WO2015133346A1 - Procédé de fabrication d'une plaque de verre incurvée pourvue d'un film antireflet - Google Patents
Procédé de fabrication d'une plaque de verre incurvée pourvue d'un film antireflet Download PDFInfo
- Publication number
- WO2015133346A1 WO2015133346A1 PCT/JP2015/055407 JP2015055407W WO2015133346A1 WO 2015133346 A1 WO2015133346 A1 WO 2015133346A1 JP 2015055407 W JP2015055407 W JP 2015055407W WO 2015133346 A1 WO2015133346 A1 WO 2015133346A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass
- antiglare film
- plate
- film
- curved
- Prior art date
Links
Images







Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B27/00—Optical systems or apparatus not provided for by any of the groups G02B1/00 - G02B26/00, G02B30/00
- G02B27/0018—Optical systems or apparatus not provided for by any of the groups G02B1/00 - G02B26/00, G02B30/00 with means for preventing ghost images
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/22—Surface treatment of glass, not in the form of fibres or filaments, by coating with other inorganic material
- C03C17/23—Oxides
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/025—Re-forming glass sheets by bending by gravity
- C03B23/0252—Re-forming glass sheets by bending by gravity by gravity only, e.g. sagging
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/006—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character
- C03C17/007—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character containing a dispersed phase, e.g. particles, fibres or flakes, in a continuous phase
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/22—Surface treatment of glass, not in the form of fibres or filaments, by coating with other inorganic material
- C03C17/23—Oxides
- C03C17/25—Oxides by deposition from the liquid phase
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C21/00—Treatment of glass, not in the form of fibres or filaments, by diffusing ions or metals in the surface
- C03C21/001—Treatment of glass, not in the form of fibres or filaments, by diffusing ions or metals in the surface in liquid phase, e.g. molten salts, solutions
- C03C21/002—Treatment of glass, not in the form of fibres or filaments, by diffusing ions or metals in the surface in liquid phase, e.g. molten salts, solutions to perform ion-exchange between alkali ions
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/11—Anti-reflection coatings
- G02B1/113—Anti-reflection coatings using inorganic layer materials only
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/02—Tempering or quenching glass products using liquid
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/20—Materials for coating a single layer on glass
- C03C2217/21—Oxides
- C03C2217/213—SiO2
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/40—Coatings comprising at least one inhomogeneous layer
- C03C2217/43—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase
- C03C2217/44—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the composition of the continuous phase
- C03C2217/445—Organic continuous phases
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/40—Coatings comprising at least one inhomogeneous layer
- C03C2217/43—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase
- C03C2217/46—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase
- C03C2217/48—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase having a specific function
- C03C2217/485—Pigments
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/70—Properties of coatings
- C03C2217/72—Decorative coatings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Definitions
- the present invention relates to a method for producing a curved glass plate with an antiglare film.
- a curved touch sensor is desired from the viewpoint of improving visibility.
- a curved front plate having high antiglare properties is required.
- the main object of the present invention is to provide a method capable of suitably producing a curved glass plate with an antiglare film having high antiglare properties.
- an antiglare film having a glass transition temperature (Tg) higher than that of the glass plate is formed on one main surface of the glass plate, and the antiglare film is attached.
- a film forming process for producing a glass flat plate is performed.
- the glass flat plate with an antiglare film is deformed while being heated, and a deformation process for producing a glass curved plate with an antiglare film is performed.
- an antiglare film is formed on a glass plate before deformation. For this reason, an anti-glare film excellent in uniformity can be formed.
- the glass transition temperature (Tg) of the antiglare film is higher than the glass transition temperature (Tg) of the glass flat plate, it is possible to suppress deformation or the like of the antiglare film in the deformation process.
- a glass curved plate with an antiglare film having an antiglare film with high uniformity of surface roughness can be obtained. Therefore, according to the first method for producing a glass curved plate with an antiglare film according to the present invention, a glass curved plate with an antiglare film having high antiglare properties can be suitably produced.
- the antiglare film usually has better scratch resistance as the glass transition temperature (Tg) is higher. Therefore, according to the first method for producing a glass curved plate with an antiglare film according to the present invention, a glass curved plate with an antiglare film having excellent scratch resistance can be suitably produced.
- the antiglare film preferably contains silicon oxide. This is because an antiglare film containing silicon oxide has a high glass transition temperature (Tg).
- an antiglare film containing silicon oxide is formed on one main surface of the glass flat plate to form a glass flat plate with an antiglare film. I do.
