WO2015005002A1 - 肉盛溶接用フラックス入りワイヤ - Google Patents
肉盛溶接用フラックス入りワイヤ Download PDFInfo
- Publication number
- WO2015005002A1 WO2015005002A1 PCT/JP2014/063846 JP2014063846W WO2015005002A1 WO 2015005002 A1 WO2015005002 A1 WO 2015005002A1 JP 2014063846 W JP2014063846 W JP 2014063846W WO 2015005002 A1 WO2015005002 A1 WO 2015005002A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- flux
- less
- wire
- cored wire
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes, wires
- B23K35/0266—Rods, electrodes, wires flux-cored
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
- B23K35/308—Fe as the principal constituent with Cr as next major constituent
- B23K35/3086—Fe as the principal constituent with Cr as next major constituent containing Ni or Mn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3603—Halide salts
- B23K35/3605—Fluorides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/368—Selection of non-metallic compositions of core materials either alone or conjoint with selection of soldering or welding materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/38—Selection of media, e.g. special atmospheres for surrounding the working area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/38—Selection of media, e.g. special atmospheres for surrounding the working area
- B23K35/383—Selection of media, e.g. special atmospheres for surrounding the working area mainly containing noble gases or nitrogen
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/055—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 20% but less than 30%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
Definitions
- the present invention relates to a flux-cored wire used for overlay welding. More specifically, the present invention relates to a technique for improving workability in overlay welding using a flux-cored wire.
- Overlay welding is a welding technique in which a metal according to the purpose is deposited on the surface of the base material, not the joining of the base materials. And when performing build-up welding by gas shield arc welding, the wire with a flux is mainly used (for example, refer patent document 1). For example, in the metal-based flux-cored wire described in Patent Document 1, an appropriate amount of an alkali metal compound, an alkaline earth metal compound, and an alkaline earth metal alloy is added to stabilize the arc and reduce the amount of spatter generated. Yes.
- the main object of the present invention is to provide a flux-cored wire for build-up welding that has a low base material dilution ratio and can obtain a desired weld metal composition with a small number of layers.
- the flux-cored wire for overlay welding is a flux-cored wire in which a flux is filled in an outer skin, and the filling rate of the flux is 10.0 to 35.0% by mass, and the total mass of the flux
- the total content (calculated in terms of F) of alkali metal fluoride and alkaline earth metal fluoride is A (mass%)
- the total content of alkali metal simple substance and alkaline earth metal simple substance is B (mass%)
- alkali When the total content of the metal oxide and the alkaline earth metal oxide is C (mass%), the following formula 1 is satisfied.
- the total content A of alkali metal fluoride and alkaline earth metal fluoride can be 0.2 to 3.0% by mass in terms of F.
- the flux has a relationship between the total content B (mass%) of the alkali metal simple substance and the alkaline earth metal simple substance and the total content C (mass%) of the alkali metal oxide and alkaline earth metal oxide.
- the composition satisfying the following mathematical formula 2 can also be obtained.
- the total content of TiO 2 , SiO 2 and ZrO 2 may be regulated to 3% by mass or less.
- the flux-cored wire of the present invention can be formed of austenitic stainless steel and can be used for arc welding using a shielding gas having an Ar gas concentration of 95% by volume or more.
- Si 0.3-1 mass%
- Mn 0.5-2.5 mass%
- Cr 18-25 mass%
- Ni 9-14 mass% per total mass of the wire
- the content of C is limited to 0.04% by mass or less, and the balance is Fe and inevitable impurities.
- the flux-cored wire of the present invention can be formed by using a Ni-based alloy for the outer skin, and can be used for arc welding using a shield gas having an Ar gas concentration of 95% by volume or more.
- the composition contains Si: 0.1 to 1% by mass, Mn: 0.3 to 10% by mass, and Cr: 13 to 24% by mass with the balance of Ni and inevitable impurities per the total mass of the wire. can do.
- C 0.1% by mass or less
- Mo 17% by mass or less
- Nb 5% by mass or less
- Ti 0.75% by mass or less
- W 5% by mass or less
- V 0.3% by mass or less
- Fe 20% by mass or less
- C 0.05 to 1.5 mass%
- Si 0.3 to 3.0 mass%
- Mn 0.3 to 3.0 mass%
- Cr 0.3
- the balance of the addition form of alkali metal and alkaline earth metal is specified, dilution of the base material can be suppressed, and the desired weld metal composition can be obtained with a small number of layers.
- the flux-cored wire of the present embodiment is used for overlay welding, and the flux having a composition satisfying the following formula 3 in the outer sheath has a filling rate in the range of 10.0 to 35.0 mass% per total mass of the wire. And, it has a filled configuration.
- A is an F converted value (mass%) of the total content of alkali metal fluoride and alkaline earth metal fluoride
- B is the total content (mass of alkali metal simple substance and alkaline earth metal simple substance).
- C is the total content of alkali metal oxides and alkaline earth metal oxides.
- regulated by following Numerical formula 3 are the values per flux total mass.
- Alkaline metals and alkaline earth metals such as Na, K, Ca and Mg act as arc stabilizers, and welding wires used for welding using CO 2 or mixed gas as a shielding gas are used to reduce spatter. It has been added. However, according to the experiments and examinations of the present inventors, in an atmosphere with a high Ar concentration, the addition form of these alkali metals and alkaline earth metals to the welding wire has a great influence on the arc behavior and penetration shape. I understood.
- metal fluoride decomposes into metal ions and fluoride ions in a high-temperature arc atmosphere, and the metal ions generated by this dissociation reaction reduce the electric resistance of the arc atmosphere and expand the arc. Reduce penetration depth.
- alkali metal or alkaline earth metal when added to the welding wire in the form of an alloy component or an oxide, the arc concentrates on the molten pool as an electron emission material, resulting in excessive penetration.
- alkali metal oxides and alkaline earth metal oxides have a small work function and promote electron emission, and thus have an effect of increasing arc concentration.
- alkali metal and alkaline earth metal alone react with oxygen in the molten metal to produce an alkali metal oxide and an alkaline earth metal oxide, the same effect is obtained.
- alkali metal oxide, alkaline earth metal oxide, alkali metal simple substance and alkaline earth metal simple substance have an effect of reducing fusion failure by improving the familiarity of beads if added in a small amount, Increases penetration and increases matrix dilution. Furthermore, since alkali metals and alkaline earth metals are strong deoxidizers, they increase the viscosity of the molten pool and have the effect of suppressing dripping of the molten metal. However, when added in excess, the amount of slag generated increases.
- the addition form of alkali metal and alkaline earth metal is divided into fluoride, simple metal, and oxide, and the relationship between the contents of these components in the flux is specified.
- the flux composition satisfies the above mathematical formula 3.
- [A / ⁇ 1 + 0.7 ⁇ (B + 2C) ⁇ ] defined by Equation 3 is less than 0.3, the arc expansion effect by the alkali metal fluoride and the alkaline earth metal fluoride is melted.
- the effect of arc concentration by the alkali metal oxide and alkaline earth metal oxide generated in the pond is greater. As a result, penetration increases and base material dilution increases.
- the flux filling rate is also in the range of 10.0 to 35.0 mass% per the total mass of the wire.
- the flux filling rate is less than 10.0% by mass per the total mass of the wire, stable droplet transfer due to the flux, which is a feature of the flux-cored wire, cannot be performed, the arc becomes unstable, and good welding is performed. I can't do that.
- the flux filling rate exceeds 35.0% by mass with respect to the total mass of the wire, the melted flux becomes difficult to be sufficiently stirred in the molten pool, and it becomes difficult to obtain a weld metal having a uniform composition.
- the total content of TiO 2 , SiO 2 and ZrO 2 is preferably regulated to 3% by mass or less.
- oxides such as TiO 2 , SiO 2 and ZrO 2 are added to the flux for the purpose of improving the stability of the arc and protecting the oxidation of the weld metal.
- alloy elements in the wire are inevitably oxidized during production or storage, and metal oxides may be generated.
- a shielding gas having a concentration of Ar, which is a non-oxidizing gas, of 95% by volume or more oxidation of the weld metal is suppressed and a sufficiently sound weld metal is obtained. Therefore, it is not necessary to add TiO 2 , SiO 2 and ZrO 2 .
- oxides such as TiO 2 , SiO 2, and ZrO 2 cause defects such as drooping of the weld bead due to a decrease in the viscosity of the weld pool, generation of slag removal time during automatic welding, and slag entrainment during overlay welding. Therefore, it is preferable to reduce the amount of addition.
- the content of TiO 2 , SiO 2 and ZrO 2 is preferably 3% by mass or less based on the total mass of the flux. As a result, the amount of slag generated can be significantly reduced.
- the total content A of alkali metal fluoride and alkaline earth metal fluoride is preferably 0.2 to 3.0% by mass in terms of F.
- the total content B (mass%) of the alkali metal simple substance and the alkaline earth metal simple substance and the total content C (mass of the alkali metal oxide and alkaline earth metal oxide). %) Is preferably a composition satisfying the following mathematical formula 4. This makes it possible to form a bead with good familiarity without excessive penetration.
- the deoxidation action due to the addition of alkali metal and alkaline earth metal can reduce the viscosity of the molten metal. It contributes to the increase, and the drooping of the beads can be effectively suppressed.
- the flux components other than the above-described components are not particularly limited, and examples thereof include C, Si, Mn, Cr, Ni, and Mo. It does not affect the effects described above.
- the outer sheath composition of the flux-cored wire of the present embodiment is not particularly limited and can be appropriately selected.
- various steel materials it can be formed of a Ni-based alloy or the like.
- the flux-cored wire according to the present embodiment provides overlay welding using austenitic stainless steel or Ni-based alloy capable of imparting high corrosion resistance to the structure surface, and imparts high wear resistance to the structure surface. It is suitable for cured overlay welding.
- Austenitic stainless steel is a steel material to which Cr and Ni are added in order to obtain high corrosion resistance, and SUS308 or the like in which 9% Ni is added to 18% Cr is used as a welding material.
- the outer sheath of the flux-cored wire of the present embodiment is not limited to SUS308, and various austenitic stainless steels such as SUS316 to which Mo is added and SUS347 to which Nb is added can be used.
- austenitic stainless steel for example, Si: 0.3 to 1% by mass, Mn: 0.5 to 2.5% by mass, Cr: 18 to 25% by mass, Ni: 9 to 14% by mass, C: 0.04% by mass or less, and Mo: 4% by mass or less and / or Nb: 1% by mass or less as necessary. And a composition comprising inevitable impurities.
- Si 0.3 to 1% by mass
- Mn 0.5 to 2.5% by mass
- Cr 18 to 25% by mass
- Ni 9 to 14% by mass
- C 0.04% by mass or less
- Mo 4% by mass or less
- / or Nb 1% by mass or less as necessary.
- a composition comprising inevitable impurities.
- Ni-based alloys are alloys designed to have a Ni content of 50% by mass or more in order to obtain higher corrosion resistance than stainless steel, and those added with Cr or Mo such as Inconel or Hastelloy. is there.
- Cr or Mo such as Inconel or Hastelloy.
- various Ni-based alloys can be used, and the same effect can be obtained by using any of them.
- Ni-based alloy for the outer sheath, for example, it contains Si: 0.1 to 1% by mass, Mn: 0.3 to 10% by mass and Cr: 13 to 24% by mass, based on the total mass of the wire.
- C 0.1 mass% or less, Mo: 17 mass% or less, Nb: 5 mass% or less, Ti: 0.75 mass% or less, W: 5 mass% or less, V: 0.3 mass% or less, and Fe : One or more of 20 mass% or less may be added, and the balance may be Ni and inevitable impurities.
- hardfacing welding is a welding technique for imparting wear resistance and high hardness to the surface of the structure.
- the welding material can be an ordinary carbon steel welding material. , C, Cr, Mo, W, etc. are added to improve the hardenability.
- C 0.05 to 1.5% by mass
- Si 0.3 to 3% by mass
- Mn 0. 3 to 3.0% by mass
- Cr 0.3 to 10% by mass
- Mo 9% by mass or less
- W 4% by mass or less
- V 2% by mass or less
- Or 2 or more types can be added and it can be set as the composition which a remainder consists of Fe and an unavoidable impurity.
- Conditions for overlay welding using the flux-cored wire of the present embodiment are not particularly limited.
- the welding current may be 200 to 300 A, and the welding speed may be 20 to 50 cm / min. it can.
- the shielding gas is not particularly limited, but a gas having an Ar concentration of 95% by volume or more is preferably used.
- CO 2 and O 2 contained in the shielding gas promote the oxidation of the molten metal and promote the generation of the metal oxide.
- the metal oxide generated on the surface of the molten pool serves as an electron emission starting point into the arc atmosphere as an electron emission material, and has an effect of increasing the concentration of the arc. Therefore, when the shielding gas contains CO 2 or O 2 , The penetration becomes deeper and the base material dilution becomes larger.
- CO 2 and O 2 react with fluoride and carbonate in the flux to cause a large amount of sputtering.
- the Ar concentration of the shielding gas is 95% by volume or more, the generation of metal oxide is suppressed and the amount of sputtering can be reduced. As a result, dilution of the base material can be suppressed and workability can be improved.
- the relationship between the addition amount of fluoride of alkali metal and alkaline earth metal, simple metal, and oxide is specified. Can be reduced. As a result, the intended weld metal composition can be obtained with a small number of layers by using the flux-cored wire of this embodiment.
- the flux-cored wire of this embodiment has little drooping and can obtain a good bead appearance with a fixed toe portion.
- the dripping of the weld metal increases the welding time for obtaining the required shape, the amount of welding material used, and the molding time after welding. Therefore, the work efficiency is improved by using the flux-cored wire of this embodiment. Can do.
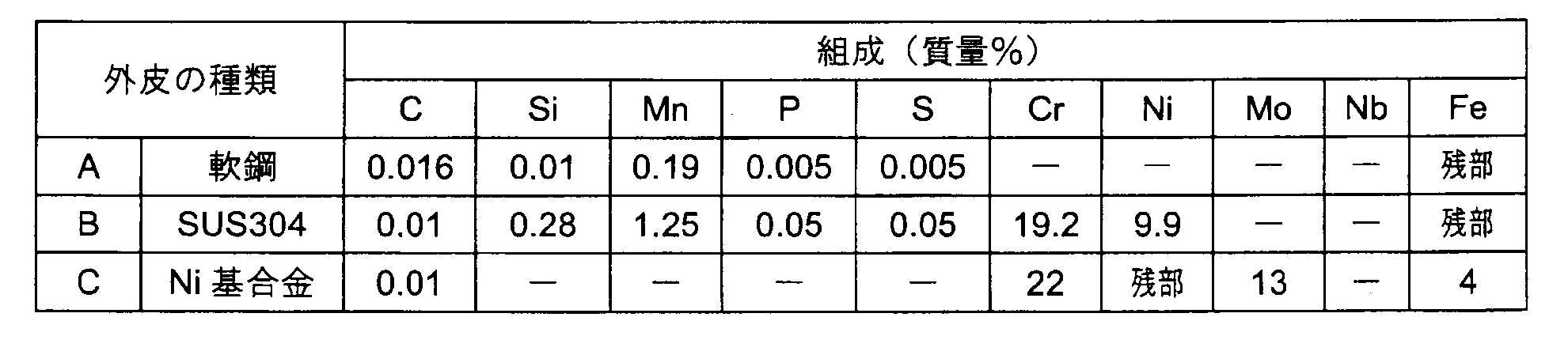
- the outer skins A to C shown in Table 1 were used.
- Nos. 1 to 5 are used as basic components, and a part of Fe is replaced with the components shown in Tables 3 to 5.
- 1 to 74 flux-cored wires were produced.
- No. 1 to 44 are examples, no. 45 to 74 correspond to comparative examples.
- overlay welding was performed using each flux cored wire of an example and a comparative example, and base material dilution rate, slag entrainment, welding failure, and the amount of spatter were evaluated.
- inevitable impurities are included in the balance.
- SM490A was used as a test material, and overlay welding of one layer and five passes was performed thereon. At that time, the welding conditions were welding current: 250 A, welding speed: 30 cm / min, and automatic welding was assumed, and continuous welding was performed without removing slag between passes.
- FIG. 1 is a cross-sectional view showing a method for measuring a base material dilution rate.
- the base material dilution rate was calculated by the following formula 5 with respect to the weld metal 2 shown in FIG. 1 by obtaining the area a of the portion 2 a above the surface of the base material 1 and the area b of the lower portion 2 b. As a result, a base material dilution rate of 25% or less was accepted.
- the amount of spatter generated was measured by collecting the spatter scattered around and the spatter adhering to the shield gas nozzle. And about hardening build-up welding (wire No. 1 and 2) in which the amount of spatter generated is larger than that of normal carbon steel welding, the amount of spatter collected is 1.5 g / min or less. And those that were 1.0 g / min or less were designated as “particularly excellent”. For corrosion-resistant build-up welding using austenitic stainless steel wires (wires No. 3 and 4) and Ni-based alloy wires (wires No. 5), the amount of collected spatter is 1.0 g / min or less. “Pass” was defined as “particularly excellent” when 0.5 g / min or less.
Abstract
母材希釈率が低く、少ない層数で目的の溶接金属組成を得ることができる肉盛溶接用フラックス入りワイヤを提供する。外皮内にフラックスが充填された肉盛溶接用フラックス入りワイヤについて、フラックス全質量あたり、アルカリ金属フッ化物及びアルカリ土類金属フッ化物の総含有量(F換算値)をA(質量%)、アルカリ金属単体及びアルカリ土類金属単体の総含有量をB(質量%)、アルカリ金属酸化物及びアルカリ土類金属酸化物の総含有量をC(質量%)としたとき、下記数式(I)を満たす組成にする。0.3≦[A/{1+0.7×(B+2C)}]≦2.0・・・(I)
Description
本発明は、肉盛溶接に用いられるフラックス入りワイヤに関する。より詳しくは、フラックス入りワイヤを用いた肉盛溶接における作業性改善技術に関する。
肉盛溶接は、母材同士の接合ではなく、母材の表面に目的に応じた金属を溶着する溶接手法である。そして、ガスシールドアーク溶接により肉盛溶接を行う場合は、主に、フラックス入りワイヤが使用されている(例えば、特許文献1参照。)。例えば、特許文献1に記載のメタル系フラックス入りワイヤでは、アルカリ金属化合物、アルカリ土類金属化合物及びアルカリ土類金属合金を適量添加することにより、アークを安定させて、スパッタ発生量を低減させている。
一方、肉盛溶接は、母材成分の希釈が溶接金属に大きな影響を及ぼすことから、施工時に母材をできるだけ溶かさないようにすることが好ましい。そこで、シールドガスに純Arを使用すると共に、ワイヤ成分を特定することにより、良好な溶接作業性を維持しつつ母材成分の希釈率を低減したフラックス入り溶接ワイヤが提案されている(特許文献2参照)。
しかしながら、従来のフラックス入りワイヤで肉盛溶接する場合、溶込みが大きく母材希釈率が大きいため、所定の溶接金属組成を得るためには肉盛層を3層以上形成する必要がある。例えば、特許文献1に記載のフラックス入りワイヤは、母材希釈については検討がなされていないため、アルカリ金属化合物やアルカリ土類金属化合物を電子放出材料である酸化物の形態で添加した場合、アークの集中性が高まって溶込み深さが深くなり、母材希釈率が大きくなってしまう。
また、特許文献2に記載の技術は、シールドガスに純Arを使用しており、アーク直下に酸化物が生成しないため、アーク雰囲気の電流密度が溶接ワイヤ中の成分に大きく左右される。そして、例えば、溶接ワイヤ中に、電子放出材料が多量に添加されている場合は、溶込みが大きくなり、低希釈な溶接金属が得ることができないことがある。
そこで、本発明は、母材希釈率が低く、少ない層数で目的の溶接金属組成を得ることができる肉盛溶接用フラックス入りワイヤを提供することを主目的とする。
本発明に係る肉盛溶接用フラックス入りワイヤは、外皮内にフラックスが充填されたフラックス入りワイヤであって、前記フラックスの充填率が10.0~35.0質量%であり、前記フラックス全質量あたり、アルカリ金属フッ化物及びアルカリ土類金属フッ化物の総含有量(F換算値)をA(質量%)、アルカリ金属単体及びアルカリ土類金属単体の総含有量をB(質量%)、アルカリ金属酸化物及びアルカリ土類金属酸化物の総含有量をC(質量%)としたとき、下記数式1を満たすものである。

前記フラックスは、アルカリ金属フッ化物及びアルカリ土類金属フッ化物の総含有量Aを、F換算値で、0.2~3.0質量%とすることができる。また、前記フラックスは、アルカリ金属単体及びアルカリ土類金属単体の総含有量B(質量%)と、アルカリ金属酸化物及びアルカリ土類金属酸化物の総含有量C(質量%)との関係が、下記数式2を満たす組成にすることもできる。

更に、前記フラックスは、TiO2、SiO2及びZrO2の総含有量が3質量%以下に規制されていてもよい。
一方、本発明のフラックス入りワイヤは、前記外皮をオーステナイト系ステンレスで形成することができ、Arガス濃度が95体積%以上のシールドガスを用いるアーク溶接に使用することができる。
その場合、例えば、ワイヤ全質量あたり、Si:0.3~1質量%、Mn:0.5~2.5質量%、Cr:18~25質量%、Ni:9~14質量%を含有すると共に、C:0.04質量%以下に規制され、残部がFe及び不可避的不純物からなる組成にすることができる。
更に、必要に応じて、ワイヤ全質量あたり、Mo:4質量%以下及び/又はNb:1質量%以下を添加してもよい。
本発明のフラックス入りワイヤは、前記外皮をNi基合金で形成することができ、Arガス濃度が95体積%以上のシールドガスを用いるアーク溶接に使用することができる。
その場合、ワイヤ全質量あたり、Si:0.1~1質量%、Mn:0.3~10質量%、Cr:13~24質量%を含有し、残部がNi及び不可避的不純物からなる組成にすることができる。
更に、必要に応じて、ワイヤ全質量あたり、C:0.1質量%以下、Mo:17質量%以下、Nb:5質量%以下、Ti:0.75質量%以下、W:5質量%以下、V:0.3質量%以下及びFe:20質量%以下からなる群から選択された少なくとも1種の元素を添加してもよい。
本発明のフラックス入りワイヤは、Arガス濃度が95体積%以上のシールドガスを用いる硬化肉盛溶接に使用することもできる。
その場合、ワイヤ全質量あたり、C:0.05~1.5質量%、Si:0.3~3.0質量%、Mn:0.3~3.0質量%及びCr:0.3~10質量%を含有し、残部がFe及び不可避的不純物からなる組成にすることができる。
更に、ワイヤ全質量あたり、Mo:9質量%以下、W:4質量%以下及びV:2質量%以下からなる群から選択された少なくとも1種の元素を添加してもよい。
一方、本発明のフラックス入りワイヤは、前記外皮をオーステナイト系ステンレスで形成することができ、Arガス濃度が95体積%以上のシールドガスを用いるアーク溶接に使用することができる。
その場合、例えば、ワイヤ全質量あたり、Si:0.3~1質量%、Mn:0.5~2.5質量%、Cr:18~25質量%、Ni:9~14質量%を含有すると共に、C:0.04質量%以下に規制され、残部がFe及び不可避的不純物からなる組成にすることができる。
更に、必要に応じて、ワイヤ全質量あたり、Mo:4質量%以下及び/又はNb:1質量%以下を添加してもよい。
本発明のフラックス入りワイヤは、前記外皮をNi基合金で形成することができ、Arガス濃度が95体積%以上のシールドガスを用いるアーク溶接に使用することができる。
その場合、ワイヤ全質量あたり、Si:0.1~1質量%、Mn:0.3~10質量%、Cr:13~24質量%を含有し、残部がNi及び不可避的不純物からなる組成にすることができる。
更に、必要に応じて、ワイヤ全質量あたり、C:0.1質量%以下、Mo:17質量%以下、Nb:5質量%以下、Ti:0.75質量%以下、W:5質量%以下、V:0.3質量%以下及びFe:20質量%以下からなる群から選択された少なくとも1種の元素を添加してもよい。
本発明のフラックス入りワイヤは、Arガス濃度が95体積%以上のシールドガスを用いる硬化肉盛溶接に使用することもできる。
その場合、ワイヤ全質量あたり、C:0.05~1.5質量%、Si:0.3~3.0質量%、Mn:0.3~3.0質量%及びCr:0.3~10質量%を含有し、残部がFe及び不可避的不純物からなる組成にすることができる。
更に、ワイヤ全質量あたり、Mo:9質量%以下、W:4質量%以下及びV:2質量%以下からなる群から選択された少なくとも1種の元素を添加してもよい。
本発明によれば、アルカリ金属及びアルカリ土類金属の添加形態のバランスを特定しているため、母材の希釈を抑え、少ない層数で目的の溶接金属組成を得ることができる。
以下、本発明を実施するための形態について、詳細に説明する。なお、本発明は、以下に説明する実施形態に限定されるものではない。
本実施形態のフラックス入りワイヤは、肉盛溶接に用いられるものであり、外皮内に下記数式3を満たす組成のフラックスが、充填率がワイヤ全質量あたり10.0~35.0質量%の範囲で、充填された構成となっている。なお、下記数式3において、Aはアルカリ金属フッ化物及びアルカリ土類金属フッ化物の総含有量のF換算値(質量%)、Bはアルカリ金属単体及びアルカリ土類金属単体の総含有量(質量%)、Cはアルカリ金属酸化物及びアルカリ土類金属酸化物の総含有量である。また、下記数式3で規定されるA、B及びCは、いずれもフラックス全質量あたりの値である。
Na、K、Ca及びMgなどのアルカリ金属やアルカリ土類金属は、アーク安定剤として作用し、シールドガスにCO2や混合ガスを用いる溶接に使用される溶接ワイヤには、スパッタ低減のために添加されている。しかしながら、本発明者の実験・検討により、Ar濃度が高い雰囲気中においては、これらアルカリ金属やアルカリ土類金属の溶接ワイヤへの添加形態が、アークの挙動や溶込み形状に大きな影響を与えることが分かった。
例えば、アルカリ金属やアルカリ土類金属をフッ化物としてフラックスに添加した場合、アークの広がりを大きくして、溶込みを小さくするという効果がある。具体的には、金属フッ化物は、高温のアーク雰囲気中で金属イオンとフッ化物イオンに分解し、この解離反応により生成した金属イオンがアーク雰囲気の電気抵抗を低下させて、アークを拡大すると共に溶込み深さを低減する。
一方、アルカリ金属やアルカリ土類金属は、合金成分や酸化物の形態で溶接ワイヤに添加すると、電子放出材料として溶融池上にアークが集中し、過大な溶込みを生じてしまう。具体的には、アルカリ金属酸化物及びアルカリ土類金属酸化物は、仕事関数が小さく、電子放出を促進するため、アークの集中性を高める作用がある。また、アルカリ金属及びアルカリ土類金属の単体も、溶融金属中の酸素と反応してアルカリ金属酸化物及びアルカリ土類金属酸化物を生成するため、同様の作用がある。
このため、アルカリ金属酸化物、アルカリ土類金属酸化物、アルカリ金属単体及びアルカリ土類金属単体は、少量の添加であればビードのなじみ向上による融合不良低減効果があるが、過剰に添加すると、溶込みを増大させ、母材希釈を大きくしてしまう。更に、アルカリ金属及びアルカリ土類金属は、強脱酸材であるため、溶融池の粘性を高め、溶融金属の垂落ち抑制効果もあるが、過剰に添加すると、スラグ発生量の増大につながる。
そこで、本実施形態のフラックス入りワイヤでは、アルカリ金属及びアルカリ土類金属の添加形態を、フッ化物、金属単体及び酸化物に分けて、これらの成分のフラックスにおける含有量の関係を特定した。具体的には、フラックス組成が、上記数式3を満たすようにした。なお、上記数式3で規定される[A/{1+0.7×(B+2C)}]が0.3未満の場合、アルカリ金属フッ化物及びアルカリ土類金属フッ化物によるアーク拡大効果に対して、溶融池に生じたアルカリ金属酸化物及びアルカリ土類金属酸化物によるアークの集中効果のほうが大きくなる。その結果、溶込みが増大し、母材希釈が大きくなってしまう。
一方、上記数式3で規定される[A/{1+0.7×(B+2C)}]が2.0を超えると、アルカリ金属フッ化物及びアルカリ土類金属フッ化物によるアーク拡大効果が、溶融金属表面に生成するアルカリ金属及びアルカリ土類金属酸化物のアーク集中効果に対して過剰となり、母材を十分に溶融させることができなくなる。その結果、凸形のなじみの悪いビード形状となり、融合不良を誘起しやすくなる。また、フッ化物がアーク中で分解・イオン化するに伴い、体積が急激に増加するため、多量のスパッタの発生原因となる。
加えて、本実施形態のフラックス入りワイヤでは、フラックス充填率もワイヤ全質量あたり10.0~35.0質量%の範囲にしている。フラックス充填率が、ワイヤ全質量あたり10.0質量%未満の場合、フラックス入りワイヤの特徴であるフラックスによる安定な溶滴移行を行うことができず、アークが不安定となり、良好な溶接を行うことができなくなる。また、フラックス充填率が、ワイヤ全質量あたり35.0質量%を超えると、溶融したフラックスが溶融池内で十分に攪拌されにくくなり、均一な組成の溶接金属が得られにくくなる。
本実施形態のフラックス入りワイヤに用いられるフラックスは、TiO2、SiO2及びZrO2の総含有量が3質量%以下に規制されていることが好ましい。一般に、TiO2、SiO2及びZrO2などの酸化物は、アークの安定性向上及び溶接金属の酸化を保護する目的で、フラックスに添加されている。
また、ワイヤ中の合金元素が製造時や保管時に不可避的に酸化されて、金属酸化物が生成することもある。しかしながら、非酸化性ガスであるArの濃度が95体積%以上のシールドガスを用いるMIG溶接では、溶接金属の酸化が抑制され、十分に健全な溶接金属が得られるため、ビード表面の酸化防止のためにTiO2、SiO2及びZrO2を添加する必要はない。
一方、TiO2、SiO2及びZrO2などの酸化物は、肉盛溶接時には溶融池の粘性の低下による溶接ビードの垂落ちや自動溶接時のスラグ除去時間の発生、スラグ巻き込みなどの欠陥を発生させる虞があるため、その添加量は少なくすることが好ましい。具体的には、TiO2、SiO2及びZrO2の含有量は、フラックス全質量あたり、3質量%以下とすることが好ましい。これにより、スラグ発生量を大幅に低減することが可能となる。
また、本実施形態のフラックス入りワイヤにおいては、アルカリ金属フッ化物及びアルカリ土類金属フッ化物の総含有量Aを、F換算値で、0.2~3.0質量%とすることが好ましい。これにより、母材の希釈を抑制しつつ良好なビード形状を得ることができ、欠陥のない溶接を行うことができる。また、これらの総含有量Aを3.0質量%以下に抑制することにより、スパッタの発生量を抑制することも可能となる。
更に、本実施形態のフラックス入りワイヤにおいては、アルカリ金属単体及びアルカリ土類金属単体の総含有量B(質量%)と、アルカリ金属酸化物及びアルカリ土類金属酸化物の総含有量C(質量%)との関係が、下記数式4を満たす組成であることが好ましい。これにより、過度の溶込みとなることなくなじみの良好なビードを形成することができる。

そして、前述したAを0.2~3.0質量%とし、B及びCを上記数式4を満たす範囲にすることにより、アルカリ金属及びアルカリ土類金属の添加による脱酸作用が溶融金属の粘性増加に寄与し、ビードの垂落ちを効果的に抑制することができる。
本実施形態のフラックス入りワイヤにおいては、前述した各成分以外のフラックス成分は、特に限定されるものではないが、例えばC、Si、Mn、Cr、Ni、Moが挙げられ、これらの成分は、前述した効果には影響しない。
本実施形態のフラックス入りワイヤの外皮組成は、特に限定されるものではなく、適宜選択することができるが、例えば、Ar濃度が95体積%以上のシールドガスを用いるMIG溶接の場合、各種鋼材やNi基合金などで形成することができる。特に、本実施形態のフラックス入りワイヤは、構造物表面に高い耐食性を付与することができるオーステナイト系ステンレス鋼やNi基合金を用いた肉盛溶接、及び構造物表面に高い耐磨耗性を付与する硬化肉盛溶接に好適である。
オーステナイトステンレス鋼は、高い耐食性を得るためにCr及びNiが添加されている鋼材であり、溶接材料としては18%Crに9%Niを添加したSUS308などが用いられている。なお、本実施形態のフラックス入りワイヤの外皮は、SUS308に限定されるものではなく、Moが添加されたSUS316やNbが添加されたSUS347など、種々のオーステナイトステンレス鋼を用いることができる。
そして、外皮にオーステナイトステンレス鋼を用いる場合、例えば、ワイヤ全質量あたり、Si:0.3~1質量%、Mn:0.5~2.5質量%、Cr:18~25質量%、Ni:9~14質量%を含有すると共に、C:0.04質量%以下に規制し、必要に応じてMo:4質量%以下及び/又はNb:1質量%以下の範囲で添加され、残部がFe及び不可避的不純物からなる組成とすることができる。ワイヤ組成をこの範囲にすることにより、耐食肉盛溶接を行った際に、良好な耐食性を有する溶接金属を得ることができる。
また、Ni基合金は、ステンレス鋼よりもさらに高い耐食性を得るためにNi含有量が50質量%以上になるように設計された合金であり、インコネルやハステロイといったCrやMoが添加されたものもある。本実施形態のフラックス入りワイヤでは、各種Ni基合金を使用することができ、いずれを用いても同様の効果が得られる。
外皮にNi基合金を用いる場合、例えば、ワイヤ全質量あたり、Si:0.1~1質量%、Mn:0.3~10質量%及びCr:13~24質量%を含有し、必要に応じてC:0.1質量%以下、Mo:17質量%以下、Nb:5質量%以下、Ti:0.75質量%以下、W:5質量%以下、V:0.3質量%以下及びFe:20質量%以下のうち1種又は2種以上が添加され、残部がNi及び不可避的不純物からなる組成とすることができる。ワイヤ組成をこの範囲にすることにより、高温性能や耐食性に優れた溶接金属を得ることができる。
一方、硬化肉盛溶接とは、構造物表面に耐摩耗性や高い硬度を付与するための溶接手法であり、溶接金属の硬度を高めるために、溶接材料としては、通常の炭素鋼溶接材料に、C、Cr、Mo及びWなどを添加し、焼入れ性を高めたものが使用されている。
例えば、本実施形態のフラックス入りワイヤを硬化肉盛溶接に用いる場合は、ワイヤ全質量あたり、C:0.05~1.5質量%、Si:0.3~3質量%、Mn:0.3~3.0質量%及びCr:0.3~10質量%を含有し、必要に応じて、Mo:9質量%以下、W:4質量%以下及びV:2質量%以下のうち1種又は2種以上が添加され、残部がFe及び不可避的不純物からなる組成とすることができる。ワイヤ組成をこの範囲にすることにより、硬化肉盛溶接時に適切な硬度を得ることができる。
本実施形態のフラックス入りワイヤを用いて、肉盛溶接する際の条件は、特に限定されるものではないが、例えば、溶接電流を200~300A、溶接速度を20~50cm/分とすることができる。
また、シールドガスも、特に限定されるものではないが、Ar濃度が95体積%以上のガスを用いることが好ましい。シールドガスに含まれるCO2やO2は、溶融金属の酸化を促進し、金属酸化物の生成を促す。溶融池表面に生成した金属酸化物は、電子放出材料としてアーク雰囲気への電子放出起点となり、アークの集中性を高める作用があるため、シールドガスがCO2やO2を含有していると、溶込みが深くなり、母材希釈が大きくなってしまう。また、CO2やO2は、フラックス中のフッ化物や炭酸塩と反応し、多量のスパッタを生じるという問題もある。
これに対して、シールドガスのAr濃度を95体積%以上にすると、金属酸化物の生成が抑制され、スパッタ量も低減することができる。その結果、母材の希釈を抑制すると共に、作業性を向上させることができる。
以上詳述したように、本実施形態のフラックス入りワイヤでは、アルカリ金属及びアルカリ土類金属のフッ化物、金属単体並びに酸化物の添加量の関係を特定しているため、母材の希釈及びスラグの発生量を低減することができる。その結果、本実施形態のフラックス入りワイヤを用いることにより、少ない層数で目的の溶接金属組成を得ることができる。
また、本実施形態のフラックス入りワイヤは、垂落ちが少なく、止端部の揃った良好なビード外観を得ることができる。溶接金属の垂落ちは、必要な形状を得るための溶接時間、溶接材料の使用量、溶接後の成形時間の増大をもたらすため、本実施形態のフラックス入りワイヤを用いることにより、作業能率を改善をすることができる。
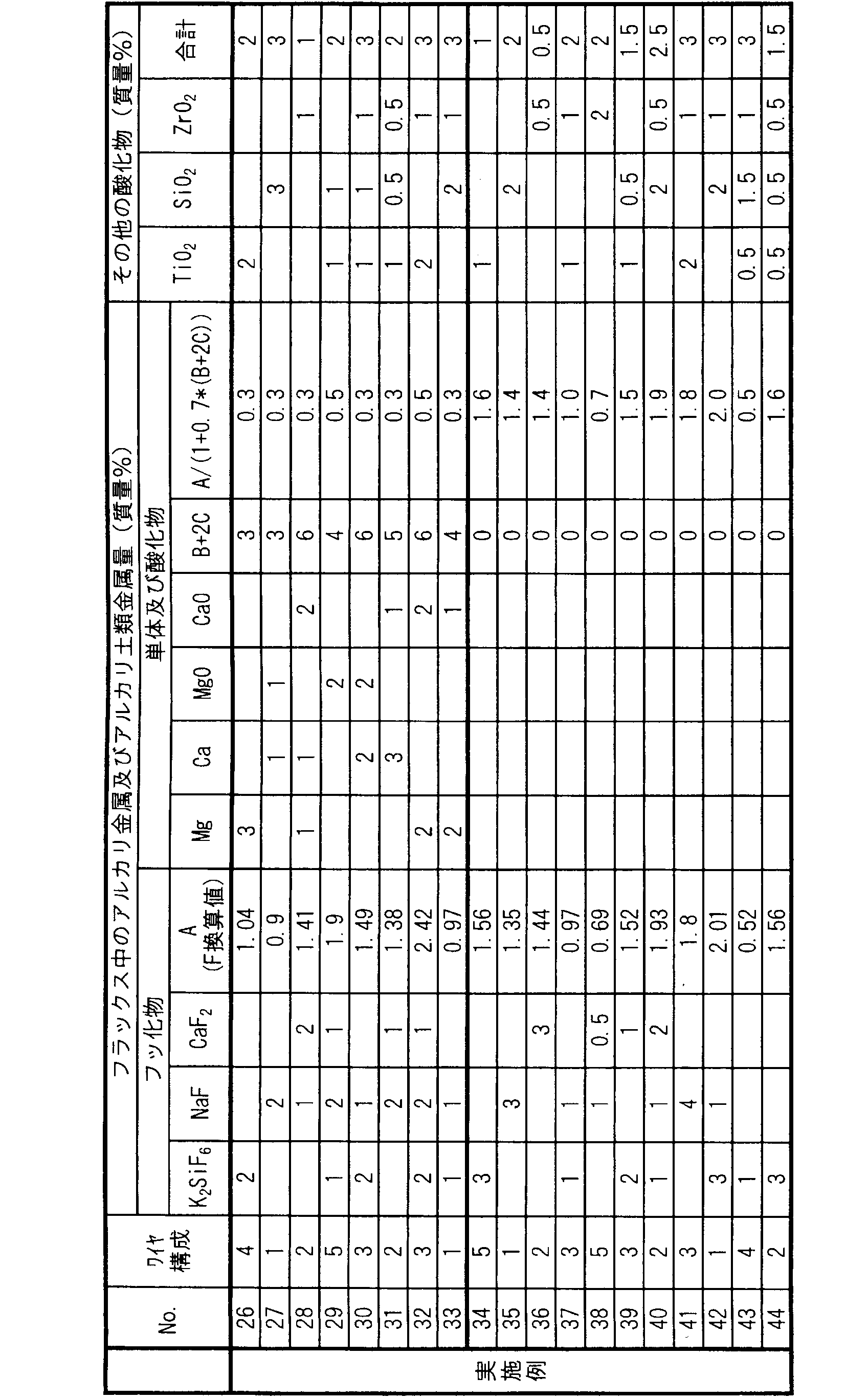
以下、本発明の実施例及び比較例を挙げて、本発明の効果について具体的に説明する。本実施例においては、表1に示すA~Cの外皮を使用し、表2に示すNo.1~5を基本構成とし、Feの一部を表3~5に示す成分と置き換えて、No.1~74のフラックス入りワイヤを作製した。これらフラックス入りワイヤのうち、No.1~44が実施例、No.45~74が比較例に相当する。そして、実施例及び比較例の各フラックス入りワイヤ使用して肉盛溶接を行い、母材希釈率、スラグ巻き込み、溶接不良及びスパッタ量について評価した。なお、下記表1に示す外皮の成分組成及び下記表2に示すフラックス中の合金元素量においては、残部に不可避的不純物も含まれる。



<溶接条件>
溶接試験には、供試材にSM490Aを用い、その上に1層5パスの肉盛溶接を行った。その際、溶接条件は溶接電流:250A、溶接速度:30cm/分とし、自動溶接を想定し、パス間のスラグ除去は行わずに連続溶接を行った。
溶接試験には、供試材にSM490Aを用い、その上に1層5パスの肉盛溶接を行った。その際、溶接条件は溶接電流:250A、溶接速度:30cm/分とし、自動溶接を想定し、パス間のスラグ除去は行わずに連続溶接を行った。
<評価方法>
先ず、溶接後の試料にX線透過試験を行い、スラグ巻き込み及び融合不良の有無を確認した。その結果、スラグ巻き込み又は融合不良が発生したものは、すべて不可とした。
先ず、溶接後の試料にX線透過試験を行い、スラグ巻き込み及び融合不良の有無を確認した。その結果、スラグ巻き込み又は融合不良が発生したものは、すべて不可とした。
次に、溶接部の断面マクロ観察を行い、溶込み形状を観察し、母材希釈率を計測した。図1は母材希釈率の測定方法を示す断面図である。母材希釈率は、図1に示す溶接金属2について、母材1の表面よりも上側の部分2aの面積aと、下側の部分2bの面積bを求め、下記数式5により算出した。その結果、母材希釈率が25%以下のものを合格とした。

スパッタ発生量は、周囲に飛散したスパッタ及びシールドガスノズルに付着したスパッタを捕集し、計測した。そして、スパッタ発生量が通常の炭素鋼溶接よりも多い硬化肉盛溶接(ワイヤNo.1,2)については、捕集されたスパッタの量が1.5g/分以下であったものを「合格」とし、1.0g/分以下であったものを「特に優れる」とした。また、オーステナイト系ステンレスワイヤ(ワイヤNo.3,4)及びNi基合金ワイヤ(ワイヤNo.5)による耐食肉盛溶接については、捕集されたスパッタの量が1.0g/分以下のものを「合格」とし、0.5g/分以下であったものを「特に優れる」とした。
以上の結果を表6及び表7にまとめて示す。なお、下記表6及び表7には、シールドガス組成も併せて示す。スラグ巻き込みの発生がないことを「○」で示し、発生したことを「×」で示す。融合不良の発生がないことを「○」で示し、発生したことを「×」で示す。スパッタ発生量については、「合格」と「特に優れる」をそれぞれ「○」と「◎」で示す。また、捕集されたスパッタの量が1.5g/分を上回ること(不合格)を「×」で示す。
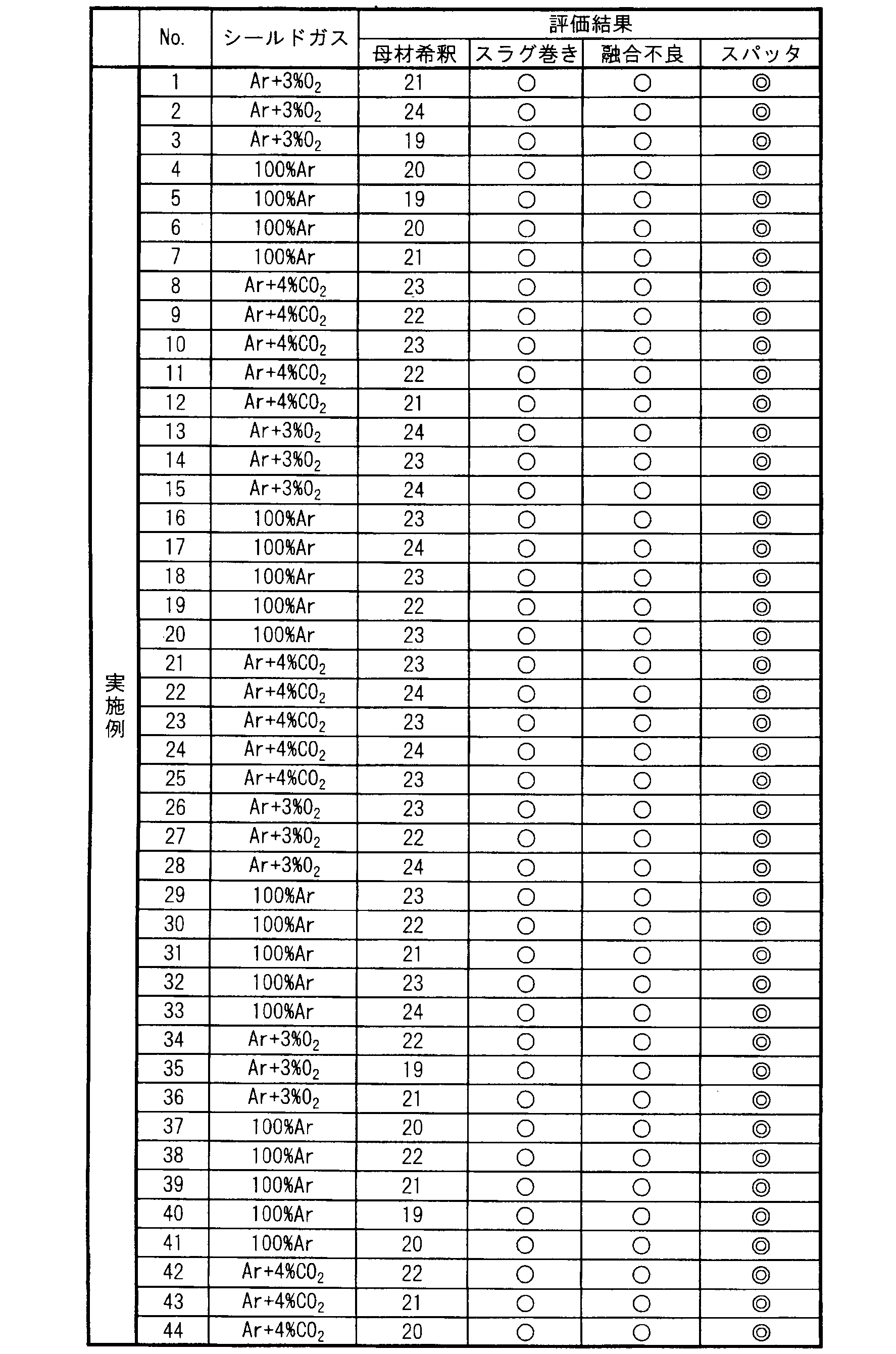

上記表7に示すNo.45~74は、[A/{1+0.7×(B+2C)}]が本発明の範囲から外れているため、母材希釈率、スラグ巻き込み又は融合不良の発生、スパッタ発生量のいずれかが不合格であった。これに対して、上記表6に示すように、本発明の実施例であるNo.1~44のワイヤは、母材希釈率が低く、スラグ巻き込みや融合不良も発生せず、スパッタ発生量も少なかった。
次に、シールドガスとワイヤ組成との関係を調べた。具体的には、下記表8に示すフラックス入りワイヤを使用し、シールドガスの組成を変えて肉盛溶接を行い、母材希釈率、スラグ巻き込み、溶接不良及びスパッタ量について評価した。溶接条件及び評価方法は、前述した実施例1と同じにした。その結果を下記表9に示す。
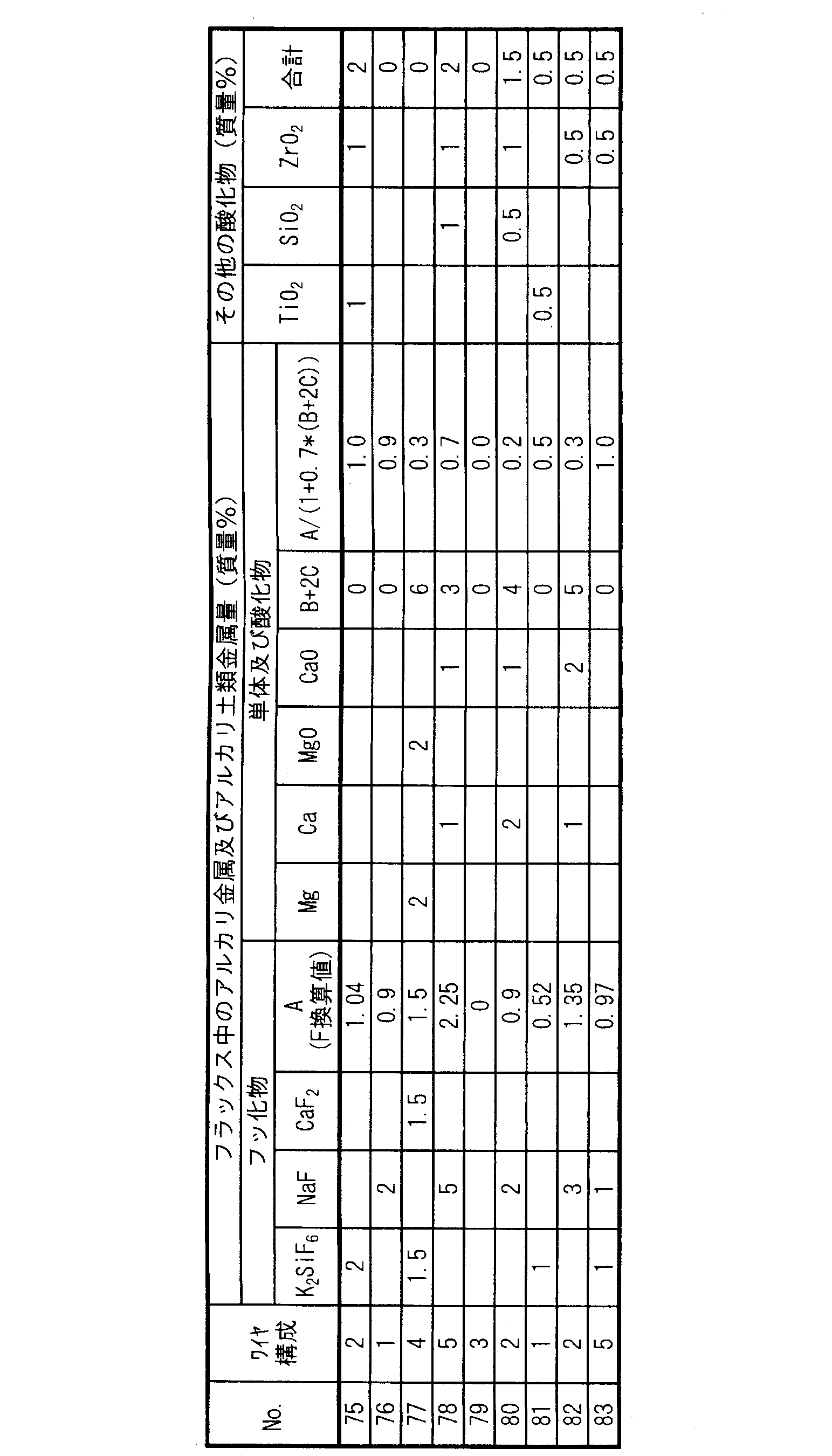

上記表9に示すように、Arガス濃度が95体積%未満のシールドガスを用いた場合、表6に示すNo.1~44のワイヤに比べて、スパッタ量が増加する傾向が見られた。以上の結果から、本発明のフラックス入りワイヤは、特に、Arガス濃度が95体積%以上のシールドガスを用いた肉盛溶接に有効であることが確認された。
1 母材
2、2a、2b 溶接金属
2、2a、2b 溶接金属
Claims (13)
- 外皮内にフラックスが充填されたフラックス入りワイヤであって、
前記フラックスの充填率が10.0~35.0質量%であり、
フラックス全質量あたり、
アルカリ金属フッ化物及びアルカリ土類金属フッ化物の総含有量(F換算値)をA(質量%)、
アルカリ金属単体及びアルカリ土類金属単体の総含有量をB(質量%)、
アルカリ金属酸化物及びアルカリ土類金属酸化物の総含有量をC(質量%)としたとき、
下記数式(I)を満たす肉盛溶接用フラックス入りワイヤ。

- 前記フラックスは、アルカリ金属フッ化物及びアルカリ土類金属フッ化物の総含有量Aが、F換算値で、0.2~3.0質量%である請求項1に記載の肉盛溶接用フラックス入りワイヤ。
- 前記フラックスは、アルカリ金属単体及びアルカリ土類金属単体の総含有量B(質量%)と、アルカリ金属酸化物及びアルカリ土類金属酸化物の総含有量C(質量%)との関係が、下記数式(II)を満たす請求項1又は2に記載の肉盛溶接用フラックス入りワイヤ。

- 前記フラックスは、TiO2、SiO2及びZrO2の総含有量が3質量%以下に規制されている請求項1又は2に記載の肉盛溶接用フラックス入りワイヤ。
- 前記外皮がオーステナイト系ステンレスからなり、
Arガス濃度が95体積%以上のシールドガスを用いるアーク溶接に使用される請求項1又は2に記載の肉盛溶接用フラックス入りワイヤ。 - ワイヤ全質量あたり、
Si:0.3~1質量%、
Mn:0.5~2.5質量%、
Cr:18~25質量%、
Ni:9~14質量%
を含有すると共に、
C:0.04質量%以下に規制され、
残部がFe及び不可避的不純物からなる組成を有する請求項5に記載の肉盛溶接用フラックス入りワイヤ。 - 更に、ワイヤ全質量あたり、Mo:4質量%以下及び/又はNb:1質量%以下を含有する請求項6に記載の肉盛溶接用フラックス入りワイヤ。
- 前記外皮がNi基合金からなり、
Arガス濃度が95体積%以上のシールドガスを用いるアーク溶接に使用される請求項1又は2に記載の肉盛溶接用フラックス入りワイヤ。 - ワイヤ全質量あたり、
Si:0.1~1質量%、
Mn:0.3~10質量%、
Cr:13~24質量%を含有し、
残部がNi及び不可避的不純物からなる組成を有する請求項8に記載の肉盛溶接用フラックス入りワイヤ。 - 更に、ワイヤ全質量あたり、C:0.1質量%以下、Mo:17質量%以下、Nb:5質量%以下、Ti:0.75質量%以下、W:5質量%以下、V:0.3質量%以下及びFe:20質量%以下からなる群から選択された少なくとも1種の元素を含有する請求項9に記載のフラックス入りワイヤ。
- Arガス濃度が95体積%以上のシールドガスを用いる硬化肉盛溶接に使用される請求項1又は2に記載の肉盛溶接用フラックス入りワイヤ。
- ワイヤ全質量あたり、
C:0.05~1.5質量%、
Si:0.3~3.0質量%、
Mn:0.3~3.0質量%、
Cr:0.3~10質量%を含有し、
残部がFe及び不可避的不純物からなる組成を有する請求項11に記載の肉盛溶接用フラックス入りワイヤ。 - 更に、ワイヤ全質量あたり、Mo:9質量%以下、W:4質量%以下及びV:2質量%以下からなる群から選択された少なくとも1種の元素を含有する請求項12に記載のフラックス入りワイヤ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201480038910.7A CN105473277A (zh) | 2013-07-12 | 2014-05-26 | 堆焊用药芯焊丝 |
| US14/893,347 US20160121433A1 (en) | 2013-07-12 | 2014-05-26 | Flux-cored wire for build-up welding |
| EP14822110.4A EP3020504A4 (en) | 2013-07-12 | 2014-05-26 | Flux-cored wire for build-up welding |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-146227 | 2013-07-12 | ||
| JP2013146227A JP6257193B2 (ja) | 2013-07-12 | 2013-07-12 | 肉盛溶接用フラックス入りワイヤ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015005002A1 true WO2015005002A1 (ja) | 2015-01-15 |
Family
ID=52279697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/063846 WO2015005002A1 (ja) | 2013-07-12 | 2014-05-26 | 肉盛溶接用フラックス入りワイヤ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20160121433A1 (ja) |
| EP (1) | EP3020504A4 (ja) |
| JP (1) | JP6257193B2 (ja) |
| CN (1) | CN105473277A (ja) |
| WO (1) | WO2015005002A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110216399A (zh) * | 2019-06-19 | 2019-09-10 | 鞍钢未来钢铁研究院有限公司 | 一种用于层流辊电弧喷涂的药芯焊丝及制备方法 |
| CN114393342A (zh) * | 2022-01-11 | 2022-04-26 | 西安理工大学 | 多元过渡金属碳化物混杂强化的铜基堆焊层及其制备方法 |
| US20220281037A1 (en) * | 2019-11-26 | 2022-09-08 | Esab Seah Corp. | Stainless steel flux cored wire for manufacturing lng tank |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6482404B2 (ja) * | 2015-06-23 | 2019-03-13 | 日立造船株式会社 | 火格子およびその製造方法 |
| JP2018537291A (ja) * | 2015-11-10 | 2018-12-20 | スコペルタ・インコーポレイテッドScoperta, Inc. | 酸化抑制ツインワイヤーアークスプレー材料 |
| EP3427891B1 (en) * | 2016-03-08 | 2021-05-05 | Nippon Steel Corporation | Flux-cored wire, weld joint manufacturing method and weld joint |
| CN107262960A (zh) * | 2016-04-07 | 2017-10-20 | 海宁瑞奥金属科技有限公司 | 高强度高耐蚀奥氏体不锈钢药芯焊丝 |
| JP6762131B2 (ja) * | 2016-04-28 | 2020-09-30 | 株式会社神戸製鋼所 | フラックス入りワイヤ |
| CN106112302B (zh) * | 2016-07-28 | 2018-08-31 | 江苏科技大学 | 一种多元控量弥散分布硬质相增强自保护堆焊药芯焊丝及其制备方法 |
| CN107297583A (zh) * | 2017-05-17 | 2017-10-27 | 安徽飞弧焊业股份有限公司 | 一种低气孔率韧性好的药芯焊丝 |
| JP6877847B2 (ja) * | 2018-03-19 | 2021-05-26 | 日鉄溶接工業株式会社 | 硬化肉盛ガスシールドアーク溶接用フラックス入りワイヤ |
| JP7244340B2 (ja) * | 2019-04-22 | 2023-03-22 | 株式会社神戸製鋼所 | Ni基合金フラックス入りワイヤ |
| CN114173985A (zh) * | 2019-07-01 | 2022-03-11 | 株式会社神户制钢所 | 奥氏体系不锈钢药芯焊丝、焊接金属和焊接方法 |
| CN110551951B (zh) * | 2019-09-27 | 2020-11-13 | 常州长海焊材有限公司 | 一种超低碳耐高温焊丝及其制备方法 |
| US20210229204A1 (en) * | 2020-01-29 | 2021-07-29 | Lincoln Global, Inc. | Systems and methods for multi-wire submerged arc welding using a flux-cored wire electrode |
| CN112975205B (zh) * | 2021-03-02 | 2022-12-23 | 唐山宝航机械制造有限公司 | 用于导卫板堆焊的耐磨粉芯焊丝及其制备方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5816793A (ja) * | 1981-07-24 | 1983-01-31 | Kobe Steel Ltd | 低合金鋼の肉盛溶接方法 |
| JPS5823596A (ja) * | 1981-08-04 | 1983-02-12 | Nippon Steel Corp | チユ−ブラワイヤによる水平エレクトロスラグ肉盛溶接法 |
| JPH0313296A (ja) * | 1989-06-08 | 1991-01-22 | Kobe Steel Ltd | ロールの肉盛溶接方法 |
| JPH05337690A (ja) * | 1992-06-08 | 1993-12-21 | Kobe Steel Ltd | 耐摩耗性及び耐ビードマーク性に優れたサブマージアーク溶接用フラックス入りワイヤ |
| JPH06114591A (ja) * | 1992-09-30 | 1994-04-26 | Kobe Steel Ltd | 肉盛溶接用フラックス |
| JP2005279768A (ja) * | 2004-03-30 | 2005-10-13 | National Institute For Materials Science | 溶接用フラックス入りワイヤと鋼構造物用溶接継手 |
| JP2007118077A (ja) * | 2005-09-28 | 2007-05-17 | Nippon Steel Corp | 溶接部の耐食性および耐亜鉛脆化割れ性に優れた亜鉛めっき鋼板の溶接継手 |
| JP2010234395A (ja) * | 2009-03-30 | 2010-10-21 | Kobe Steel Ltd | エレクトロスラグ肉盛溶接用フラックス |
| JP2010253516A (ja) | 2009-04-27 | 2010-11-11 | Nippon Steel & Sumikin Welding Co Ltd | 硬化肉盛用メタル系ガスシールドアーク溶接用フラックス入りワイヤ |
| JP2012055899A (ja) | 2010-09-06 | 2012-03-22 | Kobe Steel Ltd | フラックス入り溶接ワイヤ及びこれを用いた肉盛溶接のアーク溶接方法 |
| JP2012115889A (ja) * | 2010-12-02 | 2012-06-21 | Kobe Steel Ltd | Ni基合金溶接金属、Ni基合金被覆アーク溶接棒 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4042383A (en) * | 1974-07-10 | 1977-08-16 | The International Nickel Company, Inc. | Wrought filler metal for welding highly-castable, oxidation resistant, nickel-containing alloys |
| US4072845A (en) * | 1975-07-28 | 1978-02-07 | Boc Limited | Welding electrode |
| JPS5915756B2 (ja) * | 1979-09-04 | 1984-04-11 | 株式会社神戸製鋼所 | ガスシ−ルドア−ク溶接用フラツクス入りワイヤ |
| AU549184B2 (en) * | 1981-06-25 | 1986-01-16 | Institut Elektrosvarki Imeni E.O. Patona Akademii Nauk Ukrainskoi Ssr | Method and flux for electroslag welding |
| US4571480A (en) * | 1984-02-27 | 1986-02-18 | Kabushiki Kaisha Kobe Seiko Sho | Flux cored wire electrodes for self-shielded arc welding |
| JPH03281090A (ja) * | 1990-03-26 | 1991-12-11 | Nippon Steel Corp | 鋳鉄用フラックス入りワイヤ |
| JPH07214376A (ja) * | 1994-01-27 | 1995-08-15 | Nippon Steel Weld Prod & Eng Co Ltd | 鋳鉄の硬化肉盛溶接用フラックス入りワイヤおよび硬化肉盛溶接方法 |
| JPH08309583A (ja) * | 1995-05-17 | 1996-11-26 | Nippon Steel Corp | 9%Ni鋼用フラックス入りワイヤ |
| JP3540889B2 (ja) * | 1996-03-07 | 2004-07-07 | 新日本製鐵株式会社 | ステンレス鋼溶接用フラックス入りワイヤ |
| JPH1099992A (ja) * | 1996-09-30 | 1998-04-21 | Mitsubishi Heavy Ind Ltd | オーステナイト系ステンレス鋼フラックス入りワイヤ |
| US8941032B2 (en) * | 2004-02-16 | 2015-01-27 | Kevin Francis Dolman | Hardfacing ferroalloy materials |
| JP4506958B2 (ja) * | 2004-08-02 | 2010-07-21 | 住友金属工業株式会社 | 溶接継手およびその溶接材料 |
| JP2006247673A (ja) * | 2005-03-09 | 2006-09-21 | Hitachi Ltd | 配管溶接施工方法 |
| JP4646764B2 (ja) * | 2005-09-28 | 2011-03-09 | 株式会社神戸製鋼所 | ガスシールドアーク溶接用フラックス入りワイヤ |
| US8669491B2 (en) * | 2006-02-16 | 2014-03-11 | Ravi Menon | Hard-facing alloys having improved crack resistance |
| JP5005309B2 (ja) * | 2006-10-02 | 2012-08-22 | 株式会社神戸製鋼所 | 高張力鋼用ガスシールドアーク溶接フラックス入りワイヤ |
| CN100467197C (zh) * | 2007-08-31 | 2009-03-11 | 北京工业大学 | 一种p92钢全位置焊气保护药芯焊丝 |
| CN101481778B (zh) * | 2008-01-07 | 2010-12-01 | 宝山钢铁股份有限公司 | 一种奥氏体不锈钢带及其制造方法 |
| JP4995888B2 (ja) * | 2009-12-15 | 2012-08-08 | 株式会社神戸製鋼所 | ステンレス鋼アーク溶接フラックス入りワイヤ |
| JP5198481B2 (ja) * | 2010-01-09 | 2013-05-15 | 株式会社神戸製鋼所 | Ni基合金フラックス入りワイヤ |
| JP5462147B2 (ja) * | 2010-12-28 | 2014-04-02 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス入りワイヤ |
| CN102430877A (zh) * | 2011-11-04 | 2012-05-02 | 武汉铁锚焊接材料股份有限公司 | 一种金属粉芯型药芯焊丝及其制备与应用 |
-
2013
- 2013-07-12 JP JP2013146227A patent/JP6257193B2/ja active Active
-
2014
- 2014-05-26 WO PCT/JP2014/063846 patent/WO2015005002A1/ja active Application Filing
- 2014-05-26 CN CN201480038910.7A patent/CN105473277A/zh active Pending
- 2014-05-26 EP EP14822110.4A patent/EP3020504A4/en not_active Withdrawn
- 2014-05-26 US US14/893,347 patent/US20160121433A1/en not_active Abandoned
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5816793A (ja) * | 1981-07-24 | 1983-01-31 | Kobe Steel Ltd | 低合金鋼の肉盛溶接方法 |
| JPS5823596A (ja) * | 1981-08-04 | 1983-02-12 | Nippon Steel Corp | チユ−ブラワイヤによる水平エレクトロスラグ肉盛溶接法 |
| JPH0313296A (ja) * | 1989-06-08 | 1991-01-22 | Kobe Steel Ltd | ロールの肉盛溶接方法 |
| JPH05337690A (ja) * | 1992-06-08 | 1993-12-21 | Kobe Steel Ltd | 耐摩耗性及び耐ビードマーク性に優れたサブマージアーク溶接用フラックス入りワイヤ |
| JPH06114591A (ja) * | 1992-09-30 | 1994-04-26 | Kobe Steel Ltd | 肉盛溶接用フラックス |
| JP2005279768A (ja) * | 2004-03-30 | 2005-10-13 | National Institute For Materials Science | 溶接用フラックス入りワイヤと鋼構造物用溶接継手 |
| JP2007118077A (ja) * | 2005-09-28 | 2007-05-17 | Nippon Steel Corp | 溶接部の耐食性および耐亜鉛脆化割れ性に優れた亜鉛めっき鋼板の溶接継手 |
| JP2010234395A (ja) * | 2009-03-30 | 2010-10-21 | Kobe Steel Ltd | エレクトロスラグ肉盛溶接用フラックス |
| JP2010253516A (ja) | 2009-04-27 | 2010-11-11 | Nippon Steel & Sumikin Welding Co Ltd | 硬化肉盛用メタル系ガスシールドアーク溶接用フラックス入りワイヤ |
| JP2012055899A (ja) | 2010-09-06 | 2012-03-22 | Kobe Steel Ltd | フラックス入り溶接ワイヤ及びこれを用いた肉盛溶接のアーク溶接方法 |
| JP2012115889A (ja) * | 2010-12-02 | 2012-06-21 | Kobe Steel Ltd | Ni基合金溶接金属、Ni基合金被覆アーク溶接棒 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3020504A4 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110216399A (zh) * | 2019-06-19 | 2019-09-10 | 鞍钢未来钢铁研究院有限公司 | 一种用于层流辊电弧喷涂的药芯焊丝及制备方法 |
| CN110216399B (zh) * | 2019-06-19 | 2021-08-03 | 鞍钢未来钢铁研究院有限公司 | 一种用于层流辊电弧喷涂的药芯焊丝及制备方法 |
| US20220281037A1 (en) * | 2019-11-26 | 2022-09-08 | Esab Seah Corp. | Stainless steel flux cored wire for manufacturing lng tank |
| CN114393342A (zh) * | 2022-01-11 | 2022-04-26 | 西安理工大学 | 多元过渡金属碳化物混杂强化的铜基堆焊层及其制备方法 |
| CN114393342B (zh) * | 2022-01-11 | 2022-12-09 | 西安理工大学 | 多元过渡金属碳化物混杂强化的铜基堆焊层及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20160121433A1 (en) | 2016-05-05 |
| CN105473277A (zh) | 2016-04-06 |
| EP3020504A1 (en) | 2016-05-18 |
| EP3020504A4 (en) | 2017-02-22 |
| JP6257193B2 (ja) | 2018-01-10 |
| JP2015016497A (ja) | 2015-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6257193B2 (ja) | 肉盛溶接用フラックス入りワイヤ | |
| JP5411820B2 (ja) | フラックス入り溶接ワイヤ及びこれを用いた肉盛溶接のアーク溶接方法 | |
| JP4834191B2 (ja) | 全姿勢溶接が可能なガスシールドアーク溶接用フラックス入りワイヤ | |
| JP5022428B2 (ja) | 硬化肉盛用migアーク溶接ワイヤおよび硬化肉盛用migアーク溶接方法 | |
| US10286499B2 (en) | Ni based alloy flux cored wire | |
| JP6671157B2 (ja) | ステンレス鋼溶接用フラックス入りワイヤ、ステンレス鋼溶接継手、及び、その製造方法 | |
| US20170239758A1 (en) | Flux-cored wire for arc welding of duplex stainless steel and weld metal | |
| CN109789519B (zh) | 电渣焊用焊丝、电渣焊用焊剂和焊接接头 | |
| JP5153421B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP6441179B2 (ja) | Ni基合金フラックス入りワイヤ | |
| JP2017131900A (ja) | ステンレス鋼フラックス入りワイヤ | |
| JP6901868B2 (ja) | エレクトロスラグ溶接用ワイヤ、エレクトロスラグ溶接用フラックス及び溶接継手 | |
| JP2019025524A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ、及び溶接継手の製造方法 | |
| JP2016187828A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| WO2016175154A1 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ及び溶接方法 | |
| JP6891630B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ、及び溶接継手の製造方法 | |
| JP2019048324A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ、及び溶接継手の製造方法 | |
| JP2016187827A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP5409459B2 (ja) | オーステナイト系ステンレス鋼溶接用フラックス入りワイヤ | |
| JP6438371B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP2019025525A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ、及び溶接継手の製造方法 | |
| WO2020012925A1 (ja) | 2相ステンレス鋼溶接用フラックス入りワイヤ、溶接方法および溶接金属 | |
| JP2010064087A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP6085205B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| JPH0577086A (ja) | 0.5Mo鋼用、Mn−Mo鋼用及びMn−Mo−Ni鋼用ガスシールドアーク溶接用フラツクス入りワイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480038910.7 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14822110 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014822110 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14893347 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |