WO2014061264A1 - Wound roll - Google Patents
Wound roll Download PDFInfo
- Publication number
- WO2014061264A1 WO2014061264A1 PCT/JP2013/006129 JP2013006129W WO2014061264A1 WO 2014061264 A1 WO2014061264 A1 WO 2014061264A1 JP 2013006129 W JP2013006129 W JP 2013006129W WO 2014061264 A1 WO2014061264 A1 WO 2014061264A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- sensitive adhesive
- pressure
- layer
- winding
- Prior art date
Links
- 238000004804 winding Methods 0.000 claims abstract description 106
- 239000011162 core material Substances 0.000 claims abstract description 53
- 239000000853 adhesive Substances 0.000 claims abstract description 41
- 230000001070 adhesive effect Effects 0.000 claims abstract description 40
- 230000006835 compression Effects 0.000 claims abstract description 30
- 238000007906 compression Methods 0.000 claims abstract description 30
- 239000010410 layer Substances 0.000 claims description 137
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 100
- -1 polypropylene Polymers 0.000 description 31
- 206010040844 Skin exfoliation Diseases 0.000 description 27
- 239000000123 paper Substances 0.000 description 27
- 229920000139 polyethylene terephthalate Polymers 0.000 description 24
- 239000005020 polyethylene terephthalate Substances 0.000 description 24
- 238000000034 method Methods 0.000 description 21
- 229920005989 resin Polymers 0.000 description 16
- 239000011347 resin Substances 0.000 description 16
- 239000002390 adhesive tape Substances 0.000 description 15
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 14
- 238000005259 measurement Methods 0.000 description 14
- 239000002655 kraft paper Substances 0.000 description 12
- 229920013716 polyethylene resin Polymers 0.000 description 11
- 230000002040 relaxant effect Effects 0.000 description 10
- 239000012790 adhesive layer Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 239000004745 nonwoven fabric Substances 0.000 description 7
- 239000000835 fiber Substances 0.000 description 6
- 238000010030 laminating Methods 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 229910052731 fluorine Inorganic materials 0.000 description 5
- 239000011737 fluorine Substances 0.000 description 5
- 239000006260 foam Substances 0.000 description 5
- 229920001296 polysiloxane Polymers 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 230000037303 wrinkles Effects 0.000 description 4
- 229920000178 Acrylic resin Polymers 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920005749 polyurethane resin Polymers 0.000 description 3
- 229920002050 silicone resin Polymers 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 230000001965 increasing effect Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 240000000907 Musa textilis Species 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 229920006311 Urethane elastomer Polymers 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 239000011086 glassine Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920000636 poly(norbornene) polymer Polymers 0.000 description 1
- 229920003050 poly-cycloolefin Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 239000013464 silicone adhesive Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/04—Kinds or types
- B65H75/08—Kinds or types of circular or polygonal cross-section
- B65H75/10—Kinds or types of circular or polygonal cross-section without flanges, e.g. cop tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/50—Storage means for webs, tapes, or filamentary material
- B65H2701/53—Adaptations of cores or reels for special purposes
- B65H2701/535—Dimensional aspect, e.g. non-cylindrical cores
Definitions
- the present invention relates to a winding roll formed by winding a laminated sheet around a winding core material.
- a base film such as a wrap film, a sheet of metal foil, paper, printed matter, an adhesive sheet, and the like are wound in a roll by winding the end of a long sheet around a winding core at the final stage of the manufacturing process. It is common to take. These sheets are often wound after the end portion is fixed to the winding core material with an adhesive tape or the like, but depending on the thickness of the sheet itself and the thickness of the fixing adhesive tape, the winding core material of the winding roll There may be a step in the sheet in the vicinity. The presence of this level difference is that as the overall length of the sheet becomes longer, a load is generated from the sheet surface toward the center of the winding core material in the process of rotating the winding core material to wind up the long sheet. (So-called squeezing), the sheet may be deformed due to the step.
- squeezing the sheet may be deformed due to the step.
- the influence of the deformation is small, but in the case of a sheet that is easily deformed such as a metal foil, a base film with high rigidity is used. In the case of a used sheet or a printed matter, the sheet may be deformed due to the step. Although it depends on the thickness and rigidity of the sheet, deformation of the sheet over several tens to 100 m from the winding core reduces the yield of the sheet, lowers the product value, and makes it impossible to sell or use the sheet. . The deformation of the sheet is also a problem even in an adhesive sheet using a base film. In particular, in the pressure-sensitive adhesive sheet that requires precise control of the surface irregularities, the deformation of the sheet has a great influence on the yield reduction of the pressure-sensitive adhesive sheet.
- Patent Document 1 proposes a method of providing a step in the take-up core material itself in order to prevent the step of the sheet that occurs when the sheet is wound and reduce the deformation of the sheet.
- Patent Document 2 discloses a method of providing an elastic layer on the outer periphery of the winding core material to avoid or reduce the step at the attachment location.
- Patent Document 3 discloses a method of avoiding or reducing a step by providing a cover at a position where a sheet is attached to a winding core.
- the method of providing a step in the winding core material is inefficient from the viewpoint of production cost because it is necessary to prepare a large number of winding core materials having a step according to the thickness of the sheet.
- the method of installing the elastic layer on the winding core material is that when the length of the sheet becomes a long sheet of 100 m or more, the stress applied to the winding core material of the long sheet due to the presence of the elastic layer, and the long sheet is wound. It is difficult to appropriately control the stress generated at the portion in contact with the take-up roll, and wrinkles derived from the stress are generated on the sheet, which may reduce the yield.
- the method of providing a cover on the winding core material requires that the cover is made of metal and has a sharp end to reduce the level difference. There were safety issues such as people being easily injured.
- the present invention is excellent in worker safety, does not require step processing on the winding core, and does not require installation of an elastic layer or cover, and is derived from the above-described step of the sheet around the winding core. It aims at providing the winding roll which can suppress the deformation
- the winding roll of the present invention is a winding roll formed by winding a laminated sheet around a winding core material, and the laminated sheet includes an adhesive sheet and a relaxation layer laminated so as to be in contact with the adhesive sheet.
- the pressure-sensitive adhesive sheet comprises a base film and a pressure-sensitive adhesive layer, the peel force between the pressure-sensitive adhesive sheet and the relaxation layer is 0.02 to 2 N / 25 mm, and the compression rate of the relaxation layer is 1.5 to 15 %.
- the relaxation layer has a predetermined compressibility
- the relaxation layer and the pressure-sensitive adhesive sheet have an appropriate peeling force, thereby relieving the stress derived from the tightness applied to the pressure-sensitive adhesive sheet when winding the laminated sheet. it can.
- deformation of the laminated sheet can be made difficult to occur.
- the relaxation layer is in close contact with the pressure-sensitive adhesive sheet, the occurrence of deformation such as streaks or wrinkles can be suppressed.
- FIG. 1A is a schematic cross-sectional view showing an example of the laminated sheet of the present invention.
- FIG. 1B is a schematic cross-sectional view showing an example of the laminated sheet of the present invention.
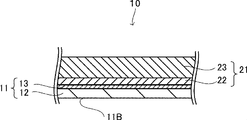
- FIG. 2 is a partially enlarged schematic view for explaining the winding roll of the present invention.
- FIG. 3 is a diagram showing a method for measuring the compression rate from the side.
- sheet In the present specification, “sheet”, “tape” and “film” are synonymous.
- the “cast adhesive tape” is an adhesive tape having only a pressure-sensitive adhesive layer without a base material or a core material.
- the same reference numerals are given to the same element members, and description of overlapping portions is omitted as appropriate.
- the winding roll of the present invention comprises a roll in which a laminated sheet described in detail below is wound around a winding core.
- 1A and 1B are schematic cross-sectional views showing an example of the laminated sheet of the present invention.
- the laminated sheet 10 includes at least a relaxing layer 11 and an adhesive sheet 21 laminated so as to be in contact with the relaxing layer 11.
- the 1A is a double-sided pressure-sensitive adhesive having a base film 23 that functions as a core, a first pressure-sensitive adhesive layer 22a, a second pressure-sensitive adhesive layer 22b, and a release layer 24 formed on the surface layer.
- the adhesive sheet 21 in FIG. 1B is a single-sided adhesive sheet in which an adhesive layer 22 is provided on one side (relaxation layer 11 side) of a base film 23 that functions as a base material.
- the pressure-sensitive adhesive sheet 21 is a target member that is wound around a winding core material.
- the pressure-sensitive adhesive sheet 21 can take various laminated structures according to applications and needs.
- a preferable embodiment includes a double-sided pressure-sensitive adhesive sheet (see FIG. 1A) in which a base film is used as a core material and adhesive layers are provided on both surfaces thereof.
- the pressure-sensitive adhesive sheet 12 is also suitable for uses such as a marking film and a pressure-sensitive adhesive sheet with an inkjet image receiving layer.
- the base film 23 used for the adhesive sheet 21 is a material that can be used as a base material or a core material.
- polyolefin resins such as polypropylene, polyethylene, polycycloolefin, and ethylene-vinyl acetate copolymer
- polyester resins such as polyethylene terephthalate and polyethylene naphthalate
- polyvinyl alcohol, triacetyl cellulose, polyvinyl chloride resin Polycarbonate resin, polynorbornene resin, polyarylate resin, acrylic resin, urethane resin, acrylic / urethane resin, polyphenylene sulfide resin, polystyrene resin, vinyl resin, polyamide resin, polyimide resin, etc.
- the base film 23 may be a laminate of a plurality of films or a foam.
- the thickness of the base film 23 is not particularly limited as long as it is a general thickness as an adhesive tape, but is preferably 2 ⁇ m to 500 ⁇ m, and more preferably 10 ⁇ m to 300 ⁇ m.
- the pressure-sensitive adhesive layer 22 (in the following description, the pressure-sensitive adhesive layer 22 includes the first pressure-sensitive adhesive layer 22a and the second pressure-sensitive adhesive layer 22b in FIG. 1A unless otherwise specified) is a pressure-sensitive adhesive that can be used as a pressure-sensitive adhesive tape. It is preferable to form from an agent. Specific examples include acrylic adhesives, urethane adhesives, rubber adhesives, silicone adhesives, and polyester adhesives.
- the thickness of the pressure-sensitive adhesive layer 22 is preferably 1 to 200 ⁇ m, and more preferably 5 to 100 ⁇ m.
- the release layer 24 plays a role of enhancing the peelability of the surface layer of the relaxation layer 11 and the surface layer of the pressure-sensitive adhesive sheet 21 when the laminated sheet 10 is wound around the winding core material.
- the release layer 24 is preferably a peelable film or a release resin layer.
- the thickness of the pressure-sensitive adhesive sheet 21 is not particularly limited as long as it can be wound with a winding core material, but is preferably 2 ⁇ m to 1 mm, more preferably 15 ⁇ m to 500 ⁇ m.
- the relaxation layer 11 has a function of relaxing deformation stress applied to the pressure-sensitive adhesive sheet 21 when the laminated sheet 10 is wound up and suppressing deformation of the pressure-sensitive adhesive sheet 21 while being in close contact with the pressure-sensitive adhesive sheet 21.
- the compression rate of the relaxation layer is in the range of 1.5 to 15%.
- a more preferable range of the compression rate of the relaxation layer 11 is 1.5 to 10%.
- 1A and 1B includes a two-layer laminate of a cushion layer 12 and a release layer 13.
- this is only an example, and if it satisfies the specific compression rate and an appropriate peeling force with the pressure-sensitive adhesive sheet, it can be constituted by a single layer or other layers can be further laminated.
- the thickness of the relaxation layer 11 is not particularly limited as long as the stress can be relieved and deformation of the sheet layer can be suppressed, but is preferably 10 to 500 ⁇ m, more preferably 20 to 300 ⁇ m. By setting the thickness to 10 to 500 ⁇ m, stress can be relaxed and deformation can be more effectively suppressed. Also. Since the thickness is appropriate, it is preferable from the viewpoint of cost.
- the compression rate of the relaxation layer of the present invention is a value determined by the following method. That is, the relaxation layer is cut into a disk shape having a diameter of 22.4 mm, and 10 samples are stacked to obtain a measurement sample. This measurement sample is allowed to stand in a constant temperature and humidity room at 23 ° C. for 24 hours or more. Thereafter, the thickness T1 of the measurement sample 1 minute after applying 300 g / cm 2 as the first load to the measurement sample is measured. Subsequently, 1500 g / cm 2 is added as a second load to the measurement sample continuously from the T1 measurement, and a total thickness of 1800 g / cm 2 is applied to measure the thickness T2 after 1 minute. And a compression rate is calculated
- Compression rate (%) (T1-T2) / T1 ⁇ 100
- Examples of materials for increasing the compression rate of the relaxation layer include paper, non-woven fabric, foam, elastic gel, and elastomer.
- Examples of the paper include glassine paper, high-quality paper, craft paper, art paper, coated paper, and synthetic paper.
- Examples of the foam include a polyethylene resin, a polypropylene resin, and a polyurethane resin.
- Examples of the non-woven fabric include papers made with pulp fibers, rayon fibers, hemp fibers, fibrous polyolefin resins, fibrous polyethylene terephthalate resins, and the like.
- Examples of the elastic gel include acrylic resins, urethane resins, and silicone resins.
- elastomer examples include natural rubber, styrene isoprene block copolymer, styrene butadiene block copolymer, acrylic rubber, silicone rubber, vinyl ether copolymer, and urethane rubber. Among these materials, paper is preferable.
- the relaxation layer 11 can be composed of the cushion layer 12 alone, but it is preferable to laminate the release layer 13. By laminating the release layer 13, the peel force from the pressure-sensitive adhesive sheet 21 can be made appropriate.
- the release layer 13 is preferably a peelable film or a release resin layer.
- the peelable film can be selected as follows depending on the adhesive strength of the adhesive sheet. For example, when the adhesive strength is high, a film (also referred to as a separator) having a surface subjected to a release treatment such as silicone treatment or fluorine treatment is preferable. On the other hand, when the adhesive strength is low, a film having no peeling treatment such as polyethylene or polyethylene terephthalate can be used.
- the release resin layer can be formed by directly applying a release agent such as a silicone treatment agent or a fluorine treatment agent to the relaxation layer without using a peelable film.
- the pressure-sensitive adhesive sheet 21 is a single-sided pressure-sensitive adhesive type as shown in FIG. 1B
- a release treatment such as silicone treatment or fluorine treatment
- the pressure-sensitive adhesive sheet 21 is a double-sided pressure-sensitive adhesive type as shown in FIG. 1A
- a film or paper also referred to as a separator
- a peeling treatment such as silicone treatment or fluorine treatment is laminated on the outer main surface of the relaxation layer 11. You can also.
- the second pressure-sensitive adhesive layer 22b is used as the outermost layer without providing the release layer 24, the pressure-sensitive adhesive sheet surface and the surface 11B of the relaxing layer 11 are in close contact with each other when the laminated sheet 10 is wound, In order to prevent an excessive peeling force when unwinding the sheet 10, the surface 11B of the relaxing layer 11 may be subjected to a peeling treatment such as silicone treatment or fluorine treatment.
- a peeling treatment such as silicone treatment or fluorine treatment.
- the method for adhering the peelable film to the relaxation layer 11 is not particularly limited, but a method using a known adhesive, double-sided adhesive tape or cast adhesive tape is preferred.
- the relaxation layer 11 an example in which a peelable film is used as the release layer 13 and paper is used as the cushion layer 12 can be given.
- the paper is preferably fine paper or kraft paper. Paper may expand and contract under the influence of humidity in the atmosphere. Therefore, when paper is used for the cushion layer, the expansion and contraction may cause wrinkles on the adhesive tape. Therefore, it is preferable to form a plastics resin layer on the paper from the viewpoint of effectively preventing the expansion and contraction.
- the peeling force is preferably 0.02 N / 25 mm or more.
- the upper limit of peeling force should just be a grade which an adhesive sheet does not deform
- the peeling force is more preferably 0.05 to 1.5 N / 25 mm.
- the thickness relationship between the pressure-sensitive adhesive sheet 21 and the relaxation layer 11 is preferably such that the thickness of the relaxation layer 21 does not extremely exceed the thickness of the pressure-sensitive adhesive sheet.
- the measurement of the peeling force is a sample obtained by cutting a laminated sheet into 25 mm width and 200 mm length. And after fixing the adhesive sheet side of this sample to the board
- the peel force is measured in an atmosphere of 23 ° C. and 50% humidity according to JIS-Z0237.
- the method for evaluating whether the pressure-sensitive adhesive sheet of the winding roll according to the present invention has been deformed is, for example, by cutting out the pressure-sensitive adhesive sheet every 1 m from the wound end of the winding core material, and behind the sample.
- the deformation of the pressure-sensitive adhesive sheet can be evaluated based on the length from the end of the portion where the sample has streaks or unevenness, using light as a light source from an installed light bulb or the like.
- the spots generated on the pressure-sensitive adhesive sheet may reduce the visibility and impair the merchantability.
- the visibility is evaluated by, for example, cutting a pressure-sensitive adhesive sheet at a position 90 m from the wound end of the winding core material, and using a laminated plate attached to an acrylic plate having a thickness of 2 mm as a sample, behind the sample. It is possible to evaluate whether or not spots are generated on the sample using light from a light bulb or the like installed in the light source.
- the winding core material of the present invention is not particularly limited, and examples thereof include a paper tube, a metal tube, and a plastic tube. In general, it is a long tube in a width method used in a winding device attached to a manufacturing device such as a printing machine, a coating machine, a molding machine, and a paper machine.
- the winding core is generally preferably about 1 to 40 cm in diameter.
- the lateral width of the winding core is not particularly limited as long as it can be installed in the winding device. Generally, it is about 2 mm to 6 m.
- the laminated sheet 10 can obtain a winding roll by winding the laminated sheet 10 while pressing the leading end against the winding core.
- FIG. 2 is a partially enlarged explanatory view of the winding roll of the present invention.
- the winding roll 30 has a configuration in which the laminated sheet 10 is wound around the winding core 31.
- the laminated sheet 10 is wound so that the relaxing layer 11 is on the lower side and the adhesive sheet 21 is on the upper side. Contrary to the example of FIG. 2, the adhesive sheet 21 of the laminated sheet may be on the lower side.
- Adhesive members include double-sided adhesive tape, cast adhesive tape, and single-sided adhesive tape.
- a 1st method the method of fixing the front-end
- the adhesive sheet 21 of the lamination sheet 10 can be made into the lower side, and the method of fixing the front-end
- the adhesive member is used, the step structure in FIG. 2 is increased by the thickness of the pressure-sensitive adhesive tape. However, by providing the relaxation layer 11, compression can be promoted in the thickness direction and the step can be reduced.
- the use of the relaxation layer 11 can suppress the above deformation and prevent the spots and the like from being visually recognized.
- the winding core material does not require a step, and an elastic layer and a cover are not required, so that the manufacturing process can be simplified. Moreover, it is excellent in worker safety. According to the present invention, it is possible to suppress the deformation of the pressure-sensitive adhesive sheet derived from the level difference by relaxing the level difference portion due to the level difference resulting from the beginning of winding the laminated sheet, thereby improving the yield of the pressure-sensitive adhesive sheet. It is particularly suitable for a winding roll for winding a long sheet.
- Example 1 An acrylic pressure-sensitive adhesive was applied to the non-peeling surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (51) having a dry thickness of 15 ⁇ m.
- a relaxation layer (a1) was obtained by laminating kraft paper (1) having a compression rate of 6.6% and a thickness of 75 ⁇ m as a cushion layer to the pressure-sensitive adhesive layer (51).
- the pressure-sensitive adhesive layer (61) having a dry thickness of 40 ⁇ m was formed by applying an acrylic pressure-sensitive adhesive to the release-treated surface of the obtained relaxation layer (a1) (the peel-treated surface of the peelable film (Y1)).
- the agent layer was bonded to a polyethylene terephthalate sheet (X1) having a length of 200 m, a width of 1000 mm, and a thickness of 100 ⁇ m.
- a polyethylene terephthalate sheet (X1) having a length of 200 m, a width of 1000 mm, and a thickness of 100 ⁇ m.
- an acrylic pressure-sensitive adhesive was applied to the peel-treated surface of the peelable film (Y1) having a length of 200 m to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 ⁇ m.
- the pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X1) to obtain a laminated sheet (b1).
- a polyethylene terephthalate film having a thickness of 5 ⁇ m is placed on a plastic tube made of acrylonitrile-butadiene-styrene (ABS) resin having a width of 1050 mm, an inner diameter of 76.5 mm, and an outer diameter of 92.5 mm, of 100 m of the obtained laminated sheet (b1).
- the winding sheet (c1) was obtained by winding while fixing the tip of the laminated sheet to the part where the double-sided pressure-sensitive adhesive tape having a pressure-sensitive adhesive layer having a thickness of 5 ⁇ m was attached as the core material.
- Table 2 shows the evaluation results regarding the peeling force between the pressure-sensitive adhesive sheet and the relaxation layer, the defective metric due to the winding core material step trace, and the unevenness of the entire surface.
- Example 2> Instead of kraft paper (1), kraft paper (2) having a compression rate of 3.6% and a total thickness of 95 ⁇ m in which polyethylene resin is laminated to a thickness of 30 ⁇ m on one side is used. A winding roll (c2) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (51) was formed on the surface.
- Example 3 A take-up roll (c3) was obtained in the same manner as in Example 2 except that a polyethylene terephthalate sheet (X2) having a thickness of 188 ⁇ m was used instead of polyethylene terephthalate (X1).
- Example 4> instead of the peelable film (Y1), the peelable film (Y2) was used, and instead of the kraft paper (2), a compression ratio of 3.1% with a polyethylene resin having a thickness of 30 ⁇ m laminated on one side, the total Using a kraft paper (3) with a thickness of 65 ⁇ m and performing the same procedure as in Example 3 except that the pressure-sensitive adhesive layer (51) was formed on the non-laminated surface of the polyethylene resin of (3), the winding roll (c4) Obtained.
- Example 5 A peelable film (Y2) is used instead of the peelable film (Y1), and a high quality paper (4) having a compression rate of 2.6% and a thickness of 88 ⁇ m is used instead of the kraft paper (1).
- a take-up roll (c5) was obtained in the same manner as in Example 1 except that.
- Example 6 A winding roll (c6) was obtained in the same manner as in Example 5 except that a polyethylene terephthalate sheet (X3) having a thickness of 50 ⁇ m was used instead of the polyethylene terephthalate (X1).
- Example 7 A peelable film (Y3) is used in place of the peelable film (Y1), a kraft paper (2) is used, and a polyethylene resin is laminated on both sides with a thickness of 30 ⁇ m, a length of 200 m, and a compression rate of 2 A take-up roll (c7) was obtained in the same manner as in Example 3 except that a 1% high-quality paper (5) having a total thickness of 95 ⁇ m was used.
- Example 8> instead of the peelable film (Y3), the peelable film (Y4) was used, and instead of the fine paper (5) laminated with polyethylene resin on both sides, the compression rate was 11.3% and the thickness was 37 ⁇ m.
- a take-up roll (c8) was obtained in the same manner as in Example 7 except that the Manila hemp fiber nonwoven fabric (6) was used.
- Example 9 In place of nonwoven fabric (6), winding is performed in the same manner as in Example 8 except that a fibrous polyethylene terephthalate resin fiber nonwoven fabric (7) having a compressibility of 11.1% and a thickness of 100 ⁇ m is used. A roll (c9) was obtained.
- Example 10 Example 1 except that instead of the kraft paper (1), a polyurethane resin foam (8) having a compression ratio of 9.5% and a thickness of 100 ⁇ m was used, and an adhesive layer (51) was formed.
- the winding roll (c10) was obtained by carrying out similarly to.
- Example 11 An example except that instead of the kraft paper (2), a polyurethane resin gel (9) having a compressibility of 12.4% and a total thickness of 100 ⁇ m was used, and an adhesive layer (51) was formed.
- the winding roll (c11) was obtained by carrying out similarly to 3.
- Example 12 On this pressure-sensitive adhesive layer (52), an acrylic pressure-sensitive adhesive was applied to the non-peeling surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (52) having a dry thickness of 80 ⁇ m. A polyethylene terephthalate sheet (X4) having a thickness of 6 ⁇ m was laminated to obtain a relaxation layer (a12) having a compression rate of 1.8% and a total thickness of 111 ⁇ m. A take-up roll (c12) was obtained in the same manner as in Example 3 except that the obtained relaxing layer (a12) was used.
- This pressure-sensitive adhesive layer (51) was formed by coating an acrylic pressure-sensitive adhesive on one side of a polyethylene terephthalate sheet (X5) having a thickness of 25 ⁇ m to form a pressure-sensitive adhesive layer (51) having a dry thickness of 15 ⁇ m.
- a relaxation layer (a13) was obtained by laminating with a high-quality paper (10) having a compression ratio of 2.2% and a total thickness of 130 ⁇ m each having a thickness of 30 ⁇ m laminated on both sides as a cushion layer.
- a polyethylene terephthalate sheet (X2) having a thickness of 188 ⁇ m was coated with an acrylic slightly tacky pressure-sensitive adhesive to form a pressure-sensitive adhesive layer (62) having a dry thickness of 15 ⁇ m, and was bonded to a relaxation layer (a13).
- an acrylic pressure-sensitive adhesive was applied to the release-treated surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 ⁇ m.
- a winding roll (c13) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X2) to obtain a laminated sheet (b13).
- Example 14> Instead of the fine paper (10), a high-quality paper (11) having a compression ratio of 2.4% and a total thickness of 180 ⁇ m each laminated with a polyethylene resin with a thickness of 30 ⁇ m was used, and a polyethylene terephthalate sheet ( Example 13 except that a polyethylene terephthalate sheet (X1) was used instead of X2), and an adhesive layer (72) having a dry thickness of 25 ⁇ m was formed instead of an adhesive layer (71) having a dry thickness of 40 ⁇ m.
- the winding roll (c14) was obtained by carrying out similarly to.
- Example 15 An acrylic slightly tacky adhesive was applied to a polyethylene terephthalate sheet (X2) to form a pressure-sensitive adhesive layer (62) having a dry thickness of 15 ⁇ m, and a polyethylene resin was laminated on both sides with a thickness of 30 ⁇ m.
- a relaxation layer (a15) was obtained by laminating with fine paper (10) having a compression rate of 2.2% and a total thickness of 130 ⁇ m.
- an acrylic pressure-sensitive adhesive was applied to the release-treated surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 ⁇ m.
- a winding roll (c15) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X2) to obtain a laminated sheet (b15).
- Example 16> A high-quality paper having a compression rate of 2.2% and a total thickness of 130 ⁇ m obtained by laminating polyethylene resin on both sides with a thickness of 30 ⁇ m instead of kraft paper (2), and peeling with a silicone resin on one side of the polyethylene resin layer A take-up roll (c16) was obtained in the same manner as in Example 3 except that (12) was used and the relaxation layer (a16) was used.
- a pressure-sensitive adhesive layer (53) having a dry thickness of 10 ⁇ m is formed by applying an acrylic pressure-sensitive adhesive on the non-peelable surface of the peelable film (Y1), and this pressure-sensitive adhesive layer (53) is formed on the pressure-sensitive adhesive layer (53).
- a relaxation layer (a17) was obtained by laminating a pulp fiber nonwoven fabric (14) having a compressibility of 10.9% and a total thickness of 32 ⁇ m instead of the nonwoven fabric (6) as a cushion layer.
- the winding roll (c17) was obtained by performing similarly to Example 8 except having used the 250-micrometer-thick polyethylene terephthalate sheet (X6) instead of the polyethylene terephthalate sheet (X2).
- ⁇ Comparative example 1> instead of the kraft paper (1), a biaxially stretched polypropylene resin sheet (15) having a compression rate of 1.3% and a thickness of 60 ⁇ m is used, and an adhesive layer (51) is formed on one side thereof.
- a take-up roll (c21) was obtained in the same manner as in Example 1 except that.
- Example 1 except that the release layer of the peelable film (Y1) was bonded to the surface of the pressure-sensitive adhesive layer (61) not in contact with the polyethylene terephthalate sheet (X1) without using the relaxation layer.
- the winding roll (c23) was obtained by carrying out similarly to.
- ⁇ Comparative example 4> It replaces with a peelable film (Y1), and it carries out similarly to the comparative example 1 except having used the peelable film (Y5) peel-treated with the alkyd resin on the one side of the 25-micrometer-thick polyethylene terephthalate sheet. A winding roll (c24) was obtained.
- ⁇ Peeling force> The laminated sheet was unwound from the obtained winding roll to prepare a sample having a width of 25 mm and a length of 100 mm.
- the relaxation layer of this sample was fixed to a double-sided tape on a stainless steel plate having a thickness of 2 mm, a width of 30 mm, and a length of 110 mm.
- the peeling force of the adhesive tape of the sample was measured at a peeling angle of 180 ° C. and a peeling speed of 300 mm.
- the peeling force was measured in an atmosphere of 23 ° C.-50% RH according to JISZ-0237.
- FIG. 3 shows a method for measuring the compression rate.
- a relaxation layer was cut into a disk shape having a diameter of 22.4 mm on the sample stage 9, and 10 of these were stacked and installed as a measurement sample 2.
- the first load 4 and the second load 5 are fixed to a cylinder 3 having a diameter of 5 mm by a fall prevention stopper provided on the cylinder 3, respectively.
- the first load 4 is a load restraint 6 and the second load 5 is prepared using a load restraint 7 in a state where no load is applied to the cylinder 3.
- the load restraint 6 is taken while the lower end of the cylinder 3 is in contact with the measurement sample 2, and the first load 4 is applied to the cylinder 3 (load: 300 g / cm 2 ).
- the thickness (T1) of the measurement sample after 1 minute is measured.
- the load restraint 7 is taken and the second load 5 is applied to the cylinder 3 (load: 1500 g / cm 2 ).
- the thickness (T2) of the measurement sample is measured.
- the measurement of T1 and T2 was obtained from the positional fluctuation 8 of the upper end of the cylinder 3 at each measurement time using the laser displacement meter 1 installed above the cylinder.
- the compression rate was determined by the following formula (1).
- Formula (1) Compression rate (%) (T1-T2) / T1 ⁇ 100
- ⁇ Yield> The laminated sheet is unwound from the obtained winding roll, and a 100 cm square laminated sheet is cut every 1 m from the wound end of the winding core material to obtain a sample.
- the relaxation layer is peeled off from this sample, and the length from the end where the deformation of the pressure-sensitive adhesive sheet can be visually confirmed is taken as the yield.
- the yield evaluation is better as the numerical value is smaller.
- ⁇ Visibility> The laminated sheet is unwound by 10 m from the obtained winding roll, and 100 cm square is cut out as a sample. Whether or not spots occur on the sample by peeling the relaxation layer from the sample and applying light from a light bulb installed behind the laminate to the laminate of 2 mm thick PMMA plate (acrylic plate) I evaluated.
- the evaluation criteria are as follows. ⁇ : No spots on the laminate. ⁇ : Slightly uneven on the laminate. X: There are spots on the laminate. Not practical.
- the winding roll of the present invention can be suitably used in the entire field using a winding roll in which an adhesive sheet is wound around a winding core.
- a winding roll obtained by winding a long sheet around a winding core.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
Abstract
Provided is a wound roll which is configured so as to improve the yield of an adhesive sheet by reducing the deformation of the adhesive sheet caused by the stepped portion of a laminated sheet, the stepped portion being located in the periphery of a winding core material.
This wound roll (30) is formed by winding a laminated sheet (10) around a winding core material (31). The laminated sheet (10) is provided with an adhesive sheet (21) and a relaxation layer (11) which is laminated so as to be in contact with the adhesive sheet (21). The adhesive sheet (21) is provided with a base film (23) and an adhesive agent layer (21). The peel force between the adhesive sheet (21) and the relaxation layer (11) is in the range of 0.02 to 2 N/25 mm, and the compression ratio of the relaxation layer (11) is in the range of 1.5 to 15%.
Description
本発明は、巻取り芯材に積層シートを巻き付けてなる巻取りロールに関する。
The present invention relates to a winding roll formed by winding a laminated sheet around a winding core material.
従来から、ラップフィルム等の基材フィルム、金属箔、紙、印刷物、粘着シート等のシートは、製造工程の最終段階で、長尺シートの末端を巻取り芯材に巻きつけてロール状に巻き取ることが一般的である。これらのシートは、末端部を粘着テープ等で巻取り芯材に固定してから巻取る場合が多いが、シート自体の厚みと、固定用粘着テープの厚みにより、巻取りロールの巻取り芯材付近でシートに段差が生じる場合がある。この段差の存在は、シートの全長が長くなるほど、巻取り芯材を回転させて長尺シートを巻き取っていく過程で、シート表面から巻取り芯材の中心方向に向けて荷重が生じることで(いわゆる、巻き絞まり)、シートに当該段差に起因する変形が生じる場合がある。
Conventionally, a base film such as a wrap film, a sheet of metal foil, paper, printed matter, an adhesive sheet, and the like are wound in a roll by winding the end of a long sheet around a winding core at the final stage of the manufacturing process. It is common to take. These sheets are often wound after the end portion is fixed to the winding core material with an adhesive tape or the like, but depending on the thickness of the sheet itself and the thickness of the fixing adhesive tape, the winding core material of the winding roll There may be a step in the sheet in the vicinity. The presence of this level difference is that as the overall length of the sheet becomes longer, a load is generated from the sheet surface toward the center of the winding core material in the process of rotating the winding core material to wind up the long sheet. (So-called squeezing), the sheet may be deformed due to the step.
ラップフィルムのように厚さが薄く、かつ変形が使用態様に影響しにくいシートの場合、変形の影響は少ないが、例えば金属箔のように変形しやすいシートの場合、剛性が高い基材フィルムを使用したシートの場合、或いは印刷物などの場合には、シートに前記段差に起因した変形が生じる場合がある。シートの厚さや剛性にもよるが、巻取り芯材から数十m~100m程度にわたり、シートに変形が生じることで、シートの歩留まりが低下し、商品価値が低下して販売や使用ができなくなる。シートの変形は、基材フィルムを使用した粘着シートにおいても問題になっている。特に表面の凹凸を精密に制御する必要がある粘着シートでは、シートの変形が粘着シートの歩留まり低下に大きな影響を与えていた。
In the case of a sheet that is thin like a wrap film and the deformation hardly affects the use mode, the influence of the deformation is small, but in the case of a sheet that is easily deformed such as a metal foil, a base film with high rigidity is used. In the case of a used sheet or a printed matter, the sheet may be deformed due to the step. Although it depends on the thickness and rigidity of the sheet, deformation of the sheet over several tens to 100 m from the winding core reduces the yield of the sheet, lowers the product value, and makes it impossible to sell or use the sheet. . The deformation of the sheet is also a problem even in an adhesive sheet using a base film. In particular, in the pressure-sensitive adhesive sheet that requires precise control of the surface irregularities, the deformation of the sheet has a great influence on the yield reduction of the pressure-sensitive adhesive sheet.
そこで、特許文献1では、シートを巻き取った際に生じるシートの段差を防止してシートの変形を軽減するために、巻取り芯材自体に段差を設ける方法が提案されている。
Therefore, Patent Document 1 proposes a method of providing a step in the take-up core material itself in order to prevent the step of the sheet that occurs when the sheet is wound and reduce the deformation of the sheet.
また、特許文献2では、巻取り芯材の外周に弾性層を設け、取り付け箇所の段差を回避、軽減させる方法が開示されている。
Further, Patent Document 2 discloses a method of providing an elastic layer on the outer periphery of the winding core material to avoid or reduce the step at the attachment location.
特許文献3では巻取り芯材へのシートの取り付け箇所にカバーを設けて段差を回避、軽減させる方法が開示されている。
Patent Document 3 discloses a method of avoiding or reducing a step by providing a cover at a position where a sheet is attached to a winding core.
しかし、巻取り芯材に段差を設ける方法は、シートの厚さに応じた段差を有する巻取り芯材を多数準備する必要があるため、生産コストの観点から効率が悪かった。
また、巻取り芯材に弾性層を設置する方法は、シートの全長が100m以上の長尺シートになると弾性層の存在により長尺シートの巻取り芯材にかける応力と、長尺シートが巻取りロールに接する箇所に生ずる応力を適切に制御することが難しく、シートに応力に由来する皺が発生し、歩留まりが低下する場合があった。
また、巻取り芯材にカバーを設ける方法は、繰り返し使用する必要性から、カバーの材質が金属製で、かつ段差を減らすために端部が鋭利な形状にする必要があり、カバーを取り扱う作業者がケガをしやすいなど安全性の問題があった。 However, the method of providing a step in the winding core material is inefficient from the viewpoint of production cost because it is necessary to prepare a large number of winding core materials having a step according to the thickness of the sheet.
In addition, the method of installing the elastic layer on the winding core material is that when the length of the sheet becomes a long sheet of 100 m or more, the stress applied to the winding core material of the long sheet due to the presence of the elastic layer, and the long sheet is wound. It is difficult to appropriately control the stress generated at the portion in contact with the take-up roll, and wrinkles derived from the stress are generated on the sheet, which may reduce the yield.
In addition, the method of providing a cover on the winding core material requires that the cover is made of metal and has a sharp end to reduce the level difference. There were safety issues such as people being easily injured.
また、巻取り芯材に弾性層を設置する方法は、シートの全長が100m以上の長尺シートになると弾性層の存在により長尺シートの巻取り芯材にかける応力と、長尺シートが巻取りロールに接する箇所に生ずる応力を適切に制御することが難しく、シートに応力に由来する皺が発生し、歩留まりが低下する場合があった。
また、巻取り芯材にカバーを設ける方法は、繰り返し使用する必要性から、カバーの材質が金属製で、かつ段差を減らすために端部が鋭利な形状にする必要があり、カバーを取り扱う作業者がケガをしやすいなど安全性の問題があった。 However, the method of providing a step in the winding core material is inefficient from the viewpoint of production cost because it is necessary to prepare a large number of winding core materials having a step according to the thickness of the sheet.
In addition, the method of installing the elastic layer on the winding core material is that when the length of the sheet becomes a long sheet of 100 m or more, the stress applied to the winding core material of the long sheet due to the presence of the elastic layer, and the long sheet is wound. It is difficult to appropriately control the stress generated at the portion in contact with the take-up roll, and wrinkles derived from the stress are generated on the sheet, which may reduce the yield.
In addition, the method of providing a cover on the winding core material requires that the cover is made of metal and has a sharp end to reduce the level difference. There were safety issues such as people being easily injured.
本発明は、作業者の安全性に優れ、巻取り芯材に段差加工を必要とせず、また弾性層やカバーの設置を要さずに、巻取り芯材周辺部のシートの前記段差に由来する変形を抑制し、粘着シートの歩留まりを向上できる巻取りロールの提供を目的とする。
The present invention is excellent in worker safety, does not require step processing on the winding core, and does not require installation of an elastic layer or cover, and is derived from the above-described step of the sheet around the winding core. It aims at providing the winding roll which can suppress the deformation | transformation to improve and can improve the yield of an adhesive sheet.
本発明の巻取りロールは、巻取り芯材に積層シートを巻き付けてなる巻取りロールであって、前記積層シートは、粘着シートと、前記粘着シートと接するように積層された緩和層を備える。前記粘着シートは、基材フィルムと粘着剤層とを備え、前記粘着シートと前記緩和層との剥離力が0.02~2N/25mmであり、前記緩和層の圧縮率が1.5~15%である。
The winding roll of the present invention is a winding roll formed by winding a laminated sheet around a winding core material, and the laminated sheet includes an adhesive sheet and a relaxation layer laminated so as to be in contact with the adhesive sheet. The pressure-sensitive adhesive sheet comprises a base film and a pressure-sensitive adhesive layer, the peel force between the pressure-sensitive adhesive sheet and the relaxation layer is 0.02 to 2 N / 25 mm, and the compression rate of the relaxation layer is 1.5 to 15 %.
本発明によれば、緩和層を所定の圧縮率とし、さらに緩和層と粘着シートを適切な剥離力とすることにより、積層シートを巻取る際に粘着シートに加わる巻き絞まりに由来する応力を緩和できる。その結果、積層シートの変形を生じ難くすることができる。さらに、緩和層が粘着シートに密着することで、筋またはシワ等の変形の発生を抑制できる。
According to the present invention, the relaxation layer has a predetermined compressibility, and the relaxation layer and the pressure-sensitive adhesive sheet have an appropriate peeling force, thereby relieving the stress derived from the tightness applied to the pressure-sensitive adhesive sheet when winding the laminated sheet. it can. As a result, deformation of the laminated sheet can be made difficult to occur. Furthermore, when the relaxation layer is in close contact with the pressure-sensitive adhesive sheet, the occurrence of deformation such as streaks or wrinkles can be suppressed.
また、作業者にとって安全性が優れ、巻取り芯材に段差加工を必要とせず、また弾性層やカバーの設置を要さずに、積層シートを巻き取ったときの積層シートの巻取り先端部の段差を緩和することができる。その結果、巻取り芯材周辺部のシートの段差に由来する変形を抑制し、粘着シートの歩留まり向上を実現する巻取りロールを提供できる。従って、全長の長い粘着シート(長尺シートという)に好適に適用できるという優れた効果を奏する。
Also, it is safe for the operator, does not require step processing on the winding core, and does not require installation of an elastic layer or cover, and the winding leading edge of the laminated sheet when the laminated sheet is wound up Can be alleviated. As a result, it is possible to provide a take-up roll that suppresses deformation due to the level difference of the sheet around the take-up core and realizes an improvement in the yield of the pressure-sensitive adhesive sheet. Therefore, there is an excellent effect that it can be suitably applied to an adhesive sheet having a long overall length (referred to as a long sheet).
本願明細書において、「シート」、「テープ」および「フィルム」は同義語である。また、「キャスト粘着テープ」は、基材または芯材が無く、粘着剤層のみで構成した粘着テープとする。また、以降において説明する図面において、同一要素部材には同一符号を付し、適宜、重複部分の説明を省略する。
In the present specification, “sheet”, “tape” and “film” are synonymous. The “cast adhesive tape” is an adhesive tape having only a pressure-sensitive adhesive layer without a base material or a core material. In the drawings described below, the same reference numerals are given to the same element members, and description of overlapping portions is omitted as appropriate.
本発明の巻取りロールは、以下に詳述する積層シートを巻取り芯材に巻き付けたロールからなる。図1Aおよび図1Bは、本発明の積層シートの一例を示す模式的断面図である。積層シート10は、緩和層11と、緩和層11と接するように積層された粘着シート21を少なくとも有する。
The winding roll of the present invention comprises a roll in which a laminated sheet described in detail below is wound around a winding core. 1A and 1B are schematic cross-sectional views showing an example of the laminated sheet of the present invention. The laminated sheet 10 includes at least a relaxing layer 11 and an adhesive sheet 21 laminated so as to be in contact with the relaxing layer 11.
図1Aの粘着シート21は、芯材として機能する基材フィルム23と、これを挟持する第1粘着剤層22a、第2粘着剤層22b、および表層に形成された剥離層24を有する両面粘着型のシートである。図1Bの粘着シート21は、基材として機能する基材フィルム23の片側(緩和層11側)に粘着剤層22が設けられた片面粘着型のシートである。粘着シート21は、巻取り芯材に巻き取る対象部材である。粘着シート21は、用途やニーズに応じて種々の積層構造を取ることが可能である。好ましい態様としては、芯材に基材フィルムを使用し、その両面に粘着剤層を備えた両面粘着型のシート(図1A参照)が挙げられる。粘着シート12は、マーキングフィルムやインクジェット受像層付き粘着シート等の用途にも好適である。
1A is a double-sided pressure-sensitive adhesive having a base film 23 that functions as a core, a first pressure-sensitive adhesive layer 22a, a second pressure-sensitive adhesive layer 22b, and a release layer 24 formed on the surface layer. A sheet of a mold. The adhesive sheet 21 in FIG. 1B is a single-sided adhesive sheet in which an adhesive layer 22 is provided on one side (relaxation layer 11 side) of a base film 23 that functions as a base material. The pressure-sensitive adhesive sheet 21 is a target member that is wound around a winding core material. The pressure-sensitive adhesive sheet 21 can take various laminated structures according to applications and needs. A preferable embodiment includes a double-sided pressure-sensitive adhesive sheet (see FIG. 1A) in which a base film is used as a core material and adhesive layers are provided on both surfaces thereof. The pressure-sensitive adhesive sheet 12 is also suitable for uses such as a marking film and a pressure-sensitive adhesive sheet with an inkjet image receiving layer.
粘着シート21に使用する基材フィルム23は、基材または芯材として使用できる素材である。具体的には、ポリプロピレン、ポリエチレン、ポリシクロオレフィン、エチレン-酢酸ビニル共重合体などのポリオレフィン系樹脂;ポリエチレンテレフタレート、ポリエチレンナフタレートなどのポリエステル系樹脂;ポリビニルアルコール、トリアセチルセルロース、ポリ塩化ビニル系樹脂、ポリカーボネート系樹脂、ポリノルボルネン系樹脂、ポリアリレート系樹脂、アクリル系樹脂、ウレタン系樹脂、アクリル/ウレタン系樹脂、ポリフェニレンサルファイド樹脂、ポリスチレン樹脂、ビニル系樹脂、ポリアミド系樹脂、ポリイミド系樹脂などの樹脂、並びにこれらの樹脂を複合化した樹脂が挙げられる。また、アルミ、銅、銀および金等の展性・延性がある金属ならびにその合金の金属箔も好適である。基材フィルム23は、複数のフィルムを積層してもよく、発泡体であってもよい。基材フィルム23の厚みは、粘着テープとして一般的な厚さであれば良く特に限定されないが、2μm~500μmが好ましく、10μm~300μmがより好ましい。
The base film 23 used for the adhesive sheet 21 is a material that can be used as a base material or a core material. Specifically, polyolefin resins such as polypropylene, polyethylene, polycycloolefin, and ethylene-vinyl acetate copolymer; polyester resins such as polyethylene terephthalate and polyethylene naphthalate; polyvinyl alcohol, triacetyl cellulose, polyvinyl chloride resin , Polycarbonate resin, polynorbornene resin, polyarylate resin, acrylic resin, urethane resin, acrylic / urethane resin, polyphenylene sulfide resin, polystyrene resin, vinyl resin, polyamide resin, polyimide resin, etc. , And resins obtained by combining these resins. Also suitable are malleable and ductile metals such as aluminum, copper, silver and gold and metal foils of alloys thereof. The base film 23 may be a laminate of a plurality of films or a foam. The thickness of the base film 23 is not particularly limited as long as it is a general thickness as an adhesive tape, but is preferably 2 μm to 500 μm, and more preferably 10 μm to 300 μm.
粘着剤層22(以降の説明において、粘着剤層22は、特に断りが無い場合においては図1Aの第1粘着剤層22a、第2粘着剤層22bも含む)は、粘着テープとして使用できる粘着剤から形成することが好ましい。具体的には、アクリル系粘着剤、ウレタン系粘着剤、ゴム系粘着剤、シリコーン系粘着剤、ポリエステル系粘着剤等が挙げられる。粘着剤層22の厚みは、1~200μmが好ましく、5~100μmがより好ましい。
The pressure-sensitive adhesive layer 22 (in the following description, the pressure-sensitive adhesive layer 22 includes the first pressure-sensitive adhesive layer 22a and the second pressure-sensitive adhesive layer 22b in FIG. 1A unless otherwise specified) is a pressure-sensitive adhesive that can be used as a pressure-sensitive adhesive tape. It is preferable to form from an agent. Specific examples include acrylic adhesives, urethane adhesives, rubber adhesives, silicone adhesives, and polyester adhesives. The thickness of the pressure-sensitive adhesive layer 22 is preferably 1 to 200 μm, and more preferably 5 to 100 μm.
剥離層24は、積層シート10を巻取り芯材に巻き取る際に、緩和層11の表層と粘着シート21の表層の剥離性を高める役割を担う。剥離層24は、剥離性フィルムまたは剥離樹脂層が好ましい。
The release layer 24 plays a role of enhancing the peelability of the surface layer of the relaxation layer 11 and the surface layer of the pressure-sensitive adhesive sheet 21 when the laminated sheet 10 is wound around the winding core material. The release layer 24 is preferably a peelable film or a release resin layer.
粘着シート21の厚みは、巻取り芯材で巻き取れる程度の厚さであれば良く特に限定されないが、2μm~1mmが好ましく、15μm~500μmがより好ましい。
The thickness of the pressure-sensitive adhesive sheet 21 is not particularly limited as long as it can be wound with a winding core material, but is preferably 2 μm to 1 mm, more preferably 15 μm to 500 μm.
緩和層11は、粘着シート21と密着しつつ、積層シート10を巻き取る時に粘着シート21にかかる変形応力を緩和し、粘着シート21の変形を抑制する機能を担う。この応力緩和のために、緩和層の圧縮率は、1.5~15%の範囲とする。緩和層11の圧縮率のより好ましい範囲は、1.5~10%である。緩和層の圧縮率を1.5~15%とすることにより、粘着シート21を巻取り芯材に巻き取る際にかかる応力を緩和できる。その結果、粘着シートに変形が生じにくくなり、積層シート10の歩留まりが向上する。粘着シート21と緩和層11との剥離力は、0.02~2N/25mmが好ましい。
The relaxation layer 11 has a function of relaxing deformation stress applied to the pressure-sensitive adhesive sheet 21 when the laminated sheet 10 is wound up and suppressing deformation of the pressure-sensitive adhesive sheet 21 while being in close contact with the pressure-sensitive adhesive sheet 21. In order to relieve the stress, the compression rate of the relaxation layer is in the range of 1.5 to 15%. A more preferable range of the compression rate of the relaxation layer 11 is 1.5 to 10%. By setting the compression rate of the relaxation layer to 1.5 to 15%, the stress applied when the pressure-sensitive adhesive sheet 21 is wound around the winding core can be relaxed. As a result, the adhesive sheet is hardly deformed, and the yield of the laminated sheet 10 is improved. The peel strength between the pressure-sensitive adhesive sheet 21 and the relaxing layer 11 is preferably 0.02 to 2 N / 25 mm.
図1Aおよび図1Bの緩和層11は、クッション層12と剥離層13の2層の積層体からなる。但し、これは一例であり、上記特定の圧縮率および粘着シートとの適切な剥離力を満たしていれば、単層のみにより構成したり、他の層をさらに積層することも可能である。
1A and 1B includes a two-layer laminate of a cushion layer 12 and a release layer 13. However, this is only an example, and if it satisfies the specific compression rate and an appropriate peeling force with the pressure-sensitive adhesive sheet, it can be constituted by a single layer or other layers can be further laminated.
緩和層11の厚さは、応力緩和が可能でシート層の変形を抑制できればよく、特に限定されないが、10~500μmが好ましく、20~300μmがより好ましい。厚さを10~500μmとすることで、応力を緩和して、変形をより効果的に抑制できる。また。適切な厚さであるためコスト面からも好ましい。
The thickness of the relaxation layer 11 is not particularly limited as long as the stress can be relieved and deformation of the sheet layer can be suppressed, but is preferably 10 to 500 μm, more preferably 20 to 300 μm. By setting the thickness to 10 to 500 μm, stress can be relaxed and deformation can be more effectively suppressed. Also. Since the thickness is appropriate, it is preferable from the viewpoint of cost.
本発明の緩和層の圧縮率は、以下の方法により求めた値とする。
即ち、緩和層を直径22.4mmの円盤状に切り出し、これを10枚重ねることで測定試料とする。この測定試料を23℃50%恒温恒湿室に24時間以上静置する。その後、測定試料に第1荷重として300g/cm2をかけてから1分後の測定試料の厚さT1を計測する。次いでT1計測から連続してこの測定試料に第2荷重として1500g/cm2を追加して合計1800g/cm2をかけて1分後の厚さT2を計測する。そして、下記数式(1)より圧縮率を求める。
数式(1) 圧縮率(%)=(T1-T2)/T1×100 The compression rate of the relaxation layer of the present invention is a value determined by the following method.
That is, the relaxation layer is cut into a disk shape having a diameter of 22.4 mm, and 10 samples are stacked to obtain a measurement sample. This measurement sample is allowed to stand in a constant temperature and humidity room at 23 ° C. for 24 hours or more. Thereafter, the thickness T1 of themeasurement sample 1 minute after applying 300 g / cm 2 as the first load to the measurement sample is measured. Subsequently, 1500 g / cm 2 is added as a second load to the measurement sample continuously from the T1 measurement, and a total thickness of 1800 g / cm 2 is applied to measure the thickness T2 after 1 minute. And a compression rate is calculated | required from following Numerical formula (1).
Formula (1) Compression rate (%) = (T1-T2) / T1 × 100
即ち、緩和層を直径22.4mmの円盤状に切り出し、これを10枚重ねることで測定試料とする。この測定試料を23℃50%恒温恒湿室に24時間以上静置する。その後、測定試料に第1荷重として300g/cm2をかけてから1分後の測定試料の厚さT1を計測する。次いでT1計測から連続してこの測定試料に第2荷重として1500g/cm2を追加して合計1800g/cm2をかけて1分後の厚さT2を計測する。そして、下記数式(1)より圧縮率を求める。
数式(1) 圧縮率(%)=(T1-T2)/T1×100 The compression rate of the relaxation layer of the present invention is a value determined by the following method.
That is, the relaxation layer is cut into a disk shape having a diameter of 22.4 mm, and 10 samples are stacked to obtain a measurement sample. This measurement sample is allowed to stand in a constant temperature and humidity room at 23 ° C. for 24 hours or more. Thereafter, the thickness T1 of the
Formula (1) Compression rate (%) = (T1-T2) / T1 × 100
緩和層の圧縮率を高めるための素材として、例えば紙、不織布、発泡体、弾性ゲル、エラストマーが例示できる。前記紙は、例えばグラシン紙、上質紙、クラフト紙、アート紙、コート紙、合成紙等が挙げられる。前記発泡体は、例えばポリエチレン系樹脂、ポリプロピレン系樹脂、ポリウレタン系樹脂等が挙げられる。前記不織布は、例えばパルプ繊維、レーヨン繊維、麻繊維、繊維状ポリオレフィン系樹脂、繊維状ポリエチレンテレフタレート系樹脂等によって抄紙されたものが挙げられる。前記弾性ゲルは、例えばアクリル系樹脂、ウレタン系樹脂、シリコーン系樹脂等が挙げられる。前記エラストマーは、例えば天然ゴム、スチレンイソプレンブロック共重合体、スチレンブタジエンブロック共重合体、アクリルゴム、シリコーンゴム、ビニルエーテル共重合体、ウレタンゴム等が挙げられる。これらの素材のなかでも紙が好ましい。
Examples of materials for increasing the compression rate of the relaxation layer include paper, non-woven fabric, foam, elastic gel, and elastomer. Examples of the paper include glassine paper, high-quality paper, craft paper, art paper, coated paper, and synthetic paper. Examples of the foam include a polyethylene resin, a polypropylene resin, and a polyurethane resin. Examples of the non-woven fabric include papers made with pulp fibers, rayon fibers, hemp fibers, fibrous polyolefin resins, fibrous polyethylene terephthalate resins, and the like. Examples of the elastic gel include acrylic resins, urethane resins, and silicone resins. Examples of the elastomer include natural rubber, styrene isoprene block copolymer, styrene butadiene block copolymer, acrylic rubber, silicone rubber, vinyl ether copolymer, and urethane rubber. Among these materials, paper is preferable.
緩和層11は、クッション層12のみにより構成することもできるが、剥離層13を積層することが好ましい。剥離層13を積層することにより、粘着シート21との剥離力を適切にすることができる。
The relaxation layer 11 can be composed of the cushion layer 12 alone, but it is preferable to laminate the release layer 13. By laminating the release layer 13, the peel force from the pressure-sensitive adhesive sheet 21 can be made appropriate.
剥離層13は、剥離性フィルムまたは剥離樹脂層が好ましい。剥離性フィルムは、粘着シートの粘着力により以下の通りに選択できる。例えば粘着力が高い場合は、表面にシリコーン処理、フッ素処理等の剥離処理が施されたフィルム(セパレーターともいう)が好ましい。一方、粘着力が低い場合は、ポリエチレンやポリエチレンテレフタレートなどの剥離処理が無いフィルムを使用できる。剥離樹脂層は、剥離性フィルムを使用せずに、シリコーン処理剤やフッ素処理剤等の剥離剤を緩和層に直接塗工することで形成できる。
The release layer 13 is preferably a peelable film or a release resin layer. The peelable film can be selected as follows depending on the adhesive strength of the adhesive sheet. For example, when the adhesive strength is high, a film (also referred to as a separator) having a surface subjected to a release treatment such as silicone treatment or fluorine treatment is preferable. On the other hand, when the adhesive strength is low, a film having no peeling treatment such as polyethylene or polyethylene terephthalate can be used. The release resin layer can be formed by directly applying a release agent such as a silicone treatment agent or a fluorine treatment agent to the relaxation layer without using a peelable film.
粘着シート21が、図1Bに示すような片面粘着型の場合、粘着剤層22と接する剥離層13の表面に、シリコーン処理、フッ素処理等の剥離処理を施すことが好ましい。また、粘着シート21が図1Aに示すような両面粘着型の場合、緩和層11の外側主面に、シリコーン処理、フッ素処理等の剥離処理を施したフィルムや紙(セパレーターともいう)を積層することもできる。また、剥離層24を設けずに第2粘着剤層22bを最表層とする場合には、粘着シート表面と緩和層11の表面11Bとが、積層シート10を巻き取る際に密着して、積層シート10を巻き出すときの剥離力が過剰になることを防止するために、緩和層11の表面11Bにシリコーン処理、フッ素処理等の剥離処理を施してもよい。
In the case where the pressure-sensitive adhesive sheet 21 is a single-sided pressure-sensitive adhesive type as shown in FIG. 1B, it is preferable to perform a release treatment such as silicone treatment or fluorine treatment on the surface of the release layer 13 in contact with the pressure-sensitive adhesive layer 22. When the pressure-sensitive adhesive sheet 21 is a double-sided pressure-sensitive adhesive type as shown in FIG. 1A, a film or paper (also referred to as a separator) subjected to a peeling treatment such as silicone treatment or fluorine treatment is laminated on the outer main surface of the relaxation layer 11. You can also. Further, when the second pressure-sensitive adhesive layer 22b is used as the outermost layer without providing the release layer 24, the pressure-sensitive adhesive sheet surface and the surface 11B of the relaxing layer 11 are in close contact with each other when the laminated sheet 10 is wound, In order to prevent an excessive peeling force when unwinding the sheet 10, the surface 11B of the relaxing layer 11 may be subjected to a peeling treatment such as silicone treatment or fluorine treatment.
前記剥離性フィルムを緩和層11に接着する方法は特に限定されないが、公知の接着剤、両面粘着テープまたはキャスト粘着テープを使用する方法が好ましい。
The method for adhering the peelable film to the relaxation layer 11 is not particularly limited, but a method using a known adhesive, double-sided adhesive tape or cast adhesive tape is preferred.
緩和層11のより好ましい態様として、剥離層13として剥離性フィルムを、クッション層12として紙を使用する例が挙げられる。前記紙は、上質紙またはクラフト紙が好ましい。紙は雰囲気中の湿度の影響により伸縮する場合がある。そのためクッション層に紙を使用する場合、この伸縮により粘着テープに皺が生じることがあるため、伸縮を効果的に防止する観点から、紙にプラスチックスの樹脂層を形成することが好ましい。
As a more preferable embodiment of the relaxation layer 11, an example in which a peelable film is used as the release layer 13 and paper is used as the cushion layer 12 can be given. The paper is preferably fine paper or kraft paper. Paper may expand and contract under the influence of humidity in the atmosphere. Therefore, when paper is used for the cushion layer, the expansion and contraction may cause wrinkles on the adhesive tape. Therefore, it is preferable to form a plastics resin layer on the paper from the viewpoint of effectively preventing the expansion and contraction.
積層シート10は、巻取り芯材に巻き取るために、粘着シート21と緩和層11が、自然に剥離しない程度以上の密着性が必要である。具体的に剥離力は、0.02N/25mm以上であることが好ましい。剥離力の上限は粘着シートが変形しない程度であればよい。そこで剥離力は2N/25mm以下が好ましい。なお剥離力は0.05~1.5N/25mmがより好ましい。剥離力が0.02~2N/25mmであることで、粘着シートを巻取るときに応力が加わったときにも、粘着シートに皺が入りにくく、かつ緩和層を剥がすときに粘着シートに剥離ダメージを与え難い。以上のように緩和層は、いわゆる合紙、または単なる剥離性シートとは異なる。
Since the laminated sheet 10 is wound around the winding core material, the adhesive sheet 21 and the relaxing layer 11 need to have an adhesiveness higher than that which does not naturally peel off. Specifically, the peeling force is preferably 0.02 N / 25 mm or more. The upper limit of peeling force should just be a grade which an adhesive sheet does not deform | transform. Therefore, the peeling force is preferably 2 N / 25 mm or less. The peeling force is more preferably 0.05 to 1.5 N / 25 mm. When the peeling force is 0.02 to 2 N / 25 mm, even when stress is applied when winding the pressure sensitive adhesive sheet, it is difficult for wrinkles to enter the pressure sensitive adhesive sheet, and the pressure sensitive adhesive sheet is peeled off when the relaxation layer is peeled off. Is hard to give. As described above, the relaxation layer is different from a so-called slip sheet or a simple peelable sheet.
また、粘着シート21と緩和層11との厚さの関係は、緩和層21の厚みが極端に粘着シート厚みを上回らないことが好ましい。粘着シート21の厚さ(A)と緩和層11の厚さ(B)は、(A)/(B)=0.5~10が好ましく、1~5がより好ましい。
Further, the thickness relationship between the pressure-sensitive adhesive sheet 21 and the relaxation layer 11 is preferably such that the thickness of the relaxation layer 21 does not extremely exceed the thickness of the pressure-sensitive adhesive sheet. The thickness (A) of the pressure-sensitive adhesive sheet 21 and the thickness (B) of the relaxation layer 11 are preferably (A) / (B) = 0.5 to 10, more preferably 1 to 5.
前記剥離力の測定は、積層シートを25mm幅、200mm長さに切り出しして試料とする。そして、この試料の粘着シート側を変形しにくい板材、例えばアルミニウム板に両面粘着テープで固定した上で、緩和層11を剥離速度300mm/min、剥離角180°で剥離することにより行う。なお剥離力は、JIS-Z0237に準拠して温度23℃、湿度50%RH雰囲気下で測定する。
The measurement of the peeling force is a sample obtained by cutting a laminated sheet into 25 mm width and 200 mm length. And after fixing the adhesive sheet side of this sample to the board | plate material which is hard to deform | transform, for example, an aluminum plate with a double-sided adhesive tape, it peels by the relaxation layer 11 with a peeling speed of 300 mm / min and a peeling angle of 180 degrees. The peel force is measured in an atmosphere of 23 ° C. and 50% humidity according to JIS-Z0237.
本発明の巻取りロールの粘着シートに変形が生じたか否かを評価する方法は、例えば、巻取り芯材の巻き付けた端部から1m毎に粘着シートを切り取って試料とし、その試料の背後に設置した電球等からに光を光源として、試料に筋やムラが生じた箇所の端部からの長さにより粘着シートの変形を評価することができる。
The method for evaluating whether the pressure-sensitive adhesive sheet of the winding roll according to the present invention has been deformed is, for example, by cutting out the pressure-sensitive adhesive sheet every 1 m from the wound end of the winding core material, and behind the sample. The deformation of the pressure-sensitive adhesive sheet can be evaluated based on the length from the end of the portion where the sample has streaks or unevenness, using light as a light source from an installed light bulb or the like.
本発明の巻取りロールの粘着シートを例えば、内部に光源を設置した光透過看板に使用する場合は、粘着シートに生じた斑がその視認性を低下させ、商品性を損なう可能性がある。この視認性を評価する方法は、例えば、巻取り芯材の巻き付けた端部から90mの位置で粘着シートを切り取り、厚さ2mmのアクリル板に貼り付けた積層板を試料として、その試料の背後に設置した電球等からの光を光源として、試料に斑が生じているか否かで評価することができる。
When the pressure-sensitive adhesive sheet of the winding roll of the present invention is used for, for example, a light-transmitting signboard having a light source installed therein, the spots generated on the pressure-sensitive adhesive sheet may reduce the visibility and impair the merchantability. For example, the visibility is evaluated by, for example, cutting a pressure-sensitive adhesive sheet at a position 90 m from the wound end of the winding core material, and using a laminated plate attached to an acrylic plate having a thickness of 2 mm as a sample, behind the sample. It is possible to evaluate whether or not spots are generated on the sample using light from a light bulb or the like installed in the light source.
本発明の巻取り芯材は特に限定されないが、例えば紙管、金属管、プラスチック管が例示できる。一般に印刷機、塗工機、成形機、抄しゃ機等の製造装置に付随する巻取り装置で使用される横幅方法に長い管である。前記巻取り芯材は、一般的に直径1~40cm程度が好ましい。また巻取り芯材の横幅は、巻取り装置に設置できる幅であればよく特に限定されない。一般的には2mm~6m程度である。
The winding core material of the present invention is not particularly limited, and examples thereof include a paper tube, a metal tube, and a plastic tube. In general, it is a long tube in a width method used in a winding device attached to a manufacturing device such as a printing machine, a coating machine, a molding machine, and a paper machine. The winding core is generally preferably about 1 to 40 cm in diameter. Further, the lateral width of the winding core is not particularly limited as long as it can be installed in the winding device. Generally, it is about 2 mm to 6 m.
積層シート10は、その先端部を巻取り芯材に押し当てつつ巻き取ることで、巻取りロールを得ることができる。図2に、本発明の巻取りロールの部分拡大説明図を示す。巻取りロール30は、巻取り芯31に積層シート10が巻き付けられた構成を成す。積層シート10は、緩和層11を下側に、粘着シート21を上側になるように巻き付けている。図2の例とは反対に、積層シートの粘着シート21を下側にしてもよい。
The laminated sheet 10 can obtain a winding roll by winding the laminated sheet 10 while pressing the leading end against the winding core. FIG. 2 is a partially enlarged explanatory view of the winding roll of the present invention. The winding roll 30 has a configuration in which the laminated sheet 10 is wound around the winding core 31. The laminated sheet 10 is wound so that the relaxing layer 11 is on the lower side and the adhesive sheet 21 is on the upper side. Contrary to the example of FIG. 2, the adhesive sheet 21 of the laminated sheet may be on the lower side.
従来、粘着シートを巻取り芯材に巻き取る際に段差部分により、基材フィルムおよび粘着剤層が変形し、粘着シートの歩留まりが低下するという問題があった。しかしながら、本発明の積層シートによれば、図2に示すように、積層シート10の巻き始めの先端部分に積層シート10を巻き重ねることによって生じる段差部分を、厚み方向において圧縮が可能な緩和層11を設けることによって縮小している。その結果、粘着シートの変形を最小限に抑制できる。
Conventionally, when the pressure-sensitive adhesive sheet is wound around the winding core, there is a problem that the base film and the pressure-sensitive adhesive layer are deformed due to the step portion and the yield of the pressure-sensitive adhesive sheet is lowered. However, according to the laminated sheet of the present invention, as shown in FIG. 2, a relief layer capable of compressing in the thickness direction the stepped portion produced by winding the laminated sheet 10 around the leading end portion of the laminated sheet 10. 11 is reduced. As a result, deformation of the pressure-sensitive adhesive sheet can be minimized.
積層シート10の別の巻取り方法として、積層シート10の先端部を、接着性部材を使用して巻取り芯材に固定して巻き取る方法も例示できる。接着性部材には両面粘着テープ、キャスト粘着テープ、片面粘着テープがある。第1の方法として、積層シート10の緩和層11B面の先端部を、両面粘着テープを使用して巻取り芯材に固定する方法が例示できる。また、第2の方法として、積層シート10の粘着シート21を下側にし、その先端部を、粘着テープを使用して巻取り芯材と固定する方法が例示できる。接着性部材を使用する場合、図2の段差構造が粘着テープの厚み分だけ大きくなるが、緩和層11を設けることによって、厚み方向において圧縮を促し、段差を縮小することができる。
As another winding method of the laminated sheet 10, a method of fixing and winding the tip of the laminated sheet 10 to the winding core material using an adhesive member can be exemplified. Adhesive members include double-sided adhesive tape, cast adhesive tape, and single-sided adhesive tape. As a 1st method, the method of fixing the front-end | tip part of the relaxation layer 11B surface of the lamination sheet 10 to a winding core material using a double-sided adhesive tape can be illustrated. Moreover, as a 2nd method, the adhesive sheet 21 of the lamination sheet 10 can be made into the lower side, and the method of fixing the front-end | tip part with a winding core material using an adhesive tape can be illustrated. When the adhesive member is used, the step structure in FIG. 2 is increased by the thickness of the pressure-sensitive adhesive tape. However, by providing the relaxation layer 11, compression can be promoted in the thickness direction and the step can be reduced.
また、従来、マーキングフィルムやインクジェット受像層付き粘着シートの用途に用いる場合、例えば内部に光源を設置した光透過型看板に使用した場合、斑(uneven)が生じることがあった。当該斑があると、内部の光により斑が明確に視認できるため、美観が重要なこれら用途では商品価値が損なわれてしまうという問題があった。しかしながら、本発明の積層シートによれば、緩和層11を用いることにより上記変形を抑制して斑等が視認されるのを抑制できる。
Conventionally, when used for a marking film or an adhesive sheet with an inkjet image-receiving layer, for example, when used for a light-transmitting signboard with a light source installed therein, unevens may occur. If the spots are present, the spots can be clearly visually recognized by the internal light, so that there is a problem that the commercial value is impaired in these uses where aesthetics are important. However, according to the laminated sheet of the present invention, the use of the relaxation layer 11 can suppress the above deformation and prevent the spots and the like from being visually recognized.
また、本発明の巻取りロールによれば、巻取り芯材に段差加工を必要とせず、弾性層やカバーの設置を要さないので、製造工程の簡便化を図ることができる。また、作業者の安全性に優れる。本発明によれば、積層シートの巻取りはじめに由来する段差に起因する段差部分を緩和層により緩和することで、段差に由来する粘着シートの変形を抑制し、粘着シートの歩留まりを向上できるので、長尺シートを巻き取る巻取りロールにおいて特に好適である。
Further, according to the winding roll of the present invention, the winding core material does not require a step, and an elastic layer and a cover are not required, so that the manufacturing process can be simplified. Moreover, it is excellent in worker safety. According to the present invention, it is possible to suppress the deformation of the pressure-sensitive adhesive sheet derived from the level difference by relaxing the level difference portion due to the level difference resulting from the beginning of winding the laminated sheet, thereby improving the yield of the pressure-sensitive adhesive sheet. It is particularly suitable for a winding roll for winding a long sheet.
なお、上記実施形態は、本発明の一形態であり、本発明の趣旨に合致する限り、他の実施形態も本発明の範疇に含まれる。
≪実施例≫ In addition, the said embodiment is one form of this invention, and as long as it agree | coincides with the meaning of this invention, other embodiment is also contained in the category of this invention.
<< Example >>
≪実施例≫ In addition, the said embodiment is one form of this invention, and as long as it agree | coincides with the meaning of this invention, other embodiment is also contained in the category of this invention.
<< Example >>
以下、実施例により、本発明をさらに詳細に説明するが、本発明はこれらにより何ら限定されるものではない。なお実施例は、全て、長さ100m、幅1000mmの積層シートが巻き取られた巻取りロールが得られるように行った。
また、剥離性フィルムとして厚さ25μmのポリエチレンテレフタレートシートの片側に剥離力が異なるシリコーン樹脂で剥離処理した剥離性フィルムを用意した(Y1(軽剥離力)、Y2(中軽剥離力)、Y3(中剥離力)、Y4(重剥離力))。 EXAMPLES Hereinafter, although an Example demonstrates this invention further in detail, this invention is not limited at all by these. In all of the examples, a winding roll in which a laminated sheet having a length of 100 m and a width of 1000 mm was wound was obtained.
Moreover, the peelable film which peel-processed with the silicone resin from which peeling force differs in one side of the 25-micrometer-thick polyethylene terephthalate sheet as a peelable film was prepared (Y1 (light peeling force), Y2 (medium light peeling force), Y3 ( Medium peel force), Y4 (heavy peel force)).
また、剥離性フィルムとして厚さ25μmのポリエチレンテレフタレートシートの片側に剥離力が異なるシリコーン樹脂で剥離処理した剥離性フィルムを用意した(Y1(軽剥離力)、Y2(中軽剥離力)、Y3(中剥離力)、Y4(重剥離力))。 EXAMPLES Hereinafter, although an Example demonstrates this invention further in detail, this invention is not limited at all by these. In all of the examples, a winding roll in which a laminated sheet having a length of 100 m and a width of 1000 mm was wound was obtained.
Moreover, the peelable film which peel-processed with the silicone resin from which peeling force differs in one side of the 25-micrometer-thick polyethylene terephthalate sheet as a peelable film was prepared (Y1 (light peeling force), Y2 (medium light peeling force), Y3 ( Medium peel force), Y4 (heavy peel force)).
<実施例1>剥離性フィルム(Y1)の剥離処理非形成面にアクリル系粘着剤を塗工して乾燥厚さ15μmの粘着剤層(51)を形成した。この粘着剤層(51)にクッション層として圧縮率6.6%、厚さ75μmのクラフト紙(1)を貼り合せることで緩和層(a1)を得た。
得られた緩和層(a1)の剥離処理面(剥離性フィルム(Y1)の剥離処理面にアクリル系粘着剤を塗工して乾燥厚さ40μmの粘着剤層(61)を形成した。この粘着剤層に長さ200m、幅1000mm、厚さ100μmのポリエチレンテレフタレートシート(X1)に貼合せた。
別途、長さ200mの前記剥離性フィルム(Y1)の剥離処理面にアクリル系粘着剤を塗工して乾燥厚さ40μmの粘着剤層(71)を形成した。この粘着剤層(71)を前記ポリエチレンテレフタレートシート(X1)に貼り合わせることで、積層シート(b1)を得た。
得られた積層シート(b1)のうち100mを、横幅1050mm、内径76.5mm、外径92.5mmのアクリロニトリル・ブタジエン・スチレン(ABS)樹脂製のプラスチック管に、厚さ5μmのポリエチレンテレフタレートフィルムを芯材として厚さ5μmの粘着剤層を有する両面粘着テープを貼り付けた部分に、当該積層シートの先端部を固定しつつ巻取り、巻取りロール(c1)を得た。
粘着シートと緩和層との剥離力、巻取り芯材段差跡による不良メートル数、および面全体のムラに関する評価結果を表2に示した。 <Example 1> An acrylic pressure-sensitive adhesive was applied to the non-peeling surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (51) having a dry thickness of 15 μm. A relaxation layer (a1) was obtained by laminating kraft paper (1) having a compression rate of 6.6% and a thickness of 75 μm as a cushion layer to the pressure-sensitive adhesive layer (51).
The pressure-sensitive adhesive layer (61) having a dry thickness of 40 μm was formed by applying an acrylic pressure-sensitive adhesive to the release-treated surface of the obtained relaxation layer (a1) (the peel-treated surface of the peelable film (Y1)). The agent layer was bonded to a polyethylene terephthalate sheet (X1) having a length of 200 m, a width of 1000 mm, and a thickness of 100 μm.
Separately, an acrylic pressure-sensitive adhesive was applied to the peel-treated surface of the peelable film (Y1) having a length of 200 m to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 μm. The pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X1) to obtain a laminated sheet (b1).
A polyethylene terephthalate film having a thickness of 5 μm is placed on a plastic tube made of acrylonitrile-butadiene-styrene (ABS) resin having a width of 1050 mm, an inner diameter of 76.5 mm, and an outer diameter of 92.5 mm, of 100 m of the obtained laminated sheet (b1). The winding sheet (c1) was obtained by winding while fixing the tip of the laminated sheet to the part where the double-sided pressure-sensitive adhesive tape having a pressure-sensitive adhesive layer having a thickness of 5 μm was attached as the core material.
Table 2 shows the evaluation results regarding the peeling force between the pressure-sensitive adhesive sheet and the relaxation layer, the defective metric due to the winding core material step trace, and the unevenness of the entire surface.
得られた緩和層(a1)の剥離処理面(剥離性フィルム(Y1)の剥離処理面にアクリル系粘着剤を塗工して乾燥厚さ40μmの粘着剤層(61)を形成した。この粘着剤層に長さ200m、幅1000mm、厚さ100μmのポリエチレンテレフタレートシート(X1)に貼合せた。
別途、長さ200mの前記剥離性フィルム(Y1)の剥離処理面にアクリル系粘着剤を塗工して乾燥厚さ40μmの粘着剤層(71)を形成した。この粘着剤層(71)を前記ポリエチレンテレフタレートシート(X1)に貼り合わせることで、積層シート(b1)を得た。
得られた積層シート(b1)のうち100mを、横幅1050mm、内径76.5mm、外径92.5mmのアクリロニトリル・ブタジエン・スチレン(ABS)樹脂製のプラスチック管に、厚さ5μmのポリエチレンテレフタレートフィルムを芯材として厚さ5μmの粘着剤層を有する両面粘着テープを貼り付けた部分に、当該積層シートの先端部を固定しつつ巻取り、巻取りロール(c1)を得た。
粘着シートと緩和層との剥離力、巻取り芯材段差跡による不良メートル数、および面全体のムラに関する評価結果を表2に示した。 <Example 1> An acrylic pressure-sensitive adhesive was applied to the non-peeling surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (51) having a dry thickness of 15 μm. A relaxation layer (a1) was obtained by laminating kraft paper (1) having a compression rate of 6.6% and a thickness of 75 μm as a cushion layer to the pressure-sensitive adhesive layer (51).
The pressure-sensitive adhesive layer (61) having a dry thickness of 40 μm was formed by applying an acrylic pressure-sensitive adhesive to the release-treated surface of the obtained relaxation layer (a1) (the peel-treated surface of the peelable film (Y1)). The agent layer was bonded to a polyethylene terephthalate sheet (X1) having a length of 200 m, a width of 1000 mm, and a thickness of 100 μm.
Separately, an acrylic pressure-sensitive adhesive was applied to the peel-treated surface of the peelable film (Y1) having a length of 200 m to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 μm. The pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X1) to obtain a laminated sheet (b1).
A polyethylene terephthalate film having a thickness of 5 μm is placed on a plastic tube made of acrylonitrile-butadiene-styrene (ABS) resin having a width of 1050 mm, an inner diameter of 76.5 mm, and an outer diameter of 92.5 mm, of 100 m of the obtained laminated sheet (b1). The winding sheet (c1) was obtained by winding while fixing the tip of the laminated sheet to the part where the double-sided pressure-sensitive adhesive tape having a pressure-sensitive adhesive layer having a thickness of 5 μm was attached as the core material.
Table 2 shows the evaluation results regarding the peeling force between the pressure-sensitive adhesive sheet and the relaxation layer, the defective metric due to the winding core material step trace, and the unevenness of the entire surface.
<実施例2>クラフト紙(1)に代えて、片面にポリエチレン樹脂を厚さ30μm積層した圧縮率3.6%、総厚さ95μmのクラフト紙(2)を使用し、前記ポリエチレン樹脂非積層面に粘着剤層(51)を形成した以外は実施例1と同様に行うことで巻取りロール(c2)を得た。
<Example 2> Instead of kraft paper (1), kraft paper (2) having a compression rate of 3.6% and a total thickness of 95 μm in which polyethylene resin is laminated to a thickness of 30 μm on one side is used. A winding roll (c2) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (51) was formed on the surface.
<実施例3>ポリエチレンテレフタレート(X1)に代えて、厚さ188μmのポリエチレンテレフタレートシート(X2)を使用した以外は実施例2と同様に行うことで巻取りロール(c3)を得た。
<Example 3> A take-up roll (c3) was obtained in the same manner as in Example 2 except that a polyethylene terephthalate sheet (X2) having a thickness of 188 µm was used instead of polyethylene terephthalate (X1).
<実施例4>剥離性フィルム(Y1)に代えて剥離性フィルム(Y2)を用い、クラフト紙(2)に代えて、片面にポリエチレン樹脂を厚さ30μm積層した圧縮率3.1%、総厚さ65μmのクラフト紙(3)を使用し、(3)のポリエチレン樹脂非積層面に粘着剤層(51)を形成した以外は実施例3と同様に行うことで巻取りロール(c4)を得た。
<Example 4> Instead of the peelable film (Y1), the peelable film (Y2) was used, and instead of the kraft paper (2), a compression ratio of 3.1% with a polyethylene resin having a thickness of 30 μm laminated on one side, the total Using a kraft paper (3) with a thickness of 65 μm and performing the same procedure as in Example 3 except that the pressure-sensitive adhesive layer (51) was formed on the non-laminated surface of the polyethylene resin of (3), the winding roll (c4) Obtained.
<実施例5>剥離性フィルム(Y1)に代えて剥離性フィルム(Y2)を用い、クラフト紙(1)に代えて、圧縮率2.6%、厚さ88μmの上質紙(4)を使用した以外は実施例1と同様に行うことで巻取りロール(c5)を得た。
<Example 5> A peelable film (Y2) is used instead of the peelable film (Y1), and a high quality paper (4) having a compression rate of 2.6% and a thickness of 88 μm is used instead of the kraft paper (1). A take-up roll (c5) was obtained in the same manner as in Example 1 except that.
<実施例6>ポリエチレンテレフタレート(X1)に代えて、厚さ50μmのポリエチレンテレフタレートシート(X3)を使用した以外は実施例5と同様に行うことで巻取りロール(c6)を得た。
<Example 6> A winding roll (c6) was obtained in the same manner as in Example 5 except that a polyethylene terephthalate sheet (X3) having a thickness of 50 µm was used instead of the polyethylene terephthalate (X1).
<実施例7>剥離性フィルム(Y1)に代えて剥離性フィルム(Y3)を用い、クラフト紙(2)に代えて、両面にそれぞれポリエチレン樹脂を厚さ30μm積層した長さ200m、圧縮率2.1%、総厚さ95μmの上質紙(5)を使用した以外は実施例3と同様に行うことで巻取りロール(c7)を得た。
<Example 7> A peelable film (Y3) is used in place of the peelable film (Y1), a kraft paper (2) is used, and a polyethylene resin is laminated on both sides with a thickness of 30 μm, a length of 200 m, and a compression rate of 2 A take-up roll (c7) was obtained in the same manner as in Example 3 except that a 1% high-quality paper (5) having a total thickness of 95 μm was used.
<実施例8>剥離性フィルム(Y3)に代えて剥離性フィルム(Y4)を用い、両面にそれぞれポリエチレン樹脂を積層した上質紙(5)に代えて、圧縮率11.3%、厚さ37μmのマニラ麻繊維不織布(6)を使用した以外は実施例7と同様に行うことで巻取りロール(c8)を得た。
<Example 8> Instead of the peelable film (Y3), the peelable film (Y4) was used, and instead of the fine paper (5) laminated with polyethylene resin on both sides, the compression rate was 11.3% and the thickness was 37 µm. A take-up roll (c8) was obtained in the same manner as in Example 7 except that the Manila hemp fiber nonwoven fabric (6) was used.
<実施例9>不織布(6)に代えて、圧縮率11.1%、厚さ100μmの繊維状ポリエチレンテレフタレート樹脂繊維不織布(7)を使用した以外は実施例8と同様に行うことで巻取りロール(c9)を得た。
<Example 9> In place of nonwoven fabric (6), winding is performed in the same manner as in Example 8 except that a fibrous polyethylene terephthalate resin fiber nonwoven fabric (7) having a compressibility of 11.1% and a thickness of 100 μm is used. A roll (c9) was obtained.
<実施例10>クラフト紙(1)に代えて、圧縮率9.5%、厚さ100μmのポリウレタン樹脂発泡体(8)を使用し、粘着剤層(51)を形成した以外は実施例1と同様に行うことで巻取りロール(c10)を得た。
<Example 10> Example 1 except that instead of the kraft paper (1), a polyurethane resin foam (8) having a compression ratio of 9.5% and a thickness of 100 μm was used, and an adhesive layer (51) was formed. The winding roll (c10) was obtained by carrying out similarly to.
<実施例11>クラフト紙(2)に代えて、圧縮率12.4%、総厚さ100μmのポリウレタン樹脂系ゲル(9)を使用し、粘着剤層(51)を形成した以外は実施例3と同様に行うことで巻取りロール(c11)を得た。
<Example 11> An example except that instead of the kraft paper (2), a polyurethane resin gel (9) having a compressibility of 12.4% and a total thickness of 100 μm was used, and an adhesive layer (51) was formed. The winding roll (c11) was obtained by carrying out similarly to 3.
<実施例12>剥離性フィルム(Y1)の剥離処理非形成面にアクリル系粘着剤を塗工して乾燥厚さ80μmの粘着剤層(52)を形成した、この粘着剤層(52)に厚さ6μmのポリエチレンテレフタレートシート(X4)を積層させて、圧縮率1.8%、総厚さ111μmの緩和層(a12)を得た。
得られた緩和層(a12)を用いた以外は実施例3と同様に行うことで巻取りロール(c12)を得た。 <Example 12> On this pressure-sensitive adhesive layer (52), an acrylic pressure-sensitive adhesive was applied to the non-peeling surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (52) having a dry thickness of 80 μm. A polyethylene terephthalate sheet (X4) having a thickness of 6 μm was laminated to obtain a relaxation layer (a12) having a compression rate of 1.8% and a total thickness of 111 μm.
A take-up roll (c12) was obtained in the same manner as in Example 3 except that the obtained relaxing layer (a12) was used.
得られた緩和層(a12)を用いた以外は実施例3と同様に行うことで巻取りロール(c12)を得た。 <Example 12> On this pressure-sensitive adhesive layer (52), an acrylic pressure-sensitive adhesive was applied to the non-peeling surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (52) having a dry thickness of 80 μm. A polyethylene terephthalate sheet (X4) having a thickness of 6 μm was laminated to obtain a relaxation layer (a12) having a compression rate of 1.8% and a total thickness of 111 μm.
A take-up roll (c12) was obtained in the same manner as in Example 3 except that the obtained relaxing layer (a12) was used.
<実施例13>厚さ25μmのポリエチレンテレフタレートシート(X5)の片側面にアクリル系粘着剤を塗工して乾燥厚さ15μmの粘着剤層(51)を形成した、この粘着剤層(51)にクッション層として両面にそれぞれポリエチレン樹脂を厚さ30μm積層した圧縮率2.2%、総厚さ130μmの上質紙(10)と貼り合せて緩和層(a13)を得た。
厚さ188μmのポリエチレンテレフタレートシート(X2)にアクリル系微粘着性粘着剤を塗工して乾燥厚さ15μmの粘着剤層(62)を形成し得られた緩和層(a13)と貼合せた。
別途、剥離性フィルム(Y1)の剥離処理面にアクリル系粘着剤を塗工して乾燥厚さ40μmの粘着剤層(71)を形成した。この粘着剤層(71)を前記ポリエチレンテレフタレートシート(X2)に貼り合わせることで、積層シート(b13)を得た以外は実施例1と同様に行うことで巻取りロール(c13)を得た。 <Example 13> This pressure-sensitive adhesive layer (51) was formed by coating an acrylic pressure-sensitive adhesive on one side of a polyethylene terephthalate sheet (X5) having a thickness of 25 µm to form a pressure-sensitive adhesive layer (51) having a dry thickness of 15 µm. As a cushion layer, a relaxation layer (a13) was obtained by laminating with a high-quality paper (10) having a compression ratio of 2.2% and a total thickness of 130 μm each having a thickness of 30 μm laminated on both sides as a cushion layer.
A polyethylene terephthalate sheet (X2) having a thickness of 188 μm was coated with an acrylic slightly tacky pressure-sensitive adhesive to form a pressure-sensitive adhesive layer (62) having a dry thickness of 15 μm, and was bonded to a relaxation layer (a13).
Separately, an acrylic pressure-sensitive adhesive was applied to the release-treated surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 μm. A winding roll (c13) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X2) to obtain a laminated sheet (b13).
厚さ188μmのポリエチレンテレフタレートシート(X2)にアクリル系微粘着性粘着剤を塗工して乾燥厚さ15μmの粘着剤層(62)を形成し得られた緩和層(a13)と貼合せた。
別途、剥離性フィルム(Y1)の剥離処理面にアクリル系粘着剤を塗工して乾燥厚さ40μmの粘着剤層(71)を形成した。この粘着剤層(71)を前記ポリエチレンテレフタレートシート(X2)に貼り合わせることで、積層シート(b13)を得た以外は実施例1と同様に行うことで巻取りロール(c13)を得た。 <Example 13> This pressure-sensitive adhesive layer (51) was formed by coating an acrylic pressure-sensitive adhesive on one side of a polyethylene terephthalate sheet (X5) having a thickness of 25 µm to form a pressure-sensitive adhesive layer (51) having a dry thickness of 15 µm. As a cushion layer, a relaxation layer (a13) was obtained by laminating with a high-quality paper (10) having a compression ratio of 2.2% and a total thickness of 130 μm each having a thickness of 30 μm laminated on both sides as a cushion layer.
A polyethylene terephthalate sheet (X2) having a thickness of 188 μm was coated with an acrylic slightly tacky pressure-sensitive adhesive to form a pressure-sensitive adhesive layer (62) having a dry thickness of 15 μm, and was bonded to a relaxation layer (a13).
Separately, an acrylic pressure-sensitive adhesive was applied to the release-treated surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 μm. A winding roll (c13) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X2) to obtain a laminated sheet (b13).
<実施例14>上質紙(10)に代えて、両面にそれぞれポリエチレン樹脂を厚さ30μm積層した圧縮率2.4%、総厚さ180μmの上質紙(11)を使用し、ポリエチレンテレフタレートシート(X2)の代わりにポリエチレンテレフタレートシート(X1)を使用し、乾燥厚さ40μmとした粘着剤層(71)の代わりに乾燥厚さ25μmとした粘着剤層(72)を形成した以外は実施例13と同様に行うことで巻取りロール(c14)を得た。
<Example 14> Instead of the fine paper (10), a high-quality paper (11) having a compression ratio of 2.4% and a total thickness of 180 µm each laminated with a polyethylene resin with a thickness of 30 µm was used, and a polyethylene terephthalate sheet ( Example 13 except that a polyethylene terephthalate sheet (X1) was used instead of X2), and an adhesive layer (72) having a dry thickness of 25 μm was formed instead of an adhesive layer (71) having a dry thickness of 40 μm. The winding roll (c14) was obtained by carrying out similarly to.
<実施例15>ポリエチレンテレフタレートシート(X2)にアクリル系微粘着性粘着剤を塗工して乾燥厚さ15μmの粘着剤層(62)を形成し、両面にそれぞれポリエチレン樹脂を厚さ30μm積層した圧縮率2.2%、総厚さ130μmの上質紙(10)と積層することで緩和層(a15)を得た。
別途、剥離性フィルム(Y1)の剥離処理面にアクリル系粘着剤を塗工して乾燥厚さ40μmの粘着剤層(71)を形成した。この粘着剤層(71)をポリエチレンテレフタレートシート(X2)に貼り合わせることで、積層シート(b15)を得た以外は実施例1と同様に行うことで巻取りロール(c15)を得た。 <Example 15> An acrylic slightly tacky adhesive was applied to a polyethylene terephthalate sheet (X2) to form a pressure-sensitive adhesive layer (62) having a dry thickness of 15 μm, and a polyethylene resin was laminated on both sides with a thickness of 30 μm. A relaxation layer (a15) was obtained by laminating with fine paper (10) having a compression rate of 2.2% and a total thickness of 130 μm.
Separately, an acrylic pressure-sensitive adhesive was applied to the release-treated surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 μm. A winding roll (c15) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X2) to obtain a laminated sheet (b15).
別途、剥離性フィルム(Y1)の剥離処理面にアクリル系粘着剤を塗工して乾燥厚さ40μmの粘着剤層(71)を形成した。この粘着剤層(71)をポリエチレンテレフタレートシート(X2)に貼り合わせることで、積層シート(b15)を得た以外は実施例1と同様に行うことで巻取りロール(c15)を得た。 <Example 15> An acrylic slightly tacky adhesive was applied to a polyethylene terephthalate sheet (X2) to form a pressure-sensitive adhesive layer (62) having a dry thickness of 15 μm, and a polyethylene resin was laminated on both sides with a thickness of 30 μm. A relaxation layer (a15) was obtained by laminating with fine paper (10) having a compression rate of 2.2% and a total thickness of 130 μm.
Separately, an acrylic pressure-sensitive adhesive was applied to the release-treated surface of the peelable film (Y1) to form a pressure-sensitive adhesive layer (71) having a dry thickness of 40 μm. A winding roll (c15) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (71) was bonded to the polyethylene terephthalate sheet (X2) to obtain a laminated sheet (b15).
<実施例16>クラフト紙(2)の代わりに両面にポリエチレン樹脂を厚さ30μm積層し、ポリエチレン樹脂層の片側にシリコーン樹脂で剥離処理した圧縮率2.2%、総厚さ130μmの上質紙(12)を使用して緩和層(a16)とした以外は実施例3と同様に行うことで巻取りロール(c16)を得た。
<Example 16> A high-quality paper having a compression rate of 2.2% and a total thickness of 130 μm obtained by laminating polyethylene resin on both sides with a thickness of 30 μm instead of kraft paper (2), and peeling with a silicone resin on one side of the polyethylene resin layer A take-up roll (c16) was obtained in the same manner as in Example 3 except that (12) was used and the relaxation layer (a16) was used.
<実施例17>剥離性フィルム(Y1)の剥離処理非形成面にアクリル系粘着剤を塗工して乾燥厚さ10μmの粘着剤層(53)を形成し、この粘着剤層(53)にクッション層として不織布(6)の代わりに圧縮率10.9%、総厚さ32μmのパルプ繊維不織布(14)を貼り合せることで緩和層(a17)を得た。また、ポリエチレンテレフタレートシート(X2)の代わりに厚さ250μmのポリエチレンテレフタレートシート(X6)を用いた以外は実施例8と同様に行うことで巻取りロール(c17)を得た。
<Example 17> A pressure-sensitive adhesive layer (53) having a dry thickness of 10 μm is formed by applying an acrylic pressure-sensitive adhesive on the non-peelable surface of the peelable film (Y1), and this pressure-sensitive adhesive layer (53) is formed on the pressure-sensitive adhesive layer (53). A relaxation layer (a17) was obtained by laminating a pulp fiber nonwoven fabric (14) having a compressibility of 10.9% and a total thickness of 32 μm instead of the nonwoven fabric (6) as a cushion layer. Moreover, the winding roll (c17) was obtained by performing similarly to Example 8 except having used the 250-micrometer-thick polyethylene terephthalate sheet (X6) instead of the polyethylene terephthalate sheet (X2).
<比較例1>クラフト紙(1)に代えて、圧縮率1.3%、厚さ60μmの2軸延伸ポリプロピレン樹脂シート(15)を使用し、この片面側に粘着剤層(51)を形成した以外は実施例1と同様に行うことで巻取りロール(c21)を得た。
<Comparative example 1> Instead of the kraft paper (1), a biaxially stretched polypropylene resin sheet (15) having a compression rate of 1.3% and a thickness of 60 μm is used, and an adhesive layer (51) is formed on one side thereof. A take-up roll (c21) was obtained in the same manner as in Example 1 except that.
<比較例2>2軸延伸ポリプロピレン樹脂シート(15)に代えて、圧縮率28.5%、厚さ105μmのポリエチレン樹脂発泡体シート(16)を使用し、この片面側に粘着剤層(51)を形成した以外は比較例1と同様に行うことで巻取りロール(c22)を得た。
<Comparative Example 2> Instead of the biaxially stretched polypropylene resin sheet (15), a polyethylene resin foam sheet (16) having a compressibility of 28.5% and a thickness of 105 μm was used, and an adhesive layer (51 ) Was carried out in the same manner as in Comparative Example 1 to obtain a take-up roll (c22).
<比較例3>緩和層を使用せず、粘着剤層(61)のポリエチレンテレフタレートシート(X1)と接しない面に、剥離性フィルム(Y1)の剥離処理面を貼り合わせた以外は実施例1と同様に行うことで巻取りロール(c23)を得た。
<Comparative Example 3> Example 1 except that the release layer of the peelable film (Y1) was bonded to the surface of the pressure-sensitive adhesive layer (61) not in contact with the polyethylene terephthalate sheet (X1) without using the relaxation layer. The winding roll (c23) was obtained by carrying out similarly to.
<比較例4>剥離性フィルム(Y1)に代えて、厚さ25μmのポリエチレンテレフタレートシートの片側にアルキッド樹脂で剥離処理した剥離性フィルム(Y5)を用いた以外は比較例1と同様に行うことで巻取りロール(c24)を得た。
<Comparative example 4> It replaces with a peelable film (Y1), and it carries out similarly to the comparative example 1 except having used the peelable film (Y5) peel-treated with the alkyd resin on the one side of the 25-micrometer-thick polyethylene terephthalate sheet. A winding roll (c24) was obtained.
実施例1~17および比較例1~4で得られた巻取りロールを下記に項目について評価した。
The winding rolls obtained in Examples 1 to 17 and Comparative Examples 1 to 4 were evaluated for the following items.
<剥離力>得られた巻取りロールから積層シートを巻き出して、幅25mm、長さ100mmの試料を作成した。この試料の緩和層を厚さ2mm、幅30mm、長さ110mmのステンレス板に両面テープに固定した。試料の粘着テープを剥離角180℃、剥離速度300mmで剥離力を測定した。なお剥離力はJISZ-0237に準拠して23℃-50%RH雰囲気で測定した。
<Peeling force> The laminated sheet was unwound from the obtained winding roll to prepare a sample having a width of 25 mm and a length of 100 mm. The relaxation layer of this sample was fixed to a double-sided tape on a stainless steel plate having a thickness of 2 mm, a width of 30 mm, and a length of 110 mm. The peeling force of the adhesive tape of the sample was measured at a peeling angle of 180 ° C. and a peeling speed of 300 mm. The peeling force was measured in an atmosphere of 23 ° C.-50% RH according to JISZ-0237.
<圧縮率>図3を使用して圧縮率の測定方法を示す。試料台9に緩和層を直径22.4mmの円盤状に切り出し、これを10枚重ねて測定試料2として設置した。直径5mmの円柱3に第1荷重4および第2荷重5は、円柱3に設けた落下防止ストッパーでそれぞれ固定している。その第1荷重4は荷重抑え6で、また第2荷重5は荷重抑え7を使用して円柱3に荷重が係らない状態で準備する。
圧縮率測定は、円柱3の下端を測定試料2に接触させた状態で、荷重抑え6を取り、第1荷重4が円柱3に加わる(荷重:300g/cm2)。その1分後の測定試料の厚さ(T1)を測定する。次いで第1荷重をかけてから1分後に荷重抑え7を取り第2荷重5が円柱3に加わる(荷重:1500g/cm2)。第2荷重をかけてから1分後に測定試料の厚さ(T2)を測定する。T1およびT2の測定は円柱の上方に設置したレーザー変位計1を使用して、各測定時間で円柱3の上端の位置変動8から求めた。圧縮率は、下記数式(1)で求めた。
数式(1) 圧縮率(%)=(T1-T2)/T1×100 <Compression rate> FIG. 3 shows a method for measuring the compression rate. A relaxation layer was cut into a disk shape having a diameter of 22.4 mm on thesample stage 9, and 10 of these were stacked and installed as a measurement sample 2. The first load 4 and the second load 5 are fixed to a cylinder 3 having a diameter of 5 mm by a fall prevention stopper provided on the cylinder 3, respectively. The first load 4 is a load restraint 6 and the second load 5 is prepared using a load restraint 7 in a state where no load is applied to the cylinder 3.
In the compressibility measurement, theload restraint 6 is taken while the lower end of the cylinder 3 is in contact with the measurement sample 2, and the first load 4 is applied to the cylinder 3 (load: 300 g / cm 2 ). The thickness (T1) of the measurement sample after 1 minute is measured. Next, 1 minute after applying the first load, the load restraint 7 is taken and the second load 5 is applied to the cylinder 3 (load: 1500 g / cm 2 ). One minute after applying the second load, the thickness (T2) of the measurement sample is measured. The measurement of T1 and T2 was obtained from the positional fluctuation 8 of the upper end of the cylinder 3 at each measurement time using the laser displacement meter 1 installed above the cylinder. The compression rate was determined by the following formula (1).
Formula (1) Compression rate (%) = (T1-T2) / T1 × 100
圧縮率測定は、円柱3の下端を測定試料2に接触させた状態で、荷重抑え6を取り、第1荷重4が円柱3に加わる(荷重:300g/cm2)。その1分後の測定試料の厚さ(T1)を測定する。次いで第1荷重をかけてから1分後に荷重抑え7を取り第2荷重5が円柱3に加わる(荷重:1500g/cm2)。第2荷重をかけてから1分後に測定試料の厚さ(T2)を測定する。T1およびT2の測定は円柱の上方に設置したレーザー変位計1を使用して、各測定時間で円柱3の上端の位置変動8から求めた。圧縮率は、下記数式(1)で求めた。
数式(1) 圧縮率(%)=(T1-T2)/T1×100 <Compression rate> FIG. 3 shows a method for measuring the compression rate. A relaxation layer was cut into a disk shape having a diameter of 22.4 mm on the
In the compressibility measurement, the
Formula (1) Compression rate (%) = (T1-T2) / T1 × 100
<歩留まり>得られた巻取りロールから積層シートを巻き出して、巻取り芯材の巻き付けた端部から1m毎に100cm四方の積層シートを切り取り試料とする。この試料から緩和層を剥がし、目視で粘着シートに変形が確認できた端部からの長さを歩留まりとする。この歩留まり評価は、数値が少ないほど良好である。
<Yield> The laminated sheet is unwound from the obtained winding roll, and a 100 cm square laminated sheet is cut every 1 m from the wound end of the winding core material to obtain a sample. The relaxation layer is peeled off from this sample, and the length from the end where the deformation of the pressure-sensitive adhesive sheet can be visually confirmed is taken as the yield. The yield evaluation is better as the numerical value is smaller.
<視認性>得られた巻取りロールから積層シートを10m巻き出し100cm四方を切り取り試料とする。この試料から緩和層を剥がし厚さ2mmのPMMA板(アクリル板)に貼り付けた積層板に対して、当該積層板の背後に設置した電球から光を当てることで、試料に斑が生じるか否か評価した。評価基準は以下の通りである。
○:積層板に斑が無い。
△:積層板にわずかに斑がある。
×:積層板に斑がある。実用不可。 <Visibility> The laminated sheet is unwound by 10 m from the obtained winding roll, and 100 cm square is cut out as a sample. Whether or not spots occur on the sample by peeling the relaxation layer from the sample and applying light from a light bulb installed behind the laminate to the laminate of 2 mm thick PMMA plate (acrylic plate) I evaluated. The evaluation criteria are as follows.
○: No spots on the laminate.
Δ: Slightly uneven on the laminate.
X: There are spots on the laminate. Not practical.
○:積層板に斑が無い。
△:積層板にわずかに斑がある。
×:積層板に斑がある。実用不可。 <Visibility> The laminated sheet is unwound by 10 m from the obtained winding roll, and 100 cm square is cut out as a sample. Whether or not spots occur on the sample by peeling the relaxation layer from the sample and applying light from a light bulb installed behind the laminate to the laminate of 2 mm thick PMMA plate (acrylic plate) I evaluated. The evaluation criteria are as follows.
○: No spots on the laminate.
Δ: Slightly uneven on the laminate.
X: There are spots on the laminate. Not practical.


この出願は、2012年10月15日に出願された日本出願特願2012-228020を基礎とする優先権を主張し、その開示の全てをここに取り込む。
This application claims priority based on Japanese Patent Application No. 2012-228020 filed on October 15, 2012, the entire disclosure of which is incorporated herein.
本発明の巻取りロールは、粘着シートを巻取り芯材に巻き取った巻取りロールを用いる分野全般において好適に利用できる。特に長尺シートを巻取り芯材に巻き取った巻取りロールにおいて好適である。
The winding roll of the present invention can be suitably used in the entire field using a winding roll in which an adhesive sheet is wound around a winding core. In particular, it is suitable for a winding roll obtained by winding a long sheet around a winding core.
10:積層シート
11:緩和層
12:クッション層
13:剥離層
21:粘着シート
22:粘着剤層
23:基材フィルム
24:剥離層
30:巻取りロール
31:巻取り芯材 10: Laminated sheet 11: Relaxation layer 12: Cushion layer 13: Release layer 21: Adhesive sheet 22: Adhesive layer 23: Base film 24: Release layer 30: Winding roll 31: Winding core material
11:緩和層
12:クッション層
13:剥離層
21:粘着シート
22:粘着剤層
23:基材フィルム
24:剥離層
30:巻取りロール
31:巻取り芯材 10: Laminated sheet 11: Relaxation layer 12: Cushion layer 13: Release layer 21: Adhesive sheet 22: Adhesive layer 23: Base film 24: Release layer 30: Winding roll 31: Winding core material
Claims (5)
- 巻取り芯材に積層シートを巻き付けてなる巻取りロールであって、
前記積層シートは、粘着シートと、前記粘着シートと接するように積層された緩和層を備え、
前記粘着シートは、基材フィルムと粘着剤層とを備え、
前記粘着シートと前記緩和層との剥離力が0.02~2N/25mmであり、
前記緩和層の圧縮率が1.5~15%である巻取りロール。 A winding roll formed by winding a laminated sheet around a winding core material,
The laminated sheet includes a pressure-sensitive adhesive sheet and a relaxation layer laminated so as to contact the pressure-sensitive adhesive sheet,
The pressure-sensitive adhesive sheet comprises a base film and a pressure-sensitive adhesive layer,
The peeling force between the pressure-sensitive adhesive sheet and the relaxation layer is 0.02 to 2 N / 25 mm,
A winding roll in which the compression ratio of the relaxation layer is 1.5 to 15%. - 前記積層シートの先端部が、前記巻取り芯材と接着性部材により固定されていることを特徴とする請求項1記載の巻取りロール。 The winding roll according to claim 1, wherein a tip portion of the laminated sheet is fixed by the winding core material and an adhesive member.
- 前記緩和層が、剥離層と、クッション層とを備えたことを特徴とする請求項1又は2記載の巻取りロール。 The winding roll according to claim 1 or 2, wherein the relaxation layer comprises a release layer and a cushion layer.
- 前記粘着シートの厚さ(A)と前記緩和層の厚さ(B)は、(A)/(B)=0.5~10であることを特徴とする請求項1又は2に記載の巻取りロール。 The winding according to claim 1 or 2, wherein the thickness (A) of the pressure-sensitive adhesive sheet and the thickness (B) of the relaxation layer are (A) / (B) = 0.5 to 10. Take roll.
- 前記積層シートは、前記緩和層を前記巻取り芯材側にして巻き取られていることを特徴とする請求項1又は2に記載の巻取りロール。 The winding roll according to claim 1 or 2, wherein the laminated sheet is wound with the relaxation layer facing the winding core.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380053758.5A CN104736652A (en) | 2012-10-15 | 2013-10-15 | Wound roll |
| KR1020157009476A KR101985993B1 (en) | 2012-10-15 | 2013-10-15 | Wound roll |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-228020 | 2012-10-15 | ||
| JP2012228020 | 2012-10-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014061264A1 true WO2014061264A1 (en) | 2014-04-24 |
Family
ID=50487843
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/006129 WO2014061264A1 (en) | 2012-10-15 | 2013-10-15 | Wound roll |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6142417B2 (en) |
| KR (1) | KR101985993B1 (en) |
| CN (1) | CN104736652A (en) |
| TW (1) | TW201422509A (en) |
| WO (1) | WO2014061264A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018080780A1 (en) * | 2016-10-26 | 2018-05-03 | Cpfilms Inc. | Packaged flexible film and flexible film packaging system therefor |
| CN117777868A (en) * | 2022-12-27 | 2024-03-29 | 爱天思株式会社 | Adhesive sheet roller and adhesive sheet |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018150502A1 (en) | 2017-02-15 | 2018-08-23 | リンテック株式会社 | Roll |
| US12065594B2 (en) * | 2017-05-23 | 2024-08-20 | Lintec Corporation | Roll and method for producing roll |
| JP2019001604A (en) * | 2017-06-15 | 2019-01-10 | 村田機械株式会社 | Package, method for manufacturing package, and device for winding thread |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5815537A (en) * | 1981-07-22 | 1983-01-28 | Fujimori Kogyo Kk | Production of release paper |
| JP2007039550A (en) * | 2005-08-03 | 2007-02-15 | Nitto Denko Corp | Peeling treatment substrate and method for producing the same |
| JP2008274465A (en) * | 2007-04-27 | 2008-11-13 | Oji Paper Co Ltd | Release paper substrate and pressure-sensitive adhesive sheet using the same |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01111272U (en) * | 1988-01-19 | 1989-07-26 | ||
| JPH09142739A (en) * | 1995-11-21 | 1997-06-03 | Mitsui Toatsu Chem Inc | Metal-plastic laminate core and winding method using the same |
| JPH1133626A (en) * | 1997-07-11 | 1999-02-09 | Nippon Light Metal Co Ltd | coil |
| JP2000351278A (en) | 1999-06-10 | 2000-12-19 | Fuji Photo Film Co Ltd | Image receiving sheet, ink sheet and method for forming image using them |
| JP4276425B2 (en) * | 2002-11-20 | 2009-06-10 | ジャパンゴアテックス株式会社 | Releasable cushion sheet |
| JP4695532B2 (en) | 2006-03-14 | 2011-06-08 | 株式会社昭和丸筒 | Winding method and winding body of sheet-shaped wound object around core |
| JP5063016B2 (en) * | 2006-03-23 | 2012-10-31 | リンテック株式会社 | Adhesive sheet and release sheet |
| JP2008260601A (en) | 2007-04-11 | 2008-10-30 | Toyo Ink Mfg Co Ltd | Winding body, manufacturing method thereof, and laminated sheet containing long sheet |
| JP5607937B2 (en) * | 2010-01-14 | 2014-10-15 | 長岡産業株式会社 | Winding core, manufacturing method thereof, manufacturing apparatus |
-
2013
- 2013-10-15 CN CN201380053758.5A patent/CN104736652A/en active Pending
- 2013-10-15 WO PCT/JP2013/006129 patent/WO2014061264A1/en active Application Filing
- 2013-10-15 JP JP2013214994A patent/JP6142417B2/en active Active
- 2013-10-15 TW TW102137255A patent/TW201422509A/en unknown
- 2013-10-15 KR KR1020157009476A patent/KR101985993B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5815537A (en) * | 1981-07-22 | 1983-01-28 | Fujimori Kogyo Kk | Production of release paper |
| JP2007039550A (en) * | 2005-08-03 | 2007-02-15 | Nitto Denko Corp | Peeling treatment substrate and method for producing the same |
| JP2008274465A (en) * | 2007-04-27 | 2008-11-13 | Oji Paper Co Ltd | Release paper substrate and pressure-sensitive adhesive sheet using the same |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018080780A1 (en) * | 2016-10-26 | 2018-05-03 | Cpfilms Inc. | Packaged flexible film and flexible film packaging system therefor |
| US10894682B2 (en) | 2016-10-26 | 2021-01-19 | Eastman Performance Films, Llc | Packaged flexible film and flexible film packaging system therefor |
| CN117777868A (en) * | 2022-12-27 | 2024-03-29 | 爱天思株式会社 | Adhesive sheet roller and adhesive sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150075085A (en) | 2015-07-02 |
| JP6142417B2 (en) | 2017-06-07 |
| TW201422509A (en) | 2014-06-16 |
| CN104736652A (en) | 2015-06-24 |
| JP2014097889A (en) | 2014-05-29 |
| KR101985993B1 (en) | 2019-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6142417B2 (en) | Winding roll | |
| KR100626128B1 (en) | Method for manufacturing transparent conductive film | |
| KR101046545B1 (en) | Manufacturing Method of Laminate and Laminate | |
| JP6055171B2 (en) | Polarizing plate roll and manufacturing method thereof | |
| JP5995634B2 (en) | Pattern adhesive body and method for producing the same | |
| JP2011116486A (en) | Film peeling device | |
| CN102471648A (en) | Adhesive sheet and method for manufacturing adhesive sheets | |
| JP7294556B1 (en) | winding roll | |
| EP1384575A1 (en) | Laminate sheet and producing methods therefor | |
| JP2013538889A (en) | Method for producing adhesive tape having protruding liner | |
| EP2703152B1 (en) | Label-producing method and label | |
| JP5394661B2 (en) | Adhesive sheet | |
| JP2004199643A (en) | Conductive film roll and its manufacturing method | |
| WO2013002187A1 (en) | Knife edge and liquid-crystal display device manufacturing system including same | |
| JP6110714B2 (en) | Photosensitive resin winding body core and photosensitive resin winding body | |
| TW202302437A (en) | Winding core, raw roll, and manufacturing method of raw roll | |
| JPH06228513A (en) | Double-coated pressure-sensitive adhesive tape and its production | |
| JP2020172019A (en) | Separator, composite separator, double-faced adhesive tape with separator, polishing pad with adhesive and back pad with adhesive as well as peeling method for composite separator | |
| JP2012177005A (en) | Film with pressure-sensitive adhesive and method for producing the same | |
| JP5595815B2 (en) | Slitter device | |
| WO2019131865A1 (en) | Separator, and adhesive tape or sheet with separator | |
| CN211972206U (en) | Adhesive sheet and label having the same | |
| JP2010077284A (en) | Pressure-sensitive adhesive sheet roll | |
| JP3014685B1 (en) | Multi-layer wrapping paper | |
| CN116716058B (en) | Dustproof and waterproof gauze composite film processing technology and product thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13847467 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157009476 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13847467 Country of ref document: EP Kind code of ref document: A1 |