- the glass flat plate with an antiglare film is deformed while being heated, and a deformation process for producing a glass curved plate with an antiglare film is performed.
- an antiglare film is formed on a glass plate before deformation. For this reason, an anti-glare film excellent in uniformity can be formed.
- the antiglare film contains silicon oxide and the glass transition temperature (Tg) of the antiglare film is high, the antiglare film can be prevented from being deformed in the deformation process.
- Tg glass transition temperature
- a glass curved plate with an antiglare film having an antiglare film with high uniformity of surface roughness can be obtained. Therefore, according to the second method for producing a glass curved plate with an antiglare film according to the present invention, a glass curved plate with an antiglare film having high antiglare properties can be suitably produced.
- the antiglare film containing silicon oxide is excellent in scratch resistance. Therefore, according to the second method for producing a glass curved plate with an antiglare film according to the present invention, a glass curved plate with an antiglare film having excellent scratch resistance can be suitably produced.
- the manufacturing method of the 1st or 2nd anti-glare film-attached glass curved plate which concerns on this invention is further equipped with the reinforcement
- a glass curved plate with an antiglare film having higher strength can be produced.
- the curved glass plate with an antiglare film may be physically strengthened in the strengthening step.
- first or second method for producing a glass curved plate with an antiglare film physical strengthening may be performed by cooling the glass curved plate with an antiglare film heated in the deformation step.
- the manufacturing method of the 1st or 2nd antiglare film-attached glass curved plate which concerns on this invention may bake the apply
- the applied coating solution is heated in the film forming step, and in the deformation step, the temperature is equal to or higher than the heating temperature in the film forming step. You may heat.
- the glass plate with an antiglare film in the deformation step, is heated on a mold having a curved molding surface.
- the glass plate with anti-glare film may be obtained by softening and deforming the glass plate with anti-glare film.
- the glass plate with an antiglare film is preferably disposed so that the antiglare film faces the molding surface in the deformation step.
- an antiglare film may be formed on the other main surface of the glass flat plate in the film forming step.
- the thickness of the antiglare film is preferably 1.5 ⁇ m or less.
- the glass curved plate with an antiglare film in the deformation step, has a curvature in one direction and is inclined with respect to the one direction.
- the glass plate with the antiglare film may be deformed so as to have a curvature in the other direction.
- membrane which has high anti-glare property can be provided.
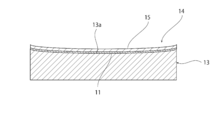
- FIG. 1 is a schematic cross-sectional view of a glass flat plate with an antiglare film in the first embodiment.
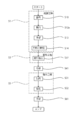
- FIG. 2 is a flowchart showing a manufacturing process of the curved glass plate with an antiglare film in the first embodiment.
- FIG. 3 is a schematic cross-sectional view for explaining a deformation process in the first embodiment.
- FIG. 4 is a schematic cross-sectional view of a glass curved plate with an antiglare film in the first embodiment.
- FIG. 5 is a flowchart showing the manufacturing process of the antiglare film-attached curved glass plate in the second embodiment.
- FIG. 6 is a flowchart showing a manufacturing process of a glass curved plate with an antiglare film in the third embodiment.
- FIG. 1 is a schematic cross-sectional view of a glass flat plate with an antiglare film in the first embodiment.
- FIG. 2 is a flowchart showing a manufacturing process of the curved glass plate with an antiglare film in the first embodiment.
- FIG. 7 is a flowchart showing a manufacturing process of a glass curved plate with an antiglare film in the fourth embodiment.
- FIG. 8 is a schematic cross-sectional view for explaining a deformation process in the fifth embodiment.
- FIG. 9 is a schematic cross-sectional view of a glass curved plate with an antiglare film in the fifth embodiment.
- This embodiment demonstrates the manufacturing method of the reinforced anti-glare film-attached glass curved plate.
- the use of the reinforced anti-glare film-coated glass plate produced in the present embodiment is not particularly limited.
- the reinforced glass plate with an antiglare film manufactured in the present embodiment can be suitably used for, for example, a touch panel, a vehicle instrument panel, and the like.
- the glass flat plate 10 shown in FIG. 1 is prepared.
- the glass flat plate 10 has a first main surface 10a and a second main surface 10b.
- the glass flat plate 10 may be made of any glass.
- a glass flat plate having a thermal expansion coefficient of 50 ⁇ 10 ⁇ 7 / ° C. or more is preferably used as the glass flat plate 10, and specifically, the thermal expansion coefficient is 50 ⁇ 10 ⁇ it is preferable to use a 7 / ° C.
- ⁇ glass plate is 120 ⁇ 10 -7 / °C.
- the glass flat plate 10 is chemically strengthened, it is preferable to use a glass flat plate containing 3% to 25% of an alkali metal oxide as a glass composition, specifically, Li 2 O + Na 2 O. It is preferable to use a glass plate containing 3% to 25%.
- the thickness of the glass flat plate 10 is not specifically limited.
- the thickness of the glass flat plate 10 can be, for example, about 0.3 mm to 15 mm.
- the antiglare film-attached glass flat plate 12 is formed on the second main surface 10b of the glass flat plate 10 by forming the antiglare film 11 (step S1: film forming step).
- the method for forming the antiglare film 11 is not particularly limited.
- the antiglare film 11 can be formed by, for example, a sputtering method, a chemical vapor deposition (CVD) method, or the like.
- the antiglare film 11 is formed by applying a coating liquid onto the second main surface 10b of the glass flat plate 10 (step S10: coating process) and drying it. It forms and it forms by baking the coating layer (step S11: baking process). Therefore, in the present embodiment, the film forming process (step S1) includes step S10 and step S11.
- the antiglare film 11 having a high glass transition temperature (Tg) can be easily produced by forming a coating layer by applying and drying the coating solution and baking the coating layer.
- step S21 for cooling the glass plate 12 with the antiglare film is performed.
- the antiglare film 11 includes amorphous.
- the antiglare film 11 may be composed of only amorphous or may include amorphous and crystalline. However, it is preferable that the antiglare film 11 is made of only amorphous. Since the anti-glare film 11 contains amorphous, it has a glass transition temperature (Tg).
- the glass transition temperature (Tg) of the antiglare film 11 is higher than the glass transition temperature (Tg) of the glass flat plate 10.
- the material of the antiglare film 11 is not particularly limited as long as the glass transition temperature (Tg) of the antiglare film 11 is higher than the glass transition temperature (Tg) of the glass plate 10.
- the antiglare film 11 may contain, for example, silicon oxide.
- the antiglare film 11 may be composed of a silicon oxide film.
- the thickness of the antiglare film 11 can be appropriately set according to characteristics such as optical characteristics required for the antiglare film 11, for example.
- the thickness of the antiglare film 11 can be 1.5 ⁇ m or less.
- the anti-glare film-coated glass flat plate 12 is deformed while being heated (deformation step: step S3).
- the glass plate 12 with the antiglare film is disposed on the molding surface 13 a of the mold 13.
- the molding surface 13a is curved.
- the molding surface 13a may be, for example, spherical, elliptical, parabolic or the like.
- the glass plate 12 with the antiglare film is heated (heating process: step S31) and deformed into a shape along the molding surface 13a (deformation process: step S32).
- the antiglare film-attached glass curved plate 14 shown in FIG. 4 is produced.
- step S3 it is preferable to dispose the glass plate 12 with the antiglare film on the molding surface 13a so that the antiglare film 11 faces the molding surface 13a. Thereby, it can suppress that the anti-glare film
- the shape of the antiglare film-attached glass curved plate 14 is not particularly limited.
- the antiglare film-attached glass curved plate 14 may have, for example, a shape having a curvature in one direction and a curvature in another direction different from the one direction.
- the antiglare film-attached glass curved plate 14 may be, for example, spherical, elliptical, paraboloidal, the first flat surface portion, the second flat surface portion, and the first and second flat surfaces. And a curved portion connecting the portions.
- step S41 After performing the deformation process of step S3, a cooling process (step S41) for cooling the antiglare film-attached glass curved plate 14 is performed.
- a strengthening step (step S5) for strengthening the antiglare film-attached glass curved plate 14 is performed.
- the strengthening step (step S5) first, after performing the heating step (step S51) for heating the glass curved plate 14 with the antiglare film, the strengthening step (step S52) is performed.
- the strengthening method of the antiglare film-attached glass curved plate 14 is not particularly limited.
- the antiglare film-attached glass curved plate 14 may be chemically strengthened by ion exchange or physically strengthened.
- the glass curved plate 14 with an antiglare film is physically strengthened in the strengthening process of step S52. That is, in the strengthening step of step S52, physical strengthening is performed by rapidly cooling the glass curved plate 14 with the antiglare film.
- strengthening is also called heat strengthening and means strengthening by forming a compressive-stress layer in the surface of a glass material by quenching the heated glass material.
- Physical strengthening includes air cooling strengthening, liquid cooling strengthening and the like. Physical strengthening is more productive than chemical strengthening. For this reason, it is preferable to perform physical reinforcement
- step S61 a cooling process is performed to cool the antiglare film-attached glass curved plate 14 to room temperature.
- the antiglare layer is constituted by the surface irregularity layer of the glass plate formed by etching or the like
- the antiglare layer is deformed in the strengthening step, and the antiglare effect is reduced.
- an antiglare film is provided on a glass plate, it is generally feared that the antiglare film is deformed in a deformation process involving heating, and the antiglare film is generally formed after strengthening.
- the antiglare film 11 having a glass transition temperature (Tg) higher than that of the glass flat plate 10 is formed.
- Tg glass transition temperature
- the anti-glare film 11 is not easily deformed in the deformation process or the strengthening process. Therefore, after forming the anti-glare film 11 on the glass flat plate 10, the deformation process and the strengthening process can be performed. Therefore, the antiglare film-attached glass curved plate 14 having the antiglare film 11 having a high antiglare property in both the central part and the peripheral part can be produced.
- the glass curved plate 15 is strengthened, it has high strength.
- the inorganic anti-glare film having a glass transition temperature (Tg) higher than that of the glass flat plate 10 is high in strength and has excellent scratch resistance.
- Tg glass transition temperature
- An antiglare film may be formed after the strengthening process.
- the heating temperature in the antiglare film firing step is increased, the strengthening is released. Therefore, in this case, the heating temperature in the baking process of the antiglare film must be lowered. Therefore, it is difficult to form an antiglare film having high strength and excellent scratch resistance.
- the strengthening process is performed after the antiglare film 11 is formed. Therefore, the antiglare film 11 can be baked at a high temperature. Therefore, the anti-glare film 11 having high strength and excellent scratch resistance can be formed.
- the antiglare film 11 preferably contains silicon oxide, and more preferably is constituted of a silicon oxide film.
- the heating temperature in the firing step is 200 ° C. or higher and the softening point (Ts) of the antiglare film 11 or lower.
- the heating temperature in each of the deformation step and the strengthening step is preferably not higher than the softening point (Ts) of the antiglare film 11, more preferably not higher than the glass transition temperature (Tg), and glass transition temperature (Tg). It is particularly preferable to set the temperature to 100 ° C. or lower.
- the compressive stress depth (DOL) of the compressive stress layer formed in the strengthening process and the compressive stress (CS) in the compressive stress layer are the same as those on the first main surface 10a side. 2 may differ from the main surface 10b side.
- the anti-glare film-curved glass plate 14 is undesirably deformed by compressive stress (CS), and it may be difficult to manufacture the anti-glare film-curved glass plate 14 having high shape accuracy.
- the thickness of the antiglare film 11 is preferably 1.5 ⁇ m or less, and more preferably 1.0 ⁇ m or less.
- the thickness of the antiglare film 11 is preferably 0.3 ⁇ m or more.
- FIG. 5 is a flowchart showing a manufacturing process of a glass curved plate with an antiglare film in a second embodiment.
- the coating layer is temporarily fired (temporary firing process: step S12).
- step S13 baking is performed in step S14 by heating to a temperature higher than the heating temperature at the time of temporary baking.
- the anti-glare film 11 can be baked in step S14. Therefore, the anti-glare film 11 having higher strength can be formed.
- step S14 the deformation process of step S32 is performed without performing the cooling process. For this reason, it is not always necessary to provide a heating process between step S14 and step S32.
- FIG. 6 is a flowchart showing the manufacturing process of the glass curved plate with an anti-glare film
- the degreasing process step S12a
- step S10 the degreasing process which removes the organic component contained in a coating liquid
- step S10 the degreasing process
- step S12a the degreasing process which removes the organic component contained in a coating liquid
- step S10 is performed following the application process of step S10.
- step S12a after cooling in step S13, baking is performed in step S14.
- the heating temperature in step S12a is lower than the heating temperature in step S12.
- the energy required for manufacture of the glass curved plate 14 with an anti-glare film can be reduced. Therefore, the manufacturing cost of the glass curved plate 14 with an anti-glare film can be reduced.
- FIG. 7 is a flowchart showing the manufacturing process of the glass curved plate with an anti-glare film
- the baking process by heating step S14
- the application process of step S10 is performed following the application process of step S10.
- the deformation process of step S32 is performed.
- the strengthening process of step S52 is performed without cooling.
- count of performing a heating process can be reduced. Therefore, the antiglare film-attached glass curved plate 14 can be manufactured easily and inexpensively with fewer steps.
- FIG. 8 is typical sectional drawing for demonstrating the deformation
- FIG. 9 is a schematic cross-sectional view of a glass curved plate with an antiglare film in the fifth embodiment.
- the antiglare film 11 is formed on the second main surface 10b of the glass flat plate 10, and the antiglare film is also formed on the first main surface 10a. 16 is formed.
- the compressive stress depth (DOL) and the compressive stress between the compressive stress layer formed on the first main surface 10a side and the compressive stress layer formed on the second main surface 10b side in the strengthening step can be reduced. Therefore, the antiglare film-attached glass curved plate 14 having higher shape accuracy can be manufactured.
- a printing step for printing a further film may be performed.
- a printing process of printing a light shielding film (black mask) on the peripheral edge of the cover member of the display panel or a decorative film for decoration may be performed.
- the printing process can be performed, for example, in the following manner.
- an Fe—Co—Cr black inorganic pigment and a silicone resin are mixed to prepare a paste.
- This paste is printed on the peripheral edge on the first main surface 10a of the glass flat plate 10 using a screen printing method.
- the light-shielding film inorganic pigment film
- the thickness of the light shielding film can be set to 10 ⁇ m, for example.
- the light shielding film may be formed on the same surface as the antiglare film 11, but it is more preferable that the light shielding film be formed on the surface opposite to the antiglare film 11.
- the average light transmittance at 400 nm to 700 nm of the light shielding film is preferably less than 0.3%.
- the pigment to be used may be either an organic pigment or an inorganic pigment, but an inorganic pigment having excellent heat resistance is more preferable.
- the inorganic pigment include, for example, white pigments such as TiO 2 , ZrO 2 , and ZrSiO 4 , blue pigments such as Co—Al—Zn, Co—Al—Si, and Co—Al—Ti, Al-Cr-based, Co-Ni-Ti-Zn-based green pigments, Ti-Sb-Cr-based, Ti-Ni-based yellow pigments, Co-Si-based red pigments, Ti-Fe-Zn-based, Fe -Zn-based, Fe-Ni-Cr-based, Zn-Fe-Cr-Al-based brown pigment, Fe-Mn-based, Fe-Co-Cr-based, Fe-Mn-Al-based, Cu-Cr-based, Cu--- Examples thereof include black pigments such as Cr—Fe and Cu—Cr—Mn.
- white pigments such as TiO 2 , ZrO 2 , and ZrSiO 4
- blue pigments such as Co—
- inorganic pigments can be used alone or in combination.
- the glass when it is a component contained in a glass composition such as TiO 2 , ZrO 2 , or ZrSiO 4 , the glass is not colored even when remelted and can be recycled.
- the printing paint can be prepared, for example, by mixing a polyimide resin, an (aromatic) polyamide resin, a fluorine resin, or the like, which is a resin having high heat resistance, in addition to the silicone resin, with the silicone resin.
- the printing process may be performed before the film forming process S1, the deformation process S3, and the strengthening process S5 (printing process ⁇ film forming process S1 ⁇ deforming process S3 ⁇ strengthening process S5).
- the printing process may be performed between the film formation process S1 and the deformation process S3 (film formation process S1 ⁇ printing process ⁇ deformation process S3 ⁇ strengthening process S5).
- the printing process may be performed, for example, between the deformation process S3 and the strengthening process S5 (film formation process S1 ⁇ deformation process S3 ⁇ printing process ⁇ strengthening process S5).
- step S5 In 1st Embodiment and 4th Embodiment, the example which performs a reinforcement
- a glass curved plate with an antiglare film was produced. Specifically, a glass curved plate with an antiglare film was produced in the following manner.
- Step S10 (application): A liquid containing SiO 2 was applied on a glass flat plate (T2X1 (unreinforced glass flat plate manufactured by Nippon Electric Glass Co., Ltd., 100 mm ⁇ 270 mm ⁇ 0.55 mm)) by a spray method.
- T2X1 unreinforced glass flat plate manufactured by Nippon Electric Glass Co., Ltd., 100 mm ⁇ 270 mm ⁇ 0.55 mm
- Step S11 (firing): Next, the glass flat plate coated with the liquid containing SiO 2 was fired at 180 ° C.
- Step S21 (cooling): The glass flat plate fired in step S11 was allowed to cool to produce a glass flat plate with an antiglare film.
- Step S31 Heating: A glass flat plate with an antiglare film was placed on the molding surface of a spherical mold and heated to 800 ° C. in an air atmosphere.
- Step S32 (deformation process): In step S31, the glass plate with the antiglare film was softened by heating, and deformed into a shape along the molding surface by its own weight.
- Step S41 (cooling): A glass plate with an antiglare film was produced by allowing the glass plate with an antiglare film deformed in step S32 to cool.
- Step S51 heating: A glass curved plate with an antiglare film was heated to 450 ° C. in an air atmosphere.
- Step 52 The antiglare film-curved glass plate heated in step S51 was chemically strengthened by immersing it in KNO 3 molten salt at 450 ° C. for 3 hours.
- Step S61 (cooling): The glass-reinforced curved plate with an antiglare film chemically strengthened in step S52 was allowed to cool.
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Optics & Photonics (AREA)
- General Physics & Mathematics (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Thermal Sciences (AREA)
- Inorganic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Composite Materials (AREA)
- Surface Treatment Of Glass (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Optical Elements Other Than Lenses (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
Abstract
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016506439A JP6583262B2 (ja) | 2014-03-03 | 2015-02-25 | アンチグレア膜付ガラス曲板の製造方法 |
| CN201580003435.4A CN105849060A (zh) | 2014-03-03 | 2015-02-25 | 附有防眩光膜的玻璃曲板的制造方法 |
| KR1020167017568A KR102256950B1 (ko) | 2014-03-03 | 2015-02-25 | 안티글레어막 부착 유리 곡판의 제조 방법 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-040562 | 2014-03-03 | ||
| JP2014040562 | 2014-03-03 | ||
| JP2014-251560 | 2014-12-12 | ||
| JP2014251560 | 2014-12-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015133346A1 true WO2015133346A1 (fr) | 2015-09-11 |
Family
ID=54055155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/055407 WO2015133346A1 (fr) | 2014-03-03 | 2015-02-25 | Procédé de fabrication d'une plaque de verre incurvée pourvue d'un film antireflet |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6583262B2 (fr) |
| KR (1) | KR102256950B1 (fr) |
| CN (1) | CN105849060A (fr) |
| TW (1) | TWI567414B (fr) |
| WO (1) | WO2015133346A1 (fr) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017094736A1 (fr) * | 2015-12-02 | 2017-06-08 | 旭硝子株式会社 | Procédé de fabrication de verre |
| WO2017094727A1 (fr) * | 2015-12-02 | 2017-06-08 | 旭硝子株式会社 | Procédé de fabrication de verre |
| WO2017094732A1 (fr) * | 2015-12-02 | 2017-06-08 | 旭硝子株式会社 | Procédé de fabrication de verre |
| KR20180016173A (ko) * | 2016-08-05 | 2018-02-14 | 엘지전자 주식회사 | 3차원 형상 글래스 제조방법 |
| JP2018024240A (ja) * | 2016-07-28 | 2018-02-15 | 旭硝子株式会社 | 透明基材およびその製造方法 |
| DE102017008996A1 (de) | 2016-09-27 | 2018-04-19 | Asahi Glass Company, Limited | Verfahren zur Herstellung eines Glasgegenstands und ein Glasgegenstand |
| DE102019002102A1 (de) | 2018-03-23 | 2019-09-26 | AGC Inc. | Glasgegenstand |
| JP2020512607A (ja) * | 2016-12-07 | 2020-04-23 | フラットフロッグ ラボラトリーズ アーベーFlatFrog Laboratories AB | 改良されたタッチ装置 |
| US10677963B2 (en) | 2015-11-20 | 2020-06-09 | AGC Inc. | Curved substrate with film, method for producing the same, and image display device |
| JP2020532768A (ja) * | 2017-09-06 | 2020-11-12 | フレックスエネーブル リミティッド | 曲面ディスプレイデバイスの組み立て方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107032635A (zh) * | 2017-05-19 | 2017-08-11 | 信利光电股份有限公司 | 一种曲面玻璃及其制作方法 |
| CN107352813A (zh) * | 2017-09-07 | 2017-11-17 | 信利光电股份有限公司 | 一种具有抗反射膜的3d玻璃的制作方法 |
| CN107586044A (zh) * | 2017-09-07 | 2018-01-16 | 信利光电股份有限公司 | 一种防眩光3d玻璃的制作方法 |
| CN111169056B (zh) * | 2018-11-12 | 2022-08-05 | 苏州维业达触控科技有限公司 | 一种防眩光扩散膜的制作方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11292568A (ja) * | 1997-12-09 | 1999-10-26 | Nippon Sheet Glass Co Ltd | 反射防止ガラス板、その製造方法および反射防止膜用被覆組成物 |
| JP2004511418A (ja) * | 2000-10-18 | 2004-04-15 | フラベーク ゾーラーグラース ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニ コマンディートゲゼルシャフト | 耐摩耗性の多孔質SiO2反射防止膜を有する安全ガラス |
| JP2010509175A (ja) * | 2006-11-14 | 2010-03-25 | サン−ゴバン グラス フランス | 多孔性層、その製造方法およびその用途 |
| US20130142994A1 (en) * | 2011-12-06 | 2013-06-06 | Guardian Industries Corp. | Coated articles including anti-fingerprint and/or smudge-reducing coatings, and/or methods of making the same |
| JP2013537873A (ja) * | 2010-09-01 | 2013-10-07 | エージーシー グラス ユーロップ | 反射防止層を被覆されたガラス基板 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9211909U1 (de) * | 1992-09-04 | 1992-10-22 | VEGLA Vereinigte Glaswerke GmbH, 5100 Aachen | Einbruchhemmende Autoglasscheibe |
| JPH1160294A (ja) * | 1997-06-10 | 1999-03-02 | Nippon Sheet Glass Co Ltd | 車両用合わせガラス |
| JP2003052272A (ja) * | 2001-08-09 | 2003-02-25 | Nippon Sheet Glass Co Ltd | 水槽用ガラス |
| JP2009047915A (ja) | 2007-08-20 | 2009-03-05 | Central Glass Co Ltd | 防眩性基板を有する表示装置 |
| CN102464456B (zh) * | 2010-11-16 | 2015-12-09 | 信义汽车玻璃(东莞)有限公司 | 一种防反射汽车玻璃及其制备方法 |
-
2015
- 2015-02-25 KR KR1020167017568A patent/KR102256950B1/ko active IP Right Grant
- 2015-02-25 WO PCT/JP2015/055407 patent/WO2015133346A1/fr active Application Filing
- 2015-02-25 JP JP2016506439A patent/JP6583262B2/ja active Active
- 2015-02-25 CN CN201580003435.4A patent/CN105849060A/zh active Pending
- 2015-03-03 TW TW104106712A patent/TWI567414B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11292568A (ja) * | 1997-12-09 | 1999-10-26 | Nippon Sheet Glass Co Ltd | 反射防止ガラス板、その製造方法および反射防止膜用被覆組成物 |
| JP2004511418A (ja) * | 2000-10-18 | 2004-04-15 | フラベーク ゾーラーグラース ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニ コマンディートゲゼルシャフト | 耐摩耗性の多孔質SiO2反射防止膜を有する安全ガラス |
| JP2010509175A (ja) * | 2006-11-14 | 2010-03-25 | サン−ゴバン グラス フランス | 多孔性層、その製造方法およびその用途 |
| JP2013537873A (ja) * | 2010-09-01 | 2013-10-07 | エージーシー グラス ユーロップ | 反射防止層を被覆されたガラス基板 |
| US20130142994A1 (en) * | 2011-12-06 | 2013-06-06 | Guardian Industries Corp. | Coated articles including anti-fingerprint and/or smudge-reducing coatings, and/or methods of making the same |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10677963B2 (en) | 2015-11-20 | 2020-06-09 | AGC Inc. | Curved substrate with film, method for producing the same, and image display device |
| DE112016001908B4 (de) | 2015-11-20 | 2022-12-29 | AGC Inc. | Gekrümmtes Substrat mit Film, Verfahren zu dessen Herstellung und Bildanzeigevorrichtung |
| WO2017094727A1 (fr) * | 2015-12-02 | 2017-06-08 | 旭硝子株式会社 | Procédé de fabrication de verre |
| WO2017094732A1 (fr) * | 2015-12-02 | 2017-06-08 | 旭硝子株式会社 | Procédé de fabrication de verre |
| JPWO2017094727A1 (ja) * | 2015-12-02 | 2018-09-20 | Agc株式会社 | ガラス製造方法 |
| WO2017094736A1 (fr) * | 2015-12-02 | 2017-06-08 | 旭硝子株式会社 | Procédé de fabrication de verre |
| JP2018024240A (ja) * | 2016-07-28 | 2018-02-15 | 旭硝子株式会社 | 透明基材およびその製造方法 |
| KR20180016173A (ko) * | 2016-08-05 | 2018-02-14 | 엘지전자 주식회사 | 3차원 형상 글래스 제조방법 |
| KR102558050B1 (ko) * | 2016-08-05 | 2023-07-21 | 엘지전자 주식회사 | 3차원 형상 글래스 제조방법 |
| US11073715B2 (en) | 2016-09-27 | 2021-07-27 | AGC Inc. | Method for producing glass article, and glass article |
| DE102017008996A1 (de) | 2016-09-27 | 2018-04-19 | Asahi Glass Company, Limited | Verfahren zur Herstellung eines Glasgegenstands und ein Glasgegenstand |
| JP2020512607A (ja) * | 2016-12-07 | 2020-04-23 | フラットフロッグ ラボラトリーズ アーベーFlatFrog Laboratories AB | 改良されたタッチ装置 |
| JP2022088506A (ja) * | 2016-12-07 | 2022-06-14 | フラットフロッグ ラボラトリーズ アーベー | 改良されたタッチ装置 |
| JP7165454B2 (ja) | 2016-12-07 | 2022-11-04 | フラットフロッグ ラボラトリーズ アーベー | 改良されたタッチ装置 |
| JP2020532768A (ja) * | 2017-09-06 | 2020-11-12 | フレックスエネーブル リミティッド | 曲面ディスプレイデバイスの組み立て方法 |
| JP7329501B2 (ja) | 2017-09-06 | 2023-08-18 | フレックスエネーブル テクノロジー リミティッド | 曲面ディスプレイデバイスの組み立て方法 |
| US11299420B2 (en) | 2018-03-23 | 2022-04-12 | AGC Inc. | Glass article |
| DE102019002102A1 (de) | 2018-03-23 | 2019-09-26 | AGC Inc. | Glasgegenstand |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6583262B2 (ja) | 2019-10-02 |
| TWI567414B (zh) | 2017-01-21 |
| CN105849060A (zh) | 2016-08-10 |
| TW201539021A (zh) | 2015-10-16 |
| KR102256950B1 (ko) | 2021-05-27 |
| JPWO2015133346A1 (ja) | 2017-04-06 |
| KR20160128292A (ko) | 2016-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6583262B2 (ja) | アンチグレア膜付ガラス曲板の製造方法 | |
| JP7331845B2 (ja) | 防眩性透明基体およびそれを備える表示装置 | |
| WO2017082199A1 (fr) | Plaque avec couche d'impression, dispositif d'affichage utilisant celle-ci, et verre avec couche fonctionnelle pour dispositifs d'affichage embarqués | |
| US20180022630A1 (en) | Mold, molding apparatus, and production method of bent glass | |
| JP2021504282A (ja) | 薄層のスタック及びエナメル層でコーティングされているガラスシート | |
| TWI842775B (zh) | 具有雙黏附系統的冷成型玻璃製品及用於冷成型玻璃製品的處理 | |
| JP2018512363A (ja) | 成形ガラス物品および該成形ガラス物品の製造方法 | |
| WO2015186753A1 (fr) | Plaque de verre trempée chimiquement dotée d'un film fonctionnel, son procédé de production et article | |
| WO2015002283A1 (fr) | Procédé de production de substrat de verre renforcé et substrat de verre renforcé | |
| WO2015115492A1 (fr) | Plaque de verre avec fonction antireflets pour cellules solaires | |
| JP7530911B2 (ja) | 印刷インク層を有する装飾ガラス | |
| KR20210097747A (ko) | 열적으로 매칭된 시스템을 갖는 냉간-성형 유리 물품 및 이를 형성하기 위한 공정 | |
| JP2016041481A (ja) | 防眩性反射防止膜付き透明基材および物品 | |
| EP3983349A1 (fr) | Élément décoratif en verre et son procédé de production | |
| TW202117418A (zh) | 用於在具有覆蓋玻璃的彎曲顯示器中提高可靠性和降低應力不均勻的周邊黏合劑 | |
| JP2023545540A (ja) | エナメルペースト組成物およびそのコーティング方法、ならびに化学的強化ガラス基板 | |
| CN211367395U (zh) | 玻璃构造体 | |
| JP6606451B2 (ja) | 高反射防止強化ガラスの製造方法 | |
| US11899228B2 (en) | Process for obtaining a decorative mirror | |
| CA2613328A1 (fr) | Revetement d'allege et procede | |
| JP6164120B2 (ja) | 反射防止膜付き基材および物品 | |
| WO2019241013A1 (fr) | Face isolée pour dispositifs d'affichage ayant une couche métallique avec un réseau de fissures formé dans celle-ci | |
| US11162688B2 (en) | Thermally insulating glass laminates with a plurality of glass spacers submerged in a coating layer to form a sealed cavity of gas molecules | |
| WO2021039552A1 (fr) | Élément de recouvrement | |
| JP5991146B2 (ja) | 調理器用ガラストッププレート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15758378 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016506439 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20167017568 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15758378 Country of ref document: EP Kind code of ref document: A1 |