WO2014061264A1 - 巻取りロール - Google Patents
巻取りロール Download PDFInfo
- Publication number
- WO2014061264A1 WO2014061264A1 PCT/JP2013/006129 JP2013006129W WO2014061264A1 WO 2014061264 A1 WO2014061264 A1 WO 2014061264A1 JP 2013006129 W JP2013006129 W JP 2013006129W WO 2014061264 A1 WO2014061264 A1 WO 2014061264A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- sensitive adhesive
- pressure
- layer
- winding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/04—Kinds or types
- B65H75/08—Kinds or types of circular or polygonal cross-section
- B65H75/10—Kinds or types of circular or polygonal cross-section without flanges, e.g. cop tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/50—Storage means for webs, tapes, or filamentary material
- B65H2701/53—Adaptations of cores or reels for special purposes
- B65H2701/535—Dimensional aspect, e.g. non-cylindrical cores
Definitions
- the present invention relates to a winding roll formed by winding a laminated sheet around a winding core material.
- a base film such as a wrap film, a sheet of metal foil, paper, printed matter, an adhesive sheet, and the like are wound in a roll by winding the end of a long sheet around a winding core at the final stage of the manufacturing process. It is common to take. These sheets are often wound after the end portion is fixed to the winding core material with an adhesive tape or the like, but depending on the thickness of the sheet itself and the thickness of the fixing adhesive tape, the winding core material of the winding roll There may be a step in the sheet in the vicinity. The presence of this level difference is that as the overall length of the sheet becomes longer, a load is generated from the sheet surface toward the center of the winding core material in the process of rotating the winding core material to wind up the long sheet. (So-called squeezing), the sheet may be deformed due to the step.
- squeezing the sheet may be deformed due to the step.
- the influence of the deformation is small, but in the case of a sheet that is easily deformed such as a metal foil, a base film with high rigidity is used. In the case of a used sheet or a printed matter, the sheet may be deformed due to the step. Although it depends on the thickness and rigidity of the sheet, deformation of the sheet over several tens to 100 m from the winding core reduces the yield of the sheet, lowers the product value, and makes it impossible to sell or use the sheet. . The deformation of the sheet is also a problem even in an adhesive sheet using a base film. In particular, in the pressure-sensitive adhesive sheet that requires precise control of the surface irregularities, the deformation of the sheet has a great influence on the yield reduction of the pressure-sensitive adhesive sheet.
- Patent Document 1 proposes a method of providing a step in the take-up core material itself in order to prevent the step of the sheet that occurs when the sheet is wound and reduce the deformation of the sheet.
- Patent Document 2 discloses a method of providing an elastic layer on the outer periphery of the winding core material to avoid or reduce the step at the attachment location.
- Patent Document 3 discloses a method of avoiding or reducing a step by providing a cover at a position where a sheet is attached to a winding core.
- the method of providing a step in the winding core material is inefficient from the viewpoint of production cost because it is necessary to prepare a large number of winding core materials having a step according to the thickness of the sheet.
- the method of installing the elastic layer on the winding core material is that when the length of the sheet becomes a long sheet of 100 m or more, the stress applied to the winding core material of the long sheet due to the presence of the elastic layer, and the long sheet is wound. It is difficult to appropriately control the stress generated at the portion in contact with the take-up roll, and wrinkles derived from the stress are generated on the sheet, which may reduce the yield.
- the method of providing a cover on the winding core material requires that the cover is made of metal and has a sharp end to reduce the level difference. There were safety issues such as people being easily injured.
- the present invention is excellent in worker safety, does not require step processing on the winding core, and does not require installation of an elastic layer or cover, and is derived from the above-described step of the sheet around the winding core. It aims at providing the winding roll which can suppress the deformation
- the winding roll of the present invention is a winding roll formed by winding a laminated sheet around a winding core material, and the laminated sheet includes an adhesive sheet and a relaxation layer laminated so as to be in contact with the adhesive sheet.
- the pressure-sensitive adhesive sheet comprises a base film and a pressure-sensitive adhesive layer, the peel force between the pressure-sensitive adhesive sheet and the relaxation layer is 0.02 to 2 N / 25 mm, and the compression rate of the relaxation layer is 1.5 to 15 %.
- the relaxation layer has a predetermined compressibility
- the relaxation layer and the pressure-sensitive adhesive sheet have an appropriate peeling force, thereby relieving the stress derived from the tightness applied to the pressure-sensitive adhesive sheet when winding the laminated sheet. it can.
- deformation of the laminated sheet can be made difficult to occur.
- the relaxation layer is in close contact with the pressure-sensitive adhesive sheet, the occurrence of deformation such as streaks or wrinkles can be suppressed.
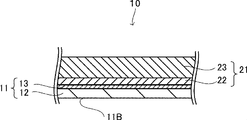
- FIG. 1A is a schematic cross-sectional view showing an example of the laminated sheet of the present invention.
- FIG. 1B is a schematic cross-sectional view showing an example of the laminated sheet of the present invention.
- FIG. 2 is a partially enlarged schematic view for explaining the winding roll of the present invention.
- FIG. 3 is a diagram showing a method for measuring the compression rate from the side.
- sheet In the present specification, “sheet”, “tape” and “film” are synonymous.
- the “cast adhesive tape” is an adhesive tape having only a pressure-sensitive adhesive layer without a base material or a core material.
- the same reference numerals are given to the same element members, and description of overlapping portions is omitted as appropriate.
- the winding roll of the present invention comprises a roll in which a laminated sheet described in detail below is wound around a winding core.
- 1A and 1B are schematic cross-sectional views showing an example of the laminated sheet of the present invention.
- the laminated sheet 10 includes at least a relaxing layer 11 and an adhesive sheet 21 laminated so as to be in contact with the relaxing layer 11.
- the 1A is a double-sided pressure-sensitive adhesive having a base film 23 that functions as a core, a first pressure-sensitive adhesive layer 22a, a second pressure-sensitive adhesive layer 22b, and a release layer 24 formed on the surface layer.
- the adhesive sheet 21 in FIG. 1B is a single-sided adhesive sheet in which an adhesive layer 22 is provided on one side (relaxation layer 11 side) of a base film 23 that functions as a base material.
- the pressure-sensitive adhesive sheet 21 is a target member that is wound around a winding core material.
- the pressure-sensitive adhesive sheet 21 can take various laminated structures according to applications and needs.
- a preferable embodiment includes a double-sided pressure-sensitive adhesive sheet (see FIG. 1A) in which a base film is used as a core material and adhesive layers are provided on both surfaces thereof.
- the pressure-sensitive adhesive sheet 12 is also suitable for uses such as a marking film and a pressure-sensitive adhesive sheet with an inkjet image receiving layer.
- the base film 23 used for the adhesive sheet 21 is a material that can be used as a base material or a core material.
- polyolefin resins such as polypropylene, polyethylene, polycycloolefin, and ethylene-vinyl acetate copolymer
- polyester resins such as polyethylene terephthalate and polyethylene naphthalate
- polyvinyl alcohol, triacetyl cellulose, polyvinyl chloride resin Polycarbonate resin, polynorbornene resin, polyarylate resin, acrylic resin, urethane resin, acrylic / urethane resin, polyphenylene sulfide resin, polystyrene resin, vinyl resin, polyamide resin, polyimide resin, etc.
- the base film 23 may be a laminate of a plurality of films or a foam.
- the thickness of the base film 23 is not particularly limited as long as it is a general thickness as an adhesive tape, but is preferably 2 ⁇ m to 500 ⁇ m, and more preferably 10 ⁇ m to 300 ⁇ m.
- the pressure-sensitive adhesive layer 22 (in the following description, the pressure-sensitive adhesive layer 22 includes the first pressure-sensitive adhesive layer 22a and the second pressure-sensitive adhesive layer 22b in FIG. 1A unless otherwise specified) is a pressure-sensitive adhesive that can be used as a pressure-sensitive adhesive tape. It is preferable to form from an agent. Specific examples include acrylic adhesives, urethane adhesives, rubber adhesives, silicone adhesives, and polyester adhesives.
- the thickness of the pressure-sensitive adhesive layer 22 is preferably 1 to 200 ⁇ m, and more preferably 5 to 100 ⁇ m.
- the release layer 24 plays a role of enhancing the peelability of the surface layer of the relaxation layer 11 and the surface layer of the pressure-sensitive adhesive sheet 21 when the laminated sheet 10 is wound around the winding core material.
- the release layer 24 is preferably a peelable film or a release resin layer.
- the thickness of the pressure-sensitive adhesive sheet 21 is not particularly limited as long as it can be wound with a winding core material, but is preferably 2 ⁇ m to 1 mm, more preferably 15 ⁇ m to 500 ⁇ m.
- the relaxation layer 11 has a function of relaxing deformation stress applied to the pressure-sensitive adhesive sheet 21 when the laminated sheet 10 is wound up and suppressing deformation of the pressure-sensitive adhesive sheet 21 while being in close contact with the pressure-sensitive adhesive sheet 21.
- the compression rate of the relaxation layer is in the range of 1.5 to 15%.
- a more preferable range of the compression rate of the relaxation layer 11 is 1.5 to 10%.
- 1A and 1B includes a two-layer laminate of a cushion layer 12 and a release layer 13.
- this is only an example, and if it satisfies the specific compression rate and an appropriate peeling force with the pressure-sensitive adhesive sheet, it can be constituted by a single layer or other layers can be further laminated.
- the thickness of the relaxation layer 11 is not particularly limited as long as the stress can be relieved and deformation of the sheet layer can be suppressed, but is preferably 10 to 500 ⁇ m, more preferably 20 to 300 ⁇ m. By setting the thickness to 10 to 500 ⁇ m, stress can be relaxed and deformation can be more effectively suppressed. Also. Since the thickness is appropriate, it is preferable from the viewpoint of cost.
- the compression rate of the relaxation layer of the present invention is a value determined by the following method. That is, the relaxation layer is cut into a disk shape having a diameter of 22.4 mm, and 10 samples are stacked to obtain a measurement sample. This measurement sample is allowed to stand in a constant temperature and humidity room at 23 ° C. for 24 hours or more. Thereafter, the thickness T1 of the measurement sample 1 minute after applying 300 g / cm 2 as the first load to the measurement sample is measured. Subsequently, 1500 g / cm 2 is added as a second load to the measurement sample continuously from the T1 measurement, and a total thickness of 1800 g / cm 2 is applied to measure the thickness T2 after 1 minute. And a compression rate is calculated
- Compression rate (%) (T1-T2) / T1 ⁇ 100
- Examples of materials for increasing the compression rate of the relaxation layer include paper, non-woven fabric, foam, elastic gel, and elastomer.
- Examples of the paper include glassine paper, high-quality paper, craft paper, art paper, coated paper, and synthetic paper.
- Examples of the foam include a polyethylene resin, a polypropylene resin, and a polyurethane resin.
- Examples of the non-woven fabric include papers made with pulp fibers, rayon fibers, hemp fibers, fibrous polyolefin resins, fibrous polyethylene terephthalate resins, and the like.
- Examples of the elastic gel include acrylic resins, urethane resins, and silicone resins.
- elastomer examples include natural rubber, styrene isoprene block copolymer, styrene butadiene block copolymer, acrylic rubber, silicone rubber, vinyl ether copolymer, and urethane rubber. Among these materials, paper is preferable.
- the relaxation layer 11 can be composed of the cushion layer 12 alone, but it is preferable to laminate the release layer 13. By laminating the release layer 13, the peel force from the pressure-sensitive adhesive sheet 21 can be made appropriate.
- the release layer 13 is preferably a peelable film or a release resin layer.
- the peelable film can be selected as follows depending on the adhesive strength of the adhesive sheet. For example, when the adhesive strength is high, a film (also referred to as a separator) having a surface subjected to a release treatment such as silicone treatment or fluorine treatment is preferable. On the other hand, when the adhesive strength is low, a film having no peeling treatment such as polyethylene or polyethylene terephthalate can be used.
- the release resin layer can be formed by directly applying a release agent such as a silicone treatment agent or a fluorine treatment agent to the relaxation layer without using a peelable film.
- the pressure-sensitive adhesive sheet 21 is a single-sided pressure-sensitive adhesive type as shown in FIG. 1B
- a release treatment such as silicone treatment or fluorine treatment
- the pressure-sensitive adhesive sheet 21 is a double-sided pressure-sensitive adhesive type as shown in FIG. 1A
- a film or paper also referred to as a separator
- a peeling treatment such as silicone treatment or fluorine treatment is laminated on the outer main surface of the relaxation layer 11. You can also.
- the second pressure-sensitive adhesive layer 22b is used as the outermost layer without providing the release layer 24, the pressure-sensitive adhesive sheet surface and the surface 11B of the relaxing layer 11 are in close contact with each other when the laminated sheet 10 is wound, In order to prevent an excessive peeling force when unwinding the sheet 10, the surface 11B of the relaxing layer 11 may be subjected to a peeling treatment such as silicone treatment or fluorine treatment.
- a peeling treatment such as silicone treatment or fluorine treatment.
- the method for adhering the peelable film to the relaxation layer 11 is not particularly limited, but a method using a known adhesive, double-sided adhesive tape or cast adhesive tape is preferred.
- the relaxation layer 11 an example in which a peelable film is used as the release layer 13 and paper is used as the cushion layer 12 can be given.
- the paper is preferably fine paper or kraft paper. Paper may expand and contract under the influence of humidity in the atmosphere. Therefore, when paper is used for the cushion layer, the expansion and contraction may cause wrinkles on the adhesive tape. Therefore, it is preferable to form a plastics resin layer on the paper from the viewpoint of effectively preventing the expansion and contraction.
- the peeling force is preferably 0.02 N / 25 mm or more.
- the upper limit of peeling force should just be a grade which an adhesive sheet does not deform
- the peeling force is more preferably 0.05 to 1.5 N / 25 mm.
- the thickness relationship between the pressure-sensitive adhesive sheet 21 and the relaxation layer 11 is preferably such that the thickness of the relaxation layer 21 does not extremely exceed the thickness of the pressure-sensitive adhesive sheet.
- the measurement of the peeling force is a sample obtained by cutting a laminated sheet into 25 mm width and 200 mm length. And after fixing the adhesive sheet side of this sample to the board
- the peel force is measured in an atmosphere of 23 ° C. and 50% humidity according to JIS-Z0237.
- the method for evaluating whether the pressure-sensitive adhesive sheet of the winding roll according to the present invention has been deformed is, for example, by cutting out the pressure-sensitive adhesive sheet every 1 m from the wound end of the winding core material, and behind the sample.
- the deformation of the pressure-sensitive adhesive sheet can be evaluated based on the length from the end of the portion where the sample has streaks or unevenness, using light as a light source from an installed light bulb or the like.
- the spots generated on the pressure-sensitive adhesive sheet may reduce the visibility and impair the merchantability.
- the visibility is evaluated by, for example, cutting a pressure-sensitive adhesive sheet at a position 90 m from the wound end of the winding core material, and using a laminated plate attached to an acrylic plate having a thickness of 2 mm as a sample, behind the sample. It is possible to evaluate whether or not spots are generated on the sample using light from a light bulb or the like installed in the light source.
- the winding core material of the present invention is not particularly limited, and examples thereof include a paper tube, a metal tube, and a plastic tube. In general, it is a long tube in a width method used in a winding device attached to a manufacturing device such as a printing machine, a coating machine, a molding machine, and a paper machine.
- the winding core is generally preferably about 1 to 40 cm in diameter.
- the lateral width of the winding core is not particularly limited as long as it can be installed in the winding device. Generally, it is about 2 mm to 6 m.
- the laminated sheet 10 can obtain a winding roll by winding the laminated sheet 10 while pressing the leading end against the winding core.
- FIG. 2 is a partially enlarged explanatory view of the winding roll of the present invention.
- the winding roll 30 has a configuration in which the laminated sheet 10 is wound around the winding core 31.
- the laminated sheet 10 is wound so that the relaxing layer 11 is on the lower side and the adhesive sheet 21 is on the upper side. Contrary to the example of FIG. 2, the adhesive sheet 21 of the laminated sheet may be on the lower side.
- Adhesive members include double-sided adhesive tape, cast adhesive tape, and single-sided adhesive tape.
- a 1st method the method of fixing the front-end
- the adhesive sheet 21 of the lamination sheet 10 can be made into the lower side, and the method of fixing the front-end
- the adhesive member is used, the step structure in FIG. 2 is increased by the thickness of the pressure-sensitive adhesive tape. However, by providing the relaxation layer 11, compression can be promoted in the thickness direction and the step can be reduced.
- the use of the relaxation layer 11 can suppress the above deformation and prevent the spots and the like from being visually recognized.
- the winding core material does not require a step, and an elastic layer and a cover are not required, so that the manufacturing process can be simplified. Moreover, it is excellent in worker safety. According to the present invention, it is possible to suppress the deformation of the pressure-sensitive adhesive sheet derived from the level difference by relaxing the level difference portion due to the level difference resulting from the beginning of winding the laminated sheet, thereby improving the yield of the pressure-sensitive adhesive sheet. It is particularly suitable for a winding roll for winding a long sheet.
- Example 1 An acrylic pressure-sensitive adhesive was applied to the non-peeling surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (51) having a dry thickness of 15 ⁇ m.
- a relaxation layer (a1) was obtained by laminating kraft paper (1) having a compression rate of 6.6% and a thickness of 75 ⁇ m as a cushion layer to the pressure-sensitive adhesive layer (51).
- the pressure-sensitive adhesive layer (61) having a dry thickness of 40 ⁇ m was formed by applying an acrylic pressure-sensitive adhesive to the release-treated surface of the obtained relaxation layer (a1) (the peel-treated surface of the peelable film (Y1)).
- the agent layer was bonded to a polyethylene terephthalate sheet (X1) having a length of 200 m, a width of 1000 mm, and a thickness of 100 ⁇ m.
- a polyethylene terephthalate sheet (X1) having a length of 200 m, a width of 1000 mm, and a thickness of 100 ⁇ m.
- an acrylic pressure-sensitive adhesive was applied to the peel-treated surface of the peelable film (Y1) having a length of 200 m to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 ⁇ m.
- the pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X1) to obtain a laminated sheet (b1).
- a polyethylene terephthalate film having a thickness of 5 ⁇ m is placed on a plastic tube made of acrylonitrile-butadiene-styrene (ABS) resin having a width of 1050 mm, an inner diameter of 76.5 mm, and an outer diameter of 92.5 mm, of 100 m of the obtained laminated sheet (b1).
- the winding sheet (c1) was obtained by winding while fixing the tip of the laminated sheet to the part where the double-sided pressure-sensitive adhesive tape having a pressure-sensitive adhesive layer having a thickness of 5 ⁇ m was attached as the core material.
- Table 2 shows the evaluation results regarding the peeling force between the pressure-sensitive adhesive sheet and the relaxation layer, the defective metric due to the winding core material step trace, and the unevenness of the entire surface.
- Example 2> Instead of kraft paper (1), kraft paper (2) having a compression rate of 3.6% and a total thickness of 95 ⁇ m in which polyethylene resin is laminated to a thickness of 30 ⁇ m on one side is used. A winding roll (c2) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (51) was formed on the surface.
- Example 3 A take-up roll (c3) was obtained in the same manner as in Example 2 except that a polyethylene terephthalate sheet (X2) having a thickness of 188 ⁇ m was used instead of polyethylene terephthalate (X1).
- Example 4> instead of the peelable film (Y1), the peelable film (Y2) was used, and instead of the kraft paper (2), a compression ratio of 3.1% with a polyethylene resin having a thickness of 30 ⁇ m laminated on one side, the total Using a kraft paper (3) with a thickness of 65 ⁇ m and performing the same procedure as in Example 3 except that the pressure-sensitive adhesive layer (51) was formed on the non-laminated surface of the polyethylene resin of (3), the winding roll (c4) Obtained.
- Example 5 A peelable film (Y2) is used instead of the peelable film (Y1), and a high quality paper (4) having a compression rate of 2.6% and a thickness of 88 ⁇ m is used instead of the kraft paper (1).
- a take-up roll (c5) was obtained in the same manner as in Example 1 except that.
- Example 6 A winding roll (c6) was obtained in the same manner as in Example 5 except that a polyethylene terephthalate sheet (X3) having a thickness of 50 ⁇ m was used instead of the polyethylene terephthalate (X1).
- Example 7 A peelable film (Y3) is used in place of the peelable film (Y1), a kraft paper (2) is used, and a polyethylene resin is laminated on both sides with a thickness of 30 ⁇ m, a length of 200 m, and a compression rate of 2 A take-up roll (c7) was obtained in the same manner as in Example 3 except that a 1% high-quality paper (5) having a total thickness of 95 ⁇ m was used.
- Example 8> instead of the peelable film (Y3), the peelable film (Y4) was used, and instead of the fine paper (5) laminated with polyethylene resin on both sides, the compression rate was 11.3% and the thickness was 37 ⁇ m.
- a take-up roll (c8) was obtained in the same manner as in Example 7 except that the Manila hemp fiber nonwoven fabric (6) was used.
- Example 9 In place of nonwoven fabric (6), winding is performed in the same manner as in Example 8 except that a fibrous polyethylene terephthalate resin fiber nonwoven fabric (7) having a compressibility of 11.1% and a thickness of 100 ⁇ m is used. A roll (c9) was obtained.
- Example 10 Example 1 except that instead of the kraft paper (1), a polyurethane resin foam (8) having a compression ratio of 9.5% and a thickness of 100 ⁇ m was used, and an adhesive layer (51) was formed.
- the winding roll (c10) was obtained by carrying out similarly to.
- Example 11 An example except that instead of the kraft paper (2), a polyurethane resin gel (9) having a compressibility of 12.4% and a total thickness of 100 ⁇ m was used, and an adhesive layer (51) was formed.
- the winding roll (c11) was obtained by carrying out similarly to 3.
- Example 12 On this pressure-sensitive adhesive layer (52), an acrylic pressure-sensitive adhesive was applied to the non-peeling surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (52) having a dry thickness of 80 ⁇ m. A polyethylene terephthalate sheet (X4) having a thickness of 6 ⁇ m was laminated to obtain a relaxation layer (a12) having a compression rate of 1.8% and a total thickness of 111 ⁇ m. A take-up roll (c12) was obtained in the same manner as in Example 3 except that the obtained relaxing layer (a12) was used.
- This pressure-sensitive adhesive layer (51) was formed by coating an acrylic pressure-sensitive adhesive on one side of a polyethylene terephthalate sheet (X5) having a thickness of 25 ⁇ m to form a pressure-sensitive adhesive layer (51) having a dry thickness of 15 ⁇ m.
- a relaxation layer (a13) was obtained by laminating with a high-quality paper (10) having a compression ratio of 2.2% and a total thickness of 130 ⁇ m each having a thickness of 30 ⁇ m laminated on both sides as a cushion layer.
- a polyethylene terephthalate sheet (X2) having a thickness of 188 ⁇ m was coated with an acrylic slightly tacky pressure-sensitive adhesive to form a pressure-sensitive adhesive layer (62) having a dry thickness of 15 ⁇ m, and was bonded to a relaxation layer (a13).
- an acrylic pressure-sensitive adhesive was applied to the release-treated surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 ⁇ m.
- a winding roll (c13) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X2) to obtain a laminated sheet (b13).
- Example 14> Instead of the fine paper (10), a high-quality paper (11) having a compression ratio of 2.4% and a total thickness of 180 ⁇ m each laminated with a polyethylene resin with a thickness of 30 ⁇ m was used, and a polyethylene terephthalate sheet ( Example 13 except that a polyethylene terephthalate sheet (X1) was used instead of X2), and an adhesive layer (72) having a dry thickness of 25 ⁇ m was formed instead of an adhesive layer (71) having a dry thickness of 40 ⁇ m.
- the winding roll (c14) was obtained by carrying out similarly to.
- Example 15 An acrylic slightly tacky adhesive was applied to a polyethylene terephthalate sheet (X2) to form a pressure-sensitive adhesive layer (62) having a dry thickness of 15 ⁇ m, and a polyethylene resin was laminated on both sides with a thickness of 30 ⁇ m.
- a relaxation layer (a15) was obtained by laminating with fine paper (10) having a compression rate of 2.2% and a total thickness of 130 ⁇ m.
- an acrylic pressure-sensitive adhesive was applied to the release-treated surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 ⁇ m.
- a winding roll (c15) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X2) to obtain a laminated sheet (b15).
- Example 16> A high-quality paper having a compression rate of 2.2% and a total thickness of 130 ⁇ m obtained by laminating polyethylene resin on both sides with a thickness of 30 ⁇ m instead of kraft paper (2), and peeling with a silicone resin on one side of the polyethylene resin layer A take-up roll (c16) was obtained in the same manner as in Example 3 except that (12) was used and the relaxation layer (a16) was used.
- a pressure-sensitive adhesive layer (53) having a dry thickness of 10 ⁇ m is formed by applying an acrylic pressure-sensitive adhesive on the non-peelable surface of the peelable film (Y1), and this pressure-sensitive adhesive layer (53) is formed on the pressure-sensitive adhesive layer (53).
- a relaxation layer (a17) was obtained by laminating a pulp fiber nonwoven fabric (14) having a compressibility of 10.9% and a total thickness of 32 ⁇ m instead of the nonwoven fabric (6) as a cushion layer.
- the winding roll (c17) was obtained by performing similarly to Example 8 except having used the 250-micrometer-thick polyethylene terephthalate sheet (X6) instead of the polyethylene terephthalate sheet (X2).
- ⁇ Comparative example 1> instead of the kraft paper (1), a biaxially stretched polypropylene resin sheet (15) having a compression rate of 1.3% and a thickness of 60 ⁇ m is used, and an adhesive layer (51) is formed on one side thereof.
- a take-up roll (c21) was obtained in the same manner as in Example 1 except that.
- Example 1 except that the release layer of the peelable film (Y1) was bonded to the surface of the pressure-sensitive adhesive layer (61) not in contact with the polyethylene terephthalate sheet (X1) without using the relaxation layer.
- the winding roll (c23) was obtained by carrying out similarly to.
- ⁇ Comparative example 4> It replaces with a peelable film (Y1), and it carries out similarly to the comparative example 1 except having used the peelable film (Y5) peel-treated with the alkyd resin on the one side of the 25-micrometer-thick polyethylene terephthalate sheet. A winding roll (c24) was obtained.
- ⁇ Peeling force> The laminated sheet was unwound from the obtained winding roll to prepare a sample having a width of 25 mm and a length of 100 mm.
- the relaxation layer of this sample was fixed to a double-sided tape on a stainless steel plate having a thickness of 2 mm, a width of 30 mm, and a length of 110 mm.
- the peeling force of the adhesive tape of the sample was measured at a peeling angle of 180 ° C. and a peeling speed of 300 mm.
- the peeling force was measured in an atmosphere of 23 ° C.-50% RH according to JISZ-0237.
- FIG. 3 shows a method for measuring the compression rate.
- a relaxation layer was cut into a disk shape having a diameter of 22.4 mm on the sample stage 9, and 10 of these were stacked and installed as a measurement sample 2.
- the first load 4 and the second load 5 are fixed to a cylinder 3 having a diameter of 5 mm by a fall prevention stopper provided on the cylinder 3, respectively.
- the first load 4 is a load restraint 6 and the second load 5 is prepared using a load restraint 7 in a state where no load is applied to the cylinder 3.
- the load restraint 6 is taken while the lower end of the cylinder 3 is in contact with the measurement sample 2, and the first load 4 is applied to the cylinder 3 (load: 300 g / cm 2 ).
- the thickness (T1) of the measurement sample after 1 minute is measured.
- the load restraint 7 is taken and the second load 5 is applied to the cylinder 3 (load: 1500 g / cm 2 ).
- the thickness (T2) of the measurement sample is measured.
- the measurement of T1 and T2 was obtained from the positional fluctuation 8 of the upper end of the cylinder 3 at each measurement time using the laser displacement meter 1 installed above the cylinder.
- the compression rate was determined by the following formula (1).
- Formula (1) Compression rate (%) (T1-T2) / T1 ⁇ 100
- ⁇ Yield> The laminated sheet is unwound from the obtained winding roll, and a 100 cm square laminated sheet is cut every 1 m from the wound end of the winding core material to obtain a sample.
- the relaxation layer is peeled off from this sample, and the length from the end where the deformation of the pressure-sensitive adhesive sheet can be visually confirmed is taken as the yield.
- the yield evaluation is better as the numerical value is smaller.
- ⁇ Visibility> The laminated sheet is unwound by 10 m from the obtained winding roll, and 100 cm square is cut out as a sample. Whether or not spots occur on the sample by peeling the relaxation layer from the sample and applying light from a light bulb installed behind the laminate to the laminate of 2 mm thick PMMA plate (acrylic plate) I evaluated.
- the evaluation criteria are as follows. ⁇ : No spots on the laminate. ⁇ : Slightly uneven on the laminate. X: There are spots on the laminate. Not practical.
- the winding roll of the present invention can be suitably used in the entire field using a winding roll in which an adhesive sheet is wound around a winding core.
- a winding roll obtained by winding a long sheet around a winding core.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020157009476A KR101985993B1 (ko) | 2012-10-15 | 2013-10-15 | 권취 롤 |
| CN201380053758.5A CN104736652A (zh) | 2012-10-15 | 2013-10-15 | 卷绕辊 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012228020 | 2012-10-15 | ||
| JP2012-228020 | 2012-10-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014061264A1 true WO2014061264A1 (ja) | 2014-04-24 |
Family
ID=50487843
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/006129 Ceased WO2014061264A1 (ja) | 2012-10-15 | 2013-10-15 | 巻取りロール |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6142417B2 (https=) |
| KR (1) | KR101985993B1 (https=) |
| CN (1) | CN104736652A (https=) |
| TW (1) | TW201422509A (https=) |
| WO (1) | WO2014061264A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018080780A1 (en) * | 2016-10-26 | 2018-05-03 | Cpfilms Inc. | Packaged flexible film and flexible film packaging system therefor |
| CN117777868A (zh) * | 2022-12-27 | 2024-03-29 | 爱天思株式会社 | 粘着片辊及粘着片 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018150502A1 (ja) | 2017-02-15 | 2018-08-23 | リンテック株式会社 | ロール |
| SG11201909944PA (en) * | 2017-05-23 | 2019-11-28 | Lintec Corp | Roll and method for producing roll |
| JP2019001604A (ja) * | 2017-06-15 | 2019-01-10 | 村田機械株式会社 | パッケージ、パッケージ製造方法、及び糸巻取装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5815537A (ja) * | 1981-07-22 | 1983-01-28 | Fujimori Kogyo Kk | 剥離紙の製造方法 |
| JP2007039550A (ja) * | 2005-08-03 | 2007-02-15 | Nitto Denko Corp | 剥離処理基材及びその製造方法 |
| JP2008274465A (ja) * | 2007-04-27 | 2008-11-13 | Oji Paper Co Ltd | 剥離紙用基材およびそれを使用した粘着シート |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01111272U (https=) * | 1988-01-19 | 1989-07-26 | ||
| JPH09142739A (ja) * | 1995-11-21 | 1997-06-03 | Mitsui Toatsu Chem Inc | 金属プラスチック積層体巻芯及びそれを用いた巻取方法 |
| JPH1133626A (ja) * | 1997-07-11 | 1999-02-09 | Nippon Light Metal Co Ltd | コイル |
| JP2000351278A (ja) | 1999-06-10 | 2000-12-19 | Fuji Photo Film Co Ltd | 受像シート、インクシート、及びそれらを用いた画像形成方法 |
| JP4276425B2 (ja) * | 2002-11-20 | 2009-06-10 | ジャパンゴアテックス株式会社 | 離型性クッションシート |
| JP4695532B2 (ja) | 2006-03-14 | 2011-06-08 | 株式会社昭和丸筒 | シート状被巻回物の巻芯への巻回方法および巻回体 |
| JP5063016B2 (ja) * | 2006-03-23 | 2012-10-31 | リンテック株式会社 | 粘着シート及び剥離シート |
| JP2008260601A (ja) | 2007-04-11 | 2008-10-30 | Toyo Ink Mfg Co Ltd | 巻回体、その製造方法、及び積層部含有長尺シート |
| JP5607937B2 (ja) * | 2010-01-14 | 2014-10-15 | 長岡産業株式会社 | 巻芯及びその製造方法、製造装置 |
-
2013
- 2013-10-15 JP JP2013214994A patent/JP6142417B2/ja active Active
- 2013-10-15 CN CN201380053758.5A patent/CN104736652A/zh active Pending
- 2013-10-15 WO PCT/JP2013/006129 patent/WO2014061264A1/ja not_active Ceased
- 2013-10-15 KR KR1020157009476A patent/KR101985993B1/ko active Active
- 2013-10-15 TW TW102137255A patent/TW201422509A/zh unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5815537A (ja) * | 1981-07-22 | 1983-01-28 | Fujimori Kogyo Kk | 剥離紙の製造方法 |
| JP2007039550A (ja) * | 2005-08-03 | 2007-02-15 | Nitto Denko Corp | 剥離処理基材及びその製造方法 |
| JP2008274465A (ja) * | 2007-04-27 | 2008-11-13 | Oji Paper Co Ltd | 剥離紙用基材およびそれを使用した粘着シート |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018080780A1 (en) * | 2016-10-26 | 2018-05-03 | Cpfilms Inc. | Packaged flexible film and flexible film packaging system therefor |
| US10894682B2 (en) | 2016-10-26 | 2021-01-19 | Eastman Performance Films, Llc | Packaged flexible film and flexible film packaging system therefor |
| CN117777868A (zh) * | 2022-12-27 | 2024-03-29 | 爱天思株式会社 | 粘着片辊及粘着片 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101985993B1 (ko) | 2019-06-04 |
| JP2014097889A (ja) | 2014-05-29 |
| JP6142417B2 (ja) | 2017-06-07 |
| TW201422509A (zh) | 2014-06-16 |
| KR20150075085A (ko) | 2015-07-02 |
| CN104736652A (zh) | 2015-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6142417B2 (ja) | 巻取りロール | |
| KR100626128B1 (ko) | 투명 도전성 필름의 제조 방법 | |
| KR101046545B1 (ko) | 적층체의 제조 방법 및 적층체 | |
| JP6055171B2 (ja) | 偏光板ロールおよびその製造方法 | |
| CN102471648B (zh) | 粘接片的制造方法及粘接片 | |
| JP5995634B2 (ja) | パターン粘着体およびその製造方法 | |
| JP2011116486A (ja) | フィルム剥離装置 | |
| JP7294556B1 (ja) | 巻取りロール | |
| EP2703152B1 (en) | Label-producing method and label | |
| JP2013538889A (ja) | 突出ライナーを有する接着テープの製造方法 | |
| JP2004199643A (ja) | 導電性フィルムロールおよびその製造方法 | |
| JP5394661B2 (ja) | 粘着シート | |
| JP2020172019A (ja) | セパレータ、複合セパレータ、セパレータ付両面粘着テープ、粘着剤付研磨パッド及び粘着剤付バックパッド、並びに、複合セパレータの剥離方法 | |
| CN105745291B (zh) | 用于填充有机发光器件的粘合片及其制造方法 | |
| JP7754631B2 (ja) | 巻芯、原反ロール、及び、原反ロールの製造方法 | |
| CN211222430U (zh) | 一种转移纸pet基膜回用装置 | |
| JP2012177005A (ja) | 粘着剤付フィルム及びその製造方法 | |
| JP5595815B2 (ja) | スリッタ装置 | |
| JP2015006934A (ja) | フィルム巻取用巻芯及びその製造方法 | |
| CN211972206U (zh) | 粘合片及具有该粘合片的标签 | |
| JP2008156041A (ja) | 塗膜転写具用パンケーキ | |
| CN116716058B (zh) | 一种防尘防水网纱复合膜加工工艺及其产品 | |
| JP2010077284A (ja) | 粘着シートロール | |
| JP2008150613A (ja) | 積層シートおよびその製造方法 | |
| JP5985325B2 (ja) | ラベルロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13847467 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157009476 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13847467 Country of ref document: EP Kind code of ref document: A1 |