WO2015129362A1 - レーザ加工方法及びレーザ加工装置 - Google Patents
レーザ加工方法及びレーザ加工装置 Download PDFInfo
- Publication number
- WO2015129362A1 WO2015129362A1 PCT/JP2015/052072 JP2015052072W WO2015129362A1 WO 2015129362 A1 WO2015129362 A1 WO 2015129362A1 JP 2015052072 W JP2015052072 W JP 2015052072W WO 2015129362 A1 WO2015129362 A1 WO 2015129362A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- laser
- short pulse
- processing
- metal layer
- laser processing
- Prior art date
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
- B23K26/0613—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams having a common axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/356—Working by laser beam, e.g. welding, cutting or boring for surface treatment by shock processing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
- B23K26/382—Removing material by boring or cutting by boring
- B23K26/388—Trepanning, i.e. boring by moving the beam spot about an axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
- B23K26/382—Removing material by boring or cutting by boring
- B23K26/389—Removing material by boring or cutting by boring of fluid openings, e.g. nozzles, jets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/001—Turbines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials, e.g. fibre reinforced
- B23K2103/166—Multilayered materials
- B23K2103/172—Multilayered materials wherein at least one of the layers is non-metallic
Definitions
- the present invention relates to a laser processing method and a laser processing apparatus for performing laser processing.
- Patent Document 1 describes a laser processing method for performing hole processing by irradiating a workpiece with laser light having at least two types of wavelengths. Specifically, a step of irradiating and processing a first laser beam having a spot diameter smaller than the hole diameter along the inner periphery of the hole, a first laser beam having a spot diameter smaller than the hole diameter, and the first laser beam. It describes that processing is performed by irradiating a second laser beam having a wavelength longer than that of the light to the inside of the periphery of the hole.
- Patent Document 1 describes that a laser beam is irradiated while rotating to make a hole.
- Patent Document 2 describes a method using electromagnetic drive as a mechanism for rotating laser light.
- JP 2011-110598 A Japanese Patent No. 2828871
- the object to be processed there is a structure in which a protective layer made of a material having characteristics different from that of the metal layer is laminated on the metal layer.
- the protective layer is laminated on the metal layer as a layer that protects the metal layer from at least one of heat, stress, and contact with foreign matter.
- a laminated body in which a protective layer is laminated on such a metal layer is a processing target, it is difficult to process the protective layer appropriately, and the processing speed is increased while maintaining the quality of both the metal layer and the protective layer. It was difficult to improve.
- the present invention solves the above-described problems, and an object of the present invention is to provide a laser processing method and a laser processing apparatus capable of processing a workpiece with a protective layer laminated on a metal layer with high quality and high accuracy.
- the present invention is a laser processing method for processing an object to be processed using a laser processing head that emits at least a short pulse laser for processing the object to be processed.
- the object to be processed has a laminated structure in which a protective layer is formed on a metal layer, a short pulse laser processing step of irradiating the protective layer with a short pulse laser to cut the protective layer, and the short pulse laser.
- the metal layer is preferably cut to a depth of 0.001 mm or more and 50% or less of the thickness of the metal layer in a direction orthogonal to the surface of the metal layer. .
- the metal layer is preferably cut to a depth of 0.001 mm or more and 50% or less of the thickness of the metal layer in the direction of irradiation with the short pulse laser. .
- the present invention is a laser processing method for processing the processing object using at least a laser processing head that irradiates a laser for processing the processing object
- the object to be processed has a laminated structure in which a protective layer is formed on a metal layer, and a metal layer processing step for cutting the protective layer and the metal layer together, and a region cut in the metal layer processing step.
- the present invention is a laser processing method for processing the processing object using at least a laser processing head that irradiates a laser for processing the processing object
- the object to be processed has a laminated structure in which a protective layer is formed on a metal layer, and a metal layer processing step of cutting the metal layer of the object to be processed on which the protective layer is not formed, and the metal layer processing step A laminating step of laminating the protective layer on the workpiece cut in step, and a short pulse in a region overlapping the region cut in the metal layer machining step of the workpiece to which the protective layer was laminated in the laminating step A short pulse laser processing step of irradiating a laser to cut the protective layer.
- the short pulse laser processing step and the metal layer processing step are processing for forming a hole in the workpiece, and the short pulse laser processing step is a hole formed in the metal layer by the metal layer processing step. It is preferable to form a hole having a larger diameter in the protective layer.
- the region cut in the short pulse laser processing step is irradiated with a fiber laser to cut the metal layer.
- the protective layer is preferably formed of a heat resistant material or an abrasion resistant material.
- the protective layer is preferably a thermal barrier coat.
- the protective layer is made of alumina (Al 2 O 3 ), zirconia (ZrO 2 ), titanium oxide (TiO 2 ), nixiri (NiCrAl), cocrally (CoCrAl), alumina-titania (Al 2 O 3 —TiO 2 ).
- chromia (Cr 2 O 3), chromium carbide (Cr 3 C 2 -NiCr) or tungsten carbide (Cr3C 2 -NiCr, Cr 3 C 2 -CoCr, Cr 3 C 2 -Co) is preferably.
- the laser processing head includes a laser turning unit that turns the short pulse laser with respect to the workpiece, and a condensing optical system that collects the short pulse laser turned by the laser turning unit.
- a position at which the laser beam is irradiated onto the object to be processed is rotated by the laser turning unit.
- the present invention is a laser processing apparatus, a stage unit including a stage that supports a workpiece, a fiber laser light source that outputs a fiber laser, and a short pulse laser.
- a laser processing unit including a short-pulse laser light source that outputs a laser processing head that irradiates a laser that processes the processing object, a Y-axis moving mechanism that relatively moves the laser processing head and the stage in the Y-axis direction, An X-axis movement mechanism that moves the laser processing head in the X-axis direction relative to the Y-axis movement mechanism, and a Z-axis movement that is fixed to the X-axis movement mechanism and moves the laser processing head in the Z-axis direction.
- a moving unit having a mechanism and a control unit for controlling the operation of each unit, wherein the laser processing head records the fiber laser.
- a switching mechanism for switching between a state of entering the turning unit and a state of causing the short pulse laser to enter the laser turning unit, a laser turning unit for turning the laser with respect to the workpiece, and the laser turning And a condensing optical system that condenses the laser swung by the unit, and the laser swirl unit rotates a position at which the laser beam is irradiated onto the workpiece.
- a trajectory adjusting mechanism that is disposed in the path of the short pulse laser, offsets the irradiation position of the short pulse laser to the outside of the center of the path of rotation of the laser, and adjusts the trajectory to which the fiber laser does not enter. It is preferable to further comprise.
- the trajectory adjusting mechanism is a prism installed in the laser turning section.
- the trajectory adjustment mechanism is preferably a lens installed in the condensing optical system.
- an irradiation position adjusting mechanism that is arranged in a path of the short pulse laser and adjusts an irradiation position of the short pulse laser, and the control unit adjusts the irradiation position based on the irradiation position of the fiber laser. It is preferable to adjust the irradiation position of the short pulse laser by a mechanism.
- the object to be processed has a laminated structure in which a protective layer is formed on a metal layer, and the control unit irradiates the object to be processed with the short pulse laser from the laser processing unit, so that the protective layer is formed. It is preferable to cut.
- dross adhesion and cracking can be suppressed by cutting the protective layer laminated on the metal layer with a short pulse laser.
- the influence which acts on a protective layer can be decreased and the precision of a process can be made higher.
- the metal layer can be processed in a short time by processing the metal layer by a processing means different from the short pulse laser.
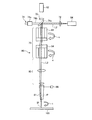
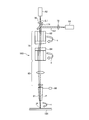
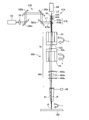
- FIG. 1 is a schematic diagram showing a schematic configuration of a laser processing apparatus according to the present embodiment.
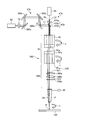
- FIG. 2 is a schematic diagram showing a schematic configuration of the laser processing head.
- FIG. 3 is an explanatory diagram for explaining the operation of the laser processing head.
- FIG. 4 is an explanatory diagram for explaining the operation of the laser processing head.
- FIG. 5 is an explanatory diagram for explaining the operation of the laser processing head.
- FIG. 6 is an explanatory diagram for explaining the operation of the laser processing head.
- FIG. 7 is an explanatory diagram for explaining the operation of the laser processing head.
- FIG. 8 is a schematic diagram illustrating an example of the structure of the workpiece.
- FIG. 9 is a flowchart for explaining the operation of the laser processing apparatus.
- FIG. 10A is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 10B is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 11 is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 12A is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 12B is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 13 is a flowchart for explaining the operation of the laser processing apparatus.
- FIG. 14A is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 14B is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 15 is a flowchart for explaining the operation of the laser processing apparatus.
- FIG. 16 is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 17 is a schematic diagram illustrating a schematic configuration of a laser processing apparatus according to another embodiment.
- FIG. 18 is a schematic diagram illustrating a schematic configuration of a laser processing apparatus according to another embodiment.
- FIG. 19 is a schematic diagram illustrating a partial configuration of a switching mechanism of a laser processing apparatus according to another embodiment.
- FIG. 20 is a schematic diagram illustrating a partial configuration of a switching mechanism of a laser processing apparatus according to another embodiment.
- FIG. 21 is a schematic diagram illustrating a partial configuration of a switching mechanism of a laser processing apparatus according to another embodiment.
- FIG. 22 is a schematic diagram illustrating a schematic configuration of a laser processing apparatus according to another embodiment.
- FIG. 23 is a schematic diagram illustrating a schematic configuration of a laser processing apparatus according to another embodiment.
- FIG. 24 is a schematic diagram showing a schematic configuration of an optical system of the laser processing apparatus shown in FIG.
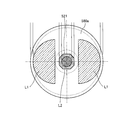
- FIG. 25 is a schematic view of the trajectory adjusting mechanism and the prism as viewed from the incident direction of the laser.
- FIG. 26 is a schematic view of the trajectory adjusting mechanism and the prism viewed from a direction orthogonal to the laser incident direction.
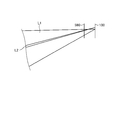
- FIG. 27 is an enlarged view showing the vicinity of the laser irradiation position.
- FIG. 28 is a schematic diagram showing a schematic configuration of a laser processing apparatus according to another embodiment.
- FIG. 29 is a schematic diagram showing a schematic configuration of an optical system of the laser processing apparatus shown in FIG. FIG.
- FIG. 30 is a schematic view of the trajectory adjusting mechanism and the condenser lens as viewed from the incident direction of the laser.
- FIG. 31 is a schematic view of the trajectory adjusting mechanism and the condenser lens as viewed from a direction orthogonal to the laser incident direction.
- FIG. 32 is an enlarged view showing the vicinity of the laser irradiation position.
- FIG. 33 is a schematic diagram showing a schematic configuration of a laser processing apparatus according to another embodiment.
- FIG. 34A is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 34B is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 35A is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 35B is an explanatory diagram for explaining the operation of the laser processing apparatus.
