WO2016009502A1 - 旋削加工制御装置、および旋削加工支援プログラム - Google Patents
旋削加工制御装置、および旋削加工支援プログラム Download PDFInfo
- Publication number
- WO2016009502A1 WO2016009502A1 PCT/JP2014/068863 JP2014068863W WO2016009502A1 WO 2016009502 A1 WO2016009502 A1 WO 2016009502A1 JP 2014068863 W JP2014068863 W JP 2014068863W WO 2016009502 A1 WO2016009502 A1 WO 2016009502A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- approach angle
- turning
- processing unit
- tool
- axis
- Prior art date
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/14—Control or regulation of the orientation of the tool with respect to the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/20—Automatic control or regulation of feed movement, cutting velocity or position of tool or work before or after the tool acts upon the workpiece
- B23Q15/22—Control or regulation of position of tool or workpiece
- B23Q15/26—Control or regulation of position of tool or workpiece of angular position
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine
- G05B19/40937—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine concerning programming of machining or material parameters, pocket machining
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36204—Lathe, turning
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37344—Torque, thrust, twist, machining force measurement
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50282—Tool offset as function of cutting depth
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Definitions
- the present invention relates to a turning control device and a turning support program.
- a tool in the longitudinal direction of the workpiece (Z-axis direction) with the workpiece gripped and rotated on the lathe spindle and the tool blade cut into the workpiece in the radial direction (X-axis direction) Is known to perform turning.
- the back component force is a component in the radial direction (X-axis direction) of the cutting resistance of the workpiece, and exerts a force to bend the workpiece in the workpiece radial direction (X-axis direction). For this reason, when processing a fine shaft having a large aspect ratio, the influence of the back component force on the processing accuracy cannot be ignored.
- Patent Document 1 it has been proposed to design a tool that can reduce the back component force to zero. Specifically, based on the knowledge that one approach angle at which the back component force becomes zero is determined according to the depth of cut, a tool having an approach angle at which the back component force becomes zero when the depth of cut is set is designed. It is described.
- Patent Document 1 has a problem that it is difficult to give the tool versatility because a new tool needs to be designed each time the cutting depth changes.
- the present invention has been made in view of such circumstances, and its purpose is to provide a turning control device capable of providing versatility to a tool used for turning while maintaining high accuracy of turning a workpiece. And providing a turning support program.
- a spindle that grips and rotates a workpiece, a tool holding unit that grips a tool for turning the workpiece, a Z axis direction that is parallel to the rotation axis of the spindle, and the spindle and the spindle
- a Z-axis driving unit for displacing at least one of the tool holding units
- an X-axis driving unit for displacing at least one of the main shaft and the tool holding unit in the X-axis direction orthogonal to the Z-axis
- a turning apparatus provided with a B-axis drive unit that rotates the tool holding unit around a Y-axis orthogonal to both the X-axis, the workpiece gripped by the main shaft is rotated, and the X
- a turning control device that performs turning by relatively feeding the tool in at least the Z-axis direction in a state where a predetermined cut amount is cut in the axial direction
- a command value for setting an approach angle command value that defines an approach angle that is an angle formed by a direction perpendicular to a feed direction of the tool relative to the workpiece and the blade portion of the tool when performing the turning process A setting processing unit, an approach angle setting command amount calculation unit that calculates a B axis command amount for controlling the approach angle to be the approach angle command value based on the tool shape data, as an approach angle setting command amount;
- a turning control device comprising: a command processing unit that outputs the approach angle setting command amount to the B-axis drive unit.
- an approach angle command value is set, a B-axis command amount for controlling the approach angle at the time of machining to be the approach angle command value is calculated, and output to the B-axis drive unit to The approach angle can be changed as appropriate.
- the approach angle By changing the approach angle, the back force applied to the workpiece by the tool can be changed. As a result, the back force can be reduced to zero or extremely small by adjusting the approach angle during turning. it can. Therefore, even if a special tool is not used, turning accuracy can be extremely increased by using a general-purpose tool with an appropriate approach angle command value set.
- the storage unit further stores tool data indicating a cutting edge position of the tool when the tool is gripped by the tool holding unit, and the approach angle setting command amount is based on the tool data.
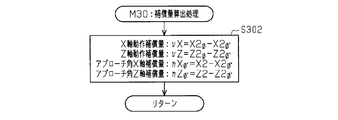
- a compensation amount calculation processing unit that calculates an approach angle compensation amount that compensates for a displacement in the XZ plane from the blade tip position before setting the approach angle command value of the blade tip position when performing B-axis turning positioning; and the command processing unit includes: The turning according to the technical idea 1, wherein the X-axis command amount and the Z-axis command amount output from the machining program processing unit are corrected with an approach angle compensation amount and output to the X-axis drive unit and the Z-axis drive unit. Processing control device.
- the cutting edge position is displaced in the XZ plane.
- Technical idea 3 An instruction to change the approach angle command value set by the command value setting processing unit is received after the start of the turning process and before the completion, and the approach angle is based on the received instruction.
- An angle adjustment acceptance processing unit that changes a command value, and the command processing unit calculates the approach angle setting command amount corresponding to the changed approach angle command value calculated by the approach angle setting command amount calculation processing unit,
- the turning control device according to the technical idea 1 which is output to the B-axis drive unit.
- the approach angle at the time of turning can be changed after the start of turning and before completion, so when chatter is detected during turning, the approach angle command value is set on the spot. It is possible to suppress chatter by changing, and it is possible to easily make changes that improve the accuracy of turning.
- the tool edge position changes in the X-axis direction and the Z-axis direction according to the distance between the tool edge position and the B-axis turning center. For this reason, it is difficult to change the approach angle during turning. Therefore, in the above apparatus, since turning is interrupted when an instruction to change the approach angle is received, the cutting edge can be moved away from the workpiece by manual operation during the interruption. By moving away from the workpiece, even if the cutting edge of the tool changes in the X-axis direction and the Z-axis direction, it does not interfere with the workpiece, and as a result, the approach angle command value can be easily changed.
- the machining program includes approach angle data for determining an approach angle at the time of machining, and the command value setting processing unit sets approach angle data of the machining program to the approach angle command value.
- An approach angle command value storage processing unit that receives a command for registering the approach angle command value changed by the angle adjustment reception processing unit in the machining program, and the approach angle command value storage processing unit stores the command in the machining program.
- the approach angle command value storage processing unit when the approach angle command value storage processing unit is provided, when the approach angle command value received by the angle adjustment reception processing unit is an appropriate value, it can be registered in the machining program.
- the storage unit further stores tool data indicating a cutting edge position of the tool when the tool is gripped by the tool holding unit, and the angle adjustment reception processing unit changes the approach angle command value.
- an operation compensation amount that compensates for a displacement in the XZ plane of the blade tip position from the blade tip position of the immediately preceding B-axis position when the B-axis turning positioning is performed with the approach angle setting command amount is calculated.
- the technical processing unit 4 includes a compensation amount calculation processing unit, and the command processing unit outputs the approach angle setting command amount and the motion compensation amount simultaneously to the B-axis driving unit, the X-axis driving unit, and the Z-axis driving unit. Turning control device.
- the cutting edge position changes due to the positional relationship between the B-axis turning center and the cutting edge on the XZ plane.
- the above apparatus calculates the X-axis motion compensation amount and the Z-axis motion compensation amount for canceling the displacement from the immediately preceding blade edge position, and outputs it simultaneously with the approach angle setting command amount. Even if the angle command value is variously changed, the approach angle can be changed without changing the blade position.
- the machining program includes a cutting amount data for determining a cutting amount and approach angle data for determining the approach angle, and the back force applied to the workpiece by the tool when the turning is performed.
- An approach angle calculation processing unit that calculates an approach angle at which an absolute value is equal to or less than a specified value, the approach angle calculation processing unit registers the calculated approach angle as approach angle data in the machining program, and the command value setting process.
- the approach angle calculation processing unit calculates the approach angle at which the back force generated during turning is less than the specified value, so it does not have information on the approach angle that can reduce the back force. Even an operator can perform turning that can reduce the back force.
- Technical idea 8 Based on the approach angle command value set by the command value setting processing unit and the tool shape data, a determination processing unit that determines whether the turning is possible, and the determination processing unit
- the turning control device comprising a notification processing unit for notifying that the turning is not possible.
- work can be determined based on an approach angle command value and a tool shape, and it can be judged that turning cannot be performed, or can notify that.
- Technical idea 9 A turning support program that causes a computer to execute each processing unit in the turning control device according to any one of technical ideas 1 to 8.
- Technical idea 10 a spindle that grips and rotates a workpiece, a tool holding unit that grips a tool for turning the workpiece, a Z axis direction that is parallel to the rotation axis of the spindle, and the spindle and the spindle A Z-axis driving unit for displacing at least one of the tool holding units; an X-axis driving unit for displacing at least one of the main shaft and the tool holding unit in the X-axis direction orthogonal to the Z-axis; Using a turning apparatus provided with a B-axis drive unit that rotates and positions the tool holding unit around the Y-axis orthogonal to both the X-axis, the workpiece gripped by the main shaft is rotated, In a turning control method that performs turning by sending the tool relatively at least in the Z-axis direction with a predetermined cut amount
- Approach angle setting command amount calculation processing step for calculating the B axis command amount for controlling the approach angle command value as the approach angle setting command amount, and outputting the approach angle setting command amount to the B axis drive unit A turning processing control method comprising:
- the system block diagram concerning one Embodiment The perspective view which shows the partial structure of the turning apparatus concerning the embodiment.
- (A) shows the tool shape data concerning the embodiment
- (b) shows the definition of tool shape data
- (c) is a figure which shows the definition of a nose radius.
- (A) And (b) is a figure which shows back component force data concerning the embodiment.
- Functional block diagram of a turning support program The functional block diagram relevant to the control processing at the time of turning processing in a prior art.
- the flowchart which shows the procedure of the setting process of the approach angle data concerning the embodiment The flowchart which shows the process sequence of the approach angle calculation process part M16.
- (A) And (b) is a figure which shows the judgment method of the presence or absence of the interference generation
- a turning system 20 shown in FIG. 1 is a combined machining lathe system for turning a workpiece 10.
- the turning system 20 includes a turning device 30, a turning control device 50, and an interface 70.
- the turning apparatus 30 includes a spindle 12 that grips the workpiece 10, a tool 36 that is a tool, and a tool holding unit 14 that grips the tool 36.
- the main shaft 12 can rotate around the rotation axis ax1.
- the cutting tool 36 includes an insert 32 that functions as a blade portion for turning the workpiece 10 and a shank 34 that supports the insert 32.
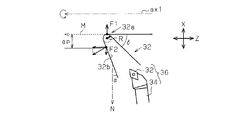
- FIG. 2 shows a partial configuration of the turning apparatus 30 that holds the workpiece 10.
- the turning apparatus 30 further includes a tool post 16 that is provided with a tool holding portion 14 so as to be capable of turning.
- the tool post 16 can be linearly displaced in the Z-axis direction parallel to the rotation axis ax1 and in the X-axis direction orthogonal to the Z-axis.
- the tool holding portion 14 is installed so as to be able to turn around a turning axis ax2 that is parallel to the Y axis orthogonal to both the Z axis and the X axis and passes through the B axis turning center P1 on the tool post 16. Yes.
- the main shaft 12, the tool holding unit 14, and the tool post 16 are driven by each driving unit shown in FIG.
- the turning device 30 shown in FIG. 1 includes a main shaft drive unit 40 that rotates the main shaft 12 around the rotation axis ax1.
- the turning apparatus 30 includes an X-axis drive unit 42 that displaces the tool post 16 in the X-axis direction, and a Z-axis drive unit 44 that displaces the tool post 16 in the Z-axis direction.
- the turning apparatus 30 includes a B-axis drive unit 46 that turns and positions the tool holding unit 14 with the turning axis ax2 as a turning center.
- the B-axis drive unit 46 drives the B-axis of the tool holding unit 14, and the B-axis is described as “B” in FIGS. 1 and 2.
- the turning control device 50 is a control device that controls the turning device 30 to perform turning. Specifically, the turning control device 50 calculates each command amount of the main shaft drive unit 40, the X-axis drive unit 42, the Z-axis drive unit 44, and the B-axis drive unit 46 of the turning device 30, and the main shaft drive unit 40, the X-axis drive unit 42, the Z-axis drive unit 44, and the B-axis drive unit 46, respectively.
- the command amount of the spindle drive unit 40 is the rotational speed of the spindle 12.
- the command amount of the X-axis drive unit 42 is the amount of displacement of the tool post 16 in the X-axis direction.
- the command amount of the Z-axis drive unit 44 is the amount of displacement of the tool post 16 in the Z-axis direction. Further, the command amount of the B-axis drive unit 46 is a turning angle of the tool holding unit 14 with the turning axis line ax2 being the turning center.
- the turning control device 50 includes a central processing unit (CPU) 52 that performs various arithmetic processes and a memory 54.
- the memory 54 stores tool shape data 60, tool data 62, a machining program 64, a turning support program 66, and back component force data 68. Further, an approach angle command value 58 for determining an approach angle at the time of turning is provided as an internal variable.
- the tool shape data 60 includes information on the edge angle ⁇ , the reference cutting angle ⁇ , and the nose radius R for each piece of identification information (tool No.) specifying each tool. It is data.
- FIG. 3B shows the cutting edge angle ⁇ and the reference cutting angle ⁇ .
- the cutting edge angle ⁇ is the angle of the cutting edge P2 of the insert 32.
- the reference cutting angle ⁇ is a parameter for specifying the shape of the blade portion (main cutting blade portion 32b) on the traveling direction side of the insert 32.
- the reference cutting angle ⁇ is an angle formed between the main cutting edge portion 32b of the insert 32 and the axis of the workpiece when the shank 34 of the cutting tool 36 is opposed in a posture orthogonal to the axis of the workpiece.
- the straight line L indicates a straight line parallel to the axis of the workpiece.
- This posture of the cutting tool 36 is a posture when the tool holding portion 14 is positioned at the B-axis origin.
- the B-axis origin is the B-axis position when the cutting tool 36 mounted on the tool holding unit 14 is parallel to the X-axis direction and faces the workpiece, and the cutting tool 36 is in the same direction as the direction of the tool holding unit 14. It shall be installed.
- Fig. 3 (c) shows the nose radius R.
- the nose radius R is a radius of curvature that defines the shape of the cutting edge P2 of the insert 32.
- the clearance angle ⁇ is also shown.
- the clearance angle ⁇ is an angle formed by the clearance surface of the insert 32 (back surface with respect to the traveling direction) and the finished surface of the workpiece. Incidentally, it is assumed that the cutting tool 36 originally uses the tool holder 14 at the B-axis origin.
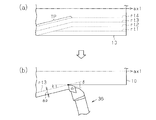
- FIG. 4 shows the approach angle ⁇ and the cutting depth ap.
- the cutting tool 36 is illustrated, and an enlarged part of the insert 32 of the cutting tool 36 is illustrated.
- the approach angle ⁇ is an angle formed by a main cutting edge portion 32b and a direction N (for example, the X-axis direction) orthogonal to the feed direction M (for example, the Z-axis direction) of the cutting tool 36.
- the positive direction of the approach angle ⁇ is the side that rotates counterclockwise from the direction N.
- FIG. 4 also shows the cutting amount ap of the workpiece 10. In this embodiment, the cutting amount ap is set to a value larger than the nose radius R.
- the back component force F1 applied to the workpiece 10 by the tip 32a of the insert 32 and the back component force F2 applied to the workpiece 10 by the main cutting edge portion 32b are opposite to each other.
- the back component force F2 can be adjusted by the approach angle ⁇ , and the back component force F2 can be made equal to the back component force F1.
- FIG. 5 (a) and FIG. 5 (b) exemplify data obtained by experimentally determining the relationship between the approach angle and the back component force when turning with a predetermined cutting amount using a specific tool.
