WO2017159926A1 - 접착식 적층코어 제조장치 및 이를 위한 코어 라미네이터 - Google Patents
접착식 적층코어 제조장치 및 이를 위한 코어 라미네이터 Download PDFInfo
- Publication number
- WO2017159926A1 WO2017159926A1 PCT/KR2016/006406 KR2016006406W WO2017159926A1 WO 2017159926 A1 WO2017159926 A1 WO 2017159926A1 KR 2016006406 W KR2016006406 W KR 2016006406W WO 2017159926 A1 WO2017159926 A1 WO 2017159926A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- unit
- cylinder
- cooling
- squeeze
- core
- Prior art date
Links
Images





















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/022—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with salient poles or claw-shaped poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/011—Layered products comprising a layer of metal all layers being exclusively metallic all layers being formed of iron alloys or steels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/245—Magnetic cores made from sheets, e.g. grain-oriented
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0206—Manufacturing of magnetic cores by mechanical means
- H01F41/0233—Manufacturing of magnetic circuits made from sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
Definitions
- the present invention relates to a core manufacturing apparatus for manufacturing a core, that is, a core, such as a motor or a generator, and more particularly, to an adhesive laminated core manufacturing apparatus for manufacturing a laminated core by laminating a lamina member (thin plate) for cores and the same. It relates to a core laminator for.
- a laminated core manufactured by laminating a lamina member for example, metal layers in multiple layers and integrating them together is used as a rotor or a stator of a generator or a motor.
- a method of manufacturing the laminated core that is, a laminated core manufacturing method of laminating and integrally fixing the lamina member, a tab fixing method using an interlock tab, a welding fixing method using welding, for example, laser welding, and a rivet fixing method Etc. are known.
- the laminated core forms all or part of a rotor or stator core.
- the tab fixing method is disclosed in Korean Patent Laid-Open Publication Nos. 10-2008-0067426 and 10-2008-0067428, and the like, as a manufacturing technology for a laminated core, and the above-described method for manufacturing a laminated core is iron loss (Iron Loss).
- iron loss Iron Loss
- the tab fixing method is difficult to embossing due to the trend of thinning of the material, that is, steel sheet, which shows a limitation as a manufacturing technology of the laminated core.
- Laminated cores of various types and shapes are disclosed in the above-mentioned publications and the following patent documents.
- the raw material for manufacturing the motor core that is, the steel sheet
- the first press molding machine and the second press molding machine by a transfer roller, and passes through the first press molding machine.
- the adhesive is applied to the steel sheet by means of an application roller and a nozzle before.
- the core material that is, the lamina member, which is sequentially stacked in the internal spaces of the first press molding machine and the second press molding machine by blanking of the material is integrated by the adhesive, thereby producing an adhesive laminate core.
- the conventional adhesive fixing method that is, the adhesive laminated core manufacturing method
- the cost can be reduced compared to laser welding, and the steel sheet can cope with thinning.
- An object of the present invention is to provide a core laminator of an adhesive laminated core manufacturing apparatus for manufacturing a laminated core by integrating lamina members and an adhesive laminated core manufacturing apparatus having the same.
- a core laminate includes: a hollow heating unit for heating an adhesive existing between layers of the lamina members to form a plurality of laminated cores to integrate a plurality of lamina members; A hollow pinch unit rotatably provided at a lower side of the heating unit and configured to apply side pressure to the laminated core to prevent the core from falling; A hollow squeeze unit including a cylinder rotatably provided at an upper side of the heating unit, and a squeeze member fixed in the cylinder to align the lamina members in a coaxial line at an upper side of the heating unit; A guide provided inside the heating unit, the guide rotatably driven by the pinch unit and the squeeze unit to guide the movement of the lamina members in the heating unit; And a rotation driver connected to the squeeze unit and the pinch unit to selectively and simultaneously rotate the cylinder and the pinch unit
- the squeeze member may apply the lateral pressure to the lamina members moving to the heating unit to fasten the lamina members so that the lamina members pass through the inside of the squeeze member in a clamped state. Implement the straight alignment of the members.
- the core laminator is; It is preferable to further comprise a cooling system provided in the lower mold for supporting the squeeze unit, the heating unit and the pinch unit.
- the squeeze member is fixed to the inner circumferential surface of the cylinder to be integrated with the cylinder.
- the squeeze member is configured to include a hollow squeeze ring fixed in the cylinder and penetrated in the vertical direction; The outer peripheral surface of the squeeze ring is in close contact with the inner peripheral surface of the cylinder.
- the squeeze unit may further comprise a cooling passage for guiding the helical flow of cooling fluid at the contact interface of the cylinder and the squeeze ring, wherein the cooling passage is connected to the cooling system and formed at the contact interface. Guide the flow of the cooling fluid from the inlet to the outlet of the cooling passage.
- the cooling passage may include a spiral cooling groove connected to the inlet and outlet of the cooling passage, and formed on the outer circumferential surface of the squeeze ring from the upper end to the lower end of the squeeze ring.
- the cylinder is;
- the inlet portion and the outlet portion of the cooling passage may be formed in a circular shape so as to be spaced apart from each other at a contact interface between the cylinder and the squeeze ring.
- a blanking die for forming the lamina members is fixed to an upper end of the cylinder to be integral with the cylinder;
- One of the fluid supply hole and the fluid discharge hole is connected to an exposure channel formed at an upper end of the cylinder such that the cooling fluid directly contacts the bottom of the blanking die during flow;
- the exposure flow path is covered by the blanking die.
- the lower end of the cylinder may be mounted on the upper end of the guide, and the lower end of the guide may be mounted on the pinch unit.
- the cooling system A first cooling unit cooling the squeeze unit and supporting rotation of the cylinder, a second cooling unit surrounding the heating unit, and a third cooling unit surrounding the pinch unit and supporting rotation of the pinch unit It can be configured to include.
- a cooling path may be formed in the first cooling part, the second cooling part, and the third cooling part, respectively, to guide the flow of the cooling fluid.
- the second cooling unit has a receiving groove of the heating unit, and includes a fixing block covering the upper side and the outer peripheral surface of the heating unit; The cooling path is formed inside the fixed block.
- the rotary driver A first pulley provided in the cylinder, a second pulley provided in the pinch unit, and a driving pulley connected to the first pulley and the second pulley so as to simultaneously transmit driving force to the first pulley and the second pulley. It can be configured to include.
- Another aspect of the present invention is to provide a blanking unit for blanking a material to be continuously conveyed to form lamina members for laminating cores sequentially, and to integrate a plurality of lamina members provided in the lower mold and passing therein.
- an adhesive laminated core manufacturing apparatus including the core laminator (Core Laminator) forming a laminated core.
- the region where the lamina members are aligned / laminated, the region where the lamina members are integrated by heat (adhesive curing region), and the region for discharging the laminated core are precisely interlocked and integrated simultaneously. Because of the rotation, thickness variation of the laminated core can be minimized, and it is possible to manufacture a highly accurate index type laminated core and a skew type laminated core.
- the squeeze unit since the accuracy of the area for implementing the alignment / lamination of the lamina members, that is, the squeeze unit can be maintained stably, product defects in the lamination failure of the lamina members can be minimized or prevented. .
- the guide forming the passage of the product in the adhesive curing region integrating the lamina members rotates simultaneously with the squeeze unit and the pinch unit in dependence on the squeeze unit and the pinch unit. In the process of forming the warp phenomenon of the lamina member can be prevented.
- a lamination core in which lamina members are integrally formed by interlayer adhesion method can be continuously manufactured.
- the lamina members are divided into layers by a predetermined number of sheets by an interlayer division unit selectively synchronized with the blanking process of the strip-shaped material, the production of laminated cores and the division between layers are easy.
- FIG. 1 is a longitudinal sectional view schematically showing the structure of the adhesive laminated core manufacturing apparatus according to an embodiment of the present invention based on the conveying direction of the material;
- FIG. 2 is a view showing a state in which a material is supplied to the adhesive laminated core manufacturing apparatus according to another embodiment of the present invention
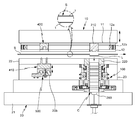
- Figure 3 is a longitudinal sectional view showing the structure of the blanking unit and the core laminator of the adhesive laminated core manufacturing apparatus shown in Figs.
- FIG. 4 is a cross-sectional view schematically showing the core laminator shown in FIG.
- FIG. 5 is a cross-sectional view schematically illustrating a process of manufacturing laminated cores in an inside (laminate hole) of the core laminator shown in FIG. 4;
- FIG. 5 is a cross-sectional view schematically illustrating a process of manufacturing laminated cores in an inside (laminate hole) of the core laminator shown in FIG. 4;
- FIG. 6 is a perspective view showing an example of an adhesive laminated core manufacturable by the present invention and a lamina member for the same;
- FIG. 7 is a cross-sectional view showing the core laminator shown in FIG. 4 separated into three regions;
- FIG. 8 is a cross-sectional view of the squeeze unit, the heating unit, and the pinch unit of the core laminator shown in FIG. 7 separately;
- FIG. 9 is a cross-sectional view showing the cooling system of the core laminator shown in FIG. 7 separated into three regions;
- FIG. 10 is a perspective view showing a squeeze member of the squeeze unit shown in FIG.
- FIG. 11 is a perspective view and a sectional view of the cylinder of the squeeze unit shown in FIG.
- FIG. 12 is a plan view schematically showing an embodiment of the pinch unit shown in FIG. 4; FIG.
- FIG. 13 schematically shows the rotation mechanism of the core laminator shown in FIG. 3;
- FIG. 14 is a plan view showing a rotation operation of the core laminator shown in FIG.
- FIG. 15 is a view illustrating an embodiment of an interlayer division unit of the apparatus for manufacturing an adhesive laminate core shown in FIGS. 1 and 2;
- FIG. 16 is a view illustrating a process of forming interlayer division protrusions on a material by the interlayer division unit illustrated in FIG. 15;
- FIG. 17 is a view showing a state in which the protrusion forming tool of the protrusion forming unit shown in FIG. 15 is retracted (falled);
- FIG. 18 is a view showing a lamination state of lamina members formed by the adhesive laminate core manufacturing apparatus shown in FIG. 15; FIG.
- FIG. 19 is a view showing a process procedure for manufacturing an example of the laminated core shown in FIG. 9;
- FIG. 20 is a view showing an adhesive laminated core manufacturing apparatus according to another embodiment of the present invention.
- FIG. 21 is a view showing an interlayer division unit of the adhesive laminated core manufacturing apparatus shown in FIG. 20; FIG. And
- FIG. 22 is a view showing a lamination state of lamina members formed by the adhesive laminate core manufacturing apparatus shown in FIG. 20; FIG.
- An embodiment of the present invention is a core laminator (Core Laminator) to form a laminated core by integrating a predetermined number, that is, a predetermined number of lamina members by an interlayer adhesive method, and an adhesive laminated core manufacturing apparatus having the same.
- a lamina member having a predetermined shape is formed by blanking a strip-shaped material that is continuously transferred, for example, by a distance of a predetermined pitch.
- B is a core manufacturing apparatus for manufacturing cores such as motors and generators by integrating members in an interlayer adhesive manner.
- the core laminator according to the present embodiment is a laminating apparatus for forming an adhesive laminate core by integrating lamina members having a predetermined shape formed by blanking by interlayer bonding, and an adhesive laminate core manufacturing apparatus according to the present embodiment.
- a core manufacturing apparatus including a blanking unit for blanking and the core laminator.
- an embodiment of the present invention is a device used to manufacture a laminated structure core, that is, a laminated core in one mass by integrating lamina members with an adhesive between layers, for example, an adhesive layer on a surface. After receiving the coated strip-shaped material (steel sheet for core-coating with adhesive layer), the above-described core or laminated core is produced, or after the strip-shaped material without adhesive is applied, the adhesive is applied to the surface of the material.
- the present invention relates to a core laminator for producing an adhesive laminated core and to a core manufacturing apparatus having the same.
- the laminated core forms at least a portion of the iron core for the stator or rotor.
- Adhesive lamination core manufacturing apparatus while passing through the band-shaped material (S) to form a predetermined number of lamina members (L) in sequence, by laminating the predetermined number of laminates by lamination B is based on a press system capable of sequentially manufacturing laminated cores C comprising members.
- the core laminator 100 forms a laminated core by integrating a lamina member by an interlayer bonding method.
- the adhesive laminated core manufacturing apparatus (hereinafter referred to as a 'core manufacturing apparatus') includes the core laminator 100 and the blanking unit 200.
- the blanking unit 200 is a configuration in which the lamina members L are sequentially formed by blanking a material S continuously transferred, for example, a steel strip for motor core manufacturing, and blanking the material S. Thus, the lamina members L are sequentially introduced into the core laminator 100.
- the core laminator 100 is integrated while passing through the lamina members L sequentially formed by the blanking unit 200. More specifically, the core laminator 100 integrates an adhesive existing between the layers of the lamina members L. By heating, a plurality of lamina members L are integrated into one mass.
- the core laminator 100 includes a heating unit 110, a pinch unit 120, a squeeze unit 130, a guide 140, and a rotation driver 150. It is configured to include).
- the heating unit 110 is a hollow configuration in which a plurality of lamina members (L) are integrated by heating an adhesive existing between the layers of the lamina members to form the laminated core.
- the pinch unit 120 is rotatably provided on the lower side of the heating unit 110, and has a hollow type in which side pressure is applied to the laminated core C to prevent the laminated core C from falling. Configuration. That is, the pinch unit 120 is configured to hold the laminated core C under the heating unit 110.
- the squeeze unit 130 is a hollow configuration, the cylinder 131 rotatably provided on the upper side of the heating unit 110, and the hollow squeeze fixed inside the cylinder 131 It comprises a member 132.
- the squeeze member 132 applies a side pressure to the lamina members L moving to the heating unit 110.
- the squeeze member 132 fastens the outer surface of the lamina members L such that the lamina members L pass through the inside of the squeeze member 132 in a fitted state.
- the lamina members L are pushed down by the blanking unit 200 so as to step one step (thickness of one lamina member) inside the core laminator 100 (laminate hole) 100a. Pass by).
- the squeeze member 132, the guide 140, and the pinch unit 120 form the laminate hole 100a.
- the guide 140 is provided inside the heating unit to guide the movement of the lamina members L in the heating unit 110, and the pinch unit 120 and the squeeze unit 130. It can be rotated by following.
- the rotation driver 150 is connected to the squeeze unit 130 and the pinch unit 120 to rotate the cylinder 131 and the pinch unit 120 selectively at an equal angle.
- a cooling system 160 is provided in the lower mold 20 on which the core laminator 100 is installed, that is, the lower mold 20 supporting the squeeze unit 130, the heating unit 110, and the pinch unit 120.
- the cooling system 160 includes a first cooling unit 160A for cooling the squeeze unit 130 and supporting rotation of the cylinder 131, and a second cooling unit surrounding the heating unit 110 ( 160B) and a third cooling unit 160C surrounding the pinch unit 120 and supporting rotation of the pinch unit 120.
- the squeeze member 132 is fixed to the inner circumferential surface of the cylinder 131 and integrally behaves with the cylinder 131.
- the squeeze member 132 may be formed of a hollow ring-shaped structure (squeeze ring) that is fixed inside the cylinder 131 and penetrates vertically.
- the outer circumferential surface of the squeeze ring is in close contact with the inner circumferential surface of the cylinder 131 in an intimate manner, for example, by a press-fit method, so that the squeeze ring can be fixed inside the cylinder 131 but the squeeze member 132
- the fixing method of is not limited to this.
- An inner space of the core laminator 100 that is, the lamination hole 100a is a space in which the lamina members L are stacked in a vertical direction and continuously move and are integrated.
- the core laminator 100 is integrated. Through is formed in the vertical direction.
- the heating unit 110 is a device for heating the adhesive existing between the layers of the lamina member (L), in the present embodiment by curing the adhesive by high frequency induction heating, that is, the heated object, that is, the multilayer lamina member (L) And a high frequency induction heater to integrate them. Since the high frequency induction heating itself is known, further description thereof is omitted, and the present invention provides a high frequency induction as a method of efficiently curing the adhesive existing between the layers of lamina members and minimizing the thermal effect on the surroundings. Start heating.
- the heating unit 110 is a hollow structure that penetrates in the vertical direction, and a curing hole is formed in the heating unit 110 to pass through the lamina members and to form a curing space of the adhesive.
- a guide 140 for guiding the movement of the lamina members L is provided, and the guide 140 is made of a non-conductive material, more specifically, an engineering ceramic material so as not to be affected by high frequency induction heating. It is desirable to have.
- the guide 140 may be both a block structure of an integral hollow structure such as a ring type or a barrel type, or a divided structure that is spaced apart from each other in the heating unit.
- a gap between the inner circumferential surface of the heating unit 110 and the guide 140 is observed. It is preferable that a gap is formed.
- the pinch unit 120 the product discharged downward from the heating unit 110, that is, the laminated core (C) formed by the integration of the lamina member (L) is the heating unit 110 Prevents it from falling momentarily while passing.
- the pinch unit 120 is provided on the lower side of the heating unit 110, by applying a side pressure to the laminated core (C) to prevent the collapse of the laminated core (C).
- the squeeze unit 130 in particular the squeeze member 132 is a pressure (side pressure) to the side of the lamina member (L) to move down toward the heating unit 110 from the upper side of the heating unit 110 It is added to tighten the lamina member (L), to induce the lamination of the lamina member (L).
- the squeeze member 132, the lamina members (L) formed sequentially by the blanking of the material (S) is the inlet portion of the laminate hole (100a), that is, the upper side of the heating unit
- the lamina member (L) is configured to apply a lateral pressure to the lamina member (L) so as to be stacked in the aligned state, the squeeze member (132) while sequentially entering the interior of the squeeze member (132) It is laminated in the state of being fitted inside.
- the squeeze member 132 clamps the outer edges of the lamina members L and linearly aligns the lamina members introduced into the laminate hole 100a coaxially in the inlet region of the laminate hole.
- the squeeze member 132 aligns the lamina members (L) in a straight line on the upper side of the heating unit (110).
- the lamina members (L) are stacked in an aligned state by the squeeze member 132, and enter the high frequency induction heater, that is, the heating unit 110, through the squeeze member 132.
- the squeeze member 132 may be made of a special steel, for example, SKD-11.
- the blanking unit 200 blanks the material to form the lamina members L in sequence, and the lamina members L inside the core laminator 100, in particular the The squeeze member 132 is sequentially supplied and laminated.
- the blanking unit 200 includes a blanking punch 210 provided in the upper mold 10 and a blanking die 220 provided in the lower mold 20.
- the blanking unit 200 forms a lamina member L having a predetermined shape by blanking the material S that continuously passes between the blanking punch 210 and the blanking die 220 by one pitch. .
- the lamina member (L) refers to a single layer of thin sheet produced by blanking the material (S).
- the laminated core C is configured to form at least a part of a stator or a rotor in a device such as a motor or a generator.
- the blanking punch 210 is provided in the upper mold 10, which can rise and fall facing the lower mold 20, more specifically, in the upper frame 11 of the upper mold.
- the blanking die 220 has a blanking hole 221 facing the blanking punch 210.
- the blanking die 200 is provided in the die frame 22 more specifically than the lower die 20, and is stacked on the core laminator 100. It is apparent that the shape of the lamina member L is determined by the shape of the blanking die 220, more specifically, the shape of the blanking hole 221.
- the blanking punch 210 is lifted once by the upper die 10 whenever the material S moves by a predetermined pitch.
- the material S passes one pitch between the upper mold 10 and the lower mold 20 by one stroke of the press, that is, every stroke of the blanking punch 210, and before the blanking process.
- Projection molding is performed at predetermined timings.
- the squeeze member 132 is stacked below the blanking die 220 so as to be coaxial with the blanking die 220, and the heating unit 110 is installed below the squeeze member 132. do.
- the lamina member (L) is represented smaller than the blanking die 220 and the squeeze member 132, it is apparent in the art that both sizes are substantially the same. And a lamina member having the same shape and size as the blanking hole of the blanking die 220 is formed, and the lamina members L have a circumference around the inner circumference of the laminate hole 100a, in particular the squeeze member 132. Close to) and pass downward.
- the dotted line is a portion where interlayer adhesion is performed
- the solid line is a portion where interlayer division is performed.
- the squeeze member 132 supports side surfaces (eg, edges) of the lamina members L for sequential lamination of the lamina members and prevents misalignment or misalignment of the lamina members L.
- it may be composed of a squeeze ring penetrated in the same shape as the inner hole of the blanking die 220, that is, the blanking hole.
- the squeeze member 132 may be formed in a cylindrical ring structure penetrating in the vertical direction, but is not limited thereto.
- the blanking unit 200 blanks the material
- the core laminator 100 is an apparatus for integrating lamina members L sequentially manufactured by blanking, and the blanking die 220.
- the laminated hole 100a is coaxially provided with a lamination hole that is integrated while passing through the lamina members L sequentially stacked by the blanking unit 200.
- the pinch unit 120 applies a side pressure to the product (lamination core) passing through the inside of the pinch unit to help the alignment of the product (C) moving downward from the heating unit 110 and the product, that is, the laminated core Prevent sudden drop of (C).
- the pinch unit 120 includes a pinch block 121 and an elastic member that supports elastically the pinch block 121, that is, a pinch spring 122, and the laminated core C coming out of the heating unit 110. By holding the side (border) of the laminated core (C) after passing through the heating unit 110 to prevent it from falling quickly to the bottom of the laminate hole (100a).
- the pinch blocks 121 are spaced apart from each other along the circumference of the laminated core C in the laminate hole 100a, for example, the laminate hole 100a. Plural pieces are installed at predetermined angle units in the.
- the pinch block 121 may be both a moving type and a fixed type fixed in place, but a moving type is preferable in consideration of thermal expansion. 12, when the pinch spring 122 is omitted and the pinch block 121 is fixed in place so that the pinch block 121 does not move, it becomes a fixed type pinch block.
- the pinch block 121 is disposed to be spaced apart at a plurality of positions along the circumference of the laminated core C, and is elastically supported by the pinch spring 122, that is, elastically supported by the elastic member. Lateral pressure can be applied.
- the blank die 220, the squeeze member 132, the guide 140, and the pinch unit 120 are disposed in the laminator installation hole of the lower mold 10 in the vertical direction to form the above-described laminate hole 100a.
- a take-off support 300 supporting the bottom of the product (laminated core C) discharged through the lamination and curing process is provided to be elevated.
- the ejection support 300 descends while supporting the bottom surface of the laminated core C, which is present at the bottom of the laminate hole 100a, and when the ejection support 300 reaches the bottom of the laminate hole, an ejection cylinder (not shown). (Not shown) to push the laminated core (C) sideways toward the product take-out passage to help take out the product. Thereafter, the take-out base 300 is raised again to repeat the process of supporting the subsequent laminated core.
- a cooling system 160 is applied to the lower mold 20 for the core laminator 100. As shown in FIG. 9, the cooling system 160 cools the squeeze unit 130 and surrounds the heating unit 110 and the first cooling unit 160A supporting the rotation of the cylinder. And a second cooling unit 160B and a third cooling unit 160C surrounding the pinch unit.
- the squeeze member 132 is fixed inside the rotatable cylinder 131 so as to be integral with the cylinder 131. In other words, the cylinder 131 and the squeeze member 132 rotate integrally.
- the outer circumferential surface of the squeeze member 132 that is, the outer circumferential surface of the squeeze ring (hereinafter, the same reference numeral as the 'squeeze member') is in close contact with the inner circumferential surface of the cylinder 131, and the cylinder 131
- a cooling passage 133 for cooling the squeeze unit 130 is formed at the contact interface of the squeeze ring 132.
- the cooling passage 133 of the squeeze unit guides the helical flow of the cooling fluid (hereinafter referred to as 'first cooling fluid') at the contact interface between the cylinder 131 and the squeeze ring 132.
- the cooling passage 133 is connected to the cooling system 160 to guide the flow of the first cooling fluid.
- an inlet 133a and an outlet 133b of the cooling passage are formed at a predetermined distance from each other, and the first cooling fluid is disposed at the contact interface.
- the squeeze member 132 and the cooling of the cylinder 131 is realized while flowing spirally.
- the cooling passage 133 is formed on the inner circumferential surface of the cylinder 131 and / or the outer circumferential surface of the squeeze member 132 to connect the inlet portion 133a and the discharge portion 133b of the cooling passage. It may be configured to include a groove 133c.
- the spiral cooling groove 133c is formed on the outer circumferential surface of the squeeze ring 132, and connects the inlet portion 133a and the discharge portion 133b of the cooling passage and the surface of the squeeze ring 132
- the spiral flow of the cooling fluid is formed, but is not limited thereto, and may be formed on the inner circumferential surface of the cylinder 131 as described above.
- the inlet portion 133a and the outlet portion 133b of the cooling passage are closed loop shapes, that is, a circular shape, and are formed along the circumference of the outer circumferential surface of the squeeze ring 132, respectively. More specifically, a groove (groove) of the circulation type is formed in the upper outer surface and the lower outer peripheral surface of the squeeze ring 132, respectively.
- the inlet 133a is formed in an annular shape at the lower end of the squeeze ring 132
- the discharge part 133b is formed in an annular shape at the top of the squeeze ring 132, but the reverse arrangement It is also possible to have a structure that the discharge portion is formed on the upper outer peripheral surface of the squeeze ring and the inlet is formed on the lower outer peripheral surface.
- air is applied as the cooling fluid, but is not limited thereto.
- the squeeze unit 130, the guide 140, and the pinch unit 120 of the core laminator 100 are rotatably provided on the lower mold 20 for uniform thickness of the laminated core.
- the squeeze unit 130, the guide 140, and the pinch unit 120 simultaneously rotate integrally by a predetermined angle unit, for example, 120 ° at a predetermined timing, thereby reducing the thickness variation of each part of the laminated core C. To improve the squareness and flatness.
- the squeeze member 132 is fixed to the inside of the cylinder 131
- the cylinder 131 is the first cooling unit 160A is fixed to the lower die 20, more specifically, the upper fixed
- the block 161 is rotatably installed.
- the upper fixing block 161 is fixedly installed in the lower mold 20, the cylinder 131 is provided rotatably inside the upper fixing block 161.
- the squeeze member 132 rotates together with the cylinder 131, and upper bearings B1 and B2 are provided inside the upper fixing block 161 to rotatably support the cylinder 131.
- the upper fixing block 161 in this embodiment is a structure in which a plurality of bodies are stacked / assembled, but is not limited thereto.
- the cylinder 131 is a hollow cylinder, the upper end of the cylinder 131 is formed with an upper flange 131f protruding out of the cylinder 131, the lower end of the cylinder 131 is the cylinder ( 131 protrudes inward.
- the upper flange 131f is in surface contact with the bottom surface of the blanking die 220, and the lower end of the cylinder 131 surrounds the lower end of the squeeze member 132.
- the squeeze member 132 is press-fitted into the cylinder 131, and the blanking die 220 is fixed coaxially to the upper end of the cylinder 131. Accordingly, the blanking die 220 rotates integrally with the squeeze unit 130 and may be fixed to the cylinder 131 by a fastening member such as a bolt (not shown).
- the upper fixing block 161 may include an upper support 161 a rotatably supporting an upper portion of the cylinder 131, a lower support 161 b rotatably supporting a lower portion of the cylinder 131.
- the intermediate support 161c is provided between the upper support 161a and the lower support 161b to support the load of the upper support 161a.
- the upper fixing block 161 is provided in the die holder 23, the first upper bearing (B1) between the inner surface of the upper support 610 and the upper outer surface of the cylinder 131. ) Is provided, and a second upper bearing B2 is provided between the inner surface of the lower support 161b and the lower outer surface of the cylinder 131.
- the gap between the upper flange 131f and the upper support 610 is sealed to prevent leakage of the cooling fluid (air in this embodiment) of the squeeze member 132.
- the cooling system 160 is provided with a cooling path through which a cooling fluid (hereinafter referred to as 'second cooling fluid') flows.
- a cooling fluid hereinafter referred to as 'second cooling fluid'
- the first cooling fluid and the second cooling fluid may be the same or different.
- a cooling path 161d through which the second cooling fluid flows is formed in the first cooling unit 160A.
- the cooling path 161d is provided in the upper fixed block 161 of the first cooling unit.
- the cooling path 161d is formed in the lower support 161b, and is water-cooled to cool the upper fixing block 161 by circulation of water, or other such as oil or air. Cooling fluid may also be used, and a cooling furnace may also be applied to the upper support 610 and the intermediate support 630.
- the upper fixing block 161 may include a fluid supply part 161e for supplying the first cooling fluid to the spiral cooling groove 133c of the squeeze member, and the spiral cooling groove 133c of the squeeze member.
- a fluid discharge part 161f for discharging the first cooling fluid is provided.
- the first cooling fluid is air
- the fluid supply part 161e is an air supply part for supplying cooling air
- the fluid discharge part 161f is an air discharge part for discharging air.
- the air supply part 161e is provided at the lower supporter 161b to introduce air into the inlet part 133a of the cooling flow path formed on the outer circumferential surface of the squeeze member 132.
- the air discharge part 161f is provided in the upper support 161a, and implements the exhaust in the upper portion of the squeeze member 132.
- the lower groove of the squeeze member 132 that is, the cooling air supplied to the inlet 133a, spirally flows along the spiral cooling groove 133c, so that the upper groove of the squeeze member ie Heat is exchanged with the squeeze member 132 while flowing to the discharge portion 133b of the cooling passage.
- the cylinder 131 includes a fluid introduction groove 131a, a fluid discharge groove 131b, a fluid supply hole 131c, and a fluid discharge hole 131d.
- One of the fluid supply hole 131c and the fluid discharge hole 131d may be configured such that the first cooling fluid, more specifically, the cooling air, directly contacts the bottom surface of the blanking die 220 during flow. It is connected to an exposure flow path 131e formed at an upper end of the cylinder 131, and the exposure flow path 131e is covered by the blanking die 220.
- the fluid introduction groove 131a is formed in a circular shape on an outer circumferential surface of the cylinder 131 in order to receive the cooling fluid into the cylinder 131.
- the fluid discharge groove 131b is formed in a circular shape on the outer circumferential surface of the cylinder 131 together with the fluid introduction groove 131a.
- the fluid discharge groove 131b is formed at a position spaced apart from the fluid introduction groove 131a by a predetermined distance.
- the fluid supply hole 131c is formed in the fluid introduction groove 131a and is connected to the inlet 133a of the cooling passage through the cylinder 131.
- the fluid discharge hole 131d is formed in the fluid discharge groove 131b and is connected to the discharge part 133b of the cooling passage through the cylinder 131.
- the fluid introduction groove 131a constituting the closed loop on the lower outer circumferential surface of the cylinder 131 is formed in a circular shape along the circumference of the cylinder 131.
- a fluid supply hole 131c penetrating the cylinder 131 is formed in the fluid introduction groove 131a to introduce air into the cylinder 131.
- the fluid supply hole 131c communicates with a lower end of the spiral cooling groove 133c, more specifically, an inlet 133a of the cooling flow path.
- a fluid discharge groove 131b constituting a closed loop is circulated along the circumference of the cylinder 131 on an upper outer circumferential surface of the cylinder 131, for example, an outer circumferential surface of the upper flange 131f.
- the fluid discharge hole 131d penetrating the cylinder 131 is formed in the discharge groove 131b.
- the fluid discharge hole 355 communicates with an upper end portion of the spiral cooling groove 341, more specifically, the discharge portion 133b of the cooling passage.
- the fluid supply hole 131c is connected to a lower groove formed in the squeeze member, that is, the inlet part 133a, and the fluid discharge hole 131d is formed in an upper groove formed in the squeeze member, that is, the discharge part ( 131b). Therefore, in the present exemplary embodiment, the first cooling fluid is supplied to the lower portion of the cylinder 131 and then discharged from the upper portion of the cylinder 131. However, the flow of the cooling fluid may be reversed so that the first cooling fluid is supplied to the upper portion of the cylinder 131 and then discharged from the upper portion of the cylinder 131.
- the fluid introduction groove 131a is formed horizontally at the same height as the inlet portion 133a of the cooling passage, and the fluid discharge groove 131b is the same height as the outlet portion 133b of the cooling passage. It is formed in the horizontal to the fluid supply hole 131c and the fluid discharge hole (131d) penetrates the cylinder 131 horizontally horizontally. A plurality of fluid supply holes 131c and fluid discharge holes 131d may be formed in the cylinder 131, respectively.
- annular fluid introduction grooves 131a and the fluid discharge grooves 131b that form a closed loop are formed on the lower outer and upper outer surfaces of the cylinder 131, even if the cylinder 131 rotates. Since the air supply unit 161e and the air discharge unit 161f may be constantly connected to the fluid introduction groove 131a and the fluid discharge groove 131b, the introduction and discharge of the first cooling fluid, ie, air, may be stable. .
- an air supply hole for guiding air from the air supply unit 161e to the fluid introduction groove 131a is formed in the lower support 161c, and the fluid discharge groove 131b is formed in the upper support 161a. Exhaust holes for air discharge from the outside to the outside are formed.
- the cooling air When cooling air is discharged to the outside of the cylinder 131 through the fluid discharge hole 131d at the outer circumferential surface of the squeeze member 132, the cooling air is directly exchanged with the blanking die 220.
- the exposure path 131e described above is formed at an upper end of the cylinder 131. That is, in the present embodiment, the cooling air is discharged from the inside of the cylinder 131 to the outside to be in contact with the blanking die 220 to perform heat exchange.
- the exposed flow path 131e has an open top structure, and is circulated along the circumferential direction at the upper end of the cylinder 131, more specifically, at the upper end of the inner circumferential surface of the cylinder 131 (see FIG. 11A). It may be formed, or may be divided into a plurality of upper ends of the inner circumferential surface of the cylinder (131) (see Fig. 11 (b)).
- the upper fixing block 161 includes an oil supply unit 161g for introducing oil for lubrication and / or cooling of the upper bearings B1 and B2 into the upper bearings B1 and B2, and the upper bearing ( An oil discharge part 161h for discharging oil from B1 and B2 is provided, thereby preventing damage to the upper bearings B1 and B2 for rotationally supporting the cylinder 131 and preventing the upper bearings B1 and B2.
- the long life of the can be long, and further may perform the cooling function of the upper fixing block (161).
- the third cooling unit 160C rotatably supports the pinch unit 120 and surrounds the pinch unit 120.
- a cooling path 163a is formed in the third cooling unit 160C to guide the flow of the cooling fluid.
- the pinch block 122 is provided in the rotatable pinch housing 123 to rotate together with the pinch housing 123, and the pinch housing 123 is fixed to the lower mold 20. It is rotatably supported by the fixing block of the three cooling parts 160C, that is, the lower fixing block 163.
- the lower fixing block 163 is fixedly installed in the lower mold 20, and the pinch housing 123 is rotatably provided in the lower fixing block 163.
- a lower bearing B3 is rotatably supported inside the lower fixing block 163 to rotatably support the pinch housing 123.
- the lower fixing block 163 is a single body having an annular hollow shape and a circumferential wall having a 'b' cross section, but is not limited thereto.
- the lower fixing block 163 is provided with an oil supply unit / discharge unit for supplying (163b) / discharging (163c) the lubricating and / or cooling oil to the lower bearing B3 of the lower fixing block.
- the oil supply / discharge unit of the lower fixing block 163 may also perform a cooling function of the lower fixing block 163.
- a cooling technique of water-cooling or air-cooling may be applied to the lower fixing block 163, and the cooling path 163a of the third cooling unit is formed in the lower fixing block 163.
- a second cooling unit 160B is provided between the upper fixing block 161 and the lower fixing block 163 to accommodate the heating unit 110, and the second cooling unit 160B is heated.
- the cooling path 162a surrounding the unit 110 and in which the cooling fluid flows is also provided in the second cooling unit 160B.
- the heating unit 110 is provided with a fixing block, that is, the middle fixing block 162 of the second cooling unit 160B.
- the intermediate fixing block 162 covers the upper side and the circumference (outer circumferential surface) of the heating unit 110, and the intermediate fixing block 162 has a cooling path of the receiving groove and the second cooling unit of the heating unit 110. 162a is formed.
- the cooling passage 162a of the intermediate fixed block may be water-cooled to cool the intermediate fixed block 162 by water circulation, or other cooling fluid such as oil or air may be used.
- the inside of the intermediate fixing block 162 is provided with the above-described guide 140, the guide 140 is driven by the rotation of the cylinder 131 and the pinch housing 123 and the cylinder 131 and It rotates together with the pinch housing 123.
- a lower end of the cylinder 131 is in contact with an upper end of the guide 140, and the pinch housing 123 is in contact with a lower end of the guide 140 more than the pinch unit.
- the lower end of the cylinder 131 is mounted on the upper end of the guide 140, and the lower end of the guide 140 is mounted on the pinch unit 120, in particular the pinch housing 123.
- the guide 140 may be driven by the cylinder 131 and / or the pinch housing 123 to rotate at the same angular speed.
- the cylinder 131 and the pinch unit 120 rotates at the same angle at the same time.
- the cylinder 131 and the pinch unit 120 are provided with pulleys of the rotary driver 150, respectively.
- a pulley 151 fixed to the cylinder 131 is referred to as a first pulley
- a pulley 152 fixed to the pinch unit, in particular the pinch housing 123 is referred to as a second pulley.
- the first pulley 151 and the second pulley 152 is connected to the driving pulley 153 as a driven pulley receives a driving force.
- first pulley 151 and the second pulley 152 in the present embodiment has the same outer diameter so that the cylinder 131 and the pinch housing 123 rotates at the same angular speed, one
- the drive pulley 153 is connected by belts 154a and 154b, respectively.
- the drive pulley 153 is rotated by a motor (M), the motor (M) and the drive pulley 153 is connected by a belt-pulley power transmission mechanism by a drive belt 154c, but the power transmission method Of course, this is not limited.
- the driving pulley 153 When the driving pulley 153 is rotated by the power of the motor M, the cylinder 131 and the squeeze member 132 rotate by a predetermined angle, for example, by 120 degrees as shown in FIG. 14. can do.
- a core manufacturing apparatus is an apparatus capable of manufacturing a laminated core using a strip-shaped material having an adhesive coated on its surface.
- the core manufacturing apparatus an apparatus capable of manufacturing a laminated core using a steel sheet strip (self-bonding steel sheet; SB steel sheet) formed with a semi-hardened adhesive layer at a predetermined temperature or less
- SB steel sheet self-bonding steel sheet
- the lamina members are sequentially formed by blanking the material, and interlayer division protrusions are formed on the surface of the material at a predetermined interval in conjunction with the blanking, and an adhesive layer existing between the layers of the laminated lamina members is provided.
- the laminated core can be manufactured by heating and melting, and hardening at high temperature.
- the core manufacturing apparatus of one embodiment of the present invention further includes an interlayer division unit 400 for dividing the laminated cores C.
- the interlayer division unit 400 in the present embodiment is a projection forming unit (hereinafter, the same reference numerals as the interlayer division unit is used) for forming the interlayer division projections at predetermined timings in the material.
- the protrusion forming unit 400 when manufacturing the above-described laminated core (C) by using the band-shaped material (S) coated with an adhesive layer (1) on the surface, the division between the laminated core (C) In order to be able to do this, the raw material is pressurized to form a projection P, that is, an interlayer division projection, on the raw material S.
- the protrusion P forms a gap between two lamina members stacked adjacent to each other to reduce the contact area between the lamina members.
- the upper mold 10 is provided to be elevated on the upper side of the lower mold 20 for pressing and blanking the material (S).
- the blanking punch 210 is mounted to the upper die 10 and disposed downstream of the protrusion forming unit 400 on the basis of the conveying direction of the raw material S. Therefore, as described above, the blanking punch 210 blanks the material S while raising and lowering together with the upper die 10.
- the protrusion forming unit 400 forms the above-mentioned protrusion P on the surface of the material S at predetermined cycles.
- the projection forming unit 400 forms the above-described projection P on one side or the other side of the material S each time the blanking progresses a predetermined number of times. 200) can optionally be synchronized (synchronization) configuration.
- the protrusion forming unit 400 forms a protrusion P on the material S in synchronization with the blanking unit 200 whenever it is transferred by a predetermined plurality of pitches of the material S.
- the laminated core C is a laminate composed of ten lamina members, that is, a laminate of ten layers
- the projections P are the same on the surface of the workpiece S every 10 pitches of the workpiece. It is formed in a pattern.
- the protrusion forming unit 400 includes a protrusion forming tool 410 for pressing the one side surface of the material and protruding the interlayer division protrusion to the opposite side, and a forming die 420 facing the protrusion forming tool 410. It is configured to include).
- the projection forming tool 410 presses the material at regular intervals in synchronization with the blanking unit 200 in order to form the interlayer partitioning projection P in the material S.
- the protrusion forming tool 410 is provided on any one of the upper support (10a) and the lower support (20a) disposed opposite to each other, the other is provided with the forming die 420, The material S passes by one pitch between the upper support 10a and the lower support 20a.
- the protrusion forming tool 410 is provided on the lower support 20a, and the forming die 420 is provided on the upper support 10a, but the reverse structure as in the embodiment described below Of course it is also possible.
- the protrusion forming tool 410 is provided on the lower support 20a to press up one side, that is, the bottom surface of the material S, and the forming die 420 is the upper support 10a. It is provided in to support the other side, that is, the upper side of the material (S).
- the protrusion forming tool 410 presses one side (bottom) of the material upwards at regular intervals in synchronization with the blanking unit 200.
- the interlayer division protrusion P is protruded upward from the upper surface of the material S, and the protrusion forming unit 400 of the present embodiment locally pressurizes one side of the material. It can also be called an embossing device (Embossing Apparatus) to protrude to the opposite side.
- embossing Apparatus Embossing Apparatus
- the upper support 10a may be a structure separated from the upper mold 10, or may be integrated with the upper mold 10 described above, as shown in FIG. 2.
- the upper support 10a may be integrated with the upper die 10 as a part of the upper die 10.
- the lower support 20a may also be a structure separated from the lower mold 20 at intervals from the lower mold 20, or may be integrated with the lower mold 20 described above as shown in FIG. 2.
- both sides both sides (upper side and lower side) may be used both sides of the coating material coated with the adhesive layer (1), the adhesive layer is coated only on one side of the upper side and the lower side.
- One side coating material may be used.
- the laminated core is manufactured using the material S having the adhesive layer 1 formed on both sides thereof.
- the lamina member is in contact with the interlayer dividing protrusion (for example, point contact).
- the contact area is localized between the lamina member on which the interlayer division projections are formed, and the interlayer division may be performed based on a predetermined number of sheets.
- the forming die 420 is provided in the upper support 10a, and the upper support 10a is integral with the upper die 10, that is, the upper support 10a as shown in FIG. Is a part of the upper die 10, the forming die 420 is provided in the upper die 10 together with the blanking punch 210.
- the protrusion forming tool 410 is provided on the lower support (20a) to press the lower side (bottom surface) of the material (S), the lower support (20a) is integral with the lower mold 20 In other words, when the lower support 20a is a part of the lower mold 20 as shown in the example shown in FIG. 2, the protrusion forming tool 410 may be connected to the lower mold 20 together with the blanking die 220. ) Is provided.
- the protrusion forming tool 410 is provided directly below the forming die 420 so as to face the forming die 420, and the forming die 420 moves up and down together with the upper die 10.
- the forming die 420 has a protrusion forming groove 421 upwardly recessed from a bottom of the forming die 420, and in the present embodiment, the forming die 420.
- a plurality of protrusion forming grooves 421 are formed at a bottom of the protrusion forming tool 410, and the protrusion forming tool 410 has a plurality of pressing protrusions facing the protrusion forming grooves 421.
- the protruding forming tool 410 is provided to be elevated on the lower support (20a), as described above when the lower support (20a) is integral with the lower die 20, the elevating to the lower die 20 It is possible.
- the lower die 20 is formed with a tool receiving portion 20b, the projection forming tool 410 is provided to be elevated in the tool receiving portion (20b).
- the protrusion forming tool 410 is configured to include a lifting tool base 411, and the material pressing portion 412, that is, the pressing protrusion provided in the tool base 411. Accordingly, the tool base 411 is installed to be elevated in the tool receiving portion 20b, and the tip (upper end) of the material pressing portion 412 has a shape corresponding to the protrusion forming groove 421.
- the protrusion forming groove 421 is not limited to the shape of the triangular groove or the protrusion forming groove 421.
- the protrusion forming groove 421 may be changed into various shapes such as hemispherical or semi-elliptic. However, a shape that is minimized at an interface where interlayer division is made is more preferable.
- the upper mold 10 may be divided into a plurality of bodies along the conveying direction of the material (S), or may be formed of one integrated body.
- the lower mold 20 may also be divided into a plurality of bodies along the conveying direction of the material S, or may form one integrated body.
- the core manufacturing apparatus shown in FIG. 2 is a press structure including an integrated upper mold and an integrated lower mold.
- the upper mold 10 is provided with a pusher, that is, a pressing member for pressing the material S toward the lower mold 20. Therefore, when the upper mold 10 is lowered, the upper side of the material S is pushed downward by the pusher 12, so that the material S is pressed toward the lower mold 20 side.
- a pusher that is, a pressing member for pressing the material S toward the lower mold 20. Therefore, when the upper mold 10 is lowered, the upper side of the material S is pushed downward by the pusher 12, so that the material S is pressed toward the lower mold 20 side.
- the upper mold 10 is configured to include an upper frame 11 provided on the upper side of the lower mold 20 so as to be elevated, and the pusher 12 provided on the lower side of the upper frame 11.
- the blanking punch 210 is provided in the upper frame 11 more specifically than the upper mold 10 together with the pusher 12.
- the pusher 12 functions as a stripper in the blanking process and the piercing process, and simultaneously presses the material S toward the lower mold 20 for the protrusion forming process and the blanking process.
- a compression plate or a pressure plate in this embodiment, it is a plate-shaped pushing plate.
- the elevating member for example, a coil spring; 12a
- the elevating member for example, a coil spring; 12a
- the lower mold 20 is configured to include a base frame 21 (Bolster) forming a base of the lower mold 20 and lower dies 22 and 23 provided above the base frame.
- a base frame 21 Bolster
- the protrusion forming tool 410 is installed on the lower dies 22 and 23.
- the lower dies 22 and 23 may be divided into a die frame 22 forming an upper side of the lower die and a die holder 23 provided below the die frame 22.
- the die holder 23 supports the die frame 22 and is stacked on the base frame 21 to be supported by the base frame 21, but the structure of the lower mold 20 is limited thereto.
- the die holder 23 may also be divided into a plurality of parts.
- the blanking die 220 and the projection forming tool 410 are installed on the lower dies 22 and 23.
- the molding die 420 is supported by the upper frame 11 so as to pass through the pusher 12 to support the upper surface of the material S.
- the pusher 12 is formed with a die hole 12d through which the forming die 420 passes.
- the protrusion forming tool 410 is lifted by the elevator 500, for example, a lift mechanism such as a cam mechanism or a hydraulic / pneumatic cylinder, thereby adjusting the vertical position of the protrusion forming tool 410. That is, when the projection molding is required, the projection forming tool 410 is raised by the elevator 500, so that the tip (top) of the projection forming tool 410 is higher than the upper surface of the lower mold 20. We move upward.
- a lift mechanism such as a cam mechanism or a hydraulic / pneumatic cylinder
- the elevator 500 moves (enters) the protrusion forming tool 410 toward the material S at predetermined intervals, the material S is lowered when the upper die 10 is lowered.
- the lower surface of the material S may be lowered by the pusher and may be pressed upward by the protrusion forming tool 410.
- the elevator 500 is provided in the tool receiving portion 20b of the lower mold, respectively, and is coupled to the protrusion forming tool 410.
- the protrusion forming tool 410 is raised by the elevator 500 to a top dead center at predetermined intervals. After the protrusion forming process is performed, the protrusion forming tool 410 is retracted (falled) by the elevator 500 to prevent contact with the material S until the next cycle.
- the protrusion forming process is performed once every time the material S moves by 10 pitches. Interlayer division between the stacked cores C may be implemented. To this end, the elevator 500 raises the protrusion forming tool 410 once each time the material S moves by 10 pitches.
- the dotted line is a portion where the interlayer adhesion is performed
- the solid line is a portion where the interlayer division is performed by the protrusion P
- the adjacent line is adjacent to the solid line portion (the boundary at which the layer is divided).
- the elevator 500 supports the protrusion forming tool 410 and is provided with a lifting body 510 which is provided to be liftable on the lower tool receiving portion 20b. It is configured to include a lifter 520 for elevating the elevating body (510).
- the lifting body 510 is fixed to the protrusion forming tool 410, and the protrusion forming tool 410 operates integrally with the lifting body 510.
- the lifting rod 530 is coupled to the lifting body 510 by penetrating the lifter 520 in the vertical direction.
- the elevator 500 has a cam structure, and the lifting / lowering of the lifting body 510 is realized by the left and right slides of the lifter 520.
- the elevating body 510 and the elevating rod 530 are raised and lowered in place, and the vertical movement of the elevating body 510 is realized by the horizontal movement of the lifter 520.
- the structure and operation of the elevator is not limited to the above-described example.
- the material S moves through the pusher 12 and the die frame 22 by a certain distance (one pitch) every one cycle of the upper die 10, that is, one stroke of a press. As shown in (a), when a predetermined portion of the material S reaches the projection forming position, the projection forming tool 410 is raised to the top dead center by the elevator 500 at the same time or immediately before. .
- the protrusion forming tool 410 presses the bottom surface of the material (S) upward, thereby forming the above-described protrusion (P) by interaction with the forming die 420.
- a blanking process is performed in the blanking unit 200 simultaneously with the protrusion forming process.
- FIG. 16C illustrates a state in which the upper mold 10 is raised after the protrusion P is formed on the upper surface of the material S. At the same time as or immediately after the upper mold 10 is raised.
- the protrusion forming tool 410 is lowered to the bottom dead center by the elevator 500.
- FIG. 17A illustrates that the protrusion forming tool 410 is lowered so that the protrusion forming tool 410 does not come into contact with the material even when the upper die 10 is lowered and the material S is pressed downward.
- the protrusion forming process does not proceed for a predetermined period.
- FIG. 18 is a view illustrating a lamination state of lamina members formed by an adhesive lamination core manufacturing apparatus according to an exemplary embodiment of the present disclosure, and a lamina member having an upwardly protruding interlayer division protrusion and a lamina laminated thereon. Interlayer division may be made at the boundary between the members.
- the protrusion height of the protrusion P is sufficient to implement the interlayer division.
- the protrusion may be removed by pressing the laminated core C with a separate press after being discharged from the core manufacturing apparatus according to the present embodiment.
- the pressing preventing escape groove 211 of the protrusion P is formed on the surface (bottom surface) of the blanking punch 210.
- FIG. 19 is an example of a process flowchart illustrating a process of molding a lamina member in FIG. 6.
- the material S is transferred while sequentially passing through the piercing processes S1 and S2, the protrusion forming process S3, and the blanking process S4.
- the molding process is performed periodically every time the material S is transferred to a predetermined plurality of pitches, thereby forming interlayer division protrusions (upper protrusions) on the material.
- the order of forming the lamina member L is not limited to the above-described example.
- the protrusion forming unit 400 includes a protrusion forming tool 410 provided in the upper mold 10 and a forming die 420 provided in the lower mold 20. It may be configured.
- the projection forming tool 410 is provided on the upper support (10a of Figure 1) separated from the upper mold 10 at intervals
- Molding die 420 may be provided on the lower support (20a in FIG. 1) separated from the lower die 20 at intervals. That is, the protrusion forming tool 410 and the blanking punch 210 may be installed in different structures, and the forming die 420 and the blanking die 220 may also be installed in different structures. .
- the present embodiment has a structure in which a part (upper support) for supporting the protruding forming tool 410 is a part of the upper mold, and a part (lower support) for supporting the molding die 420 is a part of the lower mold.
- 410 is provided on the upper die 10 together with a blanking punch 210
- the forming die 420 is provided on the lower die 20 together with the blanking die 220.
- the protrusion forming tool 410 in the present embodiment is a structure for pressing down the upper side of the material (S), the projection forming unit 400 is for interlayer division protruding downward from the bottom of the material (S) The protrusion P is formed.
- the protrusion forming tool 410 of the present embodiment is provided directly above the forming die 420 so as to face the forming die 420, and is mounted on the upper mold to form the upper mold 10. We climb together.
- the forming die 420 of the present embodiment has a lower forming groove 421 recessed downward from an upper side of the forming die 420, and a plurality of protrusion forming grooves 421 are formed on the upper side of the forming die 420.
- the upper die 10 is provided with a tool receiving portion 10b for receiving the projection forming tool 410 to be elevated.
- the protrusion forming tool 410 is installed on the upper die 10 to be elevated.
- the upper forming tool 410 is configured to include a lifting tool base 411, the material pressing portion 412 provided in the tool base 411, the material pressing portion 412
- the front end (lower end) of) has a shape corresponding to the protrusion forming groove 421 and has a plurality of pressing protrusions.
- the protrusion forming tool 410 more specifically, the material pressing portion 412, through the pusher 12 to press the upper side of the material (S) down, the above-described implementation It is supported by the upper die 10 described in the example.
- the pusher 12 is formed with a tool hole 12e through which the upper forming tool 410, in particular, the material pressing part 412 penetrates.
- the protrusion forming tool 410 is elevated by an elevator 500, for example, a cam mechanism or an elevator such as a hydraulic / pneumatic cylinder, and the vertical position of the protrusion forming tool 410 is adjusted accordingly. That is, when the projection molding is required, the projection forming tool 410 is lowered by the elevator 500 to advance downward to the bottom dead center.
- an elevator 500 for example, a cam mechanism or an elevator such as a hydraulic / pneumatic cylinder
- the elevator 500 lowers the protrusion forming tool 410 toward the material S at predetermined intervals, the upper surface of the material S is protruded when the upper die 10 is lowered. It may be pressed downward by the forming tool 410.
- the elevator 500 is provided in the tool receiving portion 10b of the upper mold and is coupled to the protrusion forming tool 410.
- the protrusion forming tool 410 is lowered by the elevator 500 to a bottom dead center at predetermined intervals. After the protrusion forming process is performed, the protrusion forming tool 410 is retracted (raised) by the elevator 500 to prevent contact with the material S until the next cycle.
- the elevator 500 supports the protrusion forming tool 410 and is provided with a lifting body 510 which is provided to be liftable in the upper tool receiving portion 10b. It is configured to include a lifter 520 for elevating the elevating body (510).
- the lifting body 510 is fixed to the protrusion forming tool 410, in particular, the tool base 411, and the protrusion forming tool 410 behaves integrally with the lifting body 510.
- the lifting rod 430 is coupled to the lifting body 510 by penetrating the lifter 520 in the vertical direction. Since the operation of the elevator 500 is the same as described in the above-described embodiment, repeated description is omitted.
- FIG. 22 is a view illustrating a lamination state of lamina members formed by the core manufacturing apparatus according to the present embodiment, and a boundary between a lamina member having a downwardly projecting interlayer division protrusion and a lamina member laminated thereon. Interlayer division can be achieved.
- the interlayer division unit for dividing the laminated cores C is not limited to the above-described example.
- the interlayer separation unit may scrape the surface of the material to partially remove the adhesive layer so that the adhesive force is lost, or may locally lose the adhesive strength by locally heating the surface of the material. It may also consist of a device for adding release paper between the lamina members for splitting.
- 1, 2, and 20 illustrate an apparatus for manufacturing a laminated core by receiving a material coated with an adhesive layer on a surface thereof, or a material not coated with an adhesive to apply an adhesive to the material. It is also possible to manufacture the adhesive laminated core by coating, such a core manufacturing apparatus, for example, Japanese Patent No. 5323400, Japanese Patent Laid-Open No. 5-304037, Korean Patent No. 10-1599291 or Patent No. 10-1566492
- the above-described core laminator can also be applied to the core manufacturing apparatus disclosed in the above.
- the present invention relates to the manufacture of cores used as rotors or stators for motors or generators, and is used in the apparatus for manufacturing laminated cores.
- the present invention provides precise lamination of thin sheets formed by blanking, and enables interlayer adhesion between sheets. Can be implemented.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
본 발명의 일 형태는, 내부를 통과하는 라미나 부재들을 복수개씩 일체화해서 적층코어를 형성하는 접착식 적층코어 제조장치의 코어 라미네이터(Core Laminator)를 개시한다. 본 발명의 일 형태에 따른 코어 라미네이트는: 상기 적층코어를 형성하기 위하여, 상기 라미나 부재들의 층간에 존재하는 접착제를 가열해서 상기 라미나 부재들을 복수개씩 일체화하는 중공형의 가열유닛; 상기 가열유닛의 하측에 회전 가능하게 구비되며, 상기 적층코어의 낙하를 방지하기 위해 상기 적층코어에 측압을 가하는 중공형의 핀치 유닛; 상기 가열유닛의 상측에 회전 가능하게 구비되는 실린더와, 상기 실린더의 내부에 고정되어 상기 가열유닛의 상측에서 상기 라미나 부재들을 동축상에 일렬로 정렬시키는 스퀴즈 부재를 포함하는 중공형의 스퀴즈 유닛; 상기 가열유닛의 내부에서 상기 라미나 부재들의 이동을 안내하도록, 상기 가열유닛의 내부에 구비되며, 상기 핀치 유닛과 상기 스퀴즈 유닛에 종동하여 회전 가능한 가이드; 및 상기 실린더와 상기 핀치 유닛을 동시에 선택적으로 등각도 회전시키기 위하여, 상기 스퀴즈 유닛과 상기 핀치 유닛에 연결되는 회전 구동기;를 포함하여 구성된다.
Description
본 발명은 모터나 발전기 등의 철심 즉 코어를 제조하는 코어 제조장치에 관한 것으로서, 더욱 상세하게는 코어용 라미나 부재(박판)들을 층간 접착시켜서 적층식 코어를 제조하는 접착식 적층코어 제조장치 및 이를 위한 코어 라미네이터에 관한 것이다.
일반적으로, 라미나(Lamina) 부재 예를 들면 금속 박판들을 여러 겹으로 적층하고 상호 일체화함으로써 제조되는 적층코어(Laminate Core)는, 발전기나 모터 등의 회전자(Rotor)나 고정자(Stator)로 사용되며, 상기 적층코어를 제조하는 방법 즉 상기 라미나 부재를 적층하고 일체로 고정하는 적층코어 제조방법으로는, 인터록 탭을 이용한 탭 고정법과, 용접 예를 들어 레이저 용접을 이용한 웰딩 고정법과, 리벳 고정법 등이 알려져 있다. 상기 적층코어는 회전자용 또는 고정자용 코어의 전체 또는 일부분을 이룬다.
상기 탭 고정법은 대한민국 공개특허공보 제10-2008-0067426호와 제10-2008-0067428호 등의 특허문헌에 적층코어의 제조기술로 개시되어 있는데, 상술한 적층코어 제조방법은 철손(Iron Loss) 문제가 있고, 특히 상기 탭 고정법은 소재 즉 강판의 박판화 추세로 인해 엠보싱(Embossing) 가공이 어려워져서 적층 코어의 제조기술로서의 한계를 보여주고 있다. 상술한 공개특허공보와 하기의 특허문헌에는 여러 종류와 형상의 적층코어가 개시되어 있다.
그리고, 근래에는 상기 적층코어의 단위 박판 즉 낱장을 이루는 라미나 부재들을 접착제로 상호 접착해서 일체화하는 접착 고정법이 제시되고 있는데, 대한민국 공개특허공보 제10-1996-003021호와 일본 공개특허공보 특개평5-304037호에 상기 접착 고정법이 개시되어 있다.
상술한 특허문헌 중 일본 공개특허공보 특개평5-304037호를 참조하면, 모터 코어 제조용 소재 즉 강판은 이송 롤러에 의해 제1프레스 성형기와 제2프레스 성형기로 공급되며, 상기 제1프레스 성형기를 통과하기 전에 도포 롤러와 노즐에 의해 상기 강판에 접착제가 도포된다.
그리고 소재의 블랭킹에 의하여 상기 제1프레스 성형기와 제2프레스 성형기의 내부 공간에 순차적으로 쌓이는 코어재 즉 라미나 부재는, 상기 접착제에 의해 일체화되고 이를 통해 접착식 적층 코어가 제조된다. 상술한 종래의 접착 고정법 즉 접착식 적층코어 제조방법에 의하면 레이저 용접에 비해 비용이 절감될 수 있고 강판이 박판화에 대응할 수 있다.
본 발명은 라미나 부재들을 일체화해서 적층식 코어를 제조하는 접착식 적층코어 제조장치의 코어 라미네이터 및 이를 갖는 접착식 적층코어 제조장치를 제공하는 데 그 목적이 있다.
본 발명의 일 형태는, 내부를 통과하는 라미나 부재들을 복수개씩 일체화해서 적층코어를 형성하는 접착식 적층코어 제조장치의 코어 라미네이터(Core Laminator)를 제공한다. 본 발명의 일 형태에 따른 코어 라미네이트는: 상기 적층코어를 형성하기 위하여, 상기 라미나 부재들의 층간에 존재하는 접착제를 가열해서 상기 라미나 부재들을 복수개씩 일체화하는 중공형의 가열유닛; 상기 가열유닛의 하측에 회전 가능하게 구비되며, 상기 적층코어의 낙하를 방지하기 위해 상기 적층코어에 측압을 가하는 중공형의 핀치 유닛; 상기 가열유닛의 상측에 회전 가능하게 구비되는 실린더와, 상기 실린더의 내부에 고정되어 상기 가열유닛의 상측에서 상기 라미나 부재들을 동축상에 일렬로 정렬시키는 스퀴즈 부재를 포함하는 중공형의 스퀴즈 유닛; 상기 가열유닛의 내부에서 상기 라미나 부재들의 이동을 안내하도록, 상기 가열유닛의 내부에 구비되며, 상기 핀치 유닛과 상기 스퀴즈 유닛에 종동하여 회전 가능한 가이드; 및 상기 실린더와 상기 핀치 유닛을 동시에 선택적으로 등각도 회전시키기 위하여, 상기 스퀴즈 유닛과 상기 핀치 유닛에 연결되는 회전 구동기;를 포함하여 구성된다.
그리고, 상기 스퀴즈 부재는, 상기 가열유닛으로 이동하는 상기 라미나 부재들에 측압을 가해서 상기 라미나 부재들이 상기 스퀴즈 부재의 내부를 억지끼움된 상태로 통과하도록 상기 라미나 부재들을 죔으로써 상기 라미나 부재들의 직진 정렬을 구현한다.
상기 코어 라미네이터는; 상기 스퀴즈 유닛과 상기 가열유닛과 상기 핀치 유닛을 지지하는 하형에 구비되는 냉각 시스템을 더 포함하여 구성되는 것이 바람직하다.
상기 스퀴즈 부재는, 상기 실린더의 내주면에 고정되어 상기 실린더와 일체 거동한다. 상기 스퀴즈 부재는, 상기 실린더의 내부에 고정되며 상하방향으로 관통된 중공형의 스퀴즈 링을 포함하여 구성되고; 상기 스퀴즈 링의 외주면은, 상기 실린더의 내주면에 밀착된다.
상기 스퀴즈 유닛은, 상기 실린더와 상기 스퀴즈 링의 접촉 계면에서 냉각 유체의 나선 유동을 안내하는 냉각유로를 더 포함하여 구성될 수 있으며: 상기 냉각유로는, 상기 냉각 시스템에 연결되어 상기 접촉 계면에 형성되는 상기 냉각 유로의 유입부로부터 배출부까지 상기 냉각 유체의 유동을 안내한다.
상기 냉각유로는; 상기 냉각 유로의 유입부과 배출부를 연결하며, 상기 스퀴즈 링의 상단부에서 하단부까지 나산 방향을 따라 상기 스퀴즈 링의 외주면에 형성되는 나선 냉각홈을 포함할 수 있다.
그리고, 상기 실린더는; 상기 냉각 유체를 공급받기 위해, 상기 실린더의 외주면에 형성되는 순환형의 유체 도입홈과, 상기 냉각 유체를 배출하기 위해, 상기 유체 도입홈과 함께 상기 실린더의 외주면에 형성되며, 상기 유체 도입홈에서 이격된 순환형의 유체 배출홈과, 상기 유체 도입홈에 형성되며, 상기 실린더를 관통해서 상기 냉각유로의 유입부에 연결되는 유체 공급홀과, 상기 유체 배출홈에 형성되며, 상기 실린더를 관통해서 상기 냉각유로의 배출부에 연결되는 유체 배출홀을 포함하여 구성될 수 있다.
상기 냉각 유로의 유입부와 상기 배출부는, 상기 실린더와 상기 스퀴즈 링의 접촉 계면에 상호 이격되게 순환형으로 형성될 수 있다.
상기 실린더의 상단에는 상기 라미나 부재들을 성형하기 위한 블랭킹용 다이가 고정되어 상기 실린더와 일체 거동하며; 상기 냉각 유체가 유동 중에 상기 블랭킹용 다이의 저면에 직접 접촉되도록, 상기 유체 공급홀과 유체 배출홀 중 어느 하나는 상기 실린더의 상단에 형성되는 노출 유로에 연결되고; 상기 노출 유로는 상기 블랭킹용 다이에 의해 덮인다.
상기 실린더의 하단은 상기 가이드의 상단에 마운트(Mount)되고, 상기 가이드의 하단은 상기 핀치 유닛에 마운트될 수 있다.
상기 냉각 시스템은; 상기 스퀴즈 유닛을 냉각시키며 상기 실린더의 회전을 지지하는 제1냉각부와, 상기 가열유닛을 둘러싸는 제2냉각부와, 상기 핀치 유닛을 둘러싸며, 상기 핀치 유닛의 회전을 지지하는 제3냉각부를 포함하여 구성될 수 있다.
그리고, 상기 제1냉각부와 제2냉각부와 제3냉각부에는 각각 냉각 유체의 유동을 안내하는 냉각로가 형성될 수 있다. 상기 제2냉각부는, 상기 가열유닛의 수용홈을 가지며, 상기 가열유닛의 상측면과 외주면을 덮는 고정 블록을 포함하고; 상기 고정 블록의 내부에 상기 냉각로가 형성된다.
상기 회전 구동기는; 상기 실린더에 구비되는 제1풀리와, 상기 핀치 유닛에 구비되는 제2풀리와, 상기 제1풀리 및 제2풀리에 동시에 구동력을 전달하도록, 상기 제1풀리 및 제2풀리에 연결되는 구동 풀리를 포함하여 구성될 수 있다.
본 발명의 다른 일 형태는, 연속적으로 이송되는 소재를 블랭킹(Blanking)해서 적층코어 제조용 라미나 부재들을 순차적으로 형성하는 블랭킹 유닛과, 하형에 구비되어 내부를 통과하는 라미나 부재들을 복수개씩 일체화해서 적층코어를 형성하는 상기 코어 라미네이터(Core Laminator)를 포함하여 구성되는 접착식 적층코어 제조장치를 제공한다.
본 발명에 따른 코어 라미네이터 및 이를 갖는 접착식 적층코어 제조장치에 의하면 의하면 다음과 같은 효과가 있다.
첫째, 본 발명의 일 형태에 의하면, 라미나 부재들이 정렬/적층되는 영역과 라미나 부재들이 열에 의해 일체화되는 영역(접착제 경화영역)과 적층코어를 배출하는 영역이 정밀하게 연동하여 일체적으로 동시에 회전하므로, 적층코어의 두께 편차가 최소화될 수 있고, 정밀도가 높은 인덱스 방식의 적층코어와 스큐 방식의 적층코어의 제조가 가능하다.
둘째, 본 발명의 일 형태에 의하면, 라미나 부재들의 정렬/적층을 구현하는 영역 즉 스퀴즈 유닛의 정밀도가 안정적으로 유지될 수 있으므로, 라미나 부재들의 적층불량의 제품불량이 최소화 또는 방지될 수 있다.
셋째, 본 발명의 일 형태에 의하면, 라미나 부재들을 일체화하는 접착제 경화영역에서 제품의 통로를 형성하는 가이드가, 스퀴즈 유닛 및 핀치 유닛에 종속하여 스퀴즈 유닛 및 핀치 유닛과 함께 동시에 회전하므로, 적층코어의 형성과정에서 라미나 부재의 뒤틀림 현상이 방지될 수 있다.
넷째, 본 발명의 일 형태는, 표면에 접착제가 도포되거나 미리 반경화상태로 코팅된 띠 형상 소재를 이용해서, 라미나 부재들이 소재 매수씩 층간 접착방식으로 일체화된 적층코어를 연속적으로 제조할 수 있다.
다섯째, 본 발명의 일 형태에 의하면, 띠 형상 소재의 블랭킹 공정에 선택적으로 동기하는 층간분할 유닛에 의해 라미나 부재들이 소정 매수마다 층간 분할되므로, 적층코어들의 제조 및 층간 분할이 용이하다.
본 발명의 특징 및 장점들은 후술되는 본 발명의 실시예들에 대한 상세한 설명과 함께 다음에 설명되는 도면들을 참고하여 더 잘 이해될 수 있으며, 상기 도면들 중:
도 1은 본 발명의 일 실시 예에 따른 접착식 적층코어 제조장치의 구조를 소재의 이송방향을 기준으로 개략적으로 나타낸 종단면도;
도 2는 본 발명의 다른 실시 예에 따른 접착식 적층코어 제조장치에 소재가 공급된 상태를 나타낸 도면;
도 3은 도 1 및 도 2에 도시된 접착식 적층코어 제조장치의 블랭킹 유닛과 코어 라미네이터의 구조를 나타낸 종단면도;
도 4는 도 3에 도시된 코어 라미네이터를 개략적으로 나타낸 단면도;
도 5는 도 4에 도시된 코어 라미네이터의 내부(라미네이트홀)에서 적층코어들이 제조되는 과정을 개략적으로 나타낸 단면도;
도 6은 본 발명에 의해 제조 가능한 접착식 적층코어의 일 예와 이를 위한 라미나 부재를 나타낸 사시도;
도 7은 도 4에 도시된 코어 라미네이터를 3영역으로 분리하여 나타낸 단면도;
도 8은 도 7에 도시된 코어 라미네이터의 스퀴즈 유닛과 가열유닛 및 핀치 유닛을 분리하여 나타낸 단면도;
도 9는 도 7에 도시된 코어 라미네이터의 냉각 시스템을 3영역으로 분리하여 나타낸 단면도;
도 10은 도 4에 도시된 스퀴즈 유닛의 스퀴즈 부재를 나타낸 사시도;
도 11은 도 4에 도시된 스퀴즈 유닛의 실린더를 나타낸 사시도와 단면도;
도 12는 도 4에 도시된 핀치 유닛의 일 실시 예를 개략적으로 나타낸 평면도;
도 13은 도 3에 도시된 코어 라미네이터의 회전 메카니즘을 개략적으로 나타낸 도면;
도 14는 도 3에 도시된 코어 라미네이터의 회전 동작을 나타낸 평면도;
도 15는 도 1 및 도 2에 도시된 접착식 적층코어 제조장치의 층간분할 유닛의 일 실시 예를 나타낸 도면;
도 16은 도 15에 도시된 층간분할 유닛에 의해 소재에 층간분할용 돌기가 형성되는 과정을 나타낸 도면;
도 17은 도 15에 도시된 돌기 성형유닛의 돌기 성형툴이 후퇴(하강)한 상태를 나타낸 도면;
도 18은 도 15에 도시된 접착식 적층코어 제조장치에 의해 성형되는 라미나 부재들의 적층상태를 나타낸 도면;
도 19는 도 9에 도시된 적층코어의 일 예를 제조하는 공정순서를 나타낸 도면;
도 20은 본 발명의 또 다른 실시 예에 따른 접착식 적층코어 제조장치를 나타낸 도면;
도 21은 도 20에 도시된 접착식 적층코어 제조장치의 층간분할 유닛을 나타낸 도면; 그리고
도 22는 도 20에 도시된 접착식 적층코어 제조장치에 의해 성형되는 라미나 부재들의 적층상태를 나타낸 도면;이다.
이하, 본 발명의 목적이 구체적으로 실현될 수 있는 본 발명의 바람직한 실시예가 첨부된 도면을 참조하여 설명된다. 본 실시예를 설명함에 있어서, 동일 구성에 대해서는 동일 명칭 및 동일 부호가 사용되며 이에 따른 부가적인 설명은 하기에서 생략된다.
본 발명의 일 실시 예는 소정 매수 즉 기설정된 매수의 라미나 부재들을 층간 접착방식으로 일체화해서 적층코어를 형성하는 코어 라미네이터(Core Laminator) 및 이를 갖는 접착식 적층코어 제조장치이다. 본 실시 예에 따른 접착식 적층코어 제조장치는, 연속적으로 이송되는 예를 들면 기설정된 1피치의 거리씩 이송되는 띠 형상의 소재를 블랭킹(Blanking)해서 소정 형상의 라미나 부재들을 형성하고, 상기 라미나 부재들을 층간접착 방식으로 일체화함으로써 모터나 발전기 등의 코어를 제조하는 코어 제조장치이다.
다시 말해서, 본 실시 예에 따른 코어 라미네이터는, 블랭킹에 의해 형성되는 소정 형상의 라미나 부재들을 층간 접착에 의해 일체화함으로써 접착식 적층코어를 형성하는 적층장치이며, 본 실시 예에 따른 접착식 적층코어 제조장치는 블랭킹을 위한 블랭킹 유닛과 상기 코어 라미네이터를 포함하는 코어 제조장치이다.
보다 구체적으로, 본 발명의 일 실시 예는, 라미나 부재들을 층간의 접착제로 일체화해서 하나의 덩어리로 적층 구조의 코어 즉 적층코어를 제조하는 데 사용되는 장치로서, 예를 들면, 표면에 접착제층이 코팅된 띠 형상의 소재(접착제층이 표면 코팅된 코어 제조용 강판)을 공급받아서 상술한 코어 즉 적층코어를 제조하거나, 접착제가 도포되지 않은 띠 형상의 소재를 공급받은 후에 상기 소재의 표면에 접착제를 도포하고 적층코어를 제조할 수 있는 접착식 적층코어 제조용 코어 라미네이터 및 이를 갖는 코어 제조장치에 관한 것이다. 상기 적층코어는 고정자 또는 회전자용 철심의 적어도 일부분을 이룬다.
먼저, 도 1 내지 도 6을 참조하여, 본 발명의 일 실시 예에 따른 코어 라미네이터 및 이를 갖는 접착식 적층코어 제조장치가 설명된다. 본 발명의 일 실시 예에 따른 접착식 적층코어 제조장치는, 띠 형상의 소재(S)를 통과시키면서 소정 형상의 라미나 부재(L)들을 순차적으로 형성하고, 층간 접착에 의해 소정 매수씩 일체화된 라미나 부재들을 포함하는 적층코어(C)들을 순차적으로 제조할 수 있는 프레스 시스템을 기반으로 한다.
도 1 내지 도 7을 참조하면, 본 실시 예에 따른 코어 라미네이터(100)는, 라미나 부재를 층간 접착방식으로 일체화해서 적층코어를 형성한다. 그리고 상기 접착식 적층코어 제조장치(이하 '코어 제조장치'라 칭함)는, 상기 코어 라미네이터(100)와 블랭킹 유닛(200)을 포함하여 구성된다.
상기 블랭킹 유닛(200)은, 연속적으로 이송되는 소재(S), 예를 들면 모터 코어 제조용 강판 스트립을 블랭킹해서 상기 라미나 부재(L)들을 순차적으로 형성하는 구성으로서, 상기 소재(S)를 블랭킹해서 상기 라미나 부재(L)들을 순차적으로 상기 코어 라미네이터(100)에 투입한다.
그리고, 상기 코어 라미네이터(100)는 상기 블랭킹 유닛(200)에 의해 순차적으로 형성되는 라미나 부재(L)들을 통과시키면서 일체화하며, 보다 구체적으로는 라미나 부재(L)들의 층간에 존재하는 접착제를 가열해서 복수 매의 라미나 부재(L)들을 하나의 덩어리로 일체화한다.
본 실시 예에 따른 코어 라미네이터(100)는, 가열유닛(110; Heating Unit)과 핀치 유닛(120; Pinching Unit)과 스퀴즈 유닛(130; Squeezing Unit)과 가이드(140; Guide) 및 회전 구동기(150)를 포함하여 구성된다.
상기 가열유닛(110)은, 상기 적층코어를 형성하기 위하여, 상기 라미나 부재들의 층간에 존재하는 접착제를 가열해서 상기 라미나 부재(L)들을 복수개씩 일체화하는 중공형의 구성이다.
그리고, 상기 핀치 유닛(120)은, 상기 가열유닛(110)의 하측에 회전 가능하게 구비되며, 상기 적층코어(C)의 낙하를 방지하기 위해 상기 적층코어(C)에 측압을 가하는 중공형의 구성이다. 즉, 상기 핀치 유닛(120)은 상기 가열유닛(110)의 아래에서 상기 적층코어(C)를 잡아주는 구성이다.
다음으로, 상기 스퀴즈 유닛(130)은 중공형의 구성으로서, 상기 가열유닛(110)의 상측에 회전 가능하게 구비되는 실린더(131)와, 상기 실린더(131)의 내부에 고정되는 중공형의 스퀴즈 부재(132)를 포함하여 구성된다.
상기 스퀴즈 부재(132)는, 상기 라미나 부재(L)들이 상기 스퀴즈 부재의 내부공간에서 동축상에 일렬로 적층되도록, 상기 가열유닛(110)의 상측에서 상기 라미나 부재(L)들을 일렬로 정렬시킨다. 보다 구체적으로, 상기 스퀴즈 부재(132)는, 상기 가열유닛(110)으로 이동하는 상기 라미나 부재(L)들에 측압을 가한다.
다시 말해서, 상기 라미나 부재(L)들이 상기 스퀴즈 부재(132)의 내부를 억지끼움된 상태로 통과하도록, 상기 스퀴즈 부재(132)가 상기 라미나 부재(L)들의 외곽을 죔으로써 상기 라미나 부재(L)들의 직진 정렬을 구현한다. 본 실시 예에서, 상기 라미나 부재(L)들은, 상기 블랭킹 유닛(200)에 의해 아래로 밀려서 상기 코어 라미네이터(100)의 내부(라미네이트 홀; 100a)를 1스텝(라미나 부재 1매의 두께와 동일함)씩 통과한다. 상기 스퀴즈 부재(132)와 가이드(140)와 핀치 유닛(120)이 상기 라미네이트 홀(100a)을 형성한다.
상기 가이드(140)는, 상기 가열유닛의 내부에 구비되어 상기 가열유닛(110)의 내부에서 상기 라미나 부재(L)들의 이동을 안내하며, 상기 핀치 유닛(120)과 상기 스퀴즈 유닛(130)에 종동하여 회전 가능한 구성이다.
그리고, 상기 회전 구동기(150)는, 상기 실린더(131)와 상기 핀치 유닛(120)을 동시에 선택적으로 등각도 회전시키기 위하여, 상기 스퀴즈 유닛(130)과 상기 핀치 유닛(120)에 연결된다.
상기 코어 라미네이터(100)가 설치되는 하형(20), 즉 상기 스퀴즈 유닛(130)과 가열유닛(110)과 핀치 유닛(120)을 지지하는 하형(20)에는 냉각 시스템(160)이 구비된다.
상기 냉각 시스템(160)은, 상기 스퀴즈 유닛(130)을 냉각시키며 상기 실린더(131)의 회전을 지지하는 제1냉각부(160A)와, 상기 가열유닛(110)을 둘러싸는 제2냉각부(160B)와, 상기 핀치 유닛(120)을 둘러싸며 상기 핀치 유닛(120)의 회전을 지지하는 제3냉각부(160C)를 포함하여 구성될 수 있다.
상기 스퀴즈 부재(132)는, 상기 실린더(131)의 내주면에 고정되어 상기 실린더(131)와 일체 거동한다. 예를 들면, 상기 스퀴즈 부재(132)는, 상기 실린더(131)의 내부에 고정되며 상하방향으로 관통된 중공형의 링(Ring) 형상 구조물(스퀴즈 링)로 이루어질 수 있다. 상기 스퀴즈 링의 외주면이 상기 실린더(131)의 내주면에 면접상태로 밀착 예를 들면 압입방식으로 억지끼움됨으로써, 상기 스퀴즈 링이 상기 실린더(131)의 내부에 고정될 수 있으나 상기 스퀴즈 부재(132)의 고정방식이 이에 한정되는 것은 아니다.
이하, 상기 코어 라미네이터(100)의 일 실시 예가 첨부된 도면들을 참조하여 보다 구체적으로 설명된다.
상기 코어 라미네이터(100)의 내부 공간, 즉 상기 라미네이트홀(100a)은 상기 라미나 부재(L)들이 상하방향으로 적층되고 연속적으로 이동하면서 일체화되는 공간으로서, 본 실시 예에서는 상기 코어 라미네이터(100)에 상하방향으로 관통 형성된다.
상기 가열유닛(110)은 상기 라미나 부재(L)들의 층간에 존재하는 접착제를 가열하는 장치로서, 본 실시 예에서는 고주파 유도 가열에 의해 접착제를 경화시킴으로써 피가열물 즉 복층 라미나 부재(L)들을 일체화하는 고주파 유도 가열기로 구성된다. 상기 고주파 유도 가열 그 자체는 공지된 것으므로 그에 대한 부가적인 설명은 생략되며, 본 발명은 라미나 부재들의 층간에 존재하는 접착제를 효율적으로 경화시키고 주변품에 대한 열적 영향을 최소화하는 방법으로서 고주파 유도 가열을 개시한다.
상기 가열유닛(110)은 상하방향으로 관통된 중공형 구조물로서, 상기 가열유닛(110)의 내부에는 상기 라미나 부재들을 통과시키는 동시에 접착제의 경화공간을 이루는 경화홀이 형성되며, 상기 경화홀에 상기 라미나 부재(L)들의 이동을 안내하는 가이드(140)가 구비되고, 상기 가이드(140)는 고주파 유도 가열에 의한 영향을 받지 않도록 비전도성 재질 보다 구체적으로는 엔지니어링 세라믹(Engineering Ceramics) 재질을 갖는 것이 바람직하다.
상기 가이드(140)는, 링 타입(Ring Type) 또는 배럴 타입(Barrel Type) 등과 같이 내부가 빈 일체형의 블록 구조 또는 가열유닛의 내부에 상호 이격되게 설치되는 분할형 구조 모두 가능하다. 그리고, 피가열물(라미나 부재들)과 적층 가이드(140)의 열팽창 및 상기 가이드(140)의 원활한 회전 등을 고려하여, 상기 가열유닛(110)의 내주면과 상기 가이드(140)의 사이에 틈새(Gap)가 형성되는 것이 좋다.
그리고, 상기 핀치 유닛(120)은, 상기 가열유닛(110)에서 하방으로 배출되는 제품, 즉 상기 라미나 부재(L)들의 일체화에 의해 형성되는 적층코어(C)가 상기 가열유닛(110)을 통과하면서 순간적으로 낙하하는 것을 방지한다. 이를 위하여, 상기 핀치 유닛(120)은 상기 가열유닛(110)의 하측에 구비되며, 상기 적층코어(C)에 측압을 가해서 상기 적층코어(C)의 급락을 방지한다.
상기 스퀴즈 유닛(130), 특히 상기 스퀴즈 부재(132)는 상기 가열유닛(110)의 상측에서 상기 가열유닛(110)를 향해 아래로 이동하는 라미나 부재(L)들의 측면에 압력(측압)을 가해서 상기 라미나 부재(L)들을 죄고, 상기 라미나 부재(L)들의 정렬적층을 유도한다.
보다 구체적으로 설명하면, 상기 스퀴즈 부재(132)는, 상기 소재(S)의 블랭킹에 의해 순차적으로 형성되는 라미나 부재들(L)이 상기 라미네이트홀(100a)의 입구 부분 즉 상기 가열유닛의 상측에서 정렬된 상태로 적층되도록, 상기 라미나 부재(L)들에 측압을 가하는 구성으로서, 상기 라미나 부재(L)들이 순차적으로 상기 스퀴즈 부재(132)의 내부에 진입하면서 상기 스퀴즈 부재(132)의 내부에 억지끼움된 상태로 적층된다. 다시 말해서, 상기 스퀴즈 부재(132)는 상기 라미나 부재(L)들의 외곽을 죄서 상기 라미네이트홀(100a)에 투입되는 라미나 부재들을 상기 라미네이트 홀의 입구영역에서 미리 동축상에 직선 정렬시킨다.
본 실시 예에서, 상기 스퀴즈 부재(132)는 상기 가열유닛(110)의 상측에서 라미나 부재(L)들을 일직선으로 정렬시킨다. 그리고, 상기 라미나 부재(L)들은 상기 스퀴즈 부재(132)에 의해 정렬된 상태로 적층되고, 상기 스퀴즈 부재(132)를 거쳐서 상기 고주파 유도 가열기 즉 상기 가열유닛(110)의 내부로 진입한다. 상기 스퀴즈 부재(132)는 금형 특수강 예를 들면 SKD-11 등으로 제조될 수 있다.
한편, 그리고, 상기 블랭킹 유닛(200)은 상기 소재를 블랭킹(Blanking)해서 상기 라미나 부재(L)들을 순차적으로 형성하고, 상기 라미나 부재(L)들을 상기 코어 라미네이터(100)의 내부 특히 상기 스퀴즈 부재(132)의 내부에 순차적으로 공급해서 적층시킨다.
본 실시 예에서 상기 블랭킹 유닛(200)은, 상형(10)에 구비되는 블랭킹용 펀치(Punch; 210)와, 하형(20)에 구비되는 블랭킹용 다이(Die; 220)를 포함하여 구성된다. 상기 블랭킹 유닛(200)은, 상기 블랭킹용 펀치(210)와 블랭킹용 다이(220) 사이를 1피치씩 연속적으로 통과하는 소재(S)를 블랭킹해서 소정 형상의 라미나 부재(L)를 형성한다.
상기 라미나 부재(L)는 상기 소재(S)의 블랭킹에 의해 제조되는 단일 층의 얇은 시트를 말한다. 그리고 상기 적층코어(C)는 모터나 발전기 등과 같은 장치에서 고정자 또는 회전자의 적어도 일부분을 이루는 구성이다.
상기 블랭킹용 펀치(210)는, 상기 하형(20)과 마주하며 승강 가능한 상형(10), 보다 구체적으로, 상기 상형의 상부 프레임(11)에 구비된다. 그리고, 상기 블랭킹용 다이(220)는 상기 블랭킹용 펀치(210)와 마주하는 블랭킹 홀(221)을 가진다.
본 실시 예에서, 상기 블랭킹용 다이(200)는 상기 하형(20) 보다 구체적으로 다이 프레임(22)에 구비되며, 상기 코어 라미네이터(100)의 상측에 적층된다. 상기 라미나 부재(L)의 형상은 상기 블랭킹용 다이(220)의 형상, 보다 구체적으로 상기 블랭킹 홀(221)의 형상에 의해 결정됨은 자명하다.
상기 블랭킹용 펀치(210)는 상기 소재(S)가 기설정된 1피치(Pitch) 이동할 때마다 상기 상형(10)에 의해 1회씩 승강한다. 다시 말해서, 상기 소재(S)는, 프레스의 1스트로크(Stroke) 즉 상기 블랭킹용 펀치(210)의 1스트로크마다 상기 상형(10)과 하형(20) 사이를 1피치씩 통과하며, 블랭킹 공정 이전에 소정의 타이밍(Timing)마다 돌기 성형이 이루어진다.
상기 스퀴즈 부재(132)는 상기 블랭킹용 다이(220)와 동축상에 구비되도록 상기 블랭킹용 다이(220)의 하측에 적층되고, 상기 스퀴즈 부재(132)의 아래에는 상기 가열유닛(110)이 설치된다.
도 2 및 도 5에는, 상기 라미나 부재(L)가 상기 블랭킹용 다이(220)와 스퀴즈 부재(132)보다 작게 표현되어 있으나, 양자의 크기가 실질적으로 동일하다는 것은 본 기술분야에서 자명한 내용이며, 상기 블랭킹용 다이(220)의 형상 즉 블랭킹 홀의 형상 및 크기와 동일한 라미나 부재가 형성되고, 상기 라미나 부재(L)들은 둘레가 상기 라미네이트 홀(100a)의 내주면 특히 상기 스퀴즈 부재(132)에 밀착되어 하측으로 통과한다. 참고로, 도 2 및 도 5에 도시된 라미나 부재들의 적층구조에서 점선은 층간 접착이 이루어지는 부분이고, 실선은 층간분할이 이루어지는 부분이다.
상기 스퀴즈 부재(132)는 상기 라미나 부재들의 순차적 적층을 위해 상기 라미나 부재(L)들의 측면(예를 들면 테두리)을 지지하고 라미나 부재(L)들의 적층 정렬불량 즉 배열 불량을 방지하는 부분으로서, 상기 블랭킹용 다이(220)의 내부홀 즉 블랭킹 홀과 동일한 형상으로 관통된 스퀴즈 링(Squeeze Ring)으로 구성될 수 있다.
예를 들면, 도 6에 도시된 적층코어를 제조하는 경우, 상기 스퀴즈 부재(132)는 상하방향으로 관통된 원통형의 링 구조로 형성될 수 있으나, 이에 한정되는 것은 아니다.
상술한 바와 같이, 상기 블랭킹 유닛(200)은 소재를 블랭킹하고, 상기 코어 라미네이터(100)는 블랭킹에 의해 순차적으로 제조되는 라미나 부재(L)들을 일체화하는 장치로서, 상기 블랭킹용 다이(220)의 하측에는 상기 블랭킹 유닛(200)에 의해 순차적으로 적층되는 상기 라미나 부재(L)들을 통과시키면서 일체화하는 적층홀 즉 상술한 라미네이트 홀(100a)이 동축상에 구비된다.
그리고, 상기 핀치 유닛(120)은, 상기 핀치 유닛의 내부를 통과하는 제품(적층코어)에 측압을 가해서 상기 가열유닛(110)에서 아래로 이동하는 제품(C)의 정렬을 도우며 제품 즉 적층코어(C)의 급격한 낙하를 방지한다.
상기 핀치 유닛(120)는, 핀치 블록(121)과 상기 핀치 블록(121)을 탄력적으로 지지하는 탄성 부재 즉 핀치 스프링(122)을 포함하며, 상기 가열유닛(110)에서 나오는 적층코어(C)의 측면(테두리)을 잡아서, 상기 적층코어(C)가 가열유닛(110)를 통과한 후에 상기 라미네이트 홀(100a)의 바닥으로 급히 낙하하는 것을 방지한다.
도 12를 참조하면, 상기 핀치 블록(121)은 상기 라미네이트 홀(100a)에 복수개가 상기 적층코어(C)의 둘레를 따라 상호 분할된 형태로 이격 배치되며, 예를 들어 상기 라미네이트 홀(100a)에 일정 각도 단위로 복수개가 설치된다. 상기 핀치 블록(121)은 무빙 타입(Moving Type)과 제자리에 고정되는 고정 타입이 모두 가능하나 열팽창을 고려하여 무빙 타입이 바람직하다. 도 12에서 핀치 스프링(122)이 생략되고 핀치 블록(121)이 움직이지 않도록 제자리에 고정된 구조가 되면 고정 타입 핀치 블록이 된다.
상기 핀치 블록(121)은, 상기 적층코어(C)의 둘레를 따라 복수의 위치에 이격되에 배치되며, 상기 핀치 스프링(122) 즉 탄성 부재에 의해 탄력 지지되므로 상기 적층코어(C)에 탄력적 측압을 가할 수 있다.
상기 블랭크 다이(220)와 스퀴즈 부재(132)와 가이드(140)와 핀치 유닛(120)는 상기 하형(10)의 라미네이터 설치홀에 상하방향으로 배치되어서 상술한 라미네이트 홀(100a)을 형성하며, 상기 라미네이트 홀(100a)의 바닥에는 적층 및 경화과정을 거쳐서 배출되는 제품(적층코어; C)의 밑면을 받치는 취출 받침(300)이 승강 가능하게 구비된다.
상기 취출 받침(300)은 상기 라미네이트 홀(100a)에서 가장 아래에 존재하는 적층코어(C)의 밑면을 받친 상태로 하강하며, 상기 취출 받침(300)이 상기 라미네이트 홀의 바닥에 이르면 취출 실린더(도시되지 않음)가 상기 적층코어(C)를 제품 취출 통로를 향해 옆으로 밀어서 제품의 취출을 돕는다. 그 후 상기 취출 받침(300)이 다시 상승해서 후속 적층코어를 받치는 과정을 되풀이한다.
상기 코어 라미네이터(100)에서는 상기 가열유닛(110)에 의해 고열이 발생하고, 상기 가열유닛(110)에 의해 발생되는 고열에 의해 하형(20)과 블랭킹용 다이(220)와 스퀴즈 부재(132)등의 구성들이 열팽창될 수 있으며, 이로 인해 라미나 부재(L)들의 형상이나 크기에 편차가 발생하고 라미나 부재(L)들의 적층 불량이 발생할 수 있다.
본 실시 예에서는, 상기 코어 라미네이터(100)을 위해 상기 하형(20)에 냉각 시스템(160)이 적용된다. 상기 냉각 시스템(160)은, 도 9에 도시된 바와 같이, 상기 스퀴즈 유닛(130)을 냉각시키며 상기 실린더의 회전을 지지하는 제1냉각부(160A)와, 상기 가열유닛(110)을 둘러싸는 제2냉각부(160B)와, 상기 핀치 유닛을 둘러싸는 제3냉각부(160C)를 포함하여 구성된다.
도 7 내지 도 11을 참조하면, 상기 스퀴즈 부재(132)는 회전 가능한 실린더(131)의 내부에 고정되어 상기 실린더(131)와 일체 거동한다. 다시 말해서, 상기 실린더(131)와 상기 스퀴즈 부재(132)가 일체로 회전한다.
본 실시 예에서는, 상기 스퀴즈 부재(132)의 외주면 즉 상기 스퀴즈 링(이하 '스퀴즈 부재'와 동일한 도면 부호가 적용됨)의 외주면이 상기 실린더(131)의 내주면에 밀착되며, 상기 실린더(131)와 상기 스퀴즈 링(132)의 접촉 계면에는 상기 스퀴즈 유닛(130)의 냉각을 위한 냉각유로(133)가 형성된다.
상기 스퀴즈 유닛의 냉각유로(133)는 상기 실린더(131)와 상기 스퀴즈 링(132)의 접촉 계면에서 냉각 유체(이하 '제1냉각 유체'라 칭함)의 나선 유동을 안내한다. 상기 냉각유로(133)는 상기 냉각 시스템(160)에 연결되어 상기 제1냉각 유체의 유동을 안내한다.
상기 실린더(131)와 상기 스퀴즈 링(132)의 접촉 계면에는 상기 냉각유로의 유입부(133a)와 배출부(133b)가 일정 거리 떨어진 위치에 형성되며, 상기 제1냉각 유체는 상기 접촉 계면에서 나선 유동하면서 상기 스퀴즈 부재(132) 더 나아가 상기 실린더(131)의 냉각을 구현한다.
상기 냉각유로(133)는, 상기 냉각유로의 유입부(133a)와 배출부(133b)를 연결하도록, 상기 실린더(131)의 내주면 및/또는 상기 스퀴즈 부재(132)의 외주면에 형성되는 나선 냉각홈(133c)을 포함하여 구성될 수 있다.
본 실시 예에서 상기 나선 냉각홈(133c)은 상기 스퀴즈 링(132)의 외주면에 형성되며, 상기 냉각유로의 유입부(133a)와 배출부(133b)를 연결하고 상기 스퀴즈 링(132)의 표면에서 냉각 유체의 나선 유동을 형성하나, 이에 한정되는 것은 아니며 상술한 바와 같이 상기 실린더(131)의 내주면에 형성될 수도 있다.
상기 나선 냉각홈(133c)을 따라 상기 냉각 유체가 유동하면서 상기 스퀴즈 부재(132) 즉 상기 스퀴즈 링의 과열을 방지하고, 상기 스퀴즈 링의 열팽창을 억제한다.
본 실시 예에서 상기 냉각유로의 유입부(133a)와 배출부(133b)는 폐루프 형상 즉 순환형으로서 상기 스퀴즈 링(132)의 외주면에 둘레를 따라 각각 형성된다. 보다 구체적으로, 상기 스퀴즈 링(132)의 상부 외부면과 하부 외주면에 각각 순환형의 홈(Groove)이 형성된다.
상기 스퀴즈 링(132)의 상부 외부면과 하부 외주면에 형성되는 순환형의 홈들 중 어느 하나가 상기 유입부(133a)로 적용되고, 다른 하나는 상기 배출부(133b)로 적용될 수 있다. 본 실시 예에서 상기 유입부(133a)는 상기 스퀴즈 링(132)의 하단에 환형으로 형성되고, 상기 배출부(133b)는 상기 스퀴즈 링(132)의 상단에 환형으로 형성되나, 그 반대의 배치구조 즉 상기 스퀴즈 링의 상단 외주면에 상기 배출부가 형성되고 하단 외주면에 상기 유입부가 형성되는 구조도 가능하다. 상기 냉각 유체로는 공기가 적용되나 이에 한정되는 것이 아님은 당연하다.
상기 코어 라미네이터(100)의 스퀴즈 유닛(130)과 가이드(140) 및 핀치 유닛(120)은, 적층코어의 두께 균일화를 위해, 상기 하형(20)에 회전 가능하게 구비된다. 상기 스퀴즈 유닛(130)과 가이드(140) 및 핀치 유닛(120)은 소정 각도 단위, 예를 들면 소정의 타이밍마다 120°씩 동시에 일체로 회전하면서 상기 적층코어(C)의 부분별 두께 편차를 감소시키고 직각도와 평탄도 등을 향상시킨다.
본 실시 예에서, 상기 스퀴즈 부재(132)는 상기 실린더(131)의 내부에 고정되며, 상기 실린더(131)는 상기 하형(20)에 고정되는 제1냉각부(160A), 보다 구체적으로 상부 고정블록(161)에 의해 회전 가능하게 설치된다. 상기 상부 고정블록(161)은 상기 하형(20)에 고정식으로 내설되며, 상기 실린더(131)는 상부 고정블록(161)의 내부에 회전 가능하게 구비된다.
상기 스퀴즈 부재(132)는 상기 실린더(131)와 함께 회전하며, 상기 상부 고정블록(161)의 내측에는 상기 실린더(131)을 회전 가능하게 지지하는 상부 베어링(B1, B2)이 구비된다.
본 실시 예에서의 상부 고정블록(161)은 복수의 몸체가 적층/조립된 구조이나 이에 한정되는 것은 아니다. 상기 실린더(131)은 내부가 빈 원통형으로서, 상기 실린더(131)의 상단에는 상기 실린더(131)의 외측으로 돌출된 상부 플렌지(131f)가 형성되고, 상기 실린더(131)의 하단은 상기 실린더(131)의 내측으로 돌출된다.
보다 구체적으로 설명하면, 상기 상부 플렌지(131f)는 상기 블랭킹용 다이(220)의 저면에 면접촉하고, 상기 실린더(131)의 하단은 상기 스퀴즈 부재(132)의 하단을 감싼다. 상기 스퀴즈 부재(132)는 상기 실린더(131)의 내부에 압입되어서 고정되며, 상기 실린더(131)의 상단에는 상기 블랭킹용 다이(220)가 동축상에 고정된다. 따라서 상기 블랭킹용 다이(220)는 상기 스퀴즈 유닛(130)과 일체로 회전하며, 볼트(Bolt; 도시되지 않음) 등의 체결부재에 의해 상기 실린더(131)에 고정될 수 있다.
그리고, 상기 상부 고정블록(161)은, 상기 실린더(131)의 상부를 회전 가능하게 지지하는 상부 지지체(161a)와, 상기 실린더(131)의 하부를 회전 가능하게 지지하는 하부 지지체(161b)와, 상기 상부 지지체(161a)와 하부 지지체(161b) 사이에 구비되어 상기 상부 지지체(161a)의 하중을 지지하는 중간 지지체(161c)를 포함한다.
본 실시 예에서는, 상기 상부 고정블록(161)은 다이 홀더(23)에 구비되며, 상기 상부 지지체(610)의 내측면과 상기 실린더(131)의 상부 외측면 사이에 상기 제1상부 베어링(B1)이 구비되고, 상기 하부 지지체(161b)의 내측면과 상기 실린더(131)의 하부 외측면 사이에도 제2상부 베어링(B2)이 구비된다.
상기 상부 플렌지(131f)와 상기 상부 지지체(610)의 사이 틈새는 실링(Sealing)되어서, 상기 스퀴즈 부재(132)의 냉각 유체(본 실시 예에서는 공기)가 누설되는 것을 방지한다.
상기 냉각 시스템(160)에는 냉각 유체(이하 '제2냉각 유체'라 칭함)가 흐르는 냉각로가 구비된다. 상기 제1냉각 유체와 제2냉각 유체는 동일할 수도 있고 다를 수도 있다.
보다 구체적으로 설명하면, 상기 제1냉각부(160A)에는 상기 제2냉각 유체가 흐르는 냉각로(161d)가 형성된다. 상기 제1냉각부의 상부 고정블록(161)에 상기 냉각로(161d)가 구비된다. 본 실시 예에서 상기 냉각로(161d)는 상기 하부 지지체(161b)에 형성되며, 물의 순환에 의해 상기 상부 고정블록(161)을 냉각시키는 수냉식이나, 오일(Oil)이나 공기(Air) 등의 다른 냉각 유체의 사용도 가능하며, 상기 상부 지지체(610)와 중간 지지체(630)에도 냉각로가 적용될 수 있다.
그리고, 상기 상부 고정블록(161)에는, 상기 스퀴즈 부재의 나선 냉각홈(133c)에 상기 제1냉각 유체를 공급하기 위한 유체 공급부(161e)와, 상기 스퀴즈 부재의 나선 냉각홈(133c)에서 상기 제1냉각 유체를 배출하기 위한 유체 배출부(161f)가 구비된다.
본 실시 예에서 상기 제1냉각 유체는 공기이며, 상기 유체 공급부(161e)는 냉각용 공기를 공급하기 위한 에어 공급부이다. 그리고 상기 유체 배출부(161f)는, 공기를 배출하는 에어 배출부이다.
그리고, 본 실시 예에서 상기 에어 공급부(161e)는 상기 하부 지지체(161b)에 구비되어 상기 스퀴즈 부재(132)의 외주면에 형성된 상기 냉각유로의 유입부(133a)에 공기를 도입한다. 그리고 상기 에어 배출부(161f)는 상기 상부 지지체(161a)에 구비되며, 상기 스퀴즈 부재(132)의 상부에서 배기를 구현한다.
보다 구체적으로 설명하면, 상기 스퀴즈 부재(132)의 하부 홈 즉 상기 유입부(133a)에 공급되는 냉각용 공기는, 상기 나선 냉각홈(133c)을 따라 나선 유동하여 상기 스퀴즈 부재의 상부 홈 즉 상기 냉각유로의 배출부(133b)로 유동하면서 상기 스퀴즈 부재(132)와 열교환을 이룬다.
그리고, 상기 실린더(131)는, 유체 도입홈(131a)과 유체 배출홈(131b)과 유체 공급홀(131c) 및 유체 배출홀(131d)을 포함하여 구성된다. 그리고 상기 제1냉각 유체, 보다 구체적으로 상기 냉각용 공기가 유동 중에 상기 블랭킹용 다이(220)의 저면에 직접 접촉되도록, 상기 유체 공급홀(131c)과 유체 배출홀(131d) 중 어느 하나는 상기 실린더(131)의 상단에 형성되는 노출 유로(131e)에 연결되고, 상기 노출 유로(131e)는 상기 블랭킹용 다이(220)에 의해 덮인다.
상기 유체 도입홈(131a)은, 상기 냉각 유체를 실린더(131)의 내측으로 공급받기 위해, 상기 실린더(131)의 외주면에 순환형으로 형성된다. 그리고, 상기 유체 배출홈(131b)은, 상기 유체 도입홈(131a)과 함께 상기 실린더(131)의 외주면에 순환형으로 형성된다.
상기 유체 배출홈(131b)은 상기 유체 도입홈(131a)에서 일정거리 이격된 위치에 형성된다. 그리고, 상기 유체 공급홀(131c)은 상기 유체 도입홈(131a)에 형성되며, 상기 실린더(131)를 관통해서 상기 냉각유로의 유입부(133a)에 연결된다. 다음으로, 상기 유체 배출홀(131d)은 상기 유체 배출홈(131b)에 형성되며, 상기 실린더(131)를 관통해서 상기 냉각유로의 배출부(133b)에 연결된다.
본 실시 예에서는, 상기 실린더(131)의 하부 외주면에 폐루프를 이루는 유체 도입홈(131a)이 상기 실린더(131)의 둘레를 따라 순환형으로 형성된다. 그리고, 상기 유체 도입홈(131a)에는 상기 실린더(131)의 내부로 공기가 도입되도록 상기 실린더(131)을 관통하는 유체 공급홀(131c)이 형성된다. 상기 유체 공급홀(131c)은 상기 나선 냉각홈(133c)의 하단부, 보다 구체적으로는 상기 냉각유로의 유입부(133a)와 연통한다.
그리고 상기 실린더(131)의 상부 외주면, 예를 들면 상기 상부 플렌지(131f)의 외주면에는 폐루프를 이루는 유체 배출홈(131b)이 상기 실린더(131)의 둘레를 따라 순환형으로 형성되고, 상기 유체 배출홈(131b)에는 상기 실린더(131)을 관통하는 상기 유체 배출홀(131d)이 형성된다. 상기 유체 배출홀(355)은 상기 나선 냉각홈(341)의 상단부, 보다 구체적으로는 상기 냉각유로의 배출부(133b)와 연통한다.
본 실시 예에 따르면, 상기 유체 공급홀(131c)은 상기 스퀴즈 부재에 형성된 하부 홈 즉 유입부(133a)에 연결되고, 상기 유체 배출홀(131d)은 상기 스퀴즈 부재에 형성된 상부 홈 즉 배출부(131b)에 연결된다. 따라서, 본 실시 예에서는 제1냉각 유체가 상기 실린더(131)의 하부로 공급된 후 상기 실린더(131)의 상부에서 배출된다. 그러나, 상기 제1냉각 유체가 상기 실린더(131)의 상부로 공급된 후 상기 실린더(131)의 상부에서 배출되도록 냉각 유체의 유동이 역방향으로 구현될 수도 있다.
본 실시 예에서 상기 유체 도입홈(131a)은 상기 냉각유로의 유입부(133a)와 동일 높이에 수평하게 형성되고, 상기 유체 배출홈(131b)은 상기 냉각유로의 배출부(133b)와 동일 높이에 수평하게 형성되며, 상기 유체 공급홀(131c)과 유체 배출홀(131d)은 상기 실린더(131)을 가로로 수평하게 관통한다. 상기 유체 공급홀(131c)과 유체 배출홀(131d)은 각각 상기 실린더(131)에 복수개씩 형성될 수 있다.
상술한 바와 같이 상기 실린더(131)의 하부 외주면과 상부 외주면에 각각, 폐루프를 이루는 환형의 유체 도입홈(131a)과 유체 배출홈(131b)이 형성되므로, 상기 실린더(131)이 회전하더라도, 상기 에어 공급부(161e)와 에어 배출부(161f)가 상기 유체 도입홈(131a)과 유체 배출홈(131b)에 상시 연결될 수 있으므로, 제1냉각 유체 즉 공기의 도입과 배출이 안정적으로 이루어질 수 있다.
본 실시 예에서는, 상기 하부 지지체(161c)에 상기 에어 공급부(161e)로부터 상기 유체 도입홈(131a)으로 공기를 안내하는 급기홀이 형성되고, 상기 상부 지지체(161a)에는 상기 유체 배출홈(131b)에서 외부로 공기 배출을 위한 배기홀이 관통 형성된다.
상기 스퀴즈 부재(132)의 외주면에서 냉각용 공기가 상기 유체 배출홀(131d)을 통해 상기 실린더(131)의 외부로 배출될 때, 상기 냉각용 공기가 상기 블랭킹용 다이(220)와 직접 열교환하도록, 상기 실린더(131)의 상단에는 상술한 노출 유로(131e)가 형성된다. 즉, 본 실시 예에서는 상기 냉각용 공기가 상기 실린더(131)의 내부에서 외부로 배출되면서 상기 블랭킹용 다이(220)와 접촉되어 열교환을 하게 된다.
상기 노출 유로(131e)는 상측이 개방된 구조로서, 상기 실린더(131)의 상단, 보다 구체적으로 상기 실린더(131)의 내주면 상단에 원주 방향을 따라 순환형(도 11의 (a) 참조)으로 형성될 수도 있고, 상기 실린더(131)의 내주면 상단에 복수개로 분할 형성(도 11의 (b) 참조)될 수도 있다.
그리고 상기 상부 고정블록(161)에는, 상기 상부 베어링(B1, B2)의 윤활 및/또는 냉각을 위한 오일을 상기 상부 베어링(B1, B2)에 도입하는 오일 공급부(161g)와, 상기 상부 베어링(B1, B2)에서 오일을 배출하기 위한 오일 배출부(161h)가 구비되며, 이에 따라 상기 실린더(131)을 회전 지지하는 상부 베어링(B1, B2)의 손상이 방지되고 상부 베어링(B1, B2)의 수명이 오래 지속될 수 있으며, 더 나아가 상기 상부 고정블록(161)의 냉각 기능을 수행할 수도 있다.
다음으로, 상기 제3냉각부(160C)는 상기 핀치 유닛(120)을 회전 가능하게 지지하며, 상기 핀치 유닛(120)을 둘러싼다. 그리고 상기 제3냉각부(160C)에도 냉각 유체의 유동을 안내하는 냉각로(163a)가 형성된다.
보다 구체적으로 설명하면, 상기 핀치 블록(122)은 회전 가능한 핀치 하우징(123)에 구비되어 상기 핀치 하우징(123)과 함께 회전하며, 상기 핀치 하우징(123)은 상기 하형(20)에 고정되는 제3냉각부(160C)의 고정 블록 즉 하부 고정블록(163)에 의해 회전 가능하게 지지된다. 상기 하부 고정블록(163)은 상기 하형(20)에 고정식으로 내설되며, 상기 핀치 하우징(123)은 하부 고정블록(163)의 내부에 회전 가능하게 구비된다.
상술한 핀치 하우징(123)의 회전을 위하여, 상기 하부 고정블록(163)의 내측에는 상기 핀치 하우징(123)을 회전 가능하게 지지하는 하부 베어링(B3)이 구비된다. 본 실시 예에서의 하부 고정블록(163)은 내부가 빈 환형으로서 둘레벽이 'ㄴ' 단면을 갖는 하나의 일체형 몸체이나 이에 한정되는 것은 아니다.
그리고, 상기 하부 고정블록(163)에는, 상기 하부 고정블록의 하부 베이링(B3)에 윤활 및/또는 냉각용 오일을 공급(163b)/배출(163c)하는 오일 공급부/배출부가 구비된다. 상기 하부 고정블록(163)의 오일 공급부/배출부는 상기 하부 고정블록(163)의 냉각 기능도 수행할 수 있다. 물론, 상기 하부 고정블록(163)에 수냉식 또는 공냉식의 냉각기술이 적용될 수 있으며, 상기 하부 고정블록(163)에 상술한 제3냉각부의 냉각로(163a)가 형성된다.
또한, 상기 상부 고정블록(161)과 하부 고정블록(163)의 사이에는 상기 가열유닛(110)을 수용하는 제2냉각부(160B)가 구비되며, 상기 제2냉각부(160B)는 상기 가열유닛(110)을 둘러싸고, 상기 제2냉각부(160B)에도 냉각 유체가 흐르는 냉각로(162a)가 구비된다.
상기 가열유닛(110)은 상기 제2냉각부(160B)의 고정 블록, 즉 중간 고정블록(162)이 구비된다. 상기 중간 고정블록(162)은 상기 가열유닛(110)의 상측과 둘레(외주면)을 덮으며, 상기 중간 고정블록(162)에는 상기 가열유닛(110)의 수용홈과 상기 제2냉각부의 냉각로(162a)가 형성된다.
본 실시 예에서 상기 중간 고정블록의 냉각로(162a)는 물의 순환에 의해 상기 중간 고정블록(162)을 냉각시키는 수냉식이나, 오일(Oil)이나 공기(Air) 등 다른 냉각 유체의 사용도 가능하다. 그리고 상기 중간 고정블록(162)의 내부에는 상술한 가이드(140)가 구비되며, 상기 가이드(140)는 상기 실린더(131)와 상기 핀치 하우징(123)의 회전에 피동하여 상기 실린더(131) 및 상기 핀치 하우징(123)과 함께 동시 회전한다.
상기 가이드(140)의 상단에는 상기 실린더(131)의 하단이 접하고, 상기 가이드(140)의 하단에는 상기 핀치 유닛 보다 구체적으로 상기 핀치 하우징(123)이 접한다. 다시 말해서, 상기 실린더(131)의 하단은 상기 가이드(140)의 상단에 마운트(Mount)되고, 상기 가이드(140)의 하단은 상기 핀치 유닛(120) 특히 상기 핀치 하우징(123)에 마운트된다. 본 실시 예에서 상기 가이드(140)는, 상기 실린더(131) 및/또는 핀치 하우징(123)에 피동하여 동일 각속도로 회전할 수 있다.
한편, 상기 실린더(131)과 상기 핀치 유닛(120)은 동시에 동일 각도로 회전한다. 본 실시 예에서는 상기 실린더(131)과 상기 핀치 유닛(120)에 각각 상기 회전 구동기(150)의 풀리(Pulley)가 구비된다.
도 13 및 도 14를 참조하면, 상기 실린더(131)에 고정되는 풀리(151)를 제1풀리라 하고, 상기 핀치 유닛 특히 상기 핀치 하우징(123)에 고정되는 풀리(152)를 제2풀리라 할 때, 상기 제1풀리(151)와 제2풀리(152)는 종동풀리로서 구동풀리(153)에 연결되어 구동력을 전달받는다.
보다 구체적으로 설명하면, 상기 실린더(131)과 핀치 하우징(123)이 동일한 각속도로 회전하도록, 본 실시 예에서의 제1풀리(151)와 제2풀리(152)는 동일 외경을 가지며, 하나의 구동 풀리(153)에 각각 벨트(154a, 154b)에 의해 연결된다.
상기 구동 풀리(153)는 모터(M)에 의해 회전하며, 상기 모터(M)와 구동 풀리(153)는 구동 벨트(154c)에 의해 벨트-풀리 동력 전달 메카니즘에 의해 연결되나, 동력전달 방식이 이에 한정되는 것이 아님은 당연하다.
상기 구동 풀리(153)가 모터(M)의 동력에 의해 회전하면, 상기 실린더(131)와 스퀴즈 부재(132)가 소정 각도, 예를 들면 도 14에 도시된 바와 같이 120도씩 소정의 타이밍마다 회전할 수 있다.
본 발명의 일 실시 예에 따른 코어 제조장치는, 표면에 접착제가 코팅되어 있는 띠 형상의 소재를 사용해서 적층코어를 제조할 수 있는 장치이다. 예를 들면, 본 발명의 일 실시 예에 따른 코어 제조장치는, 소정 온도 이하에서 반경화 상태의 접착제층이 형성된 강판 스트립(셀프 본딩 강판; SB 강판)을 이용해서 적층코어를 제조할 수 있는 장치로서, 상기 소재를 블랭킹해서 라미나 부재들을 순차적으로 형성하고, 블랭킹에 연동해서 소재의 표면에 소정 간격으로 층간분할용 돌기를 형성하며, 여러 겹으로 적층된 라미나 부재들의 층간에 존재하는 접착제층을 가열해서 녹인 후 고온에서 경화시킴으로써 상기 적층코어를 제조할 수 있다.
본 발명의 일 형태에 따른 코어 제조장치는, 상기 적층코어(C)들간의 분할을 위한 층간분할 유닛(400)을 더 포함하여 구성된다.
본 실시 예에서의 층간분할 유닛(400)은 상기 소재에 소정의 타이밍마다 층간분할용 돌기를 형성하는 돌기 성형유닛(이하, 층간분할 유닛과 동일한 도면 부호가 사용됨)이다.
상기 돌기 성형유닛(400)은, 표면에 접착제층(1)이 코팅된 띠 형상의 소재(S)를 이용해서 상술한 적층코어(C)를 제조할 때, 상기 적층코어(C)들간의 분할이 가능하도록, 상기 소재를 가압해서 상기 소재(S)에 돌기(P) 즉 층간분할용 돌기를 형성한다. 상기 돌기(P)는 인접하여 적층되는 두장의 라미나 부재들 사이에 갭(Gap)을 형성해서 라미나 부재들간의 접촉면적을 감소시킨다.
보다 구체적으로 설명하면, 상기 상형(10)은 상기 소재(S)의 가압 및 블랭킹을 위해 상기 하형(20)의 상측에 승강 가능하게 구비된다. 그리고, 상기 블랭킹용 펀치(210)는 상기 상형(10)에 장착되며, 상기 소재(S)의 이송방향을 기준으로 상기 돌기 성형유닛(400)보다 하류에 배치된다. 따라서, 상기 블랭킹용 펀치(210)는, 전술한 바와 같이, 상기 상형(10)과 함께 승강하면서 상기 소재(S)를 블랭킹한다.
본 실시 예에서, 상기 돌기 성형유닛(400)은, 소정 주기마다 상기 소재(S)에 표면에 상술한 돌기(P)를 형성한다. 예를 들면, 상기 돌기 성형유닛(400)은, 상기 블랭킹이 기설정된 횟수 진행될 때마다 상기 소재(S)의 일측면 또는 타측면에 편측으로 상술한 돌기(P)를 형성하도록, 상기 블랭킹 유닛(200)에 선택적으로 동기(Synchronization) 가능한 구성이다.
상기 돌기 성형유닛(400)은, 상기 소재(S)의 기설정된 복수 피치만큼 이송될 때마다 상기 블랭킹 유닛(200)에 동기해서 상기 소재(S)에 돌기(P)를 형성하게 된다. 상기 적층코어(C)가 10매의 라미나 부재들로 이루어지는 적층체 즉 10층의 적층체인 경우, 상기 소재가 10 피치 이송될 때마다 상기 소재(S)의 표면에 상기 돌기(P)가 동일한 패턴(Pattern)으로 형성된다.
본 실시 예에서, 상기 블랭킹용 다이(220)는, 상기 소재(S)의 이송방향을 따라 상기 돌기 성형유닛(400)에서 N피치(N은 1이상의 자연수)의 거리를 두고 상기 하형(20)에 구비된다.
상기 돌기 성형유닛(400)은, 상기 소재의 일측면을 가압해서 반대측으로 상기 층간 분할용 돌기를 돌출 형성하는 돌기 성형툴(410)과, 상기 돌기 성형툴(410)에 마주하는 성형 다이(420)를 포함하여 구성된다. 상기 돌기 성형툴(410)은, 상기 소재(S)에 상기 층간분할용 돌기(P)를 형성하기 위해, 상기 블랭킹 유닛(200)에 동기해서 일정 주기마다 상기 소재를 가압한다.
도 1을 참조하면, 상호 대향되게 배치되는 상부 지지대(10a)와 하부 지지대(20a) 중 어느 하나에 상기 돌기 성형툴(410)이 구비되고, 다른 하나에는 상기 성형 다이(420)가 구비되며, 상기 상부 지지대(10a)와 하부 지지대(20a) 사이를 상기 소재(S)가 1피치씩 통과한다.
본 실시 예에서는, 상기 하부 지지대(20a)에 상기 돌기 성형툴(410)이 구비되고, 상기 상부 지지대(10a)에 상기 성형 다이(420)가 구비되나, 후술되는 실시 예와 같이 그 반대의 구조도 가능함은 물론이다.
본 실시 예에서, 상기 돌기 성형툴(410)은 상기 하부 지지대(20a)에 구비되어 상기 소재(S)의 일측면 즉 밑면을 위로 가압하고, 상기 성형 다이(420)는 상기 상부 지지대(10a)에 구비되어 상기 소재(S)의 타측면 즉 상측면을 지지한다. 상기 돌기 성형툴(410)은 상기 블랭킹 유닛(200)에 동기해서 일정 주기마다 상기 소재의 일측면(밑면)을 위로 가압한다.
그러므로, 본 실시 예에 의하면, 상기 층간분할용 돌기(P)가 상기 소재(S)에 상측면에서 상향 돌출되는 형상이 되며, 본 실시 예의 돌기 성형유닛(400)은 소재의 일측면을 국소 가압해서 반대측으로 돌출시키는 엠보싱 장치(Embossing Apparatus)라고도 할 수 있다.
상기 상부 지지대(10a)는 상기 상형(10)에서 분리된 구조물일 수도 있고, 도 2에 도시된 실시 예처럼, 전술한 상형(10)과 일체형일 수도 있다. 예를 들면, 상기 상부 지지대(10a)가 상기 상형(10)의 일부분으로서 상기 상형(10)과 일체 거동(일체 승강)할 수 있다.
상기 하부 지지대(20a) 역시 상기 하형(20)과 간격을 두고 상기 하형(20)에서 분리된 구조물일 수도 있고, 도 2에 도시된 실시 예처럼, 전술한 하형(20)과 일체형일 수도 있다.
그리고, 상기 소재(S)로는 양측면(상측면과 하측면)에 모두 상기 접착제층(1)이 코팅된 양면 코팅 소재가 사용될 수도 있고, 상측면과 하측면 중 어느 한쪽 면에만 상기 접착제층이 코팅된 일면 코팅 소재가 사용될 수도 있다. 본 실시 예는 양측면에 접착제층(1)이 형성된 소재(S)를 사용해서 적층코어를 제조한다.
상기 소재(S)의 상측면과 하측면 중 일측면에만 편측으로 상술한 층간분할용 돌기(P)가 주기적으로 형성되면, 상기 층간분할용 돌기에 접촉(예를 들면 점접촉)되는 라미나 부재와 상기 층간분할용 돌기가 형성된 라미나 부재간에는 접촉면적이 국소화되어 기설정된 매수를 단위로 층간 분할이 이루어질 수 있다.
전술한 바와 같이 상기 성형 다이(420)는 상부 지지대(10a)에 구비되며, 상기 상부 지지대(10a)가 상기 상형(10)과 일체형인 경우 즉 도 2에 도시된 예와 같이 상기 상부 지지대(10a)가 상기 상형(10)의 일부인 경우에, 상기 성형 다이(420)는 상기 블랭킹용 펀치(210)와 함께 상기 상형(10)에 구비된다.
그리고 상기 돌기 성형툴(410)은, 상기 소재(S)의 하측면(밑면)을 위로 누르도록 상기 하부 지지대(20a)에 구비되며, 상기 하부 지지대(20a)가 상기 하형(20)과 일체형인 경우 즉, 도 2에 도시된 예와 같이 상기 하부 지지대(20a)가 상기 하형(20)의 일부분인 경우에, 상기 돌기 성형툴(410)은 상기 블랭킹용 다이(220)와 함께 상기 하형(20)에 구비된다.
상기 돌기 성형툴(410)은, 상기 성형 다이(420)와 마주하도록 상기 성형 다이(420)의 직하방에 구비되며, 상기 성형 다이(420)는 상기 상형(10)과 함께 승강한다.
도 1과 도 2 및 도 15를 참조하면, 상기 성형 다이(420)는 상기 성형 다이(420)의 저면에서 상향 요입된 돌기 성형홈(421)을 가지며, 본 실시 예에서는 상기 성형 다이(420)의 저면에 복수의 돌기 성형홈(421)들이 형성되고, 상기 돌기 성형툴(410)은 상기 돌기 성형홈(421)들과 마주하는 복수의 가압 돌기들을 갖는다.
그리고 상기 돌기 성형툴(410)은 상기 하부 지지대(20a)에 승강 가능하게 구비되며, 상술한 바와 같이 상기 하부 지지대(20a)가 상기 하형(20)과 일체형인 경우에 상기 하형(20)에 승강 가능하게 구비된다.
이를 위하여, 상기 하형(20)에는 툴 수용부(20b)가 형성되며, 상기 돌기 성형툴(410)은 상기 툴 수용부(20b)에 승강 가능하게 구비된다. 본 실시 예에서, 상기 돌기 성형툴(410)은, 승강 가능한 툴 베이스(411)와, 상기 툴 베이스(411)에 구비되는 소재 가압부(412) 즉 가압 돌기를 포함하여 구성된다. 따라서, 상기 툴 베이스(411)가 상기 툴 수용부(20b)에 승강 가능하게 설치되며, 상기 소재 가압부(412)의 선단(상단)은 상기 돌기 성형홈(421)에 대응되는 형상을 갖는다.
본 실시 예에서 상기 돌기 성형홈(421)은 삼각홈이나 상기 돌기 성형홈(421)의 형상이 이에 한정되는 것은 아니다. 예를 들면 상기 돌기 성형홈(421)이 반구형이나 반타원형 등 다양한 형상으로 변경될 수도 있다. 다만 층간 분할이 이루어지는 계면에서 최소화되는 형상이 보다 바람직하다.
상술한 바와 같이, 상기 상형(10)은, 상기 소재(S)의 이송방향을 따라 복수의 몸체로 분할되거나, 하나의 일체형 몸체로 이루어질 수 있다. 그리고, 상기 하형(20)도 상기 소재(S)의 이송방향을 따라 복수의 몸체로 분할되거나, 하나의 일체형 몸체를 이룰 수 있다. 도 2에 도시된 코어 제조장치는 일체형의 상형과 일체형의 하형을 포함하는 프레스 구조이다.
본 실시 예에서, 상기 상형(10)에는 상기 소재(S)를 상기 하형(20)을 향해 누르는 푸셔(Pusher) 즉 가압 부재가 구비된다. 따라서, 상기 상형(10)이 하강하면, 상기 푸셔(12)에 의해 상기 소재(S)의 상측면이 하방으로 눌려서, 상기 소재(S)가 상기 하형(20)측으로 가압된다.
상기 상형(10)은, 상기 하형(20)의 상측에 승강 가능하게 구비되는 상부 프레임(11)과, 상기 상부 프레임(11)의 하측에 구비되는 상기 푸셔(12)를 포함하여 구성된다. 본 실시 예에서, 상기 블랭킹용 펀치(210)는 상기 푸셔(12)와 함께 상기 상형(10) 보다 구체적으로는 상부 프레임(11)에 구비된다.
본 실시 예에서, 상기 푸셔(12)는 블랭킹 공정과 피어싱(Piercing) 공정 등에서 스트리퍼(Stripper)로 기능하는 동시에 돌기 성형공정과 블랭킹 공정 등을 위해 상기 소재(S)를 상기 하형(20)측으로 누르는 압축판 또는 압력판으로서 본 실시 예에서는 판 형상의 푸싱 플레이트(Pushing Plate)이다.
그리고, 상기 푸셔(12)와 상부 프레임(11) 사이에는, 상기 푸셔(12)의 탄력적 가압을 위한 탄성부재(예를 들면 코일 스프링; 12a)와, 상기 푸셔(12)의 승강을 안내하는 승강 가이드(12b)가 구비된다.
상기 하형(20)은, 상기 하형(20)의 기저부를 이루는 베이스 프레임(21; Bolster)과, 베이스 프레임의 상측에 구비되는 하부 다이(22, 23)를 포함하여 구성된다.
본 실시 예에서, 상기 하부 다이(22, 23)에 상기 돌기 성형툴(410)이 설치된다. 그리고 상기 하부 다이(22, 23)는 상기 하형의 상측면을 이루는 다이 프레임(22)과, 상기 다이 프레임(22)의 하측에 구비되는 다이 홀더(23)로 구획될 수 있다.
상기 다이 홀더(23)는 상기 다이 프레임(22)을 지지하며, 상기 베이스 프레임(21)에 의해 지지되도록 상기 베이스 프레임(21)의 위에 적층되나, 상기 하형(20)의 구조가 이에 한정되는 것은 아니며, 상기 다이 홀더(23)도 복수로 분할될 수 있다. 본 실시 예에서는, 상기 하부 다이(22, 23)에 상기 블랭킹용 다이(220)와 돌기 성형툴(410)이 설치된다.
그리고 상기 성형 다이(420)는, 상기 푸셔(12)를 관통해서 상기 소재(S)의 상측면을 받치도록, 상기 상부 프레임(11)에 의해 지지된다. 이를 위하여, 상기 푸셔(12)에는 상기 성형 다이(420)가 관통하는 다이 홀(12d)이 형성된다.
한편, 상기 돌기 성형툴(410)은 승강기(500), 예를 들어 캠기구나 유압/공압 실린더 등의 승강기에 의해 승강하며, 이에 따라 상기 돌기 성형툴(410)의 상하위치가 조절된다. 즉, 상기 돌기 성형이 필요한 시점에는, 상기 돌기 성형툴(410)이 상기 승강기(500)에 의해 상승해서, 상기 돌기 성형툴(410)의 선단(상단)이 상기 하형(20)의 상단면보다 위로 상향 진출한다.
다시 말해서, 상기 승강기(500)가 소정의 주기마다 상기 돌기 성형툴(410)을 상기 소재(S)를 향해 이동(진출)시키면, 상기 상형(10)이 하강할 때 상기 소재(S)가 상기 푸셔에 의해 하강하고 상기 소재(S)의 저면이 상기 돌기 성형툴(410)에 의해 상방으로 가압될 수 있다. 본 실시 예에서 상기 승강기(500)는 상기 하형의 툴 수용부(20b)에 각각 구비되며, 상기 돌기 성형툴(410)에 결합된다.
따라서, 상기 돌기 성형툴(410)은 상기 승강기(500)에 의해 소정의 주기마다 상사점까지 상승한다. 그리고 돌기 성형공정이 진행된 후에는, 상기 돌기 성형툴(410)이 상기 승강기(500)에 의해 후퇴(하강)해서 다음 주기까지 상기 소재(S)와의 접촉이 방지된다.
보다 구체적으로 설명하면, 상기 적층코어(C)가 10매의 라미나 부재들로 구성되는 10층 구조인 경우, 상기 소재(S)가 10 피치 이동할 때마다 한번씩 돌기 성형공정이 수행되며, 이에 따라 상기 적층코어(C)들 사이의 층간분할이 구현될 수 있다. 이를 위하여, 상기 승강기(500)는 상기 소재(S)가 10 피치 이동할 때마다 한 번씩 상기 돌기 성형툴(410)을 상승시킨다.
도 2에 도시된 라미나 부재들의 적층구조에서 점선은 층간 접착이 이루어지는 부분이고, 실선은 상기 돌기(P)에 의해 층간분할이 이루어지는 부분으로서, 상기 실선 부분(층강분할이 이루어지는 경계면)에서 인접하는 두 겹의 라미나 부재들 중, 하층의 라미나 부재에는 상술한 층간분할용 돌기(P)가 형성된다.
도 15를 참조하면, 본 실시 예에서 상기 승강기(500)는, 상기 돌기 성형툴(410)을 지지하며 상기 하형의 툴 수용부(20b)에 승강가능하게 구비되는 승강 몸체(510)와, 상기 승강 몸체(510)를 승강시키는 리프터(520)를 포함하여 구성된다.
본 실시 예에서 상기 승강 몸체(510)는, 상기 돌기 성형툴(410)에 고정되며, 상기 돌기 성형툴(410)은 상기 승강 몸체(510)와 일체로 거동한다. 상기 승강 몸체(510)에는 상기 리프터(520)를 상하 방향으로 관통해서 승강 로드(530)가 결합된다.
본 실시 예에 따른 승강기(500)는 캠 구조로서, 상기 리프터(520)의 좌우방향 슬라이드에 의해 상기 승강 몸체(510)의 상승/하강이 구현된다. 다시 말해서 상기 승강 몸체(510)와 상기 승강 로드(530)는 제자리에서 승강하며, 상기 리프터(520)의 좌우방향 이동에 의해 상기 승강 몸체(510)의 상하방향 이동이 구현된다. 물론 상기 승강기의 구조와 작동 방식이 상술한 예에 한정되는 것은 아니다.
이하에서는, 도 16 및 도 17을 참조하여 본 실시 예에 따른 층간분할 유닛 즉 상기 돌기 성형유닛(400)의 동작이 보다 상세하게 설명된다.
상기 소재(S)는 상기 상형(10)의 1주기 즉 프레스 1 스트로크(Stroke)마다 일정 거리(1피치)씩 이동해서 상기 푸셔(12)와 다이 프레임(22) 사이를 통과하며, 도 16의 (a)에 도시된 바와 같이 상기 소재(S)의 소정 부위가 돌기 성형위치에 이르면, 그와 동시에 또는 그 직전에 상기 돌기 성형툴(410)이 상기 승강기(500)에 의해 상사점까지 상승한다.
그리고, 도 16의 (b)에 도시된 것처럼 상기 상형(20)이 하강하면, 상기 소재(S)의 상측면이 상기 푸셔(12)에 의해 눌려서 상기 소재(S)의 하측면이 하형(20)에 밀착된다. 이때, 상기 돌기 성형툴(410)은 상기 소재(S)의 저면을 위로 가압해서, 상기 성형 다이(420)와의 상호 작용에 의해 상술한 돌기(P)를 형성한다. 그리고, 상기 돌기 성형공정과 동시에 상기 블랭킹 유닛(200)에서는 블랭킹 공정이 진행된다.
도 16의 (c)는 상기 소재(S)의 상측면에 돌기(P)가 형성된 후에 상기 상형(10)이 상승된 상태를 나타낸 도면으로서, 상기 상형(10)이 상승과 동시 또는 그 직후에 상기 돌기 성형툴(410)이 상기 승강기(500)에 의해 하사점까지 하강한다.
도 17의 (a)는, 상기 상형(10)이 하강해서 상기 소재(S)를 아래도 눌러도 상기 돌기 성형툴(410)이 상기 소재에 접촉되지 않도록, 상기 돌기 성형툴(410)이 하강한 상태를 나타낸 도면이며, 도 17의 (b)와 같이 돌기 성형공정은 기설정된 주기동안 진행되지 않는다.
도 18은 본 발명의 일 실시 예에 따른 접착식 적층코어 제조장치에 의해 성형되는 라미나 부재들의 적층상태를 나타낸 도면으로서, 상향 돌출된 층간분할용 돌기를 갖는 라미나 부재와 그 위에 적층되는 라미나 부재 사이를 경계로 층간분할이 이루어질 수 있다.
상기 돌기(P)의 돌출높이는 층간분할을 구현할 수 있는 정도이면 족하다. 그리고 상기 돌기는 본 실시 예에 따른 코어 제조장치에서 배출된 후 상기 적층코어(C)를 별도의 프레스로 가압함으로써 제거될 수 있다. 그리고 상기 블랭킹용 펀치(210)의 표면(바닥면)에는, 도 1 및 도 2에 도시된 바와 같이, 상기 돌기(P)의 누름 방지용 도피홈(211)이 형성된다.
도 19는 도 6에 라미나 부재를 성형하는 과정을 나타낸 공정 순서도의 일 예이다. 도 6에 도시된 라미나 부재의 형성을 위해, 상기 소재(S)는 피어싱 공정(S1, S2)과 돌기 성형공정(S3) 및 블랭킹 공정(S4)을 순차적으로 거치면서 이송되며, 이때 상기 돌기 성형공정은 상기 소재(S)가 기설정된 복수 피치 이송될 때마다 주기적으로 진행됨으로써 상기 소재에 층간분할용 돌기(상부 돌기)를 형성한다. 물론 상기 라미나 부재(L)를 형성하는 순서가 상술한 예에 한정되지 않음은 당연하다.
한편, 도 20 내지 도 22를 참조하면, 상기 돌기 성형유닛(400)은, 상형(10)에 구비되는 돌기 성형툴(410)과, 하형(20)에 구비되는 성형 다이(420)를 포함하여 구성될 수도 있다.
물론, 전술한 실시 예(도 1에 도시된 실시 예)와 같이, 상기 돌기 성형툴(410)이 상기 상형(10)에서 간격을 두고 분리된 상부 지지대(도 1의 10a)에 구비되고, 상기 성형 다이(420)는 상기 하형(20)에서 간격을 두고 분리된 하부 지지대(도 1의 20a)에 구비될 수도 있다. 즉, 돌기 성형툴(410)과 블랭킹용 펀치(210)이 서로 다른 구조물에 설치될 수도 있으며, 상기 성형 다이(420)와 상기 블랭킹용 다이(220)도 서로 분할된 다른 구조물에 설치될 수 있다.
본 실시 예는 돌기 성형툴(410)을 지지하는 부분(상부 지지대)이 상형의 일부분이고, 상기 성형 다이(420)를 지지하는 부분(하부 지지대)가 하형의 일부분인 구조로서, 상기 돌기 성형툴(410)은 블랭킹용 펀치(210)와 함께 상형(10)에 구비되고, 상기 성형 다이(420)는 상기 블랭킹용 다이(220)와 함께 하형(20)에 구비된다.
본 실시 예에서의 상기 돌기 성형툴(410)은 상기 소재(S)의 상측면을 아래로 누르는 구조로서, 상기 돌기 성형유닛(400)은 상기 소재(S)의 저면에서 하향 돌출된 층간분할용 돌기(P)를 형성한다.
보다 구체적으로 설명하면, 본 실시 예의 돌기 성형툴(410)은, 상기 성형 다이(420)와 마주하도록 상기 성형 다이(420)의 직상방에 구비되며, 상기 상형에 탑재되어서 상기 상형(10)과 함께 승강한다.
그리고 본 실시 예의 성형 다이(420)는 상기 성형 다이(420)의 상측면에서 하향 요입된 하부 성형홈(421)을 가지며, 상기 성형 다이(420)의 상측면에 복수의 돌기 성형홈(421)들이 형성되고, 상기 상형(10)에는 상기 돌기 성형툴(410)을 승강 가능하게 수용하는 툴 수용부(10b)가 구비된다.
상기 돌기 성형툴(410)은, 상기 상형(10)에 승강 가능하게 설치된다. 본 실시 예에서, 상기 상부 성형툴(410)는, 승강 가능한 툴 베이스(411)와, 상기 툴 베이스(411)에 구비되는 소재 가압부(412)를 포함하여 구성되며, 상기 소재 가압부(412)의 선단(하단)은 상기 돌기 성형홈(421)에 대응되는 형상으로서 복수의 가압 돌기를 갖는다.
본 실시 예에서, 상기 돌기 성형툴(410), 보다 구체적으로 상기 소재 가압부(412)는, 상기 푸셔(12)를 관통해서 상기 소재(S)의 상측면을 아래로 가압하며, 전술한 실시 예에서 설명된 상형(10)에 의해 지지된다. 그리고 상기 푸셔(12)에는 상기 상부 성형툴(410) 특히 상기 소재 가압부(412)가 관통하는 툴 홀(12e)이 형성된다.
상기 돌기 성형툴(410)은, 승강기(500), 예를 들어 캠기구나 유압/공압 실린더 등의 승강기에 의해 승강하며, 이에 따라 상기 돌기 성형툴(410)의 상하위치가 조절된다. 즉, 상기 돌기 성형이 필요한 시점에는, 상기 돌기 성형툴(410)이 상기 승강기(500)에 의해 하강해서 하사점까지 하향 진출한다.
다시 말해서, 상기 승강기(500)가 소정의 주기마다 상기 돌기 성형툴(410)을 상기 소재(S)를 향해 하강시키면, 상기 상형(10)이 하강할 때 상기 소재(S)의 상측면이 돌기 성형툴(410)에 의해 하방으로 가압될 수 있다. 상기 승강기(500)는 상기 상형의 툴 수용부(10b)에 구비되며, 상기 돌기 성형툴(410)에 결합된다.
따라서, 상기 돌기 성형툴(410)은 상기 승강기(500)에 의해 소정의 주기마다 하사점까지 하강한다. 그리고 돌기 성형공정이 진행된 후에는, 상기 돌기 성형툴(410)이 상기 승강기(500)에 의해 후퇴(상승)해서 다음 주기까지 상기 소재(S)와의 접촉이 방지된다.
도 21을 참조하면, 본 실시 예에서 상기 승강기(500)는, 상기 돌기 성형툴(410)을 지지하며 상기 상형의 툴 수용부(10b)에 승강가능하게 구비되는 승강 몸체(510)와, 상기 승강 몸체(510)를 승강시키는 리프터(520)를 포함하여 구성된다.
본 실시 예에서 상기 승강 몸체(510)는, 상기 돌기 성형툴(410) 특히 툴 베이스(411)에 고정되며, 상기 돌기 성형툴(410)은 상기 승강 몸체(510)와 일체로 거동한다. 상기 승강 몸체(510)에는 상기 리프터(520)를 상하 방향으로 관통해서 승강 로드(430)가 결합된다. 상기 승강기(500)의 동작은 전술한 실시 예에서 설명된 것과 동일하므로 반복적은 설명은 생략된다.
도 22는 본 실시 예에 따른 코어 제조장치에 의해 성형되는 라미나 부재들의 적층상태를 나타낸 도면으로서, 하향 돌출된 층간분할용 돌기를 갖는 라미나 부재와 그 위에 적층되는 라미나 부재 사이를 경계로 층간분할이 이루어질 수 있다.
상술한 돌기 성형유닛을 제외한 나머지 구성들에는 전술한 실시 예에서 설명된 내용이 동일하게 적용될 수 있으며, 동일 구성에 대해서는 동일한 도면 부호가 적용되고 부가적인 설명은 생략된다.
물론, 접착제층이 코팅된 소재를 공급받아서 적층코어를 제조하는 장치에서, 상기 적층코어(C)들간의 분할을 위한 층간분할 유닛이 상술한 예에 한정되는 것은 아니다. 예를 들면, 상기 층간분할 유닛은, 접착력이 상실되도록 소재의 표면을 긁어서 접착제층을 부분적(국소적)으로 제거할 수도 있고, 소재의 표면을 국소적으로 가열해서 접착력을 상실시킬 수도 있으며, 층간분할을 위한 이형지를 라미나 부재들 사이에 추가하는 장치로 구성될 수도 있다.
그리고, 도 1과 도 2 및 도 20에 도시된 실시 예들은 표면에 접착제층이 코팅된 소재를 공급받아서 적층코어를 제조하는 장치이나, 접착제가 도포되어 있지 않은 소재를 공급받아서 상기 소재에 접착제를 도포함으로써 상기 접착식 적층코어를 제조할 수도 있으며, 이러한 코어 제조장치, 예를 들면 일본 등록특허 제5323400호나 일본 공개특허 특개평5-304037호나 대한민국 등록특허 제10-1599291호나 등록특허 제10-1566492호 등에 개시된 코어 제조장치에도 상술한 코어 라미네이터가 적용될 수 있다.
이상과 같이 본 발명에 따른 실시 예들을 살펴보았으며, 앞서 설명된 실시 예들 이외에도 본 발명이 그 취지나 범주에서 벗어남이 없이 다른 특정 형태로 구체화 될 수 있다는 사실은 해당 기술에 통상의 지식을 가진 이들에게는 자명한 것이다.
그러므로, 상술한 실시 예는 제한적인 것이 아니라 예시적인 것으로 여겨져야 하고, 이에 따라 본 발명은 상술한 설명에 한정되지 않고 첨부된 청구항의 범주 및 그 동등 범위 내에서 변경될 수도 있다.
본 발명은 모터나 발전기 등의 회전자나 고정자로 사용되는 코어의 제조에 관련된 기술로서, 적층 코어의 제조용 장치에 이용되며, 블랭킹에 의해 형성되는 얇은 박판들을 정밀하게 적층시키면서 박판들 사이의 층간 접착을 구현할 수 있다.
Claims (15)
- 내부를 통과하는 라미나 부재들을 복수개씩 일체화해서 적층코어를 형성하는 접착식 적층코어 제조장치의 코어 라미네이터(Core Laminator)로서:상기 적층코어를 형성하기 위하여, 상기 라미나 부재들의 층간에 존재하는 접착제를 가열해서 상기 라미나 부재들을 복수개씩 일체화하는 중공형의 가열유닛;상기 가열유닛의 하측에 회전 가능하게 구비되며, 상기 적층코어의 낙하를 방지하기 위해 상기 적층코어에 측압을 가하는 중공형의 핀치 유닛;상기 가열유닛의 상측에 회전 가능하게 구비되는 실린더와, 상기 실린더의 내부에 고정되어 상기 가열유닛의 상측에서 상기 라미나 부재들을 동축상에 일렬로 정렬시키는 스퀴즈 부재를 포함하는 중공형의 스퀴즈 유닛;상기 가열유닛의 내부에서 상기 라미나 부재들의 이동을 안내하도록, 상기 가열유닛의 내부에 구비되며, 상기 핀치 유닛과 상기 스퀴즈 유닛에 종동하여 회전 가능한 가이드; 및상기 실린더와 상기 핀치 유닛을 동시에 선택적으로 등각도 회전시키기 위하여, 상기 스퀴즈 유닛과 상기 핀치 유닛에 연결되는 회전 구동기;를 포함하여 구성되며:상기 스퀴즈 부재는, 상기 가열유닛으로 이동하는 상기 라미나 부재들에 측압을 가해서 상기 라미나 부재들이 상기 스퀴즈 부재의 내부를 억지끼움된 상태로 통과하도록 상기 라미나 부재들을 죄는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제1항에 있어서,상기 스퀴즈 유닛과 상기 가열유닛과 상기 핀치 유닛을 지지하는 하형에 구비되는 냉각 시스템을 더 포함하여 구성되는 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제2항에 있어서,상기 스퀴즈 부재는, 상기 실린더의 내주면에 고정되어 상기 실린더와 일체 거동하는 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제3항에 있어서,상기 스퀴즈 부재는, 상기 실린더의 내부에 고정되며 상하방향으로 관통된 중공형의 스퀴즈 링을 포함하여 구성되고; 상기 스퀴즈 링의 외주면은, 상기 실린더의 내주면에 밀착된 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제4항에 있어서,상기 스퀴즈 유닛은, 상기 실린더와 상기 스퀴즈 링의 접촉 계면에서 냉각 유체의 나선 유동을 안내하는 냉각유로를 더 포함하여 구성되고:상기 냉각유로는, 상기 냉각 시스템에 연결되어 상기 접촉 계면에 형성되는 상기 냉각 유로의 유입부로부터 배출부까지 상기 냉각 유체의 유동을 안내하는 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제5항에 있어서,상기 냉각유로는;상기 냉각 유로의 유입부과 배출부를 연결하며, 상기 스퀴즈 링의 상단부에서 하단부까지 나산 방향을 따라 상기 스퀴즈 링의 외주면에 형성되는 나선 냉각홈을 포함하는 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제5항 또는 제6항에 있어서,상기 실린더는;상기 냉각 유체를 공급받기 위해, 상기 실린더의 외주면에 형성되는 순환형의 유체 도입홈과,상기 냉각 유체를 배출하기 위해, 상기 유체 도입홈과 함께 상기 실린더의 외주면에 형성되며, 상기 유체 도입홈에서 이격된 순환형의 유체 배출홈과,상기 유체 도입홈에 형성되며, 상기 실린더를 관통해서 상기 냉각유로의 유입부에 연결되는 유체 공급홀과,상기 유체 배출홈에 형성되며, 상기 실린더를 관통해서 상기 냉각유로의 배출부에 연결되는 유체 배출홀을 포함하여 구성되는 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제7항에 있어서,상기 냉각 유로의 유입부와 상기 배출부는, 상기 실린더와 상기 스퀴즈 링의 접촉 계면에 상호 이격되게 순환형으로 형성되는 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제7항에 있어서,상기 실린더의 상단에는 상기 라미나 부재들을 성형하기 위한 블랭킹용 다이가 고정되어 상기 실린더와 일체 거동하며; 상기 냉각 유체가 유동 중에 상기 블랭킹용 다이의 저면에 직접 접촉되도록, 상기 유체 공급홀과 유체 배출홀 중 어느 하나는 상기 실린더의 상단에 형성되는 노출 유로에 연결되고; 상기 노출 유로는 상기 블랭킹용 다이에 의해 덮이는 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제1항 내지 제5항 중 어느 한 항에 있어서,상기 실린더의 하단은 상기 가이드의 상단에 마운트되고, 상기 가이드의 하단은 상기 핀치 유닛에 마운트되는 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제2항에 있어서,상기 냉각 시스템은;상기 스퀴즈 유닛을 냉각시키며 상기 실린더의 회전을 지지하는 제1냉각부와,상기 가열유닛을 둘러싸는 제2냉각부와,상기 핀치 유닛을 둘러싸며, 상기 핀치 유닛의 회전을 지지하는 제3냉각부를 포함하여 구성되는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제11항에 있어서,상기 제1냉각부와 제2냉각부와 제3냉각부에는 각각 냉각 유체의 유동을 안내하는 냉각로가 형성된 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제12항에 있어서,상기 제2냉각부는, 상기 가열유닛의 수용홈을 가지며, 상기 가열유닛의 상측면과 외주면을 덮는 고정 블록을 포함하고; 상기 고정 블록의 내부에 상기 냉각로가 형성되는 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 제1항에 있어서,상기 회전 구동기는;상기 실린더에 구비되는 제1풀리와,상기 핀치 유닛에 구비되는 제2풀리와,상기 제1풀리 및 제2풀리에 동시에 구동력을 전달하도록, 상기 제1풀리 및 제2풀리에 연결되는 구동 풀리를 포함하여 구성되는 것을 특징으로 하는 접착식 적층코어 제조장치의 코어 라미네이터.
- 연속적으로 이송되는 소재를 블랭킹(Blanking)해서 적층코어 제조용 라미나 부재들을 순차적으로 형성하는 블랭킹 유닛과, 하형에 구비되어 내부를 통과하는 라미나 부재들을 복수개씩 일체화해서 적층코어를 형성하는 코어 라미네이터(Core Laminator)를 포함하여 구성되는 접착식 적층코어 제조장치로서:상기 블랭킹 유닛은; 승강 가능한 상형에 구비되는 블랭킹용 펀치와, 상기 블랭킹용 펀치에 마주하도록 상기 하형에 구비되는 블랭킹용 다이를 포함하여 구성되고;상기 코어 라미네이터는;상기 적층코어를 형성하기 위하여, 상기 라미나 부재들의 층간에 존재하는 접착제를 경화시켜서 상기 라미나 부재들을 복수개씩 일체화하는 중공형의 가열유닛과,상기 가열유닛의 하측에 회전 가능하게 구비되며, 상기 적층코어의 낙하를 방지하기 위해 상기 적층코어에 측압을 가하는 중공형의 핀치 유닛과,상기 가열유닛의 상측에 회전 가능하게 구비되는 실린더와, 상기 실린더의 내부에 고정되어 상기 가열유닛의 상측에서 상기 라미나 부재들을 동축상에 일렬로 정렬시키는 스퀴즈 부재를 포함하는 중공형의 스퀴즈 유닛과,상기 가열유닛의 내부에서 상기 라미나 부재들의 이동을 안내하도록, 상기 가열유닛의 내부에 구비되며, 상기 핀치 유닛과 상기 스퀴즈 유닛에 종동하여 회전 가능한 가이드와,상기 실린더와 상기 핀치 유닛을 동시에 선택적으로 등각도 회전시키기 위하여, 상기 스퀴즈 유닛과 상기 핀치 유닛에 연결되는 회전 구동기를 포함하여 구성되며;상기 스퀴즈 부재는, 상기 가열유닛으로 이동하는 상기 라미나 부재들에 측압을 가해서 상기 라미나 부재들이 상기 스퀴즈 부재의 내부를 억지끼움된 상태로 통과하도록 상기 라미나 부재들을 죄는 것을 특징으로 하는 접착식 적층코어 제조장치.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680083758.3A CN108781028B (zh) | 2016-03-18 | 2016-06-16 | 粘合式层叠芯制造装置及其芯层压机 |
| US16/086,310 US10923995B2 (en) | 2016-03-18 | 2016-06-16 | Adhesive laminate core manufacturing apparatus and core laminator therefor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160032876A KR101876292B1 (ko) | 2016-03-18 | 2016-03-18 | 접착식 적층코어 제조장치 및 이를 위한 코어 라미네이터 |
| KR10-2016-0032876 | 2016-03-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017159926A1 true WO2017159926A1 (ko) | 2017-09-21 |
Family
ID=59850974
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/KR2016/006406 WO2017159926A1 (ko) | 2016-03-18 | 2016-06-16 | 접착식 적층코어 제조장치 및 이를 위한 코어 라미네이터 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10923995B2 (ko) |
| KR (1) | KR101876292B1 (ko) |
| CN (1) | CN108781028B (ko) |
| WO (1) | WO2017159926A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3514926A1 (de) | 2018-01-18 | 2019-07-24 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Verfahren zum verbinden von blechteilen zu einem blechpaket |
| EP3514925A1 (de) | 2018-01-18 | 2019-07-24 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Verfahren zum verbinden von blechteilen zu blechpaketen |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6543608B2 (ja) * | 2016-12-22 | 2019-07-10 | 株式会社三井ハイテック | 積層鉄心の製造方法及び積層鉄心の製造装置 |
| TWI733277B (zh) * | 2018-12-17 | 2021-07-11 | 日商日本製鐵股份有限公司 | 定子用接著積層鐵芯及旋轉電機 |
| CN111266459A (zh) * | 2020-03-03 | 2020-06-12 | 东莞市嘉润耀广实业有限公司 | 一种铁芯模具及内加热方法 |
| KR102327978B1 (ko) | 2020-05-22 | 2021-11-17 | (주)포스코에스피에스 | 접착식 적층코어 제조장치 |
| KR102238553B1 (ko) * | 2020-05-22 | 2021-04-08 | (주)포스코에스피에스 | 적층코어 제조장치 |
| JP7149545B2 (ja) * | 2021-02-24 | 2022-10-07 | 大垣精工株式会社 | 積層鋼板製造装置 |
| CN112802676B (zh) * | 2021-03-31 | 2021-07-27 | 广东昭信智能装备有限公司 | 一种变压器组装线 |
| KR102658452B1 (ko) * | 2021-06-09 | 2024-04-17 | 주식회사 비엠씨 | 가열 접착식 적층 코어 제조 장치 |
| KR102575532B1 (ko) | 2021-10-27 | 2023-09-07 | (주)포스코모빌리티솔루션 | 코어 제조장치 및 제조방법 |
| CN115632528B (zh) * | 2022-12-21 | 2023-03-28 | 苏州范斯特机械科技有限公司 | 电机层叠铁芯的生产设备及其生产方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009297758A (ja) * | 2008-06-16 | 2009-12-24 | Kuroda Precision Ind Ltd | 積層鉄心の製造装置 |
| JP2010274625A (ja) * | 2009-06-01 | 2010-12-09 | Panasonic Corp | 積層体の製造方法および製造装置 |
| JP2011020132A (ja) * | 2009-07-14 | 2011-02-03 | Pascal Engineering Corp | 積層鉄心製造装置 |
| KR20160028678A (ko) * | 2014-09-04 | 2016-03-14 | 주식회사 포스코티엠씨 | 접착식 적층 코어부재 제조장치 및 온도제어방법 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4464826A (en) * | 1982-07-26 | 1984-08-14 | General Electric Company | Method and apparatus for aligning laminations in a stator core |
| JPH05304037A (ja) | 1992-04-28 | 1993-11-16 | Aida Eng Ltd | 積層コアの製造方法 |
| KR0119014B1 (ko) | 1994-06-09 | 1997-09-30 | 구자홍 | 모터 코어의 적층 접착장치 |
| US5799387A (en) * | 1996-06-05 | 1998-09-01 | L.H. Carbide Corpordation | Lamina stack having a plurality of outer perimeter configurations and an apparatus and method for manufacturing said stack |
| US6163949A (en) * | 1996-06-05 | 2000-12-26 | L.H. Carbide Corporation | Method for manufacturing long, slender lamina stack from nonuniform laminae |
| JP3822020B2 (ja) * | 2000-05-16 | 2006-09-13 | 株式会社コアテック | 積層コアの製造装置 |
| JP2004023829A (ja) * | 2002-06-13 | 2004-01-22 | Matsushita Electric Ind Co Ltd | 積層体の製造方法 |
| JP2006238592A (ja) * | 2005-02-24 | 2006-09-07 | Toyota Motor Corp | スロット紙成形装置 |
| US8127429B2 (en) * | 2006-11-27 | 2012-03-06 | Honda Motor Co., Ltd. | Method for producing ring core |
| KR100849023B1 (ko) | 2007-01-16 | 2008-07-30 | 주식회사 포스코아 | 분할 구조를 가지는 적층 코어 |
| KR100856032B1 (ko) | 2007-01-16 | 2008-09-02 | 주식회사 포스코아 | 코아몸체, 코아날개 및 이를 구비한 조립식 적층 코아 |
| JP4402125B2 (ja) * | 2007-03-14 | 2010-01-20 | 三菱電機株式会社 | 固定子内周真円度修正装置及び固定子内周真円度修正方法 |
| US8276426B2 (en) * | 2007-03-21 | 2012-10-02 | Magnetic Metals Corporation | Laminated magnetic cores |
| JP5375264B2 (ja) * | 2009-03-30 | 2013-12-25 | Jfeスチール株式会社 | 積層コアの製造装置 |
| JP2011066987A (ja) * | 2009-09-16 | 2011-03-31 | Denso Corp | 積層コアの製造方法、積層コア及び回転電機 |
| JP5581903B2 (ja) * | 2010-08-31 | 2014-09-03 | トヨタ紡織株式会社 | 転積装置 |
| KR101599291B1 (ko) | 2014-05-28 | 2016-03-14 | 주식회사 포스코티엠씨 | 접착식 적층 코어부재 제조장치 및 접착제 도포유닛 |
| KR101566492B1 (ko) | 2014-06-25 | 2015-11-06 | 주식회사 포스코티엠씨 | 접착식 적층 코어부재 제조장치 및 접착제 도포유닛 |
| JP5890476B2 (ja) * | 2014-07-02 | 2016-03-22 | 黒田精工株式会社 | 積層鉄心の製造装置および製造方法 |
| KR101616987B1 (ko) * | 2014-07-08 | 2016-04-29 | 주식회사 포스코티엠씨 | 고주파 가열을 이용한 접착식 적층 코어부재 제조장치 및 이를 위한 라미네이트 유닛 |
| KR101618709B1 (ko) * | 2014-07-09 | 2016-05-09 | 주식회사 포스코티엠씨 | 접착식 적층 코어부재 제조용 라미네이트 유닛 및 이를 갖는 적층 코어부재 제조장치 |
| CN106716796B (zh) * | 2014-11-07 | 2020-02-21 | 黑田精工株式会社 | 层叠铁芯的制造装置和层叠铁芯的制造方法 |
| WO2016098145A1 (ja) * | 2014-12-18 | 2016-06-23 | 黒田精工株式会社 | 順送り金型装置用の逆押え装置及びこれを備えた順送り金型装置 |
| CN108430774B (zh) * | 2015-12-22 | 2020-08-21 | 株式会社Posco大宇 | 粘合式层叠芯制造装置 |
-
2016
- 2016-03-18 KR KR1020160032876A patent/KR101876292B1/ko active IP Right Grant
- 2016-06-16 WO PCT/KR2016/006406 patent/WO2017159926A1/ko active Application Filing
- 2016-06-16 CN CN201680083758.3A patent/CN108781028B/zh active Active
- 2016-06-16 US US16/086,310 patent/US10923995B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009297758A (ja) * | 2008-06-16 | 2009-12-24 | Kuroda Precision Ind Ltd | 積層鉄心の製造装置 |
| JP2010274625A (ja) * | 2009-06-01 | 2010-12-09 | Panasonic Corp | 積層体の製造方法および製造装置 |
| JP2011020132A (ja) * | 2009-07-14 | 2011-02-03 | Pascal Engineering Corp | 積層鉄心製造装置 |
| KR20160028678A (ko) * | 2014-09-04 | 2016-03-14 | 주식회사 포스코티엠씨 | 접착식 적층 코어부재 제조장치 및 온도제어방법 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3514926A1 (de) | 2018-01-18 | 2019-07-24 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Verfahren zum verbinden von blechteilen zu einem blechpaket |
| EP3514925A1 (de) | 2018-01-18 | 2019-07-24 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Verfahren zum verbinden von blechteilen zu blechpaketen |
| WO2019141826A1 (de) | 2018-01-18 | 2019-07-25 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Verfahren zum verbinden von blechteilen zu einem blechpaket |
| WO2019141825A1 (de) | 2018-01-18 | 2019-07-25 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Verfahren zum verbinden von blechteilen |
| JP2021510636A (ja) * | 2018-01-18 | 2021-04-30 | フェストアルピーネ オートモーティヴ コンポーネンツ デッティンゲン ゲー・エム・ベー・ハー ウント コー. カー・ゲーvoestalpine Automotive Components Dettingen GmbH & Co. KG | 金属薄板部材を結合する方法 |
| US11565504B2 (en) | 2018-01-18 | 2023-01-31 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Method for connecting lamination parts to form a lamination stack |
| US11766855B2 (en) | 2018-01-18 | 2023-09-26 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Method for connecting lamination parts |
| JP7364594B2 (ja) | 2018-01-18 | 2023-10-18 | フェストアルピーネ オートモーティヴ コンポーネンツ デッティンゲン ゲー・エム・ベー・ハー ウント コー. カー・ゲー | 金属薄板部材を結合する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10923995B2 (en) | 2021-02-16 |
| US20190109521A1 (en) | 2019-04-11 |
| KR101876292B1 (ko) | 2018-07-10 |
| KR20170108638A (ko) | 2017-09-27 |
| CN108781028B (zh) | 2020-10-20 |
| CN108781028A (zh) | 2018-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017159926A1 (ko) | 접착식 적층코어 제조장치 및 이를 위한 코어 라미네이터 | |
| WO2017111249A1 (ko) | 접착식 적층코어 제조장치 | |
| WO2016006797A1 (ko) | 접착식 적층 코어부재 제조용 라미네이트 유닛 및 이를 갖는 적층 코어부재 제조장치 | |
| WO2016006796A1 (ko) | 고주파 가열을 이용한 접착식 적층 코어부재 제조장치 및 이를 위한 라미네이트 유닛 | |
| WO2016035959A1 (ko) | 접착식 적층 코어부재 제조장치 및 온도제어방법 | |
| CA2916870C (en) | Device and method for forming thin plate-shaped substrate | |
| WO2015182868A1 (ko) | 접착식 적층 코어부재 제조장치 및 접착제 도포유닛 | |
| WO2015147356A1 (ko) | 열간 코일스프링 제조장치 | |
| WO2023003182A1 (ko) | 적층코어의 제조방법 | |
| WO2019168259A1 (ko) | 엠보싱 금속판의 양측면 용접을 용이하게 하는 엠보싱 파이프 제조장치 및 이를 이용한 엠보싱 파이프 제조방법 | |
| WO2016035960A1 (ko) | 접착식 적층 코어부재 제조장치의 접착제 도포방법 | |
| WO2015037884A1 (ko) | 진단 키트 제조 장치 및 이에 의해 제조된 진단 키트 | |
| WO2015194745A1 (ko) | 접착식 적층 코어부재 제조장치 및 접착제 도포유닛 | |
| WO2022039413A1 (ko) | 노칭 기능이 구비된 이차 전지용 셀 스택 제조 장치 | |
| WO2015199318A1 (ko) | 접착식 적층 코어부재 제조장치 및 접착제 도포유닛 | |
| WO2016098974A1 (ko) | 글래스 곡면 성형장치 및 이를 이용한 글래스 곡면 성형방법 | |
| WO2022039412A1 (ko) | 이차 전지용 셀 스택 제조 장치 | |
| WO2021261736A1 (ko) | 적층코어 제조장치 및 적층코어 제조용 접착제 도포기 | |
| WO2020242084A1 (ko) | 벤딩 머신 | |
| WO2017018581A1 (ko) | 양각 금형 장치 및 이것을 이용한 제품의 제조 방법 | |
| WO2016104865A1 (ko) | 압연방법, 연주압연방법 및 연주압연장치 | |
| WO2018124722A1 (ko) | 성형 장치 | |
| WO2014065445A1 (ko) | 고효율 못 제조 시스템 | |
| WO2015178674A2 (ko) | 이종 소재의 단조 성형방법 및 단조 성형장치 | |
| WO2016017897A1 (ko) | 접착식 적층 코어부재 제조장치 및 이에 적용되는 적층 코어부재 이송장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16894656 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16894656 Country of ref document: EP Kind code of ref document: A1 |