WO2017126431A1 - ハードコート積層フィルム - Google Patents
ハードコート積層フィルム Download PDFInfo
- Publication number
- WO2017126431A1 WO2017126431A1 PCT/JP2017/001027 JP2017001027W WO2017126431A1 WO 2017126431 A1 WO2017126431 A1 WO 2017126431A1 JP 2017001027 W JP2017001027 W JP 2017001027W WO 2017126431 A1 WO2017126431 A1 WO 2017126431A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hard coat
- mass
- acrylate
- meth
- laminated film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/12—Chemical modification
- C08J7/123—Treatment by wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F290/00—Macromolecular compounds obtained by polymerising monomers on to polymers modified by introduction of aliphatic unsaturated end or side groups
- C08F290/02—Macromolecular compounds obtained by polymerising monomers on to polymers modified by introduction of aliphatic unsaturated end or side groups on to polymers modified by introduction of unsaturated end groups
- C08F290/06—Polymers provided for in subclass C08G
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/046—Forming abrasion-resistant coatings; Forming surface-hardening coatings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/14—Protective coatings, e.g. hard coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/16—Surface shaping of articles, e.g. embossing; Apparatus therefor by wave energy or particle radiation, e.g. infrared heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/584—Scratch resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/73—Hydrophobic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2333/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2333/24—Homopolymers or copolymers of amides or imides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2333/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2333/24—Homopolymers or copolymers of amides or imides
- C08J2333/26—Homopolymers or copolymers of acrylamide or methacrylamide
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2433/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2433/04—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters
Definitions
- the present invention relates to a hard coat laminated film. More specifically, the present invention relates to a hard coat laminated film excellent in scratch resistance and surface appearance.
- touch panels that are installed on image display devices such as a liquid crystal display, a plasma display, and an electroluminescence display and can be input by touching with a finger or a pen while watching the display have become widespread.
- glass-based articles have been used for display faceplates of touch panels because they meet required characteristics such as heat resistance, dimensional stability, high transparency, high surface hardness, and high rigidity.
- glass has disadvantages such as low impact resistance and easy cracking; low workability; difficult to handle; high specific gravity and heavy; difficult to meet demands for curved display and flexibility. Therefore, materials that replace glass have been actively studied, and a hard coat with excellent scratch resistance is provided on the surface of a transparent resin film substrate such as triacetyl cellulose, polyethylene terephthalate, polycarbonate, polymethyl methacrylate, and norbornene polymer.
- multilayer films are proposed (for example, refer patent document 1 and 2). However, its scratch resistance is still insufficient. There is a need for a hard coat laminate film that does not scratch even when repeatedly rubbed with steel wool or the like.
- An object of the present invention is to provide a hard coat laminated film excellent in scratch resistance and surface appearance.
- the first hard coat is (A) 100 parts by mass of a polyfunctional (meth) acrylate containing 20% by mass or more of tripentaerythritol acrylate; and (B) 0.01 to 7 parts by mass of a (meth) acryloyl group-containing fluoropolyether water repellent, And formed from a paint that does not contain inorganic particles; The thickness is 5-60 ⁇ m, Hard coat laminated film. [2].
- the transparent resin film is First poly (meth) acrylimide resin layer ( ⁇ 1); Aromatic polycarbonate-based resin layer ( ⁇ );
- the second poly (meth) acrylimide resin layer ( ⁇ 2) is It is a transparent multilayer film directly laminated in this order, The hard coat laminated film according to any one of [1] to [3] above. [5]. Use of the hard coat laminated film according to any one of items [1] to [4] as an image display device member. [6]. An image display device comprising the hard coat laminated film according to any one of items [1] to [4].
- the hard coat laminated film of the present invention is excellent in scratch resistance and surface appearance. Therefore, this hard coat laminated film is a member of an image display device such as a liquid crystal display, a plasma display, and an electroluminescence display (including an image display device having a touch panel function and an image display device not having a touch panel function), in particular. It can be suitably used as a display face plate of an image display device having a touch panel function.
- an image display device such as a liquid crystal display, a plasma display, and an electroluminescence display (including an image display device having a touch panel function and an image display device not having a touch panel function), in particular. It can be suitably used as a display face plate of an image display device having a touch panel function.
- the hard coat laminated film of the present invention has a first hard coat and a transparent resin film layer in order from the surface side.
- the first hard coat usually forms the surface of the hard coat laminated film of the present invention.
- the first hard coat forms a touch surface when the hard coat laminated film of the present invention is used as a display face plate of an image display device having a touch panel function.
- the first hard coat exhibits good scratch resistance and functions to prevent scratches even when repeatedly rubbed with steel wool or the like.
- the first hard coat comprises (A) 100 parts by mass of a polyfunctional (meth) acrylate containing at least 20% by mass of tripentaerythritol acrylate; and (B) (meth) acryloyl group-containing fluoropolyether water repellent 0.01 It is formed from a paint containing ⁇ 7 parts by mass and no inorganic particles.
- Inorganic particles for example, silica (silicon dioxide); metal oxide particles such as aluminum oxide, zirconia, titania, zinc oxide, germanium oxide, indium oxide, tin oxide, indium tin oxide, antimony oxide, and cerium oxide; fluorination Metal fluoride particles such as magnesium and sodium fluoride; metal sulfide particles; metal nitride particles; and metal particles
- silica silicon dioxide
- metal oxide particles such as aluminum oxide, zirconia, titania, zinc oxide, germanium oxide, indium oxide, tin oxide, indium tin oxide, antimony oxide, and cerium oxide
- fluorination Metal fluoride particles such as magnesium and sodium fluoride
- metal sulfide particles metal nitride particles
- metal particles are highly effective in increasing the hardness of the hard coat.
- the interaction between the inorganic particles and the resin component such as the component (A) is weak, which causes insufficient scratch resistance. Therefore, in the present invention, the first hard coat does not
- does not contain inorganic particles means that it does not contain a significant amount of inorganic particles.
- the significant amount of inorganic particles is usually about 1 part by mass or more with respect to 100 parts by mass of the component (A). Therefore, “does not contain” inorganic particles means that the amount of inorganic particles is usually 0 parts by mass or more and less than 1 part by mass, preferably 0.1 parts by mass or less, relative to 100 parts by mass of the component (A). Preferably, it can be paraphrased as 0.01 parts by mass or less.
- (A) Polyfunctional (meth) acrylate containing at least 20% by mass of tripentaerythritol acrylate The polyfunctional (meth) acrylate containing at least 20% by mass of the above component (A) tripentaerythritol acrylate has two or more ( A (meth) acrylate having a (meth) acryloyl group, which contains tripentaerythritol acrylate in an amount of 20% by mass or more, preferably 40% by mass or more, more preferably 50% by mass or more.
- the component (A) may contain 100% by mass or less, or less than 100% by mass, 90% by mass or less, or 80% by mass or less of tripentaerythritol acrylate.
- the mass ratio of tripentaerythritol acrylate here is based on 100% by mass of the total of the components (A).
- (meth) acrylate means acrylate or methacrylate. Since the component (A) has two or more (meth) acryloyl groups in one molecule, it functions to form a hard coat by being polymerized and cured by active energy rays such as ultraviolet rays and electron beams.
- the component (A) is more preferably a mixture of tripentaerythritol acrylate and one or more selected from the group consisting of dipentaerythritol acrylate, monopentaerythritol acrylate, and polypentaerythritol acrylate.
- the content of tripentaerythritol acrylate in the mixture is 20% by mass or more, preferably 40% by mass or more, more preferably 50 to 80% by mass, where the total of the respective components is 100% by mass.
- the content of tripentaerythritol acrylate in the mixture may be 20 to 80% by mass, or 40 to 80% by mass, where the total of the components is 100% by mass.
- the tripentaerythritol acrylate is a compound having a structure in which three pentaerythritol acrylates are linked, and has 8 or 7 (when a hydroxyl group remains at the terminal) acryloyl group. That is, the above-mentioned tripentaerythritol acrylate refers to tripentaerythritol heptaacrylate, tripentaerythritol octaacrylate, or a mixture thereof (mass ratio 0: 100 to 100: 0).
- the general structure of polyfunctional pentaerythritol acrylate is shown in the following formula (1).
- n is an integer of 0 or more
- R is —H or —COCH ⁇ CH 2 .
- the molar ratio of —H: —COCH ⁇ CH 2 with respect to R is not particularly limited, but is usually 40:60 to 80:20 from the viewpoint of optimizing the resulting coating viscosity, and is more typical. May be 50:50 to 70:30.
- n 2 in the following formula (1), it represents tripentaerythritol heptaacrylate or tripentaerythritol octaacrylate.
- the polypentaerythritol acrylate is a compound having a structure in which four or more pentaerythritol acrylates are linked.
- the acryloyl group there is no particular upper limit for N, but it may usually be 6 or less from the viewpoint of optimizing the viscosity of the paint containing this and the possibility of actual synthesis.
- the component (A) may contain other polyfunctional (meth) acrylates in addition to tripentaerythritol acrylate, dipentaerythritol acrylate, monopentaerythritol acrylate, and polypentaerythritol acrylate.
- Such other polyfunctional (meth) acrylates are not particularly limited.
- diethylene glycol di (meth) acrylate diethylene glycol di (meth) acrylate, neopentyl glycol di (meth) acrylate, 1,6-hexanediol di (meth) acrylate, polyethylene Glycol di (meth) acrylate, 2,2′-bis (4- (meth) acryloyloxypolyethyleneoxyphenyl) propane, 2,2′-bis (4- (meth) acryloyloxypolypropyleneoxyphenyl) propane, etc.
- (Meth) acryloyl group-containing bifunctional reactive monomers (meth) acrylo such as trimethylolpropane tri (meth) acrylate, trimethylolethane tri (meth) acrylate, and ethoxylated trimethylolpropane tri (meth) acrylate Trifunctional reactive monomer containing a tri group; tetrafunctional reactive monomer containing a (meth) acryloyl group such as ditrimethylolpropane tetra (meth) acrylate and pentaerythritol tetramethacrylate; containing a (meth) acryloyl group such as dipentaerythritol hexaacrylate And hexafunctional reactive monomers; and polymers (oligomers and prepolymers) having one or more of these as constituent monomers.
- these 1 type, or 2 or more types of mixtures can be used.
- the component (B) is a water repellent containing a compound containing a (meth) acryloyl group and a fluoropolyether group in the molecule.
- the component (B) is clearly distinguished from the component (A) in that it contains a fluoropolyether group in the molecule.
- the polyfunctional (meth) acrylate contained in the component (A) does not contain a fluoropolyether group in the molecule.
- a compound containing two or more (meth) acryloyl groups in one molecule and containing a fluoropolyether group is the component (B).
- the component (B) (meth) acryloyl group-containing fluoropolyether-based water repellent functions to improve the scratch resistance, slipperiness, anti-smudge property, and dirt wiping property. Since the component (B) has a (meth) acryloyl group in the molecule, troubles such as a chemical bond or strong interaction with the component (A) and bleeding out are suppressed.
- the component (B) contains an acryloyl group from the viewpoint of appropriately adjusting the chemical bond or interaction between the component (A) and the component (B) and exhibiting good water repellency while maintaining high transparency.
- a blend of a fluoropolyether water repellent and a methacryloyl group-containing fluoropolyether water repellent is preferred.
- the blending amount of the (meth) acryloyl group-containing fluoropolyether water repellent of the component (B) prevents troubles such as bleeding out of the component (B) with respect to 100 parts by mass of the component (A). Therefore, it is usually 7 parts by mass or less, preferably 4 parts by mass or less, more preferably 2 parts by mass or less.
- the blending amount of the (meth) acryloyl group-containing fluoropolyether water repellent of the component (B) is usually 0.01 parts by mass or more, preferably 0.05 parts by mass from the viewpoint of obtaining the effect of use. As mentioned above, More preferably, it is 0.1 mass part or more.
- the blending amount of this water repellent is usually 0.01 parts by mass or more and 7 parts by mass or less, preferably 0.01 parts by mass or more and 4 parts by mass or less, or 0.01 parts by mass or more and 2 parts by mass or less. Or preferably 0.05 parts by weight or more and 7 parts by weight or less, 0.05 parts by weight or more and 4 parts by weight or less, or 0.05 parts by weight or more and 2 parts by weight or less, or preferably 0.1 parts by weight. It may be 7 parts by mass or less, 0.1 parts by mass or more and 4 parts by mass or less, or 0.1 parts by mass or more and 2 parts by mass or less.
- the first hard coat forming coating material has a compound having two or more isocyanate groups (—N ⁇ C ⁇ O) in one molecule and / or photopolymerization from the viewpoint of improving curability by active energy rays. It is preferable to further contain an agent.
- Examples of the compound having two or more isocyanate groups in one molecule include methylene bis-4-cyclohexyl isocyanate; trimethylol propane adduct of tolylene diisocyanate, trimethylol propane adduct of hexamethylene diisocyanate, trimethylol of isophorone diisocyanate.
- Polyisocyanates such as propane adduct, isocyanurate of tolylene diisocyanate, isocyanurate of hexamethylene diisocyanate, isocyanurate of isophorone diisocyanate, biuret of hexamethylene diisocyanate; and urethanes such as block isocyanates of the above polyisocyanates
- a crosslinking agent etc. can be mentioned.
- the compound having two or more isocyanate groups in one molecule one or a mixture of two or more thereof can be used.
- a catalyst such as dibutyltin dilaurate or dibutyltin diethylhexoate may be added as necessary.
- photopolymerization initiator examples include benzophenone, methyl-o-benzoylbenzoate, 4-methylbenzophenone, 4,4′-bis (diethylamino) benzophenone, methyl o-benzoylbenzoate, 4-phenylbenzophenone, 4-benzoyl.
- Benzophenone compounds such as -4'-methyldiphenyl sulfide, 3,3 ', 4,4'-tetra (tert-butylperoxycarbonyl) benzophenone, 2,4,6-trimethylbenzophenone; benzoin, benzoin methyl ether, benzoin Benzoin compounds such as ethyl ether, benzoin isopropyl ether, benzyl methyl ketal; acetophenone, 2,2-dimethoxy-2-phenylacetophenone, 1-hydroxycyclohexyl phenyl ketone Acetophenone compounds; anthraquinone compounds such as methylanthraquinone, 2-ethylanthraquinone, 2-amylanthraquinone; thioxanthone compounds such as thioxanthone, 2,4-diethylthioxanthone, 2,4-diisopropylthioxanthone; alkyls such
- acetophenone photopolymerization initiator two or more acetophenone photopolymerization initiators, for example, 1-hydroxycyclohexyl phenyl ketone and 2-hydroxy-1- (4- (4- (2-hydroxy-2-methyl-propionyl)) are used. It is preferred to use in combination with -benzyl) phenyl) -2-methyl-propan-1-one. It can be sufficiently cured while suppressing coloring of the hard coat.