- the back component force during turning can be made zero by appropriately determining the approach angle.
- the approach angle at the time of turning can be changed by positioning the tool holding part 14 holding the tool in the B-axis turning, and the B-axis angle of the tool holding part 14 can be set to an appropriate angle for turning. By doing so, the back force can be made zero.
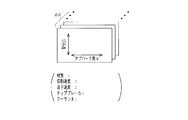
- the machining program 64 is a data group that defines how the workpiece 10 is turned.
- the machining program 64 is a data group necessary for machining including data indicating a machining shape and data indicating machining conditions such as the approach angle ⁇ and the cutting depth ap described above.
- turning is performed by cutting a tool by a predetermined cutting amount in the X-axis direction, that is, the workpiece radial direction, and sending the tool in a direction including at least the Z-axis direction.
- the feed direction includes so-called taper machining, in which the feed direction is also slightly fed in the X-axis direction.
- the tool data 62 is data indicating the cutting edge position of the tool. As shown in FIG. 6, here, the data indicating the coordinate value of the cutting edge P2 of the insert 32 when the tool holding portion 14 holding the cutting tool 36 is positioned at the B-axis origin, with reference to the B-axis turning center P1; To do. The process using the tool data will be described later.
- the interface 70 shown in FIG. 1 includes a display unit 72 and an input unit 74.
- the display part 72 is for notifying an operator of various information through vision.
- the input unit 74 is a target on which an input operation is performed by the operator, whereby the operator can transmit a request to the turning control device 50.
- the tool shape data 60, the tool data 62, the machining program 64, and the back component force data 68 can be input by an input operation of the input unit 74.
- a part of data included in the machining program 64 can be automatically generated by the turning control device 50.
- the tool data 62 can also be automatically measured using a sensor that detects the edge position.
- the back component force data 68 shown in FIG. 1 is data used by the turning control device 50 to calculate the approach angle ⁇ that makes the back component force applied to the workpiece 10 zero during turning.
- FIG. 7 shows back component force data 68.
- the back component force data 68 is data obtained by experimentally determining the relationship between the approach angle ⁇ and the back component force applied to the workpiece 10 for each cutting amount ap.
- the back component force data for each depth of cut ap differs depending on the material of the workpiece 10, the cutting speed, the feed speed, the presence or absence of the insert breaker of the insert 32, and whether or not the coolant is used during turning. Therefore, strictly speaking, it is necessary to experimentally obtain the relationship between the approach angle and the back component force as shown in FIG.
- FIG. 8 shows functional blocks realized by the CPU 52 executing the turning support program 66 shown in FIG.
- This functional block is realized by modifying the functional block when the machining program is executed in the conventional general cutting control device shown in FIG.
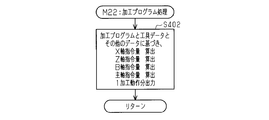
- the machining program processing unit M22 analyzes the machining program 64 and the tool data 62 with reference to the machining program 64 and the tool data 62, and sends the command amount of each axis for each machining operation to the turning machine 30. Sequential output is performed to perform machining operations.
- the machining program processing unit M22 in the present embodiment has the same function as the conventional one and calculates and outputs a command amount for each axis for executing the machining program, but the output destination is different from the conventional technique.
- the command value setting processing unit M24 sets the approach angle command value 58.
- the approach angle calculation processing unit M16 calculates an approach angle ⁇ at which the back component force becomes zero based on the back component force data 68, and registers it in the machining program 64 as approach angle data.
- the approach angle data or the approach angle command value 58 set by the command value setting processing unit M24 is a value that can be turned without causing interference between the workpiece and the tool. Judge whether or not.
- the notification processing unit M20 outputs a message to that effect to the display unit 72.
- the angle adjustment acceptance processing unit M28 When the angle adjustment acceptance processing unit M28 accepts an approach angle change request from the operator during execution of the machining program 64, the angle adjustment acceptance processing unit M28 outputs a feed stop command to the turning device 30 to interrupt the turning, and then sets the command value.
- the B-axis positioning angle is changed by changing the approach angle command value 58 set by the processing unit M24.
- the approach angle command value storage processing unit M32 registers the changed approach angle command value 58 in the machining program 64 as approach angle data.
- the approach angle setting command amount calculation processing unit M26 calculates a B-axis command amount that realizes the set or changed approach angle command value 58 as the approach angle setting command amount, and the compensation amount calculation processing unit M30 holds the tool.
- the approach angle compensation amount that cancels out the displacement of the cutting edge position caused by positioning the part 14 by the B-axis turning command amount by the approach angle setting command amount and the approach angle command value 58 changed by the angle adjustment acceptance processing unit M28. Then, an operation compensation amount that cancels out the displacement of the cutting edge position that occurs when the B-axis slightly turns is calculated.
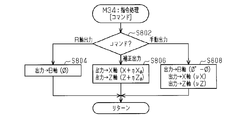
- the command processing unit M34 outputs the approach angle setting command amount and the motion compensation amount to the turning device 30, and the command amount of the X-axis drive unit 42 for turning, which is the output of the machining program processing unit M22.
- the command amount of the Z-axis drive unit 44 is corrected with the approach angle compensation amount and output to the turning device 30.
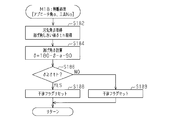
- FIG. 10 shows a procedure for setting approach angle data for a turning program, which is mainly performed by the approach angle calculation processing unit M16, the determination processing unit M18, and the notification processing unit M20. This process is realized by the CPU 52 executing the turning support program 66.
- the CPU 52 starts this process when a request for setting the approach angle data is generated.
- the approach angle data can be input by selecting either automatic setting of approach angle data using the back component force data 68 or an input operation of approach angle data by the operator. Therefore, the CPU 52 first determines whether or not it is a request for automatic setting of approach angle data (S12). If the CPU 52 determines that the request is an automatic setting request (S12: YES), the CPU 52 starts processing of the approach angle calculation processing unit M16 (S14).
- FIG. 11 shows details of processing of the approach angle calculation processing unit M16.
- the CPU 52 acquires the machining program 64, and acquires the cutting amount data and the tool No. of the tool to be used from the machining program 64 (S142). Subsequently, the CPU 52 obtains back component force data 68 composed of a plurality of data obtained by experimentally determining the relationship between the approach angle ⁇ and the back component force, and one data among the plurality of data is stored in the machining program 64. A selection is made based on the cutting amount data and the tool No. of the tool used (S144). In this data, the approach angle ⁇ at which the back component force becomes zero is determined (S146) and registered as approach angle data in the machining program 64 (S148).
- step S12 of FIG. 10 the CPU 52 accepts that the approach angle ⁇ is input via the input unit 74, and processes the input approach angle ⁇ . Registration in the program 64 (S28).
- the CPU 52 determines whether or not interference between the byte 36 and the workpiece 10 does not occur when the approach angle data thus manually or automatically registered is actually applied to the control by the determination processing unit M18 ( S18).
- FIG. 12 shows details of the processing of the determination processing unit M18.
- the CPU 52 passes the approach angle ⁇ and the tool No as arguments when calling the determination processing unit M18, acquires the cutting edge angle ⁇ and the clearance angle threshold ⁇ th of the designated tool No (S182), and calculates the clearance angle ⁇ . (S184).
- the threshold value ⁇ th defines a gap between the cutting tool 36 and the workpiece, and is preferably set to a positive value close to zero that is equal to or greater than zero.
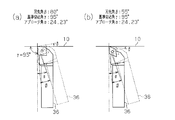
- FIG. 13 shows an example of this determination process.
- FIG. 13A shows a case where the cutting edge angle ⁇ is 80 °, the reference cutting angle ⁇ is 95 °, and the approach angle ⁇ is “24.23 °”.
- the clearance angle ⁇ is “ ⁇ 14.23 °” according to Equation 1, which is a value smaller than zero. 36 interferes with the workpiece 10. For this reason, in this case, it is determined that turning cannot be performed.
- FIG. 13A shows a case where the cutting edge angle ⁇ is 80 °, the reference cutting angle ⁇ is 95 °, and the approach angle ⁇ is “24.23 °”.
- the clearance angle ⁇ is “ ⁇ 14.23 °” according to Equation 1, which is a value smaller than zero. 36 interferes with the workpiece 10. For this reason, in this case, it is determined that turning cannot be performed.
- FIG. 13A shows a case where the cutting edge angle ⁇ is 80 °, the reference cutting angle ⁇ is 95 °, and the approach angle ⁇
- 13B shows a case where the blade edge angle ⁇ is 55 °, the reference cutting angle ⁇ is 95 °, and the approach angle ⁇ is “24.23 °”.
- the clearance angle ⁇ becomes “10.77 °”, which is a value larger than zero, according to Equation 1, 36 does not interfere with the workpiece 10. Therefore, in this case, it is determined that turning can be performed.
- step S186 in FIG. 12 the CPU 52 determines whether or not the calculated clearance angle ⁇ is equal to or larger than the clearance angle threshold ⁇ th in order to determine the interference between the cutting tool 36 and the workpiece 10.
- the clearance angle ⁇ is less than the threshold value ⁇ th (S186: NO)
- it is determined that there is interference between the cutting tool 36 and the workpiece 10 and the processing of the determination processing unit M18 is performed with an interference flag.
- the process ends (S189).
- the CPU 52 determines that the clearance angle ⁇ is equal to or larger than the threshold value ⁇ th (S186: YES)
- the CPU 52 determines that no interference occurs and ends the processing of the determination processing unit M18 without an interference flag ( S188).
- the CPU 52 determines the presence or absence of interference in step S19 in FIG. 10, and when there is interference, that is, when the interference flag is set (S19: YES), the notification processing unit M20 displays the display unit. The fact is output to 72, and the operator is notified that the workpiece and the tool interfere (S22).
- FIG. 14 shows a command value setting processing unit M24, an approach angle setting command amount calculation processing unit M26, a compensation amount calculation processing unit M30, a determination processing unit M18, a notification processing unit M20, a machining program processing unit M22, a command processing unit M34, and The procedure of the turning process according to the present embodiment performed mainly by the approach angle command value storage processing unit M32 will be described. This process is realized by the CPU 52 executing the turning support program 66.
- the CPU 52 acquires the machining program 64 (S30), and sets the approach angle data in the machining program to the approach angle command value 58 in the command value setting processing unit M24 (S31). Subsequently, the approach angle setting command amount calculation processing unit M26 is called to calculate a B-axis command amount for controlling the approach angle ⁇ to the approach angle command value 58 (step S32).
- this B-axis command amount is referred to as an approach angle setting command amount ⁇ (see FIG. 13 ⁇ ).
- the approach angle setting command amount ⁇ is calculated based on the approach angle command value 58 (“ ⁇ d ” is used in the following equation) and the reference cutting angle ⁇ .
- the approach angle ⁇ can be controlled to be the approach angle command value 58 ( ⁇ d ).
- ⁇ obtained by this equation 3 is the approach angle setting command amount ⁇ .
- the approach angle ⁇ when the tool holding unit 14 is at the B-axis origin is “5 °” in both FIGS. 13A and 13B from Equation 2.
- the approach angle setting command amount ⁇ for setting this to “24.23 °” of the approach angle command value 58 ( ⁇ d ) is “19.23 °” from Equation 3. That is, the commanded approach angle “24.23 °” can be realized by turning and positioning the B-axis by “19.23 °”.
- the approach angle setting command amount ⁇ is determined by the reference cutting angle ⁇ and the approach angle command value 58 ( ⁇ d ) of the tool shape data 60.
- the B axis swiveling of the tool holder 14 is performed.
- the cutting edge P2 of the cutting tool 36 is displaced in the X-axis direction and the Z-axis direction according to the distance between the center P1 and the cutting edge P2 of the cutting tool 36 held by the tool holding unit 14.
- step S ⁇ b> 33 the CPU 52 calls the compensation amount calculation processing unit M ⁇ b> 30 and calculates the approach angle compensation amount based on the tool data 62.
- the compensation amount calculation processing unit M ⁇ b> 30 calculates the approach angle compensation amount based on the tool data 62.
- FIG. 6 shows the positional relationship between the blade edge P2 and the B-axis turning center P1.
- the coordinate value of the cutting edge P2 of the tool based on the B-axis turning center P1 is registered before machining.
- [P1] is the position of the B-axis turning center P1
- [P2] is the position of the tool edge P2 of the tool at the B-axis origin
- [P2] ⁇ is the approach angle setting command amount ⁇ of the tool holder 14 Only the position of the cutting edge P2 of the tool when the B-axis swivel positioning is shown.
- L1 is the length between the cutting edge P2 and the B-axis turning center P1
- ⁇ is when the tool holder 14 is positioned at the B-axis origin. This is the B-axis angular position of the blade tip P2.
- FIG. 15 shows the processing procedure of the compensation amount calculation processing unit M30.
- the X-axis motion compensation amount ⁇ X and Z-axis described in detail in the description of the approach angle manual fine adjustment function shown in FIG. 18 described later.
- a calculation formula of the motion compensation amount ⁇ Z is also described.
- the approach angle compensation amount is added to the machining command amount processed without taking the approach angle into consideration and outputting it, the displacement caused by the B-axis turning positioning by the approach angle setting command amount ⁇ is corrected. be able to.
- the CPU 52 confirms whether or not the acquired machining program 64 can be normally operated.
- the CPU 52 calls the determination processing unit M18 in step S34 to confirm whether or not there is interference between the bit 36 and the workpiece 10. To do.
- This process because only in the arguments to be passed to the contents explained in FIG. 12 is an approach angle command value alpha d is different, description thereof will be omitted.
- the CPU 52 determines whether or not the cutting tool 36 is found to interfere with the workpiece 10 during the turning process by the processing of the determination processing unit M18 (S35), and when determining that it interferes (S35: YES), to that effect. Is output to the display unit 72 (S36) to notify the operator that the workpiece and the tool interfere with each other.
- the CPU 52 calls the command processing unit M34 (S37).
- the CPU 52 outputs the approach angle setting command amount ⁇ calculated by the approach angle setting command amount calculation processing unit M26 to the B-axis drive unit 46 of the turning apparatus 30 by the process shown in FIG. 16 (S804). Thereafter, the CPU 52 repeats the processes of steps S40 and S41 in FIG. 14 until the data of the machining program 64 is completed.
- the spindle that grips the workpiece is rotated to a specified rotational speed, or the tool to be used is determined and positioned at a rapid feed to the machining start position. After machining, a series of procedures are programmed until the tool post is returned to the machine origin, the spindle rotation is stopped, and the process is finished.
- the CPU 52 calls the machining program processing unit M22 in step S40, and calculates and outputs a command amount for executing turning according to the machining program 64 for each machining operation (FIG. 17: S402). Subsequently, the command processing unit M34 is called (S41).
- CPU 52 is processed by the processing shown in FIG.
- the compensation amount calculation unit M30 approach angle X-axis compensation amount ItaX phi advance calculated in step 33, and the approach angle Z-axis compensation amount? Z phi It adds to the command amount of the X-axis and Z-axis output from the program processing part M22, and outputs it (S806).
- Chatter may occur due to the back force during the turning process, and the operator who notices it can easily change the approach angle command value 58 ( ⁇ d ) and the B-axis swivel positioning of the tool holder 14 accordingly.
- the function to fine-tune the approach angle manually is prepared so that it can be performed.
- FIG. 18 illustrates an approach angle change process in the approach angle manual fine adjustment function mainly performed by the angle adjustment reception processing unit M28, the approach angle setting command amount calculation processing unit M26, the compensation amount calculation processing unit M30, and the command processing unit M34. Show the procedure. This process is realized by the CPU 52 executing the turning support program 66.
- FIG. 19 shows details of the angle adjustment acceptance processing unit M28.
- a feed stop command is output to the turning device 30, the feed of the cutting tool 36 in the Z-axis direction is stopped, and the machining is temporarily interrupted (S604).
- the CPU 52 determines whether there is an instruction to change the approach angle command value 58 ( ⁇ d ) through an input operation on the input unit 74 (S606), or whether there is an instruction to resume machining (S608).
- the instruction to change the approach angle command value 58 ( ⁇ d ) may be realized by providing the input unit 74 with a hand pulse.
- the hand pulse is an interface that is manually rotated by the operator, and a pulse having a pulse number corresponding to the rotation operation amount is output, and the approach angle command value 58 ( ⁇ d ) is changed according to the output pulse number.
- an instruction value for the correction angle may be actually input as a numerical value to the input unit 74.
- the processing resumption instruction may be used also as a normal automatic operation start switch.
- the CPU 52 determines that there is an instruction to change the approach angle command value 58 ( ⁇ d ) (S606: YES)
- the CPU 52 accepts the change instruction input to the input unit 74 and receives the approach angle command value 58 ( ⁇ d ⁇ ⁇ d).
- ') Is updated (S612).
- the value before update is described as “ ⁇ d ”
- the value after update is described as “ ⁇ d ′”.
- the “accepted” flag is set, and the processing of M28 is terminated (S614). If it is determined that there is an instruction to resume processing (S608: YES), the “accepted” flag is reset and the process of M28 is terminated (S610).
- the approach angle manual fine adjustment function can be used as many times as necessary until the machining is restarted after the switch for turning on the approach angle command value 58 ( ⁇ d ) is turned on and the machining is stopped. Since the command value 58 ( ⁇ d ) can be changed, the process includes a step S602 for determining whether or not the process is an initial process.
- step S62 in FIG. 18 the CPU 52 determines whether or not a change instruction has been received during the angle adjustment reception process, and determines that there is a reception, that is, if the “acceptance” flag is set.
- the CPU 52 calls the compensation amount calculation processing unit M30 (S68).
- the compensation amount calculation processing unit M30 in addition to the calculation of the approach angle compensation amount already described, the cutting edge by turning the tool holding unit 14 based on the B axis based on the change amount of the approach angle command value changed by the approach angle manual fine adjustment function An operation compensation amount that compensates for the displacement of P2 on the XZ plane is also calculated.
- the X-axis direction component and the Z-axis direction component of the motion compensation amount are referred to as an X-axis motion compensation amount and a Z-axis motion compensation amount, respectively.
- FIG. 15 briefly describes the equations, but X2 ⁇ , Z2 ⁇ , and X2 ⁇ ′ and Z2 ⁇ ′ are the tool data (X2, Z2) and the previous approach angle from Equation 4 to Equation 21, respectively.
- the setting command amount ⁇ and the approach angle setting command amount ⁇ ′ after manual operation can be obtained.
- the CPU 52 calls the command processing unit M34 shown in FIG. 16 (S72).
- the approach angle setting command amount ⁇ ′ calculated in step S64 (( ⁇ ′ ⁇ ) as the B-axis displacement amount), the X-axis motion compensation amount ⁇ X and the Z-axis motion compensation amount calculated in step S68.
- ⁇ Z is simultaneously output to the B-axis drive unit 46, the X-axis drive unit 42, and the Z-axis drive unit 44 of the turning apparatus 30 (S808).
- the approach angle ⁇ can be changed without changing the X-axis coordinate value and the Z-axis coordinate value of the cutting edge P2.
- the main cutting edge portion 32b of the tool may bite into the workpiece by turning the B axis, but since the rotation of the main shaft is not stopped, only a small amount of cutting is performed. Don't be.
- the command processing unit M34 has a function of outputting a command amount to each drive unit 40, 42, 44, 46 of the turning device 30.
- the command processing unit M34 is called (S37, S41, S72)
- the process of the command processing unit M34 is switched by passing the command code as an argument (S802).
- the command codes are easy to understand, and are described as “B axis output”, “correction output”, and “manual output”.
- step S62 in FIG. 18 When it is determined in step S62 in FIG. 18 that there is no reception, that is, when the “acceptance” flag is reset (S62: NO), the machining program stopped by the angle adjustment reception processing unit M28. Execution is resumed (S74), and the processing of the approach angle manual fine adjustment function is finished.
- steps S40 and S41 in FIG. 14 is performed by the processing in FIG. 18 by approach angle command value 58 ( ⁇ d ′), approach angle setting command amount ⁇ ′, approach angle X-axis compensation amount ⁇ X ⁇ ′ , and approach.
- the angle Z axis compensation amount ⁇ Z ⁇ ′ is corrected and restarted. That is, the subsequent turning is performed with the approach angle command value 58 ( ⁇ d ′) finely adjusted manually.
- the CPU 52 calls the approach angle command value storage processing unit M32 (S42). That is, it is determined whether or not the approach angle has been changed by the operation of FIG. 20 (S422). If the CPU 52 determines that the approach angle has been changed (S422: YES), the CPU 52 determines whether an operation for updating the approach angle data in the machining program 64 has been performed by an input operation on the input unit 74. (S424).
- the CPU 52 displays a message “Do you want to register the changed approach angle in the machining program?” On the display unit 72.
- the CPU 52 determines that an instruction to update the approach angle data in the machining program 64 has been issued (S424: YES), and the approach in the machining program 64 is determined.
- the angle data is updated to the currently set approach angle command value 58 ( ⁇ d ′) (S426). That is, the approach angle command value 58 ( ⁇ d ′) finally used in the current turning process is registered as approach angle data in the machining program 64.
- chatter when chatter occurs, the operator interrupts the turning process and instructs to change the approach angle command value 58 ( ⁇ d ). Then, when turning according to the change is made and chatter is improved, an operation for updating the approach angle data in the machining program 64 to the approach angle command value 58 ( ⁇ d ′) is performed, thereby performing the subsequent work.
- the approach angle command value 58 ( ⁇ d ′) updated to 10 machining is continuously adopted. For this reason, when machining a plurality of workpieces 10 having the same specification, once chatter does not occur, chatter does not occur in subsequent machining. Further, by effectively using this function, even when there is no data in the back component force data 68 that perfectly matches the current machining conditions, the approach angle ⁇ at which chatter does not occur is found relatively quickly. This makes it possible to quickly achieve chatter-free turning.
- the command value setting processing unit M24 sets the approach angle command value 58 ( ⁇ d ) using the parameter data defined as the approach angle data. Further, the approach angle calculation processing unit M16 sets approach angle data at which the obtained back component force becomes zero in the parameter data.
- the approach angle at which the back component force F1 and the back component force F2 shown in FIG. 4 are equal is physically calculated. It may be calculated by
- FIG. 21 shows a turning example in which factors other than the clearance angle ⁇ should be considered.
- FIG. 21A shows an example of turning by moving the cutting tool 36 in the order of four machining routes rt1, rt2, rt3, and rt4.
- the final shape indicated by the machining route rt4 has a tapered portion TP.
- the cutting amount in the taper portion TP is changed in the initial stage of turning (machining routes rt1, rt2). Thereby, the cutting amount ap can be fixed in the taper portion TP in the later stage of the turning process (machining routes rt3, rt4).
- FIG. 21B shows a point in time when the taper portion TP is reached in the processing route rt3.
- the cutting amount ap is defined as the length in the direction orthogonal to the relative feed direction of the cutting tool 36 with respect to the workpiece 10.
- the approach angle ⁇ is an angle formed by the main cutting edge portion 32b with respect to a direction orthogonal to the relative feed direction.
- the clearance angle ⁇ is “90 ⁇ ”, but at the end of the taper portion TP, the clearance angle ⁇ is larger than zero.
- the cutting tool 36 can interfere with a part of the workpiece 10 other than the taper part TP. Therefore, it is desirable to determine the presence or absence of interference depending on whether or not a value “(90 ⁇ ) ⁇ ” obtained by subtracting the taper angle ⁇ from the clearance angle ⁇ is equal to or larger than the clearance angle threshold value ⁇ th. .
- the depth of cut ap at the taper portion TP can be fixed in the later stage of the turning process (machining routes rt3 and rt4) in which the machining diameter is likely to become a problem and the machining force is reduced.
- the approach angle ⁇ corresponding to the depth of cut ap can be set in the later stage of the turning process in which the back force tends to be a problem, and thus the influence of the back force is suitable from the shape of the work 10 after turning. Can be suppressed.
- the approach angle ⁇ is changed in a state where the feed during machining is stopped and the cutting edge of the tool is in contact with the workpiece. That is, the X-axis motion compensation amount and the Z-axis motion compensation amount are calculated in addition to the approach angle setting command amount ⁇ , and the approach angle can be changed without changing the cutting edge position by outputting these simultaneously. Not limited to. For example, when the machining is stopped, the cutting tool 36 may be greatly displaced in the X-axis direction so that the cutting tool 36 is once pulled away from the workpiece 10.
- the cutting tool 36 is swiveled in the B-axis direction, and the cutting tool 36 is moved in the direction opposite to the displacement in the X-axis direction and the Z-axis direction due to the swiveling positioning.
- the turning process may be resumed.
- the position at which machining is interrupted is stored, and a path from the position at the time of resuming turning to the stored machining interrupt position may be automatically inserted.
- the approach angle ⁇ changing process is not limited to the process performed with the tool post 16 stopped.
- the approach angle ⁇ may be changed in a state where the tool post 16 is moved in the Z-axis direction.
- processing for canceling the Z-axis motion compensation amount may be performed in the feed processing in the Z-axis direction.
- the present invention is not limited to an input operation performed by the operator via the input unit 74.
- an apparatus for detecting chatter may be provided, and an interruption instruction or an instruction to change the approach angle may be output from this apparatus.
- a device for detecting chatter for example, a device that receives sound or vibration as input and determines that chatter has occurred when a predetermined frequency noise exceeds a threshold value may be used.
- the present invention is not limited to this, and a workpiece that is being turned may be photographed, and chatter may be detected as a result of image analysis.
- a device that includes a sensor that detects a load applied to the tool and detects chatter based on an output value of the sensor may be used.
- the back component force data 68 can be sequentially updated.
- an instruction to change the approach angle by a predetermined amount ⁇ in the positive (negative) direction is issued. If chatter is not suppressed as a result, negative (positive) is given.
- a device that issues an instruction to change the direction by a predetermined amount ⁇ may be used. In this case, if chatter is suppressed but not yet sufficiently suppressed, an instruction to change the predetermined amount ⁇ in the same direction may be issued.
- the first cutting amount is set in the first turning process
- the second cutting amount is set in the second turning process.
- the turning support program is not limited to a program incorporated in a turning control device that realizes all of the processes of FIGS.
- a program for supporting the operation of a turning apparatus capable of displacing the cutting tool 36 in the X-axis direction and the Z-axis direction and swing-positioning with the swing axis line ax2 as a swing center FIG. Only the processing of FIG. 14 may be realized. In this case, that is, even when there is no approach angle manual fine adjustment function performed by the angle adjustment reception processing unit M28, when chatter occurs during turning by the set approach angle command value 58 ( ⁇ d ), By inputting the approach angle ⁇ in the process of step S28 of FIG. 10, the approach angle command value 58 ( ⁇ d ) can be finely adjusted by directly rewriting the approach angle data in the machining program.
- a drive unit for displacing the main shaft 12 in the Z-axis direction may be provided instead of providing the Z-axis drive unit 44 for displacing the tool post 16 in the Z-axis direction.
- a drive unit for displacing the main shaft 12 in the Z-axis direction may be provided instead of including the X-axis drive unit 42 that displaces the tool holding unit 14 in the X-axis direction.
- the cutting tool is not limited to one in which the insert and the shank are separated from each other, and may be formed integrally.
- the notification is not limited to visual information, and may be performed by sound, for example.
- the X-axis command amount and the Z-axis command amount output from the machining program processing unit are not limited to those in which the turning program is executed by the command processing unit correcting and outputting the approach angle compensation amount.
- the tool data indicating the cutting edge position may be corrected with the approach angle compensation amount.
- the machining program processing shown in FIG. 17 calculates the X-axis command amount and the Z-axis command amount based on the tool data corrected with the approach angle compensation amount, the processing for correcting these with the approach angle compensation amount is performed. It can be deleted from the command processing unit.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Geometry (AREA)
- Numerical Control (AREA)
- Turning (AREA)
Abstract
旋削加工制御装置(50)は、入力部(74)を介して切込量が指定されると、背分力データに基づき、背分力をゼロとするアプローチ角を算出する。こうしてアプローチ角が算出されると、旋削加工制御装置(50)は、B軸駆動部(46)に、バイト(36)を点(P1)を旋回中心として旋回位置決めさせる指令量を出力する。また、旋削加工制御装置(50)は、切込量とアプローチ角とに基づき、バイト(36)をX軸方向に直線変位させるためのX軸駆動部(42)に、切込量を制御するための指令量を出力する。そして、主軸駆動部(40)によってワーク(10)を回転させつつ、切削速度に応じてZ軸駆動部(44)によってバイト(36)をZ軸方向に変位させることで旋削加工がなされる。
Description
本発明は、旋削加工制御装置、および旋削加工支援プログラムに関する。
旋盤の主軸にワークを把持して回転させ、ワークの径方向(X軸方向)に工具の刃を所定の切込量だけ切り込ませた状態で、ワークの長手方向(Z軸方向)に工具を送って旋削加工を行うことが周知である。旋削加工を行うと、工具には、主分力、送り分力、背分力がかかる。背分力は、ワークの切削抵抗の径方向(X軸方向)の成分であって、ワークの径方向(X軸方向)にワークを曲げようとする力を及ぼす。このため、アスペクト比の大きい微細な軸を加工するときなどには、背分力による加工精度への影響が無視できないものとなる。
そこで従来は、たとえば特許文献1に見られるように、背分力をゼロとすることのできる工具を設計することが提案されている。詳しくは、切込量に応じて背分力がゼロとなるアプローチ角が1つ定まるという知見に基づき、ある切込量とした場合に背分力がゼロとなるアプローチ角を備える工具を設計することが記載されている。
上記特許文献1記載の技術では、切込量が変わるたびに、新たに工具を設計する必要が生じるため、工具に汎用性を持たせることが困難であるという問題がある。
本発明は、そうした実情に鑑みてなされたものであり、その目的は、ワークを旋削加工する精度を高く維持しつつも、旋削加工に用いる工具に汎用性を持たせることのできる旋削加工制御装置、および旋削加工支援プログラムを提供することにある。
本発明は、そうした実情に鑑みてなされたものであり、その目的は、ワークを旋削加工する精度を高く維持しつつも、旋削加工に用いる工具に汎用性を持たせることのできる旋削加工制御装置、および旋削加工支援プログラムを提供することにある。
以下、上記課題を解決するための手段およびその作用効果について記載する。
技術的思想1:ワークを把持して回転する主軸と、前記ワークを旋削加工する工具を把持する工具保持部と、前記主軸の回転軸線と平行な方向であるZ軸方向に、前記主軸および前記工具保持部の少なくとも一方を変位させるZ軸駆動部と、前記Z軸に直交するX軸方向に、前記主軸および前記工具保持部の少なくとも一方を変位させるX軸駆動部と、前記Z軸および前記X軸の双方に直交するY軸回りに前記工具保持部を旋回させるB軸駆動部と、を備える旋削加工装置を用いて、前記主軸に把持されたワークを回転させ、該ワークに対してX軸方向に所定の切込量だけ切り込んだ状態で少なくともZ軸方向に前記工具を相対的に送って旋削加工を行う旋削加工制御装置において、前記旋削加工を規定する加工プログラムと、前記工具の形状を示す工具形状データと、を記憶する記憶部と、前記加工プログラムを解析して前記Z軸駆動部、前記X軸駆動部、前記B軸駆動部に対する指令量を算出して出力する加工プログラム処理部と、前記旋削加工を行うときの前記ワークに対する前記工具の相対的な送り方向に直交する方向と前記工具の刃部とのなす角度であるアプローチ角を定めるアプローチ角指令値を設定する指令値設定処理部と、前記工具形状データに基づき前記アプローチ角が前記アプローチ角指令値になるように制御するためのB軸指令量をアプローチ角設定指令量として算出するアプローチ角設定指令量算出部と、該アプローチ角設定指令量を前記B軸駆動部に出力する指令処理部と、を備える旋削加工制御装置。
技術的思想1:ワークを把持して回転する主軸と、前記ワークを旋削加工する工具を把持する工具保持部と、前記主軸の回転軸線と平行な方向であるZ軸方向に、前記主軸および前記工具保持部の少なくとも一方を変位させるZ軸駆動部と、前記Z軸に直交するX軸方向に、前記主軸および前記工具保持部の少なくとも一方を変位させるX軸駆動部と、前記Z軸および前記X軸の双方に直交するY軸回りに前記工具保持部を旋回させるB軸駆動部と、を備える旋削加工装置を用いて、前記主軸に把持されたワークを回転させ、該ワークに対してX軸方向に所定の切込量だけ切り込んだ状態で少なくともZ軸方向に前記工具を相対的に送って旋削加工を行う旋削加工制御装置において、前記旋削加工を規定する加工プログラムと、前記工具の形状を示す工具形状データと、を記憶する記憶部と、前記加工プログラムを解析して前記Z軸駆動部、前記X軸駆動部、前記B軸駆動部に対する指令量を算出して出力する加工プログラム処理部と、前記旋削加工を行うときの前記ワークに対する前記工具の相対的な送り方向に直交する方向と前記工具の刃部とのなす角度であるアプローチ角を定めるアプローチ角指令値を設定する指令値設定処理部と、前記工具形状データに基づき前記アプローチ角が前記アプローチ角指令値になるように制御するためのB軸指令量をアプローチ角設定指令量として算出するアプローチ角設定指令量算出部と、該アプローチ角設定指令量を前記B軸駆動部に出力する指令処理部と、を備える旋削加工制御装置。
上記装置では、アプローチ角指令値を設定し、加工時のアプローチ角がアプローチ角指令値になるように制御するためのB軸指令量を算出し、B軸駆動部に出力することで、加工時のアプローチ角を適宜変更することができる。アプローチ角を変更することで、工具がワークに加える背分力を変えることができ、その結果、旋削加工時のアプローチ角を調整することで、背分力をゼロまたは極めて小さな値にすることができる。そのため、特殊な工具を用いなくても、汎用的な工具を適切なアプローチ角指令値を設定して使用することで、旋削加工精度を極めて高くすることができる。
技術的思想2:前記記憶部は、前記工具が前記工具保持部に把持されたときの前記工具の刃先位置を示す工具データをさらに記憶し、前記工具データに基づき前記アプローチ角設定指令量にてB軸旋回位置決めするときの刃先位置の、前記アプローチ角指令値設定前の刃先位置からのXZ平面における変位を補償するアプローチ角補償量を算出する補償量算出処理部を備え、前記指令処理部は、前記加工プログラム処理部から出力されたX軸指令量、Z軸指令量をアプローチ角補償量で補正して、前記X軸駆動部および前記Z軸駆動部に出力する技術的思想1記載の旋削加工制御装置。
アプローチ角がアプローチ角指令値になるように制御するためにB軸を旋回位置決めさせると、刃先位置がXZ平面において変位する。その変位を打ち消すようなアプローチ角補償量を計算し、記憶することにより、加工動作時のX軸指令量およびZ軸指令量をアプローチ角補償量で補正するだけで、アプローチ角を制御するための新たな複雑な処理を施すことなく、加工を行うことができる。
技術的思想3:前記旋削加工の開始後であって完了前に、前記指令値設定処理部によって設定されている前記アプローチ角指令値を変更する指示を受け付け、該受け付けた指示に基づき前記アプローチ角指令値を変更する角度調整受付処理部を備え、前記指令処理部は、前記アプローチ角設定指令量算出処理部が算出する前記変更されたアプローチ角指令値に対応する前記アプローチ角設定指令量を、前記B軸駆動部に出力する技術的思想1記載の旋削加工制御装置。
上記装置では、旋削加工の開始後であって完了前に旋削加工時のアプローチ角を変更することができるため、旋削加工中にびびりを検出するなどした場合に、その場でアプローチ角指令値を変更してびびりを抑制することができ、旋削加工の精度を向上させる変更を容易に行うことができる。
技術的思想4:前記角度調整受付処理部は、旋削加工がなされているときにアプローチ角指令値を変更する指示を受け付けると、前記旋削加工を一時停止する機能を有し、前記指令処理部は、前記アプローチ角設定指令量算出処理部が算出する前記変更された前記アプローチ角指令値に対応する前記アプローチ角設定指令量を、前記角度調整受付処理部による前記旋削加工停止中に、前記B軸駆動部に出力する技術的思想3記載の旋削加工制御装置。
旋削加工時のアプローチ角を変更するためにB軸位置を変更すると、工具の刃先位置とB軸旋回中心との距離に応じて、工具の刃先位置はX軸方向およびZ軸方向に変化する。このため、旋削加工中にアプローチ角を変更することには困難が伴う。そこで上記装置では、アプローチ角を変更する指示を受け付けると旋削加工を中断するので、中断中に手動操作で刃先をワークから遠ざけることができる。遠ざけることにより、工具の刃先がX軸方向、Z軸方向に変化してもワークに干渉することはなく、その結果、アプローチ角指令値の変更を簡易に行うことができる。
技術的思想5:前記加工プログラムは、加工時のアプローチ角を定めるアプローチ角データを含み、前記指令値設定処理部は、前記加工プログラムのアプローチ角データを前記アプローチ角指令値に設定するものであり、前記角度調整受付処理部によって変更された前記アプローチ角指令値を前記加工プログラムに登録する指令を受け付けるアプローチ角指令値格納処理部を備え、該アプローチ角指令値格納処理部が加工プログラムへの格納指示を受け付けると、変更された前記アプローチ角指令値を前記加工プログラムにアプローチ角データとして登録する技術的思想3記載の旋削加工制御装置。
上記装置では、アプローチ角指令値格納処理部を備えることで、角度調整受付処理部によって受け付けられたアプローチ角指令値が適切な値である場合に、これを加工プログラムに登録することができる。
技術的思想6:前記記憶部は、前記工具が前記工具保持部に把持されたときの前記工具の刃先位置を示す工具データをさらに記憶し、前記角度調整受付処理部がアプローチ角指令値を変更する際、前記工具データに基づき前記アプローチ角設定指令量にてB軸旋回位置決めするときの刃先位置の、直前のB軸位置の刃先位置からのXZ平面における変位を補償する動作補償量を算出する補償量算出処理部を備え、前記指令処理部は、アプローチ角設定指令量、および動作補償量をB軸駆動部、X軸駆動部、およびZ軸駆動部に同時に出力する技術的思想4記載の旋削加工制御装置。
アプローチ角指令値を変更するためにB軸を旋回位置決めさせると、B軸旋回中心と刃先のXZ平面上の位置関係により刃先位置が変化して切込量が変動する。この点、上記装置では、直前の刃先位置からの変位を打ち消すためのX軸動作補償量およびZ軸動作補償量を算出してアプローチ角設定指令量と同時に出力することで、加工中断中にアプローチ角指令値を種々変更しても、刃先位置を変えずにアプローチ角を変更することができる。
技術的思想7:前記加工プログラムは、切込量を定める切込量データと前記アプローチ角を定めるアプローチ角データを含み、前記旋削加工がなされるときに前記工具が前記ワークに加える背分力の絶対値が規定値以下となるアプローチ角を算出するアプローチ角算出処理部を備え、該アプローチ角算出処理部は、算出したアプローチ角を前記加工プログラムにアプローチ角データとして登録し、前記指令値設定処理部は、該アプローチ角データを前記アプローチ角指令値に設定する技術的思想1記載の旋削加工制御装置。
上記装置ではアプローチ角算出処理部が、旋削加工時に発生する背分力が規定値以下となるアプローチ角を算出してくれるので、背分力を低減することのできるアプローチ角についての情報を所持しないオペレータであっても、背分力を低減することのできる旋削加工を行うことができる。
技術的思想8:前記指令値設定処理部によって設定されたアプローチ角指令値と、前記工具形状データとに基づき、前記旋削加工が可能か否かを判断する判断処理部と、該判断処理部によって前記旋削加工が可能ではないと判断される場合、その旨を通知する通知処理部とを備える技術的思想1記載の旋削加工制御装置。
アプローチ角と工具形状とがわかれば、工具がワークと干渉するか否かを知ることができる。このため、上記装置では、アプローチ角指令値と工具形状とに基づき工具とワークの干渉を判定し、旋削加工を行うことが可能でないと判断したり、その旨を通知したりすることができる。
技術的思想9:技術的思想1~8のいずれか1項に記載の旋削加工制御装置における前記各処理部を、コンピュータによって実行させる旋削加工支援プログラム。
技術的思想10:ワークを把持して回転する主軸と、前記ワークを旋削加工する工具を把持する工具保持部と、前記主軸の回転軸線と平行な方向であるZ軸方向に、前記主軸および前記工具保持部の少なくとも一方を変位させるZ軸駆動部と、前記Z軸に直交するX軸方向に、前記主軸および前記工具保持部の少なくとも一方を変位させるX軸駆動部と、前記Z軸および前記X軸の双方に直交するY軸回りに前記工具保持部を旋回位置決めさせるB軸駆動部と、を備える旋削加工装置を用いて、前記主軸に把持されたワークを回転させ、該ワークに対してX軸方向に所定の切込量だけ切り込んだ状態で少なくともZ軸方向に前記工具を相対的に送って旋削加工を行う旋削加工制御方法において、前記旋削加工を規定する加工プログラムを解析して、前記Z軸駆動部、前記X軸駆動部、前記B軸駆動部に対する指令量を算出して出力する加工プログラム処理工程と、前記旋削加工を行うときの前記ワークに対する前記工具の相対的な送り方向に直交する方向と前記工具の刃部とのなす角度であるアプローチ角を定めるアプローチ角指令値を設定する指令値設定処理工程と、前記工具の形状を示す工具形状データに基づき前記アプローチ角が前記アプローチ角指令値になるように制御するためのB軸指令量をアプローチ角設定指令量として算出するアプローチ角設定指令量算出処理工程と、該アプローチ角設定指令量をB軸駆動部に出力する指令処理工程と、からなる旋削加工制御方法。
技術的思想10:ワークを把持して回転する主軸と、前記ワークを旋削加工する工具を把持する工具保持部と、前記主軸の回転軸線と平行な方向であるZ軸方向に、前記主軸および前記工具保持部の少なくとも一方を変位させるZ軸駆動部と、前記Z軸に直交するX軸方向に、前記主軸および前記工具保持部の少なくとも一方を変位させるX軸駆動部と、前記Z軸および前記X軸の双方に直交するY軸回りに前記工具保持部を旋回位置決めさせるB軸駆動部と、を備える旋削加工装置を用いて、前記主軸に把持されたワークを回転させ、該ワークに対してX軸方向に所定の切込量だけ切り込んだ状態で少なくともZ軸方向に前記工具を相対的に送って旋削加工を行う旋削加工制御方法において、前記旋削加工を規定する加工プログラムを解析して、前記Z軸駆動部、前記X軸駆動部、前記B軸駆動部に対する指令量を算出して出力する加工プログラム処理工程と、前記旋削加工を行うときの前記ワークに対する前記工具の相対的な送り方向に直交する方向と前記工具の刃部とのなす角度であるアプローチ角を定めるアプローチ角指令値を設定する指令値設定処理工程と、前記工具の形状を示す工具形状データに基づき前記アプローチ角が前記アプローチ角指令値になるように制御するためのB軸指令量をアプローチ角設定指令量として算出するアプローチ角設定指令量算出処理工程と、該アプローチ角設定指令量をB軸駆動部に出力する指令処理工程と、からなる旋削加工制御方法。
上記方法によれば、技術的思想1記載の装置と同様の作用効果を奏する。
以下、旋削加工制御装置、旋削加工方法、および旋削加工支援プログラムの一実施形態について、図面を参照しつつ説明する。
図1に示す旋削加工システム20は、ワーク10を旋削加工するための複合加工旋盤システムである。旋削加工システム20は、旋削加工装置30と、旋削加工制御装置50と、インターフェース70とを備えている。
図1に示す旋削加工システム20は、ワーク10を旋削加工するための複合加工旋盤システムである。旋削加工システム20は、旋削加工装置30と、旋削加工制御装置50と、インターフェース70とを備えている。
本実施形態では、ワーク10として、円柱形状のものを想定している。
旋削加工装置30は、ワーク10を把持する主軸12と、工具であるバイト36と、バイト36を把持する工具保持部14とを備えている。主軸12は、回転軸線ax1の周りに回転可能である。バイト36は、ワーク10を旋削する刃部として機能するインサート32と、インサート32を支持するシャンク34とを備えている。
旋削加工装置30は、ワーク10を把持する主軸12と、工具であるバイト36と、バイト36を把持する工具保持部14とを備えている。主軸12は、回転軸線ax1の周りに回転可能である。バイト36は、ワーク10を旋削する刃部として機能するインサート32と、インサート32を支持するシャンク34とを備えている。
図2に、上記ワーク10を把持した旋削加工装置30の一部構成を示す。
図示されるように、旋削加工装置30は、さらに、工具保持部14を旋回可能に備える刃物台16を有する。刃物台16は、回転軸線ax1に平行なZ軸方向、およびZ軸に直交するX軸方向に直線変位可能となっている。一方、工具保持部14は、Z軸およびX軸の双方に直交するY軸に平行であって且つ刃物台16上のB軸旋回中心P1を通る旋回軸線ax2の回りに旋回可能に設置されている。主軸12や、工具保持部14、刃物台16は、図1に示す各駆動部によって駆動される。
図示されるように、旋削加工装置30は、さらに、工具保持部14を旋回可能に備える刃物台16を有する。刃物台16は、回転軸線ax1に平行なZ軸方向、およびZ軸に直交するX軸方向に直線変位可能となっている。一方、工具保持部14は、Z軸およびX軸の双方に直交するY軸に平行であって且つ刃物台16上のB軸旋回中心P1を通る旋回軸線ax2の回りに旋回可能に設置されている。主軸12や、工具保持部14、刃物台16は、図1に示す各駆動部によって駆動される。
すなわち、図1に示した旋削加工装置30は、主軸12を回転軸線ax1の回りに回転させる主軸駆動部40を備えている。また、旋削加工装置30は、刃物台16を、X軸方向に変位させるX軸駆動部42と、刃物台16を、Z軸方向に変位させるZ軸駆動部44とを備えている。刃物台16をX軸方向に変位させることで、バイト36もX軸方向に変位し、刃物台16をZ軸方向に変位させることで、バイト36もZ軸方向に変位する。さらに、旋削加工装置30は、上記旋回軸線ax2を旋回中心として工具保持部14を旋回位置決めさせるB軸駆動部46を備えている。B軸駆動部46は、工具保持部14のB軸を駆動するものであり、図1および図2には、B軸を、「B」として記載してある。
旋削加工制御装置50は、旋削加工を行うために旋削加工装置30を制御する制御装置である。詳しくは、旋削加工制御装置50は、旋削加工装置30の主軸駆動部40、X軸駆動部42、Z軸駆動部44、およびB軸駆動部46の各指令量を算出して、主軸駆動部40、X軸駆動部42、Z軸駆動部44、およびB軸駆動部46のそれぞれに出力する。ここで、主軸駆動部40の指令量は、主軸12の回転速度である。また、X軸駆動部42の指令量は、刃物台16のX軸方向変位量である。また、Z軸駆動部44の指令量は、刃物台16のZ軸方向変位量である。また、B軸駆動部46の指令量は、旋回軸線ax2を旋回中心とする工具保持部14の旋回角度である。
旋削加工制御装置50は、各種演算処理を行う中央処理装置(CPU)52と、メモリ54とを備えている。メモリ54には、工具形状データ60、工具データ62、加工プログラム64、旋削加工支援プログラム66、および背分力データ68が記憶されている。また、旋削加工時のアプローチ角を定めるアプローチ角指令値58を内部変数として有する。
図3(a)に示すように、工具形状データ60は、各工具を指定する識別情報(工具No)毎に、刃先角βと、基準切込角γと、ノーズ半径Rとの情報を有するデータである。図3(b)に、刃先角βや基準切込角γを示す。刃先角βは、インサート32の刃先P2の角度である。基準切込角γは、インサート32のうち進行方向側の刃部(主切刃部32b)の形状を特定するためのパラメータである。本実施形態では、基準切込角γは、バイト36のシャンク34がワークの軸心に対して直交する姿勢で対向したときにおけるインサート32の主切刃部32bとワークの軸心とのなす角(図中、直線Lは、ワークの軸心に平行な直線を示す)である。バイト36のこの姿勢は、工具保持部14をB軸原点に位置決めしたときの姿勢である。ここでB軸原点は、工具保持部14に装着されたバイト36がX軸方向に平行で、ワークに対向したときのB軸位置であり、バイト36は工具保持部14の向きと同一方向に装着されているものとする。
図3(c)に、ノーズ半径Rを示す。ノーズ半径Rは、インサート32の刃先P2の形状を定める曲率半径である。なお、図3(b)においては、逃げ角δを併せ示した。逃げ角δとは、インサート32の逃げ面(進行方向に対する背面)とワークの仕上げ面とのなす角度である。ちなみに、バイト36は、本来、工具保持部14をB軸原点で使用することが想定されている。
図4に、アプローチ角αおよび切込量apを示す。図4では、バイト36を図示するとともに、バイト36のうちのインサート32の一部を拡大したものを図示している。図示されるように、アプローチ角αは、バイト36の送り方向M(たとえばZ軸方向)に直交する方向N(たとえばX軸方向)と主切刃部32bとのなす角度である。アプローチ角αの正方向は、本実施形態では、方向Nから反時計回りに回転する側としている。なお、図4には、ワーク10の切込量apも図示してある。本実施形態では、切込量apをノーズ半径Rよりも大きい値に設定する。図4に示されるようにアプローチ角αが正の場合、インサート32の先端部32aがワーク10に加える背分力F1と、主切刃部32bがワーク10に加える背分力F2とが互いに反対方向となる。そして、背分力F2は、アプローチ角αによって調整することができ、背分力F2を背分力F1と等しくすることもできる。
図5(a)および図5(b)に、特定の工具を用いて所定の切込量で旋削加工を行ったときのアプローチ角と背分力との関係を実験的に求めたデータを例示する。この2つの例から明らかなように、工具と切込量とが与えられると、アプローチ角を適宜決定することにより旋削加工時の背分力をゼロにすることができる。言い換えれば、工具が把持されている工具保持部14をB軸旋回位置決めさせることで旋削加工時のアプローチ角を変更でき、工具保持部14のB軸角度を適当な角度に設定して旋削加工を行うことにより、背分力をゼロにすることも可能となる。
加工プログラム64は、ワーク10の旋削加工の仕方を定めるデータ群である。本実施形態では、加工プログラム64は、加工形状を示すデータや、前述したアプローチ角αや切込量ap等の加工条件を示すデータを含む、加工に必要なデータ群である。
なお本実施形態では、X軸方向すなわちワークの径方向に所定の切込量だけ工具を切り込ませ、少なくともZ軸方向を含む方向へ工具を送って行う旋削加工が対象である。送り方向は、Z軸のみを移動させる以外に、Z軸方向に送りながら若干X軸方向にも送る、いわゆるテーパ加工も含まれる。
工具データ62は、工具の刃先位置を示すデータである。図6に示されるように、ここではバイト36を把持する工具保持部14をB軸原点に位置決めしたときのインサート32の刃先P2の、B軸旋回中心P1を基準とする座標値を示すデータとする。工具データを用いる処理に関しては、後述する。
図1に示すインターフェース70は、表示部72と入力部74とを備えている。ここで、表示部72は、視覚を通じて各種情報をオペレータに通知するためのものである。また、入力部74は、オペレータによる入力操作がなされる対象であり、これによりオペレータが旋削加工制御装置50に要求を伝えることが可能となっている。なお、入力部74の入力操作によって、工具形状データ60、工具データ62、加工プログラム64、および、背分力データ68が入力可能である。ただし、加工プログラム64が備えるデータの一部について、旋削加工制御装置50によって自動生成することも可能である。また、工具データ62は、刃先位置を検出するセンサを用いて自動計測することも可能である。
図1に示した背分力データ68は、旋削加工制御装置50が、旋削加工時にワーク10に加わる背分力をゼロとするアプローチ角αを算出するために用いるデータである。
図7に、背分力データ68を示す。図示されるように、背分力データ68は、切込量ap毎に、アプローチ角αとワーク10に加わる背分力との関係を実験的に求めたデータである。ただし、これら切込量ap毎の背分力データは、ワーク10の材質や、切削速度、送り速度、インサート32のチップブレーカの有無、旋削加工時にクーラントを使用したか否かのそれぞれ毎に異なるため、厳密に言えば、これらの諸要件毎に図5に示すようなアプローチ角と背分力との関係を実験的に求める必要がある。そうすることで、正確に背分力をゼロとするアプローチ角αを算出することが可能である。しかし、簡略化したデータ、たとえばある工具を用いるときの代表的な切削速度や送り速度の値を用いて得た背分力データを、切削速度や送り速度が異なる加工に適用したとしても、後述するように十分に実用に耐える。
図7に、背分力データ68を示す。図示されるように、背分力データ68は、切込量ap毎に、アプローチ角αとワーク10に加わる背分力との関係を実験的に求めたデータである。ただし、これら切込量ap毎の背分力データは、ワーク10の材質や、切削速度、送り速度、インサート32のチップブレーカの有無、旋削加工時にクーラントを使用したか否かのそれぞれ毎に異なるため、厳密に言えば、これらの諸要件毎に図5に示すようなアプローチ角と背分力との関係を実験的に求める必要がある。そうすることで、正確に背分力をゼロとするアプローチ角αを算出することが可能である。しかし、簡略化したデータ、たとえばある工具を用いるときの代表的な切削速度や送り速度の値を用いて得た背分力データを、切削速度や送り速度が異なる加工に適用したとしても、後述するように十分に実用に耐える。
図8に、図1に示した旋削加工支援プログラム66が、CPU52によって実行されることで実現される機能ブロックを示す。この機能ブロックは、図9に示す従来の一般的な切削加工制御装置における加工プログラム実行時の機能ブロックを変形して実現されたものである。図9に示されるように、従来の機能ブロックでは、加工プログラム処理部M22が加工プログラム64と工具データ62を参照して解析し、1加工動作毎の各軸の指令量を旋削加工装置30に順次出力して、加工動作を行わせている。本実施形態における加工プログラム処理部M22は、従来と同一機能を有し、加工プログラムを実行するための各軸の指令量を算出して出力するが、出力先については従来技術とは異なる。
指令値設定処理部M24は、アプローチ角指令値58を設定する。
アプローチ角算出処理部M16は、背分力データ68に基づき背分力がゼロとなるアプローチ角αを算出し、加工プログラム64にアプローチ角データとして登録する。
アプローチ角算出処理部M16は、背分力データ68に基づき背分力がゼロとなるアプローチ角αを算出し、加工プログラム64にアプローチ角データとして登録する。
判断処理部M18は、アプローチ角データまたは、指令値設定処理部M24によって設定されたアプローチ角指令値58が、ワークと工具との干渉が発生することなく旋削加工を行うことができる値であるか否かを判断する。通知処理部M20は、判断処理部M18によって、旋削加工を行うことができないと判断される場合に、その旨を表示部72に出力する。
また、角度調整受付処理部M28は、加工プログラム64実行中にアプローチ角の変更要求をオペレータから受け付けると、旋削加工装置30に送り停止指令を出力して旋削加工を中断し、その後、指令値設定処理部M24にて設定されたアプローチ角指令値58を変更することでB軸位置決め角度を変更する。
アプローチ角指令値格納処理部M32は、変更されたアプローチ角指令値58を加工プログラム64にアプローチ角データとして登録する。
アプローチ角設定指令量算出処理部M26は、設定された、あるいは変更されたアプローチ角指令値58を実現するB軸指令量をアプローチ角設定指令量として算出し、補償量算出処理部M30は工具保持部14をアプローチ角設定指令量だけB軸旋回位置決めすることで発生する刃先位置の変位を相殺するアプローチ角補償量および、角度調整受付処理部M28にて変更されたアプローチ角指令値58に対応してB軸が若干旋回することで発生する刃先位置の変位を相殺する動作補償量を算出する。
アプローチ角設定指令量算出処理部M26は、設定された、あるいは変更されたアプローチ角指令値58を実現するB軸指令量をアプローチ角設定指令量として算出し、補償量算出処理部M30は工具保持部14をアプローチ角設定指令量だけB軸旋回位置決めすることで発生する刃先位置の変位を相殺するアプローチ角補償量および、角度調整受付処理部M28にて変更されたアプローチ角指令値58に対応してB軸が若干旋回することで発生する刃先位置の変位を相殺する動作補償量を算出する。
指令処理部M34は、アプローチ角設定指令量や動作補償量を旋削加工装置30へ出力したり、加工プログラム処理部M22の出力である、旋削加工を行うためのX軸駆動部42の指令量やZ軸駆動部44の指令量を、アプローチ角補償量で補正して、旋削加工装置30に出力したりする。
次に、図10~図20を用いてそれぞれのブロックの処理について詳述する。
図10は、アプローチ角算出処理部M16、判断処理部M18、および通知処理部M20が主に行う、旋削加工プログラムのアプローチ角データの設定処理の手順を示す。この処理は、CPU52によって、旋削加工支援プログラム66が実行されることで実現される。
図10は、アプローチ角算出処理部M16、判断処理部M18、および通知処理部M20が主に行う、旋削加工プログラムのアプローチ角データの設定処理の手順を示す。この処理は、CPU52によって、旋削加工支援プログラム66が実行されることで実現される。
CPU52は、アプローチ角データの設定要求が生じたときにこの処理を開始する。本実施形態では、アプローチ角データの入力は、上記背分力データ68を利用したアプローチ角データの自動設定と、オペレータによるアプローチ角データの入力操作とのいずれかを選択可能となっている。このため、CPU52は、最初にアプローチ角データの自動設定の要求であるか否かを判断する(S12)。そしてCPU52は、自動設定の要求であると判断する場合(S12:YES)、アプローチ角算出処理部M16の処理を開始する(S14)。
図11に、アプローチ角算出処理部M16の処理の詳細を示す。CPU52は、加工プログラム64を取得し、加工プログラム64から切込量データと使用する工具の工具Noを取得する(S142)。続いてCPU52は、アプローチ角αと背分力との関係を実験的に求めた複数のデータからなる背分力データ68を取得し、複数のデータの中から1つのデータを上記加工プログラム64の切込量データと使用工具の工具Noとに基づき、選択する(S144)。そして、このデータにおいて、背分力がゼロとなるアプローチ角αを決定し(S146)、加工プログラム64にアプローチ角データとして登録する(S148)。
一方、CPU52は、図10のステップS12において自動設定ではないと判断する場合(S12:NO)、入力部74を介してアプローチ角αが入力されるのを受け付け、入力されたアプローチ角αを加工プログラム64に登録する(S28)。
CPU52は、こうして手動または自動で登録されたアプローチ角データが実際に制御に適用されたときに、バイト36とワーク10との干渉が発生しないか否か、を判断処理部M18にて判断する(S18)。
図12に、判断処理部M18の処理の詳細を示す。CPU52は、判断処理部M18を呼び出すときにアプローチ角αと工具Noを引数で渡し、指定された工具Noの刃先角βおよび逃げ角しきい値δthを取得し(S182)、逃げ角δを計算する(S184)。ここで、逃げ角δは、刃先角βとアプローチ角αとに基づき算出することができる。具体的には「δ=180-β-α-90」(式1)によって算出することができる。ここで、しきい値δthはバイト36とワークとの隙間を規定するものであり、ゼロ以上のゼロに近い正の値に設定されることが望ましい。
図13に、この判断処理の例を示す。詳しくは、図13(a)に、刃先角βが80°、基準切込角γが95°、アプローチ角αが「24.23°」である場合を示す。この場合、図中、破線にて示すようにアプローチ角αを「24.23°」に設定すると、式1により逃げ角δが「-14.23°」と、ゼロよりも小さい値となり、バイト36がワーク10と干渉する。このため、この場合には、旋削加工を行うことができないと判断する。一方、図13(b)に、刃先角βが55°、基準切込角γが95°、アプローチ角αが「24.23°」である場合を示す。この場合、図中、破線にて示すようにアプローチ角αを「24.23°」に設定しても、式1により逃げ角δが「10.77°」とゼロよりも大きい値となり、バイト36がワーク10と干渉することはない。このため、この場合には、旋削加工を行うことができると判断する。
処理手順の説明に戻る。CPU52は図12のステップS186で、バイト36とワーク10との干渉を判断するために計算結果の逃げ角δが逃げ角しきい値δth以上であるか否かを判断する。逃げ角δがしきい値δth未満であると判断する場合(S186:NO)、バイト36とワーク10との間に干渉があると判定し、干渉フラグを付して判断処理部M18の処理を終了する(S189)。これに対し、CPU52は、逃げ角δがしきい値θth以上であると判断する場合(S186:YES)、干渉が発生しないと判定し、干渉フラグなしで判断処理部M18の処理を終了する(S188)。
CPU52は、この結果を受けて、図10のステップS19で干渉の有無を判定し、干渉ありの場合、すなわち干渉フラグがセットされている場合(S19:YES)、通知処理部M20にて表示部72にその旨を出力し、オペレータにワークと工具が干渉することを通知する(S22)。
なお、CPU52は、干渉フラグがリセットされていると判断する場合(S19:NO)、およびステップS22の処理が完了する場合、この一連の処理を終了する。
図14は、指令値設定処理部M24、アプローチ角設定指令量算出処理部M26、補償量算出処理部M30、判断処理部M18、通知処理部M20、加工プログラム処理部M22、指令処理部M34、およびアプローチ角指令値格納処理部M32が主に行う、本実施形態にかかる旋削加工の処理手順を示す。この処理は、CPU52が旋削加工支援プログラム66を実行することで実現される。
図14は、指令値設定処理部M24、アプローチ角設定指令量算出処理部M26、補償量算出処理部M30、判断処理部M18、通知処理部M20、加工プログラム処理部M22、指令処理部M34、およびアプローチ角指令値格納処理部M32が主に行う、本実施形態にかかる旋削加工の処理手順を示す。この処理は、CPU52が旋削加工支援プログラム66を実行することで実現される。
CPU52は、最初に、加工プログラム64を取得(S30)し、指令値設定処理部M24にて加工プログラム中のアプローチ角データをアプローチ角指令値58に設定する(S31)。引き続き、アプローチ角設定指令量算出処理部M26を呼び出してアプローチ角αがアプローチ角指令値58になるように制御するためのB軸指令量を算出する(ステップS32)。以後、このB軸指令量をアプローチ角設定指令量φと呼ぶ(図13φ参照)。ここで、アプローチ角設定指令量φは、アプローチ角指令値58(以下の式の中では「αd」を用いる)と、基準切込角γとに基づき算出される。たとえば、バイト36の送り方向とワーク10の軸心とが一致して且つB軸が原点にある場合、アプローチ角αは、「α=γ-90」(式2)であるため、B軸を原点から「φ=αd-(γ―90)」(式3)だけ旋回位置決めさせることで、アプローチ角αがアプローチ角指令値58(αd)になるように制御することができる。この式3で求めたφがアプローチ角設定指令量φである。
以下、図13を用いて具体的に説明する。工具保持部14がB軸原点時のアプローチ角αは、式2より、図13(a)、(b)ともに、「5°」である。これをアプローチ角指令値58(αd)の「24.23°」にするためのアプローチ角設定指令量φは、式3より、「19.23°」になる。つまり、B軸を「19.23°」旋回位置決めすることで、指令されたアプローチ角「24.23°」が実現できる。図13および式3から明らかであるが、アプローチ角設定指令量φは工具形状データ60の基準切込角γとアプローチ角指令値58(αd)とで決定される。
アプローチ角αがアプローチ角指令値58(αd)になるように制御するためにアプローチ角設定指令量φだけ工具保持部14をB軸回りに旋回位置決めさせると、工具保持部14のB軸旋回中心P1と、工具保持部14が把持するバイト36の刃先P2との距離に応じてバイト36の刃先P2がX軸方向及びZ軸方向に変位する。この変位を補償するデータを、アプローチ角補償量と呼び、X軸方向の変位を補償するアプローチ角X軸補償量と、Z軸方向の変位を補償するアプローチ角Z軸補償量とから構成される。CPU52はステップS33にて補償量算出処理部M30を呼び出して、工具データ62に基づき、このアプローチ角補償量を計算する。以下、アプローチ角補償量の計算方法について、詳細に説明する。
図6は刃先P2とB軸旋回中心P1との位置関係を示す。工具データにはたとえば、B軸旋回中心P1を基準とした工具の刃先P2の座標値が加工前に登録されている。図中[P1]はB軸旋回中心P1の位置、[P2]は工具保持部14がB軸原点における工具の刃先P2の位置、[P2]φは工具保持部14がアプローチ角設定指令量φだけB軸旋回位置決めした時の工具の刃先P2の位置を表す。B軸旋回中心P1を基準とした座標系でそれぞれの位置を表現して、[P1]=(0、0)、[P2]=(X2、Z2)、[P2]φ=(X2φ、Z2φ)とすると、アプローチ角指令値58(αd)設定前の刃先位置[P2]から設定後の刃先位置[P2]φへのX軸方向の変位量ΔXφ、Z軸方向の変位量ΔZφ、およびアプローチ角X軸補償量ηXφ、アプローチ角Z軸補償量ηZφは、以下の計算式を用いて求めることができる。なお、以下の式において、いずれも式から自明ではあるが、L1は刃先P2とB軸旋回中心P1との間の長さであり、θは工具保持部14をB軸原点に位置決めしたときの刃先P2のB軸角度位置である。
L1=√(X22+Z22)(式4)、
θ=tan-1(Z2/X2)(式5)、
X2φ=L1×cos(θ+φ)(式6)、
Z2φ=L1×sin(θ+φ)(式7)、
ΔXφ=X2φ-X2(式8)、
ΔZφ=Z2φ-Z2(式9)、
ηXφ=-ΔXφ(式10)、
ηZφ=-ΔZφ(式11)。
θ=tan-1(Z2/X2)(式5)、
X2φ=L1×cos(θ+φ)(式6)、
Z2φ=L1×sin(θ+φ)(式7)、
ΔXφ=X2φ-X2(式8)、
ΔZφ=Z2φ-Z2(式9)、
ηXφ=-ΔXφ(式10)、
ηZφ=-ΔZφ(式11)。
X2φやZ2φは、以上の計算式より、工具データ(X2、Z2)、およびアプローチ角設定指令量φにより求めることができる。なお図15は、補償量算出処理部M30の処理手順を示すが、後述される図18に示すアプローチ角手動微調整機能の説明の中で詳細に記載されるX軸動作補償量νX、Z軸動作補償量νZの計算式も記載されている。ここでは、アプローチ角手動微調整を行っていないので、φ=φ´であり、νX=X2φ-X2φ´=X2φ-X2φ=0、νZ=Z2φ-Z2φ´=Z2φ-Z2φ=0、ηXφ´=X2-X2φ´=X2-X2φ=ηXφ、ηZφ´=Z2-Z2φ´=Z2-Z2φ=ηZφとなる。
ここで求めたアプローチ角X軸補償量ηXφとアプローチ角Z軸補償量ηZφとは、アプローチ角指令値58(αd)を設定したことによって生じる刃先P2の位置の変位を打ち消すものである。これにより、アプローチ角を考慮しないで処理された加工指令量に、前記アプローチ角補償量を加算して出力することで、アプローチ角設定指令量φだけB軸旋回位置決めして生じた変位を補正することができる。
次にCPU52は、取得した加工プログラム64が正常に動作可能か否かを確認するが、この実施例ではステップS34にて判断処理部M18を呼び出して、バイト36とワーク10の干渉の有無を確認する。この処理は、図12にて説明した内容と渡す引数がアプローチ角指令値αdである点のみが異なるため、説明を割愛する。
CPU52は、判断処理部M18の処理により、旋削加工中にバイト36がワーク10に干渉することが判明したか否かを判断し(S35)、干渉すると判断する場合(S35:YES)、その旨を示すデータを表示部72に出力(S36)し、オペレータにワークと工具が干渉することを通知する。
これに対し、CPU52は、干渉がないと判断する場合(S35:NO)、指令処理部M34を呼び出す(S37)。これにより、CPU52は、図16に示す処理によって、旋削加工装置30のB軸駆動部46にアプローチ角設定指令量算出処理部M26で算出されたアプローチ角設定指令量φを出力する(S804)。その後、CPU52は、加工プログラム64のデータが終了するまで、図14のステップS40およびS41の処理を繰り返す。
加工プログラム64には、ワークを把持する主軸を、指定された回転速度に回転させたり、使用する工具を割り出して、加工開始位置まで早送りで位置決めしたりした後に、目的の旋削加工を行い、旋削加工後も、刃物台を機械原点に戻し、主軸回転を停止させて、終了するまでの一連の手続がプログラムされている。CPU52は、ステップS40にて加工プログラム処理部M22を呼び出して、そのような加工プログラム64に従って旋削加工を実行するための指令量を1加工動作ずつ算出し、出力する(図17:S402)。引き続き、指令処理部M34を呼び出す(S41)。これにより、CPU52は、図16に示す処理によって、ステップ33にて補償量算出処理部M30が予め計算しておいたアプローチ角X軸補償量ηXφ、およびアプローチ角Z軸補償量ηZφを加工プログラム処理部M22から出力されたX軸、Z軸の指令量に加算して出力する(S806)。
CPU52は、加工プログラムの全工程の処理を完了したと判断する場合(S39:YES)、アプローチ角指令値格納処理部M32の処理(S42)を行うが、ここではアプローチ角手動微調整機能の説明を先に行う。
上記旋削加工中に背分力に起因してびびりが生じることがあり、それに気付いたオペレータがアプローチ角指令値58(αd)の変更と、それに伴う工具保持部14のB軸旋回位置決めを容易に行うことができるよう、アプローチ角を手動で微調整する機能が準備されている。
図18は、角度調整受付処理部M28、アプローチ角設定指令量算出処理部M26、補償量算出処理部M30、および指令処理部M34が主に行う、アプローチ角手動微調整機能におけるアプローチ角変更処理の手順を示す。この処理は、CPU52によって、旋削加工支援プログラム66が実行されることで実現される。
旋削加工中にびびりを検知したオペレータが、手動によるアプローチ角指令値58(αd)の変更を要求するスイッチをONにすることで、CPU52は図18の処理を開始する。
最初に、角度調整受付処理部M28を呼び出す(S60)。図19に、角度調整受付処理部M28の詳細を示す。角度調整受付処理部M28では、まず、送り停止指令を旋削加工装置30に出力してバイト36のZ軸方向の送りを停止して、加工を一旦中断する(S604)。そしてCPU52は、入力部74に対する入力操作を通じたアプローチ角指令値58(αd)を変更する指示があるか否か(S606)、あるいは加工再開の指示があるか否か(S608)を判断する。アプローチ角指令値58(αd)の変更指示は、入力部74に、ハンドパルスを備えることで実現すればよい。ハンドパルスは、オペレータが手動で回転操作するインターフェースであり、回転操作量に応じたパルス数のパルスが出力され、出力パルス数に応じてアプローチ角指令値58(αd)を変更する。もっとも、入力部74にハンドパルスを備えることは必須ではなく、たとえば、入力部74に、実際に補正角度の指示値を数値として入力可能にしてもよい。また、加工再開の指示は、通常の自動運転起動スイッチを兼用すれば良い。
CPU52は、アプローチ角指令値58(αd)の変更指示があると判断する場合(S606:YES)、入力部74に入力された変更指示を受け付け、アプローチ角指令値58(αd→αd´)を更新する(S612)。以下では、更新前の値を「αd」と記載し、更新後の値を「αd´」と記載する。その後「受付あり」のフラグをセットしてM28の処理を終了する(S614)。また、加工再開の指示があると判断する場合(S608:YES)、「受付あり」のフラグをリセットしてM28の処理を終了する(S610)。
なお、アプローチ角手動微調整機能は、アプローチ角指令値58(αd)の変更を要求するスイッチがONされて、加工停止処理を行った後、加工が再開されるまで、何度でもアプローチ角指令値58(αd)の変更を行えるため、初回の処理か否か、を判断するステップS602を有する。
次にCPU52は、図18のステップS62において、角度調整受付処理中に変更指示を受け付けたか否かを判断し、受付があると判断する場合、すなわち「受付あり」のフラグがセットされている場合(S62:YES)、受け付けた変更後のアプローチ角指令値58(αd´)によりアプローチ角設定指令量φ´を算出する(S64)。上記式3より、φ´=αd´-(γ-90)である。
続いてCPU52は、補償量算出処理部M30を呼び出す(S68)。
補償量算出処理部M30は、既に説明したアプローチ角補償量の計算に加えて、アプローチ角手動微調整機能によって変更されたアプローチ角指令値の変更量に基づく工具保持部14のB軸旋回による刃先P2のXZ平面上の変位を補償する動作補償量の計算も行う。なお、動作補償量のX軸方向成分、およびZ軸方向成分を、それぞれX軸動作補償量、Z軸動作補償量と称す。
補償量算出処理部M30は、既に説明したアプローチ角補償量の計算に加えて、アプローチ角手動微調整機能によって変更されたアプローチ角指令値の変更量に基づく工具保持部14のB軸旋回による刃先P2のXZ平面上の変位を補償する動作補償量の計算も行う。なお、動作補償量のX軸方向成分、およびZ軸方向成分を、それぞれX軸動作補償量、Z軸動作補償量と称す。
アプローチ角指令値58(αd)が設定され、工具保持部14がアプローチ角設定指令量φだけB軸旋回位置決めしたときの工具の刃先P2の位置を、前述と同じく[P2]φ=(X2φ、Z2φ)とし、アプローチ角手動微調整機能によってアプローチ角設定指令量をφからφ´に変更したときの工具の刃先P2の位置を[P2]φ´=(X2φ´、Z2φ´)とすると、アプローチ角手動微調整によるX軸方向の変位量τX、Z軸方向の変位量τZ、およびX軸動作補償量νX、Z軸動作補償量νZは、以下の計算式を用いて求めることができる。なお、アプローチ角設定指令量φ´におけるアプローチ角補償量を、アプローチ角設定指令量φにおけるそれと異なることを明示するために、アプローチ角X軸補償量をηXφ´、アプローチ角Z軸補償量をηZφ´で示す。
X2φ´=L1×cos(θ+φ´)(式12)、
Z2φ´=L1×sin(θ+φ´)(式13)、
τX=X2φ´-X2φ(式14)、
τZ=Z2φ´-Z2φ(式15)、
νX=-τX(式16)、
νZ=-τZ(式17)、
ΔXφ´=X2φ´-X2(式18)、
ΔZφ´=Z2φ´-Z2(式19)、
ηXφ´=-ΔXφ´(式20)、
ηZφ´=-ΔZφ´(式21)。
Z2φ´=L1×sin(θ+φ´)(式13)、
τX=X2φ´-X2φ(式14)、
τZ=Z2φ´-Z2φ(式15)、
νX=-τX(式16)、
νZ=-τZ(式17)、
ΔXφ´=X2φ´-X2(式18)、
ΔZφ´=Z2φ´-Z2(式19)、
ηXφ´=-ΔXφ´(式20)、
ηZφ´=-ΔZφ´(式21)。
図15に式を簡略的に記載しているが、X2φやZ2φおよび、X2φ´やZ2φ´は、式4~式21より、工具データ(X2、Z2)、および直前のアプローチ角設定指令量φ、手動操作後のアプローチ角設定指令量φ´により求めることができる。
ここで求めたX軸動作補償量νXとZ軸動作補償量νZは、アプローチ角手動微調整機能によるアプローチ角指令値の変更によって生じる刃先位置の変位を打ち消すものである。
そしてCPU52は、図16に示す指令処理部M34を呼び出す(S72)。これにより、ステップS64において算出されたアプローチ角設定指令量φ´(B軸変位量としては(φ´-φ))と、ステップS68において算出されたX軸動作補償量νXおよびZ軸動作補償量νZとを、旋削加工装置30のB軸駆動部46、X軸駆動部42、およびZ軸駆動部44に同時に出力する(S808)。これにより、刃先P2のX軸座標値、及びZ軸座標値を変更することなくアプローチ角αを変更することができる。このとき、B軸を旋回させることで工具の主切れ刃部32bがワークに食い込むことがあるが、主軸の回転を停止していないため、単に微量の切削が行われるだけであり、問題にはならない。
ここで、指令処理部M34について補足する。指令処理部M34は、旋削加工装置30の各駆動部40、42、44、46へ指令量を出力する機能を有する。指令処理部M34を呼び出す(S37、S41、S72)際にコマンドコードを引数として渡すことで、指令処理部M34の処理を切り替えている(S802)。図16ではコマンドコードを分かり易く、「B軸出力」、「補正出力」、「手動出力」と記載した。
そして、図18のステップS62において、受付がないと判断する場合、すなわち「受付あり」のフラグがリセットされている場合(S62:NO)、角度調整受付処理部M28で停止されていた加工プログラムの実行を再開(S74)し、アプローチ角手動微調整機能の処理を終える。
これにより、図14のステップS40、S41の処理が、図18の処理によってアプローチ角指令値58(αd´)、アプローチ角設定指令量φ´、アプローチ角X軸補償量ηXφ´、およびアプローチ角Z軸補償量ηZφ´にそれぞれ修正されて再開される。すなわち、手動で微調整したアプローチ角指令値58(αd´)でその後の旋削加工がなされる。
そして、CPU52は、旋削加工が完了する(図14のS39:YES)と、アプローチ角指令値格納処理部M32を呼び出す(S42)。すなわち、図20の処理が動作してアプローチ角の変更がなされているか否かを判断する(S422)。そして、CPU52は、アプローチ角の変更がなされていると判断する場合(S422:YES)、入力部74に対する入力操作によって加工プログラム64中のアプローチ角データを更新する操作がなされたか否かを判断する(S424)。
具体的には、CPU52は、アプローチ角が変更されていると判断する場合、表示部72に、「変更されたアプローチ角を加工プログラムに登録しますか」とのメッセージを表示する。そして、これに応じてオペレータにより入力部74が操作される場合、CPU52は、加工プログラム64中のアプローチ角データを更新する指令が出されたと判断し(S424:YES)、加工プログラム64中のアプローチ角データを現在設定されているアプローチ角指令値58(αd´)に更新する(S426)。すなわち、今回の旋削加工で最終的に用いられたアプローチ角指令値58(αd´)を加工プログラム64中のアプローチ角データとして登録する。
この一連の処理によれば、びびりが生じると、オペレータは旋削加工を中断し、アプローチ角指令値58(αd)の変更を指示する。そして、変更に応じた旋削加工がなされ、びびりが改善されると、加工プログラム64中のアプローチ角データをアプローチ角指令値58(αd´)に更新する操作をすることにより、それ以降のワーク10の加工に更新されたアプローチ角指令値58(αd´)が継続的に採用される。このため、同一仕様のワーク10を複数加工する場合、びびりが一旦生じなくなると、それ以降の加工では、びびりが生じない。また、この機能を有効に用いることで、背分力データ68の中に今回の加工条件に完全に適合したデータが存在しない場合であっても、びびりが生じないアプローチ角αを比較的早く見出すことができ、びびりのない旋削加工を迅速に達成することが可能となる。
<その他の実施形態>
なお、上記実施形態は、以下のように変更して実施してもよい。
・「アプローチ角データが加工プログラムに存在しない場合の対応について」
従来の加工プログラムにはアプローチ角データの概念がなかったため、加工プログラム中に当該データが存在しない。しかし、このような加工プログラムであっても、オペレータが入力可能なパラメータ領域にアプローチ角データを設定する領域を設け、ここにデータが存在するときは、このデータをアプローチ角データとして取扱うようにすればよい。
なお、上記実施形態は、以下のように変更して実施してもよい。
・「アプローチ角データが加工プログラムに存在しない場合の対応について」
従来の加工プログラムにはアプローチ角データの概念がなかったため、加工プログラム中に当該データが存在しない。しかし、このような加工プログラムであっても、オペレータが入力可能なパラメータ領域にアプローチ角データを設定する領域を設け、ここにデータが存在するときは、このデータをアプローチ角データとして取扱うようにすればよい。
このとき、指令値設定処理部M24では、アプローチ角データとして定義したパラメータデータを用いてアプローチ角指令値58(αd)を設定する。また、アプローチ角算出処理部M16では、求めた背分力がゼロとなるアプローチ角データを前記パラメータデータに設定する。
・「アプローチ角算出処理部について」
アプローチ角に対する背分力の関係が定められた背分力データを用いるものに限らず、たとえば、図4に示した背分力F1と背分力F2とが等しくなるアプローチ角を物理的な計算によって算出するものであってもよい。
アプローチ角に対する背分力の関係が定められた背分力データを用いるものに限らず、たとえば、図4に示した背分力F1と背分力F2とが等しくなるアプローチ角を物理的な計算によって算出するものであってもよい。
なお、背分力をゼロとすることも必須ではなく、加工精度を満たす上で要求される背分力の上限値以下となるアプローチ角を算出するものであればよい。
・「判断処理部について」
逃げ角δのみに基づいて干渉の有無を判断するものに限らない。図21に、逃げ角δ以外の要素を考慮すべき旋削加工例を示す。図21(a)は、バイト36を4つの加工ルートrt1,rt2,rt3,rt4の順に移動させて旋削加工する例を示す。この例では、加工ルートrt4で示される最終的な形状は、テーパ部TPを有する。このため、テーパ部TPの加工においては切込量apの変動が避けられない。そこでこの例では、旋削加工の初期段階(加工ルートrt1,rt2)において、テーパ部TPにおける切込量を変動させる。これにより、旋削加工の後期(加工ルートrt3,rt4)においては、テーパ部TPにおいて切込量apを固定することができる。
・「判断処理部について」
逃げ角δのみに基づいて干渉の有無を判断するものに限らない。図21に、逃げ角δ以外の要素を考慮すべき旋削加工例を示す。図21(a)は、バイト36を4つの加工ルートrt1,rt2,rt3,rt4の順に移動させて旋削加工する例を示す。この例では、加工ルートrt4で示される最終的な形状は、テーパ部TPを有する。このため、テーパ部TPの加工においては切込量apの変動が避けられない。そこでこの例では、旋削加工の初期段階(加工ルートrt1,rt2)において、テーパ部TPにおける切込量を変動させる。これにより、旋削加工の後期(加工ルートrt3,rt4)においては、テーパ部TPにおいて切込量apを固定することができる。
図21(b)は、加工ルートrt3のうち特にテーパ部TPに差し掛かった時点を示す。ここで、切込量apは、ワーク10に対するバイト36の相対的な送り方向に直交する方向の長さとして定義される。一方、アプローチ角αは、上記相対的な送り方向に直交する方向に対する主切刃部32bのなす角度である。ここで、テーパ部TPの角度(テーパ角λ)を用いると、逃げ角δは、「90-α-β」であるが、テーパ部TPの端部では、この逃げ角δがゼロよりも大きくても、バイト36はワーク10のうちテーパ部TP以外の部分と干渉しうる。このため、逃げ角δからテーパ角λを減算した値「(90-α-β)-λ」が逃げ角しきい値δth以上であるか否かに応じて干渉の有無を判断することが望ましい。
なお、図21に示した例では、背分力が問題となりやすい加工径が細くなる旋削加工の後期(加工ルートrt3、rt4)において、テーパ部TPにおける切込量apを固定することができる。このため、背分力が問題となりやすい旋削加工の後期において、切込量apに応じたアプローチ角αを設定することができ、ひいてはワーク10の旋削加工後の形状から背分力の影響を好適に抑制することができる。
・「補償量算出処理部について」
上記実施形態では、加工中の送りを停止して工具の刃先がワークに接触している状態で、アプローチ角αを変更するようにした。すなわち、アプローチ角設定指令量φに加えてX軸動作補償量およびZ軸動作補償量を算出し、これらを同時に出力することで刃先位置を変えることなくアプローチ角を変更できるようにしたが、これに限らない。たとえば、加工を停止させるに際して、一旦、バイト36をワーク10から引き離すように、X軸方向にバイト36を大きく変位させてもよい。この場合、バイト36をワーク10から引き離した状態で、B軸方向にバイト36を旋回位置決めさせるとともに、この旋回位置決めに起因したX軸方向およびZ軸方向の変位とは逆方向にバイト36をX軸方向およびZ軸方向に変位させる処理を行った後、旋削加工を再開すればよい。この場合、たとえば、加工を中断した位置を記憶しておき、旋削加工再開時の位置から記憶しておいた加工中断位置へのパスを自動的に挿入すればよい。
上記実施形態では、加工中の送りを停止して工具の刃先がワークに接触している状態で、アプローチ角αを変更するようにした。すなわち、アプローチ角設定指令量φに加えてX軸動作補償量およびZ軸動作補償量を算出し、これらを同時に出力することで刃先位置を変えることなくアプローチ角を変更できるようにしたが、これに限らない。たとえば、加工を停止させるに際して、一旦、バイト36をワーク10から引き離すように、X軸方向にバイト36を大きく変位させてもよい。この場合、バイト36をワーク10から引き離した状態で、B軸方向にバイト36を旋回位置決めさせるとともに、この旋回位置決めに起因したX軸方向およびZ軸方向の変位とは逆方向にバイト36をX軸方向およびZ軸方向に変位させる処理を行った後、旋削加工を再開すればよい。この場合、たとえば、加工を中断した位置を記憶しておき、旋削加工再開時の位置から記憶しておいた加工中断位置へのパスを自動的に挿入すればよい。
アプローチ角αの変更処理としては、刃物台16を停止させた状態で行うものにも限らない。たとえば、刃物台16をZ軸方向に動作させた状態でアプローチ角αを変更してもよい。この場合、Z軸方向の送り処理内で、Z軸動作補償量を相殺する処理を行えばよい。
・「中断の指示、変更する指示について」
オペレータによる入力部74を介した入力操作によってなされるものに限らない。たとえば、びびりを検出する装置を備え、この装置から中断の指示や、アプローチ角を変更する指示が出力されるようにしてもよい。ここで、びびりを検出する装置としては、たとえば音や振動を入力とし、所定の周波数ノイズがしきい値を超えることでびびりが発生したと判断する装置とすればよい。もっともこれに限らず、旋削加工中のワークを撮影し、その画像解析の結果、びびりを検出するものであってもよい。さらにたとえば、工具に加わる負荷を検出するセンサを備え、センサの出力値に基づきびびりを検出する装置であってもよい。なお、この場合、実際の加工によって適切なアプローチ角αの情報を新たに取得可能であることから、背分力データ68を逐次更新することが可能となる。
オペレータによる入力部74を介した入力操作によってなされるものに限らない。たとえば、びびりを検出する装置を備え、この装置から中断の指示や、アプローチ角を変更する指示が出力されるようにしてもよい。ここで、びびりを検出する装置としては、たとえば音や振動を入力とし、所定の周波数ノイズがしきい値を超えることでびびりが発生したと判断する装置とすればよい。もっともこれに限らず、旋削加工中のワークを撮影し、その画像解析の結果、びびりを検出するものであってもよい。さらにたとえば、工具に加わる負荷を検出するセンサを備え、センサの出力値に基づきびびりを検出する装置であってもよい。なお、この場合、実際の加工によって適切なアプローチ角αの情報を新たに取得可能であることから、背分力データ68を逐次更新することが可能となる。
なお、びびりを検出した後に変更する指示をする装置としては、たとえばアプローチ角を正(負)方向に所定量ωだけ変更する指示を出し、その結果びびりが抑制されない場合には、負(正)方向に所定量ωだけ変更する指示を出す装置とすればよい。なお、この場合、びびりが抑制されるものの、未だ十分には抑制されない場合には、さらに同一方向に所定量ωだけ変更する指示を出せばよい。
・「アプローチ角指令値格納処理部について」
たとえば1つのワークを加工するに際し、第1の旋削工程において第1の切込量を設定し、第2の旋削工程において第2の切込量を設定するというように、1つのワークに対し切込量を変えて複数回旋削加工をする場合、各切込量に対するアプローチ角指令値58(αd)のそれぞれを加工プログラム64に登録することが望ましい。
たとえば1つのワークを加工するに際し、第1の旋削工程において第1の切込量を設定し、第2の旋削工程において第2の切込量を設定するというように、1つのワークに対し切込量を変えて複数回旋削加工をする場合、各切込量に対するアプローチ角指令値58(αd)のそれぞれを加工プログラム64に登録することが望ましい。
・「旋削加工支援プログラムについて」
図10、図14および図18の処理の全部をソフトウェア処理(旋削加工支援プログラム66がCPU52によって実行されることで実現される処理)とする代わりに、図10、図14および図18の処理の一部または全部を、専用のハードウェア手段によるハードウェア処理としてもよい。
図10、図14および図18の処理の全部をソフトウェア処理(旋削加工支援プログラム66がCPU52によって実行されることで実現される処理)とする代わりに、図10、図14および図18の処理の一部または全部を、専用のハードウェア手段によるハードウェア処理としてもよい。
また、旋削加工支援プログラムとしては、図10、図14および図18の処理の全てを実現する旋削加工制御装置に組み込まれるものに限らない。たとえば、バイト36をX軸方向およびZ軸方向に変位させることができて且つ、旋回軸線ax2を旋回中心として旋回位置決めさせることができる旋削加工装置の操作を支援するためのプログラムとして、図10および図14の処理のみを実現するものであってもよい。この場合、すなわち、角度調整受付処理部M28が行う、アプローチ角手動微調整機能がない場合であっても、設定されたアプローチ角指令値58(αd)による旋削加工中にびびりが生じる場合、図10のステップS28の処理においてアプローチ角αを入力することで、加工プログラム中のアプローチ角データを直接書き換えて、アプローチ角指令値58(αd)を微調整することはできる。
・「旋削加工装置について」
たとえば、刃物台16をZ軸方向に変位させるZ軸駆動部44を備える代わりに、主軸12をZ軸方向に変位させる駆動部を備えてもよい。またたとえば、工具保持部14をX軸方向に変位させるX軸駆動部42を備える代わりに、主軸12をX軸方向に変位させる駆動部を備えてもよい。
たとえば、刃物台16をZ軸方向に変位させるZ軸駆動部44を備える代わりに、主軸12をZ軸方向に変位させる駆動部を備えてもよい。またたとえば、工具保持部14をX軸方向に変位させるX軸駆動部42を備える代わりに、主軸12をX軸方向に変位させる駆動部を備えてもよい。
・「工具について」
バイトとしては、インサートとシャンクとが別体となるものに限らず、一体的に形成されたものであってもよい。
バイトとしては、インサートとシャンクとが別体となるものに限らず、一体的に形成されたものであってもよい。
・「通知処理部について」
視覚情報によって通知するものに限らず、たとえば音によって通知するものであってもよい。
視覚情報によって通知するものに限らず、たとえば音によって通知するものであってもよい。
・「指令処理部について」
加工プログラム処理部から出力されたX軸指令量、Z軸指令量を指令処理部がアプローチ角補償量で補正して出力することで旋削加工プログラムを実行するものに限定するものではない。刃先位置を示す工具データをアプローチ角補償量で補正してもよい。この場合、図17に示した加工プログラム処理は、アプローチ角補償量で補正した工具データに基づき、X軸指令量やZ軸指令量を算出するため、これらをアプローチ角補償量で補正する処理を指令処理部から削除することができる。
加工プログラム処理部から出力されたX軸指令量、Z軸指令量を指令処理部がアプローチ角補償量で補正して出力することで旋削加工プログラムを実行するものに限定するものではない。刃先位置を示す工具データをアプローチ角補償量で補正してもよい。この場合、図17に示した加工プログラム処理は、アプローチ角補償量で補正した工具データに基づき、X軸指令量やZ軸指令量を算出するため、これらをアプローチ角補償量で補正する処理を指令処理部から削除することができる。
M16…アプローチ角算出処理部、M18…判断処理部、M20…通知処理部、
M22…加工プログラム処理部、M24…指令値設定処理部、
M26…アプローチ角設定指令量算出処理部、M28…角度調整受付処理部、
M30…補償量算出処理部、M32…アプローチ角指令値格納処理部、
M34…指令処理部、
rt1,rt2,rt3,rt4…加工ルート、
10…ワーク、12…主軸、14…工具保持部、16…刃物台、
20…旋削加工システム、30…旋削加工装置、
32…インサート、32a…先端部、32b…主切刃部、34…シャンク、
36…バイト、
40…主軸駆動部、42…X軸駆動部、44…Z軸駆動部、46…B軸駆動部、
50…旋削加工制御装置、52…中央処理装置(CPU)、54…メモリ、
58…アプローチ角指令値、60…工具形状データ、62…工具データ、
64…加工プログラム、66…旋削加工支援プログラム、68…背分力データ、
70…インターフェース、72…表示部、74…入力部。
M22…加工プログラム処理部、M24…指令値設定処理部、
M26…アプローチ角設定指令量算出処理部、M28…角度調整受付処理部、
M30…補償量算出処理部、M32…アプローチ角指令値格納処理部、
M34…指令処理部、
rt1,rt2,rt3,rt4…加工ルート、
10…ワーク、12…主軸、14…工具保持部、16…刃物台、
20…旋削加工システム、30…旋削加工装置、
32…インサート、32a…先端部、32b…主切刃部、34…シャンク、
36…バイト、
40…主軸駆動部、42…X軸駆動部、44…Z軸駆動部、46…B軸駆動部、
50…旋削加工制御装置、52…中央処理装置(CPU)、54…メモリ、
58…アプローチ角指令値、60…工具形状データ、62…工具データ、
64…加工プログラム、66…旋削加工支援プログラム、68…背分力データ、
70…インターフェース、72…表示部、74…入力部。
Claims (9)
- ワークを把持して回転する主軸と、
前記ワークを旋削加工する工具を把持する工具保持部と、
前記主軸の回転軸線と平行な方向であるZ軸方向に、前記主軸および前記工具保持部の少なくとも一方を変位させるZ軸駆動部と、
前記Z軸に直交するX軸方向に、前記主軸および前記工具保持部の少なくとも一方を変位させるX軸駆動部と、
前記Z軸および前記X軸の双方に直交するY軸回りに前記工具保持部を旋回位置決めさせるB軸駆動部と、を備える旋削加工装置を用いて、
前記主軸に把持されたワークを回転させ、該ワークに対してX軸方向に所定の切込量だけ切り込んだ状態で少なくともZ軸方向に前記工具を相対的に送って旋削加工を行う旋削加工制御装置において、
前記旋削加工を規定する加工プログラムと、前記工具の形状を示す工具形状データとを記憶する記憶部と、
前記加工プログラムを解析して、前記Z軸駆動部、前記X軸駆動部、前記B軸駆動部に対する指令量を算出して出力する加工プログラム処理部と、
前記旋削加工を行うときの前記ワークに対する前記工具の相対的な送り方向に直交する方向と前記工具の刃部とのなす角度であるアプローチ角を定めるアプローチ角指令値を設定する指令値設定処理部と、
前記工具形状データに基づき前記アプローチ角が前記アプローチ角指令値になるように制御するためのB軸指令量をアプローチ角設定指令量として算出するアプローチ角設定指令量算出処理部と、
該アプローチ角設定指令量を前記B軸駆動部に出力する指令処理部と、
を備える旋削加工制御装置。 - 前記記憶部は、前記工具が前記工具保持部に把持されたときの前記工具の刃先位置を示す工具データをさらに記憶し、
前記工具データに基づき前記アプローチ角設定指令量にてB軸旋回位置決めするときの刃先位置の、前記アプローチ角指令値設定前の刃先位置からのXZ平面における変位を補償するアプローチ角補償量を算出する補償量算出処理部を備え、
前記指令処理部は、前記加工プログラム処理部から出力されたX軸指令量、Z軸指令量をアプローチ角補償量で補正して、前記X軸駆動部および前記Z軸駆動部に出力する請求項1記載の旋削加工制御装置。 - 前記旋削加工の開始後であって完了前に、前記指令値設定処理部によって設定されている前記アプローチ角指令値を変更する指示を受け付け、該受け付けた指示に基づき前記アプローチ角指令値を変更する角度調整受付処理部を備え、
前記指令処理部は、前記アプローチ角設定指令量算出処理部が算出する前記変更されたアプローチ角指令値に対応する前記アプローチ角設定指令量を、前記B軸駆動部に出力する請求項1記載の旋削加工制御装置。 - 前記角度調整受付処理部は、旋削加工がなされているときにアプローチ角指令値を変更する指示を受け付けると前記旋削加工を一時停止する機能を有し、
前記指令処理部は、前記アプローチ角設定指令量算出処理部が算出する前記変更された前記アプローチ角指令値に対応する前記アプローチ角設定指令量を、前記角度調整受付処理部による前記旋削加工停止中に前記B軸駆動部に出力する請求項3記載の旋削加工制御装置。 - 前記加工プログラムは、加工中のアプローチ角を定めるアプローチ角データを含み、
前記指令値設定処理部は、前記加工プログラムのアプローチ角データを前記アプローチ角指令値に設定するものであり、
前記角度調整受付処理部によって変更された前記アプローチ角指令値を前記加工プログラムに登録する指令を受け付けるアプローチ角指令値格納処理部を備え、
該アプローチ角指令値格納処理部が加工プログラムへの格納指示を受け付けると、変更された前記アプローチ角指令値を前記加工プログラムにアプローチ角データとして登録する請求項3記載の旋削加工制御装置。 - 前記記憶部は、前記工具が前記工具保持部に把持されたときの前記工具の刃先位置を示す工具データをさらに記憶し、
前記角度調整受付処理部がアプローチ角指令値を変更する際、前記工具データに基づき前記アプローチ角設定指令量にてB軸旋回位置決めするときの刃先位置の、直前のB軸位置の刃先位置からのXZ平面における変位を補償する動作補償量を算出する補償量算出処理部を備え、
前記指令処理部は、アプローチ角設定指令量、および動作補償量をB軸駆動部、X軸駆動部、およびZ軸駆動部に同時に出力する請求項4記載の旋削加工制御装置。 - 前記加工プログラムは、切込量を定める切込量データと前記アプローチ角を定めるアプローチ角データを含み、
前記旋削加工がなされるときに前記工具が前記ワークに加える背分力の絶対値が規定値以下となるアプローチ角を算出するアプローチ角算出処理部を備え、
該アプローチ角算出処理部は、算出したアプローチ角を前記加工プログラムにアプローチ角データとして登録し、
前記指令値設定処理部は、該アプローチ角データを前記アプローチ角指令値に設定する請求項1記載の旋削加工制御装置。 - 前記指令値設定処理部によって設定されたアプローチ角指令値と、前記工具形状データとに基づき、前記旋削加工が可能か否かを判断する判断処理部と、
該判断処理部によって前記旋削加工が可能ではないと判断される場合、その旨を通知する通知処理部とを備える請求項1記載の旋削加工制御装置。 - 請求項1記載の旋削加工制御装置における前記各処理部を、コンピュータによって実行させる旋削加工支援プログラム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14894814.4A EP3001264B1 (en) | 2014-07-16 | 2014-07-16 | Turning processing control device and turning processing assist program |
| JP2015505752A JP5766895B1 (ja) | 2014-07-16 | 2014-07-16 | 旋削加工制御装置、および旋削加工支援プログラム |
| CN201480040279.4A CN105378570B (zh) | 2014-07-16 | 2014-07-16 | 车削加工控制装置 |
| PCT/JP2014/068863 WO2016009502A1 (ja) | 2014-07-16 | 2014-07-16 | 旋削加工制御装置、および旋削加工支援プログラム |
| US14/963,243 US9873174B2 (en) | 2014-07-16 | 2015-12-09 | Turning controller |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/068863 WO2016009502A1 (ja) | 2014-07-16 | 2014-07-16 | 旋削加工制御装置、および旋削加工支援プログラム |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/963,243 Continuation US9873174B2 (en) | 2014-07-16 | 2015-12-09 | Turning controller |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016009502A1 true WO2016009502A1 (ja) | 2016-01-21 |
Family
ID=53888035
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/068863 WO2016009502A1 (ja) | 2014-07-16 | 2014-07-16 | 旋削加工制御装置、および旋削加工支援プログラム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9873174B2 (ja) |
| EP (1) | EP3001264B1 (ja) |
| JP (1) | JP5766895B1 (ja) |
| CN (1) | CN105378570B (ja) |
| WO (1) | WO2016009502A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107436586A (zh) * | 2017-09-20 | 2017-12-05 | 张家港沙工科技服务有限公司 | 一种切削机床用控制软件 |
| KR20200135943A (ko) * | 2018-03-30 | 2020-12-04 | 시티즌 도케이 가부시키가이샤 | 공작 기계 |
| WO2022024975A1 (ja) * | 2020-07-30 | 2022-02-03 | ファナック株式会社 | 数値制御装置、及び制御方法 |
| US12090593B2 (en) * | 2020-10-05 | 2024-09-17 | Fanuc Corporation | Control device |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6576758B2 (ja) * | 2015-09-18 | 2019-09-18 | シチズン時計株式会社 | 切削装置及びその制御方法 |
| JP6881725B2 (ja) * | 2016-05-27 | 2021-06-02 | 中村留精密工業株式会社 | ワーク加工方法、主軸角度補正装置及び複合旋盤 |
| CN109475993B (zh) * | 2016-07-15 | 2021-06-11 | 株式会社牧野铣床制作所 | 加工程序生成装置及加工方法 |
| EP3702853A1 (en) | 2019-03-01 | 2020-09-02 | AB Sandvik Coromant | Method for generating control command data for controlling a cnc-lathe |
| EP3702854A1 (en) | 2019-03-01 | 2020-09-02 | AB Sandvik Coromant | Method for generating control command data for controlling a cnc-lathe |
| CN111890123B (zh) * | 2019-05-06 | 2022-02-08 | 四川大学 | 一种刀具前刀面轴向倾角在机检测计算方法 |
| JPWO2023127539A1 (ja) * | 2021-12-27 | 2023-07-06 | ||
| CN114871846B (zh) * | 2022-06-16 | 2024-01-23 | 广东今科机床有限公司 | 一种智能车削加工控制方法及控制系统 |
| EP4371684A1 (de) * | 2022-11-18 | 2024-05-22 | CERATIZIT Austria Gesellschaft m.b.H. | Verfahren zur drehbearbeitung |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001328002A (ja) * | 2000-05-22 | 2001-11-27 | Yamazaki Mazak Corp | 工作機械 |
| JP2002154034A (ja) * | 2000-11-17 | 2002-05-28 | Nakamura Tome Precision Ind Co Ltd | 工作機械における工具刃先位置の設定方法 |
| JP2002187003A (ja) * | 2000-12-21 | 2002-07-02 | Mori Seiki Co Ltd | 切削工機の制御装置及びその表示方法 |
| JP2009113143A (ja) | 2007-11-05 | 2009-05-28 | Univ Nihon | 切削工具の形状設計方法及び形状設計システム |
| JP2009538744A (ja) * | 2006-05-29 | 2009-11-12 | シーメンス アクチエンゲゼルシヤフト | 旋削加工を制御する方法、および旋削加工に適したnc機械 |
| WO2012057207A1 (ja) * | 2010-10-27 | 2012-05-03 | 三菱重工業株式会社 | 切削品質維持方法および切削品質維持装置 |
| JP2014087878A (ja) * | 2012-10-30 | 2014-05-15 | Nihon Univ | 放電加工機 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07214416A (ja) * | 1994-02-02 | 1995-08-15 | Toyota Motor Corp | ターンブローチ加工方法及び装置 |
| DE19846426A1 (de) * | 1998-10-08 | 2000-04-13 | Open Mind Software Technologie | Verfahren zum Steuern der Arbeitsbewegung eines Werkzeugs zur materialabtragenden Bearbeitung eines Materialblocks |
| JP2003039201A (ja) * | 2001-07-30 | 2003-02-12 | Nissan Motor Co Ltd | 切削加工装置および切削加工方法 |
| US7853351B2 (en) * | 2002-02-21 | 2010-12-14 | Gary John Corey | CNC machine tool and integrated machine tool controller incorporating 3D and up to 8-axes real time interactive tool compensation |
| JP5024846B2 (ja) | 2005-05-16 | 2012-09-12 | 学校法人日本大学 | 切削工具 |
| JP4622873B2 (ja) * | 2006-01-27 | 2011-02-02 | 株式会社日立プラントテクノロジー | Ncプログラムの作成方法及びプログラム |
| CA2875699A1 (en) | 2011-06-07 | 2012-12-13 | Grant Leonard Parker | Self-propelled rotary tool |
| CN104768684B (zh) * | 2012-10-31 | 2017-03-15 | 株式会社牧野铣床制作所 | 机床的控制装置及机床 |
| CN103522348B (zh) * | 2013-10-18 | 2015-10-21 | 清华大学 | 对刀方法及其真圆加工方法与菲涅尔透镜加工方法 |
-
2014
- 2014-07-16 JP JP2015505752A patent/JP5766895B1/ja active Active
- 2014-07-16 EP EP14894814.4A patent/EP3001264B1/en not_active Revoked
- 2014-07-16 CN CN201480040279.4A patent/CN105378570B/zh active Active
- 2014-07-16 WO PCT/JP2014/068863 patent/WO2016009502A1/ja active Application Filing
-
2015
- 2015-12-09 US US14/963,243 patent/US9873174B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001328002A (ja) * | 2000-05-22 | 2001-11-27 | Yamazaki Mazak Corp | 工作機械 |
| JP2002154034A (ja) * | 2000-11-17 | 2002-05-28 | Nakamura Tome Precision Ind Co Ltd | 工作機械における工具刃先位置の設定方法 |
| JP2002187003A (ja) * | 2000-12-21 | 2002-07-02 | Mori Seiki Co Ltd | 切削工機の制御装置及びその表示方法 |
| JP2009538744A (ja) * | 2006-05-29 | 2009-11-12 | シーメンス アクチエンゲゼルシヤフト | 旋削加工を制御する方法、および旋削加工に適したnc機械 |
| JP2009113143A (ja) | 2007-11-05 | 2009-05-28 | Univ Nihon | 切削工具の形状設計方法及び形状設計システム |
| WO2012057207A1 (ja) * | 2010-10-27 | 2012-05-03 | 三菱重工業株式会社 | 切削品質維持方法および切削品質維持装置 |
| JP2014087878A (ja) * | 2012-10-30 | 2014-05-15 | Nihon Univ | 放電加工機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3001264A4 * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107436586A (zh) * | 2017-09-20 | 2017-12-05 | 张家港沙工科技服务有限公司 | 一种切削机床用控制软件 |
| KR20200135943A (ko) * | 2018-03-30 | 2020-12-04 | 시티즌 도케이 가부시키가이샤 | 공작 기계 |
| JPWO2019188220A1 (ja) * | 2018-03-30 | 2021-04-01 | シチズン時計株式会社 | 工作機械 |
| JP7195305B2 (ja) | 2018-03-30 | 2022-12-23 | シチズン時計株式会社 | 工作機械 |
| KR102602751B1 (ko) * | 2018-03-30 | 2023-11-15 | 시티즌 도케이 가부시키가이샤 | 공작 기계 |
| WO2022024975A1 (ja) * | 2020-07-30 | 2022-02-03 | ファナック株式会社 | 数値制御装置、及び制御方法 |
| JP7436678B2 (ja) | 2020-07-30 | 2024-02-22 | ファナック株式会社 | 数値制御装置、及び制御方法 |
| US12090593B2 (en) * | 2020-10-05 | 2024-09-17 | Fanuc Corporation | Control device |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3001264A4 (en) | 2016-11-09 |
| EP3001264B1 (en) | 2018-01-10 |
| EP3001264A1 (en) | 2016-03-30 |
| CN105378570A (zh) | 2016-03-02 |
| US20160089760A1 (en) | 2016-03-31 |
| US9873174B2 (en) | 2018-01-23 |
| JPWO2016009502A1 (ja) | 2017-04-27 |
| JP5766895B1 (ja) | 2015-08-19 |
| CN105378570B (zh) | 2017-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5766895B1 (ja) | 旋削加工制御装置、および旋削加工支援プログラム | |
| JP5836511B1 (ja) | 旋削加工制御装置 | |
| US9760079B2 (en) | Cutting tool machining method and a wire electric discharge machine | |
| JP4531023B2 (ja) | クランクシャフトの加工方法、クランクシャフトの加工装置、制御装置およびプログラム | |
| US20140309762A1 (en) | Manufacturing method and manufacturing device for manufacturing a joined piece | |
| JP2010274396A (ja) | 自動作業システムにおける位置ズレ補正方法及び位置ズレ補正プログラム | |
| TW201317727A (zh) | 數值控制裝置 | |
| WO2012101789A1 (ja) | 数値制御装置 | |
| JPH08118205A (ja) | 数値制御工作機械の主軸法線方向制御方法 | |
| CN109789555B (zh) | 机器人系统及其运转方法 | |
| JP3665344B2 (ja) | ロボットのジョグ操作方法及びロボットのジョグ操作システム | |
| US11559851B2 (en) | Laser machining device and laser machining method | |
| JP2017124485A (ja) | 工作機械および工具先端位置の補正方法 | |
| JP2014065107A (ja) | ロボットの動作プログラム修正装置 | |
| JP2017087376A (ja) | ワーク搬送システム | |
| JP2021084185A (ja) | ロボットの制御方法、ロボットの制御装置、検査システム | |
| JP2010039993A (ja) | Nc旋盤の制御方法及び制御装置 | |
| JP5946680B2 (ja) | アーク溶接用プログラムのプログラム変換方法、及びアーク溶接用プログラムのプログラム変換装置 | |
| JPH09123038A (ja) | 加工装置 | |
| WO2021230203A1 (ja) | 工具測定システム及び制御方法 | |
| JP2019209444A (ja) | ロボット制御装置及びロボット制御方法 | |
| JP2001328087A (ja) | 加工用ロボットのオフライン教示システム | |
| JPS60240374A (ja) | 円筒の加工方法 | |
| JP2926524B2 (ja) | 試切削機能を有する数値制御装置 | |
| JP2005199358A (ja) | ワイヤカット放電加工方法、ワイヤカット放電加工制御方法およびワイヤカット放電加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015505752 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014894814 Country of ref document: EP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14894814 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |