WO2015092877A1 - はんだ供給装置 - Google Patents
はんだ供給装置 Download PDFInfo
- Publication number
- WO2015092877A1 WO2015092877A1 PCT/JP2013/083853 JP2013083853W WO2015092877A1 WO 2015092877 A1 WO2015092877 A1 WO 2015092877A1 JP 2013083853 W JP2013083853 W JP 2013083853W WO 2015092877 A1 WO2015092877 A1 WO 2015092877A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- solder
- container
- supply device
- cup
- magnet
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
- B23K3/06—Solder feeding devices; Solder melting pans
- B23K3/0607—Solder feeding devices
- B23K3/0638—Solder feeding devices for viscous material feeding, e.g. solder paste feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/14—Details
- B41F15/40—Inking units
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01F—MEASURING VOLUME, VOLUME FLOW, MASS FLOW OR LIQUID LEVEL; METERING BY VOLUME
- G01F23/00—Indicating or measuring liquid level or level of fluent solid material, e.g. indicating in terms of volume or indicating by means of an alarm
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3457—Solder materials or compositions; Methods of application thereof
- H05K3/3485—Applying solder paste, slurry or powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/08—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means
- B05B12/12—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means responsive to conditions of ambient medium or target, e.g. humidity, temperature position or movement of the target relative to the spray apparatus
- B05B12/124—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means responsive to conditions of ambient medium or target, e.g. humidity, temperature position or movement of the target relative to the spray apparatus responsive to distance between spray apparatus and target
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B9/00—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour
- B05B9/03—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour characterised by means for supplying liquid or other fluent material
- B05B9/04—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour characterised by means for supplying liquid or other fluent material with pressurised or compressible container; with pump
- B05B9/08—Apparatus to be carried on or by a person, e.g. of knapsack type
- B05B9/0805—Apparatus to be carried on or by a person, e.g. of knapsack type comprising a pressurised or compressible container for liquid or other fluent material
- B05B9/0838—Apparatus to be carried on or by a person, e.g. of knapsack type comprising a pressurised or compressible container for liquid or other fluent material supply being effected by follower in container, e.g. membrane or floating piston, or by deformation of container
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/01—Tools for processing; Objects used during processing
- H05K2203/0104—Tools for processing; Objects used during processing for patterning or coating
- H05K2203/0126—Dispenser, e.g. for solder paste, for supplying conductive paste for screen printing or for filling holes
Definitions
- the present invention relates to a solder supply apparatus for supplying solder from a solder container that has a cylindrical shape with one end opened and accommodates fluid-like solder inside.
- the solder supply device has a solder container that contains a fluid-like solder inside and a piston that is fitted in the solder container.
- a solder supply device for supplying solder in a container.
- the solder container is emptied, the empty solder container is replaced with a new solder container. For this reason, it is necessary to detect that the solder container is empty.
- the following patent document describes a solder supply device that moves a solder container by driving an electromagnetic motor and supplies the solder.
- the encoder detects the drive amount of the electromagnetic motor, and based on the detected value.
- the movement amount of the solder container is calculated. Thereby, it can be determined whether or not the solder in the solder container is empty, that is, whether or not the solder in the solder container is broken.
- the light emitting part is disposed on the outer peripheral surface near the bottom surface of the solder container, and light is irradiated from the light emitting part toward the inside of the solder container.
- the light receiving unit is disposed at a position where the light emitted from the light emitting unit can be received. And when the light-receiving part receives irradiation light, the solder breakage in a solder container is detected. This is because when the solder remains in the solder container, the irradiation light from the light emitting portion is blocked by the solder, and the light receiving portion cannot receive the irradiation light.
- an object of the present invention is to appropriately detect solder breakage in solder supply apparatuses having various structures for supplying solder by moving a solder container.
- a solder supply device has a cylindrical shape in which one end portion is open, a solder container that contains a fluid-like solder inside, and a solder container in the solder container.
- a nozzle that is inserted and discharges the solder in the solder container to the outside, and a piston that is fixedly disposed on the outer periphery of the nozzle and that is fitted into the solder container from the opening of the solder container;
- the solder supply apparatus according to claim 2 is the solder supply apparatus according to claim 1, wherein the solder supply apparatus has a cylindrical shape with one end opened, and the other end of the solder container is inserted from the opening.
- An outer cylinder for housing the solder container, and the nozzle is moved by supplying air to an air chamber defined by the other end of the solder container and the other end of the outer cylinder, and the nozzle It is characterized by supplying solder from the tip.
- the sensor is disposed outside the outer cylinder, and the outer periphery of the solder container is interposed through the outer cylinder.
- a portion facing the surface and at least a portion facing the sensor of the outer cylinder is formed of a non-magnetic material.
- solder supply device in the solder supply device according to any one of claims 1 to 3, at least one of the magnet and the sensor is a moving direction of the solder container. Further, a plurality of them are arranged side by side.
- the solder container has a flange portion formed on an outer peripheral portion.
- the magnet is an annular member having an inner diameter smaller than an outer diameter of the flange portion of the solder container and larger than an outer diameter of a cylindrical portion excluding the flange portion of the solder container.
- a magnet is disposed on the outer peripheral surface of the solder container.
- the sensor which can detect the approach of a magnet is arrange
- the solder container is fitted from the bottom into the cylindrical outer cylinder whose one end is open. And by supplying air to the air chamber defined by the bottom surface of the outer cylinder and the bottom surface of the solder container, the solder container moves and solder is supplied from the solder container. That is, the piston moves when the bottom surface of the solder container is directly pressed by air. Thereby, the pressure in a solder container becomes high and solder is supplied from a solder container.
- the solder supply device of the second aspect it becomes possible to supply solder from the solder container without using an air cylinder, an electromagnetic motor, etc., and the solder supply device can be downsized and the structure can be simplified. And so on.
- the sensor is disposed outside the outer cylinder, and faces the outer peripheral surface of the solder container via the outer cylinder. Then, at least a portion of the outer cylinder that faces the sensor is formed of a nonmagnetic material. As a result, a sensor is arranged outside the outer cylinder, not inside the outer cylinder with almost no empty space, and the approach of the magnet can be detected by the sensor.
- a plurality of magnets and sensors are arranged side by side in the moving direction of the solder container. Thereby, it is possible to detect a plurality of positions after the solder container is moved. For this reason, for example, it is possible to detect not only a shortage of solder but also a decrease in the remaining amount of solder in the solder container.
- a flange portion is formed on the outer peripheral surface of the solder container.
- the magnet is annular, and the inner diameter of the annular magnet is smaller than the outer diameter of the flange portion and larger than the outer diameter of the cylindrical portion other than the flange portion of the solder container. For this reason, it becomes possible to attach an annular magnet to the outer peripheral surface of the solder container so as to be caught by the flange portion. That is, the magnet can be attached to the solder container without using an instrument or the like. This makes it possible to simplify the structure and reduce costs.
- solder printer which is an Example of this invention. It is sectional drawing which shows the solder supply apparatus with which the solder printer of FIG. 1 is provided. It is a perspective view which shows the solder supply apparatus of FIG. It is a block diagram which shows the control apparatus with which the solder printer of FIG. 1 is provided. It is sectional drawing which shows the solder supply apparatus of the state in which the residual amount of the solder in a solder cup became small. It is sectional drawing which shows the solder supply apparatus of the state in which the solder in a solder cup became empty.
- FIG. 1 shows a solder printer 10 according to an embodiment of the present invention.
- the solder printer 10 is an apparatus for printing cream solder on a circuit board.
- the solder printer 10 includes a conveying device 20, a moving device 22, a squeegee device 24, and a solder supply device 26.
- the conveying device 20 includes a pair of conveyor belts 30 extending in the X-axis direction and an electromagnetic motor (see FIG. 4) 32 that rotates the conveyor belt 30.
- the pair of conveyor belts 30 support the circuit board 34, and the circuit board 34 is conveyed in the X-axis direction by driving the electromagnetic motor 32.
- the transport device 20 includes a holding device (see FIG. 4) 36.
- the holding device 36 fixedly holds the circuit board 34 supported by the conveyor belt 30 at a predetermined position (a position where the circuit board 34 in FIG. 1 is illustrated).
- a metal mask (not shown) is placed on the upper surface of the circuit board 34.
- the moving device 22 includes a Y-axis direction slide mechanism 50 and an X-axis direction slide mechanism 52.
- the Y-axis direction slide mechanism 50 has a Y-axis slider 56 provided on the base 54 so as to be movable in the Y-axis direction.
- the Y-axis slider 56 is moved to an arbitrary position in the Y-axis direction by driving of an electromagnetic motor (see FIG. 4) 58.
- the X-axis direction slide mechanism 52 has an X-axis slider 60 provided on the side surface of the Y-axis slider 56 so as to be movable in the X-axis direction.
- the X-axis slider 60 is moved to an arbitrary position in the X-axis direction by driving an electromagnetic motor (see FIG. 4) 62.
- the squeegee device 24 is attached to the Y-axis slider 56 above the transport device 20 and moves to an arbitrary position above the circuit board 34 held by the transport device 20.
- the squeegee device 24 has a squeegee (not shown), and the squeegee is held by the squeegee device 24 so as to be movable in the Y-axis direction and the vertical direction while extending downward.
- the squeegee moves in the Y-axis direction by driving an electromagnetic motor (see FIG. 4) 66 and moves up and down by driving an electromagnetic motor (see FIG. 4) 68.
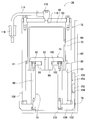
- the solder supply device 26 is attached to the X-axis slider 60 and is moved to an arbitrary position on the base 54 by the moving device 22. As shown in FIG. 2, the solder supply device 26 includes a solder cup 70, an outer cylinder 72, a supply nozzle 74, an inner cylinder 76, and a fixed lid 78.
- the solder cup 70 is a bottomed cylindrical container having an opening at one end, and is filled with cream solder.
- a flange portion 80 is formed on the outer peripheral surface of the solder cup 70 on the opening side, and a screw thread (not shown) is formed between the flange portion 80 and the end on the opening side.
- the lid cover (illustration omitted) which closes an opening part is marketed in the state screwed together by the screw thread. That is, a manufacturer of cream solder sells a solder cup 70 in which the solder cup 70 is filled with cream solder and the opening is closed by the lid. Then, the user purchases the solder cup 70 and uses the solder cup 70 with the lid opened.
- annular magnet 81 is attached to the outer periphery of the solder cup 70.
- the inner diameter of the annular magnet 81 is smaller than the outer diameter of the flange portion 80 of the solder cup 70 and larger than the outer diameter of the cylindrical portion excluding the flange portion 80 of the solder cup 70.
- a solder cup 70 is fitted into the inner diameter portion of the annular magnet 81 from the bottom side of the solder cup 70.
- the magnet 81 is hooked on the flange portion 80 and attached to the outer peripheral portion of the solder cup 70.
- the outer diameter of the magnet 81 is smaller than the outer diameter of the flange portion 80, and the magnet 81 that is hooked on the flange portion 80 does not protrude outward from the outer edge of the flange portion 80.
- the outer cylinder 72 has a bottomed cylindrical shape having an opening at one end, and the solder cup 70 is accommodated inside the outer cylinder 72.
- the inner peripheral surface of the outer cylinder 72 is constituted by a first inner peripheral surface 82 positioned on the opening side of the outer cylinder 72 and a second inner peripheral surface 84 positioned on the bottom surface 83 side of the outer cylinder 72. ing.
- the inner diameter of the first inner peripheral surface 82 is slightly larger than the outer diameter of the flange portion 80 of the solder cup 70, and the inner diameter of the second inner peripheral surface 84 is larger than the outer diameter of the cylindrical portion of the solder cup 70. Slightly larger.
- the end of the solder cup 70 on the bottom side is inserted from the opening of the outer cylinder 72, and the solder cup 70 is accommodated in the outer cylinder 72. Thereby, the solder cup 70 slides inside the outer cylinder 72.
- the depth dimension of the portion of the second inner peripheral surface 84 of the outer cylinder 72 is longer than the length dimension from the magnet 81 hooked on the flange portion 80 of the solder cup 70 to the bottom surface of the solder cup 70,
- the magnet 81 caught on the flange portion 80 of the solder cup 70 abuts on the step surface between the first inner peripheral surface 82 and the second inner peripheral surface 84 of the outer cylinder 72. Therefore, a space 86 is formed between the bottom surface of the solder cup 70 and the bottom surface 83 of the outer cylinder 72.
- the outer cylinder 72 is made of a nonmagnetic material such as aluminum.
- the surface on the opposite side to the opening part of a bottomed cylindrical member is described as a bottom face. That is, even when the surface opposite to the opening of the bottomed cylindrical member is located above and the opening is located below, the surface opposite to the opening is not the lid but the bottom. Describe.
- the flange part 90 is inserted in the solder cup 70 so that the nozzle part 88 faces the opening part side of the solder cup 70, and the supply nozzle 74 is in a state where the outer peripheral part of the flange part 90 is elastically deformed.
- the inside of the solder cup 70 is slid.
- the inner cylinder 76 includes a cylindrical tube portion 96 and an annular portion 98 that covers one end of the cylindrical portion 96, and the supply nozzle 74 is held in the annular portion 98.
- the outer peripheral surface of the nozzle portion 88 of the supply nozzle 74 is configured by a first outer peripheral surface 100 located on the flange portion 90 side and a second outer peripheral surface 102 located on the tip end side of the nozzle portion 88.
- the outer diameter of the first outer peripheral surface 100 is smaller than the outer diameter of the second outer peripheral surface 102.
- the inner diameter of the annular portion 98 of the inner cylinder 76 is slightly larger than the outer diameter of the first outer peripheral surface 100 and slightly smaller than the outer diameter of the second outer peripheral surface 102.
- the nozzle portion 88 is fitted into the inner diameter portion of the annular portion 98 while elastically deforming the portion of the second outer peripheral surface 102, and the inner diameter portion of the annular portion 98 and the first outer peripheral surface of the nozzle portion 88. 100 is engaged.
- the inner cylinder 76 holds the supply nozzle 74 at the annular portion 98. Since the inner cylinder 76 holds the supply nozzle 74 in the annular portion 98, the inner cylinder 76 is located inside the solder cup 70, but the annular portion 98 of the cylindrical portion 96 is not disposed. The end on the side extends from the opening of the solder cup 70.
- the portion of the second outer peripheral surface 102 of the nozzle portion 88 is elastically deformed, and the supply nozzle 74 can be detached from the inner cylinder 76.
- the force necessary for elastically deforming the portion of the second outer peripheral surface 102 of the nozzle portion 88 when the supply nozzle 74 is removed from the inner cylinder 76, that is, the holding force of the supply nozzle 74 by the inner cylinder 76 is a solder cup.
- the frictional force generated between the flange portion 90 of the supply nozzle 74 fitted in the 70 and the inner peripheral surface of the solder cup 70 is larger.
- the fixed lid 78 has an annular portion 106 and a standing portion 108 that is erected on the entire outer periphery of the annular portion 106.
- a screw thread (not shown) is formed on the inner peripheral surface of the standing portion 108, and is screwed to a screw thread (not shown) formed at the end of the outer cylinder 72 on the opening side. .
- the fixed lid 78 is detachably attached to the opening of the outer cylinder 72.
- the inner diameter of the annular portion 106 is substantially the same as the inner diameter of the cylindrical portion 96 of the inner cylinder 76, and the end portion that extends from the solder cup 70 of the cylindrical portion 96 is fixed to the inner edge of the annular portion 106. ing.
- the inner cylinder 76 is also taken out from the outer cylinder 72.
- the supply nozzle 74 held in the inner cylinder 76 is also taken out from the inside of the outer cylinder 72.
- the solder cup 70 is also taken out from the outer cylinder 72 by a frictional force generated between the flange portion 90 of the supply nozzle 74 and the inner peripheral surface of the solder cup 70. That is, by removing the fixed lid 78 from the outer cylinder 72, the inner cylinder 76, the supply nozzle 74, and the solder cup 70 are integrated and removed from the outer cylinder 72.
- a through hole 110 is formed in the bottom surface 83 of the outer cylinder 72, and an air adapter 112 is attached to the through hole 110.
- the air adapter 112 is connected to one end of the air tube 114, and the device-side air coupler 116 is connected to the other end of the air tube 114.
- the slider-side air coupler (see FIG. 3) 118 provided at the position where the solder supply device 26 is disposed is connected to the device-side air coupler 116, air is supplied to the space 86 in the outer cylinder 72, and the supply nozzle The cream solder is discharged from the 74 nozzle holes 92.
- one end of the air tube 120 is connected to the slider-side air coupler 118, and the other end of the air tube 120 is connected to an air supply device (see FIG. 4) 122. ing.
- air is supplied from the air supply device 122 to the space 86 in the outer cylinder 72.
- the bottom surface of the solder cup 70 is pressed toward the supply nozzle 74, and the solder cup 70 moves downward.
- the cream solder filled in the solder cup 70 is compressed and discharged from the nozzle hole 92 of the supply nozzle 74.
- the cream solder discharged from the nozzle hole 92 passes through the inside of the cylindrical portion 96 of the inner cylinder 76 and the annular portion 106 of the fixed lid 78 and is discharged outside the solder supply device 26. Thereby, the solder supply apparatus 26 supplies cream solder.
- the space 86 is defined by the bottom surface of the solder cup 70 and the bottom surface 83 of the outer cylinder 72, and the space 86 functions as an air chamber. That is, the cream solder in the solder cup 70 is discharged from the nozzle hole 92 by directly pressing the bottom surface of the solder cup 70 with air. For this reason, in the solder supply device 26, it is not necessary to provide a cylinder device or the like for pressing the solder cup 70, and the solder supply device 26 can be downsized. In addition, since it is not necessary to provide a cylinder device or the like, the cost can be reduced. Furthermore, since it is not necessary to provide a cylinder device or the like, the structure of the solder supply device 26 can be simplified.
- the solder supply device 26 is detachably attached to the X-axis slider 60 by a snap lock 130.
- a bracket 132 is attached to the lower end portion of the X-axis slider 60, and the lower surface of the solder supply device 26 is supported by the bracket 132. That is, the solder supply device 26 can be placed on the bracket 132.
- the bracket 132 is formed with a through-hole (see FIG. 2) 133 having the same degree as the inner diameter of the annular portion 106 of the fixed lid 78 of the solder supply device 26.
- cream solder is supplied from the solder supply device 26 placed on the bracket 132 through the through hole 133 of the bracket 132.
- the two surrounding plates 134 and 136 are fixed to the X-axis slider 60 opposite to each other so as to be perpendicular to the bracket 132 above the bracket 132.
- the distance between the two enclosure plates 134 and 136 is slightly longer than the outer diameter of the outer cylinder 72 of the solder supply device 26, and the solder supply device 26 is interposed between the two enclosure plates 134 and 136. Is placed.
- one end of an opening / closing plate 140 is attached to the surrounding plate 134 via a hinge 138.
- a lever portion 146 of the snap lock 130 is provided at the other end of the opening / closing plate 140, and a latching portion 148 of the snap lock 130 is provided at the surrounding plate 136.
- the solder supply device 26 is fixedly attached to the X-axis slider 60 by locking the lever portion 146 while being hooked on the hook portion 148 with the opening / closing plate 140 closed. Further, by releasing the lock of the snap lock 130 and opening the opening / closing plate 140, the solder supply device 26 can be detached from the X-axis slider 60.
- the apparatus-side air coupler 116 and the slider-side air coupler 118 are detachable, and the apparatus-side air coupler 116 is detached from the slider-side air coupler 118 when the solder supply apparatus 26 is removed from the X-axis slider 60.
- two magnetic sensors 150 and 152 are disposed on the X-axis slider 60 so as to face the outer peripheral surface of the outer cylinder 72 of the solder supply device 26.
- Each of the magnetic sensors 150 and 152 includes a detection unit 154 and detects the approach of the magnet 81 to the detection unit 154.
- the two magnetic sensors 150 and 152 are arranged side by side in the vertical direction, and the distance between the detection units 154 of the two magnetic sensors 150 and 152 is the depth dimension of the solder cup 70. It is about 1/5.
- the solder printer 10 includes a control device 160 as shown in FIG.
- the control device 160 includes a controller 162 and a plurality of drive circuits 164.
- the plurality of drive circuits 164 are connected to the electromagnetic motors 32, 58, 62, 66 and 68, the holding device 36, and the air supply device 122.
- the controller 162 includes a CPU, a ROM, a RAM, and the like, mainly a computer, and is connected to a plurality of drive circuits 164. Thereby, the operation of the conveying device 20, the moving device 22, the squeegee device 24, and the solder supply device 26 is controlled by the controller 162.
- the controller 162 is also connected to the magnetic sensors 150 and 152, and acquires the detection signal of the magnet 81 from the magnetic sensors 150 and 152.
- cream solder is supplied by the solder supply device 26 to the upper surface of the metal mask placed on the circuit board 34 by the configuration described above, and the cream solder is applied by the squeegee device 24. .
- a pattern hole is formed in the metal mask in accordance with a pattern such as a pad of the circuit board 34, and cream solder is printed on the circuit board 34 through the pattern hole.
- the circuit board 34 is transported to the work position according to a command from the controller 162, and is fixedly held by the holding device 36 at that position. Then, the solder supply device 26 moves above a predetermined position of the circuit board 34 according to a command from the controller 162. Subsequently, the solder supply device 26 supplies air from the air supply device 122 to the space 86 in the outer cylinder 72 in accordance with an instruction from the controller 162. As a result, the cream solder is discharged from the nozzle hole 92 and supplied to the upper surface of the metal mask placed on the circuit board 34. Next, the squeegee device 24 moves above the location where the cream solder is supplied in accordance with a command from the controller 162.
- the squeegee device 24 moves the squeegee in the Y-axis direction after moving the squeegee downward in accordance with a command from the controller 162.
- cream solder is applied to the upper surface of the metal mask, and the cream solder enters into the pattern holes.
- the solder printer 10 prints cream solder on the circuit board 34.
- the solder supply device 26 when supplying solder by the solder supply device 26, as described above, air is supplied from the air supply device 122 to the space 86 in the outer cylinder 72. Accordingly, the bottom surface of the solder cup 70 is pressed toward the supply nozzle 74, and the solder cup 70 moves downward. Due to the downward movement of the solder cup 70, the magnet 81 faces the detection unit 154 of the magnetic sensor 150 via the outer cylinder 72 as shown in FIG. At this time, since the outer cylinder 72 is made of a non-magnetic material, the approach of the magnet 81 is detected by the detection unit 154 of the magnetic sensor 150, and the detection signal of the magnet 81 is sent from the magnetic sensor 150 to the controller 162. Entered.
- the controller 162 displays a display indicating that the remaining amount of solder in the solder cup 70 is low on a display device (not shown). Thereby, the operator can recognize that the solder cup 70 is lowered to the position shown in FIG. 5 and the remaining amount of solder in the solder cup 70 is reduced.
- the solder cup 70 is further lowered, and the bottom surface of the solder cup 70 comes into contact with the supply nozzle 74. That is, the solder cup 70 becomes empty.
- the magnet 81 faces the detection unit 154 of the magnetic sensor 152 via the outer cylinder 72 as shown in FIG. Accordingly, the approach of the magnet 81 is detected by the detection unit 154 of the magnetic sensor 152, and the detection signal of the magnet 81 is input from the magnetic sensor 152 to the controller 162. Then, the controller 162 displays a display indicating that the solder cup 70 is empty on the display device. As a result, the operator recognizes that the solder cup 70 has been emptied, that is, that the solder cup 70 has run out, and performs an exchange operation of the solder cup 70.
- the magnet 81 for detecting solder breakage or the like has an annular shape and is attached to the solder cup 70 so as to be caught by the flange portion 80. For this reason, the magnet 81 can be attached to the solder cup 70 without using an instrument or the like. This makes it possible to simplify the structure and reduce costs.
- the solder supply device 26 is an example of a solder supply device.
- the solder cup 70 is an example of a solder container.
- the outer cylinder 72 is an example of an outer cylinder.
- the flange part 80 is an example of a flange part.
- the magnet 81 is an example of a magnet.
- the space 86 is an example of an air chamber.
- the nozzle part 88 is an example of a nozzle.
- the flange portion 90 is an example of a piston.
- the magnetic sensors 150 and 152 are examples of sensors.
- this invention is not limited to the said Example, It is possible to implement in the various aspect which gave various change and improvement based on the knowledge of those skilled in the art. Specifically, for example, in the above embodiment, a solder supply device that moves the solder cup 70 by supplying air to the space 86 defined by the solder cup 70 and the outer cylinder 72 is employed. It is possible to employ a solder supply device that moves the solder cup 70 using a drive source such as a device or an electromagnetic motor.
- the outer cylinder 72 is made of a nonmagnetic material, but only the outer peripheral surface of the outer cylinder 72 can be made of a nonmagnetic material. Furthermore, only the portion of the outer cylinder 72 facing the magnetic sensors 150 and 152 can be formed of a nonmagnetic material.
- the magnetic sensors 150 and 152 are disposed outside the outer cylinder 72, but the magnetic sensors 150 and 152 can be disposed inside the outer cylinder 72. In such a case, the outer cylinder 72 need not be formed of a nonmagnetic material.
- the plurality of magnetic sensors 150 and 152 are spaced apart in the vertical direction, but a plurality of magnets can be spaced apart in the vertical direction. By providing a plurality of magnets, the same effect as that provided by a plurality of magnetic sensors can be obtained.
- Solder supply device 70 Solder cup (solder container) 72: Outer cylinder 80: Flange part 81: Magnet 86: Space (air chamber) 88: Nozzle part (nozzle) 90: Flange part (piston) 150: Magnetic sensor ( Sensor) 152: Magnetic sensor (sensor)
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- General Physics & Mathematics (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
Description
図1に、本発明の実施例のはんだ印刷機10を示す。はんだ印刷機10は、回路基板にクリームはんだを印刷するための装置である。はんだ印刷機10は、搬送装置20と、移動装置22と、スキージ装置24と、はんだ供給装置26とを備えている。
はんだ印刷機10では、上述した構成によって、回路基板34上に載置されたメタルマスクの上面に、クリームはんだが、はんだ供給装置26により供給され、そのクリームはんだが、スキージ装置24によって塗布される。メタルマスクには、回路基板34のパッド等のパターンに合わせてパターン孔が形成されており、そのパターン孔を介して、クリームはんだが回路基板34に印刷される。
上述したように、回路基板34へのクリームはんだ印刷時には、はんだ供給装置26のはんだカップ70からクリームはんだが供給されるため、はんだカップ70が空になり、空になったはんだカップ70を、クリームはんだが充填されているはんだカップ70に交換する必要がある。このため、はんだ供給装置26では、磁気センサ150,152によって磁石81の接近が検出されることで、はんだカップ70の残量が少なくなっていること、および、はんだカップ70が空になったことが検知される。
Claims (5)
- 一端部が開口する筒状をなし、内部に流動体状のはんだを収容するはんだ容器と、
前記はんだ容器内に挿入され、前記はんだ容器内のはんだを外部に排出するためのノズルと、
前記ノズルの外周部に固定的に配設されるとともに、前記はんだ容器の開口から前記はんだ容器内に嵌入されるピストンと
を備え、前記ピストンが前記はんだ容器の内部に進入する方向に、前記はんだ容器が移動することで、前記ノズルの先端からはんだを供給するはんだ供給装置において、
当該はんだ供給装置が、
前記はんだ容器の外周面に配設された磁石と、
前記はんだ容器の移動によって前記はんだ容器の外周面と向かい合う位置に配設され、前記磁石の接近を検出するセンサと
を備えることを特徴とするはんだ供給装置。 - 当該はんだ供給装置が、
一端部が開口する筒状をなし、その開口から前記はんだ容器の他端部が嵌入された状態で、前記はんだ容器を収納する外筒を備え、
前記はんだ容器の他端部と前記外筒の他端部とによって区画されるエア室へのエアの供給により、前記はんだ容器を移動させ、前記ノズルの先端からはんだを供給することを特徴とする請求項1に記載のはんだ供給装置。 - 前記センサが、
前記外筒の外部に配設され、前記外筒を介して、前記はんだ容器の外周面と向かい合うとともに、
前記外筒の少なくとも前記センサと向かい合う部分が、非磁性体材料により形成されていることを特徴とする請求項2に記載のはんだ供給装置。 - 前記磁石と前記センサとの少なくとも一方が、
前記はんだ容器の移動方向に、複数個、並んで配設されていることを特徴とする請求項1ないし請求項3のいずれか1つに記載のはんだ供給装置。 - 前記はんだ容器が、外周部に形成されたフランジ部を有しており、
前記磁石が、
前記はんだ容器の前記フランジ部の外径より小さく、かつ、前記はんだ容器の前記フランジ部を除く筒状の部分の外径より大きな内径の環状の部材であることを特徴とする請求項1ないし請求項4のいずれか1つに記載のはんだ供給装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13899803.4A EP3085484B1 (en) | 2013-12-18 | 2013-12-18 | Solder supply device |
| PCT/JP2013/083853 WO2015092877A1 (ja) | 2013-12-18 | 2013-12-18 | はんだ供給装置 |
| JP2015553270A JP6243449B2 (ja) | 2013-12-18 | 2013-12-18 | はんだ供給装置 |
| US15/100,908 US9802264B2 (en) | 2013-12-18 | 2013-12-18 | Solder supply device including a sensor to detect movement of a solder container |
| CN201380081437.6A CN105792972B (zh) | 2013-12-18 | 2013-12-18 | 焊料供给装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/083853 WO2015092877A1 (ja) | 2013-12-18 | 2013-12-18 | はんだ供給装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015092877A1 true WO2015092877A1 (ja) | 2015-06-25 |
Family
ID=53402272
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/083853 WO2015092877A1 (ja) | 2013-12-18 | 2013-12-18 | はんだ供給装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9802264B2 (ja) |
| EP (1) | EP3085484B1 (ja) |
| JP (1) | JP6243449B2 (ja) |
| CN (1) | CN105792972B (ja) |
| WO (1) | WO2015092877A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6199988B2 (ja) * | 2013-12-05 | 2017-09-20 | 富士機械製造株式会社 | はんだ供給装置 |
| WO2015132965A1 (ja) * | 2014-03-07 | 2015-09-11 | 富士機械製造株式会社 | はんだ供給装置 |
| CN108883430B (zh) * | 2016-03-18 | 2020-12-25 | 株式会社富士 | 粘性流体供给装置 |
| US11084114B2 (en) | 2017-04-14 | 2021-08-10 | Illinois Tool Works Inc. | Apparatus for preventing solder paste dripping |
| EP3611020B1 (en) * | 2017-04-14 | 2021-07-07 | Illinois Tool Works Inc. | Automatic solder paste addition apparatus for solder paste printer |
| CN108724920B (zh) * | 2017-04-14 | 2022-03-11 | 伊利诺斯工具制品有限公司 | 用于防止锡膏滴落的装置 |
| TWI789552B (zh) * | 2018-11-26 | 2023-01-11 | 美商伊利諾工具工程公司 | 範本印刷機 |
| CN112536175B (zh) * | 2020-12-07 | 2021-12-14 | 淮北市儒伽医疗科技有限公司 | 一种具有除杂功能的喷漆设备 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06106111A (ja) * | 1992-09-25 | 1994-04-19 | Tenryu Technic:Kk | ディスペンサ |
| JP2003311930A (ja) * | 2002-04-24 | 2003-11-06 | Sony Corp | はんだ供給装置及びはんだ印刷機 |
| JP2003535465A (ja) * | 2000-05-31 | 2003-11-25 | ハネウエル・インターナシヨナル・インコーポレーテツド | 充填装置 |
| JP2004306102A (ja) * | 2003-04-08 | 2004-11-04 | Sony Corp | はんだ供給装置及びはんだ印刷機 |
| JP2005096126A (ja) * | 2003-09-22 | 2005-04-14 | Sony Corp | スキージ装置およびはんだ印刷機 |
| JP2012106416A (ja) | 2010-11-17 | 2012-06-07 | Yamaha Motor Co Ltd | 付着材料塗布装置 |
| JP2013103418A (ja) * | 2011-11-14 | 2013-05-30 | Fuji Mach Mfg Co Ltd | スクリーン印刷機 |
| JP2013123890A (ja) * | 2011-12-16 | 2013-06-24 | Panasonic Corp | ペースト供給装置およびスクリーン印刷装置 |
| JP2013123889A (ja) * | 2011-12-16 | 2013-06-24 | Panasonic Corp | ペースト供給装置およびスクリーン印刷装置 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4047645A (en) * | 1976-06-08 | 1977-09-13 | Caliendo Joseph L | Aerosol device with telescoping container parts |
| US4268953A (en) * | 1978-06-05 | 1981-05-26 | Transamerica Delaval Inc. | Method of making an encapsulated magnetic-reed switch circuit element adapted for use in interconnected array |
| JPS5866020A (ja) * | 1981-10-15 | 1983-04-20 | Toshiba Corp | 液の定量吐出装置 |
| US4635827A (en) * | 1985-02-06 | 1987-01-13 | Grumman Aerospace Corporation | Sealant applicator for rivet machine |
| US4622239A (en) * | 1986-02-18 | 1986-11-11 | At&T Technologies, Inc. | Method and apparatus for dispensing viscous materials |
| US4720402A (en) * | 1987-01-30 | 1988-01-19 | American Telephone And Telegraph Company | Method for dispensing viscous material |
| US4808435A (en) * | 1987-04-06 | 1989-02-28 | International Business Machines Corporation | Screen printing method for producing lines of uniform width and height |
| US5080864A (en) * | 1990-07-20 | 1992-01-14 | Eastman Kodak Company | Stopper detector |
| US5376414A (en) * | 1993-06-01 | 1994-12-27 | Sophia Systems Co., Ltd. | Expansion compensated precision extrusion method |
| ES2126768T3 (es) * | 1993-08-20 | 1999-04-01 | Wilhelm A Keller | Aparato medidor de multiples componentes y dosificador correspondiente con conjuntos envase plegables. |
| JP3263373B2 (ja) * | 1998-12-18 | 2002-03-04 | エービービー株式会社 | 自動塗装装置 |
| JP3066963B1 (ja) * | 1999-03-31 | 2000-07-17 | インターナショナル・ビジネス・マシーンズ・コーポレ−ション | はんだバンプの成形方法及び成形装置 |
| KR100644502B1 (ko) * | 1999-05-21 | 2006-11-10 | 마츠시타 덴끼 산교 가부시키가이샤 | 점성재료 도포장치 |
| US6772937B2 (en) * | 2000-04-24 | 2004-08-10 | Matsushita Electric Industrial Co., Ltd. | Method and apparatus for applying viscous material |
| US20090266295A1 (en) * | 2005-05-06 | 2009-10-29 | Stuart Edward Saunders | Tiling adhesive applicator |
| CN100411750C (zh) * | 2005-05-20 | 2008-08-20 | 富准精密工业(深圳)有限公司 | 涂布装置 |
| US8684238B2 (en) * | 2008-04-21 | 2014-04-01 | C.H.&I. Technologies, Inc. | Aerosol refill cartridge |
| US9162249B2 (en) * | 2008-10-01 | 2015-10-20 | Panasonic Intellectual Property Management Co., Ltd. | Paste dispenser for applying paste containing fillers using nozzle with pin and application method using the same |
| JP5700951B2 (ja) * | 2010-04-27 | 2015-04-15 | 富士機械製造株式会社 | スクリーン印刷機 |
| US9278401B2 (en) * | 2013-02-11 | 2016-03-08 | International Business Machines Corporation | Fill head interface with combination vacuum pressure chamber |
| CN105792971B (zh) * | 2013-12-05 | 2018-09-28 | 富士机械制造株式会社 | 焊料供给装置 |
| JP6199988B2 (ja) * | 2013-12-05 | 2017-09-20 | 富士機械製造株式会社 | はんだ供給装置 |
| US9475084B2 (en) * | 2014-12-03 | 2016-10-25 | Nirlat Ltd | Painting apparatus comprising an air bag |
| US10112211B2 (en) * | 2014-12-03 | 2018-10-30 | Nirlat Ltd | Painting apparatus comprising an air bag |
-
2013
- 2013-12-18 EP EP13899803.4A patent/EP3085484B1/en active Active
- 2013-12-18 CN CN201380081437.6A patent/CN105792972B/zh active Active
- 2013-12-18 JP JP2015553270A patent/JP6243449B2/ja active Active
- 2013-12-18 WO PCT/JP2013/083853 patent/WO2015092877A1/ja active Application Filing
- 2013-12-18 US US15/100,908 patent/US9802264B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06106111A (ja) * | 1992-09-25 | 1994-04-19 | Tenryu Technic:Kk | ディスペンサ |
| JP2003535465A (ja) * | 2000-05-31 | 2003-11-25 | ハネウエル・インターナシヨナル・インコーポレーテツド | 充填装置 |
| JP2003311930A (ja) * | 2002-04-24 | 2003-11-06 | Sony Corp | はんだ供給装置及びはんだ印刷機 |
| JP2004306102A (ja) * | 2003-04-08 | 2004-11-04 | Sony Corp | はんだ供給装置及びはんだ印刷機 |
| JP2005096126A (ja) * | 2003-09-22 | 2005-04-14 | Sony Corp | スキージ装置およびはんだ印刷機 |
| JP2012106416A (ja) | 2010-11-17 | 2012-06-07 | Yamaha Motor Co Ltd | 付着材料塗布装置 |
| JP2013103418A (ja) * | 2011-11-14 | 2013-05-30 | Fuji Mach Mfg Co Ltd | スクリーン印刷機 |
| JP2013123890A (ja) * | 2011-12-16 | 2013-06-24 | Panasonic Corp | ペースト供給装置およびスクリーン印刷装置 |
| JP2013123889A (ja) * | 2011-12-16 | 2013-06-24 | Panasonic Corp | ペースト供給装置およびスクリーン印刷装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6243449B2 (ja) | 2017-12-06 |
| CN105792972B (zh) | 2018-09-14 |
| US9802264B2 (en) | 2017-10-31 |
| EP3085484A4 (en) | 2018-01-17 |
| EP3085484A1 (en) | 2016-10-26 |
| US20160303675A1 (en) | 2016-10-20 |
| EP3085484B1 (en) | 2019-01-30 |
| JPWO2015092877A1 (ja) | 2017-03-16 |
| CN105792972A (zh) | 2016-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6243449B2 (ja) | はんだ供給装置 | |
| JP6283736B2 (ja) | はんだ供給装置 | |
| JP6199988B2 (ja) | はんだ供給装置 | |
| JP6283690B2 (ja) | はんだ供給装置 | |
| JP6614755B2 (ja) | 粘性流体供給装置 | |
| JP6325081B2 (ja) | はんだ供給システム | |
| US10209168B2 (en) | Measuring instrument for Thermogravimetrically determining the moisture content of a material | |
| JP6353520B2 (ja) | はんだ供給装置、およびはんだ供給方法 | |
| JP6600817B2 (ja) | 部品実装装置 | |
| JP6510109B2 (ja) | はんだ供給システム、およびはんだ印刷機 | |
| JP4336546B2 (ja) | 粉体試料充填方法 | |
| US20230339245A1 (en) | Printer | |
| WO2020217468A1 (ja) | 供給ユニット、印刷装置及び印刷装置の制御方法 | |
| KR20210052903A (ko) | 반도체 제조 장치에 공급되는 소모품의 이송장치, 시스템 및 서버 | |
| WO2016047542A1 (ja) | 容器収容装置 | |
| KR19990049462A (ko) | 현상제 고갈 감지장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13899803 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015553270 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15100908 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013899803 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013899803 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |