WO2015075964A1 - 接合装置及び接合方法 - Google Patents
接合装置及び接合方法 Download PDFInfo
- Publication number
- WO2015075964A1 WO2015075964A1 PCT/JP2014/068729 JP2014068729W WO2015075964A1 WO 2015075964 A1 WO2015075964 A1 WO 2015075964A1 JP 2014068729 W JP2014068729 W JP 2014068729W WO 2015075964 A1 WO2015075964 A1 WO 2015075964A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fastener
- frequency induction
- metal member
- resin member
- joining
- Prior art date
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/002—Resistance welding; Severing by resistance heating specially adapted for particular articles or work
- B23K11/0026—Welding of thin articles
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/101—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/002—Resistance welding; Severing by resistance heating specially adapted for particular articles or work
- B23K11/004—Welding of a small piece to a great or broad piece
- B23K11/0046—Welding of a small piece to a great or broad piece the extremity of a small piece being welded to a base, e.g. cooling studs or fins to tubes or plates
- B23K11/0053—Stud welding, i.e. resistive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/02—Pressure butt welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/16—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/24—Electric supply or control circuits therefor
- B23K11/241—Electric supplies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/24—Electric supply or control circuits therefor
- B23K11/25—Monitoring devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/24—Electric supply or control circuits therefor
- B23K11/25—Monitoring devices
- B23K11/252—Monitoring devices using digital means
- B23K11/258—Monitoring devices using digital means the measured parameter being a voltage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/30—Features relating to electrodes
- B23K11/3009—Pressure electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/36—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/562—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/562—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined
- B29C65/564—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined hidden in the joint, e.g. dowels or Z-pins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/64—Joining a non-plastics element to a plastics element, e.g. by force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/21—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being formed by a single dot or dash or by several dots or dashes, i.e. spot joining or spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/36—Coil arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/44—Joining a heated non plastics element to a plastics element
- B29C65/46—Joining a heated non plastics element to a plastics element heated by induction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/474—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7212—Fibre-reinforced materials characterised by the composition of the fibres
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/42—Induction heating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to a joining apparatus and joining method for joining a resin member and a metal member with a fastener.
- the present invention relates to a joining apparatus and a joining method for joining a resin member and a metal member by press-fitting a fastener from the resin member side and welding the fastener and the metal member.
- Screwing is made in the metal member by drilling holes in the resin member and metal member in advance, aligning the holes of the resin member and metal member, and inserting the screw into the hole formed in the resin member from the resin member side. Screw the screw into the hole and fix it.
- the screwing has a drawback that it takes time to form screw holes in the resin member and the metal member in advance. Further, it is difficult to screw the screw position in accordance with the screw holes of the resin member and the metal member. Also, since there are screw holes, it is difficult to maintain waterproofness and airtightness.
- Patent Document 3 discloses a welding machine that can apply a shock to a welding pin and bite the tip of the pin into a metal surface to obtain a good contact state.
- a striking device that gives an impact to the welding pin is provided, an impact force is applied to the welding pin, the tip of the welding pin bites into the metal surface, and then the current is energized to perform resistance welding. Therefore, even if the surface of the metal plate is covered with insulation or rusted, the contact between the tip of the welding pin and the metal surface becomes good and welding is performed well.
- Patent Document 3 does not heat the welding pin before welding. Therefore, if the member covering the top of the metal member is hard, cracks may occur when the welding pin is driven into the member on the metal member.
- JP 61-269986 A Japanese Utility Model Publication No. 61-82775 Japanese Utility Model Publication No. 2-93087
- the object of the present invention is that when a resin member and a metal member are joined by a fastener, an operation such as making a hole in the resin member and / or the metal member in advance is unnecessary, and the resin member is not easily cracked. It is providing the joining apparatus and joining method of a resin member and a metal member. Another object of the present invention is to provide a bonding apparatus and a bonding method capable of easily bonding a resin member and a metal member with high strength.
- the fastener when the fastener is press-fitted into the resin member, the fastener is heated by high-frequency induction heating, and after the fastener contacts the metal part, the high-frequency induction heating is finished. And a fastener and a metal component are welded by resistance welding, and a resin member and a metal component are joined. Since the fastener is heated by high-frequency induction heating, the resin member is heated by the fastener, and the fastener is press-fitted in a state where the resin member is softened or melted, the resin member is not cracked. After the fastener comes into contact with the metal part, it can be joined with high strength by welding.
- One aspect of the present invention is a joining apparatus for joining a metal member and a resin member with a metal fastener,
- a cylindrical nosepiece that can move in the vertical direction;
- a high-frequency induction coil disposed around the nosepiece;
- An electrode punch made of a conductor, arranged movably in the vertical direction inside the nosepiece;
- a chopper device that converts input power into a high-frequency current;
- the high-frequency induction output device that receives the high-frequency current from the chopper device and flows the high-frequency induction current to the high-frequency induction coil;
- An output device for resistance welding in which the high-frequency current is input from the chopper device, and a welding current is passed between the electrode punch and the metal member;
- a contact detection device that detects whether or not the tip of the fastener press-fitted into the resin member is in contact with the metal member; Based on the detection result of the contact detection device, the chopper device switches to connect to either one of the high-frequency induction output device
- the high frequency induction coil By disposing the high frequency induction coil outside the cylindrical portion where the fastener is held, the high frequency induction coil is close to the fastener and the fastener can be efficiently induction heated.
- a chuck for holding the flange of the fastener is provided inside the nose piece so that the fastener is spaced from the electrode punch and the upper surface of the resin member.
- the fastener When the fastener is held at a distance from the electrode punch, the resin member, and the metal member, the electrode punch is not easily heated, and the fastener can be intensively heated by high frequency induction, and the heat of the fastener can be reduced. Since it is not transmitted to the electrode punch or the resin member, the fastener is not easily cooled.
- a high-frequency induction output device applies high-frequency induction current to the high-frequency induction coil, thereby high-frequency induction heating the fastener, softening or melting the joint of the resin member, and press-fitting the fastener into the resin member It is preferable to do.
- the contact detection device applies a voltage between the electrode punch and the metal member, and a current flowing from the electrode punch through the fastener to the metal member causes the tip of the fastener to be applied to the metal member. It is preferable to detect contact.
- the switching device When the contact detection device detects that the tip of the fastener is not in contact with the metal member, the switching device is switched so that the chopper device and the output device for high frequency induction are connected, When the contact detection device detects that the tip of the fastener has contacted the metal member, the switching device is preferably switched so that the chopper device and the resistance welding output device are connected. .
- resistance welding is performed immediately after the tip of the fastener contacts the metal member if the chopper device and the output device for resistance welding are switched to connect. Can be switched to.
- Another aspect of the present invention is a joining method for joining a resin member and a metal member with a fastener, Placing the metal member and the resin member thereon; Prepare a cylindrical nosepiece and an electrode punch inside it. Place the fasteners on the underside of the electrode punch inside the nosepiece, Abutting the nosepiece and the fastener to the upper surface of the resin member; A high-frequency induction current is passed through a high-frequency induction coil disposed outside the tip of the nosepiece, and the fastener is heated by high-frequency induction heating, Soften or melt a portion of the resin member adjacent to the fastener, and press the fastener into the resin member by the electrode punch, When the contact detection device detects that the tip of the fastener has contacted the metal member, the high-frequency induction current is stopped, and a resistance welding current is passed from the electrode punch through the fastener to the metal member. , Resistance welding the tip of the fastener and the metal member, Stopping the resistance welding current and solidifying and joining the molten tip
- the portion to be joined of the resin member is heated and softened or melted, so that the resin member is not cracked. .
- a welding current flows through the electrode punch, the fastener, and the metal member, and the tip of the fastener is melted and shortened, but the fastener is attached to the softened resin member. Since it is submerged and welded with a sufficient melting allowance, sufficient joint strength can be obtained.
- Yet another aspect of the present invention is a joining method for joining a resin member and a metal member with a fastener, Placing the metal member and the resin member thereon; Preparing a cylindrical nosepiece, a chuck inside the nosepiece, and an electrode punch inside the nosepiece; Inside the nosepiece, on the lower side of the electrode punch, the chuck holds the fastener at a distance from the electrode punch and the resin member, A high-frequency induction current is passed through a high-frequency induction coil disposed outside the tip of the nosepiece, and the fastener is heated by high-frequency induction heating, Abutting the nosepiece and the fastener to the upper surface of the resin member; Soften or melt a portion of the resin member adjacent to the fastener, and press the fastener into the resin member by the electrode punch, When the contact detection device detects that the tip of the fastener has contacted the metal member, the high-frequency induction current is stopped, and a resistance welding current is passed from the electrode punch through the fastener to the metal member.
- the fastener since the fastener is subjected to high frequency induction heating in a state where the fastener is separated from the electrode punch and the resin member and the metal member, the electrode punch and the metal member are less likely to be induction heated, and the fastener. Since the heat of the fastener is not transmitted to the electrode punch or the resin member, the fastener is not easily cooled.
- the resin member and the metal member when the resin member and the metal member are joined by the fastener, the resin member and / or the metal member is not required to be previously drilled, and the resin member is less likely to crack.
- a joining device and joining method of a member and a metal member can be obtained.
- the joining apparatus and joining method which can join a resin member and a metal member easily with high intensity
- FIG. 5 is a schematic cross-sectional view showing a stage in which the fastener is press-fitted into the resin member from the state of FIG. 4 and the tip of the fastener reaches the metal member.
- FIG. 1 It is a schematic sectional drawing which shows the step which welded the fastener and the metal member from the state of FIG. It is a schematic sectional drawing which shows the step which removed the resin member and metal member which were joined by the fastener from the joining head of the joining apparatus of 1st Embodiment.
- FIG. 2 It is sectional drawing which shows the state which couple
- FIG. 1 It is a schematic sectional drawing which shows the step which welded the fastener and the metal member from the state of FIG. It is a schematic sectional drawing which shows the step which removed the resin member and metal member which were joined by the fastener from the joining head of the joining apparatus of
- FIG. 15 is a schematic cross-sectional view showing a stage in which the fastener is press-fitted into the resin member from the state of FIG. 14 and the leading end reaches the metal member.
- FIG. 1 is a cross-sectional view of a welding head part that is a part of a joining apparatus 1 according to a first embodiment of the present invention.
- the bonding apparatus 1 superposes the resin member 41 and the metal member 42, heats the fastener 10 by high frequency induction heating, and press-fits the fastener 10 into the resin member 41 while softening and melting the resin member 41.
- the joining device 1 joins the resin member 41 and the metal member 42 by resistance welding the fastener 10 and the metal member 42 when the tip of the fastener 10 contacts the metal member 42.
- the welding head includes a nosepiece 30, a high-frequency coil 36, and an electrode punch 31.
- the bonding apparatus 1 may include a die for receiving the resin member 41 and the metal member 42.
- the upper surface of the die is a plane on which the resin member 41 and the metal member 42 are arranged.
- the die is usually made of a metallic material. In the embodiment of the present invention, since resistance welding is performed by pressing at a low pressure of about 100 N from one side, there is no need for a die.
- the metal member 42 and the resin member 41 to be joined are arranged in an overlapping manner and fixed with a jig.
- the metal member 42 may be any metal that can be welded, such as steel, stainless steel, aluminum and its alloys.
- the metal member 42 is often a metal plate. As shown in FIG. 3, a lower electrode for resistance welding is connected to the metal member 42.
- the resin member 41 is a thermoplastic resin and can be melted and fused to the fastener 10 and the metal member 42.
- the thermoplastic resin polyacetal, polypropylene resin, polyethylene resin, ABS resin, polycarbonate resin, polyamide resin, or the like, or a combination of these resins can be used.
- the thermoplastic resin can be a fiber reinforced resin such as a carbon fiber reinforced resin (CFRTP) or a glass fiber reinforced resin (GFRTP).
- CFRTP carbon fiber reinforced resin
- GFRTP glass fiber reinforced resin
- the fastener 10 is susceptible to electrolytic corrosion. Therefore, the material of the fastener 10 is a corrosion-resistant material, or a sacrificial electrode such as Zn plating is provided to prevent electrolytic corrosion.
- a cylindrical nose piece 30 is provided above the resin member 41.
- the nosepiece 30 can move in the vertical direction, the fastener 10 can be set at the upper position, and abuts against the upper surface of the resin member 41 at the lower position.
- the nosepiece 30 is made of an insulator such as ceramic and is not induction-heated.
- the nosepiece 30 has a cylindrical portion 33 having an inner diameter that is slightly larger than the outer diameter of the electrode punch 31.
- the nosepiece 30 has a high-frequency induction coil holding part including a first flange 34 and a second flange 35 outside the lower end of the cylindrical part 33.
- the first flange 34 extends outward from the lower end of the cylindrical portion 33 and has an outer diameter larger than that of the cylindrical portion 33, and can press the upper surface of the resin member 41.
- the second flange 35 has substantially the same outer diameter as the first flange 34 and is provided above the first flange 34 with a gap therebetween.
- a high frequency induction coil 36 is disposed between the first flange 34 and the second flange 35.
- the high frequency induction coil 36 is a high frequency induction coil, and when a high frequency induction current is passed, a magnetic field is generated around the fastener 10, and the fastener 10 is heated by high frequency induction by the generated magnetic field.
- the nosepiece 30 can be moved up and down by a moving device (not shown) of the nosepiece 30.
- the nosepiece 30 presses the resin member 41 from the upper surface while press-fitting the fastener 10, and causes the resin member 41 to adhere to the metal member 42. Further, the nosepiece 30 holds the fastener 10 and the electrode punch 31 inside the nosepiece 30 and acts as a guide for the electrode punch 31 and the fastener 10 when the fastener 10 is press-fitted.
- An electrode punch 31 is disposed inside the cylindrical portion 33 of the nosepiece 30.
- the electrode punch 31 is a cylindrical member.
- the electrode punch 31 acts as an upper electrode in contact with the fastener 10 during resistance welding.
- the material of the electrode punch 31 is a material having good conductivity in order to flow a resistance welding current, for example, steel.
- the electrode punch 31 can be moved in the vertical direction by a moving device (not shown) of the electrode punch 31.
- the electrode punch 31 applies a load for press-fitting the resin part 41 to the fastener 10 and is in contact with the flange 11 of the fastener 10 to supply a resistance welding current.
- the control device 51 controls direct current conversion and high frequency conversion of current by the chopper device 52, controls switching between the resistance welding output device 55 and the high frequency induction output device 56 by the switching device 53, and outputs the resistance welding output device 55.
- the voltage, current and waveform of the high frequency induction output device 56 are controlled.
- the switching device 53 sends the high-frequency current from the chopper device 52 to the high-frequency induction output device 56, and the high-frequency induction output device 56 causes the high-frequency induction current to flow through the high-frequency induction coil.
- the frequency, voltage, current, and time of the high-frequency current are set to appropriate values depending on the resin member, metal member, and fastener to be joined.
- the switching device 53 When the switching device 53 is instructed to switch the high frequency induction, the switching device 53 disconnects the connection between the chopper device 52 and the resistance welding output device 55 and connects the chopper device 52 to the high frequency induction output device 56.
- the high frequency induction output device 56 includes a high frequency induction transformer, and converts the high frequency current from the chopper device 52 into a high frequency induction current having a voltage suitable for high frequency induction heating.
- a high frequency induction current flows through the high frequency induction coil 36.
- the high-frequency current from the high-frequency induction output device 56 can be adjusted to be suitable for high-frequency heating. From the high frequency induction output device 56, for example, a relatively small current of 50 to 200 A is supplied for 15 to 60 seconds at a low voltage of 10 to 20 V.
- the fastener 10 is heated by high frequency induction heating.
- the portion where the tip 12a of the fastener 10 and the metal member 42 are joined is heated and melted by the welding current, and solidifies after cooling to become the weld 43.
- FIG. 6 the vicinity of the weld 43 of the fastener 10 is shown in cross section.
- the chopper device 52 stops and the resistance welding power source 55 stops based on the operation stop instruction from the control device 51.
- the temperature of the fastener 10 and the metal member 41 that have been heated by the resistance welding is lowered, and the metal of the distal end portion 12a of the fastener 10 and the metal member 42 that has been melted by the resistance welding is solidified to form the weld 43.
- the softened or melted resin member 41 is solidified, and the metal member 41 and the resin member 42 are joined.
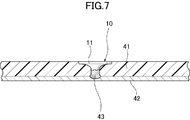
- FIG. 7 is a cross-sectional view showing a state in which the electrode punch 31 is moved upward, the nose piece 30 is moved upward, and the resin member 41 and the metal member 42 joined by the fastener 10 are removed from the joining head of the joining apparatus 1.
- FIG. The metal in the vicinity of the interface between the distal end portion 12a of the leg portion 12 of the fastener 10 and the metal member 42 is melted, and then the temperature is lowered and solidified to form the welded portion 43.
- the joint portion of the resin member 41 is fused to the fastener 10 or the metal member 42.
- FIG. 8 is a front view of the fastener 20 of the second embodiment.
- tip part 22a of the fastener 20 are the same as the fastener 10 of 1st Embodiment.
- the fastener 20 has a male screw portion 23 above the flange 21.
- an electric punch (not shown) in which a hole for receiving the male screw portion 23 is formed is used.
- FIG. 9 is a cross-sectional view showing a state where the resin member 41 and the metal member 42 are joined by the fastener 20. Since the male screw portion 23 is erected above the resin member 41, other parts can be attached to the male screw portion 23.
- FIG. 10 is a front view of the fastener 20 ′ of the third embodiment.
- the flange 21 ′, the leg 22 ′, and the tip 22a ′ of the fastener 20 ′ are the same as those of the fastener 10 of the first embodiment.
- the fastener 20 ' has a T stud shaped portion 24 above the flange 21'.
- the T-stud shaped portion 24 has a cylindrical portion 24a that extends in a cylindrical shape from the flange 21 ', and an enlarged head 24b that is adjacent to the cylindrical portion 24a and has a larger diameter than the cylindrical portion 24a.
- an electric punch (not shown) in which a hole for receiving the T stud shape portion 24 is formed is used.
- Other parts can be attached to the T-stud shaped portion 24.
- FIG. 11 is a front view of the fastener 20 "of Example 4.
- the internal thread portion 25 is cylindrical and has an internal thread 25d formed therein.
- the fastener 20 "of the fourth embodiment is used.
- an electric punch (not shown) in which a hole for receiving the female screw portion 25 is formed is used. Bolts can be screwed into the female screw portion 25 to attach other parts.
- the portion to which the resin member 41 is joined is heated by the heated fastener 10.
- Soften or melt Since the fastener 10 is press-fitted in a state where the resin member 41 is softened or melted, the resin member 41 is not cracked.
- a welding current flows through the fastener 10 and the metal member 42, and the distal end portion 12a of the fastener 10 and the metal member 42 are welded. Since the resin member 41 is fused and joined, it can be joined with strong strength.
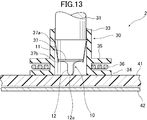
- FIG. 12 is a cross-sectional view of a welding head that is a part of the joining apparatus 2 according to the second embodiment of the present invention.
- the welding head of the joining apparatus 2 of the second embodiment includes a nose piece 30, an electrode punch 31, and a high-frequency induction coil 36, similarly to the joining apparatus 1 of the first embodiment.
- the electrode punch 31 acts as an upper electrode for resistance welding.
- the joining device 2 of the second embodiment has a chuck 37 inside the cylindrical portion 33 of the nosepiece 30.
- the chuck 37 can hold the fastener 10 at a distance from the electrode punch 31.
- the fasteners 20, 20 ′, 20 ′′ of Examples 2 to 4 can be used for the joining device 2 of the second embodiment.
- the bonding apparatus 2 may include a die for receiving the resin member 41 and the metal member 42. There is no need for a die.
- the metal member 42 and the resin member 41 for joining are arranged in an overlapping manner and fixed with a jig.
- a lower electrode for resistance welding is connected to the metal member.
- a cylindrical nose piece 30 is positioned above the resin member 41 with a space from the resin member 41.
- the nosepiece 30 includes a cylindrical portion 33 and a high-frequency induction coil holding portion including a first flange 34 and a second flange 35 outside the lower end of the cylindrical portion 33.
- the nosepiece 30 is made of an insulator such as ceramic.
- a high frequency induction coil 36 is disposed between the first flange 34 and the second flange 35.
- a chuck 37 is disposed inside the cylindrical portion 33 of the nosepiece 30.
- the chuck 37 is a plate-like member elongated in the vertical direction, and a plurality of chucks 37 are provided at positions facing the central axis inside the cylindrical portion 33.
- the chuck 37 may be curved along the outer diameter of the electrode punch 31.
- the upper end portion 37a of the chuck 37 is pivotally connected to the inner side of the cylindrical portion 33, and the lower end portion 37b is rotatable toward the central axis.
- the opposed lower end portions 37b are urged so that the interval decreases toward the central axis.
- the lower end portion 37b of the chuck 37 can hold the flange 11 of the fastener 10 from the outer periphery.
- a groove for holding the flange 11 of the fastener 10 may be provided in the lower end portion 37b of the chuck 37.
- the leg portion 12 of the fastener 10 comes to the same height as the high frequency induction coil 36. Further, the flange 11 of the fastener 10 is spaced from the lower end portion of the electrode punch 31.
- the lower end portion of the electrode punch 31 When the electrode punch 31 is in the upper position, the lower end portion of the electrode punch 31 is located in a portion close to the upper end portion 37a of the chuck 37.
- the electrode punch 31 moves downward relative to the nose piece 30, the lower end portion of the electrode punch 31 pushes open the chuck 37, and the lower end portion 37b of the chuck 37 does not hold the flange 11 of the fastener 10. Further, when the electrode punch 31 moves downward, the lower surface of the electrode punch 31 comes into contact with the upper surface of the flange 11.
- the nosepiece 30 and the fastener 10 are It does not move downward.
- the electrode punch 31 is moved downward.
- the chuck 37 is expanded and the tip end portion 37a of the chuck 37 does not hold the flange 11 of the fastener 10.
- the lower surface of the electrode punch 31 contacts the upper surface of the flange 11 of the fastener 10.
- the high-frequency induction current of the high-frequency induction output device 56 is stopped, and the welding current flows from the resistance welding power source 55 through the electrode punch 31, the fastener 10, and the metal member 42.
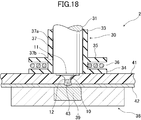
- FIG. 42 is a cross-sectional view showing a state where 42 is removed from the joining head.
- the metal in the vicinity of the interface between the distal end portion 12a of the leg portion 12 of the fastener 10 and the metal member 42 is melted, and then the temperature is lowered and solidified to form the welded portion 43.
- the joint portion of the resin member 41 is fused to the fastener 10 or the metal member 42.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Resistance Welding (AREA)
- General Induction Heating (AREA)
Abstract
Description
また、ねじ孔があるので、防水性、気密性を保つのが難しい。
特許文献2の装置は、加熱バーナとしてガスバーナを使用するので、ガスボンベが必要である。また、特許文献2の装置で2枚の板状の部材を溶接するとしても、上側の部材の上から加熱するので、下側の部材は十分加熱されず、2枚の板状の部材を溶接するのは難しい。
しかし、特許文献3は、溶接前に溶接ピンを加熱するものではない。そのため、金属部材の上を覆う部材が硬いと、金属部材上の部材に溶接ピンを打ち込むとき割れが生じるおそれがある。
また、樹脂部材と金属部材とを高い強度で安定して接合することが出来る接合装置及び接合方法が求められていた。
本発明の別の目的は、樹脂部材と金属部材とを簡単に高い強度で接合することが出来る接合装置及び接合方法を提供することである。
上下方向に移動可能な円筒形のノーズピースと、
前記ノーズピースの周りに配置された高周波誘導コイルと、
前記ノーズピースの内側に上下方向に移動可能に配置され、導電体で出来た電極パンチと、
入力した電力を高周波電流に変換するチョッパ装置と、
前記チョッパ装置から前記高周波電流が入力し、前記高周波誘導コイルに高周波誘導電流を流す高周波誘導用出力装置と、
前記チョッパ装置から前記高周波電流が入力し、前記電極パンチと前記金属部材との間に溶接電流を流す抵抗溶接用出力装置と、
前記樹脂部材に圧入された前記留め具の先端部が、前記金属部材に接触したかどうか検知する接触検知装置と、
前記接触検知装置の検知結果に基づいて、前記チョッパ装置が、前記高周波誘導用出力装置と前記抵抗溶接用出力装置のうちどちらか一方と接続するように切換える切換え装置と、
を備えることを特徴とする接合装置である。
留め具を樹脂部材に圧入する段階では、留め具は高周波誘導加熱され、樹脂部材は留め具により加熱され、軟化又は溶融するので、樹脂部材に割れが生じず、容易に圧入することができる。
留め具が金属部材に接触した後は、留め具と金属部材とは抵抗溶接されるので、強い強度で接合される。切換え装置により、高周波誘導加熱と抵抗溶接とを切換え、効率的に接合することが出来る。
ノーズピースが絶縁体で出来ていると、高周波誘導加熱されず、留め具を効率的に高周波誘導加熱することが出来る。
樹脂部材の溶融した部分は、留め具又は金属部材に融着するので、高い強度で安定して樹脂部材を接合することが出来る。
前記接触検知装置が、前記留め具の先端部が前記金属部材に接触したことを検知したとき、前記切換え装置は、前記チョッパ装置と前記抵抗溶接用出力装置とが接続するように切換えることが好ましい。
前記金属部材と、その上に前記樹脂部材を配置し、
円筒形のノーズピースと、その内側の電極パンチを準備し、
前記ノーズピースの内側で、前記電極パンチの下側に前記留め具を配置し、
前記ノーズピースと前記留め具とを前記樹脂部材の上面に当接させ、
前記ノーズピース先端外側に配置された高周波誘導コイルに高周波誘導電流を流して、高周波誘導加熱により、前記留め具を加熱し、
前記樹脂部材の前記留め具に近接する部分を軟化又は溶融させ、前記電極パンチにより、前記留め具を前記樹脂部材に圧入し、
前記留め具の先端部が前記金属部材に接触したことを接触検知装置が検知すると、前記高周波誘導電流を停止し、前記電極パンチから前記留め具を通って前記金属部材に抵抗溶接電流を流して、前記留め具の先端部と、前記金属部材とを抵抗溶接し、
前記抵抗溶接電流を停止し、溶融した前記留め具の先端部と前記金属部材の部分とを固化させて接合する段階を備えることを特徴とする接合方法である。
留め具の先端部が金属部材に接触した後は、電極パンチと留め具と金属部材とを通って溶接電流が流れ、留め具の先端が溶けて短くなるが、軟化した樹脂部材に留め具が沈み込み、十分な溶け代で溶接されるので、十分な接合強度を得ることが出来る。
前記金属部材と、その上に前記樹脂部材を配置し、
円筒形のノーズピースと、前記ノーズピースの内側のチャックと、前記ノーズピースの内側の電極パンチと、を準備し、
前記ノーズピースの内側で、前記電極パンチの下側に、前記チャックにより、前記電極パンチ及び前記樹脂部材から間隔をあけて前記留め具を保持し、
前記ノーズピース先端外側に配置された高周波誘導コイルに高周波誘導電流を流して、高周波誘導加熱により、前記留め具を加熱し、
前記ノーズピースと前記留め具とを前記樹脂部材の上面に当接させ、
前記樹脂部材の前記留め具に近接する部分を軟化又は溶融させ、前記電極パンチにより、前記留め具を前記樹脂部材に圧入し、
前記留め具の先端部が前記金属部材に接触したことを接触検知装置が検知すると、前記高周波誘導電流を停止し、前記電極パンチから前記留め具を通って前記金属部材に抵抗溶接電流を流して、前記留め具の先端部と、前記金属部材とを抵抗溶接し、
前記抵抗溶接電流を停止し、溶融した前記留め具の先端部と前記金属部材の部分とを固化させて接合する段階を備えることを特徴とする接合方法である。
また、樹脂部材と金属部材とを簡単に高い強度で接合することが出来る接合装置及び接合方法を得ることが出来る。
以下、本発明の第1の実施形態の接合装置を使用して、高周波誘導加熱により留め具を加熱し、抵抗溶接により溶接する接合装置及び接合方法について説明する。実施例1の留め具を使用する場合について詳細に説明する。
なお、本発明の実施形態の説明において、図1の上を上方向として説明する。
図1は、本発明の第1の実施形態による接合装置1の一部である溶接ヘッド部の断面図である。接合装置1は、樹脂部材41と金属部材42とを重ね合わせ、高周波誘導加熱により留め具10を加熱し、樹脂部材41を軟化、溶融させながら、留め具10を樹脂部材41に圧入する。接合装置1は、留め具10の先端部が金属部材42と接触すると、留め具10と金属部材42とを抵抗溶接し、樹脂部材41と金属部材42とを接合するものである。
溶接ヘッドは、ノーズピース30と、高周波コイル36と、電極パンチ31とを備える。
金属部材42は、鉄鋼、ステンレス鋼、アルミニウムとその合金等溶接できる金属であれば良い。金属部材42は、金属板であることが多い。図3に示すように、金属部材42には、抵抗溶接用の下方電極が接続されている。
熱可塑性樹脂は、炭素繊維強化樹脂(CFRTP)、ガラス繊維強化樹脂(GFRTP)等の繊維強化樹脂とすることが出来る。
炭素繊維強化樹脂の場合、留め具10は電食を受けやすいので、留め具10の材料は耐蝕性の材料を用いるか、又はZnメッキ等の犠牲電極を設けて電蝕を防止する。
高周波誘導コイル36は、高周波誘導用のコイルであり、高周波誘導電流を流すと、留め具10の周りに磁界が発生し、発生した磁界により、留め具10は、高周波誘導加熱される。
電極パンチ31の材質は、抵抗溶接の電流を流すため、導電性の良い材料であり、例えば鉄鋼である。電極パンチ31は、電極パンチ31の移動装置(図示せず)により、上下方向に移動することが出来る。電極パンチ31は、留め具10に樹脂部品41に圧入するための荷重を加え、また、留め具10のフランジ11に接し、抵抗溶接の電流を供給する。
ノーズピース30の内側で、電極パンチ31と樹脂部材41との間には、留め具10が配置される。留め具10のフランジ11の上面に、電極パンチ31の下面が当接する。
図2は、本発明の実施例1の留め具10の正面図である。留め具10は、鉄鋼、アルミニウム、ステンレス鋼等の導電性の金属で出来ていて、誘導加熱することが出来る。
また、留め具10は、金属部材42に溶接できる材料で出来ている。金属部材42が鉄鋼である場合は、留め具10も鉄鋼である。金属部材42がアルミニウムであれば、留め具10もアルミニウムである。
留め具10は、樹脂部材41に圧入するとき、高周波誘導加熱により加熱される。留め具10の熱により、樹脂部材41が加熱され軟化または溶融する。
図3は、本発明の第1の実施形態の接合装置1のブロック図である。接合装置1には、図1で説明した溶接ヘッド部も含まれる。
制御装置51は、ノーズピース30の上下移動と樹脂部材41の加圧、及び電極パンチ31の上下移動と留め具10の加圧を制御する。
高周波誘導用出力装置56は、高周波誘導用変圧器を含み、チョッパ装置52からの高周波電流を、高周波誘導加熱に適した電圧の高周波誘導電流にする。高周波誘導コイル36に高周波誘導電流が流れる。
制御装置51により、チョッパ装置52の出力を調整することにより、高周波誘導用出力装置56からの高周波電流を高周波加熱に適するように調整することが出来る。
高周波誘導用出力装置56から、例えば、10~20Vの低電圧で、比較的小さい50~200Aの電流を15~60秒間流される。留め具10は、高周波誘導加熱により加熱される。
抵抗溶接用出力装置55は、抵抗溶接用変圧器を含み、チョッパ装置52からの高周波電流を、抵抗溶接に適した電圧にする。電極パンチ31と金属部材42との間に抵抗溶接電流が流れる。
制御装置51により、チョッパ装置52の出力を調整することにより、抵抗溶接用出力装置55からの抵抗溶接電流を抵抗溶接に適するように調整することが出来る。抵抗溶接用出力装置55から、例えば、3~5Vの低電圧で5000~15000Aの電流が0.05~0.5秒間流される。
図4~6を参照して、第1の実施形態の接合装置1により、樹脂部材41と金属部材42を接合する方法について説明する。
フィーダーにより、留め具10をノーズピース30の内側に、電極パンチ31の下面と接するようにセットする。ノーズピース30の内側には、留め具10のフランジ11を保持するチャック、凸部等が設けられていても良い(図示せず)。
高周波誘導コイル36に流れる電流により磁界が生じる。生じた磁界は導電性の留め具10に集中し、留め具10は高周波誘導加熱される。そのため、樹脂部材41の留め具10に近接した部分も加熱され、軟化する。
留め具10は加熱されているので、樹脂部材41の留め具10に接する部分も加熱され、接合する部分が軟化又は溶融する。留め具10の脚部12は、樹脂部材41の内部に入りやすく、樹脂部材41の割れも発生しにくい。図5に示すように、留め具10の脚部12は、樹脂部材41を押し広げて樹脂部材41を貫通していく。
留め具10のフランジ11は、樹脂部材41に押し付けられて、樹脂部材41内に沈み込む。留め具10の脚部12の長さを調整して、フランジ11の上面は、樹脂部材41の上面と同一面となる。又は、樹脂部材41に沈み込む、樹脂部材41の上面から浮き上がった状態にしてもよい。
留め具10の先端部12aが金属部材42に接触した後は、電極パンチ31と留め具10と金属部材42とを通って溶接電流が流れ、留め具10の先端部12aと金属部材42とが溶接されるので、十分な接合強度を得ることが出来る。
(実施例2の留め具)
図8は、実施例2の留め具20の正面図である。留め具20のフランジ21と脚部22と先端部22aとは、第1の実施形態の留め具10と同じである。留め具20は、フランジ21の上方に雄ねじ部23を有する。実施例2の留め具20を使用するとき、雄ねじ部23を受ける孔が形成された電動パンチ(図示せず)を用いる。
図9は、留め具20により樹脂部材41と金属部材42とを接合した状態を示す断面図である。樹脂部材41の上方に雄ねじ部23が立設されているので、雄ねじ部23に他の部品を取り付けることが出来る。
図10は、実施例3の留め具20'の正面図である。留め具20'のフランジ21'と脚部22'と先端部22a'とは、第1の実施形態の留め具10と同じである。留め具20'は、フランジ21'の上方に、Tスタッド形状部24を有する。Tスタッド形状部24は、フランジ21'から円柱形で延びる円柱部24aと、円柱部24aに隣接し円柱部24aより大きい直径の拡大頭部24bとを有する。実施例3の留め具20'を使用するとき、Tスタッド形状部24を受ける孔が形成された電動パンチ(図示せず)を用いる。Tスタッド形状部24に他の部品を取り付けることが出来る。
図11は、実施例4の留め具20"の正面図である。留め具20"のフランジ21"と脚部22"と先端部22a"とは、第1の実施形態の留め具10と同じである。留め具20"は、フランジ21"の上方に雌ねじ部25を有する。雌ねじ部25は、円筒形で内側に雌ねじ25dが形成されている。実施例4の留め具20"を使用するとき、雌ねじ部25を受ける孔が形成された電動パンチ(図示せず)を用いる。雌ねじ部25にボルトをねじ込み、他の部品を取り付けることが出来る。
留め具10の先端部12aが金属部材42に接触すると、留め具10と金属部材42とに溶接電流が流され、留め具10の先端部12aと金属部材42とが溶接される。樹脂部材41は融着されて接合するので、強い強度で接合することが出来る。
次に、本発明の第2の実施形態の接合装置2について説明する。図12は、本発明の第2の実施形態による接合装置2の一部である溶接ヘッドの断面図である。第2の実施形態の接合装置2の溶接ヘッドは、第1の実施形態の接合装置1と同様に、ノーズピース30と、電極パンチ31と、高周波誘導コイル36とを備える。電極パンチ31は、抵抗溶接用の上方電極として作用する。
実施例1の留め具10を使用する場合について説明するが、第2の実施形態の接合装置2に実施例2~4の留め具20,20',20"を使用することも出来る。
チャック37の上端部37aは、円筒部33の内側にピボット接続され、下端部37bは中心軸に向かって回転可能である。対向する下端部37bは、中心軸に向かって間隔が狭くなるように付勢されている。
チャック37の下端部37bには、留め具10のフランジ11を保持する溝が設けられていても良い。チャック37により、留め具10のフランジ11を外周から保持した状態では、留め具10の脚部12は、高周波誘導コイル36と同じ高さに来るようになっている。また、留め具10のフランジ11は、電極パンチ31の下端部から間隔をあけている。
図12~17を参照して、第2の実施形態の接合装置2により、樹脂部材41と金属部材42を接合する方法について説明する。
上述したように、図12は、実施例1の留め具10を接合装置2にセットした状態の概略断面図である。
電極パンチ31の下端部は、チャック37の上端部37aに近い部分に位置している。電極パンチ31の下面と留め具10のフランジ11との間は、間隔があいている。
ノーズピース30の内側で、電極パンチ31を下方に移動させていく。チャック37が押し広げられ、チャック37の先端部37aは留め具10のフランジ11を保持しなくなる。図14に示すように、電極パンチ31の下面は、留め具10のフランジ11の上面に当接する。
留め具10は加熱されているので、樹脂部材41の留め具10に接する部分も加熱され、この部分が軟化又は溶融する。図15に示すように、留め具10の脚部12は、樹脂部材41を押し広げて樹脂部材41を貫通していく。
留め具10のフランジ11は、樹脂部材41に押し付けられて、樹脂部材41に沈み込む。
留め具10の脚部12の先端部12aと金属部材42の界面付近の金属は溶融し、その後温度が下がって固化し、溶接部43となっている。樹脂部材41の接合部は、留め具10又は金属部材42に融着している。
2 接合装置
10 留め具
11 フランジ
12 脚部
12a 先端部
20 留め具
21 フランジ
22 脚部
22a 先端部
23 雄ねじ部
24 Tスタッド形状部
25 雌ねじ部
25d 雌ねじ
31 電極パンチ
30 ノーズピース
33 円筒部
34 第1フランジ
35 第2フランジ
36 高周波誘導コイル
37 チャック
37a 上端部
37b 下端部
38 ダイ
39 下方電極
41 樹脂部材
42 金属部材
43 溶接部
50 接合装置
51 制御装置
52 チョッパ装置
53 切換え装置
54 接触検知装置
55 抵抗溶接用出力装置
56 高周波誘導用出力装置
Claims (9)
- 金属部材と樹脂部材とを金属製の留め具により接合する接合装置であって、
上下方向に移動可能な円筒形のノーズピースと、
前記ノーズピースの周りに配置された高周波誘導コイルと、
前記ノーズピースの内側に上下方向に移動可能に配置され、導電体で出来た電極パンチと、
入力した電力を高周波電流に変換するチョッパ装置と、
前記チョッパ装置から前記高周波電流が入力し、前記高周波誘導コイルに高周波誘導電流を流す高周波誘導用出力装置と、
前記チョッパ装置から前記高周波電流が入力し、前記電極パンチと前記金属部材との間に溶接電流を流す抵抗溶接用出力装置と、
前記樹脂部材に圧入された前記留め具の先端部が、前記金属部材に接触したかどうか検知する接触検知装置と、
前記接触検知装置の検知結果に基づいて、前記チョッパ装置が、前記高周波誘導用出力装置と前記抵抗溶接用出力装置のうちどちらか一方と接続するように切換える切換え装置と、
を備えることを特徴とする接合装置。 - 請求項1に記載の接合装置であって、前記ノーズピースは絶縁体で出来ている接合装置。
- 請求項1又は2記載の接合装置であって、
前記ノーズピースは円筒形の円筒部と、前記円筒部の端部外側に前記高周波誘導コイルを保持する高周波誘導コイル保持部とを有し、前記高周波誘導コイル保持部の内側に前記留め具が保持される接合装置。 - 請求項1乃至3の何れか1項に記載の接合装置であって、前記ノーズピースの内側に、前記留め具を前記電極パンチの下面と前記樹脂部材上面とから間隔をあけるように、前記留め具を保持するためのチャックを有する接合装置。
- 請求項1乃至4の何れか1項に記載の接合装置であって、
高周波誘導用出力装置が、前記高周波誘導コイルに前記高周波誘導電流を流すことにより、前記留め具を高周波誘導加熱し、前記電極パンチで前記留め具を前記樹脂部材に押し付けて、前記樹脂部材の接合部を軟化又は溶融させて前記留め具を前記樹脂部材に圧入する装置。 - 請求項1乃至5の何れか1項に記載の接合装置であって、
前記接触検知装置は、前記電極パンチと前記金属部材との間に電圧をかけ、前記電極パンチから前記留め具を通って前記金属部材に流れる電流により、前記留め具の先端部が前記金属部材に接触したことを検知する装置。 - 請求項6に記載の接合装置であって、
前記接触検知装置が、前記留め具の先端部が前記金属部材に接触していないことを検知したとき、前記切換え装置は、前記チョッパ装置と前記高周波誘導用出力装置とが接続するように切換え、
前記接触検知装置が、前記留め具の先端部が前記金属部材に接触したことを検知したとき、前記切換え装置は、前記チョッパ装置と前記抵抗溶接用出力装置とが接続するように切換える接合装置。 - 樹脂部材と金属部材とを留め具により接合する接合方法であって、
前記金属部材と、その上に前記樹脂部材を配置し、
円筒形のノーズピースと、その内側の電極パンチを準備し、
前記ノーズピースの内側で、前記電極パンチの下側に前記留め具を配置し、
前記ノーズピースと前記留め具とを前記樹脂部材の上面に当接させ、
前記ノーズピース先端外側に配置された高周波誘導コイルに高周波誘導電流を流して、高周波誘導加熱により、前記留め具を加熱し、
前記樹脂部材の前記留め具に近接する部分を軟化又は溶融させ、前記電極パンチにより、前記留め具を前記樹脂部材に圧入し、
前記留め具の先端部が前記金属部材に接触したことを接触検知装置が検知すると、前記高周波誘導電流を停止し、前記電極パンチから前記留め具を通って前記金属部材に抵抗溶接電流を流して、前記留め具の先端部と、前記金属部材とを抵抗溶接し、
前記抵抗溶接電流を停止し、溶融した前記留め具の先端部と前記金属部材の部分とを固化させて接合する段階を備えることを特徴とする接合方法。 - 樹脂部材と金属部材とを留め具により接合する接合方法であって、
前記金属部材と、その上に前記樹脂部材を配置し、
円筒形のノーズピースと、前記ノーズピースの内側のチャックと、前記ノーズピースの内側の電極パンチと、を準備し、
前記ノーズピースの内側で、前記電極パンチの下側に、前記チャックにより、前記電極パンチ及び前記樹脂部材から間隔をあけて前記留め具を保持し、
前記ノーズピース先端外側に配置された高周波誘導コイルに高周波誘導電流を流して、高周波誘導加熱により、前記留め具を加熱し、
前記ノーズピースと前記留め具とを前記樹脂部材の上面に当接させ、
前記樹脂部材の前記留め具に近接する部分を軟化又は溶融させ、前記電極パンチにより、前記留め具を前記樹脂部材に圧入し、
前記留め具の先端部が前記金属部材に接触したことを接触検知装置が検知すると、前記高周波誘導電流を停止し、前記電極パンチから前記留め具を通って前記金属部材に抵抗溶接電流を流して、前記留め具の先端部と、前記金属部材とを抵抗溶接し、
前記抵抗溶接電流を停止し、溶融した前記留め具の先端部と前記金属部材の部分とを固化させて接合する段階を備えることを特徴とする接合方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167016628A KR20160091363A (ko) | 2013-11-22 | 2014-07-14 | 결합 장치 및 결합 방법 |
| EP14864370.3A EP3072626B1 (en) | 2013-11-22 | 2014-07-14 | Joining device and joining method |
| CN201480063592.XA CN105745049B (zh) | 2013-11-22 | 2014-07-14 | 接合装置及接合方法 |
| US15/159,203 US10064245B2 (en) | 2013-11-22 | 2016-05-19 | Joining device and joining method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-242007 | 2013-11-22 | ||
| JP2013242007A JP6252747B2 (ja) | 2013-11-22 | 2013-11-22 | 接合装置及び接合方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/159,203 Continuation US10064245B2 (en) | 2013-11-22 | 2016-05-19 | Joining device and joining method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015075964A1 true WO2015075964A1 (ja) | 2015-05-28 |
Family
ID=53179244
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/068729 WO2015075964A1 (ja) | 2013-11-22 | 2014-07-14 | 接合装置及び接合方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10064245B2 (ja) |
| EP (1) | EP3072626B1 (ja) |
| JP (1) | JP6252747B2 (ja) |
| KR (1) | KR20160091363A (ja) |
| CN (1) | CN105745049B (ja) |
| WO (1) | WO2015075964A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105964847A (zh) * | 2016-06-30 | 2016-09-28 | 如皋市大生线路器材有限公司 | 复合绝缘子下端金具一次精密成形工艺 |
| WO2017002975A1 (ja) * | 2015-07-01 | 2017-01-05 | 新日鐵住金株式会社 | 機械的接合装置及び機械的接合方法 |
| US20170023038A1 (en) * | 2015-07-24 | 2017-01-26 | Toyota Jidosha Kabushiki Kaisha | Dissimilar material joining structure and producing method of dissimilar material joined body |
| JP2017185626A (ja) * | 2013-11-22 | 2017-10-12 | ポップリベット・ファスナー株式会社 | 接合装置及び接合方法 |
| KR20170136581A (ko) * | 2015-07-01 | 2017-12-11 | 신닛테츠스미킨 카부시키카이샤 | 기계적 접합 장치 및 기계적 접합 방법 |
| JP2020518463A (ja) * | 2017-05-04 | 2020-06-25 | マキシム グロージャン | 電気抵抗溶接により、第1部材と第2部材とをアセンブリするための挿入体、及び該挿入体を用いたアセンブリ方法 |
| JP7487706B2 (ja) | 2021-05-14 | 2024-05-21 | トヨタ自動車株式会社 | 加工方法 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014208706A1 (de) * | 2014-05-09 | 2015-11-12 | Volkswagen Aktiengesellschaft | Verfahren und Vorrichtung zum Fügen eines Verbundblechbauteils mit einem Funktionselement |
| DE102016118109A1 (de) * | 2016-09-26 | 2018-03-29 | Newfrey Llc | Fügeverfahren zum vorlochfreien Verbinden von wenigstens einem ersten Bauteil mit einem zweiten Bauteil |
| DE102016125660A1 (de) * | 2016-12-23 | 2018-06-28 | Böllhoff Verbindungstechnik GmbH | Befestigungseinleger für ein Bauteil aus Kunststoff-, Schaum- oder Verbundmaterial |
| DE102017205940A1 (de) * | 2017-04-06 | 2018-10-11 | Volkswagen Aktiengesellschaft | Verfahren zur Herstellung eines Bauteilverbunds und Kraftfahrzeug |
| WO2019118665A1 (en) * | 2017-12-14 | 2019-06-20 | Arconic Inc. | Collet assembly for fastener feeding apparatus |
| CN108608101B (zh) * | 2018-05-04 | 2021-03-19 | 辽宁机电职业技术学院 | 一种单面点焊设备的控制方法 |
| DE102019102720A1 (de) * | 2019-02-04 | 2020-08-06 | Progress-Werk Oberkirch Ag | Verfahren und Vorrichtung zum Fügen eines ersten Werkstückes mit einem zweiten Werkstück |
| DE102019106160A1 (de) * | 2019-03-11 | 2020-09-17 | Böllhoff Verbindungstechnik GmbH | Verbindungsverfahren für mindestens zwei bauteile, eine damit erzielte fügeverbindung sowie eine fügevorrichtung für das genannte verbindungsverfahren |
| WO2020222888A1 (en) * | 2019-05-01 | 2020-11-05 | Siemens Energy, Inc. | Inductive heat set insert tool |
| CN111659806B (zh) * | 2020-06-12 | 2021-05-14 | 中南大学 | 一种热冲压成形的三重锁扣式连接装置及方法 |
| US20230131439A1 (en) * | 2021-10-22 | 2023-04-27 | Abb Schweiz Ag | Automated cable tie installation tool with induction welding joining mechanism |
| CN114932302B (zh) * | 2022-03-11 | 2024-02-09 | 中国科学院上海光学精密机械研究所 | 一种用于异质材料电阻点焊的紧固件及焊接方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6182775U (ja) | 1984-11-02 | 1986-05-31 | ||
| JPS61269986A (ja) | 1985-05-23 | 1986-11-29 | Sekisui Chem Co Ltd | 硬質部材の連結方法 |
| JPH0293087U (ja) | 1988-12-29 | 1990-07-24 | ||
| DE102004025492A1 (de) * | 2004-05-21 | 2009-08-06 | Volkswagen Ag | Verfahren zum Fügen mittels mechanischen Eintreibens und Verschweißens eines Fügeelementes, sowie derartiges Fügeelement |
| JP2009541668A (ja) * | 2006-06-23 | 2009-11-26 | ダイムラー・アクチェンゲゼルシャフト | 流体式トルクコンバータ及びその製造方法 |
| JP2013519045A (ja) * | 2010-02-03 | 2013-05-23 | ダイムラー・アクチェンゲゼルシャフト | ホットリベット接続及びその製造方法 |
Family Cites Families (58)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2205425A (en) * | 1937-07-07 | 1940-06-25 | Jr Samuel E Leonard | Apparatus for welding |
| US3033102A (en) * | 1959-04-13 | 1962-05-08 | Ibm | Automatic cable lacing machine |
| US4243368A (en) * | 1978-07-31 | 1981-01-06 | Armen Garabedian | Apparatus for making a stress-free plastic article |
| BE712793A (ja) * | 1968-03-27 | 1968-07-31 | ||
| US3659074A (en) * | 1970-04-13 | 1972-04-25 | Hughes Aircraft Co | Electric resistance welder and method |
| US4336221A (en) * | 1972-08-11 | 1982-06-22 | Armen Garabedian | Process for making a stress-free plastic article |
| US4045644A (en) * | 1975-07-24 | 1977-08-30 | Scm Corporation | Welding electrode and method of making |
| US4273581A (en) * | 1978-04-07 | 1981-06-16 | Inoue-Japax Research Incorporated | Sintering method |
| US4353855A (en) * | 1978-07-31 | 1982-10-12 | Armen Garabedian | Process for making a stress-free plastic article |
| US4334850A (en) * | 1978-07-31 | 1982-06-15 | Armen Garabedian | Apparatus for making a stress-free plastic article |
| US4414028A (en) * | 1979-04-11 | 1983-11-08 | Inoue-Japax Research Incorporated | Method of and apparatus for sintering a mass of particles with a powdery mold |
| US4423617A (en) * | 1982-02-22 | 1984-01-03 | The Nippert Company | Method of making a male resistance welding electrode |
| DE3310423C1 (de) * | 1983-03-23 | 1988-01-21 | Werner Dipl.-Ing. 3507 Baunatal Kaeseler | Verfahren und Vorrichtung zum Aufbereiten gebrauchter Punktschweisselektroden |
| US4673784A (en) * | 1985-03-18 | 1987-06-16 | Tocco, Inc. | Valve seat inductor and method of using same |
| US4804819A (en) * | 1986-12-08 | 1989-02-14 | Medar, Inc. | Structure and method for resistance welding with an inductively coupled power source |
| DE3735446C1 (de) * | 1987-10-20 | 1989-03-23 | Werner Dipl-Ing Kaeseler | Umformwerkzeug und Verfahren zum Wiederaufbereiten von Punktschweisselektroden |
| US4992133A (en) * | 1988-09-30 | 1991-02-12 | Pda Engineering | Apparatus for processing composite materials |
| US5035041A (en) * | 1990-06-19 | 1991-07-30 | Josip Matuschek | Method to obtain preload in solid one-piece ductile rivet installation |
| US5500511A (en) * | 1991-10-18 | 1996-03-19 | The Boeing Company | Tailored susceptors for induction welding of thermoplastic |
| JPH0649504A (ja) * | 1992-08-03 | 1994-02-22 | Mitsubishi Materials Corp | 溶接用焼結部品の製造方法 |
| US5373720A (en) * | 1992-09-03 | 1994-12-20 | Water Gremlin Company | Method of making battery terminal with necked flange |
| US5296317A (en) * | 1992-09-03 | 1994-03-22 | Water Gremlin Co. | High torque battery terminal and method of making same |
| JPH10190243A (ja) * | 1996-12-27 | 1998-07-21 | Kyocera Corp | 多層プリント配線板積層装置 |
| US6047471A (en) * | 1997-11-20 | 2000-04-11 | The Nippert Company | Method of making a resistance welding electrode |
| CA2265297C (en) * | 1998-03-31 | 2002-10-29 | Illinois Tool Works Inc. | Method and apparatus for welding |
| US6515251B1 (en) * | 2000-10-31 | 2003-02-04 | Steelcase Development Corporation | Welding system and method |
| US6872442B2 (en) * | 2000-12-22 | 2005-03-29 | Ein Co., Ltd. Technical Center | Method for recycling synthetic wood materials from sheathing board for use in a concrete form formed by synthetic wood materials, and sheathing board for use in a concrete form having the previously mentioned recycled synthetic wood materials as raw materials |
| US7176401B2 (en) * | 2001-07-04 | 2007-02-13 | Newfrey Llc | Method and device for welding an aluminum-based stud |
| CA2499491A1 (en) * | 2002-09-20 | 2004-04-01 | Seiji Kagawa | Shape-memory laminated polybutylene terephthalate film, production process and use thereof, and process for production of polybutylene terephthalate film |
| US20060057405A1 (en) * | 2002-09-20 | 2006-03-16 | Seiji Kagawa | Method and apparatus for producing polybutylene terephthalate film, and shape-memory polybutylene terephthalate laminate film |
| US7267736B2 (en) * | 2003-12-18 | 2007-09-11 | General Motors Corporation | Method of joining dissimilar materials |
| JP4535739B2 (ja) * | 2004-01-29 | 2010-09-01 | 富士重工業株式会社 | スポット溶接装置 |
| JP2006007266A (ja) * | 2004-06-25 | 2006-01-12 | Nissan Motor Co Ltd | リベットを用いた接合方法 |
| DE102005006253B4 (de) * | 2005-02-11 | 2007-03-08 | Daimlerchrysler Ag | Verfahren zum unlösbaren Befestigen |
| JP5148061B2 (ja) * | 2005-08-24 | 2013-02-20 | 出光興産株式会社 | 照明装置用ハウジング構造体、およびその製造方法、該構造体を用いたバックライト装置 |
| FR2891324B1 (fr) * | 2005-09-26 | 2011-02-18 | Valeo Systemes Thermiques | Dispositif d'assemblage entre deux plaques stratifiees composees d'une couche de resine interposee entre deux toles metalliques |
| US20090011269A1 (en) * | 2006-02-03 | 2009-01-08 | Wataru Urushihara | Joint product between steel product and aluminum material, spot welding method for the joint product, and electrode chip for use in the joint product |
| JP4032313B2 (ja) * | 2006-02-16 | 2008-01-16 | 好高 青山 | プロジェクション溶接用ボルトおよびその溶接方法 |
| JP4345851B2 (ja) * | 2006-09-11 | 2009-10-14 | ソニー株式会社 | 通信システム並びに通信装置 |
| US8466386B2 (en) * | 2006-10-10 | 2013-06-18 | GM Global Technology Operations LLC | Method for repairing bonded metallic structures |
| WO2009054451A1 (ja) * | 2007-10-24 | 2009-04-30 | Toyo Seikan Kaisha, Ltd. | 圧縮成形装置及び圧縮成形方法 |
| US7877862B2 (en) * | 2007-11-13 | 2011-02-01 | Honeywell International Inc. | Weldless mesotube grid holder |
| DE102008031121A1 (de) * | 2008-05-06 | 2009-11-12 | Daimler Ag | Schweißnietverbindung |
| JP2009285678A (ja) * | 2008-05-28 | 2009-12-10 | Kobe Steel Ltd | 鋼材と軽合金材との異材接合方法および異材接合体、鋼材との異材接合用軽合金材、鋼材と軽合金材との異材接合用リベット。 |
| DE102008044451B4 (de) * | 2008-08-19 | 2012-09-06 | Thyssenkrupp Steel Europe Ag | Konduktives Bolzenschweißen |
| JP4626687B2 (ja) * | 2008-08-19 | 2011-02-09 | トヨタ自動車株式会社 | 樹脂と金属との接合方法 |
| US20100083481A1 (en) * | 2008-10-08 | 2010-04-08 | Gm Global Technology Operations, Inc. | Method for attaching magnesium panels using self-piercing rivet |
| US8211268B1 (en) * | 2009-03-20 | 2012-07-03 | Milliken & Company | Tie layer compositions for fiber reinforced thermoplastic—thermoset structural element |
| JP5333584B2 (ja) * | 2010-12-08 | 2013-11-06 | トヨタ自動車株式会社 | 部材の接続方法 |
| DE102011009700A1 (de) * | 2011-01-28 | 2011-11-03 | Daimler Ag | Verfahren zum Herstellen einer Verbindung zwischen zwei Werkstücken |
| JP5830819B2 (ja) * | 2011-06-21 | 2015-12-09 | ポップリベット・ファスナー株式会社 | 金属カラーの取付方法 |
| DE102011117962A1 (de) * | 2011-11-07 | 2013-05-08 | Magna Steyr Fahrzeugtechnik Ag & Co. Kg | Werkzeug und Verfahren zum Fügen von Materiallagen |
| DE102012004499B4 (de) * | 2012-02-28 | 2017-04-13 | INPRO Innovationsgesellschaft für fortgeschrittene Produktionssysteme in der Fahrzeugindustrie mbH | Verfahren zum Fixieren und/oder Anbinden eines Bauteils aus Kunststoff wie aus thermoplasischem Polymer an einem Bauteil aus Metall beim Fügen der Bauteile |
| CN102794557A (zh) * | 2012-08-30 | 2012-11-28 | 上海交通大学 | 一种用于提高差厚多层板薄板侧电阻点焊熔核尺寸的方法 |
| US9759249B2 (en) * | 2013-07-16 | 2017-09-12 | Toyota Jidosha Kabushiki Kaisha | Joining structure |
| JP6252747B2 (ja) * | 2013-11-22 | 2017-12-27 | ポップリベット・ファスナー株式会社 | 接合装置及び接合方法 |
| CN103600017B (zh) * | 2013-11-25 | 2015-09-02 | 吉林大学 | 超高强钢板之间或与铝合金板的自冲铆接装置 |
| US9114481B1 (en) * | 2014-02-21 | 2015-08-25 | Siemens Energy, Inc | Inertia friction disk welding |
-
2013
- 2013-11-22 JP JP2013242007A patent/JP6252747B2/ja active Active
-
2014
- 2014-07-14 CN CN201480063592.XA patent/CN105745049B/zh active Active
- 2014-07-14 KR KR1020167016628A patent/KR20160091363A/ko not_active Application Discontinuation
- 2014-07-14 WO PCT/JP2014/068729 patent/WO2015075964A1/ja active Application Filing
- 2014-07-14 EP EP14864370.3A patent/EP3072626B1/en active Active
-
2016
- 2016-05-19 US US15/159,203 patent/US10064245B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6182775U (ja) | 1984-11-02 | 1986-05-31 | ||
| JPS61269986A (ja) | 1985-05-23 | 1986-11-29 | Sekisui Chem Co Ltd | 硬質部材の連結方法 |
| JPH0293087U (ja) | 1988-12-29 | 1990-07-24 | ||
| DE102004025492A1 (de) * | 2004-05-21 | 2009-08-06 | Volkswagen Ag | Verfahren zum Fügen mittels mechanischen Eintreibens und Verschweißens eines Fügeelementes, sowie derartiges Fügeelement |
| JP2009541668A (ja) * | 2006-06-23 | 2009-11-26 | ダイムラー・アクチェンゲゼルシャフト | 流体式トルクコンバータ及びその製造方法 |
| JP2013519045A (ja) * | 2010-02-03 | 2013-05-23 | ダイムラー・アクチェンゲゼルシャフト | ホットリベット接続及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3072626A4 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017185626A (ja) * | 2013-11-22 | 2017-10-12 | ポップリベット・ファスナー株式会社 | 接合装置及び接合方法 |
| JPWO2017002975A1 (ja) * | 2015-07-01 | 2018-03-22 | 新日鐵住金株式会社 | 機械的接合装置及び機械的接合方法 |
| US10722935B2 (en) | 2015-07-01 | 2020-07-28 | Nippon Steel Corporation | Mechanical joining apparatus and mechanical joining method |
| WO2017002975A1 (ja) * | 2015-07-01 | 2017-01-05 | 新日鐵住金株式会社 | 機械的接合装置及び機械的接合方法 |
| KR20170136580A (ko) * | 2015-07-01 | 2017-12-11 | 신닛테츠스미킨 카부시키카이샤 | 기계적 접합 장치 및 기계적 접합 방법 |
| KR20170136581A (ko) * | 2015-07-01 | 2017-12-11 | 신닛테츠스미킨 카부시키카이샤 | 기계적 접합 장치 및 기계적 접합 방법 |
| KR102018251B1 (ko) * | 2015-07-01 | 2019-09-05 | 닛폰세이테츠 가부시키가이샤 | 기계적 접합 장치 및 기계적 접합 방법 |
| KR101957628B1 (ko) * | 2015-07-01 | 2019-03-12 | 신닛테츠스미킨 카부시키카이샤 | 기계적 접합 장치 및 기계적 접합 방법 |
| US10364834B2 (en) * | 2015-07-24 | 2019-07-30 | Toyota Jidosha Kabushiki Kaisha | Dissimilar material joining structure and producing method of dissimilar material joined body |
| US20170023038A1 (en) * | 2015-07-24 | 2017-01-26 | Toyota Jidosha Kabushiki Kaisha | Dissimilar material joining structure and producing method of dissimilar material joined body |
| CN105964847A (zh) * | 2016-06-30 | 2016-09-28 | 如皋市大生线路器材有限公司 | 复合绝缘子下端金具一次精密成形工艺 |
| JP2020518463A (ja) * | 2017-05-04 | 2020-06-25 | マキシム グロージャン | 電気抵抗溶接により、第1部材と第2部材とをアセンブリするための挿入体、及び該挿入体を用いたアセンブリ方法 |
| JP7219759B2 (ja) | 2017-05-04 | 2023-02-08 | マキシム グロージャン | 電気抵抗溶接により、第1部材と第2部材とをアセンブリするための挿入体、及び該挿入体を用いたアセンブリ方法 |
| US11898596B2 (en) | 2017-05-04 | 2024-02-13 | Maxime Grojean | Insert intended for the assembly of a first part and a second part by electric resistance welding, and assembly method using this insert |
| JP7487706B2 (ja) | 2021-05-14 | 2024-05-21 | トヨタ自動車株式会社 | 加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10064245B2 (en) | 2018-08-28 |
| JP6252747B2 (ja) | 2017-12-27 |
| KR20160091363A (ko) | 2016-08-02 |
| EP3072626B1 (en) | 2019-09-18 |
| US20160262214A1 (en) | 2016-09-08 |
| JP2017185626A (ja) | 2017-10-12 |
| CN105745049A (zh) | 2016-07-06 |
| EP3072626A1 (en) | 2016-09-28 |
| EP3072626A4 (en) | 2017-07-19 |
| CN105745049B (zh) | 2018-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6252747B2 (ja) | 接合装置及び接合方法 | |
| CN108838494B (zh) | 用于接合同种和异种材料的电阻焊接紧固件、设备和方法 | |
| WO2014196268A1 (ja) | 樹脂部材の接合装置、接合構造及び接合方法 | |
| US8253056B2 (en) | Resistance welding method and resistance welding apparatus | |
| CN104797372A (zh) | 焊接辅助结合零件和用该零件连接元件的方法 | |
| KR101412374B1 (ko) | 용접토치 및 그 조립방법 | |
| US20140197148A1 (en) | Structure and method of bonding copper and aluminum | |
| US20110186204A1 (en) | Heating apparatus and method of use of the same in a vibration welding process | |
| US9463522B2 (en) | Drawn arc welding | |
| KR20190053935A (ko) | 선재적으로 형성된 홀(들)이 없이 적어도 하나의 구성요소를 제2 구성요소에 접합하는 방법 | |
| JP2019136748A (ja) | 抵抗スポット溶接方法 | |
| EP3584028B1 (en) | Method for manufacturing welded article from different metals, and welding device | |
| JP2018126752A (ja) | リベットを用いた接合方法とその実施に使用する装置 | |
| KR102005690B1 (ko) | 접합 부재의 제조 방법 및 접합 부재 제조 장치 | |
| KR20190070050A (ko) | 이종 소재 접합체, 이종 소재 접합 장치 및 방법 | |
| JP6815647B2 (ja) | 金属樹脂接合体の製造方法 | |
| JP2017506583A (ja) | 異種材料の接合方法 | |
| JP6421947B2 (ja) | 溶接装置及び溶接方法 | |
| KR101236172B1 (ko) | 스크루 체결방법 | |
| JP7556817B2 (ja) | 固定装置及び複合部材の製造方法 | |
| JP2018099713A (ja) | 金属部材と樹脂部材の接合方法 | |
| KR101726173B1 (ko) | 진동 스폿 용접 방법 및 이를 수행하는 장치 | |
| JP2021186841A (ja) | 接合物品の製造方法及び製造装置 | |
| JP5094948B2 (ja) | 高導電性金属材料の抵抗溶接方法 | |
| CN104439614A (zh) | 一种不锈钢与铜材异种材料的机器人自动化焊接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14864370 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014864370 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014864370 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20167016628 Country of ref document: KR Kind code of ref document: A |