- FIG. 1 is a schematic diagram showing a schematic configuration of a laser processing apparatus according to the present embodiment.
- FIG. 2 is a schematic diagram showing a schematic configuration of the laser processing head.
- 3 to 7 are explanatory diagrams for explaining the operation of the laser processing head, respectively.
- the laser processing apparatus 10 is an apparatus that performs various types of processing such as cutting and drilling on the workpiece 100.
- the laser processing apparatus 10 of this embodiment performs cutting processes, such as drilling and a cutting
- the laser processing apparatus 10 includes a frame 12, a moving unit 14, a stage unit 16, a laser processing unit 22 including a laser processing head 60, and a control unit 24.
- the laser processing apparatus 10 irradiates the processing object 100 held by the stage unit 16 with a laser beam by the laser processing unit 22 to laser process the processing object 100.
- the horizontal plane is the XY plane including the X-axis direction and the Y-axis direction orthogonal to the X-axis
- the direction orthogonal to the horizontal plane is the Z-axis direction.
- the direction rotating around the Y axis is defined as the ⁇ Y direction.
- the frame 12 is a housing of the laser processing apparatus 10 and is fixed to an installation surface such as a ground surface or a foundation.
- the frame 12 has a gate 12a and a base 12b inserted into the space of the gate 12a.
- the fixed part of the moving unit 14 is fixed to the frame 12.
- a moving unit 14 is fixed to the gate 12 a and the base 12 b of the frame 12, and the moving unit 14 moves the workpiece 100 and the laser processing unit 22 relative to each other so-called gate-shaped processing. Device.
- the moving unit 14 moves the workpiece 100 and the laser processing head 60 relative to each other.
- the moving unit 14 includes a Y-axis moving mechanism 30, an X-axis moving mechanism 34, a Z-axis moving mechanism 38, and a ⁇ Y rotating mechanism 39.
- the Y-axis moving mechanism 30 includes a rail 30a that is disposed on the base 12b of the frame 12 and extends in the Y-axis direction, and a Y-axis moving member 30b that moves along the rail 30a. In the Y-axis moving mechanism 30, the stage unit 16 is fixed to the Y-axis moving member 30b.
- the Y-axis moving mechanism 30 moves the stage unit 16 in the Y-axis direction by moving the Y-axis moving member 30b along the rail 30a.
- the Y-axis moving mechanism 30 can use various mechanisms as a mechanism for moving the Y-axis moving member 30b in the Y-axis direction. For example, a mechanism that inserts a ball screw into the Y-axis moving member 30b and rotates the ball screw with a motor, a linear motor mechanism, a belt mechanism, or the like can be used. Similarly, various mechanisms can be used for the X-axis moving mechanism 34 and the Z-axis moving mechanism 38.
- the X-axis moving mechanism 34 includes a rail 33 that is disposed on the gate 12a of the frame 12 and extends in the X-axis direction, and an X-axis moving member 34a that moves along the rail 33.
- a Z axis moving mechanism 38 is fixed to an X axis moving member 34a.
- the X-axis moving mechanism 34 moves the Z-axis moving mechanism 38 in the X-axis direction by moving the X-axis moving member 34 a along the rail 33.
- the Z-axis moving mechanism 38 includes a rail 38a that is fixed to the X-axis moving member 34a and extends in the Z-axis direction, and a Z-axis moving member 38b that moves along the rail 38a.
- the ⁇ Y rotating mechanism 39 is fixed to the Z-axis moving member 38b.
- the Z-axis moving mechanism 38 moves the ⁇ Y rotating mechanism 39 in the Z-axis direction by moving the ⁇ Y rotating mechanism 39 along the rail 38a.
- the ⁇ Y rotation mechanism 39 is fixed to the Z-axis moving member 38b, and the laser processing head 60 is fixed.
- the ⁇ Y rotation mechanism 39 rotates the laser processing head 60 in the ⁇ Y direction by rotating the laser processing head 60 in the ⁇ Y direction with respect to the Z-axis moving member 38b.
- the moving unit 14 uses the Y-axis moving mechanism 30, the X-axis moving mechanism 34, and the Z-axis moving mechanism 38 to move the workpiece 100 and the laser processing head 60 in the X-axis direction, the Y-axis direction, and the Z-axis direction. Move relative to each other. Further, the moving unit 14 rotates the laser processing head 60 with respect to the processing object 100 using the ⁇ Y rotation mechanism 39. Thereby, the direction of the laser irradiated to the workpiece 100 from the laser processing head 60 can be adjusted.
- the moving unit 14 may include a mechanism for rotating the laser processing head 60 around the X axis. Further, a mechanism for adjusting the direction of laser irradiation may be provided in the laser processing head 60.
- the stage unit 16 is disposed on the Y-axis moving member 30b of the Y-axis moving mechanism 30.
- the stage unit 16 is a stage that supports the workpiece 100.
- the member integrated with the Y-axis moving member 30b that is, the Y-axis moving member 30b is used as the stage of the stage unit 16, but another support member is provided on the Y-axis moving member 30b. It may be provided as a stage.
- the stage unit 16 serves as a stage moving mechanism 42 that causes the Y-axis moving mechanism 30 to move the workpiece 100.
- the stage unit 16 includes a fixing mechanism that fixes the workpiece 100 at a predetermined position of the Y-axis moving member 30b.
- the stage unit 16 may further include an adjustment mechanism that adjusts the orientation of the workpiece 100 relative to the Y-axis moving member 30b, that is, the posture, as the stage moving mechanism 42.
- an adjustment mechanism that adjusts the orientation of the workpiece 100 relative to the Y-axis moving member 30b, that is, the posture, as the stage moving mechanism 42.
- a mechanism for rotating the workpiece 100 may be provided as the stage moving mechanism 42.
- the laser processing unit 22 includes a laser processing head 60, a fiber laser light source 62, and a short pulse laser light source 64.
- the fiber laser light source 62 is a device that outputs a laser using an optical fiber as a medium.
- the fiber laser output device for example, a Fabry-Perot type fiber laser output device or a ring type fiber laser output device can be used, and the laser is oscillated when these output devices are excited.
- the fiber of the fiber laser output device for example, silica glass to which a rare earth element such as erbium (Er), neodymium (Nd), ytterbium (Yb) is added can be used.
- the short pulse laser light source 64 outputs a laser with a short pulse, for example, with a frequency of 20 kHz.
- a titanium sapphire laser can be used as a laser oscillation source, and a pulse having a pulse width of 100 picoseconds or less can be oscillated.
- a laser that oscillates in nanosecond order pulses such as a YAG laser or a YVO4 laser can be used.
- the short pulse laser outputs the laser with a short pulse having a pulse width of 100 nanoseconds or less.
- the short pulse laser is preferably a short pulse having a pulse width of 10 nanoseconds or more, and more preferably a laser having a pulse width of less than 1 nanosecond.
- the laser processing head 60 receives the fiber laser output from the fiber laser light source 62 and the short pulse laser output from the short pulse laser light source 64, and one of the incident lasers. Is irradiated onto the processing object 100 to laser-process the processing object 100.
- the fiber laser output from the fiber laser light source 62 and the short pulse laser output from the short pulse laser light source 64 are guided to the laser processing head 60 by an optical member that guides laser light such as an optical fiber.
- the laser processing head 60 includes collimating optical systems 70 and 72, a switching mechanism 74, a laser turning unit 76, a condensing optical system 80, and a nozzle 81.
- the collimating optical system 70 is an optical member that collimates the fiber laser L1 output from the fiber laser light source 62, and emits the collimated fiber laser L1 toward the switching mechanism 74.
- the collimating optical system 72 is an optical member that collimates the short pulse laser L 2 output from the short pulse laser light source 64, and emits the collimated short pulse laser L 2 toward the switching mechanism 74.
- the switching mechanism 74 is a mechanism for switching whether the fiber laser L1 output from the fiber laser light source 62 or the short pulse laser L2 output from the short pulse laser light source 64 is incident on the laser turning unit 76.
- the switching mechanism 74 includes a mirror 74a that reflects the laser, a support bar 74b that is coupled to the mirror 74a, and a drive unit 74c that moves the support bar 74b.
- the drive unit 74c arranges the mirror 74a at the position shown in FIG. 2, specifically, at the position where the fiber laser L1 and the short pulse laser L2 overlap.
- the mirror 74a is disposed between the collimating optical system 70 and the laser turning unit 76 and at a position where the short pulse laser L2 that has passed through the collimating optical system 72 reaches.
- the switching mechanism 74 is configured such that the drive unit 74 c disposes the mirror 74 a at a position deviated from the path of the fiber laser L 1, that is, the mirror is positioned at the position where the fiber laser L 1 and the short pulse laser L 2 overlap. 74a is not disposed, and the fiber laser L1 is allowed to pass through the fiber laser L1 as it is, so that the fiber laser L1 enters the laser swivel unit 76.
- the short pulse laser L2 may be reflected by a mirror and irradiated to a position where the laser is absorbed, or a shutter is provided between the collimating optical system 72 and the mirror 74a. You may make it block.
- the short pulse laser light source 64 blocks the short pulse laser L2 does not reach the mirror 74a.
- the mirror 74a is arranged at the position where the fiber laser L1 and the short pulse laser L2 overlap with each other in the drive unit 74c, the short pulse laser L2 is reflected by the mirror 74a, and the fiber laser L1 is By blocking, the short pulse laser L2 enters the laser turning unit 76.
- the fiber laser L1 since the fiber laser L1 is blocked by the fiber laser light source 62, the fiber laser L1 does not reach the mirror 74a.
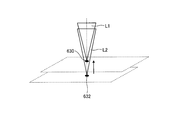
- the laser turning unit 76 rotates the laser around the center of the optical path (for example, arrow c in the drawing) to turn the laser irradiated to the workpiece 100, that is, the irradiation position IP of the laser L in the same direction.
- the laser turning unit 76 includes a first prism unit 82 and a second prism unit 84.
- the first prism unit 82 includes a first prism that refracts the laser L and tilts it with respect to the optical axis, and a rotation mechanism that rotates the first prism.
- the second prism unit 84 includes a second prism that refracts the laser refracted by the first prism unit 82 again and controls a position where the laser is condensed, and a rotation mechanism that rotates the second prism.
- a wedge prism can be used as the first prism and the second prism.
- the laser turning unit 76 rotates the irradiation position of the laser as shown in FIG. 5 by rotating the first prism of the first prism unit 82 and the second prism of the second prism unit 84.
- the laser turning unit 76 can synchronously rotate and relatively rotate the first prism of the first prism unit 82 and the second prism of the second prism unit 84.
- the laser swivel unit 76 can change the phase angle difference between the first prism of the first prism unit 82 and the second prism of the second prism unit 84.
- the laser irradiation point can be decentered to the irradiation position IP separated from the center P of the optical path of the rotation axis by a distance corresponding to the difference in phase angle between the first prism and the second prism. it can. That is, the laser swivel unit 76 rotates the first prism of the first prism unit 82 and the second prism of the second prism unit 84 while maintaining the phase angle difference between the first prism and the second prism.
- the laser irradiation point draws a circular orbit IC having a turning radius R.
- the first prism of the first prism unit 82 and the second prism of the second prism unit 84 are asynchronously rotated (rotated at different rotation periods)
- laser irradiation is performed while increasing or decreasing the turning diameter of the laser irradiation point.
- the point can be swung and an arbitrary curved trajectory can be drawn.
- the turning radius R means the distance from the center of the optical path to the irradiation position of the laser irradiated on the workpiece 100, and the radius at which the laser irradiated on the workpiece 100 turns around the center.
- the turning radius R is variable because the turning radius R of the laser irradiated on the workpiece 100 is changed by changing the phase angle difference between the first prism and the second prism.
- the number of turns refers to the number of times per unit time that the irradiation position of the laser irradiated on the workpiece 100 turns around the center.
- the condensing optical system 80 has a plurality of lenses, and condenses the laser that has passed through the laser swivel unit 76 with the plurality of lenses, thereby forming a laser having a predetermined focal length and depth of focus.
- the condensing optical system 80 irradiates the workpiece 100 with a laser having a predetermined spot diameter.
- the condensing optical system 80 has a cooling mechanism.
- the cooling mechanism is, for example, a cooling jacket for cooling the plurality of lenses.
- the nozzle 81 has a hollow conical shape whose diameter gradually decreases toward the front side in the traveling direction of the laser L.
- the nozzle 81 is attached to the condensing optical system 80.
- the nozzle 81 has a translucent member for preventing the condensing optical system 80 from being soiled by sputtering or the like generated at the processing point of the processing object 100.
- the nozzle 81 is supplied with an assist gas from an assist gas supply source 86 and can eject the assist gas toward the workpiece 100.
- air, nitrogen gas, oxygen gas, argon gas, xenon gas, helium gas, or a mixed gas thereof can be used as the assist gas.
- oxygen gas that can use oxidation reaction heat for processing is used as the assist gas
- the processing speed for the processing object 100 such as metal can be further improved.
- generation of the oxide film as a heat influence layer as assist gas can be improved more.
- the gas type of the assist gas, the mixing ratio, the ejection amount (pressure) from the nozzle 81, and the like can be changed according to the processing conditions such as the type of the processing object 100 and the processing mode.
- the laser processing unit 22 may include a photographing unit for photographing an image at a position where the laser is irradiated, for example, a camera having a CCD (Charge Coupled Device) image sensor or the like. Thereby, the laser irradiation position and the like can be adjusted based on the acquired image.
- a photographing unit for photographing an image at a position where the laser is irradiated for example, a camera having a CCD (Charge Coupled Device) image sensor or the like.
- CCD Charge Coupled Device
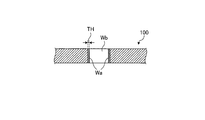
- the laser processing unit 22 irradiates the processing object 100 with the laser output from the fiber laser light source 62 or the short pulse laser light source 64 from the laser processing head 60, thereby forming the hole Wb.
- FIG. 6 illustrates the case where drilling is performed, the workpiece can be cut with a line by moving the laser irradiation position, and the workpiece can be cut.
- the laser processing unit 22 performs processing by irradiating a laser, a heat affected layer Wa is generated around the processed hole Wb.
- the heat-affected layer Wa has a thickness of TH.
- the control unit 24 controls the operation of each unit of the moving unit 14, the stage unit 16, and the laser processing unit 22.
- the control unit 24 controls the operation of the stage moving mechanism 42 of the moving unit 14 and the stage unit 16 to move the workpiece 100 and the laser processing head 60 relative to each other.
- the control part 24 controls the drive of the laser processing unit 22, and controls laser processing.
- the control unit 24 determines whether to perform processing using a fiber laser or a short pulse laser based on the processing procedure of the processing object 100, and includes a switching mechanism 74 based on the determination. Each part operates to irradiate the workpiece 100 with laser.
- control unit 24 generates a control map (swivel condition control map) that defines the correlation between the thickness of the heat-affected layer Wa, the number of turns of the laser L, and the turning radius R based on the allowable thickness of the heat-affected layer Wa.
- a control map tilt condition control map
- the allowable turning number range and the allowable turning diameter range of the laser L in which the thickness TH of the heat affected layer Wa does not exceed the allowable thickness are determined.
- the heat-affected layer Wa of the workpiece 100 is remelted by a laser L (a laser of either a fiber laser L1 or a short pulse laser L2) irradiated on the workpiece 100.
- a laser L a laser of either a fiber laser L1 or a short pulse laser L2
- the remelted layer is a layer in which the solid of the workpiece 100 is liquefied by irradiation with the laser L during processing and is solidified again.
- the remelted layer differs depending on the processing mode, in the case of drilling or cutting, the remelted layer is not a layer formed at the tip of the laser L irradiation direction (traveling direction), but is orthogonal to the laser L irradiation direction (traveling direction). It is a layer formed in the direction, and is formed on the inner peripheral surface of the hole Wb formed by irradiating the laser L or on the cut surface of the cut workpiece 100.
- the oxide layer is an oxide film formed on the inner peripheral surface or cut surface of the hole Wb of the workpiece 100 when oxygen is used as the assist gas when the workpiece 100 is a metal or the like.
- the crack is a fine crack (micro crack) generated on the inner peripheral surface or cut surface of the hole Wb of the workpiece 100 during the rapid heating of the workpiece 100 by the laser L irradiation.
- the dross is a deposit that is solidified by adhering to the inner peripheral surface or the cut surface of the hole Wb of the workpiece 100 as a molten material that has been liquefied when the workpiece 100 is drilled or cut. is there.
- the thickness TH of the heat-affected layer Wa of the workpiece 100 includes the thickness of the remelted layer, the thickness of the oxide film, the depth of cracks, and the thickness of the deposit.
- the allowable thickness is determined when the inner peripheral surface of the hole Wb and the thickness TH of the heat-affected layer Wa at the cut portion are processed when a cutting process including at least one of cutting and drilling is performed on the workpiece 100. It is the thickness within the range which can be accepted in processing object 100 as a product given.
- the allowable thickness differs depending on the processing mode, but in the case of drilling or cutting, the allowable thickness is a length in a direction orthogonal to the irradiation direction (traveling direction) of the laser L.
- the laser processing apparatus 10 when the laser processing apparatus 10 is turned ON / OFF at a constant cycle and irradiates the processing object 100 with the laser L, for example, when processing with a short pulse laser, as shown in FIG. It is preferable that the OFF cycle is a non-integer multiple of the turning cycle of the irradiation position IP. That is, the laser processing apparatus 10 irradiates the irradiation position IPa with the laser L in the first round and the laser L in the second round by shifting the ON / OFF cycle of the laser L and the turning period of the irradiation position IP.
- the irradiation position IPb can be irradiated.
- the laser processing apparatus 10 can sequentially shift the irradiation position by repeating ON / OFF of the laser L similarly in the third and subsequent rounds. As a result, the laser processing apparatus 10 can irradiate the laser L efficiently onto the region to be processed of the processing object 100 by shifting the irradiation position of the laser L at each turn.
- the laser processing apparatus 10 continuously changes the phase angle difference between the first prism of the first prism unit 82 and the second prism of the second prism unit 84, while changing the first prism of the first prism unit 82.
- the laser beam L can be applied to the workpiece 100 along a spiral locus that gradually moves away from the center P.
- the laser processing apparatus 10 can process the processing object 100 having a thickness that makes it difficult for the laser L to enter by accurately irradiating the laser L in a spiral shape.
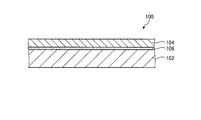
- FIG. 8 is a schematic diagram illustrating an example of the structure of the workpiece.
- FIG. 9 is a flowchart for explaining the operation of the laser processing apparatus.
- 10A and 10B are explanatory diagrams for explaining the operation of the laser processing apparatus, respectively.
- FIG. 11 is an explanatory diagram for explaining the operation of the laser processing apparatus.
- 12A and 12B are explanatory diagrams for explaining the operation of the laser processing apparatus, respectively.
- FIG. 13 is a flowchart for explaining the operation of the laser processing apparatus.
- 14A and 14B are explanatory diagrams for explaining the operation of the laser processing apparatus, respectively.
- FIG. 15 is a flowchart for explaining the operation of the laser processing apparatus.
- FIG. 16 is an explanatory diagram for explaining the operation of the laser processing apparatus.
- a protective layer 104 is laminated on a metal layer 102.
- the protective layer 104 is a layer that protects the metal layer 102 from at least one of heat, stress, and foreign matter contact.
- the protective layer 104 is preferably formed of a heat resistant material or an abrasion resistant material.
- the protective layer 104 is made of alumina (Al 2 O 3 ), zirconia (ZrO 2 ), titanium oxide (TiO 2 ), or Nixiri (NiCrAl).
- a turbine blade As the processing object 100, a turbine blade is exemplified.
- a protective film 104 serving as a TBC (thermal barrier coat) is formed on the surface of a metal layer 102 made of heat-resistant steel by thermal spraying or the like.
- the protective layer 104 is a film that contributes to improving the heat resistance of the turbine blade.
- the laser processing apparatus 10 forms a through hole as a cooling hole for film cooling in the metal layer 102 and the protective layer 104 of the turbine blade.
- the turbine blade was shown as an example of the processing target object 100, a processing target object is not limited to this.
- the processing object 100 can target various members in which the protective layer 104 is laminated on the metal layer 102.
- an engine combustor is a part where a thermal spray film to be the protective layer 104 is formed on the surface of the heat resistant steel to be the metal layer 102.
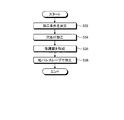
- the laser processing apparatus 10 determines processing conditions (step S12). Specifically, a processing time, a laser rotation speed, a laser output, and the like are determined based on the thickness, material, and the like of the metal layer 102 and the protective layer 104 of the processing object 100.
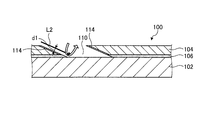
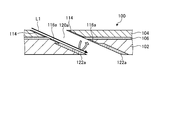
- the laser processing apparatus 10 After determining the processing conditions, the laser processing apparatus 10 performs processing with a short pulse laser (step S14). Specifically, the laser processing apparatus 10 causes the switching mechanism 74 to irradiate the workpiece 100 with the short pulse laser L2 emitted from the short pulse laser light source 64, and uses the short pulse laser L2 as the workpiece 100. And the workpiece 100 is cut. The laser processing apparatus 10 cuts the protective layer 104 of the workpiece 100 with the short pulse laser L2. Thereby, a hole 110 is formed in the protective layer 104 of the workpiece 100 as shown in FIG. 10A. A heat-affected layer 114 is formed around the hole 110.
- the heat-affected layer 114 is formed in a region radially outside the hole 110 from the wall surface of the hole 110 by being irradiated with the short pulse laser L2.
- the laser processing apparatus 10 irradiates the inner side of the hole 110 for processing the short pulse laser L2.
- the diameter of the short pulse laser L2 is 1 mm
- the distance d1 between the end face of the short pulse laser L2 and the side surface to be cut is 0.5 mm (the distance between the center of the short pulse laser L2 and the side surface to be cut is 1. 0 mm).
- d1 is preferably 0.001 mm or more and 1 mm or less.
- the laser processing apparatus 10 When the laser processing apparatus 10 performs processing with a short pulse laser, it performs processing with a fiber laser (step S16). Specifically, in the laser processing apparatus 10, the switching mechanism 74 causes the fiber laser L ⁇ b> 1 irradiated from the fiber laser light source 62 to be irradiated onto the workpiece 100, and the fiber laser L ⁇ b> 1 is placed in the hole 110 of the workpiece 100. Irradiate the region where the is formed, and the workpiece 100 is cut. The laser processing apparatus 10 cuts the metal layer 102 of the workpiece 100 with the fiber laser L1. Thereby, as shown in FIG. 10B, a hole 120 connected to the protective layer 104 and the metal layer 102 of the workpiece 100 is formed.
- a heat-affected layer 122 is formed in the portion of the metal layer 102 around the hole 120.
- the heat-affected layer 122 is formed in a region on the radially outer side of the hole 120 from the wall surface of the portion of the metal layer 102 of the hole 120 by being irradiated with the fiber laser L1.
- the laser processing apparatus 10 irradiates the inner diameter side of the hole 120 for processing the fiber laser L1.
- the diameter of the fiber laser L1 is 1 mm
- the distance d2 between the end surface of the fiber laser L1 and the side surface to be cut is 0.5 mm (the distance between the center of the fiber laser L1 and the side surface to be cut is 1.0 mm).
- the laser processing apparatus 10 is provided with a distance d2 between the side surface cut by the fiber laser L1 and the fiber laser L1, so that the wall surface (heat affected layer 114) of the protective layer 104 processed by the short pulse laser L2 is provided.
- the metal layer 102 can be cut without being hit by the fiber laser L1.
- the laser processing apparatus 10 ends the processing after processing with the fiber laser.
- the laser processing apparatus 10 can make the heat-affected layer 114 generated in the protective layer 104 smaller by cutting the protective layer 104 with a short pulse laser. Moreover, the laser processing apparatus 10 can shorten the time for cutting the metal layer 102 by cutting the metal layer 102 with a fiber laser. Thereby, the laser processing apparatus 10 can reduce the heat-affected layer 114 of the protective layer 104 while suppressing an increase in the processing time of the processing object 100, and can process the processing object 100 with high accuracy. It can be done at high speed.
- TBC protective layer
- heat-resistant steel metal layer
- TBC and heat-resistant steel have different thermal expansion coefficients with respect to heat input, and heat-affected layers such as cracks are likely to occur in TBC.
- the surface of the TBC has a larger surface roughness than the heat-resistant steel, and dross easily adheres and is difficult to remove, that is, the heat-affected layer tends to be large.
- the laser processing apparatus 10 can perform cutting while reducing the heat-affected layer by cutting the protective layer 104 with a short pulse laser.
- the laser processing apparatus 10 can process the metal layer 102 in a short time by processing the metal layer 102 with a fiber laser.
- the laser processing apparatus 10 is provided with the fiber laser light source 62 and the short pulse laser light source 64, and the laser to be irradiated can be switched by the switching mechanism 74, whereby the size, thickness, The laser to be used can be switched depending on the material and the like. Thereby, the process according to a use can be performed in high precision and for a short time.
- the laser processing apparatus 10 can reduce the heat-affected layer, it is possible to further reduce the margin (performance or shape margin taking into account errors and the like) to be provided in the cut surface, hole, and the like at the time of design. Thereby, by processing with the laser processing apparatus 10, the performance of the processing target object 100 can be made higher.
- the laser processing apparatus 10 can process the metal layer 102 in a state where the fiber laser L1 does not hit the protective layer 104 by irradiating the inner side of the hole 120 for processing the fiber laser L1. Thereby, the laser processing apparatus 10 can suppress that the heat affected layer 114 of the protective layer 104 increases at the time of irradiation of the fiber laser L1.
- the laser processing apparatus 10 can perform processing by a fiber laser and processing by a short pulse laser by one laser processing unit 22. Thereby, it can process while maintaining the fixed state of the process target object 100, and it can suppress that an axial shift
- the laser processing apparatus 10 uses the switching mechanism 74 to switch the laser incident on the laser swivel unit 76, so that even when the wavelengths of the fiber laser and the short pulse laser are close, the laser swivel unit 76 is suitably used. Can be made incident. Specifically, the loss that occurs in both the fiber laser and the short pulse laser can be reduced by passing through the laser processing head 60, and the laser beam output from the light source can be efficiently irradiated onto the workpiece 100. it can.
- the hole formed in the protective layer 104 and the hole formed in the metal layer 102 have the same size (same diameter), but the present invention is not limited to this.
- the hole formed in the protective layer 104 is preferably formed with a larger diameter than the hole formed in the metal layer 102.
- the laser processing apparatus 10 preferably forms a hole in which the diameter of the hole formed in the protective layer 104 is several tens ⁇ m larger than the diameter of the hole formed in the metal layer 102.
- the heat influence layer which arises in the protective layer 104 at the time of a process can be decreased more reliably.
- this embodiment demonstrated the case where the hole was formed in the process target object 100 by a process, also in the case of the process etc. which move a laser linearly and cut
- the protective layer 104 is preferably processed more widely than the metal layer 102.
- the hole is formed in the protective layer 104 by the short pulse laser L2, but the present invention is not limited to this.
- the laser processing apparatus 10 may cut only a portion that becomes the inner surface of the hole of the protective layer 104 of the workpiece 100 with the short pulse laser L2. Specifically, a process of forming a ring-shaped hole in the protective layer may be performed by the short pulse laser L2.
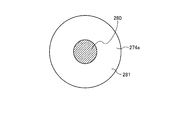
- FIG. 11 is an explanatory diagram for explaining the operation of the laser processing apparatus.
- the laser processing apparatus 10 may form a ring-shaped opening 140 in the protective layer 104 with a short pulse laser L2.
- the opening 140 is an outer diameter of a hole formed by an outer diameter (a portion farthest from the rotation center).
- the opening 140 has a shape similar to the hole 110 in FIG. 10A on the outer diameter side.
- the laser processing apparatus 10 forms a ring-shaped opening 140 in the protective layer 104 with the short pulse laser L ⁇ b> 2, so that the pillar 142 of the protective layer 104 remains inside the opening 140. It becomes.
- the laser processing apparatus 10 After forming the opening 140 with the short pulse laser L2, the laser processing apparatus 10 performs a process of cutting a part of the metal layer 102 and the pillar 142 with the fiber laser L1, thereby forming the hole 120 shown in FIG. 10B. .
- the laser processing apparatus 10 uses a short pulse laser L2 as a ring-shaped opening 140, selectively processes the inner wall surface portion of the protective layer 104 of the hole 120 to be formed, and forms the column 142 into a fiber.
- processing time by the short pulse laser L2 can be further shortened.
- the column 142 is separated from the inner periphery of the hole 120, it can be cut by the fiber laser L1 without affecting the inner periphery of the hole 120, and the quality of the hole 120 can be maintained. .
- the processing can be performed in a shorter time, only the protective layer 104 is processed with the short pulse laser L2, but the present invention is not limited to this.
- the laser processing apparatus 10 may cut a part of the protective layer 104 and the metal layer 102 of the workpiece 100 with the short pulse laser L2. Specifically, thin metal processing of the metal layer 102 may be performed.
- the laser processing apparatus 10 cuts a part of the protective layer 104 and the metal layer 102 of the workpiece 100 with the short pulse laser L2.
- a hole 110a extending to a part of the metal layer 102 on the protective layer 104 side is formed.
- heat-affected layers 114 and 116a are formed around the hole 110a.
- the heat-affected layer 114 is formed in a region on the radially outer side of the hole 110a from the wall surface of the hole 110a of the protective layer 104 by being irradiated with the short pulse laser L2.
- the heat-affected layer 116a is formed in a region outside the hole 110a in the radial direction from the wall surface of the hole 110a of the metal layer 102 by being irradiated with the short pulse laser L2.
- the laser processing apparatus 10 irradiates the inner side of the hole 110a for processing the short pulse laser L2.
- the depth of the hole 110a in the metal layer 102 is d3.
- the switching mechanism 74 causes the fiber laser L1 irradiated from the fiber laser light source 62 to be irradiated onto the workpiece 100, and the fiber laser L1 is processed.
- the region of the object 100 where the hole 110a is formed is irradiated, and the object 100 is cut.
- the laser processing apparatus 10 cuts the metal layer 102 of the workpiece 100 with the fiber laser L1. Thereby, as shown to FIG. 12B, the hole 120a connected to the protective layer 104 and the metal layer 102 of the workpiece 100 is formed. Further, a heat-affected layer 122a is formed in the portion of the metal layer 102 around the hole 120a.
- the heat-affected layer 122a is formed in a radially outer region of the hole 120a from the wall surface of the metal layer 102 portion of the hole 120a by being irradiated with the fiber laser L1.
- the heat affected layer 122a is adjacent to the heat affected layer 116a. That is, in the metal layer 102, the heat-affected layer 116a is formed on the protective layer 104 side, and the heat-affected layer 122a is formed on the side opposite to the protective layer 104 side.
- the laser processing apparatus 10 forms a hole 110a in a part of the metal layer 102 with the short pulse laser L2, thereby irradiating the metal layer 102 with the fiber laser L1, thereby protecting the thermal effect generated in the metal layer 102. Propagation to the membrane can be suppressed. Thereby, it can suppress that the heat influence layer 114 produced by processing with the short pulse laser L2 becomes large by irradiation of the fiber laser L1.
- the depth d3 of the hole 110a in the metal layer 102 is 0.001 mm or more and 50% or less of the thickness of the metal layer 102. That is, it is preferable to cut the metal layer 102 to 0.001 mm or more and 50% or less of the thickness of the metal layer 102 in a direction orthogonal to the surface of the metal layer 102.
- the fiber laser L1 is irradiated onto the metal layer 102 and processing is performed, so that the influence on the protective layer 104 can be further reduced.
- the laser processing apparatus 10 is formed by irradiation with a pulsed laser, the depth of the hole in the metal layer in the laser irradiation direction (the depth of the hole in the laser traveling direction) is 0.001 mm or more, and The depth is preferably 50% or less of the thickness of the metal layer.
- the angle formed by the direction in which the laser is irradiated and the direction perpendicular to the surface of the workpiece is preferably 10 ° or more and 60 ° or less.
- the laser processing apparatus 10 determines processing conditions (step S22). Specifically, a processing time, a laser rotation speed, a laser output, and the like are determined based on the thickness, material, and the like of the metal layer 102 and the protective layer 104 of the processing object 100.
- the laser processing apparatus 10 After determining the processing conditions, the laser processing apparatus 10 performs processing with a fiber laser (step S24). Specifically, the laser processing apparatus 10 causes the switching mechanism 74 to irradiate the processing object 100 with the fiber laser L1 irradiated from the fiber laser light source 62, and irradiates the processing object 100 with the fiber laser L1. Then, the workpiece 100 is cut.
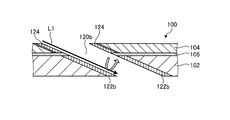
- the laser processing apparatus 10 cuts the protective layer 104 and the metal layer 102 of the workpiece 100 with the fiber laser L1. That is, the laser processing apparatus 10 processes the protective layer 104 and the metal layer 102 of the processing object 100 at once with the fiber laser L1. As a result, holes 120b are formed in the protective layer 104 and the metal layer 102 of the workpiece 100 as shown in FIG. 14A.
- heat-affected layers 122b and 124 are formed around the hole 120b.
- the heat-affected layer 122b is formed in a radially outer region of the hole 120b from the wall surface of the metal layer 102 of the hole 120b by being irradiated with the fiber laser L1.
- the heat-affected layer 124 is formed in a radially outer region of the hole 120b from the wall surface of the protective layer 104 of the hole 120b by being irradiated with the fiber laser L1.
- the laser processing apparatus 10 irradiates the inner diameter side of the hole 120b for processing the fiber laser L1.
- the laser processing apparatus 10 performs processing with a short pulse laser after processing with a fiber laser (step S26). Specifically, the laser processing apparatus 10 causes the switching mechanism 74 to irradiate the workpiece 100 with the short pulse laser L2 emitted from the short pulse laser light source 64, and uses the short pulse laser L2 as the workpiece 100. The region in which the hole 120b is formed is irradiated, and the workpiece 100 is cut. The laser processing apparatus 10 cuts the protective layer 104 of the workpiece 100 with the short pulse laser L2. Thereby, as shown to FIG. 14B, a part of wall surface of the protective layer 104 of the workpiece 100 is cut.
- the heat-affected layer 124 generated by the irradiation with the fiber laser L1 is scraped, and the heat-affected layer 114a is formed.
- the hole formed in the protective layer 104 has a larger diameter than the hole formed in the metal layer 102.
- the laser processing apparatus 10 forms the hole 120b penetrating with the fiber laser L1, and then irradiates the short pulse laser L2 near the wall surface of the hole 120b of the protective layer 104, thereby surrounding the hole 120b.
- the heat-affected layer of the protective layer 104 can be reduced.
- the processing time can be shortened by forming the hole 120b penetrating with the fiber laser L1.
- the object 100 to be processed at the start of processing is only in the state of the metal layer 102 on which the protective layer 104 is not formed.
- the laser processing apparatus 10 determines processing conditions (step S32). Specifically, a processing time, a laser rotation speed, a laser output, and the like are determined based on the thickness, material, and the like of the metal layer 102 and the protective layer 104 of the processing object 100.
- the laser processing apparatus 10 determines the processing conditions, the laser processing apparatus 10 performs drilling (step S34). Specifically, a hole is formed in the metal layer 102.
- the method of forming the hole may use the above-described fiber laser, but may be performed by machining using a cutting tool.
- the laser processing apparatus 10 may be provided with a machining head that performs machining separately from the frame 12 or may be provided with a machining head installed on the frame 12.
- the laser processing apparatus 10 forms a protective film after drilling (step S36).
- the protective film is formed by performing thermal spraying or the like on the metal layer 102 in which the holes are formed.
- the protective film becomes the protective layer 104 of this embodiment.
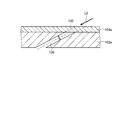
- the protective layer 104a having no holes is formed on the metal layer 102a in which the holes 130 are formed.
- the laser processing apparatus 10 After forming the protective film, the laser processing apparatus 10 performs processing with a short pulse laser (step S38). Specifically, as shown in FIG. 16, the short pulse laser L2 is irradiated to the position corresponding to the portion where the hole 130 of the protective layer 104a is formed. Here, it is preferable to irradiate the short pulse laser L ⁇ b> 2 from a direction along the wall surface of the hole 130.
- the present processing ends.
- the region 132 of the protective layer 104a is processed by the short pulse laser L2 to form the hole, thereby forming the protective layer 104a.
- the heat-affected layer of the hole to be formed can be reduced.
- the switching mechanism 74 is used to switch the laser applied to the workpiece 100 to a fiber laser or a short pulse laser, but the present invention is not limited to this.
- FIGS. another example of the laser processing apparatus will be described with reference to FIGS.
- the following examples are the same as the laser processing apparatus of the said embodiment except the structure of a switching mechanism, only the structure of the laser processing unit 22 containing a switching mechanism is shown.
- FIG. 17 is a schematic diagram showing a schematic configuration of a laser processing apparatus according to another embodiment.
- a laser processing head 160 of the laser processing unit 22 shown in FIG. 17 has a half mirror 174 instead of the switching mechanism 74.
- the half mirror 174 is disposed at a position where the fiber laser L1 and the short pulse laser L2 overlap.
- the half mirror 174 is disposed between the collimating optical system 70 and the laser turning unit 76 and at a position where the short pulse laser L2 that has passed through the collimating optical system 72 reaches.
- the half mirror 174 has a characteristic of reflecting light having the wavelength of the short pulse laser L2 and transmitting light having the wavelength of the fiber laser L1.
- the fiber laser L1 passes through the half mirror 174 and enters the laser swivel unit 76, and the short pulse laser L2 is reflected by the half mirror 174 and enters the laser swivel unit 76. .
- the laser processing apparatus can also make both the fiber laser L1 and the short pulse laser L2 enter the laser swivel unit 76 by using the half mirror 174 instead of the switching mechanism 74.
- the half mirror 174 instead of the switching mechanism 74.
- FIG. 18 is a schematic diagram showing a schematic configuration of a laser processing apparatus according to another embodiment.
- FIG. 19 to FIG. 21 are schematic views showing a partial configuration of a switching mechanism of a laser processing apparatus according to another embodiment.
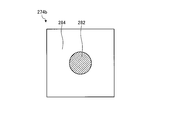
- a laser processing head 260 of the laser processing unit 22 shown in FIG. 18 has a switching optical system 274 instead of the switching mechanism 74.
- the switching optical system 274 includes a partial light shielding plate 274a and a partial reflection plate 274b.
- the partial light shielding plate 274a is disposed downstream of the collimating optical system 70 through which the fiber laser L1 passes, and the fiber laser L1 that has passed through the collimating optical system 70 is incident thereon. As shown in FIGS. 19 and 20, the partial light shielding plate 274 a is provided with a light shielding portion 280 that shields circular light on the center side of the region through which the fiber laser L ⁇ b> 1 passes, and transmits light outside the light shielding portion 280. A transmitting portion 281 is provided. The partial light shielding plate 274a blocks the light incident on the light shielding portion 280 of the incident fiber laser L1, and transmits the light incident on the transmission portion 281 to make the fiber laser L1 ring-shaped light.
- the partial reflector 274b is disposed at a position where the fiber laser L1 and the short pulse laser L2 overlap. Specifically, the partial reflection plate 274b passes between the collimating optical system 70 and the laser turning portion 76 (more specifically, the partial light shielding plate 274a and the laser turning portion 76) and passes through the collimating optical system 72.
- the short pulse laser L2 is arranged at a position where it reaches. As shown in FIGS. 19 and 21, the partial reflection plate 274 b is provided with a reflection portion 282 that reflects circular light on the center side of the region through which the short pulse laser L2 passes, and emits light outside the reflection portion 282.
- a transmissive portion 284 that transmits light is provided.
- the short pulse laser L2 is incident on the reflection portion 282, and the ring-shaped fiber laser L1 is incident on the transmission portion 284.
- the partial reflection plate 274 b reflects the incident short pulse laser L ⁇ b> 2 by the reflection unit 282 and makes it incident on the laser turning unit 76.
- the partial reflector 274 b transmits the incident ring-shaped fiber laser L 1 through the transmission unit 284 and enters the laser turning unit 76. That is, in the ring-shaped fiber laser L 1, the hollow portion corresponds to the reflecting portion 282, and passes through the transmitting portion 284 that is a region around the reflecting portion 282.
- the laser processing apparatus can cause the two lasers to enter the laser swivel unit 76 in the same direction by overlapping the light paths. .
- FIG. 22 is a schematic diagram showing a schematic configuration of a laser processing apparatus according to another embodiment.
- a laser processing head 360 of the laser processing unit 22 shown in FIG. 22 has a switching optical system 374 instead of the switching mechanism 74.
- the switching optical system 374 includes a reflection optical system 376 and a partial reflection plate 378.
- the reflection optical system 376 includes a plurality of reflection plates 380a, 380b, 380c, and 380d.
- the reflecting plates 380a, 380b, 380c, and 380d are members that reflect light, reflect the short pulse laser L2 irradiated from the short pulse laser light source 64 and collimated by the collimating optical system 72, and set to the partial reflecting plate 278.
- the incident light is incident in a direction perpendicular to the fiber laser L1.
- the reflection optical system 376 is used, but it may be guided by an optical fiber.
- the partial reflector 378 is disposed at a position where the fiber laser L1 and the short pulse laser L2 overlap. Specifically, the partial reflection plate 378 is disposed between the collimating optical system 70 and the laser swivel unit 76 and at a position where the short pulse laser L2 that has passed through the reflection optical system 376 arrives.
- the partial reflection plate 378 is provided with a circular light opening 378a on the center side of a region through which the short pulse laser L2 passes, and a reflection portion 378b that reflects light outside the opening 378a.
- the short pulse laser L2 is incident on the surrounding reflector 378b, and the fiber laser L1 is incident on the center opening 378a.
- the partial reflector 378 reflects the portion excluding the center of the incident short pulse laser L ⁇ b> 2 by the reflection portion 378 b and makes it incident on the laser turning portion 76.
- the partial reflection plate 378 passes through an opening 378 a formed at the center of the incident ring-shaped fiber laser L 1 and enters the laser swivel unit 76.
- the partial reflector 378 has a portion on the center side of the incident short pulse laser L2 that passes through the opening 378a.
- the light emitted from the fiber laser light source 62 is collimated through the collimating optical system 70, then passes through the partial reflector 378 and enters the laser swivel unit 76.
- the light emitted from the short pulse laser light source 64 is collimated through the collimating optical system 72 and then enters the reflecting optical system 376.
- the short pulse laser L ⁇ b> 2 is reflected by the reflection optical system 376, a part (a ring-shaped part excluding a part on the center side) is reflected by the partial reflection plate 378, and enters the laser swivel unit 76.
- the laser processing apparatus can cause the two lasers to enter the laser swivel unit 76 in the same direction by overlapping the light paths. .
- the fiber laser is guided along a straight path and guided along a path that reflects a short pulse laser.
- the present invention is not limited to this, and the arrangement may be reversed, or both lasers may be reflected. You may make it make it.
- two types of lasers are used, but three or more types of lasers may be used.
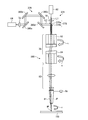
- FIG. 23 is a schematic diagram illustrating a schematic configuration of a laser processing apparatus according to another embodiment.
- FIG. 24 is a schematic diagram showing a schematic configuration of an optical system of the laser processing apparatus shown in FIG.
- FIG. 25 is a schematic view of the trajectory adjusting mechanism and the prism as viewed from the incident direction of the laser.
- FIG. 26 is a schematic view of the trajectory adjusting mechanism and the prism viewed from a direction orthogonal to the laser incident direction.
- FIG. 27 is an enlarged view showing the vicinity of the laser irradiation position.
- the laser processing apparatus shown in FIG. 23 is basically the same as the laser processing apparatus 10 except for the structure of the laser processing head. Hereinafter, points peculiar to the laser processing apparatus shown in FIG. 23 will be described.
- the laser processing apparatus shown in FIG. 23 guides the short pulse laser L2 output from the short pulse laser light source 64 through a straight path and guides the fiber laser L1 output from the fiber laser light source 62 through a path.
- the laser processing head 460 is basically a laser except that the position where the short pulse laser light source 64 and the fiber laser light source 62 are arranged is opposite to the arrangement of the laser processing head 360 and is provided with a trajectory adjusting mechanism 420.
- the configuration is the same as that of the machining head 360.
- the laser swivel unit 476 of the laser processing head 460 rotates the first prism unit 82 having the prism 82a and the second prism unit 84 having the prism 84a as a unit, so that the fiber laser L1 and the short pulse laser are rotated.
- the irradiation position with L2 is rotated.
- the condensing optical system 480 of the laser processing head 460 includes a lens 480a, a lens 480b, and a lens 480c.
- the laser processing head 460 reflects the fiber laser L1 with the partial reflection plate 478 of the switching optical system 474 after reflecting the fiber laser L1 with the reflection optical system 376.
- the partial reflection plate 478 includes a reflection plate 478a and a reflection plate 478b. As shown in FIG. 24, the two reflectors 478a and 478b are arranged at positions shifted from the traveling direction of the fiber laser L1.
- the partial reflection plate 478 is disposed at a position shifted with respect to the traveling direction of the fiber laser L1, so that a space 478c is formed between the reflection plate 478a and the reflection plate 478b.
- the short pulse laser L2 passes through the space 478c.
- the short pulse laser L2 passes near the rotation center, and the fiber laser L1 passes around the short pulse laser L2.
- FIG. 23 the state where the fiber laser L1 and the short pulse laser L2 are shifted in the center axis by the laser swivel unit 476 is emphasized, but the fiber laser L1 and the short pulse laser L2 are shown in FIG.
- the fiber laser L1 and the short pulse laser L2 are shown in FIG.
- they pass through different regions and do not overlap.
- the laser processing head 460 includes a trajectory adjusting mechanism 420.
- the trajectory adjustment mechanism 420 is a mechanism that adjusts the trajectory of the short pulse laser L2, and is fixed to the flat surface of the prism 82a of the first prism unit 82 of the laser turning unit 476. Specifically, as shown in FIG. 25, the trajectory adjustment mechanism 420 is disposed in a region through which the short pulse laser L2 at the rotation center of the prism 82a passes. Further, the trajectory adjusting mechanism 420 is disposed inside the region through which the fiber laser L1 passing through a position farther from the rotation center than the short pulse laser L2 passes. That is, the trajectory adjusting mechanism 420 is not disposed in the region through which the fiber laser L1 passes.
- the trajectory adjusting mechanism 420 of this embodiment is a prism as shown in FIG. 26, and refracts the incident short pulse laser L2 in a predetermined direction.
- the trajectory adjustment mechanism 420 rotates together with the prism 82a of the first prism unit 82.
- the laser processing head 460 is provided with a trajectory adjusting mechanism 420, which refracts the short pulse laser L 2 and does not refract the fiber laser L 1, so that the relative phase between the first prism unit 82 and the second prism unit 84 of the laser swivel unit 476.
- the short pulse laser L2 can be irradiated to a position farther from the rotation center than the fiber laser L1 at the position where the object 100 is irradiated. Thereby, when switching between processing by the short pulse laser L2 and processing by the fiber laser L1, the relative phase between the first prism unit 82 and the second prism unit 84 is shifted to change the laser turning diameter.
- the processing using both the short pulse laser L2 and the fiber laser L1 can be executed in a shorter time, and the processing speed of the processing object 100 can be improved. Further, by providing the orbit adjustment mechanism 420 in the laser swivel unit 476, the optical system through which the short pulse laser L2 and the fiber laser L1 pass can be made different optical systems without shifting the irradiation position without increasing the size of the apparatus. Can do.
- the trajectory adjustment mechanism 420 is disposed near the rotation center. However, like the laser processing head 360, the short pulse laser L2 is positioned closer to the rotation center. In the case of incidence on the outside, the trajectory adjustment mechanism 420 has a ring shape, the trajectory adjustment mechanism 420 is disposed in the region through which the short pulse laser L2 passes, and the trajectory adjustment mechanism 420 is not disposed in the region through which the fiber laser L1 passes. That's fine.
- FIG. 28 is a schematic diagram showing a schematic configuration of a laser processing apparatus according to another embodiment.
- FIG. 29 is a schematic diagram showing a schematic configuration of an optical system of the laser processing apparatus shown in FIG.
- FIG. 30 is a schematic view of the trajectory adjusting mechanism and the condenser lens as viewed from the incident direction of the laser.
- FIG. 31 is a schematic view of the trajectory adjusting mechanism and the condenser lens as viewed from a direction orthogonal to the laser incident direction.
- FIG. 32 is an enlarged view showing the vicinity of the laser irradiation position.
- the laser processing head of the laser processing apparatus shown in FIG. 28 is basically the same as the laser processing head shown in FIG. 23 except for the structure of the trajectory adjustment mechanism. Hereinafter, points peculiar to the laser processing head shown in FIG. 28 will be described.
- a trajectory adjusting mechanism 520 is provided in the condensing optical system 580.
- the laser swivel unit 76 of the laser processing head 560 integrally rotates the first prism unit 82 having the prism 82a and the second prism unit 84 having the prism 84a, so that the fiber laser L1 and the short pulse laser are rotated.
- the irradiation position with L2 is rotated.
- the condensing optical system 580 of the laser processing head 560 includes a lens 580a, a lens 580b, and a lens 580c.
- the trajectory adjusting mechanism 520 is a mechanism for adjusting the trajectory of the short pulse laser L2, and includes a lens 521 and a lens 522.
- the lens 521 is fixed to a flat surface or a part of the surface of the lens 580a of the condensing optical system 580. Specifically, as shown in FIG. 30, the lens 521 is disposed in a region through which the short pulse laser L2 at the rotation center of the lens 580a passes. Further, the lens 521 is disposed inside the region through which the fiber laser L1 passing through a position farther from the rotation center than the short pulse laser L2 passes. That is, the lens 521 is not arranged in the region through which the fiber laser L1 passes.
- the lens 521 of the present embodiment is a lens as shown in FIG.
- the lens 522 is fixed to the flat surface of the lens 580b of the condensing optical system 580.
- the lens 522 has the same function at the same arrangement position as the lens 521 except for the arrangement position.
- the laser processing head 560 is provided with a trajectory adjustment mechanism 520, and allows the short pulse laser L2 to pass therethrough and prevents the fiber laser L1 from passing therethrough, so that the relative phase between the first prism unit 82 and the second prism unit 84 of the laser swivel unit 76 is reached. As shown in FIG. 32, the focal positions of the short pulse laser L2 and the fiber laser L1 can be shifted. In the present embodiment, the focal position of the short pulse laser L2 is the surface 590, and the focal position of the fiber laser L1 is on the surface of the workpiece 100.
- the focal position of the short pulse laser L2 By shifting the focal position in this way, specifically, by setting the focal position of the short pulse laser L2 to the near side of the focal position of the fiber laser L1, the position at which the workpiece 100 is irradiated is short.
- the pulse laser L2 can be irradiated to a position farther from the rotation center than the fiber laser L1. Thereby, when switching between processing by the short pulse laser L2 and processing by the fiber laser L1, the relative phase between the first prism unit 82 and the second prism unit 84 is shifted to change the laser turning diameter. Without executing the above, it is possible to irradiate the short pulse laser L2 outside the fiber laser L1.
- the processing using both the short pulse laser L2 and the fiber laser L1 can be executed in a shorter time, and the processing speed of the processing object 100 can be improved. Further, by providing the trajectory adjusting mechanism 520 in the condensing optical system 580, the optical system through which the short pulse laser L2 and the fiber laser L1 pass is made different, and the irradiation position is shifted without increasing the size of the apparatus. be able to.
- the trajectory adjusting mechanism 520 is disposed in the vicinity of the rotation center. However, like the laser processing head 360, the short pulse laser L2 is positioned closer to the rotation center. When the light is incident on the outside, the trajectory adjustment mechanism 520 is formed in a ring shape, the trajectory adjustment mechanism 520 is disposed in the region through which the short pulse laser L2 passes, and the trajectory adjustment mechanism 520 is not disposed in the region through which the fiber laser L1 passes. That's fine.
- FIG. 33 is a schematic diagram showing a schematic configuration of a laser processing apparatus according to another embodiment.
- the laser processing head of the laser processing apparatus shown in FIG. 33 is basically the same as the laser processing head shown in FIG. 23 except that it includes an irradiation position adjustment mechanism in addition to the trajectory adjustment mechanism.
- the points peculiar to the laser processing head shown in FIG. 33 will be described.
- the 33 has a focus adjustment mechanism 624 and an inclination adjustment mechanism 626 as an irradiation position adjustment mechanism.
- the focus adjustment mechanism 624 and the tilt adjustment mechanism 626 are disposed between the collimating optical system 70 and the partial reflection plate 478 on the path (optical path) through which the short pulse laser L2 passes. That is, only the path of the focus adjustment mechanism 624, the inclination adjustment mechanism 626, and the short pulse laser L2 is provided at a position where the short pulse laser L2 passes and the fiber laser L1 does not pass.
- the focus adjustment mechanism 624 is a mechanism that adjusts the focal position of the short pulse laser L2, and the focus adjustment mechanism 624 can use an optical system in which a plurality of lenses are combined.
- the tilt adjustment mechanism 626 adjusts the angle of the short pulse laser L2, specifically, the angle of the laser turning unit 76 with respect to the turning axis (turning center).
- the laser processing head 660 includes the focus adjustment mechanism 624, so that the focal position 630 of the fiber laser L1 and the focal position 632 of the short pulse laser L2 in the height direction (laser traveling direction) are provided. Is adjusted, the focus position 632 of the short pulse laser L2 is adjusted by the focus adjustment mechanism 624 so that the position of the focus position 632a of the short pulse laser L2 matches the position of the focus 630 as shown in FIG. 34B. Can do.
- the laser processing head 660 can adjust the focal position of the short pulse laser L2 by including the focus adjustment mechanism 624. Thereby, the focal position of the short pulse laser L2 with respect to the focal position of the fiber laser L1 can be quickly adjusted, and the two lasers can be adjusted without adjusting the entire position of the laser processing head 660 or the laser swivel unit 76. The processing using can be switched quickly.
- the laser processing head 660 includes the tilt adjustment mechanism 626, so that the focal position 630 of the fiber laser L1 and the short pulse laser L2 are provided on a plane orthogonal to the height direction (laser traveling direction) as shown in FIG. 35A.
- the tilt adjustment mechanism 626 adjusts the focal position 634 of the short pulse laser L2 to adjust the position of the focal position 634a of the short pulse laser L2 as shown in FIG. Can be adjusted to the position.
- the laser processing head 660 can adjust the focal position of the short pulse laser L2 by including the tilt adjustment mechanism 626. Thereby, the focal position of the short pulse laser L2 with respect to the focal position of the fiber laser L1 can be quickly adjusted, and the two lasers can be adjusted without adjusting the entire position of the laser processing head 660 or the laser swivel unit 76. The processing using can be switched quickly.
- the laser processing head 660 may include only one of the focus adjustment mechanism 624 and the tilt adjustment mechanism 626.
- the workpiece 100 is moved in the Y-axis direction by the moving unit 14 and the laser processing head 60 is moved in the X-axis direction and the Z-axis direction.
- the laser processing apparatus 10 may move the workpiece 100 in the three directions of the X axis, the Y axis, and the Z axis, or may move the laser processing head 60 in the three directions of the X axis, the Y axis, and the Z axis.
- the laser processing apparatus 10 may be provided with a stage moving mechanism in the stage unit 16 and adjust the posture (direction, position in the rotational direction) of the workpiece 100 by the stage moving mechanism.
- the laser processing apparatus 10 of the said embodiment irradiated two types of lasers with two laser processing heads, it is not limited to this.
- the laser processing apparatus 10 should just be able to irradiate at least a short pulse laser.
- the laser is not limited to a fiber laser, and various lasers that can be used can be used.
- the laser processing apparatus 10 includes a head for irradiating a short pulse laser and a head for irradiating a laser other than the short pulse laser (fiber laser, CO 2 laser). Laser processing may be performed.
- the means for performing processing (processing of the metal layer) other than the processing by the short pulse laser is not limited to laser processing, and may be performed by machining (drilling or lathe processing).
- the laser processing apparatus 10 of the above-described embodiment can be suitably used when processing a processing object in which a protective layer is laminated on a metal layer, but is not limited thereto.
- the laser processing apparatus 10 can also be used for processing a workpiece having another structure.
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
Description
12 フレーム
14 移動ユニット
16 ステージユニット
22 レーザ加工ユニット
24 制御部
30 Y軸移動機構
34 X軸移動機構
38 Z軸移動機構
39 θY回転機構
60 レーザ加工ヘッド
62 ファイバレーザ光源
64 短パルスレーザ光源
76 レーザ旋回部
80 集光光学系
81 ノズル
82 第1プリズムユニット
84 第2プリズムユニット
86 アシストガス供給源
100 加工対象物
Claims (16)
- 加工対象物を加工する短パルスレーザを少なくとも照射するレーザ加工ヘッドを用いて、前記加工対象物を加工するレーザ加工方法であって、
前記加工対象物は、金属層に保護層が形成された積層構造であり、
前記保護層に短パルスレーザを照射し、前記保護層を切削する短パルスレーザ加工工程と、
前記短パルスレーザ加工工程で切削した領域の前記金属層を切削する金属層加工工程と、を含むレーザ加工方法。 - 前記短パルスレーザ加工工程は、前記金属層の表面に直交する方向において、前記金属層を0.001mm以上、かつ、前記金属層の厚みの50%以下の深さに切削する請求項1に記載のレーザ加工方法。
- 前記短パルスレーザ加工工程は、前記短パルスレーザが照射される方向において、前記金属層を0.001mm以上、かつ、前記金属層の厚みの50%以下の深さに切削する請求項1に記載のレーザ加工方法。
- 少なくとも加工対象物を加工するレーザを照射するレーザ加工ヘッドを用いて、前記加工対象物を加工するレーザ加工方法であって、
前記加工対象物は、金属層に保護層が形成された積層構造であり、
前記保護層と前記金属層とを一括して切削する金属層加工工程と、
前記金属層加工工程で切削した領域の端面を含む前記保護層に短パルスレーザを照射し、前記保護層を切削する短パルスレーザ加工工程と、
を含むレーザ加工方法。 - 少なくとも加工対象物を加工するレーザを照射するレーザ加工ヘッドを用いて、前記加工対象物を加工するレーザ加工方法であって、
前記加工対象物は、金属層に保護層が形成された積層構造であり、
前記保護層が形成されていない前記加工対象物の前記金属層を切削する金属層加工工程と、
前記金属層加工工程で切削された前記加工対象物に前記保護層を積層する積層工程と、
前記積層工程で前記保護層が積層された前記加工対象物の前記金属層加工工程で切削した領域と重なる領域に短パルスレーザを照射し、前記保護層を切削する短パルスレーザ加工工程と、
を含むレーザ加工方法。 - 前記短パルスレーザ加工工程及び前記金属層加工工程は、前記加工対象物に穴を形成する加工であり、
前記短パルスレーザ加工工程は、前記金属層加工工程が前記金属層に形成する穴より径が大きい穴を前記保護層に形成する請求項1から5のいずれか一項に記載のレーザ加工方法。 - 前記短パルスレーザ加工工程は、前記保護層にリング形状の開口を形成する加工であり、
前記金属層加工工程は、前記加工対象物に穴を形成する加工であり、
前記短パルスレーザ加工工程は、前記金属層加工工程が前記金属層に形成する穴より外径が大きいリング形状を前記保護層に形成する請求項1から3のいずれか一項に記載のレーザ加工方法。 - 前記金属層加工工程は、前記短パルスレーザ加工工程で切削した領域にファイバレーザを照射し、前記金属層を切削する請求項1から7のいずれか一項にレーザ加工方法。
- 前記保護層は、耐熱性材料もしくは、耐摩耗性材料で形成される請求項1から7のいずれか一項に記載のレーザ加工方法。
- 前記レーザ加工ヘッドは、前記短パルスレーザを前記加工対象物に対して旋回させるレーザ旋回部と、前記レーザ旋回部で旋回された前記短パルスレーザを集光させる集光光学系と、を有し、
前記短パルスレーザ加工工程は、前記レーザ旋回部で、前記レーザが前記加工対象物に照射される位置を回転させる請求項1から9のいずれか一項に記載のレーザ加工方法。 - 加工対象物を支持するステージを含むステージユニットと、
ファイバレーザを出力するファイバレーザ光源、短パルスレーザを出力する短パルスレーザ光源及び前記加工対象物を加工するレーザを照射するレーザ加工ヘッドを含むレーザ加工ユニットと、
前記レーザ加工ヘッドと前記ステージとをY軸方向に相対移動させるY軸移動機構、前記Y軸移動機構に対して、前記レーザ加工ヘッドをX軸方向に相対移動させるX軸移動機構及び前記X軸移動機構に固定され、前記レーザ加工ヘッドをZ軸方向に相対移動させるZ軸移動機構を有する移動ユニットと、
各部の動作を制御する制御部と、を含み、
前記レーザ加工ヘッドは、前記ファイバレーザをレーザ旋回部に入射させる状態と、前記短パルスレーザを前記レーザ旋回部に入射させる状態と、を切り換える切換機構と、前記レーザを前記加工対象物に対して旋回させるレーザ旋回部と、前記レーザ旋回部で旋回されたレーザを集光させる集光光学系と、を有し、前記レーザ旋回部で、前記レーザが前記加工対象物に照射される位置を回転させるレーザ加工装置。 - 前記短パルスレーザの経路に配置され、前記短パルスレーザの照射位置を、前記レーザの旋回する経路の中心よりも外側にオフセットし、前記ファイバレーザが入射しない軌道に調整する軌道調整機構をさらに備える請求項11に記載のレーザ加工装置。
- 前記軌道調整機構は、前記レーザ旋回部に設置されたプリズムである請求項12に記載のレーザ加工装置。
- 前記軌道調整機構は、前記集光光学系に設置されたレンズである請求項12に記載のレーザ加工装置。
- 前記短パルスレーザの経路に配置され、前記短パルスレーザの照射位置を、調整する照射位置調整機構をさらに備え、
前記制御部は、前記ファイバレーザの照射位置に基づいて、前記照射位置調整機構により前記短パルスレーザの照射位置を調整する請求項11から14のいずれか一項に記載のレーザ加工装置。 - 前記加工対象物は、金属層に保護層が形成された積層構造であり、
前記制御部は、前記レーザ加工ユニットから前記加工対象物に前記短パルスレーザを照射して、前記保護層を切削する請求項11から15のいずれか一項に記載のレーザ加工装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580001583.2A CN105473273B (zh) | 2014-02-28 | 2015-01-26 | 激光加工方法及激光加工装置 |
| US14/911,663 US10792759B2 (en) | 2014-02-28 | 2015-01-26 | Laser processing method and laser processing apparatus |
| KR1020167003704A KR101902084B1 (ko) | 2014-02-28 | 2015-01-26 | 레이저 가공방법 및 레이저 가공장치 |
| CA2921212A CA2921212C (en) | 2014-02-28 | 2015-01-26 | Laser processing method and laser processing apparatus |
| EP15755690.3A EP3025820B1 (en) | 2014-02-28 | 2015-01-26 | Laser processing method and laser processing apparatus |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014039643A JP5908009B2 (ja) | 2013-08-20 | 2014-02-28 | レーザ加工方法及びレーザ加工装置 |
| JP2014-039643 | 2014-02-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015129362A1 true WO2015129362A1 (ja) | 2015-09-03 |
Family
ID=54010731
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/052072 WO2015129362A1 (ja) | 2014-02-28 | 2015-01-26 | レーザ加工方法及びレーザ加工装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10792759B2 (ja) |
| EP (1) | EP3025820B1 (ja) |
| JP (1) | JP5908009B2 (ja) |
| KR (1) | KR101902084B1 (ja) |
| CN (1) | CN105473273B (ja) |
| CA (1) | CA2921212C (ja) |
| WO (1) | WO2015129362A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106475681B (zh) * | 2015-08-31 | 2019-03-15 | 株式会社理光 | 光加工装置和光加工物的生产方法 |
| JP6804224B2 (ja) * | 2016-06-22 | 2020-12-23 | 三菱重工業株式会社 | レーザ加工装置およびレーザ加工方法 |
| JP6721439B2 (ja) * | 2016-07-11 | 2020-07-15 | 株式会社ディスコ | レーザー加工装置 |
| CN107824990A (zh) * | 2017-12-19 | 2018-03-23 | 单杰 | 一种模切板的多功能激光冲孔机构及其使用方法 |
| CN108406120A (zh) * | 2018-02-08 | 2018-08-17 | 武汉华工激光工程有限责任公司 | 对喷漆碳纤维外壳进行镭雕通孔的方法及设备 |
| CN108526719A (zh) * | 2018-04-25 | 2018-09-14 | 王天牧 | 一种复合材料的切割设备及切割方法 |
| KR102075731B1 (ko) * | 2018-09-27 | 2020-02-10 | 한국기계연구원 | 레이저 제염 시스템 |
| KR102188554B1 (ko) * | 2019-01-22 | 2020-12-09 | 주식회사 디이엔티 | 금속 3d 프린터의 레이저 헤드 광축 거리조절장치 |
| JP7297568B2 (ja) * | 2019-07-08 | 2023-06-26 | 三菱重工業株式会社 | レーザ加工方法 |
| CH716546A1 (fr) * | 2019-08-29 | 2021-03-15 | Haute Ecole Arc | Dispositif d'usinage laser et procédé de trépanation optique. |
| CN110744205B (zh) * | 2019-10-22 | 2022-06-14 | 大族激光科技产业集团股份有限公司 | 一种钛基多层复合材料激光深度标记方法 |
| CN111098034A (zh) * | 2019-12-16 | 2020-05-05 | 大族激光科技产业集团股份有限公司 | 一种多层材料产品标记装置及方法 |
| CN112296536A (zh) * | 2020-06-22 | 2021-02-02 | 深圳市木森科技有限公司 | 一种基于二氧化碳激光和光纤激光的铝基板切割方法、铝基板切割装置及其控制方法 |
| CN112064012B (zh) * | 2020-09-07 | 2022-06-21 | 江苏联宸激光科技有限公司 | 一种应用于工件修复的激光熔覆装置 |
| CN112872629B (zh) * | 2021-01-18 | 2022-07-01 | 星控激光科技(上海)有限公司 | 一种基于超快激光脉冲序列的四光楔旋切钻孔方法及系统 |
| KR102351494B1 (ko) * | 2021-08-12 | 2022-01-17 | (주)멀티일렉텍 | 유리 측면 가공 장치 |
| JP7252306B1 (ja) * | 2021-12-21 | 2023-04-04 | 住友金属鉱山株式会社 | 金属ロールの製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007098475A (ja) * | 2005-09-30 | 2007-04-19 | General Electric Co <Ge> | セラミック鋳造中子を製造する方法並びに関連する物品及びプロセス |
| JP2008055478A (ja) * | 2006-08-31 | 2008-03-13 | Honda Motor Co Ltd | 仕上げ加工方法 |
| JP2009510302A (ja) * | 2005-09-26 | 2009-03-12 | シーメンス アクチエンゲゼルシヤフト | 露出した開口部を備えるコーティングされるべきガスタービン構成部品を製造する方法、この方法を実施する装置、およびフィルム冷却開口部を備えるコーティング可能なタービン羽根 |
| US20130175243A1 (en) * | 2012-01-11 | 2013-07-11 | The Ex One Company, Llc | Laser Drilling and Trepanning Device |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05329674A (ja) | 1992-05-28 | 1993-12-14 | Kawasaki Heavy Ind Ltd | 光軸調整方法およびそれに用いる光軸調整装置 |
| JP2828871B2 (ja) | 1993-06-29 | 1998-11-25 | 住友重機械工業株式会社 | トレパニングヘッド |
| GB9617093D0 (en) | 1996-08-14 | 1996-09-25 | Rolls Royce Plc | A method of drilling a hole in a workpiece |
| JP2003517931A (ja) | 1999-11-29 | 2003-06-03 | シーメンス アクチエンゲゼルシヤフト | サブストレートを加工する装置および当該装置を用いてサブストレートを加工する方法 |
| US6573474B1 (en) | 2000-10-18 | 2003-06-03 | Chromalloy Gas Turbine Corporation | Process for drilling holes through a thermal barrier coating |
| US6420677B1 (en) * | 2000-12-20 | 2002-07-16 | Chromalloy Gas Turbine Corporation | Laser machining cooling holes in gas turbine components |
| GB2383769B (en) * | 2001-10-06 | 2004-10-13 | Rolls Royce Plc | Method of laser drilling a hole |
| GB2395157B (en) * | 2002-11-15 | 2005-09-07 | Rolls Royce Plc | Laser driliing shaped holes |
| US6847004B2 (en) * | 2003-01-10 | 2005-01-25 | General Electric Company | Process of removing a ceramic coating deposit in a surface hole of a component |
| EP1670612B1 (de) | 2003-10-06 | 2012-03-07 | Siemens Aktiengesellschaft | Verfahren zur herstellung eines lochs |
| DE102004034721A1 (de) | 2004-07-17 | 2006-02-16 | Alstom Technology Ltd | Verfahren zum Ausbilden einer Bohrung |
| EP1810774A1 (de) | 2006-01-24 | 2007-07-25 | Siemens Aktiengesellschaft | Verfahren zur Herstellung eines Loches |
| DE102004050047A1 (de) | 2004-10-14 | 2006-04-27 | Robert Bosch Gmbh | Verfahren und Vorrichtung zur Erzeugung von Bohrungen mittels Laser |
| CN1796038A (zh) | 2004-12-20 | 2006-07-05 | 日立比亚机械股份有限公司 | 激光束加工设备 |
| KR100707860B1 (ko) | 2005-12-21 | 2007-04-17 | 주식회사 이오테크닉스 | 레이저 빔을 이용한 비아홀 형성방법 |
| EP1844892A1 (de) * | 2006-04-13 | 2007-10-17 | ALSTOM Technology Ltd | Verfahren zur Laserentfernung von Beschichtenmaterialen in Kühlenlöchern eines Turbinenbauteiles |
| US20100078418A1 (en) | 2008-09-26 | 2010-04-01 | Electro Scientific Industries, Inc. | Method of laser micro-machining stainless steel with high cosmetic quality |
| JP2011110598A (ja) | 2009-11-30 | 2011-06-09 | Panasonic Corp | レーザ加工方法およびレーザ加工装置 |
| US9696035B2 (en) | 2010-10-29 | 2017-07-04 | General Electric Company | Method of forming a cooling hole by laser drilling |
| US20120102959A1 (en) * | 2010-10-29 | 2012-05-03 | John Howard Starkweather | Substrate with shaped cooling holes and methods of manufacture |
| US9089933B2 (en) * | 2010-12-20 | 2015-07-28 | Pratt & Whitney Canada Corp. | Method for making and repairing effusion cooling holes in cumbustor liner |
| JP2012148299A (ja) | 2011-01-18 | 2012-08-09 | Towa Corp | レーザ加工装置 |
| US8624151B2 (en) * | 2011-07-19 | 2014-01-07 | Pratt & Whitney Canada Corp. | Laser drilling methods of shallow-angled holes |
| US20130020291A1 (en) * | 2011-07-19 | 2013-01-24 | Pratt & Whitney Canada Corp. | Laser drilling methods of shallow-angled holes |
| KR101367481B1 (ko) | 2012-02-28 | 2014-02-27 | (주)엔에스 | 필름절단장치 및 필름절단방법 |
| JP5189684B1 (ja) | 2012-03-07 | 2013-04-24 | 三菱重工業株式会社 | 加工装置、加工ユニット及び加工方法 |
| JP5496375B2 (ja) | 2013-01-23 | 2014-05-21 | 三菱重工業株式会社 | 加工装置、加工ユニット及び加工方法 |
-
2014
- 2014-02-28 JP JP2014039643A patent/JP5908009B2/ja active Active
-
2015
- 2015-01-26 EP EP15755690.3A patent/EP3025820B1/en active Active
- 2015-01-26 CA CA2921212A patent/CA2921212C/en active Active
- 2015-01-26 KR KR1020167003704A patent/KR101902084B1/ko active IP Right Grant
- 2015-01-26 WO PCT/JP2015/052072 patent/WO2015129362A1/ja active Application Filing
- 2015-01-26 CN CN201580001583.2A patent/CN105473273B/zh active Active
- 2015-01-26 US US14/911,663 patent/US10792759B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009510302A (ja) * | 2005-09-26 | 2009-03-12 | シーメンス アクチエンゲゼルシヤフト | 露出した開口部を備えるコーティングされるべきガスタービン構成部品を製造する方法、この方法を実施する装置、およびフィルム冷却開口部を備えるコーティング可能なタービン羽根 |
| JP2007098475A (ja) * | 2005-09-30 | 2007-04-19 | General Electric Co <Ge> | セラミック鋳造中子を製造する方法並びに関連する物品及びプロセス |
| JP2008055478A (ja) * | 2006-08-31 | 2008-03-13 | Honda Motor Co Ltd | 仕上げ加工方法 |
| US20130175243A1 (en) * | 2012-01-11 | 2013-07-11 | The Ex One Company, Llc | Laser Drilling and Trepanning Device |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160029857A (ko) | 2016-03-15 |
| CN105473273A (zh) | 2016-04-06 |
| EP3025820B1 (en) | 2020-08-19 |
| KR101902084B1 (ko) | 2018-09-27 |
| JP5908009B2 (ja) | 2016-04-26 |
| EP3025820A4 (en) | 2017-01-25 |
| CA2921212C (en) | 2020-08-18 |
| US20160193693A1 (en) | 2016-07-07 |
| US10792759B2 (en) | 2020-10-06 |
| CA2921212A1 (en) | 2015-09-03 |
| EP3025820A1 (en) | 2016-06-01 |
| CN105473273B (zh) | 2020-04-10 |
| JP2015061731A (ja) | 2015-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5908009B2 (ja) | レーザ加工方法及びレーザ加工装置 | |
| US11117221B2 (en) | Laser machining device and laser machining method | |
| JP5627760B1 (ja) | レーザ加工装置及びレーザ加工方法 | |
| RU2750313C2 (ru) | Способ лазерной обработки металлического материала с высоким уровнем динамического управления осями движения лазерного луча по заранее выбранной траектории обработки, а также станок и компьютерная программа для осуществления указанного способа | |
| US11028003B2 (en) | Method and device for laser-based machining of flat substrates | |
| US9862055B2 (en) | Processing apparatus and processing method | |
| US9931712B2 (en) | Laser drilling and trepanning device | |
| TWI547339B (zh) | Processing unit, processing unit and processing method | |
| KR20180114913A (ko) | 빔 정렬 및/또는 요동 이동을 제공하는 이중 이동가능한 거울을 갖춘 레이저 절삭 헤드 | |
| JP2011098390A (ja) | 半完成品の表面形成用レーザ加工装置及び方法 | |
| JP6071640B2 (ja) | 加工装置、加工方法 | |
| TW201815502A (zh) | 利用控制相對於輔助氣流作光軸定位進行金屬材料雷射加工的方法以及實施該方法的機器及電腦程式 | |
| WO2012073931A1 (ja) | レーザ加工装置 | |
| EP1525941B1 (en) | A method of laser machining components having a protective surface coating | |
| KR20130048007A (ko) | 레이저 드릴링 장치 및 레이저 드릴링 방법 | |
| JP2015080799A (ja) | レーザ加工装置、及びレーザ加工方法 | |
| JP7568696B2 (ja) | レーザ旋回装置、レーザ加工装置および加工方法 | |
| JP7452901B2 (ja) | レーザ加工装置 | |
| JP2004066321A (ja) | レーザ加工装置及びレーザ加工方法並びに電子部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201580001583.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15755690 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2921212 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14911663 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20167003704 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015755690 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |