KR101985993B1 - Wound roll - Google Patents
Wound roll Download PDFInfo
- Publication number
- KR101985993B1 KR101985993B1 KR1020157009476A KR20157009476A KR101985993B1 KR 101985993 B1 KR101985993 B1 KR 101985993B1 KR 1020157009476 A KR1020157009476 A KR 1020157009476A KR 20157009476 A KR20157009476 A KR 20157009476A KR 101985993 B1 KR101985993 B1 KR 101985993B1
- Authority
- KR
- South Korea
- Prior art keywords
- sheet
- layer
- pressure
- sensitive adhesive
- adhesive sheet
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/04—Kinds or types
- B65H75/08—Kinds or types of circular or polygonal cross-section
- B65H75/10—Kinds or types of circular or polygonal cross-section without flanges, e.g. cop tubes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/50—Storage means for webs, tapes, or filamentary material
- B65H2701/53—Adaptations of cores or reels for special purposes
- B65H2701/535—Dimensional aspect, e.g. non-cylindrical cores
Abstract
권취 심재 주변부의 적층 시트의 단차 부분에서 유래하는 변형을 억제하고, 점착 시트의 수율을 향상할 수 있는 권취 롤을 제공한다. 본 발명의 권취 롤은, 권취 심재(31)에 적층 시트(10)를 감아 이루어지는 권취 롤(30)이며, 적층 시트(10)는 점착 시트(21), 점착 시트(21)에 접하도록 적층된 완화층(11)을 구비하고, 점착 시트(21)는 기재 필름(23)과 점착제층(21)을 구비하고, 점착 시트(21)와 완화층(11)의 박리력이 0.02~2 N/25 mm이며, 완화층(11)의 압축률이 1.5~15 %이다. Provided is a winding roll capable of suppressing deformation resulting from a stepped portion of a laminated sheet in the peripheral portion of a wound core member and improving the yield of the pressure sensitive adhesive sheet. The take-up roll of the present invention is a take-up roll 30 in which a laminated sheet 10 is wound around a wound core member 31. The laminated sheet 10 is laminated so as to be in contact with the adhesive sheet 21 and the adhesive sheet 21 Wherein the adhesive sheet 21 comprises the base film 23 and the adhesive layer 21 and the peeling force between the adhesive sheet 21 and the relaxed layer 11 is 0.02 to 2 N / 25 mm, and the compressibility of the relaxed layer 11 is 1.5 to 15%.
Description
본 발명은 권취 심재에 적층 시트를 감아 이루어지는 권취 롤에 관한 것이다. BACKGROUND OF THE
종래부터, 랩 필름 등의 기재 필름, 금속박, 종이, 인쇄물, 점착 시트 등의 시트는, 제조 공정의 최종 단계에서, 긴 시트의 말단을 권취 심재에 감아 롤상으로 권취하는 것이 일반적이다. 이러한 시트는, 말단부를 점착 테이프 등으로 권취 심재에 고정하고 나서 감는 경우가 많지만, 시트 자체의 두께, 고정용 점착 테이프의 두께에 의해, 권취 롤의 권취 심재 부근에서 시트에 단차가 생기는 경우가 있다. 이 단차의 존재는, 시트의 전체 길이가 길어질수록, 권취 심재를 회전시켜 긴 시트를 귄취하는 과정에서, 시트 표면으로부터 권취 심재의 중심 방향을 향해서 하중이 생김으로써(이른바, 감겨 조여짐), 시트에 당해 단차에 기인하는 변형이 생기는 경우가 있다. BACKGROUND ART Conventionally, sheets such as a base film such as a wrap film, a metal foil, a paper, a printed matter, an adhesive sheet and the like are generally rolled up in a rolled state by winding the end of a long sheet around the core at the final stage of the manufacturing process. Such a sheet is often rolled up after the end portion is fixed to the core member with an adhesive tape or the like. However, the thickness of the sheet itself and the thickness of the fixing adhesive tape may cause a step on the sheet in the vicinity of the core member . The presence of this step is caused by the fact that as the total length of the sheet becomes longer, a load is generated from the surface of the sheet toward the center of the core in the process of winding the long sheet by rotating the core (so- There is a case where deformation due to the step is generated in some cases.
랩 필름과 같이 두께가 얇고, 변형이 사용 태양에 영향을 주기 어려운 시트의 경우, 변형의 영향은 적지만, 예를 들면 금속박과 같이 변형하기 쉬운 시트의 경우, 강성이 높은 기재 필름을 사용한 시트의 경우, 혹은 인쇄물 등의 경우에는, 시트에 상기 단차에 기인한 변형이 생기는 경우가 있다. 시트의 두께나 강성에 따라, 권취 심재로부터 수십 m~100 m 정도에 걸쳐, 시트에 변형이 생김으로써, 시트의 수율이 저하되고, 상품 가치가 저하되어 판매나 사용을 할 수 없게 된다. 시트의 변형은, 기재 필름을 사용한 점착 시트에 있어서도 문제가 되고 있다. 특히 표면의 요철을 정밀하게 제어할 필요가 있는 점착 시트에서는, 시트의 변형이 점착 시트의 수율 저하에 큰 영향을 주고 있었다. In the case of a sheet such as a wrap film whose thickness is thin and the deformation is hardly affected by the use of the sheet, the influence of deformation is small. However, in the case of a sheet which is easily deformed such as a metal foil, Or in the case of a printed matter or the like, deformation due to the step may occur in the sheet. The deformation of the sheet occurs in a range of several tens of m to 100 m from the core material depending on the thickness and the rigidity of the sheet, so that the yield of the sheet is lowered and the value of the product is lowered. Deformation of the sheet is also problematic in the case of an adhesive sheet using a base film. In particular, in the case of a pressure-sensitive adhesive sheet in which the unevenness of the surface needs to be precisely controlled, deformation of the sheet greatly influences the yield of the pressure-sensitive adhesive sheet.
그래서, 특허문헌 1에서는, 시트를 권취했을 때에 생기는 시트의 단차를 방지하여 시트의 변형을 경감하기 위해서, 권취 심재 자체에 단차를 형성하는 방법이 제안되어 있다. Thus, in
또한, 특허문헌 2에서는, 권취 심재의 외주에 탄성층을 형성하여, 설치 개소의 단차를 회피, 경감시키는 방법이 개시되어 있다.
특허문헌 3에서는 권취 심재에의 시트의 설치 개소에 커버를 형성하여 단차를 회피, 경감시키는 방법이 개시되어 있다.
그러나, 권취 심재에 단차를 형성하는 방법은, 시트의 두께에 따른 단차를 가지는 권취 심재를 다수 준비할 필요가 있기 때문에, 생산 비용의 관점에서 효율이 나빴다. However, in the method of forming the step on the wound core member, since it is necessary to prepare a large number of wound core members having a step according to the thickness of the sheet, efficiency is inferior in terms of production cost.
또한, 권취 심재에 탄성층을 설치하는 방법은, 시트의 전체 길이가 100 m 이상의 긴 시트가 되면 탄성층의 존재에 의해 긴 시트의 권취 심재에 가해지는 응력과, 긴 시트가 권취 롤에 접하는 개소에 발생하는 응력을 적절히 제어하는 것이 어렵고, 시트에 응력으로 인해 유래하는 주름이 발생해, 수율이 저하되는 경우가 있었다. Further, the method of providing the elastic layer to the wrapping core material is not particularly limited as long as the total length of the sheet is a long sheet of 100 m or more, the stress applied to the core of the long sheet by the presence of the elastic layer, It is difficult to appropriately control the stress generated in the sheet, and wrinkles derived from the stress in the sheet are generated and the yield is lowered in some cases.
또한, 권취 심재에 커버를 형성하는 방법은, 반복 사용하는 필요성으로부터, 커버의 재질이 금속제이고, 단차를 줄이기 위해서 단부를 예리한 형상으로 할 필요가 있어, 커버를 취급하는 작업자가 다치기 쉬운 등 안정성의 문제가 있었다. In addition, the method of forming the cover on the wound core member requires the cover to be made of metal because of necessity of repeated use, and it is necessary to make the end portion sharp in order to reduce the step, There was a problem of.
본 발명은, 작업자의 안전성이 우수하고, 권취 심재에 단차 가공을 필요로 하지 않고, 탄성층이나 커버의 설치의 필요 없이, 권취 심재 주변부의 시트의 상기 단차에 유래하는 변형을 억제하고, 점착 시트의 수율을 향상할 수 있는 권취 롤의 제공을 목적으로 한다. It is an object of the present invention to provide a pressure sensitive adhesive sheet which is excellent in safety of an operator and which does not require stepped processing of a wound core member and which suppresses deformation due to the stepped portion of the sheet around the periphery of the wound core member, Which can improve the yield of the wound roll.
본 발명의 권취 롤은, 권취 심재에 적층 시트를 감아 이루어지는 권취 롤이며, 상기 적층 시트는 점착 시트, 상기 점착 시트와 접하도록 적층된 완화층을 구비한다. 상기 점착 시트는 기재 필름과 점착제층을 구비하고, 상기 점착 시트와 상기 완화층의 박리력이 0.02~2 N/25 mm이며, 상기 완화층의 압축률이 1.5~15 %이다. The take-up roll of the present invention is a take-up roll comprising a laminated sheet wound around a wound core member, and the laminated sheet has an adhesive sheet and a relaxed layer laminated so as to be in contact with the adhesive sheet. The pressure-sensitive adhesive sheet has a base film and a pressure-sensitive adhesive layer. The pressure-sensitive adhesive sheet and the pressure-sensitive layer have a peeling force of 0.02 to 2 N / 25 mm and a compressibility of 1.5 to 15%.
본 발명에 의하면, 완화층을 소정의 압축률로 하고, 완화층과 점착 시트를 적절한 박리력으로 함으로써, 적층 시트를 감을 때에 점착 시트에 가하는 감아 죄는 것으로 유래하는 응력을 완화할 수 있다. 그 결과, 적층 시트의 변형을 일으키기 어렵게 할 수 있다. 게다가 완화층이 점착 시트에 밀착함으로써, 줄무늬 또는 주름 등의 변형의 발생을 억제할 수 있다. According to the present invention, it is possible to alleviate the stress resulting from winding the laminated sheet to the adhesive sheet when winding the laminated sheet, by setting the relaxed layer to a predetermined compression ratio and making the relaxed layer and the adhesive sheet to have appropriate peeling force. As a result, it is difficult to cause deformation of the laminated sheet. Furthermore, the relaxed layer is brought into close contact with the pressure-sensitive adhesive sheet, whereby occurrence of deformation such as streaks or wrinkles can be suppressed.
또한, 작업자에 있어서 안정성이 우수하고, 권취 심재에 단차 가공을 필요로 하지 않고, 탄성층이나 커버의 설치의 필요 없이, 적층 시트를 권취했을 때의 적층 시트의 권취 선단부의 단차를 완화할 수 있다. 그 결과, 권취 심재 주변부의 시트의 단차에 유래하는 변형을 억제하고, 점착 시트의 수율 향상을 실현하는 권취 롤을 제공할 수 있다. 따라서, 전체 길이가 긴 점착 시트(긴 시트라고 함)에 적합하게 적용할 수 있다고 하는 우수한 효과를 나타낸다. Further, it is possible to alleviate the step of the winding front end portion of the laminated sheet when the laminated sheet is wound up, without requiring the operator to install the elastic layer or the cover, . As a result, it is possible to provide a winding roll that suppresses deformation resulting from a step of a sheet at the peripheral portion of the core, and realizes improvement in the yield of the pressure-sensitive adhesive sheet. Therefore, it is possible to suitably apply to a pressure sensitive adhesive sheet having a long overall length (referred to as a long sheet).
도 1A는 본 발명의 적층 시트의 일례를 나타내는 모식적 단면도이다.
도 1B는 본 발명의 적층 시트의 일례를 나타내는 모식적 단면도이다.
도 2는 본 발명의 권취 롤을 설명하기 위한 부분 확대 모식도이다.
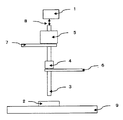
도 3은 압축률의 측정 방법을 측면에서 나타낸 도면이다. 1A is a schematic cross-sectional view showing an example of a laminated sheet of the present invention.
1B is a schematic cross-sectional view showing an example of a laminated sheet of the present invention.
2 is a partially enlarged schematic view for explaining a winding roll of the present invention.
3 is a view showing a method of measuring the compression ratio in a side view.
본원 명세서에서, 「시트」, 「테이프」 및 「필름」은 동의어이다. 또한, 「캐스트 점착 테이프」는, 기재 또는 심재가 없고, 점착제층만으로 구성한 점착 테이프로 한다. 또한, 이후에 설명하는 도면에서, 동일 요소 부재에는 동일 부호를 첨부하고, 적당히 중복 부분의 설명을 생략한다. In the present description, "sheet", "tape" and "film" are synonymous. Further, the " cast adhesive tape " is an adhesive tape made of only a pressure-sensitive adhesive layer without a substrate or core. In the drawings described below, the same reference numerals are assigned to the same element members, and the description of the overlapped portions is omitted.
