WO2015146654A1 - アルミニウム合金鍛造材およびその製造方法 - Google Patents
アルミニウム合金鍛造材およびその製造方法 Download PDFInfo
- Publication number
- WO2015146654A1 WO2015146654A1 PCT/JP2015/057581 JP2015057581W WO2015146654A1 WO 2015146654 A1 WO2015146654 A1 WO 2015146654A1 JP 2015057581 W JP2015057581 W JP 2015057581W WO 2015146654 A1 WO2015146654 A1 WO 2015146654A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- aluminum alloy
- forging
- treatment
- strength
- Prior art date
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/74—Making machine elements forked members or members with two or more limbs, e.g. U-bolts, anchors
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
- C22C21/08—Alloys based on aluminium with magnesium as the next major constituent with silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/043—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/047—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/05—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys of the Al-Si-Mg type, i.e. containing silicon and magnesium in approximately equal proportions
Definitions
- the present invention relates to an aluminum alloy forged material suitably used for a strength member such as a transport aircraft, in particular, an automobile underbody member, and a manufacturing method thereof.
- aluminum alloy castings and aluminum alloy forgings are used as structural materials for transport aircraft from the viewpoint of reducing manufacturing costs and processing into complex shaped parts.
- aluminum alloy forgings are mainly used for strength members that require higher strength and mechanical properties such as high toughness, such as automobile underbody members such as upper arms and lower arms.
- These aluminum alloy forgings are subjected to homogenization heat treatment of the aluminum alloy cast material, followed by hot forging using a mechanical press, hydraulic press, etc., and then solution hardening and artificial age hardening (hereinafter simply referred to as aging). Tempering treatment such as treatment).
- the forged material may be an extruded material obtained by extruding a cast material after homogenizing heat treatment.
- Patent Document 1 Mg: 0.5 to 1.25%, Si: 0.4 to 1.4%, Cu: 0.01 to 0.7%, Fe: 0.05% by mass -0.4%, Mn: 0.001-1.0%, Cr: 0.01-0.35%, Ti: 0.005-0.1%, and Zr: less than 0.15%
- Patent Document 1 Mg: 0.5 to 1.25%, Si: 0.4 to 1.4%, Cu: 0.01 to 0.7%, Fe: 0.05% by mass -0.4%, Mn: 0.001-1.0%, Cr: 0.01-0.35%, Ti: 0.005-0.1%, and Zr: less than 0.15%
- the observed crystallite density is 1.5% or less in terms of average area ratio, and the interval between the grain boundary precipitates observed in the structure of the cross-sectional site including the parting line generated during forging is the average interval.
- An automobile underbody part characterized by being 0.7 ⁇ m or more is disclosed. .
- Patent Document 1 aims to increase the strength, toughness, and corrosion resistance of automobile undercarriage parts that have been reduced in weight, with components (addition amounts of transition elements) and manufacturing conditions (mainly forging) This is characterized by controlling the temperature and the homogenization heat treatment condition) to form an unrecrystallized structure.
- various properties and structures are defined in the portion where the maximum stress is generated because recrystallization is likely to occur due to thinning by weight reduction.
- Patent Document 2 includes Mg: 0.6 to 1.8%, Si: 0.8 to 1.8%, Cu: 0.2 to 1.0%, and the mass ratio of Si / Mg is One or more of Mn: 0.1-0.6%, Cr: 0.1-0.2% and Zr: 0.1-0.2%, and the balance Al And an aluminum alloy forging material comprising inevitable impurities and having a thinnest thickness of 30 mm or less, and the conductivity measured on the surface of the aluminum alloy forging material after artificial age hardening is 41.0 to 42.5 IACS%. And the aluminum alloy forging material for high strength members characterized by 0.2% yield strength being 350 Mpa or more is indicated.
- Patent Document 2 guarantees the strength (0.2% proof stress) of an Al alloy forged material of 350 MPa or more, and in order to stably obtain this strength, the electric conductivity of the surface of the Al alloy forged material after aging treatment is 41.
- the range is from 0 to 42.5 IACS%.
- an object of the present invention is to provide an aluminum alloy forged material that can obtain high strength and high toughness even when it is thinned, and has excellent corrosion resistance, and a method for producing the same.
- the present inventors have completed the present invention in consideration of the following matters in particular.
- the strength was increased by increasing the amount of Si, Cu, and Mg that contribute to aging precipitation.
- the toughness and the corrosion resistance are lowered by increasing the addition amount of Si, Cu, and Mg, the addition amount of Mn, Cr, and Zr is limited, and overaging treatment is performed under predetermined conditions.
- the strength of the aluminum alloy forged material was further improved by shortening the drying treatment after the quenching treatment as compared with the conventional one.
- the forged aluminum alloy of the present invention has Mg: 0.70 to 1.50 mass%, Si: 0.80 to 1.30 mass%, Cu: 0.30 to 0.00. 90% by mass, Fe: 0.10 to 0.40% by mass, Ti: 0.005 to 0.15% by mass, Mn: 0.10 to 0.60% by mass, Cr: 0.10 to 0.45% by mass and Zr: 0.05 to 0.30% by mass of one or more of aluminum alloy forgings composed of Al and unavoidable impurities, where the maximum stress occurs
- the major axis of the Q phase at 50 to 500 nm.
- Mg, Si, Cu, Fe and Ti are contained in a predetermined amount, and further, by containing a predetermined amount of one or more of Mn, Cr and Zr, the strength, toughness of the aluminum alloy forging material, Corrosion resistance is improved. Moreover, the strength (tensile strength and 0.2% yield strength) of the aluminum alloy forging material is improved by defining the long axis of the Q phase at the site where the maximum stress of the aluminum alloy forging material is generated.
- the forged aluminum alloy material of the present invention has an average crystal grain size of 50.0 ⁇ m or less on the minor axis at the site where the maximum stress occurs, and the area occupied by the recrystallized grains in the cross section in the width direction including the site where the maximum stress occurs
- the rate is preferably 30.0% or less.
- the strength of the aluminum alloy forging material is further improved by defining the average crystal grain size at the portion where the maximum stress of the aluminum alloy forging material is generated.
- strength and toughness of an aluminum alloy forging material further improve by prescribing
- the aluminum alloy forging material of this invention is surface-treated. Since the surface treatment is performed on the aluminum alloy forged material, the corrosion resistance of the aluminum alloy forged material is further improved.
- the aluminum alloy forged material of the present invention is preferably subjected to shot blasting. By subjecting the aluminum alloy forged material to shot blasting, the stress corrosion cracking resistance of the aluminum alloy forged material is further improved.
- the method for producing an aluminum alloy forged material according to the present invention includes Mg: 0.70 to 1.50 mass%, Si: 0.80 to 1.30 mass%, Cu: 0.30 to 0.90 mass%.
- a method for producing an aluminum alloy forging comprising at least one of mass% and Zr: 0.05 to 0.30 mass%, the balance being Al and inevitable impurities, the aluminum alloy having the above composition
- the strength, toughness, and corrosion resistance of the aluminum alloy forged material are improved by performing each step under predetermined conditions.
- the quenching treatment conditions, the drying conditions, and the overaging treatment conditions the long axis of the Q phase at the site where the maximum stress is generated becomes predetermined, and the strength is improved.
- the overaging treatment under predetermined conditions the interval between the grain boundary precipitates is widened, the corrosion resistance is improved, and the strength and toughness are improved.
- the method for producing an aluminum alloy forged material according to the present invention can produce an aluminum alloy forged material that has high strength, high toughness, and excellent corrosion resistance even when it is thinned.
- FIG. 4 is a sectional view taken along line AA in FIG. 3. It is a schematic diagram for demonstrating the structure
- the Al alloy forging of the present invention contains a predetermined amount of Mg, Si, Cu, Fe, Ti, and further includes a predetermined amount of one or more of Mn, Cr, and Zr, with the balance being made of Al and inevitable impurities. It is comprised from the aluminum alloy which becomes.
- the long axis of the Q phase at the site where the maximum stress is generated is 50 to 500 nm.
- the Al alloy forged material has an average crystal grain size of 50.0 ⁇ m or less on the minor axis at the site where the maximum stress is generated, and the area ratio occupied by the recrystallized grains in the cross section in the width direction including the site where the maximum stress is generated is 30. It is preferably 0.0% or less.
- the chemical component composition in the Al alloy forging material of the present invention will be described.
- the chemical component composition of the Al alloy forging of the present invention is made of an Al—Mg—Si (6000) Al alloy, and is used for structural materials or parts of transportation equipment such as automobiles and ships, and has high strength, high toughness and resistance. It is specified to guarantee high durability such as stress corrosion cracking.
- the chemical component composition of the Al alloy forging material of the present invention is one of the major factors relating to crystal grains.
- the chemical component composition of the Al alloy forged material of the present invention is Mg: 0.70 to 1.50 mass%, Si: 0.80 to 1.30 mass%, Cu: 0.30 to 0.90 mass %, Fe: 0.10-0.40 mass%, Ti: 0.005-0.15 mass%, Mn: 0.10-0.60 mass%, Cr: 0.10-0.
- One or two or more of 45% by mass and Zr: 0.05 to 0.30% by mass are included, and the balance is made of Al and inevitable impurities.
- Mg 0.70-1.50 mass%
- Mg is an essential element for precipitating as Mg 2 Si ( ⁇ ′ phase) and Q phase together with Si and Cu by overaging treatment and imparting a high 0.2% proof stress to the Al alloy forging.
- the Mg content is less than 0.70% by mass, the age hardening amount decreases, and the yield strength of the Al alloy forged material decreases by 0.2%.
- the long axis size of the Q phase may be reduced, and elongation, toughness, and corrosion resistance may be reduced.
- the 0.2% proof stress becomes too high, which hinders the forgeability of the ingot.
- the Mg content is 0.70 to 1.50 mass%.
- the content is 0.80 to 1.20% by mass.
- Si (Si: 0.80 to 1.30% by mass) Si, together with Mg and Cu, is an essential element for precipitating as Mg 2 Si ( ⁇ ′ phase) and Q phase by overaging treatment and imparting high 0.2% proof stress to Al alloy forgings. .
- Si content is less than 0.80% by mass, the long axis size of the Q phase becomes small, the age hardening amount decreases, and the 0.2% yield strength of the Al alloy forged material decreases. In addition, tensile strength, elongation, toughness, corrosion resistance, and the like may be reduced.
- the content exceeds 1.30% by mass, coarse single Si particles are crystallized and precipitated during casting and during quenching after solution treatment.
- the Si content is set to 0.80 to 1.30% by mass.
- the content is 0.90 to 1.10% by mass.
- Cu contributes to improvement of 0.2% proof stress by solid solution strengthening, and has the effect of significantly accelerating the age hardening of the Al alloy forging during the overaging treatment.
- the Cu content is less than 0.30% by mass, these effects are small, and the 0.2% proof stress is lowered. Further, precipitation of the Q phase becomes insufficient, and the tensile strength may decrease.
- the Cu content exceeds 0.90% by mass, the long axis size of the Q phase becomes large, and the sensitivity of stress corrosion cracking and intergranular corrosion of the structure of the Al alloy forging material is remarkably increased. Reduce the corrosion resistance of the material. Moreover, elongation and toughness may be reduced. Therefore, the Cu content is set to 0.30 to 0.90 mass%. Preferably, the content is 0.40 to 0.70% by mass.
- Fe 0.10 to 0.40 mass%
- Fe is an element added for the purpose of improving productivity and suppressing recrystallization during casting with an Al alloy forged material.
- Fe is an Al 7 Cu 2 Fe, Al 12 (Fe, Mn) 3 Cu 2 , (Fe, Mn) Al 6 , or Al—Fe—Si— (Mn, Cr, Zr) based crystallization product. Generate. These coarse crystallized materials serve as a starting point of fracture, and deteriorate toughness and fatigue characteristics.
- the average particle diameter of the Al—Fe—Si— (Mn, Cr, Zr) -based crystallized material existing on the grain boundary increases, The average interval between objects is reduced.
- the Fe content is less than 0.10% by mass, cracks during casting, abnormal structures, and the like occur. Therefore, the Fe content is 0.10 to 0.40 mass%. Preferably, the content is 0.20 to 0.30% by mass.
- Ti 0.005 to 0.15 mass%
- Ti is an element added to refine crystal grains of an ingot and improve workability during extrusion, rolling, and forging.
- the Ti content is less than 0.005% by mass, the effect of crystal grain refinement cannot be obtained.
- the Ti content exceeds 0.15% by mass, a coarse crystallized product is formed and the workability is lowered.
- the toughness may decrease. Therefore, the Ti content is set to 0.005 to 0.15 mass%.
- the content is 0.01 to 0.10% by mass.
- Mn is an element effective for suppressing recrystallization by forming dispersed particles of about 1 ⁇ m by homogenization heat treatment, but the amount of addition is limited to increase the intergranular corrosion sensitivity. Moreover, since it has the characteristics which are easy to combine with Fe and form a brittle coarse crystallized substance, toughness can be improved by restrict
- Mn, Cr, and Zr are respectively less than 0.10% by mass, less than 0.10% by mass, and less than 0.05% by mass, the above effects cannot be expected. Moreover, tensile strength, elongation, and toughness may be reduced.
- the contents of Mn, Cr and Zr exceed 0.60% by mass, 0.45% by mass and 0.30% by mass, respectively, coarse Al—Fe—Si— (Mn, It is easy to produce a crystallized product that is an intermetallic compound of (Cr, Zr), and it becomes a starting point of fracture, and causes at least one of tensile strength, elongation, 0.2% proof stress, toughness, and corrosion resistance to decrease.
- Mn 0.10 to 0.60 mass%
- Cr 0.10 to 0.45 mass%
- Zr 0.05 to 0.30 mass%
- Mn is preferably 0.30 to 0.50% by mass
- Cr is preferably 0.15 to 0.30% by mass
- Zr is preferably 0.05 to 0.15% by mass.
- Al and inevitable impurities The balance of the Al alloy forging is made of Al and inevitable impurities.
- the inevitable impurities for example, elements such as Ni, Zn, Be, and V can be assumed, but any of them can be contained at a level that does not impair the characteristics of the present invention.
- these inevitable impurity elements each have a content of 0.05% by mass or less for each element, and the total content is preferably 0.15% by mass or less.
- B is an inevitable impurity, but like Ti, it has the effect of refining the crystal grains of the ingot and improving workability during extrusion, rolling and forging.
- the content exceeds 500 ppm, a coarse crystallized product is formed, and the workability is lowered. Therefore, B allows up to 500 ppm. If B is less than 1 ppm, the effect of adding B cannot be obtained. Therefore, you may make it contain B 1ppm or more.
- Q phase (meaning Q phase or Q ′ phase) is a precipitate made of Al 5 Cu 2 Mg 8 Si 6 , which is precipitated by aging treatment and contributes to high strength. Since the Q phase precipitates later than the ⁇ phase and ⁇ ′ phase (Mg 2 Si), it is possible to suppress a decrease in strength even as an overaging treatment in the method for producing an Al alloy forged material.
- the long axis of the Q phase is particularly required to be 50 nm or more for increasing the strength, and particularly 500 nm or less for improving either toughness and corrosion resistance or both.
- the long axis of the Q phase is 50 to 500 nm.
- the portion where the maximum stress is generated is the portion shown in FIG. 3, and this portion will be described later.
- TEM transmission electron microscope
- FIG. 1 shows a schematic diagram of a plane when observed with a TEM at 500,000 times magnification.
- reference numeral 30 is the Q phase
- reference numeral 31 is the ⁇ phase.
- the Q phase 30 is black needle-like and relatively long
- the ⁇ phase 31 is needle-like. However, since it precipitates in alignment with the mother phase, the mother phase is observed in the form of strain and coffee beans.
- the major axis of the Q phase 30 is the needle-like longitudinal direction.
- the image of this schematic diagram is one field of view, and the average value of the Q phase 30 of five fields of view is used.
- the measurement part of the major axis of the Q phase may be, for example, a cross section in the width direction including the maximum stress generation part described below.
- the long axis of the Q phase is controlled by the component composition and the conditions of the tempering process of quenching treatment, drying treatment, and overaging treatment.
- the average grain size at the site where maximum stress occurs 50.0 ⁇ m or less on the short axis
- the average grain size at the maximum stress generation site is preferably 50.0 ⁇ m or less on the minor axis.
- the average crystal grain size is more preferably 45.0 ⁇ m or less, and further preferably 40.0 ⁇ m or less, from the viewpoint of further improving the strength.
- the lower limit is not particularly defined, but the smaller the average crystal grain size of the short axis, the better, but the practical limit is 5.0 ⁇ m. Note that the maximum stress generation site is the site shown in FIG. 3, and this site will be described later.
- the average crystal grain size can be calculated by the intercept method on the minor axis. That is, as shown in FIG. 2, the surface or cut surface of the Al alloy forged material is etched with an appropriate corrosive solution, photographed with an optical microscope at a magnification of 50, and straight in a direction perpendicular to the major axis of the crystal grain size. And the number of crystal grains on the straight line is measured, and the length of the straight line is divided by the measured number of crystal grains.
- part of the average crystal grain diameter should just be the cross section of the width direction containing the maximum stress generation
- the average crystal grain size is controlled by the component composition, forging conditions, and tempering process conditions.
- the area ratio of the recrystallized grains in the cross section in the width direction including the portion where the maximum stress occurs is preferably 30.0% or less.
- the area ratio occupied by the recrystallized grains is 30.0% or less, the strength and toughness of the Al alloy forged material are improved.
- a lower limit is not prescribed
- the cross section in the width direction means a cross section that minimizes the area.
- the area ratio of the recrystallized grains in the cross section including the maximum stress generation site is controlled by the homogenization heat treatment temperature, forging start temperature (starting temperature) during forging, forging end temperature (launching temperature), and solution heat treatment conditions. To do.
- FIGS. 3 and 4 show typical shapes of automobile undercarriage parts which are Al alloy forgings of the present invention.
- 3 is a plan view showing the overall shape of the automobile undercarriage component 1 and an arm portion specifying portion where the maximum stress is generated
- FIG. 4 is a cross-sectional view taken along the line AA in FIG. It is sectional drawing of the width direction of a site
- the automobile undercarriage part 1 is made of an aluminum alloy forging material forged into this shape.
- the automobile undercarriage component 1 has a substantially triangular overall shape as shown in FIG. 3, and has joint portions 5a, 5b, and 5c such as ball joints at the apex portions of the triangles.
- 2a and 2b have a common shape connected to each other.
- the arm portions 2a and 2b have ribs extending in the longitudinal directions of the arm portions at the respective peripheral portions (both end portions) in the width direction.
- the arm part 2a has ribs 3a and 3b, and the arm part 2b has ribs 3a and 3c.
- the arm portions 2a and 2b have webs extending in the longitudinal directions of the arm portions at the center portions in the width direction.
- the arm portion 2a has a web 4a
- the arm portion 2b has a web 4b.
- the ribs 3a, 3b, and 3c are common in automobile undercarriage parts and are relatively narrow and thick.
- the webs 4a, 4b are common to automobile undercarriage parts and are thinner than the ribs 3a, 3b, 3c, and have a relatively wide width of 10 mm or less.
- the arm portions 2a and 2b have a substantially H-shaped cross-sectional shape in the cross section in the width direction, which is common to the automobile underbody parts.
- both vertical wall portions mean the ribs 3a, 3b, 3c
- the central horizontal wall portion means the webs 4a, 4b.
- the specific part where maximum stress is generated during use is on the ball joint side of the rib part.
- the arm portions 2a and 2b and the ball joint portions 5a, 5b and 5c may be structurally designed.
- this maximum stress generation site is often one of the rib portions, although it depends on the structural design conditions.
- the specific portion where the maximum stress is generated during use extends in the longitudinal direction on the side of the ball joint portion of the rib portion, which is indicated by the oblique lines in FIG. 3.
- the shaded area that is, in the example of FIG. 3, this is one side of the arm portion 2a on the ball joint portion 5a side, which is indicated by hatching, and is a portion partially including the rib 3a and the web 4a.
- the maximum stress generation site in the cross section in the width direction in the portion of the arm portion is not uniform in the cross section, but is the 6a portion on the upper end side of the rib 3a shown by circles in FIG.
- the specific portion where the maximum stress is generated during use extends not only to the rib 3a but also to the rib 3b side, the upper end side 6b of the rib 3b shown in FIG. This is where stress is generated.
- the maximum stress in the automobile undercarriage component is generated at a ball joint portion side portion of a specific rib portion that is determined by the overall shape and shape requirements of the arm portion.
- the maximum stress generation site may vary depending on the shape of the automobile underbody parts, the manufacturer's required characteristics, and the like. However, wherever the maximum stress generation site is, specify the average crystal grain size at the maximum stress generation site and the area ratio of recrystallized grains in the cross-section in the width direction including the maximum stress generation site. That's fine.
- the crystal grains are likely to be coarsened in the rib portion of the maximum stress generation site of the arm portion, or the web portion including the rib portion, which should have strength, the arm portion and thus the automobile underbody part It is difficult to reduce the weight while maintaining the overall strength high.
- the specific portion of the arm portion to which the maximum stress is applied (shown by hatching in FIG. 3 (one side of the arm portion 2a on the ball joint portion 5a side: both the rib 3a and the web 4a)
- the area ratio occupied by the recrystallized grains in the cross-section in the width direction including the part included) is defined. If manufacturing is possible, not only the specific portion of the arm portion to which the maximum stress is applied, but also preferably the entire tissue of the arm portions 2a and 2b is as described above.
- the ratio of the area occupied by the recrystallized grains in the two parts including the parting line (PL part) that is most recrystallized as described above It is preferable to regulate the crystal area ratio).
- These two parts are two parts of the whole structure
- the web 4a is easy to recrystallize similarly to the PL part.
- the size of the crystal grains of the web greatly affects the strength.
- the recrystallization area ratio of the rib is likely to be different from that of the rib. Therefore, when the recrystallization area ratio of the arm portion to which the maximum stress is applied is defined, it is preferable to define both the web and the rib.
- the strength and toughness of automobile undercarriage parts are improved by suppressing field breakage.
- the specified part of the rib is specified (measured) at the part where the maximum stress in the cross section in the width direction is applied as the entire structure in the cross section in the width direction of the rib 3a in FIG.
- Specify (measure) That is, the area ratio occupied by the recrystallized grains at these measurement points 7 and 8 is regulated to an average area ratio of 30.0% or less on behalf of the overall structure in the cross section in the width direction of the rib, It is preferable that the average crystal grain is refined to about 50.0 ⁇ m or less. Thereby, the grain boundary fracture of the rib portion is suppressed, and the strength and toughness of the automobile underbody parts are improved.
- the specified part of the web is specified (measured) in nine parts including the parting line (PL part) that is most easily recrystallized as a whole in the cross section in the width direction of the web 4a in FIG. That is, the area ratio occupied by the recrystallized grains in the measurement location 9 is regulated to be an average area ratio of 30.0% or less on behalf of the entire structure in the cross section in the width direction of the web, and the number of subcrystal grains is increased. It is preferable to refine the average crystal grains to about 50.0 ⁇ m or less. Thereby, the grain boundary breakage of the web is suppressed, and the strength and toughness of the automobile underbody parts are improved.
- the parting line PL part
- the area ratio occupied by the recrystallized grains can be measured as follows. First, the sample of each observation site (cross-sectional structure) of the rib and web is mechanically polished by 0.05 to 0.1 mm and then etched with cupric chloride. The prescribed part is imaged with a digital camera or the like and then image-processed to calculate the ratio of the recrystallized area to the observation visual field area. Since the recrystallized grains are large in size, they tend to reflect light and are light in color, and the crystal grains including other subcrystals are small in size because they are small in size. As a result, in addition to the above-described difference in size, the color can be identified by the difference in shade of the color, and image processing is possible.
- the rib part and web part of the arm part (in particular, the maximum stress generating part of the arm part) which is the part where the maximum stress is generated are strengthened and toughened.
- An automobile undercarriage component having a substantially H-shaped cross-section arm composed of a thin central web having a wall thickness of 10 mm or less and a relatively wide central rib, and a narrower and thicker peripheral rib. Even if it is, it is made high strength, high toughness and high corrosion resistance. That is, even a forged automobile undercarriage part having a reduced weight is made to have high strength, high toughness and high corrosion resistance.
- the definition of the structure in the automobile undercarriage of the present invention may be applied to any cross-sectional shape other than the H-shaped cross-sectional shape composed of a rib and a web, for example.
- the structure definition of the present invention may be applied to a microstructure in a transverse cross-sectional structure at the maximum stress generation site. Specifically, if the area ratio of the recrystallized grains observed in the structure of the cross section in the width direction including the maximum stress generation site is 30.0% or less, the strength and toughness of the cross section of the maximum stress generation site are improved. be able to.
- the forged Al alloy material of the present invention described above can be used as a structural material or a part of a transport device such as an automobile or a ship.
- a transport device such as an automobile or a ship.
- it can be suitably used for an automobile underbody member.
- the automobile underbody member include an upper arm and a lower arm.
- a relatively narrow and thick peripheral rib, and a thin and relatively wide central web having a wall thickness of 10 mm or less are substantially H.
- An automobile undercarriage part having an arm portion having a cross-sectional shape of a mold can be mentioned.
- the Al alloy forged material of the present invention may be subjected to a surface treatment.
- the corrosion resistance of the Al alloy forged material is further improved.
- the surface treatment will be described in the surface treatment step described later.
- the Al alloy forging material of this invention prescribe
- Hydrogen (H 2 ) is prone to forging defects such as bubbles caused by hydrogen, particularly when the degree of processing of the Al alloy forging material is small, and is a starting point of fracture, so that toughness and fatigue characteristics are likely to deteriorate.
- the content of hydrogen is as low as possible with 0.25 ml / 100 g Al or less.
- the manufacturing method of the present invention is a method for manufacturing the aluminum alloy forged material described above, and includes a melting step, a casting step, a homogenizing heat treatment step, a forging step, and a tempering step. Moreover, you may include a surface treatment process and a degassing process as needed.
- the melting step is a step of melting the Al alloy having the chemical component composition to form a molten metal.
- the casting step is a step of casting the molten metal adjusted to the chemical component composition into an ingot. Then, a normal melt casting method such as a continuous casting rolling method, a semi-continuous casting method (DC casting method), or a hot top casting method is appropriately selected for casting.
- a normal melt casting method such as a continuous casting rolling method, a semi-continuous casting method (DC casting method), or a hot top casting method is appropriately selected for casting.
- the shape of the ingot includes ingots such as round bars and slab shapes, and is not particularly limited.
- the molten metal In the casting process, it is preferable to cool the molten metal at a cooling rate of 10 ° C./sec or more to form an ingot. With this cooling rate, the average particle diameter of the Al—Fe—Si— (Mn, Cr, Zr) -based crystallized substances present on the grain boundaries can be further reduced, and the average interval between the crystallized substances can be reduced. Can be larger. As a result, the strength, toughness, and corrosion resistance of the Al alloy forged material are further improved.
- the cooling rate of a molten metal be an average cooling rate from liquidus temperature to solidus temperature.
- the homogenization heat treatment step is a step of subjecting the ingot to a homogenization heat treatment.
- the ingot is preferably subjected to the homogenization heat treatment at a holding temperature of 400 to 560 ° C.
- the (Fe, Mn, Cr, Zr) 3 SiAl 12- based dispersed particles themselves are hardly coarsened, and the number of dispersed particles themselves is likely to increase.
- a relatively large number of fine dispersed particles can be dispersed in the crystal grains, and an unrecrystallized structure can be easily obtained. As a result, the strength, toughness, and corrosion resistance of the Al alloy forged material are improved.
- the holding temperature is 400 ° C. or higher, the dispersed particles that contribute to the suppression of recrystallization are difficult to reduce the precipitation size of the (Fe, Mn, Cr, Zr) 3 SiAl 12- based dispersed particles to a size that does not suppress the recrystallization.
- the number of itself tends to increase.
- Al—Fe—Si— (Mn, Cr, Zr) -based crystallized substances can be sufficiently dissolved, and Mg present on the grain boundaries of the structure of the Al alloy forging after the tempering step described later.
- the holding temperature is preferably in the range of 400 to 560 ° C.
- the holding time at the holding temperature is preferably 3 hours or more in order to precipitate the dispersed particles stably.
- an air furnace, an induction heating furnace, a glass stone furnace, or the like is appropriately used for the homogenization heat treatment.
- the heating rate of the ingot is the average heating rate from room temperature to the holding temperature.
- the forging step is a step of performing hot forging by using the ingot subjected to homogenization heat treatment as a forging material and heating the forging material.
- a forging material such as an ingot or an extruded bar is hot forged by a mechanical press or a hydraulic press.
- the starting temperature of hot forging of the forging material is preferably 500 ° C. or higher. If the starting temperature is 500 ° C. or higher, the ratio of the subcrystalline grain structure in the forged structure increases and the grain boundary of the forged structure increases, so that the precipitation of Mg 2 Si is promoted. As a result, the strength, toughness and corrosion resistance of the Al alloy forged material are improved. Therefore, the starting temperature is preferably 500 ° C. or higher. The starting temperature is more preferably 520 ° C. or more from the viewpoint of suppressing recrystallization.
- the forging end temperature of the hot forging of the forging material is 400 ° C. or higher.
- dynamic recovery can be promoted by plastic working at a high temperature, and the dislocation density after processing can be lowered.
- crystal grain coarsening due to recrystallization can be suppressed.
- strength, toughness, and corrosion resistance of Al alloy forging material can be improved by making the structure
- the forging end temperature is 400 ° C. or higher, dynamic recovery is promoted, and the strength, toughness, and corrosion resistance of the Al alloy forged material are improved. Therefore, the forging end temperature is preferably 400 ° C. or higher. More preferably, it is 420 degreeC or more.
- a forged material obtained by extruding or rolling the ingot after homogenizing heat treatment may be used.
- a die that can be reheated before hot forging or can be kept at a high temperature it is necessary to devise such as using.
- the hot forging is preferably performed by a mechanical forging method, and the number of forgings is preferably within 3 times.
- the shape of the Al alloy forging material is not particularly limited, and there is a near net shape shape close to the final product shape.
- An example of the final product shape is an automobile underbody part as shown in FIG. The forged material after forging may be removed by unnecessary trimming.
- the tempering step is a step of performing solution treatment, quenching treatment, drying treatment, and overaging treatment after the forging step in order to obtain the necessary strength, toughness and corrosion resistance of the Al alloy forging.
- the tempering step is specifically, T6 (artificial age hardening treatment that obtains maximum strength after solution treatment and quenching treatment), T7 (maximum strength after solution treatment and quenching treatment). Overaged artificial age-hardening treatment conditions), T8 (artificial age-hardening treatment to obtain the maximum strength by cold working after solution treatment and quenching treatment) and the like.
- the tempering step includes a solution treatment, a quenching treatment at 20 to 70 ° C. within 30 minutes, a drying treatment within 1 hour, and a drying treatment at 180 to 220 ° C. for 2 to 24 hours after the forging step. Are over-aged in this order.
- the solution treatment is preferably performed at a holding temperature of 500 to 580 ° C. If the holding temperature is 500 ° C. or higher, and the solution is promoted, solid solution of Mg 2 Si is increased, thereby improving the 0.2% proof stress. On the other hand, if the holding temperature is 580 ° C. or lower, local melting and coarsening of crystal grains are unlikely to occur, and the 0.2% yield strength is improved. Therefore, the holding temperature is preferably 500 to 580 ° C. In addition, it is preferable that the holding time and the heating rate in the solution treatment are a holding time of 20 minutes to 20 hours and a heating rate of 100 ° C./hr or more in order to guarantee 0.2% proof stress.
- the rate of temperature rise of the Al alloy forging is the average rate of temperature rise from the temperature at the time of solution treatment to the arrival of the holding temperature.
- the quenching process is performed at a temperature of 20 to 70 ° C.
- the quenching temperature is less than 20 ° C.
- the temperature inside and outside of the forging is increased because of rapid cooling, and distortion occurs.
- the temperature of the quenching treatment exceeds 70 ° C.
- the cooling rate is too slow, and coarse precipitates that do not contribute to the strength are formed during the cooling, and a sufficient 0.2% proof stress cannot be obtained.
- the temperature of the quenching process affects the Q phase. Accordingly, the temperature of the quenching process is 20 to 70 ° C. Preferably, it is 30 to 60 ° C.
- the time for quenching is within 30 minutes.
- the quenching time exceeds 30 minutes, precipitation starts during quenching, and sufficient 0.2% yield strength cannot be obtained. Further, the quenching time affects the Q phase. Therefore, the time for the quenching process is within 30 minutes.
- the quenching treatment is performed by immersing in water or hot water, or by cooling by showering water or hot water, and the cooling rate is preferably 40 ° C./sec or more in order to prevent deterioration of toughness and fatigue characteristics. .
- an air furnace, an induction heating furnace, a glass stone furnace, or the like is appropriately used for the solution treatment.
- the Al alloy forging When moisture remains on the surface of the Al alloy forging, hydrogen atoms penetrate into the Al alloy forging from the moisture adhering to the surface and expand as hydrogen molecules during the aging treatment, resulting in surface defects called blisters. it can. Accordingly, after the quenching treatment, the Al alloy forging is sufficiently dried and then aged. However, the drying process time is within 1 hr. When the drying treatment time exceeds 1 hr, precipitates (cluster I) that do not contribute to strength are formed by natural aging, as will be described later.
- FIG. 5 is a schematic diagram for explaining the structure when the drying time after the quenching process is long.
- FIG. 6 is a schematic diagram for explaining the structure when the drying time after the quenching process is short.
- FIG. 7 is a graph showing the relationship between the aging treatment time and the strength of the aluminum alloy forged material when the drying time is long and when the drying time is short.
- Cluster I and cluster II are aggregates of Si, Mg, and Cu.
- cluster I21 disappears due to re-dissolution.
- cluster II22 becomes a precipitate and is a precursor of Q phase 30 and ⁇ phase 31. It passes through the P. zone 25 and becomes the Q phase 30 (may become the ⁇ phase 31). Also, a new G. A P. zone 25 is also generated. This G. In the P. zone 25, a new cluster II22 generated during the aging process is changed. At the completion of the aging treatment, G. The P. zone 25 becomes the Q phase 30 or the ⁇ phase 31. Cluster I21 disappears by re-dissolution.
- the intensity peak is delayed compared to when the drying time is short (reference S). If the drying time is long, a large number of clusters I21 are generated, and the intensity peak is delayed by the amount of time for re-dissolution. Therefore, the Q phase 30 and the ⁇ phase 31 generated from the cluster II 22 are too over-aged, and as shown in FIG. 7, when the drying time is long (reference L), compared to when the drying time is short (reference S). As a result, the peak strength of the Al alloy forged material decreases.
- the strength of the Al alloy forged material can be improved by setting the drying treatment time within 1 hr. Furthermore, since the intensity peak is advanced, the time for aging treatment can be shortened, and the productivity can be improved. Accordingly, the time for the drying process is within 1 hr. Preferably, it is within 0.5 hr. Drying may be performed by a conventionally known method as long as the surface can be sufficiently dried. In addition, what is necessary is just to dry the surface of Al alloy forging material so that a water
- the corrosion resistance and stress corrosion cracking resistance of the Al alloy forging material are greatly related to the grain boundary precipitates.
- the age hardening treatment is sub-aging or peak aging
- fine grain boundary precipitates precipitate at a high density, so that corrosion starting from the grain boundary precipitates tends to occur continuously.
- the grain boundary precipitates are coarsened by the overaging treatment. Since the interval between the grain boundary precipitates is increased by the overaging treatment, the corrosion after a certain amount of corrosion has progressed is difficult to proceed. As a result, it can be made difficult to corrode by performing an overaging treatment.
- the overaging treatment greatly affects the Q phase after the overaging treatment. For this reason, it is necessary to select the conditions for obtaining the necessary 0.2% proof stress and obtaining other necessary toughness, elongation and corrosion resistance in consideration of the production history up to that point. In this respect, it depends on the amount of alloying elements and the manufacturing history (conditions) until the overaging treatment, and it is necessary to check in individual manufacturing processes and equipment, but in order to improve strength, toughness and corrosion resistance, The treatment is selected from the range of 180 to 220 ° C. ⁇ 2 to 24 hours.
- the overaging treatment is performed at 180 to 220 ° C. for 2 to 24 hours.
- the treatment temperature is preferably 180 to 200 ° C.
- the processing time is preferably 4 to 12 hours. Note that an air furnace, an induction heating furnace, an oil bath, or the like is appropriately used for the overaging treatment.
- the surface treatment step is a step of performing a surface treatment on the Al alloy forged material after the tempering step.
- the surface treatment method include surface treatment by cationic electrodeposition and surface coating (for example, Geomet (registered trademark) and powder coating). Cationic electrodeposition and surface coating methods are not particularly defined, and may be performed by a conventionally known method. By performing the surface treatment, the corrosion resistance of the Al alloy forged material is further improved.
- shot blast treatment may be performed.
- the method of shot blasting is not particularly defined, and may be performed by a conventionally known method.
- a compressive residual stress is applied to the surface of the aluminum alloy forged material, and the tensile stress that causes stress corrosion cracking can be reduced.
- the manufacturing method of this invention includes a degassing process between a melt
- degassing process hydrogen gas is removed (degassing treatment) from the molten metal melted in the melting step, and the hydrogen gas concentration in 100 g of the aluminum alloy is controlled to 0.25 ml or less.
- the removal of hydrogen gas is performed in a holding furnace for component adjustment of molten metal and removal of inclusions, and is performed by fluxing, chlorine refining, or in-line refining. It is preferable to remove the hydrogen gas by blowing an inert gas such as argon into the molten metal using a porous plug (see JP 2002-146447 A).
- the hydrogen gas concentration is confirmed by measuring the hydrogen gas concentration of the ingot manufactured in the casting process or the forged material manufactured in the forging process.
- the hydrogen gas concentration of the ingot is obtained, for example, by cutting a sample from the ingot before homogenization heat treatment and ultrasonically washing with alcohol and acetone.
- an inert gas flow melting thermal conductivity method (LIS) A06-1993).
- the hydrogen gas concentration of the forging material is, for example, a sample cut out from the forging material, immersed in a NaOH solution, the surface oxide film is removed with nitric acid, and ultrasonically cleaned with alcohol and acetone. It can be determined by measuring by a vacuum heating extraction volume method (LIS A06-1993).
- the production method of the present invention can also be provided with a preforming process such as a forging roll before the forging process.
- the forging start temperature is 520 ° C.
- the forging end temperature is 420 ° C.
- the forging is performed three times by mechanical forging using the upper and lower molds so that the total forging rate becomes 75%
- FIG. An aluminum alloy forging material having an automobile undercarriage member shape shown in FIG. This forged material had a thickness of the thinnest portion of 6 mm.
- the Al alloy forged material was subjected to a solution treatment for 4 hours at 550 ° C. in an air furnace, followed by water cooling (water quenching) at 40 ° C. for 15 minutes, followed by a drying treatment for 10 minutes until moisture disappeared. Subsequently, an overaging treatment was performed in an air furnace at 190 ° C. for 5 hours.
- the average crystal grain size ( ⁇ m) was measured at a point 7 shown in FIG.
- the average crystal grain size ( ⁇ m) is measured by 50 times magnification by polarizing observation with an optical microscope after etching the cut surface of the forged material with Barker's solution, and a straight line is drawn in the direction perpendicular to the major axis of the crystal grain size
- the number of crystal grains on the straight line was measured and calculated by dividing the distance of the straight line by the measured number of crystal grains (see FIG. 2).
- each measurement place was made into the site
- the area ratio occupied by the recrystallized grains was measured as follows. In addition, about the rib, it measured in two places, the code
- the long axis of the Q phase was measured at the location indicated by reference numeral 7 shown in FIG.
- the structure of this thin film sample was irradiated with a beam ⁇ 001> with respect to the parent phase, the observation surface was set to (100) with respect to the parent phase, and a transmission electron microscope was observed with five fields of view at an acceleration voltage of 120 kV. The magnification of observation is 500,000 times.
- the long axis of Q phase was measured from the observed structure
- the Charpy impact value was determined in accordance with JISZ2242 (2005).
- the tensile strength was 380 MPa or more
- the 0.2% proof stress was 360 MPa or more
- the elongation was 10% or more
- the Charpy impact value was 10 J / cm 2 or more.
- a C-ring specimen was taken from the Al alloy forging, and a stress corrosion cracking test was conducted.
- the stress corrosion cracking test conditions were performed in accordance with ASTM G47 (2011) alternate dipping method using the C-ring test piece.
- the test conditions were 90 C by repeatedly immersing in salt water for 10 minutes and pulling up from salt water and naturally drying for 50 minutes in a state where a stress of 75% of the proof stress in the LT direction of the test piece was applied to the C-ring test piece.
- the test piece was checked for the presence or absence of occurrence of stress corrosion cracking.
- Stress corrosion cracking resistance is x (defect) when stress corrosion cracking has occurred, stress corrosion cracking is the case when intergranular corrosion that is likely to lead to stress corrosion cracking is occurring, but not stress corrosion cracking ⁇ (slightly poor) crackability, no stress corrosion cracking or intergranular corrosion occurs, stress corrosion cracking resistance is ⁇ (good), no aluminum alloy part is corroded, stress corrosion cracking resistance was marked as ⁇ (particularly good).
- Al alloy forgings (Nos. 1 to 18: Examples) satisfying the claims of the present invention have tensile strength, 0.2% yield strength, Charpy impact value and resistance to resistance. The stress corrosion cracking property was excellent.
- the Al alloy forgings (No. 19 to 35: Comparative Examples) that do not satisfy the claims of the present invention have the following problems.
- the Cu content was less than the lower limit, and the Q phase was not formed, so the tensile strength and 0.2% proof stress were inferior.
- the Cu content exceeded the upper limit value, and the Q axis major axis size exceeded the upper limit value, so the elongation, Charpy impact value, and stress corrosion cracking resistance were inferior.
- No. No. 25 was inferior in elongation, Charpy impact value and stress corrosion cracking resistance because the contents of Mg, Si and Cu exceeded the upper limit and the Q axis major axis size exceeded the upper limit.
- No. 26 did not contain Mn, Cr and Zr, the tensile strength, 0.2% proof stress, elongation and Charpy impact value were inferior.
- No. 27 had inferior tensile strength, 0.2% proof stress and Charpy impact value because the Mn content exceeded the upper limit.
- No. 28 was inferior in tensile strength, 0.2% yield strength, Charpy impact value, and stress corrosion cracking resistance because the Cr content exceeded the upper limit.
- No. No. 29 was inferior in tensile strength, 0.2% proof stress, Charpy impact value, and stress corrosion cracking resistance because the Zr content exceeded the upper limit.
- No. No. 30 had inferior tensile strength, 0.2% proof stress, elongation and Charpy impact value because the contents of Mn, Cr and Zr exceeded the upper limit.
- No. No. 31 was inferior in elongation, Charpy impact value and stress corrosion cracking resistance because the Fe content exceeded the upper limit.
- No. 32 the Fe content was less than the lower limit, so cracking occurred during casting and forging was impossible.
- No. 33 had an inferior Charpy impact value because the Ti content exceeded the upper limit.
- No. 34 had inferior tensile strength and 0.2% yield strength because the contents of Mn, Cr and Zr were all below the lower limit.
- No. No. 35 contained no Ti, so that the cast structure became coarse and cracking occurred during forging.
- Al alloy forgings (Nos. 36 to 40: Examples) satisfying the claims of the present invention have tensile strength, 0.2% proof stress, Charpy impact value, and stress corrosion cracking resistance. The property was excellent.
- the Al alloy forgings (Nos. 41 to 47: Comparative Examples) that do not satisfy the claims of the present invention have the following problems.
- No. No. 44 was inferior in tensile strength, 0.2% proof stress, elongation, and Charpy impact value because the overaging temperature of the tempering process exceeded the upper limit and the long axis size of the Q phase exceeded the upper limit.
- No. 45 the overaging temperature of the tempering process was less than the lower limit, and the long axis size of the Q phase was less than the lower limit, so the tensile strength, 0.2% proof stress, and stress corrosion cracking resistance were inferior.
- No. No. 46 was inferior in tensile strength, 0.2% proof stress, elongation and Charpy impact value because the overaging time of the tempering process exceeded the upper limit and the long axis size of the Q phase exceeded the upper limit.
- No. No. 47 had an overaging treatment time of the tempering process of less than the lower limit value and the Q axis major axis size was less than the lower limit value, so that the tensile strength, 0.2% proof stress and stress corrosion cracking resistance were inferior.
- the present application includes a Japanese patent application filed on March 27, 2014, Japanese Patent Application No. 2014-066667, and a Japanese patent application filed on December 19, 2014, Japanese Patent Application No. 2014-2014.
- Japanese Patent Application No. 2014-066667 and Japanese Patent Application No. 2014-258032 are incorporated herein by reference with a priority claim based on No. 258032.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Forging (AREA)
- Vehicle Body Suspensions (AREA)
Abstract
薄肉化しても、高強度と、高靭性が得られ、耐食性にも優れるアルミニウム合金 鍛造材およびその製造方法を提供する。Mg:0.70~1.50質量%、Si:0.80~1.30質量%、Cu:0.30~0.90質量%、Fe:0.10~0.40質量%、Ti:0.005~0.15質量%を含み、更に、Mn:0.10~0.60質量%、Cr:0.10~0.45質量%およびZr:0.05~0.30質量%のうち一種または二種以上を含み、残部がAlおよび不可避的不純物からなるアルミニウム合金鍛造材であって、最大応力が発生する部位でのQ相の長軸が50~500nmであることを特徴とする。
Description
本発明は、輸送機などの強度部材、特に、自動車足回り部材に好適に用いられるアルミニウム合金鍛造材およびその製造方法に関する。
従来、車両、船舶、航空機、自動二輪あるいは自動車などの輸送機の構造材には、JIS規格またはAA規格に規定される6000系(Al-Mg-Si系)などのアルミニウム合金が使用されている。この6000系アルミニウム合金は、比較的耐食性にも優れており、また、スクラップを6000系アルミニウム合金溶解原料として再利用できるリサイクル性の点からも優れている。
また、輸送機の構造材には、製造コストの低減や、複雑形状部品への加工の点から、アルミニウム合金鋳造材やアルミニウム合金鍛造材が用いられる。この内、より高強度で高靱性などの機械的性質が要求される強度部材、例えば、アッパーアーム、ロアーアームなどの自動車足回り部材には、アルミニウム合金鍛造材が主として用いられる。そして、これらアルミニウム合金鍛造材は、アルミニウム合金鋳造材を均質化熱処理後、メカニカルプレス、油圧プレスなどを用いて熱間鍛造を行い、その後溶体化焼き入れ処理や人工時効硬化処理(以下、単に時効処理とも言う)などの調質処理が施されて製造される。なお、鍛造素材には、鋳造材を均質化熱処理後、押出加工した押出材が用いられることもある。
近年、これら輸送機の強度部材においては、低燃費、低CO2排出の要求の高まりから、更なる軽量化(薄肉化)の必要性が生じてきている。しかし、これら用途に従来使用されている6061や6151などの6000系アルミニウム合金鍛造材では、どうしても強度(0.2%耐力)や靱性不足が生じてしまう。
このような問題を解決するために、これまで種々のアルミニウム合金鍛造材が開発されている。
例えば、特許文献1には、質量%で、Mg:0.5~1.25%、Si:0.4~1.4%、Cu:0.01~0.7%、Fe:0.05~0.4%、Mn:0.001~1.0%、Cr:0.01~0.35%、Ti:0.005~0.1%を各々含み、かつZr:0.15%未満に規制し、残部がAlおよび不可避的不純物からなるアルミニウム合金鍛造材から構成される自動車足回り部品であって、最大応力発生部位における幅方向断面組織において、最大応力が発生する断面部位の組織で観察される晶出物密度が平均面積率で1.5%以下であり、鍛造の際に生じるパーティングラインを含む断面部位の組織で観察される各粒界析出物同士の間隔が平均間隔で0.7μm以上であることを特徴とする自動車足回り部品が開示されている。
例えば、特許文献1には、質量%で、Mg:0.5~1.25%、Si:0.4~1.4%、Cu:0.01~0.7%、Fe:0.05~0.4%、Mn:0.001~1.0%、Cr:0.01~0.35%、Ti:0.005~0.1%を各々含み、かつZr:0.15%未満に規制し、残部がAlおよび不可避的不純物からなるアルミニウム合金鍛造材から構成される自動車足回り部品であって、最大応力発生部位における幅方向断面組織において、最大応力が発生する断面部位の組織で観察される晶出物密度が平均面積率で1.5%以下であり、鍛造の際に生じるパーティングラインを含む断面部位の組織で観察される各粒界析出物同士の間隔が平均間隔で0.7μm以上であることを特徴とする自動車足回り部品が開示されている。
特許文献1は、軽量化形状した自動車足回り部品であっても、高強度化、高靭性化および高耐食性化させることを目的とし、成分(遷移元素の添加量)および製造条件(主に鍛造温度と均質化熱処理条件)を制御して未再結晶組織にすることを特徴としている。
特に軽量化による薄肉化で、再結晶を生じさせやすいことから、最大応力が発生する部位において各種特性および組織を規定している。
特に軽量化による薄肉化で、再結晶を生じさせやすいことから、最大応力が発生する部位において各種特性および組織を規定している。
また、特許文献2には、Mg:0.6~1.8%、Si:0.8~1.8%、Cu:0.2~1.0%を含み、Si/Mgの質量比が1以上であり、更に、Mn:0.1~0.6%、Cr:0.1~0.2%およびZr:0.1~0.2%の一種または二種以上を含み、残部Alおよび不可避的不純物からなり、最薄肉部の厚みが30mm以下であるアルミニウム合金鍛造材であって、人工時効硬化処理後のアルミニウム合金鍛造材表面で測定した導電率が41.0~42.5IACS%であって、0.2%耐力が350MPa以上であることを特徴とする高強度部材用アルミニウム合金鍛造材が開示されている。
特許文献2は、350MPa以上のAl合金鍛造材の強度(0.2%耐力)を保証するとともに、この強度を安定的に得るために、時効処理後のAl合金鍛造材表面の導電率を41.0~42.5IACS%の範囲としている。
このように、従来のアルミニウム合金鍛造材においては、強度や靭性の向上が図られている。しかしながら、自動車の燃費改善の点から足回り部品を軽量化するため、素材の高強度化の要求は高まっている。しかし、これ以上の高強度化は、耐食性および靭性の著しい低下を起こす可能性が高い。特に、Cu、Si、Mgなど、析出強化に寄与する元素を添加して高強度化した場合は耐食性が大きく損なわれる。
この様な事情に鑑み、本発明は、薄肉化しても、高強度と、高靭性が得られ、耐食性にも優れるアルミニウム合金鍛造材およびその製造方法を提供しようとするものである。
本発明者らは、鋭意検討した結果、特に、以下の事項を考慮して本発明を完成させた。アルミニウム合金鍛造材において、時効析出に寄与するSi、Cu、Mgの添加量を増やすことで高強度化を図った。しかしながら、Si、Cu、Mgの添加量を増やすことで靭性および耐食性が低下するため、Mn、Cr、Zrの添加量を制限するとともに、過時効処理を所定条件で行うこととした。また、焼入処理後の乾燥処理を従来に比べて短くすることで、アルミニウム合金鍛造材の強度をさらに向上させた。
すなわち、前記課題を解決するため、本発明のアルミニウム合金鍛造材は、Mg:0.70~1.50質量%、Si:0.80~1.30質量%、Cu:0.30~0.90質量%、Fe:0.10~0.40質量%、Ti:0.005~0.15質量%を含み、更に、Mn:0.10~0.60質量%、Cr:0.10~0.45質量%およびZr:0.05~0.30質量%のうち一種または二種以上を含み、残部がAlおよび不可避的不純物からなるアルミニウム合金鍛造材であって、最大応力が発生する部位でのQ相の長軸が50~500nmであることを特徴とする。
前記構成によれば、Mg、Si、Cu、Fe、Tiを所定量含み、更に、Mn、Cr、Zrのうち一種または二種以上を所定量含むことによって、アルミニウム合金鍛造材の強度、靭性、耐食性が向上する。また、アルミニウム合金鍛造材の最大応力が発生する部位でのQ相の長軸を規定することで、アルミニウム合金鍛造材の強度(引張強度および0.2%耐力)が向上する。
また、本発明のアルミニウム合金鍛造材は、最大応力が発生する部位での平均結晶粒径が短軸で50.0μm以下、最大応力が発生する部位を含む幅方向断面における再結晶粒の占める面積率が30.0%以下であることが好ましい。
前記構成によれば、アルミニウム合金鍛造材の最大応力が発生する部位での平均結晶粒径を規定することで、アルミニウム合金鍛造材の強度がさらに向上する。また、最大応力が発生する部位を含む幅方向断面における再結晶粒の占める面積率を規定することで、アルミニウム合金鍛造材の強度、靱性がさらに向上する。
また、本発明のアルミニウム合金鍛造材は、表面処理が施されていることが好ましい。
アルミニウム合金鍛造材に表面処理が施されていることで、アルミニウム合金鍛造材の耐食性がさらに向上する。
アルミニウム合金鍛造材に表面処理が施されていることで、アルミニウム合金鍛造材の耐食性がさらに向上する。
また、本発明のアルミニウム合金鍛造材は、ショットブラスト処理が施されていることが好ましい。
アルミニウム合金鍛造材にショットブラスト処理が施されていることで、アルミニウム合金鍛造材の耐応力腐食割れ性がさらに向上する。
アルミニウム合金鍛造材にショットブラスト処理が施されていることで、アルミニウム合金鍛造材の耐応力腐食割れ性がさらに向上する。
また、本発明に係るアルミニウム合金鍛造材の製造方法は、Mg:0.70~1.50質量%、Si:0.80~1.30質量%、Cu:0.30~0.90質量%、Fe:0.10~0.40質量%、Ti:0.005~0.15質量%を含み、更に、Mn:0.10~0.60質量%、Cr:0.10~0.45質量%およびZr:0.05~0.30質量%のうち一種または二種以上を含み、残部がAlおよび不可避的不純物からなるアルミニウム合金鍛造材の製造方法であって、前記組成を有するアルミニウム合金を溶解して溶湯とする溶解工程と、前記溶湯を鋳造して鋳塊とする鋳造工程と、前記鋳塊に均質化熱処理を施す均質化熱処理工程と、均質化熱処理された前記鋳塊を鍛造素材とし、前記鍛造素材を加熱して熱間鍛造を施す鍛造工程と、前記鍛造工程の後に、溶体化処理と、20~70℃で30分以内の焼入処理と、1hr以内の乾燥処理と、180~220℃で2~24hrの過時効処理とをこの順に施す調質工程と、を含むことを特徴とする。
前記手順によれば、各工程を所定の条件で行うことで、アルミニウム合金鍛造材の強度、靭性、耐食性が向上する。特に、焼入処理の条件、乾燥条件および過時効処理の条件を制御することで、最大応力が発生する部位でのQ相の長軸が所定となり、強度が向上する。また、過時効処理を所定条件で行うことで、粒界析出物の間隔が広がり、耐食性が向上するとともに、強度、靱性が向上する。
本発明のアルミニウム合金鍛造材は、薄肉化しても、高強度と、高靭性が得られ、耐食性にも優れたものとなる。したがって、アルミニウム合金鍛造材の輸送機用への用途の拡大を図ることができる点で、多大な工業的な価値を有するものである。
本発明のアルミニウム合金鍛造材の製造方法は、薄肉化しても、高強度と、高靭性が得られ、耐食性にも優れたアルミニウム合金鍛造材を製造することができる。
本発明のアルミニウム合金鍛造材の製造方法は、薄肉化しても、高強度と、高靭性が得られ、耐食性にも優れたアルミニウム合金鍛造材を製造することができる。
[アルミニウム合金鍛造材]
先ず、本発明のアルミニウム合金鍛造材(以下、適宜、Al合金鍛造材という)について説明する。
本発明のAl合金鍛造材は、Mg、Si、Cu、Fe、Tiを所定量含み、更に、Mn、Cr、Zrのうち一種または二種以上を所定量含み、残部がAlおよび不可避的不純物からなるアルミニウム合金から構成される。そして、最大応力が発生する部位でのQ相の長軸を50~500nmとしたものである。
また、Al合金鍛造材は、最大応力が発生する部位での平均結晶粒径が短軸で50.0μm以下、最大応力が発生する部位を含む幅方向断面における再結晶粒の占める面積率が30.0%以下であることが好ましい。
以下、各構成について説明する。
先ず、本発明のアルミニウム合金鍛造材(以下、適宜、Al合金鍛造材という)について説明する。
本発明のAl合金鍛造材は、Mg、Si、Cu、Fe、Tiを所定量含み、更に、Mn、Cr、Zrのうち一種または二種以上を所定量含み、残部がAlおよび不可避的不純物からなるアルミニウム合金から構成される。そして、最大応力が発生する部位でのQ相の長軸を50~500nmとしたものである。
また、Al合金鍛造材は、最大応力が発生する部位での平均結晶粒径が短軸で50.0μm以下、最大応力が発生する部位を含む幅方向断面における再結晶粒の占める面積率が30.0%以下であることが好ましい。
以下、各構成について説明する。
本発明のAl合金鍛造材における、化学成分組成について説明する。本発明のAl合金鍛造材の化学成分組成は、Al-Mg-Si系(6000系)Al合金からなり、自動車、船舶などの輸送機の構造材あるいは部品用として、高強度、高靱性および耐応力腐食割れ性などの高い耐久性を保証するように規定する。また、本発明のAl合金鍛造材の化学成分組成は、結晶粒などに関する規定の大きな因子の一つとなる。
このため、本発明のAl合金鍛造材の化学成分組成は、Mg:0.70~1.50質量%、Si:0.80~1.30質量%、Cu:0.30~0.90質量%、Fe:0.10~0.40質量%、Ti:0.005~0.15質量%を含み、更に、Mn:0.10~0.60質量%、Cr:0.10~0.45質量%およびZr:0.05~0.30質量%のうち一種または二種以上を含み、残部がAlおよび不可避的不純物からなるものとする。
次に、本発明のAl合金鍛造材の化学成分組成の各元素の含有量について、臨界的意義および好ましい範囲について説明する。
(Mg:0.70~1.50質量%)
Mgは過時効処理により、SiおよびCuとともにMg2Si(β’相)およびQ相として析出し、Al合金鍛造材に高い0.2%耐力を付与するために必須の元素である。Mg含有量が0.70質量%未満では時効硬化量が低下して、Al合金鍛造材にとって0.2%耐力が低下する。また、Q相の長軸サイズが小さくなり、また、伸び、靭性、耐食性が低下する場合もある。一方、含有量が1.50質量%を超えると、0.2%耐力が高くなりすぎ、鋳塊の鍛造性を阻害する。また、含有量が1.50質量%を超えると、鋳造時に0.2%耐力の向上に寄与しないMg2Siの晶出物が増加し、同時に靭性も耐食性も低下させてしまう。また伸びが低下する場合もある。したがって、Mg含有量は0.70~1.50質量%とする。好ましくは0.80~1.20質量%とする。
Mgは過時効処理により、SiおよびCuとともにMg2Si(β’相)およびQ相として析出し、Al合金鍛造材に高い0.2%耐力を付与するために必須の元素である。Mg含有量が0.70質量%未満では時効硬化量が低下して、Al合金鍛造材にとって0.2%耐力が低下する。また、Q相の長軸サイズが小さくなり、また、伸び、靭性、耐食性が低下する場合もある。一方、含有量が1.50質量%を超えると、0.2%耐力が高くなりすぎ、鋳塊の鍛造性を阻害する。また、含有量が1.50質量%を超えると、鋳造時に0.2%耐力の向上に寄与しないMg2Siの晶出物が増加し、同時に靭性も耐食性も低下させてしまう。また伸びが低下する場合もある。したがって、Mg含有量は0.70~1.50質量%とする。好ましくは0.80~1.20質量%とする。
(Si:0.80~1.30質量%)
Siも、MgおよびCuとともに、過時効処理により、Mg2Si(β’相)およびQ相として析出して、Al合金鍛造材に高い0.2%耐力を付与するために必須の元素である。Si含有量が0.80質量%未満ではQ相の長軸サイズが小さくなり、また、時効硬化量が低下して、Al合金鍛造材の0.2%耐力が低下する。また、引張強度、伸び、靭性、耐食性なども低下する場合がある。一方、含有量が1.30質量%を超えると、鋳造時および溶体化処理後の焼き入れ途中で、粗大な単体Si粒子が晶出および析出する。また、過剰Siが多くなり過ぎて、粒界上に存在するMg2SiおよびAl-Fe-Si-(Mn、Cr、Zr)系晶出物の平均粒径が小さくならず、これら晶出物同士の平均間隔を大きくできない。その結果、前記Mgと同様に、Al合金鍛造材の耐食性と靱性を低下させる。更にAl合金鍛造材の伸びが低くなるなど、加工性も阻害する。したがって、Siの含有量は0.80~1.30質量%とする。好ましくは0.90~1.10質量%とする。
Siも、MgおよびCuとともに、過時効処理により、Mg2Si(β’相)およびQ相として析出して、Al合金鍛造材に高い0.2%耐力を付与するために必須の元素である。Si含有量が0.80質量%未満ではQ相の長軸サイズが小さくなり、また、時効硬化量が低下して、Al合金鍛造材の0.2%耐力が低下する。また、引張強度、伸び、靭性、耐食性なども低下する場合がある。一方、含有量が1.30質量%を超えると、鋳造時および溶体化処理後の焼き入れ途中で、粗大な単体Si粒子が晶出および析出する。また、過剰Siが多くなり過ぎて、粒界上に存在するMg2SiおよびAl-Fe-Si-(Mn、Cr、Zr)系晶出物の平均粒径が小さくならず、これら晶出物同士の平均間隔を大きくできない。その結果、前記Mgと同様に、Al合金鍛造材の耐食性と靱性を低下させる。更にAl合金鍛造材の伸びが低くなるなど、加工性も阻害する。したがって、Siの含有量は0.80~1.30質量%とする。好ましくは0.90~1.10質量%とする。
(Cu:0.30~0.90質量%)
Cuは、固溶強化にて0.2%耐力の向上に寄与する他、過時効処理に際して、Al合金鍛造材の時効硬化を著しく促進する効果を有する。Cu含有量が0.30質量%未満では、これらの効果が小さく、0.2%耐力が低下する。また、Q相の析出が不十分となり、引張強度が低下する場合がある。一方、Cu含有量が0.90質量%を超えると、Q相の長軸サイズが大きくなり、また、Al合金鍛造材の組織の応力腐食割れや粒界腐食の感受性を著しく高め、Al合金鍛造材の耐食性を低下させる。また、伸びや靭性が低下する場合がある。したがって、Cu含有量は0.30~0.90質量%とする。好ましくは0.40~0.70質量%とする。
Cuは、固溶強化にて0.2%耐力の向上に寄与する他、過時効処理に際して、Al合金鍛造材の時効硬化を著しく促進する効果を有する。Cu含有量が0.30質量%未満では、これらの効果が小さく、0.2%耐力が低下する。また、Q相の析出が不十分となり、引張強度が低下する場合がある。一方、Cu含有量が0.90質量%を超えると、Q相の長軸サイズが大きくなり、また、Al合金鍛造材の組織の応力腐食割れや粒界腐食の感受性を著しく高め、Al合金鍛造材の耐食性を低下させる。また、伸びや靭性が低下する場合がある。したがって、Cu含有量は0.30~0.90質量%とする。好ましくは0.40~0.70質量%とする。
(Fe:0.10~0.40質量%)
Feは、Al合金鍛造材で鋳造時の生産性の向上及び再結晶抑制のために添加する元素である。しかし、Feは、Al7Cu2Fe、Al12(Fe,Mn)3Cu2、(Fe,Mn)Al6、或いはAl-Fe-Si-(Mn、Cr、Zr)系の晶出物を生成する。これらの粗大な晶出物は、破壊の起点となり、靱性および疲労特性などを劣化させる。特に、Fe含有量が0.40質量%を超えると、粒界上に存在するAl-Fe-Si-(Mn、Cr、Zr)系晶出物の平均粒径が大きくなり、また、晶出物同士の平均間隔が小さくなる。その結果、靭性及び耐食性が低下する。また、伸びが低下する場合もある。一方、Fe含有量が0.10質量%未満では、鋳造時の割れ、異常組織等を生じる。したがって、Fe含有量は0.10~0.40質量%とする。好ましくは0.20~0.30質量%とする。
Feは、Al合金鍛造材で鋳造時の生産性の向上及び再結晶抑制のために添加する元素である。しかし、Feは、Al7Cu2Fe、Al12(Fe,Mn)3Cu2、(Fe,Mn)Al6、或いはAl-Fe-Si-(Mn、Cr、Zr)系の晶出物を生成する。これらの粗大な晶出物は、破壊の起点となり、靱性および疲労特性などを劣化させる。特に、Fe含有量が0.40質量%を超えると、粒界上に存在するAl-Fe-Si-(Mn、Cr、Zr)系晶出物の平均粒径が大きくなり、また、晶出物同士の平均間隔が小さくなる。その結果、靭性及び耐食性が低下する。また、伸びが低下する場合もある。一方、Fe含有量が0.10質量%未満では、鋳造時の割れ、異常組織等を生じる。したがって、Fe含有量は0.10~0.40質量%とする。好ましくは0.20~0.30質量%とする。
(Ti:0.005~0.15質量%)
Tiは、鋳塊の結晶粒を微細化し、押出、圧延、鍛造時の加工性を向上させるために添加する元素である。しかし、Ti含有量が0.005質量%未満では、結晶粒微細化効果が得らない。一方、Ti含有量が0.15質量%を超えると、粗大な晶出物を形成し、前記加工性が低下する。また、靭性が低下する場合もある。したがって、Tiの含有量は0.005~0.15質量%とする。好ましくは0.01~0.10質量%とする。
Tiは、鋳塊の結晶粒を微細化し、押出、圧延、鍛造時の加工性を向上させるために添加する元素である。しかし、Ti含有量が0.005質量%未満では、結晶粒微細化効果が得らない。一方、Ti含有量が0.15質量%を超えると、粗大な晶出物を形成し、前記加工性が低下する。また、靭性が低下する場合もある。したがって、Tiの含有量は0.005~0.15質量%とする。好ましくは0.01~0.10質量%とする。
(Mn:0.10~0.60質量%、Cr:0.10~0.45質量%およびZr:0.05~0.30質量%のうち一種または二種以上)
これらの元素は均質化熱処理時およびその後の熱間鍛造時に、Fe、Mn、Cr、Zr、Si、Alなどがその含有量に応じて選択的に結合したAl-Mn系、Al-Cr系、Al-Zr系金属間化合物であり、(Fe、Mn、Cr、Zr)3SiAl12系として総称される分散粒子(分散相)を生成する。
これらの元素は均質化熱処理時およびその後の熱間鍛造時に、Fe、Mn、Cr、Zr、Si、Alなどがその含有量に応じて選択的に結合したAl-Mn系、Al-Cr系、Al-Zr系金属間化合物であり、(Fe、Mn、Cr、Zr)3SiAl12系として総称される分散粒子(分散相)を生成する。
これらの分散粒子は、再結晶後の粒界移動を妨げる効果があるため、鍛造工程中におけるパーティングライン組織のST方向(Short Transverse、厚さ方向)の平均結晶粒径の粗大化を防止するとともに、本発明のAl合金鍛造材全体に渡って、微細な結晶粒や亜結晶粒を得ることができる。また、Mn、Cr、Zrは固溶による0.2%耐力の増大も見込める。
また、Mnは均質化熱処理で1μm程度の分散粒子を形成して再結晶抑制に有効な元素であるが、粒界腐食感受性を高めるため、添加量を制限する。また、Feと化合して脆い粗大な晶出物を形成しやすい特徴があることから、添加量を制限することで靭性を改善することができる。
Mn、Cr、Zrの含有量が、各々、0.10質量%未満、0.10質量%未満、0.05質量%未満では、前記効果が期待できない。また、引張強度、伸び、靭性が低下する場合もある。一方、Mn、Cr、Zrの含有量が、各々、0.60質量%、0.45質量%、0.30質量%を超えると、溶解、鋳造時に粗大なAl-Fe-Si-(Mn、Cr、Zr)系の金属間化合物である晶出物を生成しやすく、破壊の起点となり、引張強度、伸び、0.2%耐力、靭性および耐食性の少なくとも1つを低下させる原因となる。このため、これらの元素の含有量は各々、Mn:0.10~0.60質量%、Cr:0.10~0.45質量%、Zr:0.05~0.30質量%の範囲で一種または二種以上含有させる。なお、Mnは、好ましくは0.30~0.50質量%、Crは、好ましくは0.15~0.30質量%、Zrは、好ましくは0.05~0.15質量%とする。
(残部:Alおよび不可避的不純物)
Al合金鍛造材の残部はAlおよび不可避的不純物からなる。不可避的不純物としては、例えば、Ni、Zn、Be、V等の元素が想定し得るが、いずれも本発明の特徴を阻害しないレベルで含有することは許容される。具体的には、これら不可避的不純物の元素は、個々の元素毎の含有量がそれぞれ0.05質量%以下であり、合計の含有量が0.15質量%以下であることが好ましい。
Al合金鍛造材の残部はAlおよび不可避的不純物からなる。不可避的不純物としては、例えば、Ni、Zn、Be、V等の元素が想定し得るが、いずれも本発明の特徴を阻害しないレベルで含有することは許容される。具体的には、これら不可避的不純物の元素は、個々の元素毎の含有量がそれぞれ0.05質量%以下であり、合計の含有量が0.15質量%以下であることが好ましい。
また、Bは不可避的不純物であるが、Tiと同様、鋳塊の結晶粒を微細化し、押出、圧延、鍛造時の加工性を向上させる効果もある。しかし、500ppmを超えて含有されると、やはり粗大な晶出物を形成し、前記加工性が低下する。したがって、Bは500ppmの含有まで許容する。なお、Bが1ppm未満の含有では、B添加の効果が得られない。よって、Bを1ppm以上含有させるようにしてもよい。
次に、Al合金鍛造材のQ相の長軸の規定について説明する。
(最大応力が発生する部位でのQ相の長軸:50~500nm)
Q相(Q相またはQ‘相を意味する)は、Al5Cu2Mg8Si6からなる析出物で、時効処理によって析出し、高強度化に寄与する。Q相は、β相,β’相(Mg2Si)と比べ遅れて析出することから、Al合金鍛造材の製造方法で過時効処理としても強度の低下を抑えることができる。Q相の長軸は、特に高強度化のために50nm以上、特に靭性および耐食性のいずれか、あるいは両方の向上のために500nm以下とする必要がある。その他、Q相の長軸サイズが規定を外れると、強度、伸び、靭性、耐食性が低下する場合がある。したがって、Q相の長軸は50~500nmとする。なお、最大応力が発生する部位(以下、適宜、最大応力発生部位という)は、図3に示す部位であり、この部位については、後述する。
(最大応力が発生する部位でのQ相の長軸:50~500nm)
Q相(Q相またはQ‘相を意味する)は、Al5Cu2Mg8Si6からなる析出物で、時効処理によって析出し、高強度化に寄与する。Q相は、β相,β’相(Mg2Si)と比べ遅れて析出することから、Al合金鍛造材の製造方法で過時効処理としても強度の低下を抑えることができる。Q相の長軸は、特に高強度化のために50nm以上、特に靭性および耐食性のいずれか、あるいは両方の向上のために500nm以下とする必要がある。その他、Q相の長軸サイズが規定を外れると、強度、伸び、靭性、耐食性が低下する場合がある。したがって、Q相の長軸は50~500nmとする。なお、最大応力が発生する部位(以下、適宜、最大応力発生部位という)は、図3に示す部位であり、この部位については、後述する。
Q相の測定方法は、以下のようにして行う。
まず、Al合金鍛造材の最大応力発生部位から試料を切り出す。次に、「過塩素酸:エタノール=1:9」と、「硝酸:メタノール=1:3」の2種類の溶液を用いた電解研磨法によって透過型電子顕微鏡(TEM)での観察用の薄膜試料とする。そして、この薄膜試料の組織を、母相に対し、電子ビームの入射を<001>方向、観察面を(100)とし、透過型電子顕微鏡を加速電圧120kVとして5視野を観察する。観察の倍率は50万倍である。そして、観察した組織からQ相の長軸を測定し、5視野のすべてにおけるQ相の平均値として算出する。すなわち、5視野中のQ相の長軸の長さを合計し、5視野中のQ相の数で割った値が50~500nmである。図1にTEMにおいて50万倍で観察した際の平面の模式図を示す。図1において、符号30がQ相であり、符号31がβ相である。Q相30は黒い針状で比較的長いものであり、β相31は、針状であるが、母相と整合に析出するため、母相がひずみ、コーヒー豆状の形態で観察される。Q相30の長軸とは、この針状の長手方向のことである。そして、例えばこの模式図の画像を1視野とし、5視野のQ相30の平均値とする。
Q相の長軸の測定部位は、例えば、以下に説明する最大応力発生部位を含む幅方向断面であればよい。
Q相の長軸は、成分組成および、焼入処理、乾燥処理、過時効処理の調質工程の条件によって制御する。
まず、Al合金鍛造材の最大応力発生部位から試料を切り出す。次に、「過塩素酸:エタノール=1:9」と、「硝酸:メタノール=1:3」の2種類の溶液を用いた電解研磨法によって透過型電子顕微鏡(TEM)での観察用の薄膜試料とする。そして、この薄膜試料の組織を、母相に対し、電子ビームの入射を<001>方向、観察面を(100)とし、透過型電子顕微鏡を加速電圧120kVとして5視野を観察する。観察の倍率は50万倍である。そして、観察した組織からQ相の長軸を測定し、5視野のすべてにおけるQ相の平均値として算出する。すなわち、5視野中のQ相の長軸の長さを合計し、5視野中のQ相の数で割った値が50~500nmである。図1にTEMにおいて50万倍で観察した際の平面の模式図を示す。図1において、符号30がQ相であり、符号31がβ相である。Q相30は黒い針状で比較的長いものであり、β相31は、針状であるが、母相と整合に析出するため、母相がひずみ、コーヒー豆状の形態で観察される。Q相30の長軸とは、この針状の長手方向のことである。そして、例えばこの模式図の画像を1視野とし、5視野のQ相30の平均値とする。
Q相の長軸の測定部位は、例えば、以下に説明する最大応力発生部位を含む幅方向断面であればよい。
Q相の長軸は、成分組成および、焼入処理、乾燥処理、過時効処理の調質工程の条件によって制御する。
次に、Al合金鍛造材の結晶粒に関する規定について説明する。
(最大応力が発生する部位での平均結晶粒径:短軸で50.0μm以下)
平均結晶粒径は機械的性質に影響する。最大応力発生部位での平均結晶粒径が短軸で50.0μm以下であれば、Al合金鍛造材の強度が向上する。したがって、最大応力発生部位での平均結晶粒径は短軸で50.0μm以下とすることが好ましい。平均結晶粒径は、強度をより向上させる観点から、より好ましくは45.0μm以下、さらに好ましくは40.0μm以下とする。なお、下限値は特に規定されるものではないが、理論上短軸の平均結晶粒径は小さいほど好ましいが、実質的には5.0μmが限界となる。なお、最大応力発生部位は、図3に示す部位であり、この部位については、後述する。
(最大応力が発生する部位での平均結晶粒径:短軸で50.0μm以下)
平均結晶粒径は機械的性質に影響する。最大応力発生部位での平均結晶粒径が短軸で50.0μm以下であれば、Al合金鍛造材の強度が向上する。したがって、最大応力発生部位での平均結晶粒径は短軸で50.0μm以下とすることが好ましい。平均結晶粒径は、強度をより向上させる観点から、より好ましくは45.0μm以下、さらに好ましくは40.0μm以下とする。なお、下限値は特に規定されるものではないが、理論上短軸の平均結晶粒径は小さいほど好ましいが、実質的には5.0μmが限界となる。なお、最大応力発生部位は、図3に示す部位であり、この部位については、後述する。
平均結晶粒径は、短軸における切片法にて算出することができる。つまり、図2に示すように、Al合金鍛造材の表面または切断面を適当な腐食液にてエッチング後、光学顕微鏡にて50倍で撮影し、結晶粒径の長軸と直交する方向に直線を引いて当該直線上の結晶粒数を測定し、測定した結晶粒数で直線の長さを除することにより算出することができる。
平均結晶粒径の測定部位は、例えば、以下に説明する最大応力発生部位を含む幅方向断面であればよい。
平均結晶粒径は、成分組成、鍛造条件、および調質工程の条件によって制御する。
平均結晶粒径の測定部位は、例えば、以下に説明する最大応力発生部位を含む幅方向断面であればよい。
平均結晶粒径は、成分組成、鍛造条件、および調質工程の条件によって制御する。
(最大応力が発生する部位を含む幅方向断面における再結晶粒の占める面積率:30.0%以下)
Al合金鍛造材において、最大応力が発生する部位を含む幅方向断面における再結晶粒の占める面積率を30.0%以下とすることが好ましい。再結晶粒の占める面積率が30.0%以下であれば、Al合金鍛造材の強度、靱性が向上する。また、下限値は特に規定されるものではないが、面積率は小さいほど好ましい。なお、幅方向断面とは、面積を最小とする断面を意味する。
Al合金鍛造材において、最大応力が発生する部位を含む幅方向断面における再結晶粒の占める面積率を30.0%以下とすることが好ましい。再結晶粒の占める面積率が30.0%以下であれば、Al合金鍛造材の強度、靱性が向上する。また、下限値は特に規定されるものではないが、面積率は小さいほど好ましい。なお、幅方向断面とは、面積を最小とする断面を意味する。
最大応力発生部位を含む幅方向断面における再結晶粒の占める面積率は、均質化熱処理温度、鍛造時の鍛造開始温度(打始温度)、鍛造終了温度(打上温度)、溶体化熱処理条件によって制御する。
次に、Al合金鍛造材の最大応力発生部位について、図3、4に示す自動車足回り部品を例にとって説明する。
図3、4は、本発明のAl合金鍛造材である自動車足回り部品の代表的な形状である。また、図3は、自動車足回り部品1の全体形状と最大応力が発生するアーム部特定部位を示す平面図、図4は図3のA-A線断面図(最大応力が発生するアーム部特定部位の幅方向の断面図)である。
図3、4は、本発明のAl合金鍛造材である自動車足回り部品の代表的な形状である。また、図3は、自動車足回り部品1の全体形状と最大応力が発生するアーム部特定部位を示す平面図、図4は図3のA-A線断面図(最大応力が発生するアーム部特定部位の幅方向の断面図)である。
図3において、自動車足回り部品1は、この形状に鍛造されたアルミニウム合金鍛造材からなる。自動車足回り部品1は、概ね図3に示すような略三角形の全体形状からなり、各三角形の頂点部分に、ボールジョイントなどのジョイント部5a、5b、5cを有しており、これらをアーム部2a、2bで各々繋いだ形状を共通して有している。アーム部2a、2bは、その幅方向の各周縁部(両側端部)に、アーム部の各長手方向にわたって延在するリブを有する。アーム部2aはリブ3a、3bを有し、アーム部2bはリブ3a、3cを有している。また、アーム部2a、2bは、その幅方向の各中央部に、アーム部の各長手方向に亙って延在するウエブを有する。アーム部2aはウエブ4aを有し、アーム部2bはウエブ4bを有している。
ここで、各リブ3a、3b、3cは、自動車足回り部品では共通して、比較的幅狭で、肉厚が厚い。これに比して、各ウエブ4a、4bは、自動車足回り部品では共通して、リブ3a、3b、3cよりも薄肉で、肉厚が10mm以下の比較的広幅である。このため、アーム部2a、2bは、その幅方向の断面では、自動車足回り部品では共通して、略H型の断面形状を有している。この略H型の断面形状において、両縦壁部分がリブ3a、3b、3cの意味であり、中央の横壁部分がウエブ4a、4bの意味である。
以上のような全体構造や形状を前提として、通常の自動車足回り部品では、使用中に最大応力が発生する(最大応力が負荷される)特定部位が、リブ部のボールジョイント部側になるように、アーム部2a、2bとボールジョイント部5a、5b、5cとを構造設計することがある。この最大応力発生部位は、勿論、この構造設計条件によって異なるものの、いずれかのリブ部となることが多い。
図3の自動車足回り部品では、使用中に最大応力が発生する(最大応力が負荷される)特定部位は、図3の斜線で示す、リブ部のボールジョイント部側の長手方向に延在する斜線部である。即ち、この図3の例では、斜線で示す、ボールジョイント部5a側のアーム部2aにおける片側であり、リブ3aとウエブ4aとを部分的に含む部位である。そして、更に、このアーム部の部分における幅方向断面での最大応力発生部位は、断面で均一ではなく、図4に○で囲って示す、リブ3aの上端側の6a部分である。また、使用中に最大応力が発生する特定部位がリブ3aだけでなく、リブ3b側にも及ぶ場合には、図4に○で囲って示す、リブ3bの上端側の6bも使用中に最大応力が発生する部位となる。
自動車足回り部品では、勿論、他の部材とのジョイント部5a、5b、5cなどにも大きな応力が発生する(負荷される)ものの、最大応力ではない。自動車足回り部品における最大応力は、図3のように、アーム部の全体形状や形状要件によって定まる、特定のリブ部のボールジョイント部側部位に発生する。ただし、最大応力発生部位は、自動車足回り部品の形状やメーカーの要求特性等によって変わる場合がある。しかしながら、最大応力発生部位がどこになっても、その最大応力発生部位での平均結晶粒径を規定し、また、その最大応力発生部位を含む幅方向断面における再結晶粒の占める面積率を規定すればよい。
ここで、強度を有すべき、アーム部の最大応力発生部位の特にリブ部分、あるいはこのリブ部分を含めたウエブ部分に、結晶粒の粗大化が生じやすくなると、アーム部、ひいては自動車足回り部品全体としての強度を高く維持しながら軽量化を図るのは困難となる。
このため、本発明では、図3に斜線で示す、最大の応力が負荷されるアーム部の特定部位(ボールジョイント部5a側のアーム部2aにおける片側:リブ3aとウエブ4aとを両者とも各々部分的に含む部位)を含む幅方向断面における再結晶粒の占める面積率を規定する。なお、製造可能であれば、この最大の応力が負荷されるアーム部の特定部位だけでなく、好ましくはアーム部2a、2b全体の組織を上記のようにすることが好ましい。
本発明では、最大応力が負荷されるアーム部2aにおける幅方向断面組織の内、前記した最も再結晶しやすいパーティングライン(PL部位)を含む二つの部位の再結晶粒の占める面積割合(再結晶面積割合とも言う)を規制するのが好ましい。この二つの部位とは、図4のリブ3aの幅方向断面における組織全般と、これに隣接するウエブ4aの幅方向断面における組織全般との二つの部位である。これによって、リブとウエブとを合わせたアーム部の再結晶面積割合を規制するのが好ましい。
ウエブ4aでも、PL部位と同様、再結晶しやすい。そして、このウエブの結晶粒の大きさ(再結晶面積割合)も強度に大きく影響する。また、ウエブはリブとは鍛造の加工度が違うゆえに、リブの再結晶面積割合が、リブのそれと異なる可能性が高い。したがって、最大応力が負荷されるアーム部の再結晶面積割合を規定する場合には、ウエブとリブとの両方を規定することが好ましい。
これによって、最大応力が負荷されるアーム部(特にリブ部とウエブ部)における再結晶を抑制して亜結晶粒を増し、結晶粒を50.0μm以下程度に微細化させ、このアーム部における粒界破断を抑制して、自動車足回り部品の強度、靱性を向上させる。
リブの規定部位は、図4のリブ3aの幅方向断面における組織全般としては、幅方向断面での最大応力が負荷される部位で規定(測定)する。具体的には、図4に○で囲ったリブ3aの上端側の6a部分を含む7と、前記した最も再結晶しやすいパーティングライン(PL部位)を含む8の各部分との2箇所で規定(測定)する。即ち、これら測定箇所7、8の再結晶粒の占める面積割合を、リブの幅方向断面における組織全般における組織を代表して、平均面積率で30.0%以下に規制し、亜結晶粒を増し、平均結晶粒を50.0μm以下程度に微細化させることが好ましい。これによって、リブ部の粒界破断を抑制して、自動車足回り部品の強度、靱性を向上させる。
また、ウエブの規定部位は、図4のウエブ4aの幅方向断面における組織全般としては、前記した最も再結晶しやすいパーティングライン(PL部位)を含む9の部位で規定(測定)する。即ち、この測定箇所9の再結晶粒の占める面積割合を、ウエブの幅方向断面における組織全般における組織を代表して、平均面積率で30.0%以下に規制し、亜結晶粒を増し、平均結晶粒を50.0μm以下程度に微細化させることが好ましい。これによって、ウエブの粒界破断を抑制して、自動車足回り部品の強度、靱性を向上させる。
(再結晶面積割合の測定)
再結晶粒が占める面積割合は、以下のようにして測定することができる。まず、リブおよびウエブの前記各観察部位(断面組織)試料を0.05~0.1mm機械研磨した後、塩化第II銅にてエッチングする。規定部位をデジタルカメラ等で撮影後、画像処理して、観察視野面積に対する再結晶面積の割合を算出する。再結晶粒はサイズが大きいために、光を反射しやすく色が淡く、その他の亜結晶を含めた結晶粒はサイズが小さいために色が濃い。これによって、前記した互いのサイズの違いとともに、この色の濃淡の違いによって識別可能であり、画像処理が可能である。
再結晶粒が占める面積割合は、以下のようにして測定することができる。まず、リブおよびウエブの前記各観察部位(断面組織)試料を0.05~0.1mm機械研磨した後、塩化第II銅にてエッチングする。規定部位をデジタルカメラ等で撮影後、画像処理して、観察視野面積に対する再結晶面積の割合を算出する。再結晶粒はサイズが大きいために、光を反射しやすく色が淡く、その他の亜結晶を含めた結晶粒はサイズが小さいために色が濃い。これによって、前記した互いのサイズの違いとともに、この色の濃淡の違いによって識別可能であり、画像処理が可能である。
以上の組織規定によって、特に最大応力発生部位であるアーム部のリブ部分やウエブ部分(要はアーム部の最大応力発生部位)を高強度化、高靱性化させる。そして、肉厚が10mm以下の薄肉で比較的広幅な中央部のウエブと、このウエブよりも幅狭で厚い周縁部のリブとからなる略H型の断面のアーム部を有する自動車足回り部品であっても高強度化、高靱性化および高耐食性化させる。すなわち、軽量化した形状を有する鍛造材自動車足回り部品であっても、高強度化、高靱性化および高耐食性化させる。
なお、ここでは、図3、4に示す形状の自動車足回り部品(Al合金鍛造材)を例にとって最大応力発生部位について説明したが、最大応力発生部位については、他の形状のものであっても同様に考えればよい。
(H型断面形状以外の断面形状)
ここで、本発明の自動車足回り品における前記組織の規定は、例えば、リブとウエブからなるH型断面形状以外の任意の断面形状について適用してもよい。例えば、ミクロ組織で、その最大応力発生部位における横方向断面組織において、本発明の前記組織の規定を適用してもよい。具体的には、最大応力発生部位を含む幅方向断面の組織で観察される再結晶粒の占める面積率を30.0%以下とすれば、最大応力発生部位の断面の強度、靱性を向上させることができる。
ここで、本発明の自動車足回り品における前記組織の規定は、例えば、リブとウエブからなるH型断面形状以外の任意の断面形状について適用してもよい。例えば、ミクロ組織で、その最大応力発生部位における横方向断面組織において、本発明の前記組織の規定を適用してもよい。具体的には、最大応力発生部位を含む幅方向断面の組織で観察される再結晶粒の占める面積率を30.0%以下とすれば、最大応力発生部位の断面の強度、靱性を向上させることができる。
以上説明した本発明のAl合金鍛造材は、自動車、船舶などの輸送機の構造材あるいは部品用として使用することが可能である。特に、自動車足回り部材に好適に用いることができる。自動車足回り部材としては、例えばアッパーアーム、ロアーアームなどが挙げられる。最終製品形状の一例としては、図3、4に示すような、比較的幅狭で厚い周縁部のリブと、肉厚が10mm以下の薄肉で比較的広幅な中央部のウエブとからなる略H型の断面形状のアーム部を有する自動車足回り部品が挙げられる。
また、本発明のAl合金鍛造材は、表面処理が施されていてもよい。
表面処理を施すことで、Al合金鍛造材の耐食性がさらに向上する。表面処理については、後述する表面処理工程で説明する。
表面処理を施すことで、Al合金鍛造材の耐食性がさらに向上する。表面処理については、後述する表面処理工程で説明する。
また、本発明のAl合金鍛造材は、その水素ガス濃度を以下の範囲に規定することが好ましい。
(水素:0.25ml/100gAl以下)
水素(H2)は、特に、Al合金鍛造材の加工度が小さくなる場合、水素に起因する気泡等の鍛造欠陥が生じやすく、破壊の起点となるため、靱性や疲労特性が低下し易い。
そして、高強度化した輸送機の構造材などにおいては、特に水素による影響が大きい。したがって、水素は0.25ml/100gAl以下のできるだけ少ない含有量とすることが好ましい。
(水素:0.25ml/100gAl以下)
水素(H2)は、特に、Al合金鍛造材の加工度が小さくなる場合、水素に起因する気泡等の鍛造欠陥が生じやすく、破壊の起点となるため、靱性や疲労特性が低下し易い。
そして、高強度化した輸送機の構造材などにおいては、特に水素による影響が大きい。したがって、水素は0.25ml/100gAl以下のできるだけ少ない含有量とすることが好ましい。
[アルミニウム合金鍛造材の製造方法]
次に、本発明に係るAl合金鍛造材の製造方法について説明する。本発明の製造方法は、前記記載のアルミニウム合金鍛造材の製造方法であって、溶解工程と、鋳造工程と、均質化熱処理工程と、鍛造工程と、調質工程とを含むものである。また、必要に応じて表面処理工程、脱ガス工程を含んでもよい。
次に、本発明に係るAl合金鍛造材の製造方法について説明する。本発明の製造方法は、前記記載のアルミニウム合金鍛造材の製造方法であって、溶解工程と、鋳造工程と、均質化熱処理工程と、鍛造工程と、調質工程とを含むものである。また、必要に応じて表面処理工程、脱ガス工程を含んでもよい。
(溶解工程)
溶解工程は、前記化学成分組成のAl合金を溶解して溶湯とする工程である。
溶解工程は、前記化学成分組成のAl合金を溶解して溶湯とする工程である。
(鋳造工程)
鋳造工程は、前記化学成分組成に溶解調整された溶湯を鋳造して鋳塊とする工程である。そして、連続鋳造圧延法、半連続鋳造法(DC鋳造法)、ホットトップ鋳造法等の通常の溶解鋳造法を適宜選択して鋳造する。なお、鋳塊の形状は、丸棒などのインゴットやスラブ形状などがあり、特に制限されるものではない。
鋳造工程は、前記化学成分組成に溶解調整された溶湯を鋳造して鋳塊とする工程である。そして、連続鋳造圧延法、半連続鋳造法(DC鋳造法)、ホットトップ鋳造法等の通常の溶解鋳造法を適宜選択して鋳造する。なお、鋳塊の形状は、丸棒などのインゴットやスラブ形状などがあり、特に制限されるものではない。
また、鋳造工程は、溶湯を、10℃/sec以上の冷却速度で冷却して鋳塊とすることが好ましい。この冷却速度であれば、粒界上に存在するAl-Fe-Si-(Mn、Cr、Zr)系晶出物の平均粒径をより小さくすることができ、晶出物同士の平均間隔をより大きくすることができる。この結果、Al合金鍛造材の強度、靭性、耐食性がより向上する。ここで、溶湯の冷却速度は、液相線温度から固相線温度までの平均冷却速度とする。
(均質化熱処理工程)
均質化熱処理工程は、前記鋳塊に均質化熱処理を施す工程である。均質化熱処理工程では、保持温度400~560℃で鋳塊に均質化熱処理を施すことが好ましい。
均質化熱処理工程は、前記鋳塊に均質化熱処理を施す工程である。均質化熱処理工程では、保持温度400~560℃で鋳塊に均質化熱処理を施すことが好ましい。
保持温度が560℃以下であれば、前記(Fe、Mn、Cr、Zr)3SiAl12系分散粒子自体が粗大化しにくく、分散粒子自体の数も増加しやすい。そして、結晶粒内に微細な分散粒子を比較的多数分散存在させることができ、未再結晶組織が得られやすい。
この結果、Al合金鍛造材の強度、靭性、耐食性が向上する。
この結果、Al合金鍛造材の強度、靭性、耐食性が向上する。
一方、保持温度が400℃以上であれば、前記(Fe、Mn、Cr、Zr)3SiAl12系分散粒子の析出サイズが再結晶を抑制しないサイズまで小さくなりにくく再結晶抑制に寄与する分散粒子自体の数が増加しやすい。また、Al-Fe-Si-(Mn、Cr、Zr)系晶出物を十分に固溶させることができ、後述する調質工程後のAl合金鍛造材の組織の粒界上に存在するMg2SiやAl-Fe-Si-(Mn、Cr、Zr)系晶出物の平均粒径を小さくしやすく、これら晶出物同士の平均間隔を大きくしやすくなる。この結果、Al合金鍛造材の強度、靭性、耐食性が向上する。したがって、保持温度は400~560℃の範囲とすることが好ましい。
なお、分散粒子を安定的に析出させるため保持温度での保持時間は、3hr以上が好ましい。さらに、均質化熱処理には、空気炉、誘導加熱炉、硝石炉などが適宜用いられる。ここで、鋳塊の昇温速度は、室温から保持温度到達までの平均昇温速度とする。
(鍛造工程)
鍛造工程は、均質化熱処理された前記鋳塊を鍛造素材とし、前記鍛造素材を加熱して熱間鍛造を施す工程である。
鍛造工程では、メカニカルプレスや油圧プレスなどにより鋳塊または押出棒等の鍛造素材を熱間鍛造する。この際、鍛造素材の熱間鍛造の開始温度は、500℃以上とすることが好ましい。開始温度が500℃以上であれば、鍛造組織における亜結晶粒組織の割合が増加し、鍛造組織の粒界が増加するため、Mg2Siの析出が促進される。その結果、Al合金鍛造材の強度、靭性、耐食性が向上する。したがって、開始温度は500℃以上とすることが好ましい。開始温度は、再結晶抑制の観点から、より好ましくは520℃以上である。
鍛造工程は、均質化熱処理された前記鋳塊を鍛造素材とし、前記鍛造素材を加熱して熱間鍛造を施す工程である。
鍛造工程では、メカニカルプレスや油圧プレスなどにより鋳塊または押出棒等の鍛造素材を熱間鍛造する。この際、鍛造素材の熱間鍛造の開始温度は、500℃以上とすることが好ましい。開始温度が500℃以上であれば、鍛造組織における亜結晶粒組織の割合が増加し、鍛造組織の粒界が増加するため、Mg2Siの析出が促進される。その結果、Al合金鍛造材の強度、靭性、耐食性が向上する。したがって、開始温度は500℃以上とすることが好ましい。開始温度は、再結晶抑制の観点から、より好ましくは520℃以上である。
また、鍛造素材の熱間鍛造の鍛造終了温度は400℃以上とすることが好ましい。本発明においては、高温で塑性加工することで動的回復を促進し、加工後の転位密度を下げることができる。その結果、再結晶による結晶粒粗大化を抑制することができる。これにより、Al合金鍛造材の組織を未再結晶組織にすることでAl合金鍛造材の強度、靭性、耐食性を向上させることができる。鍛造終了温度が400℃以上であれば、動的回復が促進され、Al合金鍛造材の強度、靭性、耐食性が向上する。したがって、鍛造終了温度は400℃以上とすることが好ましい。より好ましくは420℃以上である。
さらに、Al合金鍛造材に残留する鋳造組織を無くし、強度と靱性をより向上させるために、鍛造素材として、鋳塊を均質化熱処理後、押出や圧延加工したものを使用してもよい。
そして、鍛造素材の熱間鍛造の鍛造終了温度を好ましくは400℃以上、より好ましくは420℃以上にするためには、熱間鍛造の前に再加熱を実施したり、高温に保持できる金型を使用する等の工夫が必要である。
そして、鍛造素材の熱間鍛造の鍛造終了温度を好ましくは400℃以上、より好ましくは420℃以上にするためには、熱間鍛造の前に再加熱を実施したり、高温に保持できる金型を使用する等の工夫が必要である。
なお、熱間鍛造はメカニカル鍛造方式で行うことが好ましく、鍛造回数も3回以内で行うことが好ましい。また、Al合金鍛造材の形状は、最終製品形状に近いニアネットシェイプ形状などがあり、特に制限されるものではない。最終製品形状の一例としては、図3に示すような自動車足回り部品が挙げられる。なお、鍛造後の鍛造材は、トリムにより不要部分を取除いてもよい。
(調質工程)
調質工程は、Al合金鍛造材の必要な強度、靱性および耐食性を得るために、鍛造工程の後に、溶体化処理と、焼入処理と、乾燥処理と、過時効処理とを行う工程である。一般的に、調質工程は、具体的には、T6(溶体化処理および焼入処理後、最大強さを得る人工時効硬化処理)、T7(溶体化処理および焼入処理後、最大強さを得る人工時効硬化処理条件を超えて過時効処理)、T8(溶体化処理および焼入処理後、冷間加工を行い、更に最大強さを得る人工時効硬化処理)等がある。
本発明においては、調質工程は、前記鍛造工程の後に、溶体化処理と、20~70℃で30分以内の焼入処理と、1hr以内の乾燥処理と、180~220℃で2~24hrの過時効処理とをこの順に施す。
調質工程は、Al合金鍛造材の必要な強度、靱性および耐食性を得るために、鍛造工程の後に、溶体化処理と、焼入処理と、乾燥処理と、過時効処理とを行う工程である。一般的に、調質工程は、具体的には、T6(溶体化処理および焼入処理後、最大強さを得る人工時効硬化処理)、T7(溶体化処理および焼入処理後、最大強さを得る人工時効硬化処理条件を超えて過時効処理)、T8(溶体化処理および焼入処理後、冷間加工を行い、更に最大強さを得る人工時効硬化処理)等がある。
本発明においては、調質工程は、前記鍛造工程の後に、溶体化処理と、20~70℃で30分以内の焼入処理と、1hr以内の乾燥処理と、180~220℃で2~24hrの過時効処理とをこの順に施す。
溶体化処理は、保持温度500~580℃の範囲で行うことが好ましい。保持温度が500℃以上であれば、溶体化が促進されて、Mg2Siの固溶が多くなり、0.2%耐力が向上する。一方、保持温度が580℃以下であれば、局所的な溶融、結晶粒の粗大化が生じにくく、0.2%耐力が向上する。したがって、保持温度は500~580℃とすることが好ましい。
なお、溶体化処理における保持時間、昇温速度は、0.2%耐力を保証するために、保持時間20分~20時間、昇温速度100℃/hr以上とすることが好ましい。ここで、Al合金鍛造材の昇温速度は、溶体化処理の投入時温度から保持温度到達までの平均昇温速度とする。
なお、溶体化処理における保持時間、昇温速度は、0.2%耐力を保証するために、保持時間20分~20時間、昇温速度100℃/hr以上とすることが好ましい。ここで、Al合金鍛造材の昇温速度は、溶体化処理の投入時温度から保持温度到達までの平均昇温速度とする。
焼入処理は、20~70℃の温度で行う。焼入処理の温度が20℃未満では、急冷されるため鍛造材内部と外部の温度が大きくなり歪が発生してしまう。一方、焼入処理の温度が70℃を超えると、冷却速度が遅すぎて、冷却途中で強度に寄与しない粗大な析出物が形成され十分な0.2%耐力を得ることができなくなる。また、焼入処理の温度は、Q相に影響を及ぼす。したがって、焼入処理の温度は20~70℃とする。好ましくは30~60℃である。
また、焼入処理の時間は、30分以内とする。焼入処理の時間が30分を超えると、焼入中に析出が始まり、十分な0.2%耐力を得ることができなくなる。また、焼入処理の時間は、Q相に影響を及ぼす。したがって、焼入処理の時間は、30分以内とする。なお、焼入処理の時間の下限については、Al合金鍛造材のサイズや質量によって変わるものであり、焼入処理の効果を得るのに必要な時間とすればよい。
焼入処理は、水中、温湯中へ浸漬する、あるいは、水や温湯をシャワーする冷却により行い、冷却速度は、靭性、疲労特性の低下を防止するため、40℃/sec以上で行うことが好ましい。また、溶体化処理には、空気炉、誘導加熱炉、硝石炉などが適宜用いられる。
また、焼入処理の時間は、30分以内とする。焼入処理の時間が30分を超えると、焼入中に析出が始まり、十分な0.2%耐力を得ることができなくなる。また、焼入処理の時間は、Q相に影響を及ぼす。したがって、焼入処理の時間は、30分以内とする。なお、焼入処理の時間の下限については、Al合金鍛造材のサイズや質量によって変わるものであり、焼入処理の効果を得るのに必要な時間とすればよい。
焼入処理は、水中、温湯中へ浸漬する、あるいは、水や温湯をシャワーする冷却により行い、冷却速度は、靭性、疲労特性の低下を防止するため、40℃/sec以上で行うことが好ましい。また、溶体化処理には、空気炉、誘導加熱炉、硝石炉などが適宜用いられる。
Al合金鍛造材の表面に水分が残ると、表面に付着した水分から水素原子がAl合金鍛造材中へ侵入し、時効処理時に水素分子となって膨張してブリスター(ふくれ)と呼ばれる表面欠陥ができる。したがって、焼き入処理の後は、Al合金鍛造材を十分に乾燥させてから時効させる。ただし、乾燥処理の時間は、1hr以内とする。乾燥処理の時間が1hrを超えると、後述するように、自然時効により強度に寄与しない析出物(クラスターI)が形成されてしまう。
次に、乾燥処理について具体的に説明する。
図5は、焼入処理後の乾燥時間が長い場合の組織について説明するための模式図である。図6は、焼入処理後の乾燥時間が短い場合の組織について説明するための模式図である。図7は、乾燥時間が長い場合と、乾燥時間が短い場合における、時効処理の時間とアルミニウム合金鍛造材の強度の関係を示すグラフである。
図5は、焼入処理後の乾燥時間が長い場合の組織について説明するための模式図である。図6は、焼入処理後の乾燥時間が短い場合の組織について説明するための模式図である。図7は、乾燥時間が長い場合と、乾燥時間が短い場合における、時効処理の時間とアルミニウム合金鍛造材の強度の関係を示すグラフである。
焼入処理の後の組織では、乾燥処理によって、結晶粒に、強度に寄与しない析出物であるクラスターI、および、強度に寄与する析出物であるクラスターIIが生成される。ただし、後述するように、乾燥時間が短い場合は、クラスターIIは生成されない場合もある。クラスターIおよびクラスターIIは、Si、Mg、Cuが凝集したものである。
図5に示すように、焼入処理後の乾燥時間が長い(1hrを超える)と、乾燥処理後に、結晶粒10に多数のクラスターI21と、少数のクラスターII22が生成される。
そして、時効処理の初期には、クラスターI21は再固溶により徐々に消滅していく。一方、クラスターII22は、析出物となり、Q相30およびβ相31の前駆体であるG.P.ゾーン25を経て、Q相30となる(β相31となる場合もある)。また、新たなG.P.ゾーン25も生成される。このG.P.ゾーン25は、時効処理中に生成される新たなクラスターII22が変化したものである。
そして、時効処理の完了時には、G.P.ゾーン25はQ相30あるいはβ相31となる。クラスターI21は再固溶により消滅する。
そして、時効処理の初期には、クラスターI21は再固溶により徐々に消滅していく。一方、クラスターII22は、析出物となり、Q相30およびβ相31の前駆体であるG.P.ゾーン25を経て、Q相30となる(β相31となる場合もある)。また、新たなG.P.ゾーン25も生成される。このG.P.ゾーン25は、時効処理中に生成される新たなクラスターII22が変化したものである。
そして、時効処理の完了時には、G.P.ゾーン25はQ相30あるいはβ相31となる。クラスターI21は再固溶により消滅する。
なお、図7に示すように、乾燥時間が長い場合(符号L)では、乾燥時間が短い場合(符号S)に比べて、強度のピークが遅れる。
乾燥時間が長いと、クラスターI21が多数生成されることにより、再固溶する時間の分、強度のピークが遅れる。そのため、クラスターII22より生成したQ相30やβ相31は過時効になりすぎ、図7に示すように、乾燥時間が長い場合(符号L)では、乾燥時間が短い場合(符号S)に比べて、Al合金鍛造材のピーク強度が低下する。
乾燥時間が長いと、クラスターI21が多数生成されることにより、再固溶する時間の分、強度のピークが遅れる。そのため、クラスターII22より生成したQ相30やβ相31は過時効になりすぎ、図7に示すように、乾燥時間が長い場合(符号L)では、乾燥時間が短い場合(符号S)に比べて、Al合金鍛造材のピーク強度が低下する。
一方、図6に示すように、焼入処理後の乾燥時間が短い(1hr以内)と、乾燥処理後に、結晶粒10に少数のクラスターI21が生成される。なお、クラスターII22は、わずかに生成されるか、ほとんど生成されない。
そして、時効処理の初期には、クラスターI21は再固溶により徐々に消滅していく。一方、G.P.ゾーン25が生成される。このG.P.ゾーン25は、時効処理中に生成される新たなクラスターII22が変化したものである。
なお、乾燥時間が短い場合は、乾燥時間が長い場合に比べて乾燥処理中に生成されるクラスターI21が少ないため、時効処理中に生成される新たなクラスターII22が増える。そのため、時効処理の初期に生成されるG.P.ゾーン25は、乾燥時間が長い場合に比べて多くなる。
そして、時効処理の完了時には、G.P.ゾーン25はQ相30あるいはβ相31となる。一方、クラスターI21は再固溶により消滅する。
そして、時効処理の初期には、クラスターI21は再固溶により徐々に消滅していく。一方、G.P.ゾーン25が生成される。このG.P.ゾーン25は、時効処理中に生成される新たなクラスターII22が変化したものである。
なお、乾燥時間が短い場合は、乾燥時間が長い場合に比べて乾燥処理中に生成されるクラスターI21が少ないため、時効処理中に生成される新たなクラスターII22が増える。そのため、時効処理の初期に生成されるG.P.ゾーン25は、乾燥時間が長い場合に比べて多くなる。
そして、時効処理の完了時には、G.P.ゾーン25はQ相30あるいはβ相31となる。一方、クラスターI21は再固溶により消滅する。
なお、乾燥時間が短い場合には、さらに時効処理を進めても、強度に寄与する析出物は生成されない。そのため、図7に示すように、乾燥時間が短い場合(符号S)では、乾燥時間が長い場合(符号L)に比べて、強度のピークが早まる。
さらに、乾燥時間が短いと、強度に寄与しないクラスターI21の生成がわずかなため、強度に寄与するクラスターII22に凝集するSi、Mg、Cu量が増える。そのため、図7に示すように、乾燥時間が短い場合(符号S)では、乾燥時間が長い場合(符号L)に比べて、Al合金鍛造材の強度が向上する。
さらに、乾燥時間が短いと、強度に寄与しないクラスターI21の生成がわずかなため、強度に寄与するクラスターII22に凝集するSi、Mg、Cu量が増える。そのため、図7に示すように、乾燥時間が短い場合(符号S)では、乾燥時間が長い場合(符号L)に比べて、Al合金鍛造材の強度が向上する。
以上説明したように、乾燥処理の時間は1hr以内とすることで、Al合金鍛造材の強度を向上させることができる。さらに、強度のピークが早まることで、時効処理の時間を短くすることができ、生産性を向上させることができる。したがって、乾燥処理の時間は1hr以内とする。好ましくは0.5hr以内である。乾燥は表面を十分乾燥させることができるのであれば従来公知の方法で行えばよい。なお、Al合金鍛造材の表面は、水分が残らないように乾けばよい。例えば、ファンを使用することで、強制的に10秒で乾燥させることができる。
次に、時効処理について説明する。
Al合金鍛造材の耐食性、耐応力腐食割れ性は、粒界析出物と大きな関係がある。時効硬化処理が亜時効あるいはピーク時効では、微細な粒界析出物が高密度で析出するため、粒界析出物を起点とした腐食が連続して生じやすくなる。ここで、過時効処理とすることで粒界析出物は粗大化する。過時効処理とすることで粒界析出物の間隔が広がるため、一定量の腐食が進んだ後の腐食は進みにくくなる。結果として、過時効処理を行うことで腐食し難くすることができる。
Al合金鍛造材の耐食性、耐応力腐食割れ性は、粒界析出物と大きな関係がある。時効硬化処理が亜時効あるいはピーク時効では、微細な粒界析出物が高密度で析出するため、粒界析出物を起点とした腐食が連続して生じやすくなる。ここで、過時効処理とすることで粒界析出物は粗大化する。過時効処理とすることで粒界析出物の間隔が広がるため、一定量の腐食が進んだ後の腐食は進みにくくなる。結果として、過時効処理を行うことで腐食し難くすることができる。
また、過時効処理は、その温度と時間が過時効処理後のQ相に大きく影響する。このため、それまでの製造履歴を考慮した上で、必要な0.2%耐力を得るとともに、他に必要な靱性や伸び、耐食性を得るための条件を選択する必要がある。この点、合金元素量や過時効処理までの製造履歴(条件)によっても異なり、個々の製造工程や製造設備での確認が必要ではあるが、強度、靱性および耐食性を向上させるために、過時効処理は、180~220℃×2~24hrの範囲から選択する。
処理温度が180℃未満、あるいは、処理時間が2hr未満では、過時効処理が不十分となり、強度、および耐食性が低下する。また、処理温度が220℃を超えると、あるいは、処理時間が24hrを超えると、強度、伸び、および靱性が低下する。したがって、過時効処理は、180~220℃で2~24hrとする。処理温度は、好ましくは180~200℃である。また、処理時間は、好ましくは4~12hrである。
なお、過時効処理には、空気炉、誘導加熱炉、オイルバスなどが適宜用いられる。
なお、過時効処理には、空気炉、誘導加熱炉、オイルバスなどが適宜用いられる。
(表面処理工程)
表面処理工程は、前記調質工程の後のAl合金鍛造材に、表面処理を行う工程である。
表面処理の方法としては、例えば、カチオン電着、表面塗装(例えばジオメット(登録商標)や、粉体塗装)による表面処理が挙げられる。カチオン電着や、表面塗装の方法は特に規定されるものではなく、従来公知の方法で行えばよい。
表面処理を施すことで、Al合金鍛造材の耐食性がさらに向上する。
表面処理工程は、前記調質工程の後のAl合金鍛造材に、表面処理を行う工程である。
表面処理の方法としては、例えば、カチオン電着、表面塗装(例えばジオメット(登録商標)や、粉体塗装)による表面処理が挙げられる。カチオン電着や、表面塗装の方法は特に規定されるものではなく、従来公知の方法で行えばよい。
表面処理を施すことで、Al合金鍛造材の耐食性がさらに向上する。
また、表面処理としては、ショットブラスト処理を行ってもよい。
ショットブラスト処理の方法は特に規定されるものではなく、従来公知の方法で行えばよい。
ショットブラスト処理を行うことで、アルミニウム合金鍛造材の表面に圧縮の残留応力が負荷され、応力腐食割れの原因である引張応力を低減することができる。
ショットブラスト処理の方法は特に規定されるものではなく、従来公知の方法で行えばよい。
ショットブラスト処理を行うことで、アルミニウム合金鍛造材の表面に圧縮の残留応力が負荷され、応力腐食割れの原因である引張応力を低減することができる。
本発明の化学成分組成内で、Cu添加量の多い化学成分組成では、90日間で応力腐食割れは発生しないが、信頼性を高めるため、さらに長期間となる180日間の応力腐食割れ試験を行ったところ、応力腐食割れが発生した。これに対し、ガラスビーズを使い、0.3MPaで90秒間のショットブラスト処理をしたところ、180日においても応力腐食割れは発生しなかった。
また、本発明の製造方法は、溶解工程と鋳造工程との間に脱ガス工程を含むことが好ましい。
(脱ガス工程)
脱ガス工程は、溶解工程で溶解された溶湯から水素ガスを除去(脱ガス処理)し、アルミニウム合金100g中の水素ガス濃度を0.25ml以下に制御する工程である。そして、水素ガスの除去は、溶湯の成分調整、介在物の除去のための保持炉において行い、溶湯をフラクシング、塩素精錬、または、インライン精錬することによって行われるが、脱水素ガス装置にスニフまたはポーラスプラグ(特開2002-146447号公報参照)を用いて、溶湯にアルゴン等の不活性ガスを吹き込むことによって水素ガスを除去することが好ましい。
(脱ガス工程)
脱ガス工程は、溶解工程で溶解された溶湯から水素ガスを除去(脱ガス処理)し、アルミニウム合金100g中の水素ガス濃度を0.25ml以下に制御する工程である。そして、水素ガスの除去は、溶湯の成分調整、介在物の除去のための保持炉において行い、溶湯をフラクシング、塩素精錬、または、インライン精錬することによって行われるが、脱水素ガス装置にスニフまたはポーラスプラグ(特開2002-146447号公報参照)を用いて、溶湯にアルゴン等の不活性ガスを吹き込むことによって水素ガスを除去することが好ましい。
ここで、水素ガス濃度の確認は、鋳造工程で製造された鋳塊、または、鍛造工程で製造された鍛造材の水素ガス濃度を測定することによって行われる。そして、鋳塊の水素ガス濃度は、例えば、均質化熱処理前の鋳塊からサンプルを切り出し、アルコールとアセトンで超音波洗浄を行ったものを、例えば、不活性ガス気流融解熱伝導度法(LIS A06-1993)により測定することによって求めることができる。また、鍛造材の水素ガス濃度は、例えば、鍛造材からサンプルを切り出し、NaOH溶液に浸漬後、硝酸で表面の酸化皮膜を除去し、アルコールとアセトンで超音波洗浄を行ったものを、例えば、真空加熱抽出容量法(LIS A06-1993)により測定することによって求めることができる。
また、本発明の製造方法は、鍛造工程の前にフォージングロール等によるプリフォーム工程を設けることも可能である。
次に、本発明の実施例について説明する。
[第1実施例]
表1に示す化学成分組成のAl合金鋳塊(φ68mm径×580mm長さの丸棒)を、ホットトップ鋳造法により、20℃/secの冷却速度により鋳造した。そして、この鋳塊を、昇温速度5℃/minとして、550℃×4hrで均質化熱処理した。
[第1実施例]
表1に示す化学成分組成のAl合金鋳塊(φ68mm径×580mm長さの丸棒)を、ホットトップ鋳造法により、20℃/secの冷却速度により鋳造した。そして、この鋳塊を、昇温速度5℃/minとして、550℃×4hrで均質化熱処理した。
更に、鍛造開始温度を520℃、鍛造終了温度を420℃で、上下金型を用いたメカニカル鍛造により合計の鍛造加工率が75%となるように3回の熱間鍛造を行い、図3、4に示す自動車足回り部材形状のAl合金鍛造材を製造した。この鍛造材は最薄肉部の厚みが6mmであった。
次に、Al合金鍛造材を空気炉で550℃で4hrの溶体化処理した後、40℃で15分の水冷(水焼入れ)を行い、水分がなくまるまで10分間の乾燥処理を行った。引き続いて空気炉で190℃で5hrの過時効処理を行った。
そして、前記Al合金鍛造材の最大応力発生部位から3個の試験片を採取し、表2に示すように、組織の形態として、短軸の平均結晶粒子径、面積率、Q相の長軸サイズを測定した。また、Al合金鍛造材の特性として、強度の指標となる引張強度および0.2%耐力、伸びなどの引張特性や、靱性の指標となるシャルピー衝撃値(機械的性質)の調査を行った。また、表2の各値は、各々3個の採取試験片の平均値を示す。なお、試験片については、図4の符号7の箇所から、JISZ2241(2011)の4号試験片のサブサイズとなる、平行部の径φ7mm、標点距離25mm、全長90mmを採取した。
平均結晶粒径(μm)は、図4に示す符号7の箇所で測定した。平均結晶粒径(μm)は、鍛造材の切断面をバーカー氏液でエッチング後、光学顕微鏡の偏光観察にて50倍で撮影し、結晶粒径の長軸と直交する方向に直線を引いて当該直線上の結晶粒数を測定し、測定した結晶粒数で直線の距離を除することにより算出した(図2参照)。ただし、各測定箇所は、アルミニウム合金鍛造材の表面の再結晶層を除くことができるように、例えば、ここではアルミニウム合金鍛造材の表面から2mmの部位を除いた部位とした。
再結晶粒が占める面積割合は、以下のようにして測定した。なお、リブについては、図4に示す符号7と、符号8の各部分との2箇所で測定した。ウエブについては、図4に示す符号9の箇所で測定した。
リブおよびウエブの前記各観察部位(断面組織)試料を0.05~0.1mm機械研磨した後、塩化第II銅にてエッチングした。規定部位をデジタルカメラで撮影後、画像処理して、観察視野面積に対する再結晶面積の割合を算出した。
リブおよびウエブの前記各観察部位(断面組織)試料を0.05~0.1mm機械研磨した後、塩化第II銅にてエッチングした。規定部位をデジタルカメラで撮影後、画像処理して、観察視野面積に対する再結晶面積の割合を算出した。
Q相の長軸は、図4に示す符号7の箇所で測定した。Q相の長軸は以下のようにして測定した。まず、「過塩素酸:エタノール=1:9」と、「硝酸:メタノール=1:3」の2種類の溶液を用いた電解研磨法によって透過型電子顕微鏡(TEM)での観察用の薄膜試料(厚さ700~1200nm)とした。そして、この薄膜試料の組織を、母相に対し、ビームを<001>で入射し、観察面を母相に対し(100)とし、透過型電子顕微鏡を加速電圧120kVとして5視野を観察した。観察の倍率は50万倍である。そして、観察した組織からQ相の長軸を測定し、5視野のすべてにおけるQ相の平均値として算出した。
そして、引張強度、0.2%耐力、伸びの測定は、JISZ2241(2011)の規定に準じて行った。また、シャルピー衝撃値は、JISZ2242(2005)の規定に準じて行った。なお、引張強度が380MPa以上、0.2%耐力が360MPa以上、伸びが10%以上、シャルピー衝撃値が10J/cm2以上であるとき、良好であるとした。
また、別途、Al合金鍛造材からCリングの試験片を採取し、応力腐食割れ試験を行った。応力腐食割れ試験条件は、前記Cリング試験片を用いてASTM G47(2011)の交互浸漬法の規定に準じて行った。試験条件は、Cリング試験片に、試験片のLT方向の耐力の75%の応力を負荷した状態で、10分間の塩水への浸漬と塩水から引き上げて50分間の自然乾燥とを繰り返して90日間行い、試験片の応力腐食割れ発生の有無を確認した。応力腐食割れが発生している場合を耐応力腐食割れ性が×(不良)、応力腐食割れではないが、応力腐食割れに至る可能性の高い粒界腐食が発生している場合を耐応力腐食割れ性が△(やや不良)、応力腐食割れや粒界腐食が発生していない場合を耐応力腐食割れ性が○(良好)、全くアルミ合金部が腐食していない場合を耐応力腐食割れ性が◎(特に良好)とした。これらの結果を表2に示す。

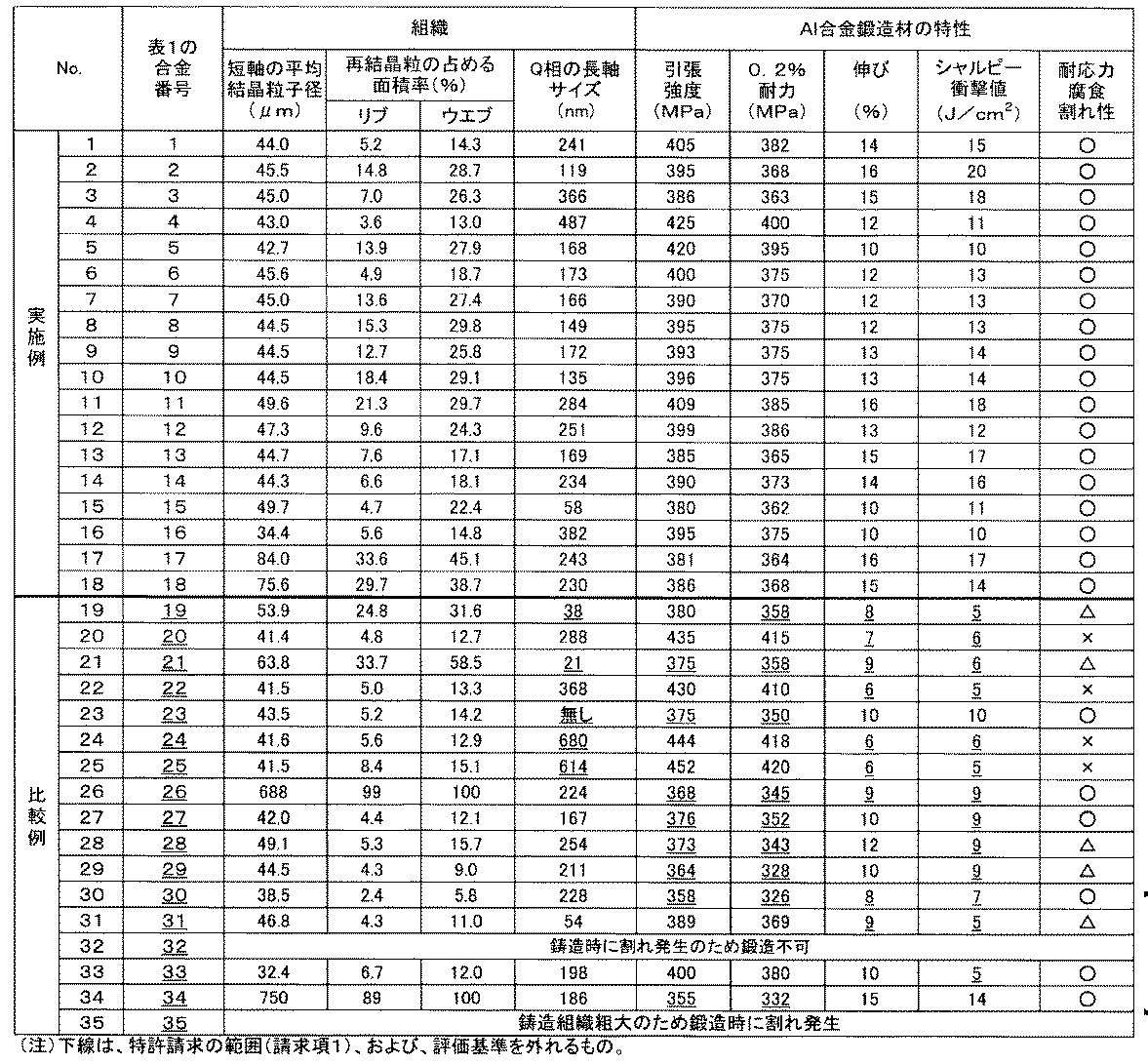
表1、表2に示すように、本発明の特許請求の範囲を満足するAl合金鍛造材(No.1~18:実施例)は、引張強度、0.2%耐力、シャルピー衝撃値および耐応力腐食割れ性が優れていた。一方、本発明の特許請求の範囲を満足しないAl合金鍛造材(No.19~35:比較例)は、以下の不具合があった。
No.19は、Mg含有量が下限値未満であり、Q相の長軸サイズが下限値未満であるため、0.2%耐力、伸び、シャルピー衝撃値および耐応力腐食割れ性が劣っていた。No.20は、Mg含有量が上限値を超えるため、伸び、シャルピー衝撃値および耐応力腐食割れ性が劣っていた。No.21は、Si含有量が下限値未満であり、Q相の長軸サイズが下限値未満であるため、全ての評価項目が劣っていた。No.22は、Si含有量が上限値を超えるため、伸び、シャルピー衝撃値および耐応力腐食割れ性が劣っていた。No.23は、Cu含有量が下限値未満であり、Q相が形成されていないため、引張強度、0.2%耐力が劣っていた。No.24は、Cu含有量が上限値を超え、Q相の長軸サイズが上限値を超えるため、伸び、シャルピー衝撃値および耐応力腐食割れ性が劣っていた。No.25は、Mg、SiおよびCuの含有量が上限値を超え、Q相の長軸サイズが上限値を超えるため、伸び、シャルピー衝撃値および耐応力腐食割れ性が劣っていた。
No.26は、Mn、CrおよびZrを含有してないため、引張強度、0.2%耐力、伸びおよびシャルピー衝撃値が劣っていた。No.27は、Mn含有量が上限値を超えるため、引張強度、0.2%耐力およびシャルピー衝撃値が劣っていた。No.28は、Cr含有量が上限値を超えるため、引張強度、0.2%耐力、シャルピー衝撃値および耐応力腐食割れ性が劣っていた。No.29は、Zr含有量が上限値を超えるため、引張強度、0.2%耐力、シャルピー衝撃値および耐応力腐食割れ性が劣っていた。No.30は、Mn、CrおよびZrの含有量が上限値を超えるため、引張強度、0.2%耐力、伸びおよびシャルピー衝撃値が劣っていた。
No.31は、Fe含有量が上限値を超えるため、伸び、シャルピー衝撃値および耐応力腐食割れ性が劣っていた。No.32は、Fe含有量が下限値未満であるため、鋳造時に割れが発生し鍛造不可であった。No.33は、Ti含有量が上限値を超えるため、シャルピー衝撃値が劣っていた。No.34は、Mn、CrおよびZrの含有量が全て下限値未満であるため、引張強度および0.2%耐力が劣っていた。No.35は、Tiが含有されていないため、鋳造組織が粗大となり鍛造時に割れが発生した。
[第2実施例]
表3に示す条件にて、図3、4に示す自動車足回り部材形状のAl合金鍛造材を製造した。この鍛造材は最薄肉部の厚みが6mmであった。なお、各サンプルにおいて、均質化熱処理は、保持温度が550~570℃の範囲で、保持時間が4時間の条件で行ない、鍛造開始温度は500~520℃の範囲、鍛造終了温度は380~420℃の範囲の条件で行った。また、溶体化処理温度は550~580℃の温度範囲で行った。その他の調質工程の条件は表3に示すとおりである。なお、その他の製造条件は第1実施例と同様である。
表3に示す条件にて、図3、4に示す自動車足回り部材形状のAl合金鍛造材を製造した。この鍛造材は最薄肉部の厚みが6mmであった。なお、各サンプルにおいて、均質化熱処理は、保持温度が550~570℃の範囲で、保持時間が4時間の条件で行ない、鍛造開始温度は500~520℃の範囲、鍛造終了温度は380~420℃の範囲の条件で行った。また、溶体化処理温度は550~580℃の温度範囲で行った。その他の調質工程の条件は表3に示すとおりである。なお、その他の製造条件は第1実施例と同様である。
そして、前記Al合金鍛造材の最大応力発生部位から3個の試験片を採取し、表3に示すように、組織の形態として、短軸の平均結晶粒子径、面積率、Q相の長軸サイズを測定した。また、Al合金鍛造材の特性として、強度の指標となる引張強度および0.2%耐力、伸びなどの引張特性や、靱性の指標となるシャルピー衝撃値(機械的性質)の調査を行った。また、表3の各値は、各々3個の採取試験片の平均値を示す。組織の形態の測定方法、および、Al合金鍛造材の特性の評価方法は第1実施例と同様である。これらの結果を表3に示す。
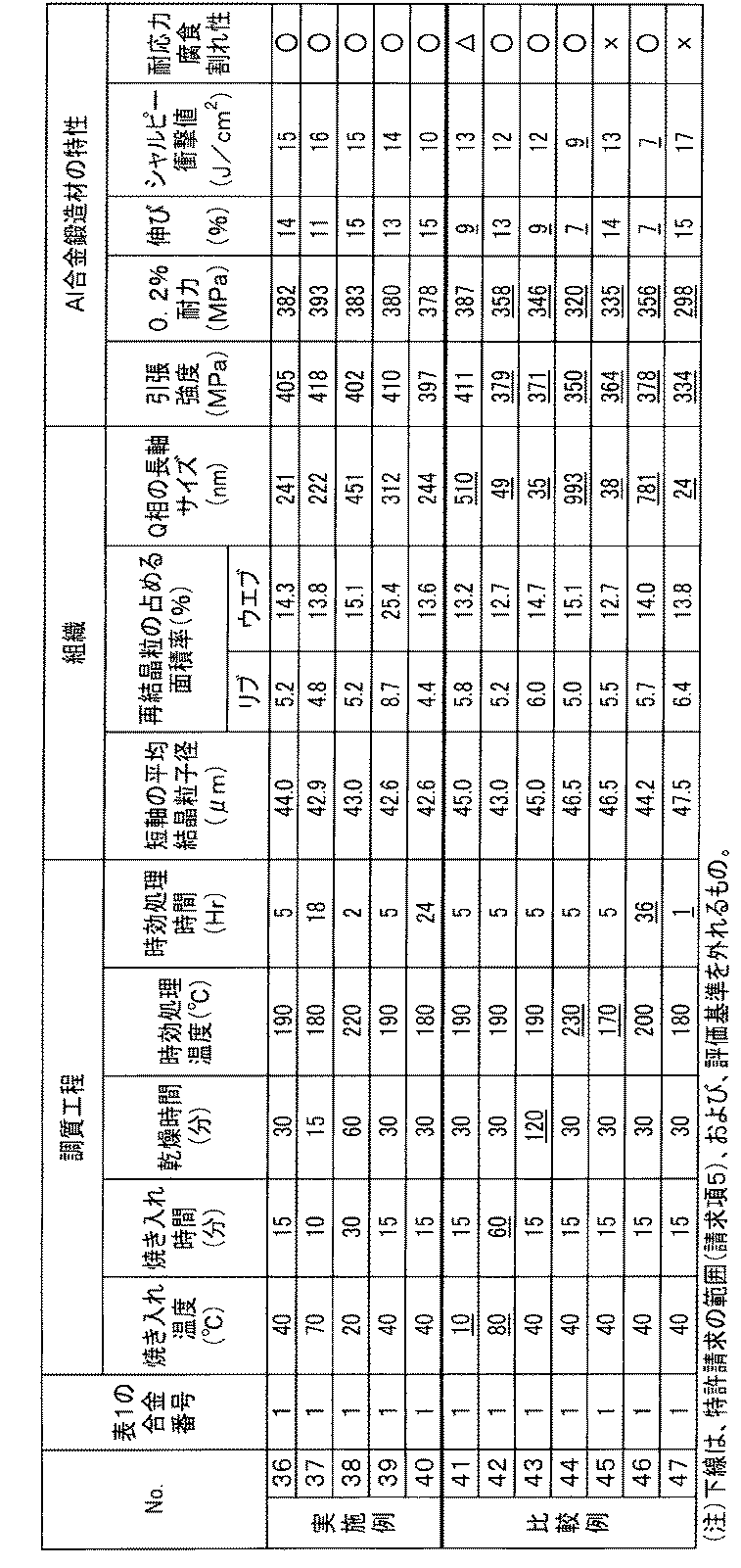
表3に示すように、本発明の特許請求の範囲を満足するAl合金鍛造材(No.36~40:実施例)は、引張強度、0.2%耐力、シャルピー衝撃値および耐応力腐食割れ性が優れていた。一方、本発明の特許請求の範囲を満足しないAl合金鍛造材(No.41~47:比較例)は、以下の不具合があった。
No.41は調質工程の焼き入れ温度が下限値未満であり、Q相の長軸サイズが上限値を超えるため、伸びおよび耐応力腐食割れ性が劣っていた。No.42は調質工程の焼き入れ温度および焼入れ時間が上限値を超え、Q相の長軸サイズが下限値未満であるため、引張強度および0.2%耐力が劣っていた。No.43は調質工程の乾燥時間が上限値を超え、Q相の長軸サイズが下限値未満であるため、引張強度、0.2%耐力および伸びが劣っていた。
No.44は調質工程の過時効処理温度が上限値を超え、Q相の長軸サイズが上限値を超えるため、引張強度、0.2%耐力、伸びおよびシャルピー衝撃値が劣っていた。No.45は調質工程の過時効処理温度が下限値未満であり、Q相の長軸サイズが下限値未満であるため、引張強度、0.2%耐力および耐応力腐食割れ性が劣っていた。No.46は調質工程の過時効処理時間が上限値を超え、Q相の長軸サイズが上限値を超えるため、引張強度、0.2%耐力、伸びおよびシャルピー衝撃値が劣っていた。No.47は調質工程の過時効処理時間が下限値未満であり、Q相の長軸サイズが下限値未満であるため、引張強度、0.2%耐力および耐応力腐食割れ性が劣っていた。
[第3実施例]
表4に示す条件でAl合金鍛造材に表面処理を行い、耐応力腐食割れ性について評価した。評価方法は第1実施例と同様である。
表4に示す条件でAl合金鍛造材に表面処理を行い、耐応力腐食割れ性について評価した。評価方法は第1実施例と同様である。
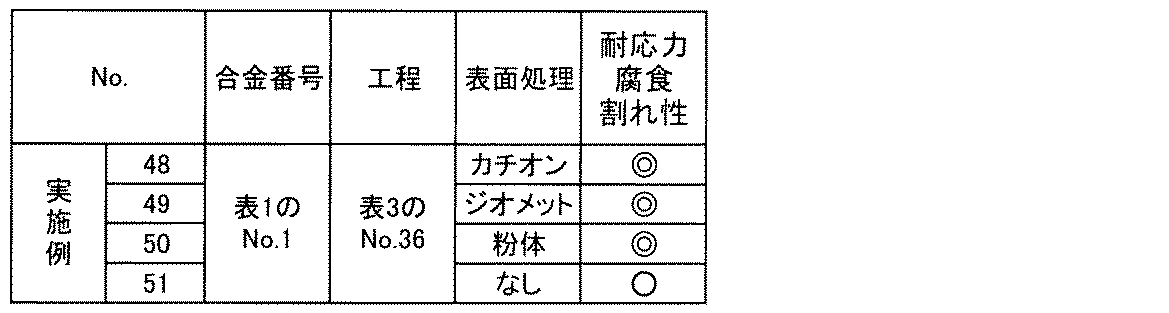
表4に示すように、表面処理を行ったNo.48~50のアルミニウム合金鍛造材は、表面処理を行わなかったNo.51のアルミニウム合金鍛造材に比べ、耐応力腐食割れ性に優れていた。
本出願は、出願日が2014年3月27日である日本国特許出願、特願第2014-066679号および、出願日が2014年12月19日である日本国特許出願、特願第2014-258032号を基礎出願とする優先権主張を伴い、特願第2014-066679号および特願第2014-258032号は参照することにより本明細書に取り込まれる。
1 自動車足回り部品(アルミニウム合金鍛造材)
2a、2b アーム部
3a、3b、3c リブ
4a、4b ウエブ
5a、5b、5c ジョイント部
6a、6b 最大応力発生部位(断面方向)
7、8、9 試料採取部位
10 結晶粒
21 クラスターI
22 クラスターII
25 G.P.ゾーン
30 Q相
31 β相
2a、2b アーム部
3a、3b、3c リブ
4a、4b ウエブ
5a、5b、5c ジョイント部
6a、6b 最大応力発生部位(断面方向)
7、8、9 試料採取部位
10 結晶粒
21 クラスターI
22 クラスターII
25 G.P.ゾーン
30 Q相
31 β相
Claims (5)
- Mg:0.70~1.50質量%、Si:0.80~1.30質量%、Cu:0.30~0.90質量%、Fe:0.10~0.40質量%、Ti:0.005~0.15質量%を含み、更に、Mn:0.10~0.60質量%、Cr:0.10~0.45質量%およびZr:0.05~0.30質量%のうち一種または二種以上を含み、残部がAlおよび不可避的不純物からなるアルミニウム合金鍛造材であって、
最大応力が発生する部位でのQ相の長軸が50~500nmであることを特徴とするアルミニウム合金鍛造材。 - 最大応力が発生する部位での平均結晶粒径が短軸で50.0μm以下、最大応力が発生する部位を含む幅方向断面における再結晶粒の占める面積率が30.0%以下であることを特徴とする請求項1に記載のアルミニウム合金鍛造材。
- 表面処理が施されたことを特徴とする請求項1または請求項2に記載のアルミニウム合金鍛造材。
- ショットブラスト処理が施されたことを特徴とする請求項1または請求項2に記載のアルミニウム合金鍛造材。
- Mg:0.70~1.50質量%、Si:0.80~1.30質量%、Cu:0.30~0.90質量%、Fe:0.10~0.40質量%、Ti:0.005~0.15質量%を含み、更に、Mn:0.10~0.60質量%、Cr:0.10~0.45質量%およびZr:0.05~0.30質量%のうち一種または二種以上を含み、残部がAlおよび不可避的不純物からなるアルミニウム合金鍛造材の製造方法であって、
前記組成を有するアルミニウム合金を溶解して溶湯とする溶解工程と、
前記溶湯を鋳造して鋳塊とする鋳造工程と、
前記鋳塊に均質化熱処理を施す均質化熱処理工程と、
均質化熱処理された前記鋳塊を鍛造素材とし、前記鍛造素材を加熱して熱間鍛造を施す鍛造工程と、
前記鍛造工程の後に、溶体化処理と、20~70℃で30分以内の焼入処理と、1hr以内の乾燥処理と、180~220℃で2~24hrの過時効処理とをこの順に施す調質工程と、を含むことを特徴とするアルミニウム合金鍛造材の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15770178.0A EP3124633B1 (en) | 2014-03-27 | 2015-03-13 | An automotive suspension part and method for producing same |
| CN201580014882.XA CN106103765B (zh) | 2014-03-27 | 2015-03-13 | 铝合金锻造材及其制造方法 |
| US15/122,426 US20170073802A1 (en) | 2014-03-27 | 2015-03-13 | Forged aluminum alloy material and method for producing same |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-066679 | 2014-03-27 | ||
| JP2014066679 | 2014-03-27 | ||
| JP2014258032A JP5901738B2 (ja) | 2014-03-27 | 2014-12-19 | アルミニウム合金鍛造材およびその製造方法 |
| JP2014-258032 | 2014-12-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015146654A1 true WO2015146654A1 (ja) | 2015-10-01 |
Family
ID=54195177
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/057581 WO2015146654A1 (ja) | 2014-03-27 | 2015-03-13 | アルミニウム合金鍛造材およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3124633B1 (ja) |
| JP (1) | JP5901738B2 (ja) |
| CN (1) | CN106103765B (ja) |
| WO (1) | WO2015146654A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017106665A1 (en) * | 2015-12-18 | 2017-06-22 | Novelis Inc. | High strength 6xxx aluminum alloys and methods of making the same |
| CN106893900A (zh) * | 2015-12-14 | 2017-06-27 | 株式会社神户制钢所 | 汽车用铝合金锻造材 |
| WO2017170429A1 (ja) * | 2016-03-28 | 2017-10-05 | 株式会社神戸製鋼所 | 自動車用アルミニウム合金鍛造材の製造方法 |
| WO2017207603A1 (en) | 2016-06-01 | 2017-12-07 | Aleris Aluminum Duffel Bvba | 6xxx-series aluminium alloy forging stock material and method of manufacting thereof |
| US10538834B2 (en) | 2015-12-18 | 2020-01-21 | Novelis Inc. | High-strength 6XXX aluminum alloys and methods of making the same |
| US20200277691A1 (en) * | 2017-10-31 | 2020-09-03 | Howmet Aerospace Inc. | Aluminum alloys, and methods for producing the same |
| CN114952194A (zh) * | 2022-06-08 | 2022-08-30 | 中汽研汽车检验中心(天津)有限公司 | 一种碰撞假人肋骨弹簧钢材料及其制作方法 |
| US11932928B2 (en) | 2018-05-15 | 2024-03-19 | Novelis Inc. | High strength 6xxx and 7xxx aluminum alloys and methods of making the same |
| WO2024142830A1 (ja) * | 2022-12-27 | 2024-07-04 | 株式会社レゾナック | アルミニウム合金鍛造用素材、アルミニウム合金鍛造品及びその製造方法 |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3051697B1 (fr) * | 2016-05-27 | 2018-05-11 | Saint Jean Industries | Procede de fabrication d'une piece constituee au moins partiellement d'un alliage metallique, et methode d'optimisation. |
| CN106498242A (zh) * | 2016-11-14 | 2017-03-15 | 安徽名杰净化科技有限公司 | 一种耐腐蚀空气净化器铝合金防护罩制备方法 |
| CN106939386B (zh) * | 2017-05-19 | 2019-03-19 | 重庆大学 | 一种高强度快速硬化的汽车车身用Al-Mg-Si-Cu合金及其制备方法 |
| DE102017116556B4 (de) | 2017-07-21 | 2022-02-03 | Leiber Group Gmbh & Co. Kg | Schmiedeverfahren, insbesondere Leichtbaulegierungsschmiedeverfahren |
| MX2020003528A (es) * | 2017-10-23 | 2020-07-29 | Novelis Inc | Aleaciones de aluminio de alta resistencia, altamente formables y metodos para su fabricacion. |
| CN107955893B (zh) * | 2017-12-01 | 2020-08-21 | 宁波拓普汽车电子有限公司 | 一种铝合金转向节的锻造成型方法 |
| WO2019122076A1 (en) | 2017-12-21 | 2019-06-27 | Constellium Extrusion Decin S.R.O. | 6xxx aluminium alloy extruded forging stock and method of manufacturing thereof |
| EP3737565A4 (en) * | 2018-01-12 | 2021-10-20 | Accuride Corporation | ALUMINUM WHEELS AND METHOD OF MANUFACTURING |
| CN109207748B (zh) * | 2018-08-17 | 2020-05-19 | 清华大学 | 一种锻造用铝合金铸坯制备方法及铸坯的锻造工艺 |
| CN109778087A (zh) * | 2019-03-22 | 2019-05-21 | 中信戴卡股份有限公司 | 一种车轮热处理及抛丸方法 |
| JP7459496B2 (ja) | 2019-12-13 | 2024-04-02 | 株式会社レゾナック | アルミニウム合金鍛造材の製造方法 |
| JP2021127507A (ja) * | 2020-02-14 | 2021-09-02 | 昭和電工株式会社 | アルミニウム合金鍛造材の製造方法 |
| JP7469072B2 (ja) * | 2020-02-28 | 2024-04-16 | 株式会社神戸製鋼所 | アルミニウム合金鍛造材及びその製造方法 |
| JP7528476B2 (ja) | 2020-03-11 | 2024-08-06 | 株式会社レゾナック | アルミニウム合金鍛造品およびアルミニウム合金鍛造品の製造方法 |
| JP7528475B2 (ja) | 2020-03-11 | 2024-08-06 | 株式会社レゾナック | アルミニウム合金鍛造品およびアルミニウム合金鍛造品の製造方法 |
| JP7528474B2 (ja) | 2020-03-11 | 2024-08-06 | 株式会社レゾナック | アルミニウム合金鍛造品およびアルミニウム合金鍛造品の製造方法 |
| JP7528473B2 (ja) | 2020-03-11 | 2024-08-06 | 株式会社レゾナック | アルミニウム合金鍛造品およびアルミニウム合金鍛造品の製造方法 |
| JP7565728B2 (ja) | 2020-09-08 | 2024-10-11 | 日軽金アクト株式会社 | アルミニウム合金製鍛造部材及びその製造方法 |
| CN112962006A (zh) * | 2021-02-02 | 2021-06-15 | 山东裕航特种合金装备有限公司 | 一种高强度、耐长期热稳定铝合金型材的制造方法 |
| JP2022137762A (ja) * | 2021-03-09 | 2022-09-22 | トヨタ自動車株式会社 | アルミニウム合金鍛造材の製造方法 |
| CN113798430B (zh) * | 2021-08-11 | 2024-06-14 | 广东华昌集团有限公司 | 基于共挤压的钢铝导电轨的制备方法及导电轨 |
| CN113684401B (zh) * | 2021-08-25 | 2022-11-15 | 航桥新材料科技(滨州)有限公司 | 一种高服役传动轴用铝合金及其制备方法 |
| JP2023094446A (ja) * | 2021-12-23 | 2023-07-05 | 株式会社レゾナック | アルミニウム合金鍛造品 |
| CN114670510B (zh) * | 2022-03-29 | 2024-04-30 | 华峰铝业有限公司 | 一种铝合金复合板材 |
| CN114959373A (zh) * | 2022-04-29 | 2022-08-30 | 常熟希那基汽车零件有限公司 | 6010铝合金材料、挤压工艺及挤压成型件 |
| CN115522147B (zh) * | 2022-08-15 | 2023-08-04 | 成都飞机工业(集团)有限责任公司 | 一种控制铝合金锻件加工变形的毛坯低应力制造方法 |
| CN116334455A (zh) * | 2023-03-09 | 2023-06-27 | 魏桥轻量化(苏州)科技有限公司 | 一种铝合金挤压型材的制备方法及应用 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004244698A (ja) * | 2003-02-17 | 2004-09-02 | Kobe Steel Ltd | 高強度冷延鋼板 |
| JP2007009273A (ja) * | 2005-06-30 | 2007-01-18 | Showa Denko Kk | アルミ合金製塑性加工品、その製造方法、自動車用部品、時効処理炉、およびアルミ合金製塑性加工品の製造システム |
| CN102787262A (zh) * | 2012-07-12 | 2012-11-21 | 苏州有色金属研究院有限公司 | 适用于热加工的高强度Al-Mg-Si-Cu合金及制备方法 |
| JP2013060627A (ja) * | 2011-09-13 | 2013-04-04 | Kobe Steel Ltd | 焼付け塗装硬化性に優れたアルミニウム合金板 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4768925B2 (ja) * | 2001-03-30 | 2011-09-07 | 昭和電工株式会社 | 塑性加工用アルミニウム合金鋳塊の製造方法、アルミニウム合金塑性加工品の製造方法およびアルミニウム合金塑性加工品 |
| JP3726087B2 (ja) * | 2003-04-18 | 2005-12-14 | 株式会社神戸製鋼所 | 輸送機構造材用アルミニウム合金鍛造材およびその製造方法 |
| CN101365818B (zh) * | 2006-03-31 | 2011-03-23 | 株式会社神户制钢所 | 铝合金锻造构件及其制造方法 |
| JP2009041113A (ja) * | 2008-10-31 | 2009-02-26 | Showa Denko Kk | 自動車用部品 |
| JP5431233B2 (ja) * | 2010-03-31 | 2014-03-05 | 株式会社神戸製鋼所 | アルミニウム合金鍛造材およびその製造方法 |
-
2014
- 2014-12-19 JP JP2014258032A patent/JP5901738B2/ja active Active
-
2015
- 2015-03-13 CN CN201580014882.XA patent/CN106103765B/zh active Active
- 2015-03-13 WO PCT/JP2015/057581 patent/WO2015146654A1/ja active Application Filing
- 2015-03-13 EP EP15770178.0A patent/EP3124633B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004244698A (ja) * | 2003-02-17 | 2004-09-02 | Kobe Steel Ltd | 高強度冷延鋼板 |
| JP2007009273A (ja) * | 2005-06-30 | 2007-01-18 | Showa Denko Kk | アルミ合金製塑性加工品、その製造方法、自動車用部品、時効処理炉、およびアルミ合金製塑性加工品の製造システム |
| JP2013060627A (ja) * | 2011-09-13 | 2013-04-04 | Kobe Steel Ltd | 焼付け塗装硬化性に優れたアルミニウム合金板 |
| CN102787262A (zh) * | 2012-07-12 | 2012-11-21 | 苏州有色金属研究院有限公司 | 适用于热加工的高强度Al-Mg-Si-Cu合金及制备方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3124633A4 * |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106893900A (zh) * | 2015-12-14 | 2017-06-27 | 株式会社神户制钢所 | 汽车用铝合金锻造材 |
| EP3187604A1 (en) * | 2015-12-14 | 2017-07-05 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Forged aluminum alloy for automobiles |
| US10538834B2 (en) | 2015-12-18 | 2020-01-21 | Novelis Inc. | High-strength 6XXX aluminum alloys and methods of making the same |
| US12043887B2 (en) | 2015-12-18 | 2024-07-23 | Novelis Inc. | High strength 6xxx aluminum alloys and methods of making the same |
| WO2017106665A1 (en) * | 2015-12-18 | 2017-06-22 | Novelis Inc. | High strength 6xxx aluminum alloys and methods of making the same |
| US11920229B2 (en) | 2015-12-18 | 2024-03-05 | Novelis Inc. | High strength 6XXX aluminum alloys and methods of making the same |
| JP2019501288A (ja) * | 2015-12-18 | 2019-01-17 | ノベリス・インコーポレイテッドNovelis Inc. | 高強度6xxxアルミニウム合金及びその作製方法 |
| RU2691081C1 (ru) * | 2015-12-18 | 2019-06-10 | Новелис Инк. | Высокопрочные алюминиевые сплавы 6xxx и способы их получения |
| US10513766B2 (en) | 2015-12-18 | 2019-12-24 | Novelis Inc. | High strength 6XXX aluminum alloys and methods of making the same |
| JP2017179413A (ja) * | 2016-03-28 | 2017-10-05 | 株式会社神戸製鋼所 | 自動車用アルミニウム合金鍛造材の製造方法 |
| WO2017170429A1 (ja) * | 2016-03-28 | 2017-10-05 | 株式会社神戸製鋼所 | 自動車用アルミニウム合金鍛造材の製造方法 |
| WO2017207603A1 (en) | 2016-06-01 | 2017-12-07 | Aleris Aluminum Duffel Bvba | 6xxx-series aluminium alloy forging stock material and method of manufacting thereof |
| US20200277691A1 (en) * | 2017-10-31 | 2020-09-03 | Howmet Aerospace Inc. | Aluminum alloys, and methods for producing the same |
| US11608551B2 (en) * | 2017-10-31 | 2023-03-21 | Howmet Aerospace Inc. | Aluminum alloys, and methods for producing the same |
| US11932928B2 (en) | 2018-05-15 | 2024-03-19 | Novelis Inc. | High strength 6xxx and 7xxx aluminum alloys and methods of making the same |
| CN114952194A (zh) * | 2022-06-08 | 2022-08-30 | 中汽研汽车检验中心(天津)有限公司 | 一种碰撞假人肋骨弹簧钢材料及其制作方法 |
| WO2024142830A1 (ja) * | 2022-12-27 | 2024-07-04 | 株式会社レゾナック | アルミニウム合金鍛造用素材、アルミニウム合金鍛造品及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5901738B2 (ja) | 2016-04-13 |
| EP3124633A4 (en) | 2017-10-25 |
| CN106103765B (zh) | 2019-11-08 |
| CN106103765A (zh) | 2016-11-09 |
| JP2015193903A (ja) | 2015-11-05 |
| EP3124633A1 (en) | 2017-02-01 |
| EP3124633B1 (en) | 2019-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5901738B2 (ja) | アルミニウム合金鍛造材およびその製造方法 | |
| JP5863626B2 (ja) | アルミニウム合金鍛造材およびその製造方法 | |
| KR101148421B1 (ko) | 알루미늄 합금 단조재 및 그 제조방법 | |
| JP5698695B2 (ja) | 自動車用アルミニウム合金鍛造材およびその製造方法 | |
| JP5837026B2 (ja) | 自動車用アルミニウム合金鍛造材及びその製造方法 | |
| TWI592498B (zh) | Aluminum alloy plastic processed products, manufacturing method thereof and automobile parts | |
| JP5421613B2 (ja) | 耐軟化性に優れた高強度アルミニウム合金線棒材およびその製造方法 | |
| CN102549185B (zh) | 弯曲破碎性和耐腐蚀性优异的铝合金挤压材 | |
| JP5723192B2 (ja) | アルミニウム合金鍛造材およびその製造方法 | |
| JP5830006B2 (ja) | 強度に優れたアルミニウム合金押出材 | |
| JP6022882B2 (ja) | 高強度アルミニウム合金押出材及びその製造方法 | |
| JP2012207302A (ja) | 熱処理型Al−Zn−Mg系アルミニウム合金押出材の製造方法 | |
| WO2012165086A1 (ja) | アルミニウム合金及びそれを用いた押出形材の製造方法 | |
| JPWO2017169962A1 (ja) | 耐食性に優れ、良好な焼入れ性を有する高強度アルミニウム合金押出材及びその製造方法 | |
| WO2016204043A1 (ja) | 高強度アルミニウム合金熱間鍛造材 | |
| JP6182490B2 (ja) | アルミニウム合金鍛造材 | |
| JP4498180B2 (ja) | Zrを含むAl−Zn−Mg−Cu系アルミニウム合金及びその製造方法 | |
| WO2015141647A1 (ja) | 構造材用アルミニウム合金板 | |
| US20170073802A1 (en) | Forged aluminum alloy material and method for producing same | |
| JP2004084058A (ja) | 輸送機構造材用アルミニウム合金鍛造材の製造方法およびアルミニウム合金鍛造材 | |
| JP2006274415A (ja) | 高強度構造部材用アルミニウム合金鍛造材 | |
| JP2004315938A (ja) | 輸送機構造材用アルミニウム合金鍛造材およびその製造方法 | |
| JP5308907B2 (ja) | Al合金鍛造製品の製造方法 | |
| JP2001107168A (ja) | 耐食性に優れた高強度高靱性アルミニウム合金鍛造材 | |
| JP2003277868A (ja) | 耐応力腐食割れ性に優れたアルミニウム合金鍛造材および鍛造材用素材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15770178 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015770178 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015770178 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15122426 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |