WO2017164423A1 - 射出成形機 - Google Patents
射出成形機 Download PDFInfo
- Publication number
- WO2017164423A1 WO2017164423A1 PCT/JP2017/012489 JP2017012489W WO2017164423A1 WO 2017164423 A1 WO2017164423 A1 WO 2017164423A1 JP 2017012489 W JP2017012489 W JP 2017012489W WO 2017164423 A1 WO2017164423 A1 WO 2017164423A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mold
- toggle support
- thickness adjusting
- adjusting motor
- control device
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/26—Mechanisms or devices for locking or opening dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
- B29C45/66—Mould opening, closing or clamping devices mechanical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
固定金型および可動金型の一方が取り付けられる金型取付盤と、前記金型取付盤と型開閉方向に間隔をおいて連結される連結盤と、前記間隔を調整することで型厚調整を行う型厚調整機構と、前記型厚調整機構を制御する制御装置とを有し、前記型厚調整機構は、前記金型取付盤と前記連結盤とを連結するロッドに形成されるねじ軸と、前記金型取付盤と前記連結盤の一方に保持されるねじナットと、互いに螺合する前記ねじ軸および前記ねじナットの一方を回転させる型厚調整モータとを有し、前記制御装置は、前記型厚調整モータの駆動中に前記可動金型と前記固定金型とがタッチする型タッチを検出し、前記型タッチの検出から前記型厚調整モータの駆動停止までの前記間隔のずれを検出する、射出成形機。
Description
本発明は、射出成形機に関する。
特許文献1に記載の射出成形機は、型厚調整モータを駆動してトグルサポートを可動プラテンと共に型閉方向に前進させ、型締力センサからの検出値を監視する。該検出値が閾値に達すると、型タッチが行われたと判断し、型厚調整モータの駆動を停止してトグルサポートの前進を停止する。
しかしながら、型厚調整モータは慣性のために急には止まれない。そのため、トグルサポートが目標位置からずれ、型厚調整の精度が悪かった。
本発明は、上記課題に鑑みてなされたものであって、型厚調整の精度を向上した、射出成形機の提供を主な目的とする。
上記課題を解決するため、本発明の一態様によれば、
固定金型および可動金型の一方が取り付けられる金型取付盤と、前記金型取付盤と型開閉方向に間隔をおいて連結される連結盤と、前記間隔を調整することで型厚調整を行う型厚調整機構と、前記型厚調整機構を制御する制御装置とを有し、
前記型厚調整機構は、前記金型取付盤と前記連結盤とを連結するロッドに形成されるねじ軸と、前記金型取付盤と前記連結盤の一方に保持されるねじナットと、互いに螺合する前記ねじ軸および前記ねじナットの一方を回転させる型厚調整モータとを有し、
前記制御装置は、前記型厚調整モータの駆動中に前記可動金型と前記固定金型とがタッチする型タッチを検出し、前記型タッチの検出から前記型厚調整モータの駆動停止までの前記間隔のずれを検出する、射出成形機が提供される。
固定金型および可動金型の一方が取り付けられる金型取付盤と、前記金型取付盤と型開閉方向に間隔をおいて連結される連結盤と、前記間隔を調整することで型厚調整を行う型厚調整機構と、前記型厚調整機構を制御する制御装置とを有し、
前記型厚調整機構は、前記金型取付盤と前記連結盤とを連結するロッドに形成されるねじ軸と、前記金型取付盤と前記連結盤の一方に保持されるねじナットと、互いに螺合する前記ねじ軸および前記ねじナットの一方を回転させる型厚調整モータとを有し、
前記制御装置は、前記型厚調整モータの駆動中に前記可動金型と前記固定金型とがタッチする型タッチを検出し、前記型タッチの検出から前記型厚調整モータの駆動停止までの前記間隔のずれを検出する、射出成形機が提供される。
本発明の一態様によれば、型厚調整の精度を向上した、射出成形機が提供される。
以下、本発明を実施するための形態について図面を参照して説明するが、各図面において、同一の又は対応する構成については同一の又は対応する符号を付して説明を省略する。
図1は、一実施形態による射出成形機の型開完了時の状態を示す図である。図2は、一実施形態による射出成形機の型締時の状態を示す図である。図1および図2に示すように、射出成形機は、フレームFrと、型締装置10と、射出装置40と、エジェクタ装置50と、制御装置90とを有する。以下の説明では、型閉時の可動プラテン13の移動方向(図1および図2中右方向)を前方とし、型開時の可動プラテン13の移動方向(図1および図2中左方向)を後方として説明する。
型締装置10は、金型装置30の型閉、型締、型開を行う。型締装置10は、型開閉方向が水平方向の横型である。型締装置10は、固定プラテン12、可動プラテン13、トグルサポート15、タイバー16、トグル機構20、型締モータ25および運動変換機構26を有する。
固定プラテン12は、フレームFrに対し固定される。固定プラテン12における可動プラテン13との対向面に固定金型32が取り付けられる。
可動プラテン13は、フレームFr上に敷設されるガイド(例えばガイドレール)17に沿って移動自在とされ、固定プラテン12に対し進退自在とされる。可動プラテン13における固定プラテン12との対向面に可動金型33が取り付けられる。
固定プラテン12に対し可動プラテン13を進退させることにより、型閉、型締、型開が行われる。固定金型32と可動金型33とで金型装置30が構成される。
トグルサポート15は、固定プラテン12と間隔Lをおいて連結され、フレームFr上に型開閉方向に移動自在に載置される。尚、トグルサポート15は、フレームFr上に敷設されるガイドに沿って移動自在とされてもよい。トグルサポート15のガイドは、可動プラテン13のガイド17と共通のものでもよい。
尚、本実施形態では、固定プラテン12がフレームFrに対し固定され、トグルサポート15がフレームFrに対し型開閉方向に移動自在とされるが、トグルサポート15がフレームFrに対し固定され、固定プラテン12がフレームFrに対し型開閉方向に移動自在とされてもよい。
タイバー16は、固定プラテン12とトグルサポート15とを間隔Lをおいて連結する。タイバー16は、複数本(例えば4本)用いられてよい。各タイバー16は、型開閉方向に平行とされ、型締力に応じて伸びる。少なくとも1本のタイバー16には型締力検出器18が設けられる。型締力検出器18は、タイバー16の歪みを検出することによって型締力を検出し、検出結果を示す信号を制御装置90に送る。
尚、型締力検出器18は、歪みゲージ式に限定されず、圧電式、容量式、油圧式、電磁式などでもよく、その取り付け位置もタイバー16に限定されない。
トグル機構20は、固定プラテン12に対し可動プラテン13を移動させる。トグル機構20は、可動プラテン13とトグルサポート15との間に配設される。トグル機構20は、クロスヘッド21、一対のリンク群などで構成される。各リンク群は、ピンなどで屈伸自在に連結される第1リンク22および第2リンク23を有する。第1リンク22は可動プラテン13に対しピンなどで揺動自在に取付けられ、第2リンク23はトグルサポート15に対しピンなどで揺動自在に取付けられる。第2リンク23は、第3リンク24を介してクロスヘッド21に結合される。クロスヘッド21を進退させると、第1リンク22および第2リンク23が屈伸し、トグルサポート15に対し可動プラテン13が進退する。
尚、トグル機構20の構成は、図1および図2に示す構成に限定されない。例えば図1および図2では、節点の数が5つであるが、4つでもよく、第3リンク24の一端部が、第1リンク22と第2リンク23との節点に結合されてもよい。
型締モータ25は、トグルサポート15に取付けられており、トグル機構20を作動させる。型締モータ25は、クロスヘッド21を進退させることにより、第1リンク22および第2リンク23を屈伸させ、可動プラテン13を進退させる。
運動変換機構26は、型締モータ25の回転運動をクロスヘッド21の直線運動に変換する。運動変換機構26は、ねじ軸と、ねじ軸に螺合するねじナットとを含む。ねじ軸と、ねじナットとの間には、ボールまたはローラが介在してよい。
型締装置10の動作は、制御装置90によって制御される。制御装置90は、図1や図2に示すようにCPU(Central Processing Unit)91と、メモリなどの記憶媒体92と、入力インターフェイス93と、出力インターフェイス94とを有する。制御装置90は、記憶媒体92に記憶されたプログラムをCPU91に実行させることにより、各種の制御を行う。また、制御装置90は、入力インターフェイス93で外部からの信号を受信し、出力インターフェイス94で外部に信号を送信する。制御装置90は、型閉工程、型締工程、型開工程などを制御する。
型閉工程では、型締モータ25を駆動してクロスヘッド21を設定速度で型閉完了位置まで前進させることにより、可動プラテン13を前進させ、可動金型33を固定金型32にタッチさせる。クロスヘッド21の位置や速度は、例えば型締モータ25のエンコーダ25aなどを用いて検出する。エンコーダ25aは、型締モータ25の回転を検出し、その検出結果を示す信号を制御装置90に送る。
型締工程では、型締モータ25をさらに駆動してクロスヘッド21を型閉完了位置から型締位置までさらに前進させることで型締力を生じさせる。型締時に可動金型33と固定金型32との間にキャビティ空間34が形成され、射出装置40がキャビティ空間34に液状の成形材料を充填する。充填された成形材料が固化されることで、成形品が得られる。キャビティ空間34の数は複数でもよく、その場合、複数の成形品が同時に得られる。
型開工程では、型締モータ25を駆動してクロスヘッド21を設定速度で型開完了位置まで後退させることにより、可動プラテン13を後退させ、可動金型33を固定金型32から離間させる。その後、エジェクタ装置50が可動金型33から成形品を突出す。
ところで、トグル機構20は、型締モータ25の駆動力を増幅して可動プラテン13に伝える。その増幅倍率は、トグル倍率とも呼ばれる。トグル倍率は、第1リンク22と第2リンク23とのなす角θ(以下、「リンク角度θ」とも呼ぶ)に応じて変化する。リンク角度θは、クロスヘッド21の位置から求められる。リンク角度θが180°のとき、トグル倍率が最大になる。
金型装置30の交換や金型装置30の温度変化などにより金型装置30の厚さが変化した場合、型締時に所定の型締力が得られるように、型厚調整が行われる。型厚調整では、例えば可動金型33が固定金型32にタッチする型タッチの時点でトグル機構20のリンク角度θが所定の角度になるように、固定プラテン12とトグルサポート15との間隔Lを調整する。
型締装置10は、固定プラテン12とトグルサポート15との間隔Lを調整することで、型厚調整を行う型厚調整機構60を有する。型厚調整機構60は、タイバー16の後端部に形成されるねじ軸61と、トグルサポート15に回転自在に保持されるねじナット62と、ねじ軸61に螺合するねじナット62を回転させる型厚調整モータ63とを有する。
ねじ軸61およびねじナット62は、タイバー16ごとに設けられる。型厚調整モータ63の回転は、ベルトやプーリなどで構成される回転伝達部64を介して複数のねじナット62に伝達されてよい。複数のねじナット62を同期して回転できる。尚、回転伝達部64の伝達経路を変更することで、複数のねじナット62を個別に回転することも可能である。
尚、回転伝達部64は、ベルトやプーリなどの代わりに、歯車などで構成されてもよい。この場合、各ねじナット62の外周に受動歯車が形成され、型厚調整モータ63の出力軸には駆動歯車が取付けられ、複数の受動歯車および駆動歯車と噛み合う中間歯車がトグルサポート15の中央部に回転自在に保持される。
型厚調整機構60の動作は、制御装置90によって制御される。制御装置90は、型厚調整モータ63を駆動して、ねじナット62を回転させることで、ねじナット62を回転自在に保持するトグルサポート15の固定プラテン12に対する位置を調整し、固定プラテン12とトグルサポート15との間隔Lを調整する。
尚、本実施形態では、ねじナット62がトグルサポート15に対し回転自在に保持され、ねじ軸61が形成されるタイバー16が固定プラテン12に対し固定されるが、本発明はこれに限定されない。
例えば、ねじナット62が固定プラテン12に対し回転自在に保持され、タイバー16がトグルサポート15に対し固定されてもよい。この場合、ねじナット62を回転させることで、間隔Lを調整できる。
また、ねじナット62がトグルサポート15に対し固定され、タイバー16が固定プラテン12に対し回転自在に保持されてもよい。この場合、タイバー16を回転させることで、間隔Lを調整できる。
さらにまた、ねじナット62が固定プラテン12に対し固定され、タイバー16がトグルサポート15に対し回転自在に保持されてもよい。この場合、タイバー16を回転させることで間隔Lを調整できる。
型厚調整機構60は、互いに螺合するねじ軸61とねじナット62の一方を回転させることで、間隔Lを調整する。複数の型厚調整機構60が用いられてもよく、複数の型厚調整モータ63が用いられてもよい。
ここでは、固定プラテン12が特許請求の範囲に記載の金型取付盤に対応し、トグルサポート15が特許請求の範囲に記載の連結盤に対応し、タイバー16が特許請求の範囲に記載のロッドに対応する。
図3は、一実施形態による制御装置の型厚調整処理のフローチャートを示す。制御装置90による型厚調整処理は、金型装置30の交換や金型装置30の温度変化により金型装置30の厚さが変化した場合に開始される。
制御装置90は、例えばトグル機構20のリンク角度θを所定の角度とし且つ型締モータ25を停止した状態で型厚調整モータ63を駆動し、その駆動中に可動金型33が固定金型32にタッチする型タッチを検出する(ステップS11)。型タッチを検出した時点の固定プラテン12とトグルサポート15との間隔Lが目標間隔L0(図4および図5参照)とされる。
型タッチの検出は、例えば可動金型33が固定金型32から離れている状態から型厚調整モータ63を駆動してトグルサポート15を前進させ、トグルサポート15に連結された可動プラテン13を前進させる間に行われる。つまり、型タッチの検出は、金型装置30の型閉により行われる。
可動金型33が固定金型32にタッチすると、型締力が上昇し始める。そこで、制御装置90は、型厚調整モータ63の駆動中に型締力を監視し、型締力に基づいて型タッチを検出する。制御装置90は、例えば、型締力検出器18の検出値が閾値になった時点で、型タッチが行われたと判断してよい。その判断には、型締力検出器18の検出値の時間微分などが用いられてもよい。
また、可動金型33が固定金型32にタッチすると、型厚調整モータ63のトルクが上昇し始める。そこで、制御装置90は、型厚調整モータ63の駆動中に型厚調整モータ63のトルクを監視し、そのトルクに基づいて型タッチを検出してもよい。制御装置90は、トルク検出器65の検出値が閾値になった時点で、型タッチが行われたと判断してもよい。その判断には、トルク検出器65の検出値の時間微分などが用いられてもよい。トルク検出器65としては、例えば、型厚調整モータ63の電流を検出する電流検出器が用いられる。
制御装置90は、型厚調整モータ63によって金型装置30の型閉を行うことで型タッチを検出するが、型厚調整モータ63によって金型装置30の脱圧を行うことで型タッチを検出してもよい。金型装置30の脱圧は、型締状態から行われる。型締力検出器18の検出値が閾値になった時点で、金型装置30の状態が型タッチの状態に戻ったと判断してよい。あるいは、トルク検出器65の検出値が閾値になった時点で、金型装置30の状態が型タッチの状態に戻ったと判断してよい。
型タッチの検出には、型締力検出器18およびトルク検出器65の一方のみが用いられてもよいし、両方が用いられてもよい。
制御装置90は、型タッチを検出すると、型厚調整モータ63の駆動を停止する(ステップS12)。型厚調整モータ63は慣性のために急には止まれないので、固定プラテン12とトグルサポート15との間隔Lが目標間隔L0からずれる。例えば、トグルサポート15の前進中に型厚調整モータ63の駆動を停止した場合、固定プラテン12とトグルサポート15との間隔Lが目標間隔L0よりも狭くなる。また、トグルサポート15の後退中に型厚調整モータ63の駆動を停止した場合、固定プラテン12とトグルサポート15との間隔Lが目標間隔L0よりも広くなる。
そこで、制御装置90は、型タッチの検出から型厚調整モータ63の駆動停止までの、上記間隔Lのずれを検出する(ステップS13)。上記間隔Lのずれは、例えば型厚調整モータ63のエンコーダ63aなどを用いて検出する。エンコーダ63aは、型厚調整モータ63の回転角や回転数、回転方向などを検出し、その検出結果を示す信号を制御装置90に送る。
制御装置90は、検出した上記間隔Lのずれに基づいて、上記間隔Lを補正する(ステップS14)。例えば、制御装置90は、型タッチの検出時とは逆方向に型厚調整モータ63を回転させることで、上記間隔Lを目標間隔L0に戻す。よって、型厚調整の精度を向上でき、型締時に所定の型締力が得られる。また、緊急時にクロスヘッド21を移動させる脱圧位置を適切に設定できる。緊急時に金型装置30に作用する圧力を十分に低下させることができ、且つ、金型装置30の型開を抑制することができる。金型装置30が可動コアを含む場合に、特に有効である。
尚、上記間隔Lの補正は、上記間隔Lの目標間隔L0からのずれ量(ずれの大きさ)が所定量以上の場合のみに行われてもよい。ずれ量は、型厚調整モータ63の回転角で表すことができる。
尚、本実施形態の制御装置90は、型厚調整モータ63の逆回転によって、固定プラテン12とトグルサポート15との間隔Lを目標間隔L0に戻すが、上記間隔Lが目標間隔L0に戻る手前で逆回転を止めてもよいし、上記間隔Lが目標間隔L0を過ぎてから逆回転を止めてもよい。逆回転の前よりも、上記間隔Lの目標間隔L0からのずれ量が小さくなればよい。
詳しくは後述するが、型タッチの検出時とは逆方向に型厚調整モータ63を回転させた後、さらに、型タッチの検出時と同じ方向に型厚調整モータ63を回転させる場合、上記間隔Lが目標間隔L0を過ぎてしばらくたってから逆回転を止めてもよい。その後、上記間隔Lを目標間隔L0に近づける操作が可能なためである。
制御装置90は、直前の型厚調整モータ63の回転方向に基づいて、型厚調整機構60のバックラッシにより型締時に上記間隔Lが変化するか否かを判断してもよい(ステップS15)。型厚調整機構60のバックラッシとは、例えば、ねじ軸61とねじナット62との間の遊び、回転伝達部64を構成する歯車同士の遊びなどのことである。型締時には型締力の反力がねじナット62に作用する。その反力は、可動金型33と固定金型32とを離間させる方向に作用する。
直前の型厚調整モータ63の回転方向が可動金型33と固定金型32とを離間させる方向である場合、型厚調整機構60のバックラッシにより型締時に上記間隔Lが変化しないと判断される。一方、直前の型厚調整モータ63の回転方向が可動金型33と固定金型32を接近させる方向である場合、型厚調整機構60のバックラッシにより型締時に上記間隔Lが変化すると判断する。
制御装置90は、直前の型厚調整モータ63の回転方向に基づいて型厚調整機構60のバックラッシにより型締時に上記間隔Lが変化すると判断すると、直前の回転方向とは逆方向に型厚調整モータ63を回転させる(ステップS16)。その回転量は、バックラッシに相当する程度であってよい。型締時に型厚調整機構60のバックラッシによる衝撃を防止できる。
例えば、制御装置90は、上記間隔Lの補正時の型厚調整モータ63の回転方向に基づいて、型厚調整機構60のバックラッシにより型締時に上記間隔Lが変化するか否かを判断する。制御装置90は、型締時に上記間隔Lが変化すると判断した場合、その後、型タッチの検出時と同じ方向に型厚調整モータ63を回転させてよい。その回転量は、バックラッシに相当する程度であってよい。
尚、図3では、ステップS15に記載の判断の前に、ステップS14に記載の間隔Lの補正が行われるが、本発明はこれに限定されない。例えば、ステップS12において型厚調整モータ63の急停止が可能である場合、制御装置90はステップS13およびステップS14を飛ばしてステップS15に進んでもよい。この場合、制御装置90は、ステップS15において、型タッチの検出時の型厚調整モータ63の回転方向に基づいて、型厚調整機構60のバックラッシにより型締時に上記間隔Lが変化するか否かを判断する。
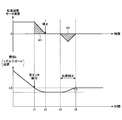
図4は、一実施形態による型開状態からトグルサポートを前進させて型厚調整を行う場合の、型厚調整モータの回転速度の時間変化、および間隔Lの時間変化を示す図である。図4において、型厚調整モータの回転速度が正であることは、その回転方向がトグルサポートを前進させる方向であることを意味する。また、型厚調整モータの回転速度が負であることは、その回転方向がトグルサポートを後退させる方向であることを意味する。
制御装置90は、型開状態からトグルサポートを前進させて型厚調整を行う場合、トグル機構20のリンク角度θを所定の角度とし且つ型締モータ25を停止した状態で型厚調整モータ63を駆動する。型開状態から、型厚調整モータ63によってトグルサポート15を前進させることで、可動プラテン13を前進させることができ、型閉を行うことができる。
制御装置90は、時刻t1で、可動金型33が固定金型32にタッチする型タッチを検出する(図3のステップS11)。型タッチの検出には、上述の如く、型締力検出器18や型厚調整モータ63のトルク検出器65などが用いられる。
制御装置90は、型タッチを検出した時点の固定プラテン12とトグルサポート15との間隔Lを目標間隔L0として記憶する。つまり、制御装置90は、型タッチを検出した時点のトグルサポート15の位置を目標位置として記憶する。
トグルサポート15の位置を検出するトグルサポート位置検出器としては、例えば、型厚調整モータ63のエンコーダ63a、リニアエンコーダ、レーザ変位計などが用いられる。
制御装置90は、時刻t1で型タッチを検出すると、型厚調整モータ63の駆動を停止する(図3のステップS12)。型厚調整モータ63は慣性のために急には止まれないので、型厚調整モータ63が停止してトグルサポート15が停止する時刻t2までの間に、トグルサポート15と固定プラテン12との間隔Lが目標間隔L0よりも小さくなる。
従来は、間隔Lが目標間隔L0よりも小さい状態で型厚調整処理を終了していたため、型厚調整の精度が悪く、型締時に得られる型締力の精度が悪かった。また、緊急時にクロスヘッド21を移動させる脱圧位置の精度が悪く、金型装置30に作用する圧力を十分に低下させることや金型装置30の型開を抑制することが困難であった。
これに対し、本実施形態の制御装置90は、型タッチの検出(時刻t1)からトグルサポート15の停止(時刻t2)までの、間隔Lのずれを検出する(図3のステップS13)。間隔Lのずれは、時刻t1から時刻t2までの型厚調整モータ63の回転速度の時間積分値A1に比例する。そのため、間隔Lのずれは、時間積分値A1で表してもよい。
制御装置90は、検出した間隔Lのずれに基づいて、間隔Lを補正する(図3のステップS14)。例えば、制御装置90は、時刻t3から時刻t4まで、型タッチの検出時とは逆方向に型厚調整モータ63を回転させて、トグルサポート15を後退させる。これにより、トグルサポート15の位置を補正でき、間隔Lを補正できる。
時刻t3から時刻t4までの型厚調整モータ63の回転速度の時間積分値A2は、時刻t1から時刻t2までの型厚調整モータ63の回転速度の時間積分値A1とは、正負の符号が逆で、大きさが同じであってよい。これにより、トグルサポート15を後退させて間隔Lを大きくすることができ、間隔Lを目標間隔L0に戻すことができる。
間隔Lを目標間隔L0に戻すことで、型厚調整の精度を向上でき、型締モータ25による型締時に所定の型締力が得られる。また、緊急時にクロスヘッド21を移動させる脱圧位置を適切に設定できる。緊急時に金型装置30に作用する圧力を十分に低下させることができ、且つ、金型装置30の型開を抑制することができる。金型装置30が可動コアを含む場合に、特に有効である。
尚、間隔Lの補正(つまり、トグルサポート15の位置補正)は、上記間隔Lの目標間隔L0からのずれ量が所定量以上の場合のみに行われてもよい。また、間隔Lの補正前に比べて、間隔Lの補正後に、間隔Lの目標間隔L0からのずれ量が小さくなればよく、間隔Lを目標間隔L0に正確に戻さなくてもよい。
間隔Lの補正のため、型厚調整モータ63によってトグルサポート15を後退させる場合、型締モータ25による型締時と同じ方向の力がねじナット62に作用する。そのため、制御装置90は、型厚調整処理を終える。型厚調整処理の後に、ねじナット62とねじ軸61とのバックラッシが原因で、型締モータ25による型締時に間隔Lが変化することはない。そのため、型厚調整モータ63の再度の逆回転は、不要である。
型厚調整処理の終了時(時刻t4)での間隔Lと目標間隔L0とのずれの大きさは、図4ではゼロであるが、型タッチ検出直後のトグルサポート15の停止時(時刻t2)での間隔Lと目標間隔L0とのずれの大きさよりも小さくなっていればよい。時刻t2で型厚調整処理を終了する場合に比べて、型厚調整の精度を向上でき、型締モータ25による型締時に所定の型締力が得られる。また、緊急時にクロスヘッド21を移動させる脱圧位置を適切に設定できる。緊急時に金型装置30に作用する圧力を十分に低下させることができ、且つ、金型装置30の型開を抑制することができる。金型装置30が可動コアを含む場合に、特に有効である。
図5は、一実施形態による型締状態からトグルサポートを後退させて型厚調整を行う場合の、型厚調整モータの回転速度の時間変化、および間隔Lの時間変化を示す図である。図5において、型厚調整モータの回転速度が正であることは、その回転方向がトグルサポートを前進させる方向であることを意味する。また、型厚調整モータの回転速度が負であることは、その回転方向がトグルサポートを後退させる方向であることを意味する。
制御装置90は、型締状態からトグルサポートを後退させて型厚調整を行う場合、トグル機構20のリンク角度θを所定の角度とし且つ型締モータ25を停止した状態で型厚調整モータ63を駆動する。型締状態から、型厚調整モータ63によってトグルサポート15を後退させることで、可動プラテン13を後退させることができ、金型装置30の脱圧を行うことができる。
制御装置90は、時刻t1で、型締状態から可動金型33が固定金型32から離れる脱圧完了を、型開状態から可動金型33が固定金型32にタッチする型タッチとして検出する(図3のステップS11)。金型装置30の脱圧完了の検出には、上述の如く、型締力検出器18や型厚調整モータ63のトルク検出器65などが用いられる。
制御装置90は、脱圧完了を検出した時点の固定プラテン12とトグルサポート15との間隔Lを目標間隔L0として記憶する。つまり、制御装置90は、脱圧完了を検出した時点のトグルサポート15の位置を目標位置として記憶する。
トグルサポート15の位置を検出するトグルサポート位置検出器としては、例えば、型厚調整モータ63のエンコーダ63a、リニアエンコーダ、レーザ変位計などが用いられる。
制御装置90は、時刻t1で脱圧完了を検出すると、型厚調整モータ63の駆動を停止する(図3のステップS12)。型厚調整モータ63は慣性のために急には止まれないので、型厚調整モータ63が停止してトグルサポート15が停止する時刻t2までの間に、トグルサポート15と固定プラテン12との間隔Lが目標間隔L0よりも大きくなる。
従来は、間隔Lが目標間隔L0よりも大きい状態で型厚調整処理を終了していたため、型厚調整の精度が悪く、型締時に得られる型締力の精度が悪かった。また、緊急時にクロスヘッド21を移動させる脱圧位置の精度が悪かった。
これに対し、本実施形態の制御装置90は、型タッチの検出(時刻t1)からトグルサポート15の停止(時刻t2)までの、間隔Lのずれを検出する(図3のステップS13)。間隔Lのずれは、時刻t1から時刻t2までの型厚調整モータ63の回転速度の時間積分値A1に比例する。そのため、間隔Lのずれは、時間積分値A1で表してもよい。
制御装置90は、検出した間隔Lのずれに基づいて、間隔Lを補正する(図3のステップS14)。例えば、制御装置90は、時刻t3から時刻t4まで、型タッチの検出時とは逆方向に型厚調整モータ63を回転させて、トグルサポート15を前進させる。これにより、トグルサポート15の位置を補正でき、間隔Lを補正できる。
時刻t3から時刻t4までの型厚調整モータ63の回転速度の時間積分値A2は、時刻t1から時刻t2までの型厚調整モータ63の回転速度の時間積分値A1とは、正負の符号が逆で、大きさが同じであってよい。これにより、トグルサポート15を前進させて間隔Lを小さくすることができ、間隔Lを目標間隔L0に戻すことができる。
間隔Lを目標間隔L0に戻すことで、型厚調整の精度を向上でき、型締モータ25による型締時に所定の型締力が得られる。また、緊急時にクロスヘッド21を移動させる脱圧位置を適切に設定できる。金型装置30が可動コアを含む場合に、特に有効である。
尚、間隔Lの補正(つまり、トグルサポート15の位置補正)は、上記間隔Lの目標間隔L0からのずれ量が所定量以上の場合のみに行われてもよい。また、間隔Lの補正前に比べて、間隔Lの補正後に、間隔Lの目標間隔L0からのずれ量が小さくなればよく、間隔Lを目標間隔L0に正確に戻さなくてもよい。
間隔Lの補正のため、型厚調整モータ63によってトグルサポート15を前進させる場合、型締モータ25による型締時とは逆方向の力がねじナット62に作用する。そのため、仮にこのまま型厚調整処理を終了すると、型厚調整処理の後に、ねじナット62とねじ軸61とのバックラッシが原因で、型締モータ25による型締時に間隔Lが変化してしまう。
そこで、制御装置90は、直前の回転方向とは逆方向に型厚調整モータ63を時刻t5から時刻t6まで回転させる(図3のステップS16)。その回転量はバックラッシに相当する程度であってよく、図5に示すように時刻t5から時刻t6までトグルサポート15の位置は停止したままであってよい。型締時に型厚調整機構60のバックラッシによる衝撃を防止できる。
バックラッシに相当する回転量は、予め記憶媒体92に記憶されているものを読み出して用いる。尚、バックラッシに相当する回転量の回転を行うと、型厚調整モータ63のトルクが上昇する。そのため、トルク検出器65で型厚調整モータ63のトルクを監視することによって、バックラッシに相当する回転量の回転を行ってもよい。
時刻t5から時刻t6まで型厚調整モータ63を直前の回転方向とは逆方向に回転させる間に、図5ではトグルサポート15の位置を変位させないが、トグルサポート15の位置を変位させてもよい。型厚調整処理の終了時(時刻t6)での間隔Lと目標間隔L0とのずれの大きさが、型タッチ検出直後のトグルサポート15の停止時(時刻t2)での間隔Lと目標間隔L0とのずれの大きさよりも小さくなっていればよい。時刻t2で型厚調整処理を終了する場合に比べて、型厚調整の精度を向上でき、型締モータ25による型締時に所定の型締力が得られる。また、緊急時にクロスヘッド21を移動させる脱圧位置を適切に設定できる。金型装置30が可動コアを含む場合に、特に有効である。
また、図5では、時刻t3から時刻t4までトグルサポート15を前進させて間隔Lを小さくし、トグルサポート15の前進を停止させる時刻t4において間隔Lを目標間隔L0に戻すが、時刻t4において間隔Lを目標間隔L0よりも小さくしてもよい。その後、時刻t5から時刻t6までトグルサポート15を後退させて間隔Lを大きくすることで、時刻t6において間隔Lを目標間隔L0に戻してもよい。
上記開示の一観点によれば、下記の(1)~(5)の成形条件設定方法、および下記(6)~(10)の射出成形機が提供される。
(1)トグルサポートを所定方向に移動させ、固定金型と可動金型の型タッチを検出すると、前記トグルサポートの移動を停止させると共に、前記トグルサポートを前記所定方向とは反対方向に移動させる、成形条件設定方法。
トグルサポートは、慣性のために、型タッチを検出して直ぐには止まれない。そこで、トグルサポートを反対方向に移動させることで、トグルサポートを型タッチ検出時の位置に近付けることができ、型締力の精度を向上することができる。
トグルサポートは、慣性のために、型タッチを検出して直ぐには止まれない。そこで、トグルサポートを反対方向に移動させることで、トグルサポートを型タッチ検出時の位置に近付けることができ、型締力の精度を向上することができる。
(2)トグルサポートを所定位置に移動させる成形条件設定方法であって、前記トグルサポートを固定金型と可動金型が離間する方向に移動させることによって前記トグルサポートを前記所定位置に移動させ、前記トグルサポートの前記所定位置への移動処理を完了させる、成形条件設定方法。
型締時に、トグルサポートには、固定金型と可動金型が離間する方向に力が作用する。そこで、トグルサポートを固定金型と可動金型が離間する方向に移動させることによってトグルサポートを所定位置に移動させ、トグルサポートの所定位置への移動処理を完了させると、型締時にバックラッシによるトグルサポートの位置ずれを抑制できる。
型締時に、トグルサポートには、固定金型と可動金型が離間する方向に力が作用する。そこで、トグルサポートを固定金型と可動金型が離間する方向に移動させることによってトグルサポートを所定位置に移動させ、トグルサポートの所定位置への移動処理を完了させると、型締時にバックラッシによるトグルサポートの位置ずれを抑制できる。
(3)型厚調整モータを回転させてトグルサポートを所定位置に移動させる成形条件設定方法であって、前記トグルサポートを固定金型と可動金型が接近する方向に移動させることによって前記トグルサポートを前記所定位置に移動させた後、前記型厚調整モータを前記固定金型と可動金型が離間する方向に回転させる、成形条件設定方法。
型締時に、トグルサポートには、固定金型と可動金型が離間する方向に力が作用する。そこで、トグルサポートを固定金型と可動金型が接近する方向に移動させることによってトグルサポートを所定位置に移動させる場合、その後、型厚調整モータを固定金型と可動金型が離間する方向に回転させると、型締時にバックラッシによるトグルサポートの位置ずれを抑制できる。
型締時に、トグルサポートには、固定金型と可動金型が離間する方向に力が作用する。そこで、トグルサポートを固定金型と可動金型が接近する方向に移動させることによってトグルサポートを所定位置に移動させる場合、その後、型厚調整モータを固定金型と可動金型が離間する方向に回転させると、型締時にバックラッシによるトグルサポートの位置ずれを抑制できる。
(4)前記型タッチの検出から前記トグルサポートが停止するまでに移動した分、前記トグルサポートを前記所定方向とは反対方向に移動させる、上記(1)に記載の成形条件設定方法。
トグルサポートを型タッチ検出時の位置に戻すことができ、型締力の精度を向上できる。
トグルサポートを型タッチ検出時の位置に戻すことができ、型締力の精度を向上できる。
(5)前記型厚調整モータの回転運動を前記トグルサポートの直線運動に変換する運動変換機構のバックラッシ分、前記型厚調整モータを回転させる、上記(3)に記載の成形条件設定方法。
型締時に、バックラッシによるトグルサポートの位置ずれを抑制できる。
型締時に、バックラッシによるトグルサポートの位置ずれを抑制できる。
(6)所定方向に移動させられるトグルサポートと、固定金型と可動金型との型タッチを検出する型タッチ検出器と、前記型タッチ検出器により型タッチが検出されると、前記トグルサポートの移動を停止させると共に、前記トグルサポートを前記所定方向とは反対方向に移動させる制御装置と、を有する射出成形機。
トグルサポートは、慣性のために、型タッチを検出して直ぐには止まれない。そこで、トグルサポートを反対方向に移動させることで、トグルサポートを型タッチ検出時の位置に近付けることができ、型締力の精度を向上することができる。型タッチ検出器としては、例えば、型締力検出器や型厚調整モータのトルク検出器などが用いられる。
トグルサポートは、慣性のために、型タッチを検出して直ぐには止まれない。そこで、トグルサポートを反対方向に移動させることで、トグルサポートを型タッチ検出時の位置に近付けることができ、型締力の精度を向上することができる。型タッチ検出器としては、例えば、型締力検出器や型厚調整モータのトルク検出器などが用いられる。
(7)所定位置に移動させられるトグルサポートと、前記トグルサポートを固定金型と可動金型が離間する方向に移動させることによって前記トグルサポートを前記所定位置に移動させ、前記トグルサポートの前記所定位置への移動処理を完了させる制御装置と、を有する射出成形機。
型締時に、トグルサポートには、固定金型と可動金型が離間する方向に力が作用する。そこで、トグルサポートを固定金型と可動金型が離間する方向に移動させることによってトグルサポートを所定位置に移動させ、トグルサポートの所定位置への移動処理を完了させると、型締時にバックラッシによるトグルサポートの位置ずれを抑制できる。
型締時に、トグルサポートには、固定金型と可動金型が離間する方向に力が作用する。そこで、トグルサポートを固定金型と可動金型が離間する方向に移動させることによってトグルサポートを所定位置に移動させ、トグルサポートの所定位置への移動処理を完了させると、型締時にバックラッシによるトグルサポートの位置ずれを抑制できる。
(8)型厚調整モータと、前記型厚調整モータの回転によって移動させられるトグルサポートと、前記トグルサポートを固定金型と可動金型が接近する方向に移動させることによって前記トグルサポートを所定位置に移動させた後、前記型厚調整モータを前記固定金型と可動金型が離間する方向に回転させる制御装置と、を有する射出成形機。
型締時に、トグルサポートには、固定金型と可動金型が離間する方向に力が作用する。そこで、トグルサポートを固定金型と可動金型が接近する方向に移動させることによってトグルサポートを所定位置に移動させる場合、その後、型厚調整モータを固定金型と可動金型が離間する方向に回転させると、型締時にバックラッシによるトグルサポートの位置ずれを抑制できる。
型締時に、トグルサポートには、固定金型と可動金型が離間する方向に力が作用する。そこで、トグルサポートを固定金型と可動金型が接近する方向に移動させることによってトグルサポートを所定位置に移動させる場合、その後、型厚調整モータを固定金型と可動金型が離間する方向に回転させると、型締時にバックラッシによるトグルサポートの位置ずれを抑制できる。
(9)前記制御装置は、前記型タッチの検出から前記トグルサポートが停止するまでに移動した分、前記トグルサポートを前記所定方向とは反対方向に移動させる、上記(6)に記載の射出成形機。
トグルサポートを型タッチ検出時の位置に戻すことができ、型締力の精度を向上できる。
トグルサポートを型タッチ検出時の位置に戻すことができ、型締力の精度を向上できる。
(10)前記型厚調整モータの回転運動を前記トグルサポートの直線運動に変換する運動変換機構を、有し、前記制御装置は、前記運動変換機構のバックラッシ分、前記型厚調整モータを回転させる、上記(8)に記載の射出成形機。
型締時に、バックラッシによるトグルサポートの位置ずれを抑制できる。
型締時に、バックラッシによるトグルサポートの位置ずれを抑制できる。
トグルサポートの移動処理は、型厚調整における型タッチの検出時に移動させる処理に限らず、例えば型締力の検出値と設定値との差に基づいてトグルサポートの位置を移動させる処理(型締力補正処理)を含む。トグルサポートの移動処理は、上記以外のトグルサポートを移動させる処理を全て含む。
以上、射出成形機の実施形態等について説明したが、本発明は上記実施形態等に限定されるものではなく、特許請求の範囲に記載された本発明の要旨の範囲内において、種々の変形、改良が可能である。
上記実施形態の制御装置90は、型タッチの検出から型厚調整モータ63の駆動停止までの、トグルサポート15と固定プラテン12との間隔Lのずれを検出し(ステップS13)、検出した上記ずれに基づいて上記間隔Lを補正する(ステップS14)が、本発明はこれに限定されない。例えば、制御装置は、上記ずれが閾値以上の場合に、警報を出力してもよい。機械の故障などを検知することができる。
上記実施形態の型締装置10は、型開閉方向が水平方向である横型であるが、型開閉方向が上下方向である竪型でもよい。
竪型の型締装置は、下プラテン、上プラテン、トグルサポート、タイバー、トグル機構、型締モータ、型厚調整機構などを有する。下プラテンと上プラテンのうち、いずれか一方が固定プラテン、残りの一方が可動プラテンとして用いられる。下プラテンには下金型が取り付けられ、上プラテンには上金型が取り付けられる。下金型と上金型とで金型装置が構成される。下金型は、ロータリーテーブルを介して下プラテンに取り付けられてもよい。トグルサポートは、下プラテンの下方に配設される。トグル機構は、トグルサポートと下プラテンとの間に配設される。タイバーは、鉛直方向に平行とされ、下プラテンを貫通し、上プラテンとトグルサポートとを連結する。
竪型の型厚調整機構は、金型装置の厚さの変化などに応じて、上プラテンとトグルサポートとの間隔を調整することで、型厚調整を行う。この型厚調整では、下金型と上金型とがタッチする型タッチの時点でトグル機構のリンク角度が所定の角度になるように、上プラテンとトグルサポートとの間隔を調整する。型閉完了時にリンク角度を所定の角度に調整でき、型締時に所定の型締力を得ることができる。型厚調整機構は、タイバーに形成されるねじ軸と、上プラテンおよびトグルサポートの一方に保持されるねじナットと、互いに螺合するねじ軸およびねじナットの一方を回転させる型厚調整モータとを有する。型厚調整機構は、上プラテンおよびトグルサポートの他方に保持されるねじナットをさらに有してもよい。上プラテンが特許請求の範囲に記載の金型取付盤に対応し、トグルサポートが特許請求の範囲に記載の連結盤に対応し、タイバーが特許請求の範囲に記載のロッドに対応する。
上記実施形態の型締装置10は、トグル機構20およびトグル機構20を作動させる型締モータ25を有するが、型開閉用にリニアモータを、型締用に電磁石を有してもよい。
電磁石式の型締装置は、例えば固定プラテン、可動プラテン、リヤプラテン、タイバー、吸着板、ロッド、および型厚調整機構などを有する。リヤプラテンは、可動プラテンを基準として固定プラテンとは反対側(つまり、可動プラテンの後方)に配設される。タイバーは、固定プラテンとリヤプラテンとを型開閉方向に間隔をおいて連結する。吸着板は、リヤプラテンの後方において、可動プラテンと共に進退自在とされる。ロッドは、リヤプラテンの貫通穴に挿通され、可動プラテンと吸着板とを連結する。リヤプラテンおよび吸着板の少なくとも一方には電磁石が形成され、電磁石による吸着力がリヤプラテンと吸着板との間に作用し、型締力が生じる。
電磁石式の型厚調整機構は、可動プラテンと吸着板との間隔を調整することで、型厚調整を行う。この型厚調整では、可動金型と固定金型とがタッチする型タッチの時点で吸着板とリヤプラテンとの間に所定のギャップが形成されるように、可動プラテンと吸着板との間隔を調整する。型閉完了時に吸着板とリヤプラテンとの間に所定のギャップを形成でき、型締時に所定の型締力を得ることができる。型厚調整機構は、ロッドに形成されるねじ軸と、可動プラテンおよび吸着板の一方に保持されるねじナットと、互いに螺合するねじ軸およびねじナットの一方を回転させる型厚調整モータとを有する。型厚調整機構は、可動プラテンおよび吸着板の他方に保持されるねじナットをさらに有してもよい。可動プラテンが特許請求の範囲に記載の金型取付盤に対応し、吸着板が特許請求の範囲に記載の連結盤に対応する。
本出願は、2016年3月25日に日本国特許庁に出願した特願2016-062417号に基づく優先権を主張するものであり、特願2016-062417号の全内容を本出願に援用する。
10 型締装置
12 固定プラテン
13 可動プラテン
15 トグルサポート
16 タイバー
18 型締力検出器
20 トグル機構
21 クロスヘッド
25 型締モータ
26 運動変換機構
30 金型装置
40 射出装置
50 エジェクタ装置
60 型厚調整機構
61 ねじ軸
62 ねじナット
63 型厚調整モータ
64 回転伝達部
65 トルク検出器
12 固定プラテン
13 可動プラテン
15 トグルサポート
16 タイバー
18 型締力検出器
20 トグル機構
21 クロスヘッド
25 型締モータ
26 運動変換機構
30 金型装置
40 射出装置
50 エジェクタ装置
60 型厚調整機構
61 ねじ軸
62 ねじナット
63 型厚調整モータ
64 回転伝達部
65 トルク検出器
Claims (19)
- 固定金型および可動金型の一方が取り付けられる金型取付盤と、前記金型取付盤と型開閉方向に間隔をおいて連結される連結盤と、前記間隔を調整することで型厚調整を行う型厚調整機構と、前記型厚調整機構を制御する制御装置とを有し、
前記型厚調整機構は、前記金型取付盤と前記連結盤とを連結するロッドに形成されるねじ軸と、前記金型取付盤と前記連結盤の一方に保持されるねじナットと、互いに螺合する前記ねじ軸および前記ねじナットの一方を回転させる型厚調整モータとを有し、
前記制御装置は、前記型厚調整モータの駆動中に前記可動金型と前記固定金型とがタッチする型タッチを検出し、前記型タッチの検出から前記型厚調整モータの駆動停止までの前記間隔のずれを検出する、射出成形機。 - 前記制御装置は、検出した前記ずれに基づいて、前記間隔を補正する、請求項1に記載の射出成形機。
- 前記制御装置は、直前の前記型厚調整モータの回転方向に基づいて、前記型厚調整機構のバックラッシにより型締時に前記間隔が変化するか否かを判断する、請求項1または2に記載の射出成形機。
- 前記制御装置は、直前の前記型厚調整モータの回転方向に基づいて、前記型厚調整機構のバックラッシにより型締時に前記間隔が変化すると判断すると、直前の前記型厚調整モータの回転方向とは逆方向に前記型厚調整モータを回転させる、請求項1~3のいずれか1項に記載の射出成形機。
- 前記制御装置は、前記可動金型と前記固定金型とで構成される金型装置の型閉を前記型厚調整モータによって行うことで、前記型タッチを検出する、請求項1~4のいずれか1項に記載の射出成形機。
- 前記制御装置は、前記可動金型と前記固定金型とで構成される金型装置の脱圧を前記型厚調整モータによって行うことで、前記型タッチを検出する、請求項1~5のいずれか1項に記載の射出成形機。
- 前記制御装置は、前記型厚調整モータの駆動中に型締力を監視し、型締力に基づいて前記型タッチを検出する、請求項1~6のいずれか1項に記載の射出成形機。
- 前記制御装置は、前記型厚調整モータの駆動中に前記型厚調整モータのトルクを監視し、前記トルクに基づいて前記型タッチを検出する、請求項1~7のいずれか1項に記載の射出成形機。
- 固定金型および可動金型の一方が取り付けられる金型取付盤と、前記金型取付盤と型開閉方向に間隔をおいて連結される連結盤と、前記間隔を調整することで型厚調整を行う型厚調整機構と、前記型厚調整機構を制御する制御装置とを有し、
前記型厚調整機構は、前記金型取付盤と前記連結盤とを連結するロッドに形成されるねじ軸と、前記金型取付盤と前記連結盤の一方に保持されるねじナットと、互いに螺合する前記ねじ軸および前記ねじナットの一方を回転させる型厚調整モータとを有し、
前記制御装置は、直前の前記型厚調整モータの回転方向に基づいて、前記型厚調整機構のバックラッシにより型締時に前記間隔が変化するか否かを判断する、射出成形機。 - トグルサポートを所定方向に移動させ、
固定金型と可動金型の型タッチを検出すると、前記トグルサポートの移動を停止させると共に、前記トグルサポートを前記所定方向とは反対方向に移動させる、成形条件設定方法。 - トグルサポートを所定位置に移動させる成形条件設定方法であって、
前記トグルサポートを固定金型と可動金型が離間する方向に移動させることによって前記トグルサポートを前記所定位置に移動させ、前記トグルサポートの前記所定位置への移動処理を完了させる、成形条件設定方法。 - 型厚調整モータを回転させてトグルサポートを所定位置に移動させる成形条件設定方法であって、
前記トグルサポートを固定金型と可動金型が接近する方向に移動させることによって前記トグルサポートを前記所定位置に移動させた後、前記型厚調整モータを前記固定金型と可動金型が離間する方向に回転させる、成形条件設定方法。 - 前記型タッチの検出から前記トグルサポートが停止するまでに移動した分、前記トグルサポートを前記所定方向とは反対方向に移動させる、請求項10に記載の成形条件設定方法。
- 前記型厚調整モータの回転運動を前記トグルサポートの直線運動に変換する運動変換機構のバックラッシ分、前記型厚調整モータを回転させる、請求項12に記載の成形条件設定方法。
- 所定方向に移動させられるトグルサポートと、
固定金型と可動金型との型タッチを検出する型タッチ検出器と、
前記型タッチ検出器により型タッチが検出されると、前記トグルサポートの移動を停止させると共に、前記トグルサポートを前記所定方向とは反対方向に移動させる制御装置と、を有する射出成形機。 - 所定位置に移動させられるトグルサポートと、
前記トグルサポートを固定金型と可動金型が離間する方向に移動させることによって前記トグルサポートを前記所定位置に移動させ、前記トグルサポートの前記所定位置への移動処理を完了させる制御装置と、を有する射出成形機。 - 型厚調整モータと、
前記型厚調整モータの回転によって移動させられるトグルサポートと、
前記トグルサポートを固定金型と可動金型が接近する方向に移動させることによって前記トグルサポートを所定位置に移動させた後、前記型厚調整モータを前記固定金型と可動金型が離間する方向に回転させる制御装置と、を有する射出成形機。 - 前記制御装置は、前記型タッチの検出から前記トグルサポートが停止するまでに移動した分、前記トグルサポートを前記所定方向とは反対方向に移動させる、請求項15に記載の射出成形機。
- 前記型厚調整モータの回転運動を前記トグルサポートの直線運動に変換する運動変換機構を、有し、
前記制御装置は、前記運動変換機構のバックラッシ分、前記型厚調整モータを回転させる、請求項17に記載の射出成形機。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018507470A JP6746686B2 (ja) | 2016-03-25 | 2017-03-27 | 射出成形機 |
| CN201780014531.8A CN108698292B (zh) | 2016-03-25 | 2017-03-27 | 注射成型机 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-062417 | 2016-03-25 | ||
| JP2016062417 | 2016-03-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017164423A1 true WO2017164423A1 (ja) | 2017-09-28 |
Family
ID=59899584
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/012489 WO2017164423A1 (ja) | 2016-03-25 | 2017-03-27 | 射出成形機 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6746686B2 (ja) |
| CN (1) | CN108698292B (ja) |
| WO (1) | WO2017164423A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019093597A (ja) * | 2017-11-21 | 2019-06-20 | 株式会社名機製作所 | 射出成形機の制御方法および射出成形機 |
| WO2019189011A1 (ja) * | 2018-03-30 | 2019-10-03 | 住友重機械工業株式会社 | 射出成形機 |
| JP2020032544A (ja) * | 2018-08-27 | 2020-03-05 | 住友重機械工業株式会社 | 射出成形機 |
| CN111497117A (zh) * | 2019-01-30 | 2020-08-07 | Towa株式会社 | 树脂成型装置和树脂成型品的制造方法 |
| CN112873752A (zh) * | 2019-11-29 | 2021-06-01 | 住友重机械工业株式会社 | 注射成型机 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6662921B2 (ja) * | 2018-01-19 | 2020-03-11 | ファナック株式会社 | 射出成形機及び射出成形方法 |
| EP3957460B1 (en) * | 2019-04-16 | 2023-10-18 | Sumitomo Heavy Industries, Ltd. | Injection molding machine system and controller for industrial machinery |
| JP2021160151A (ja) * | 2020-03-31 | 2021-10-11 | 住友重機械工業株式会社 | 射出成形機 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03272823A (ja) * | 1990-03-22 | 1991-12-04 | Japan Steel Works Ltd:The | 電動トグル式射出成形機の型締力調整方法 |
| JPH04241911A (ja) * | 1991-01-16 | 1992-08-28 | Fanuc Ltd | 型厚調整方法 |
| JP2005280047A (ja) * | 2004-03-29 | 2005-10-13 | Fanuc Ltd | トグル式射出成形機の型締力調整装置 |
| JP2013132796A (ja) * | 2011-12-26 | 2013-07-08 | Toshiba Mach Co Ltd | 型締装置の型厚調整装置及び型締装置の型厚調整方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3930795B2 (ja) * | 2002-11-07 | 2007-06-13 | 日精樹脂工業株式会社 | トグルリンク式型締装置の型厚検出装置 |
| JP4410749B2 (ja) * | 2005-10-06 | 2010-02-03 | 日精樹脂工業株式会社 | トグル式型締装置の型厚調整方法 |
-
2017
- 2017-03-27 JP JP2018507470A patent/JP6746686B2/ja active Active
- 2017-03-27 CN CN201780014531.8A patent/CN108698292B/zh active Active
- 2017-03-27 WO PCT/JP2017/012489 patent/WO2017164423A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03272823A (ja) * | 1990-03-22 | 1991-12-04 | Japan Steel Works Ltd:The | 電動トグル式射出成形機の型締力調整方法 |
| JPH04241911A (ja) * | 1991-01-16 | 1992-08-28 | Fanuc Ltd | 型厚調整方法 |
| JP2005280047A (ja) * | 2004-03-29 | 2005-10-13 | Fanuc Ltd | トグル式射出成形機の型締力調整装置 |
| JP2013132796A (ja) * | 2011-12-26 | 2013-07-08 | Toshiba Mach Co Ltd | 型締装置の型厚調整装置及び型締装置の型厚調整方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019093597A (ja) * | 2017-11-21 | 2019-06-20 | 株式会社名機製作所 | 射出成形機の制御方法および射出成形機 |
| WO2019189011A1 (ja) * | 2018-03-30 | 2019-10-03 | 住友重機械工業株式会社 | 射出成形機 |
| CN111989204A (zh) * | 2018-03-30 | 2020-11-24 | 住友重机械工业株式会社 | 注射成型机 |
| JPWO2019189011A1 (ja) * | 2018-03-30 | 2021-03-25 | 住友重機械工業株式会社 | 射出成形機 |
| JP7321998B2 (ja) | 2018-03-30 | 2023-08-07 | 住友重機械工業株式会社 | 射出成形機 |
| JP2020032544A (ja) * | 2018-08-27 | 2020-03-05 | 住友重機械工業株式会社 | 射出成形機 |
| WO2020045359A1 (ja) * | 2018-08-27 | 2020-03-05 | 住友重機械工業株式会社 | 射出成形機 |
| CN112638616A (zh) * | 2018-08-27 | 2021-04-09 | 住友重机械工业株式会社 | 注射成型机 |
| JP7175674B2 (ja) | 2018-08-27 | 2022-11-21 | 住友重機械工業株式会社 | 射出成形機 |
| CN111497117A (zh) * | 2019-01-30 | 2020-08-07 | Towa株式会社 | 树脂成型装置和树脂成型品的制造方法 |
| CN111497117B (zh) * | 2019-01-30 | 2022-04-01 | 东和株式会社 | 树脂成型装置和树脂成型品的制造方法 |
| CN112873752A (zh) * | 2019-11-29 | 2021-06-01 | 住友重机械工业株式会社 | 注射成型机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017164423A1 (ja) | 2019-02-14 |
| JP6746686B2 (ja) | 2020-08-26 |
| CN108698292B (zh) | 2021-04-09 |
| CN108698292A (zh) | 2018-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017164423A1 (ja) | 射出成形機 | |
| JP4477546B2 (ja) | 成形条件設定方法 | |
| EP0987092B1 (en) | Clamping controller | |
| CN1676304A (zh) | 锁模设备的锁模力校正方法 | |
| CN1676305A (zh) | 合模装置的模具闭合位置检测方法 | |
| WO2018159726A1 (ja) | 補正装置、射出成形システムおよび補正方法 | |
| JP5043210B1 (ja) | 射出装置と成形機および射出装置の制御方法 | |
| JP2013132796A (ja) | 型締装置の型厚調整装置及び型締装置の型厚調整方法 | |
| JP4410749B2 (ja) | トグル式型締装置の型厚調整方法 | |
| WO2017164420A1 (ja) | 射出成形機 | |
| JP2018144398A (ja) | 射出成形機 | |
| JP5734366B2 (ja) | 射出成形機の型締力測定機構 | |
| JP2018140612A (ja) | 射出成形機および射出成形方法 | |
| JP4842645B2 (ja) | 射出成形機及び射出成形機に設けられた圧力検出器の異常を検出する方法 | |
| JP6744911B2 (ja) | 射出成形用情報管理装置、および射出成形機 | |
| JP7152243B2 (ja) | 射出成形機 | |
| JP6786336B2 (ja) | 射出成形機 | |
| JP4355266B2 (ja) | トグル式型締装置の型厚調整装置及び型厚調整方法 | |
| JP2009255592A (ja) | 型厚調整方法 | |
| JP6525347B2 (ja) | 複合成形品用の射出成形機および複合成形品用の射出成形機の制御方法 | |
| JP7158995B2 (ja) | 射出成形機 | |
| JP4528450B2 (ja) | 成形機の型締め制御方法及び成形機 | |
| JP4964313B2 (ja) | 成形条件設定方法及び型締装置 | |
| JP5246784B2 (ja) | 射出成形機の同期駆動制御方法および同期駆動制御装置 | |
| JP7326177B2 (ja) | 射出成形機の調整装置、及び射出成形機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018507470 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17770462 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17770462 Country of ref document: EP Kind code of ref document: A1 |