- the first hard coat-forming coating material includes, as desired, an antistatic agent, a surfactant, a leveling agent, a thixotropic agent, a stain-preventing agent, a printability improving agent, an antioxidant, a weathering stabilizer, One or more additives such as a light resistance stabilizer, an ultraviolet absorber, a heat stabilizer, organic fine particles, and an organic colorant can be contained.
- the first hard coat-forming coating material may contain a solvent as desired in order to dilute to a concentration that facilitates coating. If the said solvent does not react with the said component (A), the said component (B), and other arbitrary components, or does not catalyze (promote) the self-reaction (including deterioration reaction) of these components.
- the solvent include 1-methoxy-2-propanol, ethyl acetate, n-butyl acetate, toluene, methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, and acetone.
- these 1 type, or 2 or more types of mixtures can be used.
- the first hard coat forming paint can be obtained by mixing and stirring these components.
- the method for forming the first hard coat using the first hard coat forming paint is not particularly limited, and a known web coating method can be used. Examples of the method include methods such as roll coating, gravure coating, reverse coating, roll brushing, dip coating, spray coating, spin coating, air knife coating, and die coating.
- the thickness of the first hard coat is 5 ⁇ m or more, preferably 7 ⁇ m or more, more preferably 8 ⁇ m or more, and further preferably 9 ⁇ m or more from the viewpoint of scratch resistance.
- the thickness of the first hard coat is usually 60 ⁇ m or less, preferably 30 ⁇ m or less, more preferably from the viewpoint of maintaining good bending resistance of the hard coat laminated film of the present invention and allowing easy handling as a film roll. May be 20 ⁇ m or less, more preferably 15 ⁇ m or less.
- the thickness of the first hard coat is preferably 5 ⁇ m to 60 ⁇ m or less, 5 ⁇ m to 30 ⁇ m, 5 ⁇ m to 20 ⁇ m, 5 ⁇ m to 15 ⁇ m, 7 ⁇ m to 60 ⁇ m, 7 ⁇ m to 30 ⁇ m, 7 ⁇ m to 20 ⁇ m, or 7 ⁇ m.
- It may be 15 ⁇ m or less, or 8 ⁇ m or more and 60 ⁇ m or less, 8 ⁇ m or more and 30 ⁇ m or less, 8 ⁇ m or more and 20 ⁇ m or less, or 8 ⁇ m or more and 15 ⁇ m or less, or 9 ⁇ m or more and 60 ⁇ m or less, 9 ⁇ m or more and 30 ⁇ m or less, 9 ⁇ m or more, 20 ⁇ m or less, or 9 ⁇ m or more and 15 ⁇ m or less.
- the hard coat laminated film of the present invention preferably has a first hard coat, a transparent resin film layer, and a second hard coat in order from the surface layer side.
- a first hard coat a transparent resin film layer
- a second hard coat in order from the surface layer side.
- the second hard coat is not particularly limited, and can be formed by any method using any paint.
- the second hard coat is preferably (A) 100 parts by mass of a polyfunctional (meth) acrylate containing 20% by mass or more of tripentaerythritol acrylate; and (C) a leveling agent of 0.01 to It is formed from the coating material containing 10 mass parts.
- the polyfunctional (meth) acrylate containing 20% by mass or more of the above component (A) tripentaerythritol acrylate has been described above in the description of the first hard coat forming coating material.
- these 1 type, or 2 or more types of mixtures can be used.
- the component (A) for the second hard coat is more preferably the same as that used in the first hard coat-forming coating material from the viewpoint of curling resistance.
- (C) Leveling agent It is preferable that a leveling agent is included in the coating material for forming the second hard coat from the viewpoint of making the surface of the second hard coat smooth.
- leveling agent examples include acrylic leveling agents, silicon leveling agents, fluorine leveling agents, silicon / acrylic copolymer leveling agents, fluorine-modified acrylic leveling agents, fluorine-modified silicon leveling agents, and functionalities thereof.
- leveling agents include leveling agents in which groups (for example, alkoxy groups such as methoxy and ethoxy groups, acyloxy groups, halogen groups, amino groups, vinyl groups, epoxy groups, methacryloxy groups, acryloxy groups, and isocyanate groups) are introduced.
- groups for example, alkoxy groups such as methoxy and ethoxy groups, acyloxy groups, halogen groups, amino groups, vinyl groups, epoxy groups, methacryloxy groups, acryloxy groups, and isocyanate groups
- an acrylic leveling agent and a silicon / acrylic copolymer leveling agent are preferable from the viewpoint of printability.
- these 1 type, or 2 or more types of mixtures can be used.
- the amount of the leveling agent of the component (C) is usually 0.01 parts by mass or more, preferably from the viewpoint of smoothening the surface of the second hard coat with respect to 100 parts by mass of the component (A). Is 0.1 parts by mass or more, more preferably 0.2 parts by mass or more.
- the blending amount of the leveling agent of the component (C) is usually 10 parts by mass or less, preferably 7 parts by mass or less, more preferably 4 masses from the viewpoint of preventing troubles such as bleeding out of the component (C). Or less, more preferably 2 parts by mass or less.
- the compounding amount of the leveling agent of the component (C) is usually 0.01 parts by mass or more and 10 parts by mass or less, preferably 0.01 parts by mass or more and 7 parts by mass or less, or 0.01 parts by mass or more and 4 parts by mass or less, or 0.
- the second hard coat-forming coating compound has a compound having two or more isocyanate groups (—N ⁇ C ⁇ O) in one molecule and / or photopolymerization initiation. It is preferable to further contain an agent.
- the compound having two or more isocyanate groups in one molecule is described above in the description of the first hard coat forming coating material.
- the compound having two or more isocyanate groups in one molecule one or a mixture of two or more thereof can be used.
- the photopolymerization initiator has been described above in the description of the first hard coat-forming paint.
- the photopolymerization initiator one or a mixture of two or more of these can be used.
- an antistatic agent for the second hard coat forming coating, an antistatic agent, a surfactant, a thixotropic agent, a stain inhibitor, a printability improver, an antioxidant, a weather resistance stabilizer, and a light resistance stability are optionally added.
- a surfactant for the second hard coat forming coating, an antistatic agent, a surfactant, a thixotropic agent, a stain inhibitor, a printability improver, an antioxidant, a weather resistance stabilizer, and a light resistance stability are optionally added.
- One type or two or more types of additives such as an agent, an ultraviolet absorber, a heat stabilizer, a colorant, inorganic fine particles, and organic fine particles can be contained.
- the second hard coat-forming coating material may contain a solvent as desired in order to dilute to a concentration that is easy to apply. If the said solvent does not react with the said component (A), the said component (C), and other arbitrary components, or does not catalyze (promote) the self-reaction (including deterioration reaction) of these components, There is no particular limitation.
- the solvent include 1-methoxy-2-propanol, ethyl acetate, n-butyl acetate, toluene, methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, and acetone. Of these, 1-methoxy-2-propanol is preferred. As said solvent, these 1 type, or 2 or more types of mixtures can be used.
- the second hard coat forming paint can be obtained by mixing and stirring these components.
- the method for forming the second hard coat using the second hard coat forming paint is not particularly limited, and a known web coating method can be used. Examples of the method include methods such as roll coating, gravure coating, reverse coating, roll brushing, dip coating, spray coating, spin coating, air knife coating, and die coating.
- the thickness of the second hard coat is not particularly limited, but may be usually 60 ⁇ m or less, preferably 30 ⁇ m or less, more preferably 20 ⁇ m or less, and still more preferably 15 ⁇ m or less from the viewpoint of bending resistance.
- the thickness of the second hard coat may be usually 5 ⁇ m or more, preferably 7 ⁇ m or more, more preferably 8 ⁇ m or more, and further preferably 9 ⁇ m or more.
- the thickness of the second hard coat is preferably 5 ⁇ m to 60 ⁇ m, 5 ⁇ m to 30 ⁇ m, 5 ⁇ m to 20 ⁇ m, 5 ⁇ m to 15 ⁇ m, 7 ⁇ m to 60 ⁇ m, 7 ⁇ m to 30 ⁇ m, 7 ⁇ m to 20 ⁇ m, or 7 ⁇ m.
- the thickness of the second hard coat may be the same as that of the first hard coat from the viewpoint of curling resistance.
- the“ same thickness ” should not be interpreted as completely the same thickness in a physicochemically strict sense.
- the thickness should be construed as the same thickness within the range of process / quality control that is usually performed in industry. This is because the curl resistance can be improved if the thickness is the same within the range of the amplitude of the process and quality control that are usually performed industrially. Since the thickness (after curing) of the hard coat is usually controlled in process and quality with a width of about ⁇ 0.5 to +0.5 ⁇ m, the thickness 10 ⁇ m and the same 11 ⁇ m should be interpreted as the same.
- the “same thickness” here is also referred to as “substantially the same thickness”.
- the transparent resin film is a layer serving as a transparent film substrate for forming the first hard coat or the first hard coat and the second hard coat thereon.
- the transparent resin film is not limited except that it has high transparency and is not colored, and any transparent resin film can be used.
- the transparent resin film examples include cellulose ester resins such as triacetyl cellulose; polyester resins such as polyethylene terephthalate; cyclic hydrocarbon resins such as ethylene norbornene copolymers; polymethyl methacrylate, polyethyl methacrylate, And acrylic resins such as vinylcyclohexane- (meth) acrylate methyl copolymer; aromatic polycarbonate resins; polyolefin resins such as polypropylene and 4-methyl-pentene-1; polyamide resins; polyarylate resins; Examples thereof include a polymer type urethane acrylate resin; and a polyimide resin film.
- These films include unstretched films, uniaxially stretched films, and biaxially stretched films. Moreover, these films include the laminated
- the thickness of the transparent resin film is not particularly limited, and can be any thickness as desired. From the viewpoint of handleability of the hard coat laminated film of the present invention, it may be usually 20 ⁇ m or more, preferably 50 ⁇ m or more.
- the thickness of the transparent resin film is usually 100 ⁇ m or more, preferably 200 ⁇ m or more, more preferably 300 ⁇ m or more from the viewpoint of maintaining rigidity. .
- the thickness of the transparent resin film is usually 1500 ⁇ m or less, preferably 1200 ⁇ m or less, more preferably 1000 ⁇ m or less.
- the thickness of the transparent resin film may be usually 250 ⁇ m or less, preferably 150 ⁇ m or less, from the viewpoint of economy.
- the transparent resin film is preferably an acrylic resin transparent resin film.
- acrylic resin here includes acrylic resin and methacrylic resin.
- (meth) acrylic acid ester (co) polymer structural units derived from (meth) acrylic acid ester are mainly (usually 50 mol% or more, preferably 65 mol% or more, more preferably Are 70 mol% or more) and copolymers thereof, and modified products thereof.
- (meth) acryl means acryl or methacryl.
- the (co) polymer means a polymer or a copolymer.
- Examples of the (meth) acrylate ester (co) polymer include poly (meth) acrylate methyl, poly (meth) acrylate ethyl, poly (meth) acrylate propyl, poly (meth) acrylate butyl, ( Examples thereof include methyl (meth) acrylate / (meth) butyl acrylate copolymer, ethyl (meth) acrylate / butyl (meth) acrylate copolymer, and the like.
- Examples of the copolymer mainly containing a structural unit derived from the above (meth) acrylic acid ester include, for example, ethylene / methyl (meth) acrylate copolymer, styrene / methyl (meth) acrylate copolymer, vinylcyclohexane / Examples thereof include (meth) methyl acrylate copolymer, maleic anhydride / (meth) methyl acrylate copolymer, and N-substituted maleimide / (meth) methyl acrylate copolymer.
- modified substance examples include a polymer in which a lactone ring structure is introduced by an intramolecular cyclization reaction; a polymer in which glutaric anhydride is introduced by an intramolecular cyclization reaction; and an imidizing agent (for example, methyl
- an imidizing agent for example, methyl
- examples thereof include a polymer in which an imide structure is introduced by reacting with amine, cyclohexylamine, ammonia, and the like (hereinafter referred to as poly (meth) acrylimide resin).
- acrylic resin transparent resin film examples include films of one kind or a mixture of two or more kinds. Moreover, these films include the laminated
- the transparent resin film is more preferably a vinyl cyclohexane / (meth) methyl acrylate copolymer film.
- the vinylcyclohexane ⁇ (meth) acrylate methyl copolymer here is formed from methyl (meth) acrylate and vinylcyclohexane as a polymerizable monomer, or methyl (meth) acrylate and vinylcyclohexane, and A copolymer formed from a copolymerizable monomer.
- the copolymerizable monomer is usually a compound having a carbon / carbon double bond, typically a compound having an ethylenic double bond.
- the content of the structural unit derived from methyl (meth) acrylate in the vinylcyclohexane-methyl (meth) acrylate copolymer is a total polymerizable monomer (methyl (meth) acrylate, vinylcyclohexane, and (present) In the case where the sum of the structural units derived from the monomer) copolymerizable with these is 100 mol%, it may be usually 50 to 95 mol%, preferably 65 to 90 mol%, more preferably 70 to 85 mol%. .
- the transparent resin film may be a poly (meth) acrylimide resin film.
- a transparent resin film By using such a transparent resin film, it becomes a hard coat laminated film excellent in surface hardness, scratch resistance, transparency, surface smoothness, appearance, rigidity, heat resistance, and heat-resistant dimensional stability. Or as a transparent conductive substrate.
- the yellowness index of the acrylic resin is preferably 3 or less, more preferably 2 or less. More preferably, it is 1 or less.
- a hard coat laminated film that can be suitably used as a member of an image display device can be obtained. The lower the yellowness index, the better.
- the melt mass flow rate of the acrylic resin (measured in accordance with ISO 1133 under the conditions of 260 ° C. and 98.07 N) is preferably 0.1 to 20 g / 10 min from the viewpoint of extrusion load and melt film stability. 0.5 to 10 g / 10 min is preferred.
- the acrylic resin may include a thermoplastic resin other than the acrylic resin; a pigment, an inorganic filler, an organic filler, a resin filler; a lubricant, an antioxidant, and a stable weather resistance, as long as it does not contradict the purpose of the present invention.
- An additive such as an agent, a heat stabilizer, a release agent, an antistatic agent, and a surfactant can be further included.
- the amount of these optional components is usually about 0.01 to 10 parts by mass with 100 parts by mass of the acrylic resin.
- the transparent resin film is preferably a transparent multilayer film in which a first acrylic resin layer ( ⁇ 1); an aromatic polycarbonate resin layer ( ⁇ ); and a second acrylic resin layer ( ⁇ 2) are directly laminated in this order. is there.
- a first acrylic resin layer ( ⁇ 1); an aromatic polycarbonate resin layer ( ⁇ ); and a second acrylic resin layer ( ⁇ 2) are directly laminated in this order. is there.
- the present invention will be described on the assumption that the touch surface is formed on the ⁇ 1 layer side.
- Acrylic resin is excellent in surface hardness but tends to be insufficient in cutting workability.
- aromatic polycarbonate resin is excellent in machinability but tends to have insufficient surface hardness. Therefore, by using the transparent multilayer film having the above-mentioned layer structure, it is possible to easily obtain a hard coat laminated film that compensates for both weak points and is excellent in both surface hardness and cutting workability.
- the layer thickness of the ⁇ 1 layer is not particularly limited, but is usually 20 ⁇ m or more, preferably 40 ⁇ m or more, more preferably 60 ⁇ m or more, and still more preferably 80 ⁇ m or more, from the viewpoint of the surface hardness of the hard coat laminated film of the present invention. Good.
- the layer thickness of the ⁇ 2 layer is not particularly limited, but is preferably the same layer thickness as the ⁇ 1 layer from the viewpoint of curl resistance of the hard coat laminated film of the present invention.
- the “same layer thickness” should not be interpreted as the same layer thickness in a physicochemically strict sense. It should be construed that the layer thickness is the same within the range of process and quality control that is usually performed industrially. This is because the curl resistance of the multilayer film can be kept good if the layer thickness is the same within the range of the amplitude of process and quality control that is usually performed industrially.
- the layer thicknesses of 65 ⁇ m and 75 ⁇ m should be interpreted as the same. is there.
- “the same layer thickness” is also referred to as “substantially the same layer thickness”.
- the layer thickness of the ⁇ layer is not particularly limited, but may be usually 20 ⁇ m or more, preferably 80 ⁇ m or more from the viewpoint of cutting resistance of the hard coat laminated film of the present invention.
- the acrylic resin used for the ⁇ 1 layer and the ⁇ 2 layer has been described above.
- the acrylic resin used for the ⁇ 1 layer and the acrylic resin used for the ⁇ 2 layer have different resin characteristics, for example, different acrylic resins such as types, melt mass flow rates, and glass transition temperatures. Also good. From the viewpoint of curling resistance of the hard coat laminated film of the present invention, those having the same resin characteristics are preferably used. For example, using the same lot of the same grade is one preferred embodiment.
- aromatic polycarbonate resin used for the ⁇ layer examples include aromatic dihydroxy compounds such as bisphenol A, dimethylbisphenol A, 1,1-bis (4-hydroxyphenyl) -3,3,5-trimethylcyclohexane, and phosgene.
- One or a mixture of two or more aromatic polycarbonate resins such as a polymer obtained by a transesterification reaction with a diester can be used.
- the aromatic polycarbonate resin include core-shell rubber.
- the core-shell rubber is 0-30 parts by mass (aromatic polycarbonate-based resin 100-70 parts by mass), preferably 0-10 parts by mass (aromatic When used in an amount of 100 to 90 parts by mass of a polycarbonate-based resin, it is possible to further improve the cutting resistance and impact resistance of the hard coat laminated film.
- the core shell rubber examples include methacrylic ester / styrene / butadiene rubber graft copolymer, acrylonitrile / styrene / butadiene rubber graft copolymer, acrylonitrile / styrene / ethylene / propylene rubber graft copolymer, and acrylonitrile / styrene / acrylic.
- core-shell rubbers such as acid ester graft copolymers, methacrylic acid ester / acrylic acid ester rubber graft copolymers, and methacrylic acid ester / acrylonitrile / acrylic acid ester rubber graft copolymers.
- the core-shell rubber one or a mixture of two or more of these can be used.
- the aromatic polycarbonate-based resin may be a thermoplastic resin other than the aromatic polycarbonate-based resin or the core-shell rubber; a pigment, an inorganic filler, an organic filler, a resin filler; Further, additives such as an antioxidant, a weather resistance stabilizer, a heat stabilizer, a release agent, an antistatic agent and a surfactant can be further included.
- the amount of these optional components is usually about 0.01 to 10 parts by mass, where the total of the aromatic polycarbonate resin and the core-shell rubber is 100 parts by mass.
- the transparent resin film has a first poly (meth) acrylimide resin layer ( ⁇ 1); an aromatic polycarbonate resin layer ( ⁇ ); a second poly (meth) acrylimide resin layer ( ⁇ 2).
- a transparent multilayer film directly laminated in this order Poly (meth) acrylimide resin is excellent in heat resistance and surface hardness, but is likely to have insufficient cutting workability.
- the aromatic polycarbonate resin is excellent in machinability but tends to have insufficient heat resistance and surface hardness. Therefore, by using the transparent multilayer film having the above-mentioned layer structure, it is possible to easily obtain a hard coat laminated film that compensates for the weaknesses of both and is excellent in any of heat resistance, surface hardness, and cutting workability. .
- the method for producing the transparent resin film is not particularly limited.
- the transparent resin film is directly laminated in this order: a first poly (meth) acrylimide resin layer ( ⁇ 1); an aromatic polycarbonate resin layer ( ⁇ ); a second poly (meth) acrylimide resin layer ( ⁇ 2).
- a method described in JP-A-2015-083370 can be exemplified.
- a corona discharge treatment or anchor coat is formed in advance in order to increase the adhesive strength with the hard coat on the hard coat forming surface or both surfaces of the transparent resin film.
- An easy adhesion treatment such as
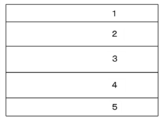
- FIG. 1 is a cross-sectional conceptual diagram showing an example of a hard coat laminated film of the present invention.
- first hard coat 1, first poly (meth) acrylimide resin layer ( ⁇ 1): 2, aromatic polycarbonate resin layer ( ⁇ ): 3, second poly (meth) acrylimide System resin layer ( ⁇ 2): 4 and second hard coat: 5.
- the hard coat laminated film of the present invention may have an optional layer other than the first hard coat, the second hard coat, and the transparent resin film, if desired.
- the optional layer include a third hard coat, an anchor coat layer, an adhesive layer, a transparent conductive layer, a high refractive index layer, a low refractive index layer, and an antireflection functional layer.
- the third hard coat may have the same composition as the first hard coat or the second hard coat.
- the hard coat laminated film of the present invention is placed on a JIS L0849: 2013 Gakushin type testing machine so that the first hard coat is on the surface, and # 0000 steel wool is attached to the friction terminals of the Gakushoku type testing machine. Then, after applying a load of 500 g, rubbing the surface of the first hard coat 9000 times in a reciprocating manner under the conditions of a moving speed of the friction terminal of 300 mm / min and a moving distance of 30 mm, It is preferable that it is not recognized. It is more preferable that no scratch is recognized after rubbing 10,000 times. More preferably, no scratches are observed after 11000 reciprocations. It is more preferable that no scratches are observed after 12,000 reciprocations. Most preferably, no scratches are observed after 13,000 round trips. It is preferable that no scratch is observed after rubbing more times. By having such scratch resistance, the hard coat laminated film of the present invention can be suitably used as an image display device member.
- the hard coat laminated film of the present invention preferably has a total light transmittance (measured according to JIS K7361-1: 1997, using a turbidimeter “NDH2000” (trade name) manufactured by Nippon Denshoku Industries Co., Ltd.). Above, more preferably 88% or more, still more preferably 90% or more. When the total light transmittance is 85% or more, the hard coat laminated film of the present invention can be suitably used as an image display device member. A higher total light transmittance is preferable.
- the minimum bending radius is preferably 70 mm or less, more preferably 60 mm or less, and still more preferably 50 mm or less.
- the minimum bending radius is preferably 70 mm or less, the hard coat laminated film of the present invention can be easily handled as a film roll, which is advantageous in terms of production efficiency.
- the minimum bending radius is a value measured according to the test (v) of the following example.
- the minimum bend radius is a bend radius immediately before a crack is generated on the surface of the bent portion when the hard coat laminated film is bent, and is an index indicating the limit of bending.
- the bending radius is defined in the same way as the curvature radius.
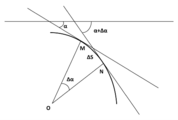
- the radius of curvature is defined as follows with reference to FIG.
- the length from the M point to the N point of the curve is ⁇ S; the difference between the slope of the tangent at the M point and the slope of the tangent at the N point is ⁇ ; a straight line perpendicular to the tangent at the M point and intersecting at the M point
- O the intersection point with a straight line that is perpendicular to the tangent line at the N point and intersects at the N point
- the radius at this time is defined as the radius of curvature.
- the water contact angle on the surface of the first hard coat is preferably 95 degrees or more, more preferably 100 degrees or more, and further preferably 105 degrees or more.
- the first hard coat forms a touch surface.
- the touch panel can be operated by sliding a finger or a pen as desired on the touch surface. From the viewpoint of sliding a finger or pen as desired, a higher water contact angle is preferable. There is no particular upper limit for the water contact angle, but about 120 degrees is usually sufficient.
- the water contact angle is a value measured according to the test (vi) of the following Examples.
- the water contact angle after wiping the surface of the first hard coat is preferably after 20,000 round trips, more preferably after 25,000 round trips, preferably 95 degrees or more, More preferably, it is 100 degrees or more, and further preferably 105 degrees or more.
- the water contact angle after reciprocating 20,000 times of cotton wiping is 95 degrees or more, surface characteristics such as slipperiness can be maintained even if wiping with a handkerchief or the like is repeated.
- the water contact angle after cotton wiping is a value measured according to the test (vii) of the following Examples.
- the yellowness index of the hard coat laminated film of the present invention is preferably 3 or less, more preferably. Is 2 or less, more preferably 1 or less. The lower the yellowness index, the better. When the yellowness index is 3 or less, the hard coat laminated film of the present invention can be suitably used as an image display device member.
- the hard coat laminated film of the present invention is placed on a JIS L0849: 2013 Gakushin type testing machine so that the first hard coat is on the surface, and # 0000 steel wool is attached to the friction terminals of the Gakushoku type testing machine. Then, after applying a load of 500 g and rubbing the surface of the first hard coat 9000 times reciprocally, when the friction part is visually observed, no scratch is observed, or after rubbing 10000 times reciprocally, No scratches are observed after rubbing 11000 round trips, or no scratches are observed after rubbing 12000 round trips, or after 13,000 round trips, No scratches are observed and / or the total light transmittance is 85% or more, 88% or more, or 90% or more, and / or The minimum bending radius is 70 mm or less, 60 mm or less, or 50 mm or less, and / or the water contact angle is 95 degrees or more, 100 degrees or more, or 105 degrees or more, and / or the first hard The water contact angle after 20,000 cotton swabs on the coat surface
- the scratch resistance was evaluated according to the following criteria. A: No scratches were observed even after 13000 round trips. B: No scratches were observed after 12,000 round trips, but scratches were observed after 13,000 round trips. C: No scratches were observed after 11000 round trips, but scratches were observed after 12000 round trips. D: No scratches were observed after 10,000 round trips, but scratches were observed after 11,000 round trips. E: No scratches were observed after 9000 round trips, but scratches were observed after 10,000 round trips. F: Scratches could be recognized after 9000 round trips.
- (Vii) Scratch resistance 2 (water contact angle after cotton wiping) JIS L0849 has a size of 150 mm in length and 50 mm in width, and a test piece taken so that the machine direction of the hard coat laminated film is the vertical direction of the test piece so that the first hard coat of the hard coat laminated film is on the surface.
- the operation of measuring the water contact angle of the cotton wiping location was repeated and evaluated according to the following criteria. .
- D The water contact angle was 95 degrees or more after 10,000 round trips, but the water contact angle was less than 95 degrees after 15,000 cycles.
- Classification 2 The coating film was peeled along the edge of the cut and / or at the intersection. The area affected by the crosscut portion clearly exceeded 5% but never exceeded 15%.
- Classification 3 The coating film was partially or completely peeled along the edge of the cut, and / or various parts of the eyes were partially or completely peeled off. The area affected by the crosscut portion clearly exceeded 15% but never exceeded 35%.
- Classification 4 The coating film was partially or completely peeled along the edge of the cut, and / or several eyes were partially or completely peeled off. The area affected by the crosscut portion clearly exceeded 35% but never exceeded 65%.
- Category 5 The case where the degree of peeling exceeded Category 4 was determined as the main category.
- A Multifunctional (meth) acrylate:
- A-1 Osaka Organic Chemical Industry Co., Ltd. Tripentaerythritol acrylate, dipentaerythritol acrylate, monopentaerythritol acrylate, and polypentaerythritol acrylate mixture “Biscoat # 802” (trade name), containing tripentaerythritol acrylate The amount is 60% by mass.
- A-2 Dipentaerythritol hexaacrylate. (6 functions)
- (C) Leveling agent (C-1) Acrylic polymer leveling agent “BYK-399” (trade name) of Big Chemie Japan Co., Ltd .: solid content 100 mass%
- (D) Inorganic fine particles (D-1) Silica fine particles having an average particle diameter of 20 nm and surface-treated with a silane coupling agent having a vinyl group
- (E) Optional component: (E-1) Phenylketone photopolymerization initiator (1-hydroxycyclohexyl phenyl ketone) “SB-PI714” (product name) (E-2) ⁇ -hydroxyacetophenone photopolymerization initiator (2-hydroxy-1- (4- (4- (2-hydroxy-2-methyl-propionyl) -benzyl) phenyl) -2-methyl from BASF -Propan-1-one) "Irgacure 127" (trade name) (E-3) 1: 1 (mass ratio) mixed solvent of 1-methoxy-2-propanol and methyl isobutyl ketone (E-4) Surface treated with a silane coupling agent having a vinyl group and having an average particle diameter of 20 nm Silica fine particles
- (H1) First hard coat forming paint: (H1-1) 100 parts by mass of (A-1), 2 parts by mass of (B-1) (0.40 parts by mass in terms of solid content), 0.06 parts by mass of (B-2) (in terms of solid content) 0.042 parts by mass), 3 parts by mass of (E-1), 1 part by mass of (E-2), and 120 parts by mass of (E-3) were mixed and stirred to obtain a paint.
- Table 1 shows the composition. For the (B-1) and the component (B-2), values in terms of solid content are described in the table (the same applies hereinafter).
- (H2) Second hard coat forming paint (H2-1) 100 parts by mass of (A-1), 0.5 parts by mass of (C-1), 3 parts by mass of (E-1), 1 part by mass of (E-2), and ( E-3) 120 parts by mass were mixed and stirred to obtain a paint. Table 1 shows the composition.
- (P) Transparent resin film (P-1) A two-type, three-layer, multi-manifold co-extrusion T-die 6, a first mirror roll 8 (a roll that is fed to the next transfer roll with a molten film) and a second mirror roll 9 Using an apparatus including a winder equipped with a mechanism for pressing the molten film 7 (see FIG. 3), as an outer layer ( ⁇ 1 layer and ⁇ 2 layer) of a two-kind / three-layer multilayer resin film, poly (meta ) Acrylic imide “PLEXIMID TT50” (trade name) is used as an intermediate layer ( ⁇ layer), and aromatic polycarbonate “Caliver 301-4” (trade name) from Sumika Stylon Polycarbonate Co., Ltd.
- the setting conditions were a T die setting temperature of 300 ° C., a first mirror surface roll setting temperature of 130 ° C .; a second mirror surface roll setting temperature of 120 ° C., and a take-up speed of 6.5 m / min.
- a single layer T die, a first mirror surface roll (a roll on the side of holding the molten film and feeding it to the next transfer roll) and a second mirror surface roll are provided with a mechanism for pressing the molten film
- the first mirror roll and the second mirror roll rotating by continuously extruding the aromatic polycarbonate “Caliver 301-4” (trade name) from Sumika Stylon Polycarbonate Co., Ltd. During this time, the supply was charged and pressed. As a result, a transparent resin film having a total thickness of 250 ⁇ m was obtained.
- the setting conditions were a T-die setting temperature of 320 ° C., a first mirror surface roll setting temperature of 140 ° C .; a second mirror surface roll setting temperature of 120 ° C., and a take-up speed of 5.6 m / min.
- Example 1 Corona discharge treatment was performed on both sides of the above (P-1).
- the wetness index on both sides was 64 mN / m.
- the above (H2-1) was applied on the surface of the ⁇ 1 layer side so as to have a wet thickness of 22.6 ⁇ m (thickness after curing: 10.5 ⁇ m) using a die type coating apparatus.
- the high-pressure mercury lamp type ultraviolet irradiation device 10 and the diameter of 25.4 cm are passed.
- a second hard coat was formed by using a curing device that faced the mirror surface metal roll 11 (see FIG.
- Example 2-7 Examples 1S-5S Except having changed the coating material to be used to the thing shown in Table 1 or 2, creation of the hard coat laminated
- FIG. The results are shown in Table 1 or 2. Since Example 2S had a water contact angle of less than 95 degrees from the beginning, the scratch resistance 2 test was omitted.
- Example 8-10 Except having changed the thickness of the 1st and 2nd hard coat into the thickness shown in Table 3, creation of the hard coat laminated film and physical property measurement and evaluation were performed like Example 1. The results are shown in Table 3.
- Examples 11-16 Except having changed the transparent resin film to be used to the thing shown in Table 3 or 4, creation of the hard coat laminated film and physical property measurement and evaluation were performed like Example 1. The results are shown in Table 3 or 4.
- the hard coat laminated film of the present invention expressed physical properties suitable as a display face plate of an image display device having a touch panel function.
- scratch resistance 1 steel wool resistance
- First hard coat 2 First poly (meth) acrylimide resin layer ( ⁇ 1) 3: Aromatic polycarbonate resin layer ( ⁇ ) 4: Second poly (meth) acrylimide resin layer ( ⁇ 2) 5: 2nd hard coat 6: T die 7: Molten film 8: 1st mirror surface roll 9: 2nd mirror surface roll 10: Ultraviolet irradiation apparatus 11: Mirror surface metal roll 12: Web 13: Holding angle
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Chemical & Material Sciences (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Laminated Bodies (AREA)
- Surface Treatment Of Optical Elements (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780006319.7A CN108463492B (zh) | 2016-01-18 | 2017-01-13 | 硬涂层层叠膜 |
| EP17741310.1A EP3406660B1 (en) | 2016-01-18 | 2017-01-13 | Hard coat laminate film |
| US16/070,939 US20190016863A1 (en) | 2016-01-18 | 2017-01-13 | Hard coat laminate film |
| KR1020187020411A KR102651209B1 (ko) | 2016-01-18 | 2017-01-13 | 하드 코트 적층 필름 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016006936 | 2016-01-18 | ||
| JP2016-006936 | 2016-01-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017126431A1 true WO2017126431A1 (ja) | 2017-07-27 |
Family
ID=59362684
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/001027 Ceased WO2017126431A1 (ja) | 2016-01-18 | 2017-01-13 | ハードコート積層フィルム |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20190016863A1 (enExample) |
| EP (1) | EP3406660B1 (enExample) |
| JP (1) | JP6862183B2 (enExample) |
| KR (1) | KR102651209B1 (enExample) |
| CN (1) | CN108463492B (enExample) |
| TW (1) | TWI735505B (enExample) |
| WO (1) | WO2017126431A1 (enExample) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7138447B2 (ja) * | 2018-02-21 | 2022-09-16 | 株式会社ダイセル | 伸長性ハードコートフィルムならびに成形体およびその製造方法 |
| JP7070234B2 (ja) * | 2018-08-20 | 2022-05-18 | 三菱ケミカル株式会社 | 活性エネルギー線硬化性樹脂組成物及びコーティング剤 |
| US20210206935A1 (en) * | 2018-10-17 | 2021-07-08 | Lg Chem, Ltd. | Anti-reflective film, polarizing plate, and display apparatus |
| JP7372805B2 (ja) * | 2019-09-30 | 2023-11-01 | 日鉄ケミカル&マテリアル株式会社 | 筐体用コーティング膜および筐体用光硬化性コーティング樹脂組成物 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000190430A (ja) * | 1998-10-21 | 2000-07-11 | Tomoegawa Paper Co Ltd | 赤外線カットオフフィルム |
| JP2007536409A (ja) | 2004-05-07 | 2007-12-13 | スリーエム イノベイティブ プロパティズ カンパニー | フルオロポリエーテルポリ(メタ)アクリル化合物 |
| JP2010131771A (ja) * | 2008-12-02 | 2010-06-17 | Dainippon Printing Co Ltd | ハードコートフィルム |
| JP2012062385A (ja) | 2010-09-15 | 2012-03-29 | Dic Corp | フィルム保護層用活性エネルギー線硬化型樹脂組成物及びこれを用いたフィルム |
| JP2013208896A (ja) | 2012-02-28 | 2013-10-10 | Mitsubishi Plastics Inc | 耐擦傷性樹脂積層体、ディスプレイのフロントカバー材及び画像表示装置 |
| JP2015083370A (ja) | 2013-09-20 | 2015-04-30 | リケンテクノス株式会社 | ポリ(メタ)アクリルイミド系樹脂透明多層フィルム、及びその製造方法 |
| WO2015171340A1 (en) * | 2014-05-09 | 2015-11-12 | 3M Innovative Properties Company | Article with hardcoat and method of making the same |
| WO2015182253A1 (ja) * | 2014-05-30 | 2015-12-03 | リケンテクノス株式会社 | 活性エネルギー線硬化性樹脂組成物、これを用いたハードコート積層フィルム、及び透明樹脂積層体 |
| WO2016147733A1 (ja) * | 2015-03-18 | 2016-09-22 | リケンテクノス株式会社 | 防眩性ハードコート積層フィルム |
| WO2016147734A1 (ja) * | 2015-03-18 | 2016-09-22 | リケンテクノス株式会社 | 成形体 |
| WO2016147776A1 (ja) * | 2015-03-18 | 2016-09-22 | リケンテクノス株式会社 | ハードコート積層フィルム |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002235018A (ja) * | 2001-02-09 | 2002-08-23 | Nippon Kayaku Co Ltd | ハードコート剤用感光性樹脂組成物及びその硬化皮膜を有するフィルム |
| JP4412705B2 (ja) * | 2003-06-25 | 2010-02-10 | 日本化薬株式会社 | 感光性樹脂組成物及びその硬化皮膜を有するフィルム |
| JP4590849B2 (ja) * | 2003-10-03 | 2010-12-01 | Tdk株式会社 | ハードコート剤組成物及びこれを用いた光情報媒体 |
| US20060134400A1 (en) * | 2004-12-17 | 2006-06-22 | Nitto Denko Corporation | Hard-coated film and method of manufacturing the same |
| JP4855781B2 (ja) * | 2005-02-01 | 2012-01-18 | 日東電工株式会社 | 反射防止ハードコートフィルム、光学素子および画像表示装置 |
| JP4497174B2 (ja) * | 2006-05-31 | 2010-07-07 | 住友化学株式会社 | 耐擦傷性樹脂板及びそれを用いた携帯型情報端末の表示窓保護板 |
| CN101081905A (zh) * | 2006-05-31 | 2007-12-05 | 住友化学株式会社 | 耐擦伤性树脂板和使用该树脂板的便携式信息终端的显示屏保护板 |
| JP5339775B2 (ja) * | 2008-05-21 | 2013-11-13 | 株式会社日本触媒 | 積層板、積層板の製造方法および、表示装置用前面板 |
| KR101388321B1 (ko) * | 2009-11-30 | 2014-04-22 | 다이니폰 인사츠 가부시키가이샤 | 광학 필름 및 터치 패널 |
| CN102844684B (zh) * | 2010-04-15 | 2015-03-25 | 日东电工株式会社 | 硬涂膜、偏光板、图像显示装置、以及硬涂膜的制造方法 |
| JP2012031297A (ja) * | 2010-07-30 | 2012-02-16 | Arakawa Chem Ind Co Ltd | 活性エネルギー線硬化型樹脂組成物用帯電防止剤、活性エネルギー線硬化型組成物、硬化皮膜および帯電防止処理光学フィルム |
| EP2612756A4 (en) * | 2010-09-02 | 2017-05-10 | Mitsubishi Rayon Co., Ltd. | Hard coat film and front surface protective plate |
| JP5812328B2 (ja) * | 2011-07-21 | 2015-11-11 | Dic株式会社 | 活性エネルギー線硬化型樹脂組成物及びこれを用いたフィルム |
| JP6062680B2 (ja) * | 2012-08-01 | 2017-01-18 | スリーエム イノベイティブ プロパティズ カンパニー | 防汚性ハードコートおよび防汚性ハードコート前駆体 |
| JP2014106275A (ja) * | 2012-11-26 | 2014-06-09 | Dic Corp | ハードコートフィルム、加飾フィルム及び保護フィルム |
| JP2014152281A (ja) * | 2013-02-12 | 2014-08-25 | Riken Technos Corp | 透明樹脂積層フィルムの製造方法 |
| WO2014208323A1 (ja) * | 2013-06-28 | 2014-12-31 | 横浜ゴム株式会社 | ハードコート層形成用樹脂組成物 |
| JP6644534B2 (ja) * | 2015-12-08 | 2020-02-12 | リケンテクノス株式会社 | ハードコート積層フィルム |
-
2017
- 2017-01-05 JP JP2017000333A patent/JP6862183B2/ja active Active
- 2017-01-13 EP EP17741310.1A patent/EP3406660B1/en active Active
- 2017-01-13 US US16/070,939 patent/US20190016863A1/en not_active Abandoned
- 2017-01-13 CN CN201780006319.7A patent/CN108463492B/zh active Active
- 2017-01-13 KR KR1020187020411A patent/KR102651209B1/ko active Active
- 2017-01-13 TW TW106101147A patent/TWI735505B/zh active
- 2017-01-13 WO PCT/JP2017/001027 patent/WO2017126431A1/ja not_active Ceased
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000190430A (ja) * | 1998-10-21 | 2000-07-11 | Tomoegawa Paper Co Ltd | 赤外線カットオフフィルム |
| JP2007536409A (ja) | 2004-05-07 | 2007-12-13 | スリーエム イノベイティブ プロパティズ カンパニー | フルオロポリエーテルポリ(メタ)アクリル化合物 |
| JP2010131771A (ja) * | 2008-12-02 | 2010-06-17 | Dainippon Printing Co Ltd | ハードコートフィルム |
| JP2012062385A (ja) | 2010-09-15 | 2012-03-29 | Dic Corp | フィルム保護層用活性エネルギー線硬化型樹脂組成物及びこれを用いたフィルム |
| JP2013208896A (ja) | 2012-02-28 | 2013-10-10 | Mitsubishi Plastics Inc | 耐擦傷性樹脂積層体、ディスプレイのフロントカバー材及び画像表示装置 |
| JP2015083370A (ja) | 2013-09-20 | 2015-04-30 | リケンテクノス株式会社 | ポリ(メタ)アクリルイミド系樹脂透明多層フィルム、及びその製造方法 |
| WO2015171340A1 (en) * | 2014-05-09 | 2015-11-12 | 3M Innovative Properties Company | Article with hardcoat and method of making the same |
| WO2015182253A1 (ja) * | 2014-05-30 | 2015-12-03 | リケンテクノス株式会社 | 活性エネルギー線硬化性樹脂組成物、これを用いたハードコート積層フィルム、及び透明樹脂積層体 |
| WO2016147733A1 (ja) * | 2015-03-18 | 2016-09-22 | リケンテクノス株式会社 | 防眩性ハードコート積層フィルム |
| WO2016147734A1 (ja) * | 2015-03-18 | 2016-09-22 | リケンテクノス株式会社 | 成形体 |
| WO2016147776A1 (ja) * | 2015-03-18 | 2016-09-22 | リケンテクノス株式会社 | ハードコート積層フィルム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3406660A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI735505B (zh) | 2021-08-11 |
| CN108463492B (zh) | 2024-04-26 |
| JP2017128114A (ja) | 2017-07-27 |
| KR20180101399A (ko) | 2018-09-12 |
| EP3406660A1 (en) | 2018-11-28 |
| KR102651209B1 (ko) | 2024-03-25 |
| JP6862183B2 (ja) | 2021-04-21 |
| CN108463492A (zh) | 2018-08-28 |
| TW201736136A (zh) | 2017-10-16 |
| EP3406660B1 (en) | 2022-06-01 |
| US20190016863A1 (en) | 2019-01-17 |
| EP3406660A4 (en) | 2019-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11512176B2 (en) | Anti-glare hard coat laminated film | |
| US11352473B2 (en) | Hard coat laminated film and method for producing same | |
| JP5870222B1 (ja) | ハードコート積層フィルム | |
| JP5878255B1 (ja) | ハードコート積層フィルムの製造方法 | |
| TWI720065B (zh) | 硬化塗佈層積薄膜、硬化塗佈層積薄膜之製造方法、及影像顯示裝置 | |
| WO2018096921A1 (ja) | ハードコート積層フィルム | |
| JP2016172424A (ja) | ハードコート積層フィルム | |
| KR20170063646A (ko) | 감압성 점착 필름 | |
| JP2017138626A (ja) | 防眩性ハードコート積層フィルム | |
| WO2019163416A1 (ja) | 防眩性ハードコート積層フィルム | |
| JP6133966B2 (ja) | ハードコート積層フィルム | |
| WO2017126431A1 (ja) | ハードコート積層フィルム | |
| WO2018051653A1 (ja) | ハードコート積層フィルム | |
| WO2018207513A1 (ja) | ハードコート積層フィルム | |
| JP2017095641A (ja) | 活性エネルギー線硬化性樹脂組成物、及びこれを用いたハードコート積層フィルム | |
| JP2017128136A (ja) | ハードコート積層フィルム | |
| JP6146833B1 (ja) | 防眩性ハードコート積層フィルム | |
| JP6153996B2 (ja) | ハードコート積層フィルムの製造方法 | |
| JP6144330B2 (ja) | ハードコート積層フィルム | |
| KR20170129140A (ko) | 점착 필름 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17741310 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 201780006319.7 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 20187020411 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017741310 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017741310 Country of ref document: EP Effective date: 20180820 |