JP5830819B2 - 金属カラーの取付方法 - Google Patents
金属カラーの取付方法 Download PDFInfo
- Publication number
- JP5830819B2 JP5830819B2 JP2011136940A JP2011136940A JP5830819B2 JP 5830819 B2 JP5830819 B2 JP 5830819B2 JP 2011136940 A JP2011136940 A JP 2011136940A JP 2011136940 A JP2011136940 A JP 2011136940A JP 5830819 B2 JP5830819 B2 JP 5830819B2
- Authority
- JP
- Japan
- Prior art keywords
- metal collar
- screw mandrel
- jig
- resin component
- flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910052751 metal Inorganic materials 0.000 title claims description 242
- 239000002184 metal Substances 0.000 title claims description 242
- 229920005989 resin Polymers 0.000 claims description 160
- 239000011347 resin Substances 0.000 claims description 160
- 238000000034 method Methods 0.000 claims description 41
- 229920003002 synthetic resin Polymers 0.000 description 6
- 239000000057 synthetic resin Substances 0.000 description 6
- 239000000463 material Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
Images











Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/01—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of fastening elements specially adapted for honeycomb panels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B43/00—Washers or equivalent devices; Other devices for supporting bolt-heads or nuts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B19/00—Bolts without screw-thread; Pins, including deformable elements; Rivets
- F16B19/04—Rivets; Spigots or the like fastened by riveting
- F16B19/08—Hollow rivets; Multi-part rivets
- F16B19/10—Hollow rivets; Multi-part rivets fastened by expanding mechanically
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/04—Devices for fastening nuts to surfaces, e.g. sheets, plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/02—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of fastening members using screw-thread
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49915—Overedge assembling of seated part
- Y10T29/4992—Overedge assembling of seated part by flaring inserted cup or tube end
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49925—Inward deformation of aperture or hollow body wall
- Y10T29/49934—Inward deformation of aperture or hollow body wall by axially applying force
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24298—Noncircular aperture [e.g., slit, diamond, rectangular, etc.]
Description
金属カラーの取付ける方法には、樹脂部品を成形するときに金属カラーを一体成形する方法と、樹脂部品を成形した後に、金属カラーを組付ける方法がある。
後者の樹脂部品を成形した後に、金属カラーを組付ける方法の場合は、樹脂部品から金属カラーが脱落するのを防止するため、樹脂部品の貫通孔に金属カラーを挿入した後に、金属カラーを変形させる場合が多い。
金属カラーを変形させるには、一般に、プレス機を用いて、金属カラーを軸方向に押圧してかしめる。
また、樹脂部品が複雑な形状の場合、プレス機を使用して金属カラーを取付けるのは困難である。
また、金属カラーを取付ける作業は、プレス機のある場所に限定されるという問題もある。
また、プレス機を使用しないで、簡単で迅速に樹脂部品に金属カラーを取付ける方法が求められていた。
複雑な形状、又は大きい形状の樹脂部品にも、金属カラーを容易に取付けることができる方法が求められていた。
また、作業場所がプレス機のある場所に限定されない金属カラーを取付ける方法が求められていた。
また、本発明の別の目的は、プレス機を使用しないで、簡単で迅速に樹脂部品に金属カラーを取付ける方法を提供することである。
また、本発明の別の目的は、複雑な形状、又は大きい形状の樹脂部品にも、金属カラーを容易に取付けることができる方法を提供することである。
また、本発明の別の目的は、作業場所がプレス機のある場所に限定されない、樹脂部品に金属カラーを取付ける方法を提供することである。
(a) 前記樹脂部品の前記取付孔に前記金属カラーのスリーブを下方から挿入して、前記治具の上面に前記金属カラーの前記フランジが当接するようにセットし、
(b) 前記締結工具のスクリューマンドレルを前記金属カラーの貫通孔に挿通し、前記スクリューマンドレルを正回転させ、前記スクリューマンドレルの雄ねじを前記治具の雌ねじ孔の雌ねじに係合させ、
(c) 前記締結工具のノーズピースの下面を、前記金属カラーの前記フランジと反対側の先端部の端面に当接させて、前記スクリューマンドレルの回転を止め、
(d) 前記締結工具の前記ノーズピースの下面を、前記金属カラーの前記先端部の端面に当接させた状態で、前記スクリューマンドレルを強く引き付け、前記ノーズピースの下面は、前記金属カラーの前記先端部の端面を下方に押し、前記金属カラーの前記先端部に拡径部が形成され、前記拡径部と前記フランジとの間に前記樹脂部品をはさみ、
(e) 前記スクリューマンドレルを逆回転させ、前記治具の前記雌ねじと前記スクリューマンドレルの前記雄ねじとの係合を解除する、ステップを備える方法である。
(a) 前記樹脂部品の前記取付孔に前記金属カラーのスリーブを上方から挿入して、前記樹脂部品の上面に前記金属カラーの前記フランジが当接するようにセットし、
(b) 前記締結工具のスクリューマンドレルを前記金属カラーの貫通孔に挿通し、前記スクリューマンドレルを正回転させ、前記スクリューマンドレルの雄ねじを前記治具の雌ねじ孔の雌ねじに係合させ、
(c) 前記金属カラーの前記フランジと反対側の先端部の端面に前記治具の上面を当接させて、前記スクリューマンドレルの回転を止め、
(d) 前記金属カラーの前記先端部の端面に前記治具の上面を当接させた状態で、前記スクリューマンドレルを強く引き付け、前記治具の上面は、前記金属カラーの前記先端部の端面を上方に押し、前記金属カラーの前記先端部に拡径部が形成され、前記拡径部と前記フランジとの間に前記樹脂部品をはさみ、
(e) 前記スクリューマンドレルを逆回転させ、前記治具の前記雌ねじと前記スクリューマンドレルの前記雄ねじとの係合を解除する、
ステップを備える方法である。
又は、前記(d)ステップでは、前記金属カラーの前記先端部の端面を拡径させて、前記拡径部を形成することができる。
こうすると、薄肉部を変形させるときの押圧力が小さくてすみ、樹脂部品への影響も少なくすることができる。
こうすると、金属カラーを取付けた部分が、樹脂部品の部分からの出っ張り部を最小限に抑えることができ、他の部品と干渉しないようにすることができる。
前記金属カラーの前記スリーブの外面と、前記貫通孔の内面との断面は楕円形であり、前記樹脂部品の前記取付孔の内面の断面は楕円形であってもよい。
(a) 前記治具の上面に、前記金属カラーの端面が当接するように前記金属カラーをセットし、前記金属カラーの上に、前記金属カラーのスリーブと、前記樹脂部品の前記取付孔の位置が合うように、前記樹脂部品を配置し、
(b) 前記締結工具のスクリューマンドレルを前記金属カラーの貫通孔に挿通し、前記スクリューマンドレルを正回転させ、前記スクリューマンドレルの雄ねじを前記治具の雌ねじ孔の雌ねじに係合させ、
(c) 前記締結工具のノーズピースの下面を、前記樹脂部品の上面に当接させて、前記スクリューマンドレルの回転を止め、
(d) 前記締結工具の前記ノーズピースの下面を、前記樹脂部品の上面に当接させた状態で、前記スクリューマンドレルを強く引き付け、前記ノーズピースの下面は、前記樹脂部品の上面を下方に押し、前記樹脂部品の取付孔に前記金属カラーが挿入され、
(e) 前記スクリューマンドレルを逆回転させ、前記治具の前記雌ねじと前記スクリューマンドレルの前記雄ねじとの係合を解除する、
ステップを備える方法である。
スリーブと、
前記スリーブの一端部に形成された前記スリーブより大径のフランジと、を備え、
前記スリーブと前記フランジとを貫通する貫通孔が形成され、
前記スリーブの前記貫通孔の内面に段部が形成され、
前記段部から前記フランジと反対側の先端部までの前記スリーブの肉厚は、前記フランジから前記段部までの前記スリーブの肉厚より薄く、
前記フランジの前記スリーブ側の面から前記段部までの軸方向の長さは、前記樹脂部品の厚さとほぼ等しい金属カラーである。
前記金属カラーの前記スリーブの外面と、前記貫通孔の内面との断面は楕円形でもよい。
また、プレス機を使用しないで、簡単で迅速に樹脂部品に金属カラーを取付けることができる。
また、複雑な形状、又は大きい形状の樹脂部品にも、金属カラーを容易に取付けることができる。
また、作業場所がプレス機のある場所に限定されず、樹脂部品に金属カラーを取付けることができる。
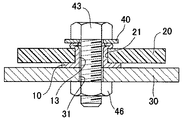
図1は、本発明の第1の実施形態の金属カラー10を使用して、樹脂部品20(取付部品)を、被取付部材30に、座金40を介して、ボルト43とナット46により締結した状態を示す一部を断面とした図である。樹脂部品20の取付孔21には金属カラー10が抜け落ちないように取付けられているので、ボルト43とナット46により締結しても、樹脂部品20には大きい力はかからず、安定して取り付けることができる。なお、第1の実施形態の金属カラー10は、第1、2の態様の取付方法に使用される。
図2は、本発明の第1の実施形態の金属カラー10の一部を断面とした正面図である。金属カラー10は、円筒状のスリーブ12と、スリーブ12の一端部に形成され、スリーブ12より大径のフランジ11とを備える。フランジ11とスリーブ12の内側には、金属カラー10をその軸方向に貫通する貫通孔13が形成されている。スリーブ12のフランジ11と反対側は、変形させて樹脂部品20にかしめるための先端部14となっている。第1の実施形態では、スリーブ12の厚さと、先端部14の厚さは同じである。なお、本明細書では、先端部14とは、かしめる時に変形する先端付近の部分を言い、最先端部は端面ということとする。
第1の実施形態では、金属カラー10のスリーブ12の外面と、貫通孔13の内面との断面は円形であるが、スリーブ12の外面と、貫通孔13の内面との断面は、楕円形とすることもできる。
金属カラー10のスリーブ12の外面と、貫通孔13の内面との断面が楕円形の場合は、樹脂部品20の取付孔21の内面も楕円形とする。
図5のように端面が拡径した拡径部14bを形成する場合は、後述する締結工具50のノーズピース52の下面の、金属カラー10の先端部14に当接する箇所を、上方に行くにしたがって外径が大きくなる円錐形状とする。こうすると、カラー10の先端部14は、ノーズピース52の下面により端面が最大径になるように拡径されて、拡径部14bとなる。
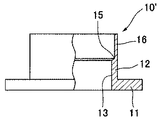
図6は、本発明の第2の実施形態の金属カラー10'の一部を断面とした正面図である。第2の実施形態の金属カラー10'は、スリーブ12の貫通孔13の内面に段部15が形成され、段部15から先は、肉厚の薄い薄肉部16となっている。薄肉部16の外径はスリーブ12と同じであり、薄肉部16の内径はスリーブ12より大きい。薄肉部16は肉厚が薄いので、金属カラー10'を押圧するとき変形しやすい。
第2の実施形態でも、金属カラー10'のスリーブ12の外面、貫通孔13と、薄肉部16の内面の断面を楕円形とし、樹脂部品20の取付孔21の内径も楕円形とすることができる。
図8では、薄肉部16を座屈させているが、図5に示すように薄肉部16の端面を拡径させても良い。
なお、金属カラー10のスリーブ12、貫通孔13の断面が楕円形、樹脂部品20'の取付孔21の内径が楕円形の場合は、凹部22、座ぐり部23も楕円形とする。
図4のように金属カラー10の先端部14を座屈させて拡径部14aを形成する場合は、金属カラー10の先端部14は、内側にスクリューマンドレル53があるので、内側に曲がることができず、端面より少し下が外側に広がり座屈することになる。
図5のように金属カラー10の先端部14の端面に拡径部14bを形成する場合は、締結工具50のノーズピース52の下面の金属カラー10の先端部14に当接する箇所を、上方に行くにしたがって外径が大きくなる傾斜面としておく。こうすると、カラー10の先端部14は、ノーズピース52の下面により端面が最大径になるように拡径されて、拡径部14bとなる。
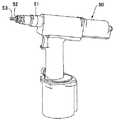
本発明に使用する締結工具50と治具60は、ここに例示したものに限定されない。以下に説明する締結方法を行うことができる締結工具と治具であれば良い。
図13(b)は、樹脂部品20の取付孔21に金属カラー10'のスリーブ12を下方から挿入し、治具60の上面61の皿部62に金属カラー10'と樹脂部品20とをセットした状態を示す断面図である。
このとき、スクリューマンドレル53を引き付けるストロークを管理し、所定の長さだけ引き付けて、引付けを停止する。又は、スクリューマンドレル53を引き付けるときの荷重を管理し、所定の荷重になったときに引付けを停止するようにしても良い。
図13(e)は、金属カラー10'を取付けた樹脂部品20を、締結工具50と治具60から取り外した状態を示す断面図である。
図13(b)は、樹脂部品20の取付孔21に金属カラー10'のスリーブ12を上方から挿入し、治具60の上面61の皿部62に金属カラー10'と樹脂部品20とをセットした状態を示す断面図である。
図14(e)は、金属カラー10'を取付けた樹脂部品20を、締結工具50と治具60から取り外した状態を示す断面図である。
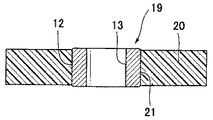
図15は、本発明の第3の実施形態であり、樹脂部品20の取付孔21に、スリーブを有する金属カラー19を押し込んで取付けた状態を示す断面図である。金属カラー19の外径は樹脂部品20の取付孔21の内径より大きく、金属カラー19を樹脂部品20の取付孔21に押し込んで取付けるようになっている。図15に示す金属カラー19はフランジを有さないが、フランジを有する金属カラーにも適用することができる。なお、第3の実施形態の金属カラー19は、第3の態様の取付方法に使用される。
治具60の皿部62に金属カラー19を置き、その上に樹脂部品20の取付孔21が金属カラー19の外周と合うように配置する。
締結工具50のスクリューマンドレル53を、樹脂部品20の取付孔21と、金属カラー19の貫通孔13に挿通して、スクリューマンドレル53の雄ねじを治具60の雌ねじ孔64の雌ねじに係合させていく。締結工具50のノーズピース52の下面を、樹脂部品20の上面に当接させて、スクリューマンドレル53の回転を止め、ノーズピース52の下面を、樹脂部品20の上面に当接させた状態で、スクリューマンドレル53を本体51側に強く引き付ける。このとき、ノーズピース52の下面は、樹脂部品20の上面を下方に押し、金属カラー19は樹脂部品20の取付孔21に押し込まれる。スクリューマンドレル53を逆回転させて、治具60の雌ねじとスクリューマンドレル53の雄ねじとの係合を解除する。こうして、図15に示す状態となる。
第3の実施形態でも、金属カラー19の外面、貫通孔13の内面の断面を楕円形とし、樹脂部品20の取付孔21の内面も楕円形とすることができる。
本発明の第3の実施形態によれば、樹脂部品20の取付孔21の内径より、金属カラー19の外径が、かなり大きく、大きい押し込み力を要する場合でも、容易に押し込むことができる。そのため、金属カラー19が抜け落ちにくい。
11 フランジ
12 スリーブ
13 貫通孔
14 先端部
14a,b 拡径部
15 段部
16 薄肉部
19 金属カラー
20 樹脂部品
21 取付孔
22 凹部
23 座ぐり部
30 被取付物
31 取付孔
40 座金
43 ボルト
46 ナット
50 締結工具
51 本体部
52 ノーズピース
53 スクリューマンドレル
60 治具
61 上面
62 皿部
63 円筒孔
64 雌ねじ孔
Claims (8)
- 樹脂部品の取付孔に、スリーブと、前記スリーブの一端部に形成されたフランジとを有する金属カラーを取付ける方法であって、前記樹脂部品を支持するノーズピースと、雄ねじ付きのスクリューマンドレルを有する締結工具と、前記スクリューマンドレルの前記雄ねじと係合する雌ねじを有する治具とを使用し、
(a) 前記樹脂部品の前記取付孔に前記金属カラーのスリーブを下方から挿入して、前記治具の上面に前記金属カラーの前記フランジが当接するようにセットし、
(b) 前記締結工具のスクリューマンドレルを前記金属カラーの貫通孔に挿通し、前記スクリューマンドレルを正回転させ、前記スクリューマンドレルの雄ねじを前記治具の雌ねじ孔の雌ねじに係合させ、
(c) 前記締結工具のノーズピースの下面を、前記金属カラーの前記フランジと反対側の先端部の端面に当接させて、前記スクリューマンドレルの回転を止め、
(d) 前記締結工具の前記ノーズピースの下面を、前記金属カラーの前記先端部の端面に当接させた状態で、前記スクリューマンドレルを回転させずに前記締結工具側に強く引き付け、前記ノーズピースの下面は、前記金属カラーの前記先端部の端面を下方に押し、前記金属カラーの前記先端部に拡径部が形成され、前記拡径部と前記フランジとの間に前記樹脂部品をはさみ、
(e) 前記スクリューマンドレルを逆回転させ、前記治具の前記雌ねじと前記スクリューマンドレルの前記雄ねじとの係合を解除し、
(f) 前記金属カラーを取り付けた前記樹脂部品を、前記締結工具と前記治具から取り外す、
ステップを備えることを特徴とする方法。 - 樹脂部品の取付孔に、スリーブと、前記スリーブの一端部に形成されたフランジとを有する金属カラーを取付ける方法であって、前記樹脂部品を支持するノーズピースと、雄ねじ付きのスクリューマンドレルを有する締結工具と、前記スクリューマンドレルの前記雄ねじと係合する雌ねじを有する治具とを使用し、
(a) 前記樹脂部品の前記取付孔に前記金属カラーのスリーブを上方から挿入して、前記樹脂部品の上面に前記金属カラーの前記フランジが当接するようにセットし、
(b) 前記締結工具のスクリューマンドレルを前記金属カラーの貫通孔に挿通し、前記スクリューマンドレルを正回転させ、前記スクリューマンドレルの雄ねじを前記治具の雌ねじ孔の雌ねじに係合させ、
(c) 前記金属カラーの前記フランジと反対側の先端部の端面に前記治具の上面を当接させて、前記スクリューマンドレルの回転を止め、
(d) 前記金属カラーの前記先端部の端面に前記治具の上面を当接させた状態で、前記スクリューマンドレルを回転させずに前記締結工具側に強く引き付け、前記治具の上面は、前記金属カラーの前記先端部の端面を上方に押し、前記金属カラーの前記先端部に拡径部が形成され、前記拡径部と前記フランジとの間に前記樹脂部品をはさみ、
(e) 前記スクリューマンドレルを逆回転させ、前記治具の前記雌ねじと前記スクリューマンドレルの前記雄ねじとの係合を解除し、
(f) 前記金属カラーを取り付けた前記樹脂部品を、前記締結工具と前記治具から取り外す、
ステップを備えることを特徴とする方法。 - 請求項1または2に記載の方法であって、前記(d)ステップでは、前記金属カラーの前記先端部の端面に隣接する部分を座屈させて、前記拡径部を形成する方法。
- 請求項1または2に記載の方法であって、前記(d)ステップでは、前記金属カラーの前記先端部の端面を拡径させて、前記拡径部を形成する方法。
- 請求項1乃至4の何れか1項に記載の方法であって、金属カラーの前記貫通孔には、段部が形成され、前記段部のフランジとは反対の側は肉厚の薄い薄肉部であり、前記(d)ステップでは、前記薄肉部を拡径させて前記拡径部を形成し、金属カラーを取付ける方法。
- 請求項1乃至5の何れか1項に記載の方法であって、前記樹脂部品は、前記金属カラーの前記フランジを収容する凹部と、前記金属カラーの前記拡径部を収容する座ぐり部を有する方法。
- 請求項1乃至6の何れか1項に記載の方法であって、前記金属カラーの前記スリーブの外面と、前記貫通孔の内面との断面は、円形であり、前記樹脂部品の前記取付孔の内面の断面は円形である方法。
- 請求項1乃至6の何れか1項に記載の方法であって、前記金属カラーの前記スリーブの外面と、前記貫通孔の内面との断面は、楕円形であり、前記樹脂部品の前記取付孔の内面の断面は楕円形である方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011136940A JP5830819B2 (ja) | 2011-06-21 | 2011-06-21 | 金属カラーの取付方法 |
| TW101111747A TWI458895B (zh) | 2011-06-21 | 2012-04-02 | 金屬套環及金屬套環之安裝方法 |
| KR1020120038437A KR101408753B1 (ko) | 2011-06-21 | 2012-04-13 | 금속 칼라 및 금속 칼라의 장착 방법 |
| US13/494,304 US8793860B2 (en) | 2011-06-21 | 2012-06-12 | Method for mounting a metal collar reasons for allowance |
| CN201210195092.4A CN102837286B (zh) | 2011-06-21 | 2012-06-13 | 金属套环及其安装方法 |
| EP12172506.3A EP2538092A3 (en) | 2011-06-21 | 2012-06-19 | Metal collar and metal collar mounting method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011136940A JP5830819B2 (ja) | 2011-06-21 | 2011-06-21 | 金属カラーの取付方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013001050A JP2013001050A (ja) | 2013-01-07 |
| JP2013001050A5 JP2013001050A5 (ja) | 2014-05-15 |
| JP5830819B2 true JP5830819B2 (ja) | 2015-12-09 |
Family
ID=46317222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011136940A Expired - Fee Related JP5830819B2 (ja) | 2011-06-21 | 2011-06-21 | 金属カラーの取付方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8793860B2 (ja) |
| EP (1) | EP2538092A3 (ja) |
| JP (1) | JP5830819B2 (ja) |
| KR (1) | KR101408753B1 (ja) |
| CN (1) | CN102837286B (ja) |
| TW (1) | TWI458895B (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9168076B2 (en) | 2011-01-25 | 2015-10-27 | Bridging Medical, Llc | Bone compression screw |
| JP2013160321A (ja) * | 2012-02-07 | 2013-08-19 | Nippon Pop Rivets & Fasteners Ltd | ブラインドナットとその取付け方法 |
| JP5893955B2 (ja) * | 2012-02-27 | 2016-03-23 | 株式会社神戸製鋼所 | 発泡樹脂芯材複合板の締結構造の製造方法 |
| CN103077818B (zh) * | 2013-01-10 | 2015-07-15 | 常州东芝变压器有限公司 | 电力变压器油箱磁屏蔽安装装置 |
| TWI646269B (zh) * | 2013-02-01 | 2019-01-01 | 傑泰股份有限公司 | 用於鎖緊螺紋緊固件之設備 |
| JP2014224563A (ja) | 2013-05-16 | 2014-12-04 | ポップリベット・ファスナー株式会社 | 金属カラーの取付構造及び取付方法 |
| NL2011193C2 (en) * | 2013-07-18 | 2015-01-21 | Walraven Holding Bv J Van | Attachment of channel elements. |
| JP6252747B2 (ja) | 2013-11-22 | 2017-12-27 | ポップリベット・ファスナー株式会社 | 接合装置及び接合方法 |
| JP2017187047A (ja) * | 2013-11-22 | 2017-10-12 | ポップリベット・ファスナー株式会社 | かしめカラー及びかしめナット |
| CN104088867A (zh) * | 2014-06-28 | 2014-10-08 | 苏州蓝王机床工具科技有限公司 | 薄钢板螺纹固定机构及其制造方法 |
| JP2018158342A (ja) * | 2014-07-24 | 2018-10-11 | ポップリベット・ファスナー株式会社 | 長円かしめカラーの製造方法 |
| CN105443523A (zh) * | 2014-09-30 | 2016-03-30 | 鸿富锦精密工业(武汉)有限公司 | 固定组件 |
| US10806497B2 (en) | 2014-11-17 | 2020-10-20 | Bridging Medical, Llc | Bone compression systems |
| CN106553153A (zh) * | 2015-09-24 | 2017-04-05 | 宝钢新日铁汽车板有限公司 | 一种安装密封垫的同步推进器 |
| CN105640598B (zh) * | 2016-03-10 | 2018-07-03 | 徐仲阳 | 一种腰椎三向微创牵开器 |
| WO2018218024A1 (en) * | 2017-05-25 | 2018-11-29 | Penn Engineering & Manufacturing Corp. | Self-piercing fastener |
| CN110445291A (zh) * | 2018-05-03 | 2019-11-12 | 舍弗勒技术股份两合公司 | 冷却水套、冷却装置及制造冷却水套的方法 |
| KR102529385B1 (ko) * | 2018-07-12 | 2023-05-04 | 현대자동차 주식회사 | 서브 프레임 마운팅구조 |
| CN111740039A (zh) * | 2019-03-25 | 2020-10-02 | 中天储能科技有限公司 | 电池箱体 |
| CN111817046B (zh) * | 2019-04-12 | 2024-02-20 | 富顶精密组件(深圳)有限公司 | 电连接器组件 |
| JP7036279B2 (ja) * | 2019-05-22 | 2022-03-15 | 三菱電機株式会社 | 化粧パネルの締結具 |
| CN110469565A (zh) * | 2019-08-22 | 2019-11-19 | 合肥利弗莫尔仪器科技有限公司 | 一种用于狭小空间内零件安装固定结构 |
| CN112412954A (zh) * | 2020-09-27 | 2021-02-26 | 东风汽车紧固件有限公司 | 一种油底壳安装螺栓 |
| KR102418851B1 (ko) * | 2021-02-08 | 2022-07-07 | 김백기 | 팝 너트 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US633537A (en) * | 1899-01-18 | 1899-09-19 | Roudolphus Peet | Leak-stopper. |
| US2415695A (en) * | 1944-10-20 | 1947-02-11 | Cann Edward | Attaching nuts to plates |
| US2466811A (en) * | 1945-04-30 | 1949-04-12 | Huck Mfg Co | Method of riveting |
| US2690279A (en) * | 1947-04-05 | 1954-09-28 | Charles C Trelease | Fluid dispenser and manufacture thereof |
| US3030705A (en) * | 1958-03-05 | 1962-04-24 | Goodrich Co B F | Method of securing a structure to a tubular rivet in apertured work |
| US3058211A (en) * | 1958-09-29 | 1962-10-16 | Harold B Axtell | Method and apparatus for securing a stud or screw |
| US3263466A (en) * | 1964-02-03 | 1966-08-02 | Goodrich Co B F | Tool |
| US3766631A (en) * | 1972-05-22 | 1973-10-23 | Arvin Ind Inc | Method of interconnecting a tube to a plate |
| US4425782A (en) * | 1981-12-03 | 1984-01-17 | Marson Corporation | Hand-held setting tool and method for setting deformable head fasteners |
| GB2136075B (en) * | 1983-03-07 | 1986-11-05 | Avdel Ltd | Rivet |
| JPS6010930U (ja) | 1983-07-02 | 1985-01-25 | 豊生ブレ−キ工業株式会社 | パ−キングブレ−キケ−ブルのアウタケ−シング用ゴム製ブ−ツ |
| JPS6058217U (ja) | 1983-09-30 | 1985-04-23 | バブコツク日立株式会社 | 粗粒分離装置 |
| US5213378A (en) * | 1989-06-02 | 1993-05-25 | The B. F. Goodrich Company | Fluid connector |
| US5074026A (en) * | 1989-06-02 | 1991-12-24 | The B.F. Goodrich Company | Fluid connector |
| US4929001A (en) * | 1989-06-02 | 1990-05-29 | The B.F. Goodrich Company | Tubular connector |
| JPH0610930A (ja) * | 1992-06-26 | 1994-01-21 | Nhk Spring Co Ltd | 樹脂フレーム用ナット及びこのナットの係止方法 |
| JPH0658217U (ja) * | 1993-01-22 | 1994-08-12 | 日野自動車工業株式会社 | 合成樹脂板の締結構造 |
| DE19535537A1 (de) * | 1995-09-25 | 1997-03-27 | Profil Verbindungstechnik Gmbh | Bolzenelement, Verfahren zum Einsetzen desselben, Zusammenbauteil und Nietmatrize |
| JPH09166123A (ja) | 1995-12-12 | 1997-06-24 | Japan Drive-It Co Ltd | 固着具 |
| SE508970C2 (sv) * | 1996-03-20 | 1998-11-23 | Volvo Ab | Förfarande för fastsättning av ett fästelement, samt förband och verktyg för genomförande av förfarandet |
| US5915901A (en) * | 1996-07-12 | 1999-06-29 | Asar Group, Inc. | Blind setting rivet assembly |
| JP3310599B2 (ja) * | 1997-09-30 | 2002-08-05 | トヨタ自動車株式会社 | 金属カラー及び同金属カラーを用いた締結構造体 |
| JP2000035023A (ja) | 1998-07-21 | 2000-02-02 | Sannohashi:Kk | ブラインドナット |
| US6125999A (en) | 1998-11-23 | 2000-10-03 | Illinois Tool Works Inc. | Panel container carrier |
| JP3699845B2 (ja) * | 1998-12-15 | 2005-09-28 | 株式会社リコー | 締結部材の分解方法及び分解工具 |
| DE19905041A1 (de) * | 1999-02-08 | 2000-08-10 | Profil Verbindungstechnik Gmbh | Funktionsträger |
| DE19944589A1 (de) | 1999-09-16 | 2001-03-22 | Ejot Verbindungstech Gmbh & Co | Schraubverbindung |
| GB2358053B (en) * | 1999-12-14 | 2003-11-19 | Textron Fastening Syst Ltd | Insert and method of installation thereof |
| GB2378739A (en) * | 2001-08-16 | 2003-02-19 | Emhart Inc | Blind rivet having undercut flange |
| JP4407877B2 (ja) * | 2002-05-13 | 2010-02-03 | 矢崎総業株式会社 | 樹脂部品の固定構造 |
| US6851167B2 (en) * | 2003-04-30 | 2005-02-08 | Pem Management, Inc. | Method for installing blind threaded inserts |
| DE102004020362A1 (de) * | 2004-04-23 | 2005-11-10 | Fischerwerke Artur Fischer Gmbh & Co. Kg | Befestigungselement |
| DE102004043688A1 (de) * | 2004-06-23 | 2006-04-06 | Profil-Verbindungstechnik Gmbh & Co. Kg | Verfahren zur Herstellung eines Zusammenbauteils bestehend aus einem Blechteil und einem an diesem angebrachten Funktionselement, Blechteil sowie Funktionselement |
| JP2006038201A (ja) | 2004-07-22 | 2006-02-09 | Sakamura Sangyo Kk | ブラインドナット及びその製造方法 |
| JP2006349098A (ja) * | 2005-06-17 | 2006-12-28 | Lobtex Co Ltd | ワンサイドボルト |
| JP2007064412A (ja) | 2005-08-31 | 2007-03-15 | Nitto Seiko Co Ltd | インサートナット及びインサートナットを使用したワーク締結構造 |
| CN200993140Y (zh) | 2006-12-13 | 2007-12-19 | 贵州航天精工制造有限公司 | 一种用于蜂窝复合材料的自锁连接器 |
| JP5159291B2 (ja) * | 2007-12-21 | 2013-03-06 | 株式会社ケーヒン | 樹脂部品の締結部構造 |
-
2011
- 2011-06-21 JP JP2011136940A patent/JP5830819B2/ja not_active Expired - Fee Related
-
2012
- 2012-04-02 TW TW101111747A patent/TWI458895B/zh not_active IP Right Cessation
- 2012-04-13 KR KR1020120038437A patent/KR101408753B1/ko not_active IP Right Cessation
- 2012-06-12 US US13/494,304 patent/US8793860B2/en active Active
- 2012-06-13 CN CN201210195092.4A patent/CN102837286B/zh not_active Expired - Fee Related
- 2012-06-19 EP EP12172506.3A patent/EP2538092A3/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| TWI458895B (zh) | 2014-11-01 |
| US20120328825A1 (en) | 2012-12-27 |
| EP2538092A2 (en) | 2012-12-26 |
| KR101408753B1 (ko) | 2014-06-17 |
| EP2538092A3 (en) | 2014-10-15 |
| CN102837286A (zh) | 2012-12-26 |
| JP2013001050A (ja) | 2013-01-07 |
| TW201303179A (zh) | 2013-01-16 |
| US8793860B2 (en) | 2014-08-05 |
| CN102837286B (zh) | 2014-10-08 |
| KR20120140604A (ko) | 2012-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5830819B2 (ja) | 金属カラーの取付方法 | |
| JP5607527B2 (ja) | ブラインドリベット | |
| JP5711593B2 (ja) | ブラインドリベット及びその締結方法 | |
| JP2013160321A (ja) | ブラインドナットとその取付け方法 | |
| RU2668857C2 (ru) | Заклепочная гайка, деталь транспортного средства в сборе и способ сборки | |
| JP2013001050A5 (ja) | ||
| WO2016170835A1 (ja) | ブラインドナットとその取付構造 | |
| JP2008511808A (ja) | プッシュタイプのリベットレス式ナット板並びにそれを設置するための方法及び装置 | |
| US9205520B2 (en) | One-hit tooling for flush mounted rotatable captive nut | |
| JP2015222088A (ja) | ブラインドナット | |
| US6081984A (en) | Method of fastening members of an assembly | |
| JP2018013151A (ja) | ブラインドナット、ブラインドナット組立体、及び締結構造 | |
| KR101845007B1 (ko) | 앵커볼트 조립체 | |
| US4402203A (en) | Fastener installation tool | |
| US20080131229A1 (en) | Method of forming an expansion mounting sleeve and the product thereof | |
| US9527172B2 (en) | Method and pressing device for forming a press connection between a fitting element and a pre-punched component | |
| US8230574B2 (en) | Method for inserting connecting elements in metal sheets and connection between a metal sheet and a connecting element | |
| JP2017120096A (ja) | 締結具及び締結構造 | |
| JP7010429B2 (ja) | ブラインドボルト | |
| JP2013119883A (ja) | 締結具 | |
| JP6656651B1 (ja) | 仮締結具 | |
| JP2012241761A (ja) | 車体部品の締結構造 | |
| JP2012107663A (ja) | ブラインドリベット及びその締結方法 | |
| JP2013249850A (ja) | ブラインドリベット及びその締結方法 | |
| JP2009281540A (ja) | ブラインドタイプの固着具を被締結部材に締結する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140327 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150302 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150326 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151005 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151008 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5830819 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |