WO2018025937A1 - 着色合わせガラス用中間膜及び着色合わせガラス - Google Patents
着色合わせガラス用中間膜及び着色合わせガラス Download PDFInfo
- Publication number
- WO2018025937A1 WO2018025937A1 PCT/JP2017/028137 JP2017028137W WO2018025937A1 WO 2018025937 A1 WO2018025937 A1 WO 2018025937A1 JP 2017028137 W JP2017028137 W JP 2017028137W WO 2018025937 A1 WO2018025937 A1 WO 2018025937A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- laminated glass
- resin layer
- interlayer film
- glass
- mol
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/002—Combinations of extrusion moulding with other shaping operations combined with surface shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10568—Shape of the cross-section varying in thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10577—Surface roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10577—Surface roughness
- B32B17/10587—Surface roughness created by embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10605—Type of plasticiser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10651—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer comprising colorants, e.g. dyes or pigments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
- B32B37/1018—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure using only vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
- B32B37/182—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only one or more of the layers being plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/001—Double glazing for vehicles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
- C08K5/101—Esters; Ether-esters of monocarboxylic acids
- C08K5/103—Esters; Ether-esters of monocarboxylic acids with polyalcohols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/14—Homopolymers or copolymers of acetals or ketals obtained by polymerisation of unsaturated acetals or ketals or by after-treatment of polymers of unsaturated alcohols
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0032—Pigments, colouring agents or opacifiyng agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/008—Wide strips, e.g. films, webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
Abstract
Description
以下に本発明を詳述する。
これに対して本発明者らは、着色合わせガラス用中間膜を、熱可塑性樹脂と着色剤を含有する第1の樹脂層と、熱可塑性樹脂を含有し、着色剤を含有しない第2の樹脂層との少なくとも2層の積層体からなるものとした。着色剤を含有しない第2の樹脂層を積層することにより、着色剤を含有する第1の樹脂層からの着色剤の転写を防止することができる。とりわけ、着色剤を含有する第1の樹脂層が、2枚の着色剤を含有しない第2の樹脂層に挟持された3層以上の積層体とした場合には、着色剤を含有する第1の樹脂層からの着色剤の転写をほぼ防止することができた。
本発明の着色合わせガラス用中間膜は、上記第1の樹脂層が、2枚の上記第2の樹脂層に挟持された3層以上の積層体であることが好ましい。
積層体からなる合わせガラス用中間膜は、通常、共押出法により製造される。この際、上記第1の樹脂層と第2の樹脂層とを分けて積層体とすることにより、第1の樹脂層を押し出す押出機と第2の樹脂層を押し出す押出機とを別にすることが可能となる。これにより、押出時の混練による発熱を抑制することができ、該発熱を原因とするヘイズ値の上昇を防止できるものと考えられる。
上記熱可塑性樹脂として、例えば、ポリフッ化ビニリデン、ポリテトラフルオロエチレン、フッ化ビニリデン-六フッ化プロピレン共重合体、ポリ三フッ化エチレン、アクリロニトリル-ブタジエン-スチレン共重合体、ポリエステル、ポリエーテル、ポリアミド、ポリカーボネート、ポリアクリレート、ポリメタクリレート、ポリ塩化ビニル、ポリエチレン、ポリプロピレン、ポリスチレン、ポリビニルアセタール、エチレン-酢酸ビニル共重合体等が挙げられる。なかでも、上記樹脂層はポリビニルアセタール、又は、エチレン-酢酸ビニル共重合体を含有することが好ましく、ポリビニルアセタールを含有することがより好ましい。
上記可塑剤としては、合わせガラス用中間膜に一般的に用いられる可塑剤であれば特に限定されず、例えば、一塩基性有機酸エステル、多塩基性有機酸エステル等の有機可塑剤や、有機リン酸化合物、有機亜リン酸化合物等のリン酸可塑剤等が挙げられる。
上記有機可塑剤として、例えば、トリエチレングリコール-ジ-2-エチルヘキサノエート、トリエチレングリコール-ジ-2-エチルブチレート、トリエチレングリコール-ジ-n-ヘプタノエート、テトラエチレングリコール-ジ-2-エチルヘキサノエート、テトラエチレングリコール-ジ-2-エチルブチレート、テトラエチレングリコール-ジ-n-ヘプタノエート、ジエチレングリコール-ジ-2-エチルヘキサノエート、ジエチレングリコール-ジ-2-エチルブチレート、ジエチレングリコール-ジ-n-ヘプタノエート等が挙げられる。なかでも、上記樹脂層はトリエチレングリコール-ジ-2-エチルヘキサノエート、トリエチレングリコール-ジ-2-エチルブチレート、又は、トリエチレングリコール-ジ-n-ヘプタノエートを含むことが好ましく、トリエチレングリコール-ジ-2-エチルヘキサノエートを含むことがより好ましい。
上記接着力調整剤としては、例えば、アルカリ金属塩又はアルカリ土類金属塩が好適に用いられる。上記接着力調整剤として、例えば、カリウム、ナトリウム、マグネシウム等の塩が挙げられる。なかでも合わせガラスを製造するときに、ガラスと中間膜との接着力を容易に調製できることから、マグネシウム塩が好適である。
上記塩を構成する酸としては、例えば、オクチル酸、ヘキシル酸、2-エチル酪酸、酪酸、酢酸、蟻酸等のカルボン酸の有機酸、又は、塩酸、硝酸等の無機酸が挙げられる。
また、上記第2の樹脂層は、上記可塑剤、接着力調整剤や、必要に応じて酸化防止剤、光安定剤、接着力調整剤として変成シリコーンオイル、難燃剤、帯電防止剤、耐湿剤、熱線反射剤、蛍光剤、熱線吸収剤等の添加剤を含有してもよい。
上記第2の樹脂層が着色剤を含有する場合、上記第1の樹脂層に含有されるのと同様の着色剤を用いることができる。
なお、着色合わせガラス用中間膜の各樹脂層の厚みは、鋭利なレザー刃で、各樹脂層の断面が露出するように、上記中間膜を厚み方向に垂直に切断した後、上記中間膜の露出した断面をデジタルマイクロスコープ(例えば、OLYMPUS社製「DSX500」等)で観察して、スケールバー(マイクロゲージ)及び簡易計測機能により測定する。簡易計測機能では、平行幅距離又は2点間距離を選択することが好ましい。また、観察時の倍率は277倍であることが好ましく、視野範囲は980μm×980μmであることが好ましい。着色合わせガラス用中間膜の任意の20箇所を上記デジタルマイクロスコープにて観察し、同一視野の各樹脂層の5箇所の厚みを測定する。合計20×5箇所、即ち100箇所の測定結果の中から最大値、最小値、平均値を求め、上記第1の樹脂層の厚みの最大値t1max、厚みの最小値t1min、上記第2の樹脂層の厚みの最大値t2max、厚みの最小値t2min、第1の樹脂層の平均厚み、第2の樹脂層の平均厚みを求める。
積層体からなる合わせガラス用中間膜は、通常、共押出法により製造される。この際、第1の樹脂層の厚みを比較的厚くすることにより、上記第1の樹脂層の厚みの変動を最小限に抑えることができる。
上記第1の樹脂層の平均厚みが100~500μmの範囲内であれば、上記着色剤の配合により、JIS R3202(1996)に準拠した2枚のクリアガラスを用いて合わせガラスを作製した際の可視光線透過率Tvを5%以下に容易に調整することができる。上記第1の樹脂層の平均厚みのより好ましい下限は150μm、より好ましい上限は450μmであり、更に好ましい下限は200μm、更に好ましい上限は400μmであり、特に好ましい下限は300μmである。
上記第2の樹脂層の平均厚みが100μm以上であれば、上記第1の樹脂層の平均厚みの変動を抑えることができる。上記第2の樹脂層の平均厚みは200μm以上であることがより好ましく、250μm以上であることが更に好ましい。上記第2の樹脂層の平均厚みの上限は特に限定されないが、1000μm程度が実質的な上限である。
フィードブロック法を採用することにより、例えば、上記第1の樹脂層が一部のみに配置されている着色合わせガラス用中間膜を製造する場合において、上記第1の樹脂層の厚みや幅を自由に設定することができ、かつ、色すじや色抜けのない着色合わせガラス用中間膜を製造することができる。
なお、上記可視光線透過率は、以下の手順に従って測定される。JIS R3202(1996)に準拠した2枚のクリアガラスを用いて合わせガラスを作製し、得られた合わせガラスの任意の20箇所について、分光光度計(例えば、日立ハイテク社製「U-4100」等)を用いて、JIS R 3106(1998)に準拠して、得られた合わせガラスの波長380~780nmにおける可視光線透過率を測定した。測定した可視光線透過率の20点の平均値と、標準偏差を求め、可視光線透過率の平均値を標準偏差で割った値(可視光線透過率の平均値/標準偏差)をCV値として算出した。
なお、合わせガラスを作製した際の可視光線透過率の測定において測定のバラツキを抑えられることから、用いるJIS R3202(1996)に準拠した2枚のクリアガラスは、1枚の厚みが2.4~2.5mm、且つ、1枚の可視光線透過率が90.0~91.0%であるクリアガラスであることが好ましい。なかでも、1枚の厚みが2.5mm、1枚の可視光線透過率が90.5%であるクリアガラスを用いることがより好ましい。
また、本発明の着色合わせガラス用中間膜においては、上記凹部は、底部が連続した溝形状を有し、且つ、平行に並列していることが好ましい。更に、本発明の着色合わせガラス用中間膜においては、上記凹部は、底部が連続した溝形状を有し、且つ、上記凹部が平行して規則的に並列していることが好ましい。
合わせガラス用中間膜の少なくとも一方の面の凹部の形状を、底部が連続した溝形状である凹部が規則的に並列している形状とすることにより、底部の連通性はより優れ、予備圧着及び本圧着の際に著しく脱気性が向上する。
また、合わせガラス用中間膜の少なくとも一方の面の凹部の形状を、底部が連続した溝形状である凹部が平行に並列している形状とすることにより、底部の連通性はより優れ、予備圧着及び本圧着の際に著しく脱気性が向上する。
更に、合わせガラス用中間膜の少なくとも一方の面の凹部の形状を、底部が連続した溝形状である凹部が平行して規則的に並列している形状とすることにより、底部の連通性は更により一層優れ、予備圧着及び本圧着の際に更により一層著しく脱気性が向上する。
なお、「規則的に並列している」とは、凹部を有する中間膜の表面を観察した際に、一定の方向に周期的に底部が連続した溝形状である凹部が並列していることを意味する。また、「平行して並列している」とは、隣接する上記凹部が平行して等間隔に並列していてもよく、隣接する上記凹部が平行して並列しているが、すべての隣接する上記凹部の間隔が等間隔でなくともよいことを意味する。
なお、本明細書において上記凹部を有する表面の粗さ(Rz)は、JIS B-0601(1994)に準ずる方法により測定される。
なお、本明細書において上記凹部を有する表面の粗さ(Rz)とは、JIS B-0601(1994)「表面粗さ-定義及び表示」に規定される、JIS B-0601(1994)に準じる方法により、得られた中間膜の十点平均粗さ(Rz)を意味する。上記凹部の粗さ(Rz)は、例えば、測定機として小坂研究所社製「Surfcorder SE300」を用い、測定時の触針計条件を、カットオフ値=2.5mm、基準長さ=2.5mm、評価長さ=12.5mm、触針の先端半径=2μm、先端角度=60°、測定速度=0.5mm/sの条件で測定を行うことにより測定することができる。この際、測定時の環境を23℃及び30RH%下とする。触針を動かす方向は、凹部が刻線状の場合には溝方向に対して垂直方向とし、凹部が刻線状以外の場合には任意の方向とする。
なお、本明細書において刻線状の凹部の粗さ(Rz)は、上述のJIS B-0601(1994)に準ずる方法により測定される。
なお、本明細書において刻線状の凹部の間隔は、光学顕微鏡(例えば、SONIC社製、「BS-8000III」等)を用いて、合わせガラス用中間膜の第1の表面及び第2の表面(観察範囲20mm×20mm)を観察し、隣接する凹部の間隔を測定したうえで、隣接する凹部の最底部間の最短距離の平均値を算出することにより得られる。
なお、本明細書において凹部が刻線状以外の場合の凹部の間隔Smは、例えば、JIS B-0601(1994)「表面粗さ-定義及び表示」に規定される、JIS B-0601(1994)に準じる方法により、得られた中間膜の表面の凹部の平均間隔(Sm)を意味する。上記凹部の間隔Smは、測定機として小坂研究所社製「Surfcorder SE300」を用い、測定時の触針計条件を、カットオフ値=2.5mm、基準長さ=2.5mm、評価長さ=12.5mm、触針の先端半径=2μm、先端角度=60°、測定速度=0.5mm/sの条件で測定を行うことにより測定することができる。この際、測定時の環境を23℃及び30RH%下とする。触針を動かす方向は、任意の方向とする。
上記ポリビニルアルコールの平均重合度の好ましい下限は200、好ましい上限は5000である。上記ポリビニルアルコールの平均重合度を200以上とすることにより、得られる遮音中間膜の耐貫通性を向上させることができ、5000以下とすることにより、遮音層の成形性を確保することができる。上記ポリビニルアルコールの平均重合度のより好ましい下限は500、より好ましい上限は4000である。
なお、上記ポリビニルアルコールの平均重合度は、JIS K6726「ポリビニルアルコール試験方法」に準拠した方法により求められる。
上記アセタール化度は、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法により、上記ポリビニルアセタールXのアセタール基が結合しているエチレン基量を測定することにより求めることができる。
上記保護層は、例えば、ポリビニルアセタールYと可塑剤とを含有することが好ましく、ポリビニルアセタールXより水酸基量が大きいポリビニルアセタールYと可塑剤とを含有することがより好ましい。
また、上記ポリビニルアルコールの平均重合度の好ましい下限は200、好ましい上限は5000である。上記ポリビニルアルコールの平均重合度を200以上とすることにより、合わせガラス用中間膜の耐貫通性を向上させることができ、5000以下とすることにより、保護層の成形性を確保することができる。上記ポリビニルアルコールの平均重合度のより好ましい下限は500、より好ましい上限は4000である。
上記炭素数が3~4のアルデヒドとしては、直鎖状のアルデヒドであってもよいし、分枝状のアルデヒドであってもよく、例えば、n-ブチルアルデヒド等が挙げられる。
また、合わせガラスの遮音性がより一層向上することから、上記遮音層におけるポリビニルアセタールX100質量部に対する、可塑剤の含有量(以下、含有量Xともいう。)は、上記保護層におけるポリビニルアセタールY100質量部に対する、可塑剤の含有量(以下、含有量Yともいう。)より多いことが好ましく、5質量部以上多いことがより好ましく、15質量部以上多いことが更に好ましく、20質量部以上多いことが特に好ましい。含有量X及び含有量Yを調整することにより、上記遮音層のガラス転移温度が低くなる。結果として、合わせガラスの遮音性がより一層向上する。
上記ガラス板は、一般に使用されている透明板ガラスを使用することができる。例えば、フロート板ガラス、磨き板ガラス、型板ガラス、網入りガラス、線入り板ガラス、着色された板ガラス、熱線吸収ガラス、熱線反射ガラス、グリーンガラス等の無機ガラスが挙げられる。また、ガラスの表面に紫外線遮蔽コート層を有する紫外線遮蔽ガラスも用いることができる。更に、ポリエチレンテレフタレート、ポリカーボネート、ポリアクリレート等の有機プラスチックス板を用いることもできる。
上記ガラス板として、2種類以上のガラス板を用いてもよい。例えば、透明フロート板ガラスと、グリーンガラスのような着色されたガラス板との間に、本発明の着色合わせガラス用中間膜を積層した着色合わせガラスが挙げられる。また、上記ガラス板として、2種以上の厚さの異なるガラス板を用いてもよい。
(1)第1の樹脂層用樹脂組成物の調製
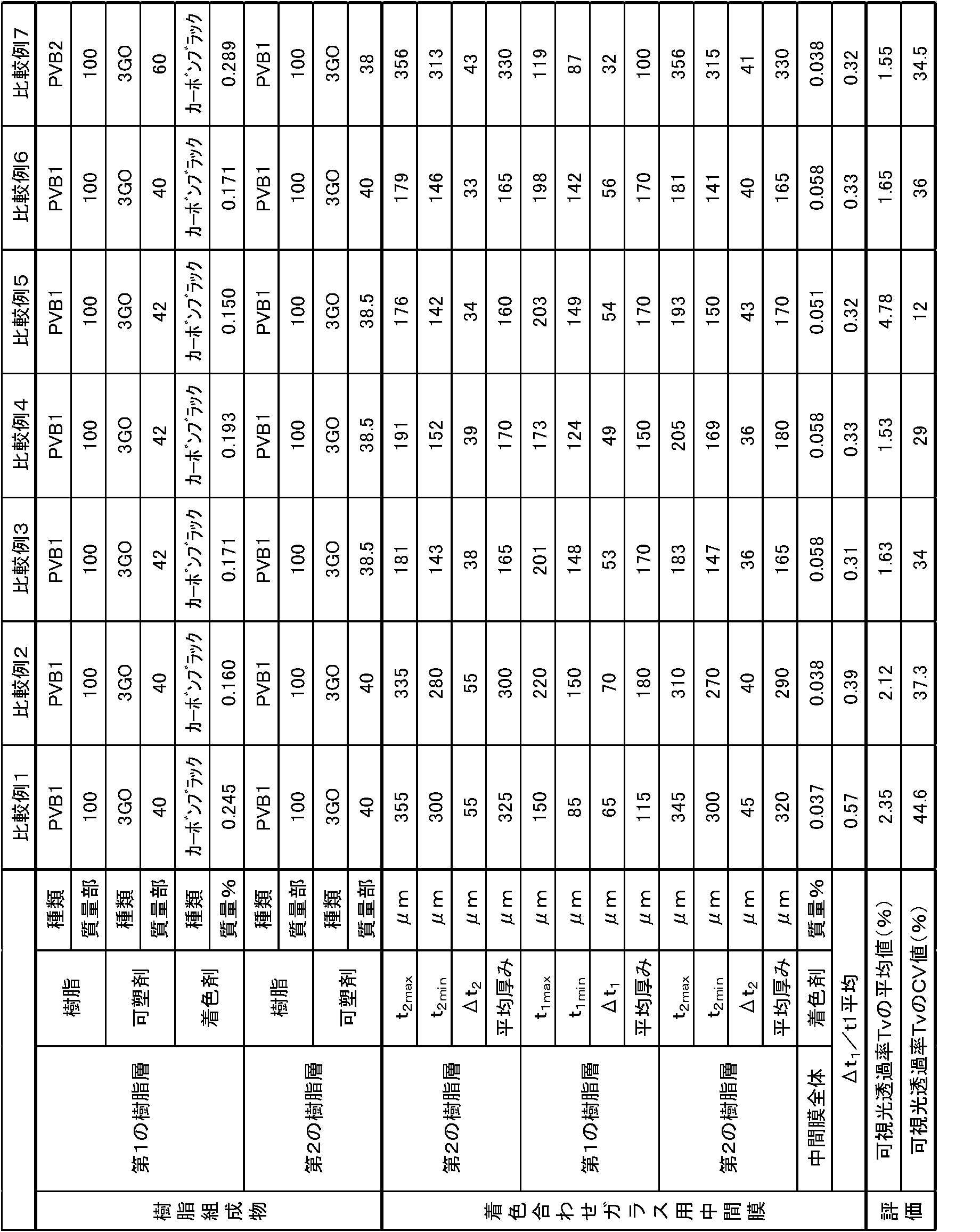
平均重合度が1700のポリビニルアルコールをn-ブチルアルデヒドでアセタール化することにより、アセチル基量1モル%、ブチラール基量69モル%、水酸基量30モル%のポリビニルブチラールを得た(以下、「PVB1」ともいう。)。PVB1を100質量部に対して、可塑剤としてトリエチレングリコール-ジ-2-エチルヘキサノエート(3GO)40質量部、着色剤としてカーボンブラックを添加し、ミキシングロールで充分に混練し、第1の樹脂層用樹脂組成物を得た。着色剤の添加量は、第1の樹脂層100質量%中、0.095質量%となる量であり、得られる着色合わせガラス用中間膜全体100質量%中、0.038質量%となる量とした。
PVB1を100質量部に対して、可塑剤としてトリエチレングリコール-ジ-2-エチルヘキサノエート(3GO)40質量部を添加し、ミキシングロールで充分に混練し、第2の樹脂層用樹脂組成物を得た。
得られた第1の樹脂層用樹脂組成物と第2の樹脂層用樹脂組成物を、共押出機を用いて押し出し温度200℃の条件にて押出すことにより、第1の樹脂層/第2の樹脂層の2層構造の着色合わせガラス用中間膜を得た。
得られた着色合わせガラス用中間膜を、縦5cm×横5cmの一対のJIS R3202(1996)に準拠した2枚のクリアガラス(厚み2.5mm)の間に積層し、積層体を得た。得られた積層体を、真空ラミネーターにて90℃下、30分保持しつつ真空プレスを行い圧着した。圧着後140℃、14MPaの条件でオートクレーブを用いて20分間圧着を行い、着色合わせガラスを得た。
実施例1で得られた第1の樹脂層用樹脂組成物と第2の樹脂層用樹脂組成物とを用いて、各樹脂層の厚みが表1記載の値となる、第2の樹脂層/第1の樹脂層/第2の樹脂層の3層構造の着色合わせガラス用中間膜を製造した。合わせガラス用中間膜の製造には、実施例1と同様の操作を行った。
第1の樹脂層用樹脂組成物の調製において、着色剤の添加量を、得られた第1の樹脂層100質量%中0.245質量%となる量であり、得られる着色合わせガラス用中間膜全体100質量%中0.037質量%となる量に変更した。この第1の樹脂層用樹脂組成物を用い、実施例2と同様にして、各樹脂層の厚みが表2記載の値となる3層構造の着色合わせガラス用中間膜を製造した。
第1の樹脂層用樹脂組成物の調製において、着色剤の添加量を、得られた第1の樹脂層100質量%中0.160質量%となる量であり、得られる着色合わせガラス用中間膜全体100質量%中0.038質量%となる量に変更した。この第1の樹脂層用樹脂組成物を用い、実施例2と同様にして、各樹脂層の厚みが表2記載の値となる3層構造の着色合わせガラス用中間膜を製造した。
(1)第1の樹脂層用樹脂組成物の調製
PVB1を100質量部に対して、可塑剤として3GOを42質量部、着色剤としてカーボンブラックを得られる第1の樹脂層100質量%中0.171質量%であり、得られる着色中間膜100質量%中0.058質量%となる量を添加し、ミキシングロールで充分に混練し、第1の樹脂層用樹脂組成物を得た。
PVB1を100質量部に対して、可塑剤として3GOを38.5質量部添加し、ミキシングロールで充分に混練し、第2の樹脂層用樹脂組成物を得た。
得られた第1の樹脂層用樹脂組成物と第2の樹脂層用樹脂組成物を、共押出機を用いて押し出し温度200℃の条件にて押出すことにより、第2の樹脂層/第1の樹脂層/第2の樹脂層の3層構造の積層体を得た。
多数の微細な凹部と多数の微細な凸部とが形成された一対のエンボスロールを微細凹凸転写装置として用い、得られた積層体をこのエンボスロールに通し、多数の微細な凹部と多数の微細な凸部とが形成された積層体を得た。
更に一対のエンボスロールを凹凸形状転写装置として用い、得られた多数の微細な凹部と多数の微細な凸部とが形成された積層体をこのエンボスロールに通し、積層体の両面に、底部が連続した溝形状(刻線状)である凹部が平行して等間隔に形成された、表面粗さ(Rz)31μmの凹部を付与し、着色合わせガラス用中間膜を得た。上記一対のエンボスロールは、三角形斜線型ミルを用いて表面にミル加工を施した金属ロールと、45~75のJIS硬度を有するゴムロールとからなる。
なお、上記表面粗さRzはJIS B-0601(1994)に準拠した方法によって測定した。溝形状(刻線状)である凹部を形成する際の転写条件として、積層体の温度を95℃、ロール温度を130℃、プレス圧を500kPaとした。
得られた着色合わせガラス用中間膜を、縦5cm×横5cmの一対のJIS R3202(1996)に準拠した2枚のクリアガラス(厚み2.5mm)の間に積層し、積層体を得た。得られた積層体を、真空ラミネーターにて90℃下、30分保持しつつ真空プレスを行い圧着した。圧着後140℃、14MPaの条件でオートクレーブを用いて20分間圧着を行い、着色合わせガラスを得た。
可塑剤の量、着色剤の濃度及び各樹脂層の厚みを表1及び表2に記載の値となるように変更した以外は実施例3と同様にして、着色合わせガラス用中間膜及び着色合わせガラスを得た。
第1の樹脂層に用いる樹脂をPVB1からポリビニルブチラール2(以下、「PVB2」ともいう。)に変更し、更に、可塑剤の量、着色剤の濃度及び各樹脂層の厚みを表1及び表2に記載の値となるように変更した以外は実施例3と同様にして、着色合わせガラス用中間膜及び着色合わせガラスを得た。
PVB2は、平均重合度が2300のポリビニルアルコールをn-ブチルアルデヒドでアセタール化することにより得たものであり、アセチル基量12モル%、ブチラール基量66モル%、水酸基量22モル%である。
実施例及び比較例で得られた合わせガラス用中間膜について、以下の方法により評価を行った。結果を表1及び表2に示した。
得られた合わせガラスの任意の20箇所について、分光光度計(日立ハイテク社製、「U-4100」)を用いて、JIS R 3106(1998)に準拠して、得られた合わせガラスの波長380~780nmにおける可視光線透過率を測定した。測定した可視光線透過率の20点の平均値と標準偏差を求め、標準偏差を可視光線透過率の平均値で割り、100倍した値(標準偏差/可視光線透過率の平均値×100)をCV値として算出した。なお、実施例及び比較例で用いたクリアガラスの可視光線透過率を測定したところ、90.5%であった。

Claims (4)
- JIS R3202(1996)に準拠した2枚のクリアガラスを用いて合わせガラスを作製した際に、可視光線透過率Tvが5%以下である着色合わせガラス用中間膜であって、
熱可塑性樹脂と着色剤を含有する第1の樹脂層と、熱可塑性樹脂を含有し、着色剤を含有しない第2の樹脂層との少なくとも2層の積層体からなり、
前記第1の樹脂層の厚みの最大値t1maxと厚みの最小値t1minの差Δt1と、前記第1の樹脂層の平均厚みとの比(Δt1/第1の樹脂層の平均厚み)が0.30以下である
ことを特徴とする着色合わせガラス用中間膜。 - 第1の樹脂層が、2枚の第2の樹脂層に挟持された3層以上の積層体からなることを特徴とする請求項1記載の着色合わせガラス用中間膜。
- 第1の樹脂層の平均厚みが100~500μm、第2の樹脂層の平均厚みが100μm以上であることを特徴とする請求項1又は2記載の着色合わせガラス用中間膜。
- 請求項1、2又は3記載の着色合わせガラス用中間膜が、一対のガラス板の間に積層されていることを特徴とする着色合わせガラス。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020227022855A KR102623134B1 (ko) | 2016-08-03 | 2017-08-02 | 착색 합판 유리용 중간막 및 착색 합판 유리 |
| KR1020187033571A KR20190035606A (ko) | 2016-08-03 | 2017-08-02 | 착색 합판 유리용 중간막 및 착색 합판 유리 |
| CN201780047213.1A CN109562990A (zh) | 2016-08-03 | 2017-08-02 | 着色夹层玻璃用中间膜和着色夹层玻璃 |
| US16/316,065 US11117351B2 (en) | 2016-08-03 | 2017-08-02 | Interlayer film for colored laminated glass, and colored laminated glass |
| JP2017549534A JP6943767B2 (ja) | 2016-08-03 | 2017-08-02 | 着色合わせガラス用中間膜及び着色合わせガラス |
| EP17837039.1A EP3495333A4 (en) | 2016-08-03 | 2017-08-02 | INTERMEDIATE FILM FOR COLORED LAMINATED GLASS, AND COLORED LAMINATED GLASS |
| MX2019001177A MX2019001177A (es) | 2016-08-03 | 2017-08-02 | Pelicula de capa intermedia para vidrio laminado coloreado y vidrio laminado coloreado. |
| US17/395,199 US11724480B2 (en) | 2016-08-03 | 2021-08-05 | Interlayer film for colored laminated glass, and colored laminated glass |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-153260 | 2016-08-03 | ||
| JP2016153261 | 2016-08-03 | ||
| JP2016-153261 | 2016-08-03 | ||
| JP2016153260 | 2016-08-03 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/316,065 A-371-Of-International US11117351B2 (en) | 2016-08-03 | 2017-08-02 | Interlayer film for colored laminated glass, and colored laminated glass |
| US17/395,199 Continuation US11724480B2 (en) | 2016-08-03 | 2021-08-05 | Interlayer film for colored laminated glass, and colored laminated glass |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018025937A1 true WO2018025937A1 (ja) | 2018-02-08 |
Family
ID=61073430
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/028137 WO2018025937A1 (ja) | 2016-08-03 | 2017-08-02 | 着色合わせガラス用中間膜及び着色合わせガラス |
| PCT/JP2017/028132 WO2018025932A1 (ja) | 2016-08-03 | 2017-08-02 | 着色合わせガラス用中間膜及び着色合わせガラス |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/028132 WO2018025932A1 (ja) | 2016-08-03 | 2017-08-02 | 着色合わせガラス用中間膜及び着色合わせガラス |
Country Status (8)
| Country | Link |
|---|---|
| US (3) | US11117351B2 (ja) |
| EP (2) | EP3495333A4 (ja) |
| JP (2) | JP6949715B2 (ja) |
| KR (4) | KR20220061278A (ja) |
| CN (2) | CN109219585A (ja) |
| MX (2) | MX2019001177A (ja) |
| TW (2) | TWI742126B (ja) |
| WO (2) | WO2018025937A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019203220A1 (ja) | 2018-04-16 | 2019-10-24 | 積水化学工業株式会社 | 合わせガラス用中間膜、及び自動車ルーフ用合わせガラス |
| WO2020203278A1 (ja) * | 2019-03-29 | 2020-10-08 | 積水化学工業株式会社 | 車両用合わせガラス及び車両 |
| WO2022102701A1 (ja) * | 2020-11-13 | 2022-05-19 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114269704A (zh) * | 2019-09-02 | 2022-04-01 | 中央硝子株式会社 | 车辆后方信息获取系统 |
| US11446903B2 (en) * | 2019-11-25 | 2022-09-20 | GM Global Technology Operations LLC | Multilayer glass panel for a vehicle and method of making the same |
| EP4210977A1 (en) * | 2020-09-14 | 2023-07-19 | Scott Freeman | Colored automotive windows |
| CN115635746B (zh) * | 2022-10-24 | 2024-01-19 | 福耀玻璃工业集团股份有限公司 | 一种具有不同可见光透过率的夹层玻璃 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5220607B2 (ja) | 1975-04-15 | 1977-06-04 | ||
| JPH01215621A (ja) * | 1988-02-23 | 1989-08-29 | Toyoda Gosei Co Ltd | 車両用天窓材 |
| JPH0762189A (ja) * | 1993-08-23 | 1995-03-07 | Kuraray Co Ltd | 熱線遮蔽性メタクリル樹脂組成物 |
| JP2007055822A (ja) * | 2005-08-22 | 2007-03-08 | Sekisui Chem Co Ltd | 合わせガラス用中間膜および合わせガラス |
| JP2010248026A (ja) | 2009-04-15 | 2010-11-04 | Bridgestone Corp | 合わせガラス用着色中間膜の製造方法 |
| WO2016163486A1 (ja) * | 2015-04-08 | 2016-10-13 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6239211B1 (en) * | 2000-01-24 | 2001-05-29 | Dow Corning Corporation | Emulsions containing silicone polymers |
| BRPI0606797B8 (pt) * | 2005-02-03 | 2017-03-21 | Sekisui Chemical Co Ltd | intercamada para vidro laminado, e, vidro laminado |
| GB0602941D0 (en) * | 2006-02-14 | 2006-03-22 | Pilkington Automotive Ltd | Glazing |
| CN101516798A (zh) * | 2006-09-14 | 2009-08-26 | 日本电气硝子株式会社 | 板状玻璃层叠结构体及多层板状玻璃层叠结构体 |
| JP5450577B2 (ja) | 2011-12-16 | 2014-03-26 | 富士フイルム株式会社 | 防眩フィルムを有する合わせガラス用中間膜、それを用いた合わせガラス、及び合わせガラスの製造方法 |
| WO2014021459A1 (ja) * | 2012-08-02 | 2014-02-06 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| CN104781205B (zh) * | 2012-11-14 | 2019-05-03 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
| WO2015015601A1 (ja) * | 2013-07-31 | 2015-02-05 | 株式会社クラレ | 透明性、熱割れ現象抑制に優れるポリビニルアセタールフィルム |
| US10870254B2 (en) * | 2013-08-01 | 2020-12-22 | Sekisui Chemical Co., Ltd. | Interlayer film for laminated glass and laminated glass |
| KR20160040137A (ko) * | 2013-08-01 | 2016-04-12 | 세키스이가가쿠 고교가부시키가이샤 | 합판 유리용 중간막 및 합판 유리 |
| RU2676356C2 (ru) * | 2014-03-31 | 2018-12-28 | Секисуй Кемикал Ко., Лтд. | Промежуточная пленка для ламинированного стекла и ламинированное стекло |
| CN111763017A (zh) * | 2014-04-09 | 2020-10-13 | 积水化学工业株式会社 | 夹层玻璃用中间膜、辊状体、夹层玻璃及夹层玻璃的制造方法 |
| JP2016041634A (ja) * | 2014-08-15 | 2016-03-31 | 日本板硝子株式会社 | 合わせガラス |
| US9809009B2 (en) | 2014-12-08 | 2017-11-07 | Solutia Inc. | Multiple layer interlayer having improved optical and sound insulation properties |
| EP3034297A1 (fr) * | 2014-12-19 | 2016-06-22 | AGC Glass Europe | Vitrage feuilleté |
| US20170015082A1 (en) * | 2015-07-16 | 2017-01-19 | Solutia Inc. | Polymeric interlayers having enhanced surface roughness |
| EP3248775A1 (en) * | 2016-05-25 | 2017-11-29 | Asahi Glass Company, Limited | Laminated glass |
| US10589495B2 (en) * | 2016-06-21 | 2020-03-17 | Solutia Inc. | Polymeric interlayers and multiple layer panels made therefrom exhibiting enhanced properties and performance |
-
2017
- 2017-08-02 JP JP2017549533A patent/JP6949715B2/ja active Active
- 2017-08-02 CN CN201780033439.6A patent/CN109219585A/zh active Pending
- 2017-08-02 KR KR1020227014498A patent/KR20220061278A/ko not_active Application Discontinuation
- 2017-08-02 EP EP17837039.1A patent/EP3495333A4/en active Pending
- 2017-08-02 KR KR1020227022855A patent/KR102623134B1/ko active IP Right Grant
- 2017-08-02 WO PCT/JP2017/028137 patent/WO2018025937A1/ja unknown
- 2017-08-02 KR KR1020187033858A patent/KR102554523B1/ko active IP Right Grant
- 2017-08-02 US US16/316,065 patent/US11117351B2/en active Active
- 2017-08-02 KR KR1020187033571A patent/KR20190035606A/ko not_active IP Right Cessation
- 2017-08-02 EP EP17837034.2A patent/EP3495332A4/en active Pending
- 2017-08-02 MX MX2019001177A patent/MX2019001177A/es unknown
- 2017-08-02 WO PCT/JP2017/028132 patent/WO2018025932A1/ja unknown
- 2017-08-02 MX MX2019001178A patent/MX2019001178A/es unknown
- 2017-08-02 CN CN201780047213.1A patent/CN109562990A/zh active Pending
- 2017-08-02 JP JP2017549534A patent/JP6943767B2/ja active Active
- 2017-08-02 US US16/316,394 patent/US10926515B2/en active Active
- 2017-08-03 TW TW106126235A patent/TWI742126B/zh active
- 2017-08-03 TW TW106126232A patent/TWI749041B/zh active
-
2021
- 2021-08-05 US US17/395,199 patent/US11724480B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5220607B2 (ja) | 1975-04-15 | 1977-06-04 | ||
| JPH01215621A (ja) * | 1988-02-23 | 1989-08-29 | Toyoda Gosei Co Ltd | 車両用天窓材 |
| JPH0762189A (ja) * | 1993-08-23 | 1995-03-07 | Kuraray Co Ltd | 熱線遮蔽性メタクリル樹脂組成物 |
| JP2007055822A (ja) * | 2005-08-22 | 2007-03-08 | Sekisui Chem Co Ltd | 合わせガラス用中間膜および合わせガラス |
| JP2010248026A (ja) | 2009-04-15 | 2010-11-04 | Bridgestone Corp | 合わせガラス用着色中間膜の製造方法 |
| WO2016163486A1 (ja) * | 2015-04-08 | 2016-10-13 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019203220A1 (ja) | 2018-04-16 | 2019-10-24 | 積水化学工業株式会社 | 合わせガラス用中間膜、及び自動車ルーフ用合わせガラス |
| JPWO2019203220A1 (ja) * | 2018-04-16 | 2021-03-11 | 積水化学工業株式会社 | 合わせガラス用中間膜、及び自動車ルーフ用合わせガラス |
| JP7381338B2 (ja) | 2018-04-16 | 2023-11-15 | 積水化学工業株式会社 | 合わせガラス用中間膜、及び自動車ルーフ用合わせガラス |
| WO2020203278A1 (ja) * | 2019-03-29 | 2020-10-08 | 積水化学工業株式会社 | 車両用合わせガラス及び車両 |
| EP3950629A4 (en) * | 2019-03-29 | 2022-12-28 | Sekisui Chemical Co., Ltd. | LAMINATED GLASS FOR VEHICLES AND VEHICLE |
| WO2022102701A1 (ja) * | 2020-11-13 | 2022-05-19 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Also Published As
| Publication number | Publication date |
|---|---|
| US11724480B2 (en) | 2023-08-15 |
| JP6949715B2 (ja) | 2021-10-13 |
| US10926515B2 (en) | 2021-02-23 |
| TW201825436A (zh) | 2018-07-16 |
| MX2019001178A (es) | 2019-07-22 |
| TWI749041B (zh) | 2021-12-11 |
| KR102623134B1 (ko) | 2024-01-09 |
| KR20190038476A (ko) | 2019-04-08 |
| EP3495333A1 (en) | 2019-06-12 |
| KR102554523B1 (ko) | 2023-07-11 |
| WO2018025932A1 (ja) | 2018-02-08 |
| TW201819182A (zh) | 2018-06-01 |
| JPWO2018025937A1 (ja) | 2019-06-06 |
| US11117351B2 (en) | 2021-09-14 |
| JPWO2018025932A1 (ja) | 2019-06-06 |
| EP3495332A4 (en) | 2020-04-08 |
| US20210362478A1 (en) | 2021-11-25 |
| EP3495333A4 (en) | 2020-03-11 |
| TWI742126B (zh) | 2021-10-11 |
| US20190291389A1 (en) | 2019-09-26 |
| EP3495332A1 (en) | 2019-06-12 |
| JP6943767B2 (ja) | 2021-10-06 |
| KR20220101003A (ko) | 2022-07-18 |
| CN109219585A (zh) | 2019-01-15 |
| KR20220061278A (ko) | 2022-05-12 |
| CN109562990A (zh) | 2019-04-02 |
| KR20190035606A (ko) | 2019-04-03 |
| US20190299569A1 (en) | 2019-10-03 |
| MX2019001177A (es) | 2019-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018025937A1 (ja) | 着色合わせガラス用中間膜及び着色合わせガラス | |
| JP6170638B1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| KR102215670B1 (ko) | 자동차용 프론트 유리용 중간막, 롤상체 및 자동차용 프론트 유리 | |
| JP6229076B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6698545B2 (ja) | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法、及び、合わせガラス | |
| KR20170134388A (ko) | 합판 유리용 중간막 및 합판 유리 | |
| JP6687388B2 (ja) | 合わせガラス用中間膜、ロール状体、合わせガラス、及び、合わせガラスの製造方法 | |
| TWI714752B (zh) | 層合玻璃用中間膜及層合玻璃 | |
| WO2016052674A1 (ja) | 熱可塑性樹脂膜及び合わせガラス | |
| WO2015147218A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| US11318719B2 (en) | Interlayer for laminated glass, and laminated glass |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2017549534 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20187033571 Country of ref document: KR Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17837039 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017837039 Country of ref document: EP Effective date: 20190304 |