイプをさらに備える。このように構成すれば、複数の押出型材の接合によって比較的大型のヒートシンクを形成する場合でも、ヒートパイプによりヒートシンクの温度分布を均一化することができる。そのため、ヒートシンクにおいて、熱負荷の異なる箇所がある場合でも局所的な温度上昇を抑制することができる。また、複数の第1型材が設けられる構成では、熱負荷の異なる箇所を通る第1型材の貫通孔を選択してヒートパイプを装着できるので、ヒートシンクの局所的な温度上昇を効果的に抑制することができる。
上記発明によるヒートシンクにおいて、好ましくは、複数の押出型材は、第1型材とはベース部の幅寸法が異なる第2型材を含む。ここで、たとえば同じ第1型材を複数並べる場合、貫通孔の間隔も一定になるが、ベース部の幅寸法が異なる第2型材を間に介在させれば、貫通孔の間隔を変化させることができる。そのため、複数の押出型材の配列における第1型材の位置を調整するだけでなく、第2型材の位置や数を調整すれば、熱負荷の異なる箇所に応じて貫通孔の位置をより精密に調整することができる。その結果、ヒートシンクにおいて熱負荷の異なる箇所を通るように貫通孔の位置を調整し、位置調整した貫通孔にヒートパイプを装着すれば、ヒートシンクの局所的な温度上昇をより効果的に抑制することができる。
押出型材を接合して構成されるヒートシンクにおいて、ヒートシンク内部にヒートパイプを装着可能とする場合でも、製造工数の増大を抑制することができる。
以下、本発明の実施形態を図面に基づいて説明する。
(ヒートシンクの全体構成)
図1~図5を参照して、一実施形態によるヒートシンク100について説明する。ヒートシンク100は、発熱体である冷却対象物に取り付けられ、冷却対象物を冷却するための冷却器である。ヒートシンク100は、冷却対象物の取付箇所から吸熱し、ヒートシンク100の外部に放熱することにより、冷却対象物を冷却する。
図1~図5を参照して、一実施形態によるヒートシンク100について説明する。ヒートシンク100は、発熱体である冷却対象物に取り付けられ、冷却対象物を冷却するための冷却器である。ヒートシンク100は、冷却対象物の取付箇所から吸熱し、ヒートシンク100の外部に放熱することにより、冷却対象物を冷却する。
図1に示すヒートシンク100は、ベース部10と、ベース部10から突出する複数のフィン20とを有する押出型材1を複数備える。
押出型材1は、押出成形により形成された型材であり、金属材料により形成されている。金属材料は、たとえばアルミニウムやアルミニウム合金などであり、熱伝導性の高い材料が好ましい。押出成形は、金型を用いて金属材料を所定方向(押出方向、Y方向)に押し出すことにより、押出方向に延びる所望の断面形状の型材を一体形成するものである。そのため、押出型材1は、ベース部10と、複数のフィン20とを一体的に有する。
押出型材1は、上記のように押出方向に延びる形状を有する。押出方向と直交する断面において、ベース部10からフィン20が立ち上がる方向(Z方向)を高さ方向とし、高さ方向と直交する方向(X方向)を幅方向とする。押出型材1は、幅W2(図2参照)、高さH1の寸法を有する。押出型材1の押出方向の長さL1は、ヒートシンク100の寸法に対応するように設定される。複数の押出型材1がX方向に並べて接合されることにより、縦横の一方の長さがL1で、他方の長さが押出型材1の配列数に応じた長さW1となるヒートシンク100が構成される。押出型材1の長さL1、および配列数を変更することにより、所望の大きさのヒートシンク100が構成できる。
ヒートシンク100を構成する複数の押出型材1は、Y方向と直交するX方向に並べて互いに接合され、一体化されている。具体的には、X方向に並べられた複数の押出型材1のうち、隣接する押出型材1同士が、X方向に互いに接続されている。複数の押出型材1は、たとえばろう付けにより接合されている。押出型材1同士の接合は、たとえば溶接などでもよい。
図1に示す押出型材1は、ベース部10と、フィン20と、補強部30とを一体的に含んでいる。
ベース部10は、X方向に延びるとともに、Z方向に所定の厚みを有する平板形状を有する。図2の例では、ベース部10は、矩形状の断面形状を有する。ベース部10は、幅寸法W2が高さ寸法H2よりも大きく、横長の長方形断面を有する。ベース部10は、Y方向に延びる。ベース部10は、Z方向の両側の第1表面11および第2表面12と、X方向の両側の一対の側面13とを有する。第1表面11および第2表面12は、互いに略平行な平坦面である。ただし、第1表面11、第2表面12の形状は、平坦でなくてもよい。一対の側面13は、互いに略平行な平坦面である。複数の押出型材1は、各々のベース部10の互いに隣接する側面13同士が接合されている。複数の押出型材1の間には、押出型材1の構成材料よりも低融点のろう材40が介在している。ろう材40の材料は、特に限定されないが、一般に、押出型材1の構成材料と同種の材料(アルミニウム合金の場合、アルミニウムろう材)が用いられる。ろう材として、平板状の心材の両面に低融点のろう材をクラッドしたクラッド材(ブレージングシート)を用いてもよい。
ヒートシンク100は、各々のベース部10の第2表面12によって、平坦な取付面101が構成されている。取付面101には、冷却対象物102が取り付けられる。そのため、第2表面12の形状は、冷却対象物102の形状に対応したものとなる。たとえば、取付面101と冷却対象物102とは、互いに極力密着するように平坦面同士とされる。第2表面12は、冷却対象物102と嵌合する段差(凹部または凸部)などを有する非平坦面でもよい。ヒートシンク100は、冷却対象物102の熱を、ベース部10を介して吸収し、各々のフィン20から放熱する。
複数のフィン20は、それぞれ、ベース部10から立ち上がるように形成されている。複数のフィン20は、Z方向の一方端部でベース部10の第1表面11に接続する。各々のフィン20は、Z方向およびY方向に延びる平板形状を有する。個々のフィン20は、フィン20の全体に亘って略一定の厚みを有する。各々のフィン20の厚みは、互いに略同一である。複数のフィン20は、互いに略平行に設けられている。各々のフィン20は、X方向の両側の一対の側面21を有する。一対の側面21は、互いに略平行である。複数のフィン20は、Z方向の他方端部で補強部30に接続している。
複数のフィン20は、X方向に互いに離隔するように配置されている。複数のフィン20は、所定のピッチP(>0)で、X方向に等間隔で配列されている。なお、フィン20のピッチPは、X方向における隣り合うフィン20の中心間の距離である。
複数のフィン20は、隣接する押出型材1のフィン20とのピッチPも概ね一致するように設けられている。そのため、ヒートシンク100の全体に渡って、概ね一定のピッチPとなるように、複数のフィン20が設けられている。なお、隣接する押出型材1のフィン20との間のピッチについては、厳密に一定である必要はなく、ろう付け後のろう材40の厚み分の誤差も許容する。
補強部30は、X方向に延びるとともに、Z方向に所定の厚みを有する平板形状を有する。補強部30は、矩形状の断面形状を有する。補強部30は、幅寸法が高さ寸法よりも大きく、横長の長方形断面を有する。補強部30の幅寸法は、ベース部10の幅寸法W2と略等しい。補強部30の高さ寸法(厚み)は、ベース部10の高さ寸法(厚み)H2よりも小さい。補強部30は、Y方向に延びる。補強部30は、Z方向の両側の第1表面31および第2表面32と、X方向の両側の一対の側面33とを有する。第1表面31および第2表面32は、互いに略平行な平坦面である。第1表面31および第2表面32は、非平坦面でもよいし、互いに平行でなくてもよい。一対の側面33は、互いに略平行な平坦面である。複数の押出型材1は、各々の補強部30の互いに隣接する側面33同士が接合されている。
このように、複数の押出型材1は、ベース部10の側面13および補強部30の側面33の各々で、互いに接合されている。ベース部10の側面13および補強部30の側面33は、共に同一平面(ZY平面)上に配置されている(X方向の位置が揃っている)。なお、側面13および側面33は、押出型材1同士を接合するための継手部分であるので、側面13および側面33の表面形状は、接合方法に応じた継手形状を有していればよく、平坦面以外でもよい。ベース部10および補強部30は、押出型材1において最大の幅寸法を有する。押出型材1の幅寸法というとき、ベース部10および補強部30の幅寸法W2と一致する。
ここで、複数の押出型材1は、ヒートパイプ50を装着可能に形成されたY方向に延びる貫通孔15をベース部10に有する第1型材1aを含む。
図1および図2では、ヒートシンク100を構成する複数の押出型材1の全てを、貫通孔15を有する第1型材1aにより構成した例を示している。複数の押出型材1の一部を貫通孔15を有する第1型材1aにより構成し、他の一部を貫通孔15を有しない押出型材1により構成してもよい。たとえば、ヒートシンク100のX方向の両端部にはヒートシンク100を固定するための構造(リブ、フランジや突起、ブラケット状部分など)を設けるなどのため、他の押出型材1とは異なる形状の押出型材を配置する場合がある。そのため、たとえばヒートシンク100のX方向の両端部に、固定用構造を設けた貫通孔15を有さない押出型材1を第1型材1aとは別個に設けてもよい。第1型材1aは、ヒートシンク100のうちで、少なくとも1つ設けられる。好ましくは、第1型材1aは複数設けられる。
第1型材1aは、たとえば、1つまたは2つの貫通孔15を有する。図1および図2では、第1型材1aは、1つの貫通孔15を有する。
貫通孔15は、ベース部10をY方向に貫通している。貫通孔15は、Y方向に直線状に延びる。貫通孔15は、押出成形によってベース部10に形成されたものである。このため、ヒートシンク100を構成する複数の押出型材1の一部または全部に第1型材1aを用いることにより、複数の押出型材1を接合するだけで、ヒートパイプを装着可能な貫通孔15が後加工なしでヒートシンク100に形成される。
貫通孔15は、円形の断面形状を有する。貫通孔15は、内径dを有する。貫通孔15が円形断面を有するので、貫通孔15の幅寸法(X方向の寸法)は、内径dに一致する。たとえば、内径dは、ベース部10の高さ寸法H2の1/2よりも大きい。貫通孔15の内径dは、たとえば5mm以上50mm以下である。貫通孔15は、X方向において、ベース部10のいずれかの側面13に偏った位置に形成されている。つまり、貫通孔15の中心C1が、ベース部10のX方向の中心C2からX方向にずれた位置に配置されている。貫通孔15の中心C1と、ベース部10のX方向の中心C2とがX方向に一致していてもよい。
貫通孔15のX方向の寸法dは、複数のフィン20の間隔CLよりも大きい。好ましくは、貫通孔15のX方向の寸法dは、複数のフィン20のピッチP以上の大きさを有する。貫通孔15は、2つのフィン20の間に跨がるように形成されている。つまり、貫通孔15は、Z方向において、複数のフィン20とオーバラップするように形成されている。貫通孔15のX方向の寸法dは、たとえば、複数のフィン20のピッチPの1倍以上2倍以下の大きさを有する。
貫通孔15のX方向の寸法dは、ベース部10の幅寸法W2の2/3以下の大きさを有し、1/2以下の寸法を有すると好ましい。図2の例では、貫通孔15とベース部10の一方の側面13との間隔Ds1が、貫通孔15のX方向の寸法dと概ね等しい。貫通孔15とベース部10の他方の側面13との間隔Ds2が、貫通孔15のX方向の寸法dよりも小さい。貫通孔15のX方向の寸法dは、たとえば、ベース部10の幅寸法W2の1/5以上、1/2以下の大きさを有する。
第1型材1aを含む複数の押出型材1は、それぞれ6枚以下のフィン20を有する。図2では、第1型材1aは、3枚のフィン20と、1つの貫通孔15が形成されたベース部10とを有する。このため、第1型材1aは、ヒートシンク100の構成単位として十分に小型で簡素な構造になる。また、第1型材1aの幅寸法W2を小さくできるので、複数の第1型材1aを配列してヒートシンク100を構成した場合に、貫通孔15の間隔Dh(図4参照)を十分に小さくできる。そのため、適切な位置の貫通孔15を選択して、ヒートパイプを装着できる。
(ヒートシンクの構成例)
図3および図4に示すように、ヒートシンク100は、取付面101において複数の冷却対象物102(図4参照)を設置可能に構成されている。取付面101には、矩形状の複数の設置領域SAが設けられ、各々の設置領域SAに冷却対象物102を取り付け可能である。設置領域SAは、幅W1よりも小さい幅W3を有する。設置領域SAは、長さL1よりも小さいY方向の長さL2を有する。
図3および図4に示すように、ヒートシンク100は、取付面101において複数の冷却対象物102(図4参照)を設置可能に構成されている。取付面101には、矩形状の複数の設置領域SAが設けられ、各々の設置領域SAに冷却対象物102を取り付け可能である。設置領域SAは、幅W1よりも小さい幅W3を有する。設置領域SAは、長さL1よりも小さいY方向の長さL2を有する。
一例として、図3では、取付面101において、3行×3列の9箇所の設置領域SAが設けられている。各々の設置領域SAでは、冷却対象物102がビス104(図4参照)などを用いてベース部10に取り付けられている。図示は省略するが、ベース部10には、冷却対象物102を取り付けるためのタップ穴が設けられている。
各々の押出型材1は、Y方向に設置領域SAを3つ並べることが可能な長さL1を有し、X方向に合計13個設けられることにより、X方向に設置領域SAを3つ並べることが可能なヒートシンク100を構成している。図示の都合上、図1では押出型材1の数を少なくして示している。押出型材1の長さおよび配列数によって、ヒートシンク100のY方向の全長およびX方向の全長は、たとえば数十cm~数m程度に形成することができ、ヒートシンク100は大型化に適している。たとえば、押出型材1のY方向の長さL1は、たとえば10cm以上5m以下である。押出型材1の幅寸法W2は、たとえば10mm以上200mm以下である。押出型材1の高さ寸法(ヒートシンク100の高さ寸法)H1は、たとえば50mm以上300mm以下である。押出型材1の総数は、たとえば5個以上100個以下である。
ヒートシンク100は、たとえば自動車、電車などの車両、航空機または船舶に搭載され、移動に伴う空気流によって冷却対象物102の放熱を行う強制空冷型のヒートシンクである。ヒートシンク100は、たとえば工場やプラントなどの施設に設置され、送風機からの送風によって冷却対象物102の放熱を行うヒートシンクである。空気流は、Y方向に流れて複数のフィン20(図4参照)の間を通過する。図3におけるY方向のいずれか一方側が空気流の上流側となり、Y方向のいずれか他方側が空気流の下流側となる。空気流は、複数のフィン20の間を通過する際にフィン20から熱を吸収する。
冷却対象物102は、たとえばモータ駆動回路や電力変換回路に用いられるインバータ、コンバータを構成するパワーモジュールや、その他の高発熱の素子や回路である。ヒートシンク100のサイズ、設置領域SAの数、配置および形状、冷却対象物102の種類等は一例であり、これに限られない。ヒートシンク100は、自然空冷型のヒートシンクであってもよい。
図3において、各々の第1型材1aの貫通孔15は、ヒートシンク100をY方向に貫通している。また、合計13本の貫通孔15のうち、一部の貫通孔15は設置領域SAと重なる位置を通過している。他の一部の貫通孔15は、設置領域SA以外の領域(X方向の設置領域SAの間の位置)と重なる位置を通過する。貫通孔15を有する第1型材1aと、貫通孔15を有さない押出型材1とが混在する場合、第1型材1aは、ヒートシンク100の全体において、設置領域SAと重なる位置に配置されるのが好ましい。
また、図4に示すように、各々の第1型材1aの貫通孔15は、X方向に略等間隔Dhで配列されている。ここでは、隣接する貫通孔15の間隔Dhは、貫通孔15の中心間距離とする。隣接する貫通孔15の間隔Dhは、設置領域SAの幅寸法W3よりも小さい。たとえば、隣接する貫通孔15の間隔Dhは、設置領域SAの幅寸法W3の1/2よりも小さい。そのため、X方向において、複数の貫通孔15が設置領域SAと重なる位置を通過する。図4の例では、隣接する貫通孔15の間隔Dhは、設置領域SAの幅寸法W3の1/3よりも小さい。そのため、3つの貫通孔15が1つの設置領域SAと重なる位置を通過するように配置されている。1つの設置領域SAと重なる位置に、2つ以下または4つ以上の貫通孔15が配置されてもよい。
図4に示すように、ヒートシンク100は、貫通孔15内に装着されたヒートパイプ50を備えている。図4では、便宜的に、ヒートパイプ50が装着された貫通孔15にハッチングを付し、ヒートパイプ50が装着されていない貫通孔15にはハッチングを付さないことにより、ヒートパイプ50の有無を示している。
ヒートパイプ50は、貫通孔15に選択的に装着されている。全ての貫通孔15にヒートパイプ50を装着してもよいし、全ての貫通孔15にヒートパイプ50を装着しなくてもよい。熱負荷を分散するために、ヒートパイプ50を1つ以上設けるのが好ましい。図4では、ヒートパイプ50は、設置領域SAと重なる位置を通過する貫通孔15に、選択的に装着されている。その結果、ヒートパイプ50は、複数の設置領域SAにそれぞれ取り付けられた複数の冷却対象物102と重なる位置に設けられている。
ヒートパイプ50は、減圧状態で密閉された管内に所定量の作動液(水など)が封入された構造を有する。ヒートパイプ50の内部では、高温部から吸熱して作動液が蒸発して低温部側へ移動し、低温部へ移動した蒸気流が放熱により凝縮して液相状態で高温部側へ戻る。その結果、ヒートパイプ50は、作動液を循環させて高温部と低温部との間で熱を移動させる。そのため、ヒートパイプ50は、長手方向に沿って温度ムラが発生する場合に、相対的に高温の領域から相対的に低温の領域へ熱を輸送し、温度分布を均一化する。
ヒートパイプ50は、図3に示したように、Y方向に並ぶ3つの設置領域SAと重なる位置を通過するが、これらの設置領域SAに設置される冷却対象物102の熱負荷は、必ずしも同一ではない。また、ヒートシンク100に送り込まれる空気流の下流側ほど空気温度が上昇するため、冷却効率が低下する。ヒートパイプ50は、相対的に高温(熱負荷が大きい、冷却効率が低い)となる設置領域SAの熱を、より低温(熱負荷が小さい、冷却効率が高い)となる側に輸送して、ヒートシンク100のY方向における熱負荷を均一化する。
これにより、ヒートシンク100は、ヒートパイプ50によってY方向に並ぶ設置領域SAの各々の熱負荷を分散し、局所的な温度上昇を抑制する。設置領域SA以外の領域と重なる位置を通過する貫通孔15には、ヒートパイプ50を装着しないことにより、部品点数の増大を抑制し、ヒートシンク100の軽量化を図ることが可能である。
図5に示すように、ヒートパイプ50が装着された貫通孔15は、両端部がそれぞれシール材51により封止されている。シール材51は、合成樹脂などを主成分とし、貫通孔15の開口部分に充填されて貫通孔15を密閉する。これにより、貫通孔15内に水などが浸入することが防止されている。なお、シール材51は必須ではなく、貫通孔15にシール材51を設けなくてもよい。
(ヒートシンクの製造方法)
次に、図6を参照して、本実施形態のヒートシンク100の製造方法の概略を説明する。ヒートシンク100の製造方法は、主として、押出型材1の作成、押出型材1の接合、ヒートパイプ50の装着、仕上げ加工、の工程を含む。
次に、図6を参照して、本実施形態のヒートシンク100の製造方法の概略を説明する。ヒートシンク100の製造方法は、主として、押出型材1の作成、押出型材1の接合、ヒートパイプ50の装着、仕上げ加工、の工程を含む。
まず、押出成形により、押出型材1が作成される。図2に示した断面形状を形成するための金型を用いて、押出型材1が成形され、所定の長さL1(図1参照)単位で切断されることにより、図6(A)に示すように、押出型材1(第1型材1a)が作成される。なお、図示は省略するが、押出成形後、各押出型材1の接合面であるベース部10の側面13および補強部30の側面33は、機械加工により所望精度に仕上げられる。
図6(B)に示すように、それぞれの押出型材1がろう付けにより一体的に接合される。押出型材1は、接合面であるベース部10の側面13および補強部30の側面33が上下を向くように寝かせた状態で、シート状のろう材40を接合面間に配置しつつ上方に積層される。ろう材40を挟んで積層された複数の押出型材1が、たとえば真空ろう付けにより所定のろう付け温度で接合される。これにより、複数の押出型材1が一体化して所望サイズのヒートシンク100が構成される。
図6(C)に示すように、第1型材1aの貫通孔15に、選択的にヒートパイプ50が装着される。図6(C)は、5つの貫通孔15の内、図中の右から2番目および3番目の貫通孔15にヒートパイプ50を装着する例を示している。装着後、ヒートパイプ50が装着された貫通孔15は、シール材51(図6(D)参照)により封止される。図示は省略するが、取付面101の要求精度に応じて、ヒートシンク100の取付面101(図6(D)参照)に対して、機械加工による仕上加工が行われる。これにより、ヒートシンク100が完成する。
(本実施形態の効果)
本実施形態では、以下のような効果を得ることができる。
本実施形態では、以下のような効果を得ることができる。
このヒートシンク100では、押出成形によって得られる第1型材1aに、予めヒートパイプ50を選択的に装着可能な貫通孔15を設けるので、第1型材1aを含む複数の押出型材1を並べて接合するだけで、ヒートシンク100にヒートパイプ50の装着用の貫通孔15を設けることができる。そのため、ヒートシンク100の内部にヒートパイプ50を装着可能とする場合でも、後加工でヒートパイプ装着用の穴を形成する場合と比較して、製造工数の増大を抑制することができる。製造工数の増大の抑制により、製造コストも抑制することができる。また、貫通孔15にヒートパイプ50を設けない場合でも、第1型材1aの一部を貫通孔15により肉抜きできるので、ヒートシンク100の軽量化を図ることができる。
ヒートシンク100では、全ての押出型材1を第1型材1aにより構成したので、容易に、設置領域SAと重なる位置に貫通孔15を配置できる。そのため、熱負荷の異なる設置領域SAと重なる位置の貫通孔15を選択してヒートパイプ50を装着することができる。その結果、効果的に熱負荷を分散し、局所的な温度上昇を抑制することができる。
また、ヒートシンク100では、第1型材1aに複数のフィン20を設けたことに伴ってベース部10の幅寸法W2がフィン20のピッチP以上の大きさとなる。これを利用して、第1型材1aにフィン20のピッチP以上の比較的大きいサイズの貫通孔15を設けた。その結果、たとえば貫通孔15の総断面積が同じで、フィン20のピッチPよりも小さい小型の貫通孔を多数設ける構成と比べて、金型を簡素化でき、貫通孔15を容易に形成することができる。
また、貫通孔15のX方向の寸法dを、ベース部10の幅寸法の2/3以下の大きさとしたので、貫通孔15が過度に大きくなり過ぎることがない。また、ベース部10に冷却対象物102を取り付ける場合、取付用のタップ穴などを設ける場合があるが、貫通孔15を形成しても、ベース部10にタップ穴などを設けるための十分なスペースを確保できる。貫通孔15のX方向の寸法dを、ベース部10の幅寸法の1/2以下とする場合、タップ穴などを設けるためのスペースをさらに確保できるので好ましい。
また、第1型材1aに1つの貫通孔15を設けたので、金型構造が過度に複雑化するのを抑制できるとともに、ヒートパイプ50を装着する場合でも過度に部品点数が増大することを抑制できる。
また、押出型材1に設けるフィン20の枚数を6枚以下とすることによって、製造コストおよび製造難度が過度に増大するのを抑制できる。
また、第1型材1aに3枚のフィン20を設けることにより、5枚または6枚のフィン20を設ける場合よりも、さらに製造コストおよび製造難度の増大を効果的に抑制できる。また、2枚のフィン20を設ける場合よりもベース部10の幅を大きくできるため、貫通孔15を容易に大きく形成することができる。また、第1型材1aに、1つの貫通孔15を設けることにより、フィン20が3枚の場合でもフィン20のピッチP以上の大きな貫通孔15を容易に形成できる。
また、貫通孔15内に選択的に装着されたヒートパイプ50を設けることにより、複数の押出型材1の接合によって比較的大型のヒートシンク100を形成する場合でも、ヒートパイプ50によりヒートシンク100の温度分布を均一化することができる。そのため、ヒートシンク100において、熱負荷の異なる箇所(設置領域SA)がある場合でも局所的な温度上昇を抑制することができる。また、複数の第1型材1aが設けられる構成では、熱負荷の異なる設置領域SAと重なる位置の貫通孔15を選択してヒートパイプ50を装着できるので、ヒートシンク100の局所的な温度上昇を効果的に抑制することができる。
[変形例]
なお、今回開示された実施形態は、すべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した実施形態の説明ではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味および範囲内でのすべての変更(変形例)が含まれる。
なお、今回開示された実施形態は、すべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した実施形態の説明ではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味および範囲内でのすべての変更(変形例)が含まれる。
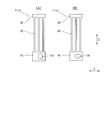
たとえば、上記実施形態では、押出型材1が補強部30を有する例を示したが、本発明はこれに限られない。図7に示すように、押出型材1が補強部30を有していなくてもよい。図7では、複数のフィン20の各々が、一端部でベース部10と連続し、他端部が開放されている。
また、上記実施形態では、貫通孔15のX方向の寸法dが、複数のフィン20のピッチP以上の大きさを有する例を示したが、本発明はこれに限られない。図7のように、貫通孔15のX方向の寸法dが、ピッチPよりも小さくてもよい。
また、上記実施形態では、3枚のフィン20を有する押出型材1(第1型材1a)の例を示したが、本発明はこれに限られない。図8(A)の例では、押出型材1(第1型材1a)は、2枚のフィン20を有する。図8(B)の例では、押出型材1(第1型材1a)は、4枚のフィン20を有する。図8(C)の例では、押出型材1(第1型材1a)は、5枚のフィン20を有する。図9の例では、押出型材1(第1型材1a)は、6枚のフィン20を有する。押出型材1(第1型材1a)は、7枚以上のフィン20を有してもよい。ただし、7枚以上のフィン20を設ける場合、必要以上に第1型材1aが大型化および複雑化しやすくなるため、フィン20の枚数は6枚以下が好ましい。さらに、第1型材1aに4枚のフィン20を設ける図8(B)の場合、5枚または6枚のフィン20を設ける場合よりも、製造コストおよび製造難度の増大を効果的に抑制できる。また、2枚のフィン20を設ける場合よりもベース部10の幅を大きくできるため、貫通孔15を容易に大きく形成することができる。
また、上記実施形態では、1つの貫通孔15を有する第1型材1aの例を示したが、本発明はこれに限られない。図9の例では、第1型材1aは、2つの貫通孔15を有する。2つの貫通孔15は、形状および大きさが同一でもよいし、形状および大きさの一方または両方が異なっていてもよい。第1型材1aに2つの貫通孔15を設けたので、構造の過度な複雑化を抑制しつつ、装着可能なヒートパイプ50の最大数、および、選択可能なヒートパイプ50の装着位置の数を多くすることができる。押出型材1(第1型材1a)は、3つ以上の貫通孔15を有してもよい。ただし、第1型材1aに3つ以上の貫通孔15を設ける場合、必要以上に第1型材1aが大型化および複雑化しやすく、全ての貫通孔15にヒートパイプ50を装着する場合には部品点数が多くなるため、貫通孔15の数は1つまたは2つが好ましい。
また、上記実施形態では、複数の押出型材1を、全て第1型材1aにより構成した例を示したが、本発明はこれに限られない。たとえば図10に示すように、貫通孔15を有する第1型材1aと、貫通孔15が形成されていない押出型材1とが設けられていてもよい。
また、上記実施形態では、同一形状の押出型材1(同一形状の第1型材1a)を並べて接合した例を示したが、本発明はこれに限られない。本発明では、X方向の寸法が異なる複数種類の押出型材1が設けられていてもよい。図10では、複数の押出型材1は、第1型材1aとはベース部10の幅寸法が異なる第2型材1bを含む。第1型材1aは、幅寸法W11を有し、第2型材1bは、幅寸法W11とは異なる幅寸法W12を有する。第2型材1bの幅寸法W2は、第1型材1aの幅寸法W1よりも小さい。そのため、第1型材1aの間に介在する第2型材1bの数に応じて、隣り合う貫通孔15の間隔Dhが非一定となっている。たとえば冷却対象物102の内部の所定位置に、局所的な発熱部103があり、温度ムラが生じ易い場合などに、第2型材1bによって貫通孔15の間隔Dhを調整して、局所的な発熱部103と重なる位置、または局所的な発熱部103と重なる位置の近傍にヒートパイプ50が配置される。
ここで、図4のように同じ第1型材1aを複数並べる場合、貫通孔15の間隔Dhも一定になるが、図10のように、ベース部10の幅寸法が異なる第2型材1bを第1型材1aの間に介在させる場合、貫通孔15の間隔Dhを変化させることができる。そのため、複数の押出型材1の配列における第1型材1aの位置を調整するだけでなく、第2型材1bの位置や数を調整すれば、熱負荷の異なる箇所(発熱部103と重なる位置)に応じて貫通孔15の位置をより精密に調整することができる。その結果、ヒートシンク100において熱負荷の異なる箇所(発熱部103と重なる位置)を通るように貫通孔15の位置を調整し、位置調整した貫通孔15にヒートパイプ50を装着すれば、ヒートシンク100の局所的な温度上昇をより効果的に抑制することができる。
また、第1型材1aが複数設けられる場合に、幅寸法の異なる複数種類の第1型材1aが設けられてもよい。図11では、ヒートシンク100を構成する押出型材1が、第1の幅寸法W21を有する第1型材201と、第2の幅寸法W22を有する第1型材202と、第3の幅寸法W23を有する第1型材203と、を含んでいる。第1型材201~203は、それぞれフィン20の枚数が異なっている。幅寸法の異なる複数種類の第1型材201~203が配列される結果、隣り合う貫通孔15の間隔Dhが非一定となっている。この場合でも、第1型材201~203の組み合わせ(数、配列順序)を調整することによって、熱負荷の異なる箇所(発熱部103と重なる位置)に応じて貫通孔15の位置をより精密に調整することができる。
また、上記実施形態では、平板状のフィン20の例を示したが、本発明はこれに限られない。図12(A)の例では、フィン20は、他端部に近付くに従って厚みが小さくなるように、テーパ状の断面形状を有する。一対の側面21が、非平行となっている。図12(B)の例では、フィン20は、側面21に、外向きに突出する凸部22を有する。凸部22により、フィン20の表面積を増大させることができる。
また、上記実施形態では、円形状の貫通孔15の例を示したが、本発明はこれに限られない。図13(A)では、貫通孔15aは、Z方向に延びる非円形状を有する。貫通孔15aは、Z方向に延びる長円形状を有する。図13(B)では、貫通孔15bは、X方向に延びる非円形状を有する。貫通孔15bは、X方向に延びる長円形状を有する。貫通孔の断面形状は、長円形状以外の多角形状、円形状以外の他の楕円形状などでもよい。
また、上記実施形態では、押出型材1が複数のフィン20を備える例を示したが、本発明はこれに限られない。本発明では、第1型材以外の押出型材については、1枚のフィンのみを備える構成であってもよい。
1 押出型材
1a、201、202、203 第1型材
1b 第2型材
10 ベース部
15、15a、15b 貫通孔
20 フィン
50 ヒートパイプ
100 ヒートシンク
1a、201、202、203 第1型材
1b 第2型材
10 ベース部
15、15a、15b 貫通孔
20 フィン
50 ヒートパイプ
100 ヒートシンク
Claims (7)
- ベース部と、前記ベース部から突出するフィンとを有し、押出方向と直交する幅方向に並べて互いに接合された複数の押出型材を備え、
前記複数の押出型材は、前記フィンを複数有するとともに、ヒートパイプを装着可能に形成された前記押出方向に延びる貫通孔を前記ベース部に有する第1型材を含む、ヒートシンク。 - 前記貫通孔の前記幅方向の寸法は、前記複数のフィンのピッチ以上の大きさを有する、請求項1に記載のヒートシンク。
- 前記第1型材は、1つまたは2つの前記貫通孔を有する、請求項1または2に記載のヒートシンク。
- 前記第1型材を含む複数の前記押出型材は、それぞれ6枚以下の前記フィンを有する、請求項1または2に記載のヒートシンク。
- 前記第1型材は、3枚または4枚の前記フィンと、1つまたは2つの前記貫通孔が形成された前記ベース部とを有する、請求項4に記載のヒートシンク。
- 前記貫通孔内に選択的に装着されたヒートパイプをさらに備える、請求項1または2に記載のヒートシンク。
- 前記複数の押出型材は、前記第1型材とは前記ベース部の幅寸法が異なる第2型材を含む、請求項1または2に記載のヒートシンク。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/643,725 US11940222B2 (en) | 2017-09-12 | 2017-09-12 | Heat sink module with through-hole |
| PCT/JP2017/032939 WO2019053791A1 (ja) | 2017-09-12 | 2017-09-12 | ヒートシンク |
| EP17925040.2A EP3684150B1 (en) | 2017-09-12 | 2017-09-12 | Heat sink |
| CN201780094543.6A CN111052888B (zh) | 2017-09-12 | 2017-09-12 | 散热器 |
| JP2019541526A JP6951452B2 (ja) | 2017-09-12 | 2017-09-12 | ヒートシンク |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/032939 WO2019053791A1 (ja) | 2017-09-12 | 2017-09-12 | ヒートシンク |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019053791A1 true WO2019053791A1 (ja) | 2019-03-21 |
Family
ID=65723547
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/032939 WO2019053791A1 (ja) | 2017-09-12 | 2017-09-12 | ヒートシンク |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11940222B2 (ja) |
| EP (1) | EP3684150B1 (ja) |
| JP (1) | JP6951452B2 (ja) |
| CN (1) | CN111052888B (ja) |
| WO (1) | WO2019053791A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019203083A1 (ja) * | 2018-04-16 | 2019-10-24 | 三菱電機株式会社 | ヒートシンク、ヒートシンクの使用方法及び空気調和装置 |
| CN113188359A (zh) * | 2020-01-29 | 2021-07-30 | 讯凯国际股份有限公司 | 热交换鳍片组、热交换器及制造热交换鳍片组的方法 |
| WO2023276938A1 (ja) * | 2021-06-30 | 2023-01-05 | 日本軽金属株式会社 | 熱デバイス冷却用ヒートシンク |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWM599039U (zh) * | 2020-02-07 | 2020-07-21 | 貿聯國際股份有限公司 | 具有鰭片組的連接器 |
| US11774693B2 (en) * | 2020-06-10 | 2023-10-03 | Molex, Llc | Optical transceiver modules and heat management techniques therefor |
| CN114121849A (zh) * | 2020-08-27 | 2022-03-01 | 讯凯国际股份有限公司 | 水冷散热装置及其制造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05275582A (ja) * | 1992-03-26 | 1993-10-22 | Hitachi Ltd | 放熱器の構造 |
| JPH08181258A (ja) | 1994-12-21 | 1996-07-12 | Showa Alum Corp | ヒートシンク |
| JPH10224068A (ja) * | 1997-02-07 | 1998-08-21 | Hitachi Cable Ltd | ヒートパイプ式ヒートシンク |
| JP2000150738A (ja) * | 1998-11-18 | 2000-05-30 | Sumitomo Light Metal Ind Ltd | ヒートシンク及びその製造方法 |
| JP2001156229A (ja) * | 1999-11-25 | 2001-06-08 | Twinbird Corp | ヒートシンク及びその製造方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5210775U (ja) * | 1975-07-10 | 1977-01-25 | ||
| JPH10107466A (ja) | 1996-10-01 | 1998-04-24 | Fujikura Ltd | ヒートシンクおよびその製造方法 |
| JP2001196779A (ja) * | 2000-01-11 | 2001-07-19 | Nippon Alum Co Ltd | ヒートシンク及びその製造方法 |
| JP3845038B2 (ja) | 2002-04-25 | 2006-11-15 | 住友精密工業株式会社 | ヒートシンクの製造方法 |
| US20050128710A1 (en) * | 2003-12-15 | 2005-06-16 | Beiteimal Abdlmonem H. | Cooling system for electronic components |
| US7106589B2 (en) * | 2003-12-23 | 2006-09-12 | Aall Power Heatsinks, Inc. | Heat sink, assembly, and method of making |
| JP4714434B2 (ja) | 2004-07-20 | 2011-06-29 | 古河スカイ株式会社 | ヒートパイプヒートシンク |
| JP2007019365A (ja) * | 2005-07-11 | 2007-01-25 | Hitachi Ltd | マイクロヒートシンク及びそれを用いたジャケット |
| US20070223196A1 (en) * | 2006-03-22 | 2007-09-27 | Ming-Sho Kuo | Composite heatsink plate assembly |
| US20070285894A1 (en) * | 2006-04-25 | 2007-12-13 | Mehdi Hatamian | Heat sink |
| TWI337837B (en) * | 2007-06-08 | 2011-02-21 | Ama Precision Inc | Heat sink and modular heat sink |
| TWM349179U (en) * | 2008-08-05 | 2009-01-11 | yi-ren Xie | Heat conduction module |
| CN102422413B (zh) * | 2009-05-11 | 2014-07-30 | 丰田自动车株式会社 | 热交换器、半导体装置及它们的制造方法 |
| JP2012070525A (ja) * | 2010-09-22 | 2012-04-05 | Toshiba Corp | 車両用の電源装置 |
| JP5756332B2 (ja) | 2011-04-26 | 2015-07-29 | 住友精密工業株式会社 | ヒートシンク |
| JP2013124841A (ja) * | 2011-12-16 | 2013-06-24 | Toyota Motor Corp | 冷却器及びその製造方法 |
| WO2013102301A1 (en) * | 2012-01-05 | 2013-07-11 | Sapa Ab | Heat sink and method for manufacturing |
| US20130180688A1 (en) * | 2012-01-16 | 2013-07-18 | Cooler Master Co., Ltd. | Heat-dissipating module and method for manufacturing the same |
| CN103673730B (zh) * | 2013-11-18 | 2016-05-18 | 东莞汉旭五金塑胶科技有限公司 | 散热板片与散热座的组合改良结构 |
| JP2016090080A (ja) * | 2014-10-30 | 2016-05-23 | 富士通株式会社 | 冷却装置及び電子装置 |
| CN207865339U (zh) * | 2018-01-15 | 2018-09-14 | 深圳市天添智能云设备有限公司 | 一种uvled固化系统散热装置 |
-
2017
- 2017-09-12 EP EP17925040.2A patent/EP3684150B1/en active Active
- 2017-09-12 WO PCT/JP2017/032939 patent/WO2019053791A1/ja unknown
- 2017-09-12 JP JP2019541526A patent/JP6951452B2/ja active Active
- 2017-09-12 US US16/643,725 patent/US11940222B2/en active Active
- 2017-09-12 CN CN201780094543.6A patent/CN111052888B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05275582A (ja) * | 1992-03-26 | 1993-10-22 | Hitachi Ltd | 放熱器の構造 |
| JPH08181258A (ja) | 1994-12-21 | 1996-07-12 | Showa Alum Corp | ヒートシンク |
| JPH10224068A (ja) * | 1997-02-07 | 1998-08-21 | Hitachi Cable Ltd | ヒートパイプ式ヒートシンク |
| JP2000150738A (ja) * | 1998-11-18 | 2000-05-30 | Sumitomo Light Metal Ind Ltd | ヒートシンク及びその製造方法 |
| JP2001156229A (ja) * | 1999-11-25 | 2001-06-08 | Twinbird Corp | ヒートシンク及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3684150A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019203083A1 (ja) * | 2018-04-16 | 2019-10-24 | 三菱電機株式会社 | ヒートシンク、ヒートシンクの使用方法及び空気調和装置 |
| CN113188359A (zh) * | 2020-01-29 | 2021-07-30 | 讯凯国际股份有限公司 | 热交换鳍片组、热交换器及制造热交换鳍片组的方法 |
| CN113188359B (zh) * | 2020-01-29 | 2022-12-13 | 讯凯国际股份有限公司 | 热交换鳍片组、热交换器及制造热交换鳍片组的方法 |
| WO2023276938A1 (ja) * | 2021-06-30 | 2023-01-05 | 日本軽金属株式会社 | 熱デバイス冷却用ヒートシンク |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2019053791A1 (ja) | 2020-10-01 |
| EP3684150A4 (en) | 2021-03-17 |
| CN111052888A (zh) | 2020-04-21 |
| US20200232715A1 (en) | 2020-07-23 |
| JP6951452B2 (ja) | 2021-10-20 |
| EP3684150A1 (en) | 2020-07-22 |
| EP3684150B1 (en) | 2022-07-27 |
| CN111052888B (zh) | 2022-07-12 |
| US11940222B2 (en) | 2024-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019053791A1 (ja) | ヒートシンク | |
| US8291965B2 (en) | Heat sink with angled fins | |
| US20100276135A1 (en) | Cooling fin and manufacturing method of the cooling fin | |
| JP6735664B2 (ja) | 液冷式冷却装置用放熱器およびその製造方法 | |
| US20150016171A1 (en) | Traction converter and railway vehicle | |
| CN212725282U (zh) | 散热器 | |
| US8297341B2 (en) | Heat dissipating structure and method of forming the same | |
| US20130058042A1 (en) | Laminated heat sinks | |
| US9863302B2 (en) | Cooling device for under-floor device for vehicle | |
| KR101610044B1 (ko) | 히트 싱크 | |
| JP5926928B2 (ja) | パワー半導体モジュール冷却装置 | |
| JP6448732B2 (ja) | モジュール型冷却装置を利用した放熱装置 | |
| US6747865B2 (en) | Heat sink for electronic components | |
| WO2016151804A1 (ja) | 電力変換装置 | |
| EP3832785B1 (en) | Cooler | |
| JP2951116B2 (ja) | 発熱体の冷却装置 | |
| CN214676237U (zh) | 一种扰流散热板 | |
| CN112672610A (zh) | 一种闭合式风冷散热器及其制造工艺 | |
| JP3220724B2 (ja) | ヒートシンク | |
| CN214338392U (zh) | 一种闭合式风冷散热器 | |
| CN219981424U (zh) | 蜂巢孔散热片 | |
| CN219108029U (zh) | 一种热管组件散热器 | |
| JP2017054895A (ja) | プレートフィン一体型のヒートシンクの製造方法及びその方法により製造されたプレートフィン一体型のヒートシンク | |
| KR101287664B1 (ko) | 히트 싱크 모듈 | |
| CN117206733A (zh) | 蒙皮-多桁条焊接式结构壁板及其焊接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17925040 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019541526 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017925040 Country of ref document: EP Effective date: 20200414 |