본 발명의 권취 롤은, 이하에 상술하는 적층 시트를 권취 심재에 감은 롤로 이루어진다. 도 1A 및 도 1B는 본 발명의 적층 시트의 일례를 나타내는 모식적 단면도이다. 적층 시트(10)는 완화층(11), 완화층(11)에 접하도록 적층된 점착 시트(21)를 적어도 갖는다. The winding roll of the present invention is composed of a roll wound on the winding core as described below. 1A and 1B are schematic cross-sectional views showing an example of a laminated sheet of the present invention. The laminated
도 1A의 점착 시트(21)는 심재로서 기능하는 기재 필름(23), 이것을 협지하는 제1 점착제층(22a), 제2 점착제층(22b), 및 표층에 형성된 박리층(24)을 가지는 양면 점착형 시트이다. 도 1B의 점착 시트(21)는 기재로서 기능하는 기재 필름(23)의 편측(완화층(11) 측)에 점착제층(22)이 설치된 편면 점착형 시트이다. 점착 시트(21)는 권취 심재에 권취하는 대상 부재이다. 점착 시트(21)는 용도나 요구에 따라 여러 가지의 적층 구조를 취하는 것이 가능하다. 바람직한 태양으로서는, 심재에 기재 필름을 사용하고, 그 양면에 점착제층을 구비한 양면 점착형 시트(도 1A 참조)를 들 수 있다. 점착 시트(12)는 마킹 필름이나 잉크젯 수상층 부착된 점착 시트 등의 용도에도 적합하다. The
점착 시트(21)에 사용하는 기재 필름(23)은 기재 또는 심재로서 사용할 수 있는 소재이다. 구체적으로는, 폴리프로필렌, 폴리에틸렌, 폴리시클로올레핀, 에틸렌-아세트산 비닐 공중합체 등의 폴리올레핀계 수지; 폴리에틸렌 테레프탈레이트, 폴리에틸렌 나프탈레이트 등의 폴리에스테르계 수지; 폴리비닐 알코올, 트리아세틸셀룰로오스, 폴리염화비닐계 수지, 폴리카보네이트계 수지, 폴리노보넨계 수지, 폴리아릴레이트계 수지, 아크릴계 수지, 우레탄계 수지, 아크릴/우레탄계 수지, 폴리페닐렌설파이드 수지, 폴리스티렌 수지, 비닐계 수지, 폴리아미드계 수지, 폴리이미드계 수지 등의 수지, 및 이들 수지를 복합화한 수지를 들 수 있다. 또한, 알루미늄, 동, 은 및 금 등의 전성·연성이 있는 금속 및 그 합금의 금속박도 적합하다. 기재 필름(23)은 복수의 필름을 적층해도 좋고, 발포체이어도 좋다. 기재 필름(23)의 두께는, 점착 테이프로서 일반적인 두께이면 좋고, 특히 한정되지 않지만, 2 ㎛~500 ㎛가 바람직하고, 10 ㎛~300 ㎛가 보다 바람직하다. The
점착제층(22)(이후 설명에서, 점착제층(22)은 특히 예고 없는 경우에는 도 1A의 제1 점착제층(22a), 제2 점착제층(22b)도 포함함)은 점착 테이프로서 사용할 수 있는 점착제로부터 형성하는 것이 바람직하다. 구체적으로는, 아크릴계 점착제, 우레탄계 점착제, 고무계 점착제, 실리콘계 점착제, 폴리에스테르계 점착제 등을 들 수 있다. 점착제층(22)의 두께는 1~200 ㎛가 바람직하고, 5~100 ㎛가 보다 바람직하다. The pressure-sensitive adhesive layer 22 (in the following description, the pressure-sensitive
박리층(24)은 적층 시트(10)를 권취 심재에 권취할 때에, 완화층(11)의 표층과 점착 시트(21)의 표층의 박리성을 높이는 역할을 담당한다. 박리층(24)은 박리성 필름 또는 박리 수지층이 바람직하다. The
점착 시트(21)의 두께는 권취 심재로 권취하는 정도의 두께이면 좋고, 특히 한정되지 않지만, 2 ㎛~1 mm가 바람직하고, 15 ㎛~500 ㎛가 보다 바람직하다. The thickness of the
완화층(11)은 점착 시트(21)와 밀착하면서, 적층 시트(10)를 권취할 때에 점착 시트(21)에 가하는 변형 응력을 완화하고, 점착 시트(21)의 변형을 억제하는 기능을 담당한다. 이 응력 완화를 위해서, 완화층의 압축률은 1.5~15 %의 범위로 한다. 완화층(11)의 압축률의 보다 바람직한 범위는 1.5~10 %이다. 완화층의 압축률을 1.5~15 %로 함으로써, 점착 시트(21)를 권취 심재에 권취할 때에 가하는 응력을 완화할 수 있다. 그 결과, 점착 시트에 변형이 생기기 어려워져, 적층 시트(10)의 수율이 향상한다. 점착 시트(21)와 완화층(11)의 박리력은 0.02~2 N/25 mm가 바람직하다. The
도 1A 및 도 1B의 완화층(11)은 쿠션층(12)과 박리층(13)의 2층의 적층체로 이루어진다. 단, 이것은 일례이며, 상기 특정 압축률 및 점착 시트와의 적절한 박리력을 만족하고 있으면, 단층만으로 의해 구성하거나 다른 층을 더 적층하는 것도 가능하다. 1A and 1B is composed of a laminate of two layers of a cushion layer 12 and a
완화층(11)의 두께는, 응력 완화가 가능하고 시트층의 변형을 억제할 수 있으면 좋고, 특히 한정되지 않지만, 10~500 ㎛가 바람직하고, 20~300 ㎛가 보다 바람직하다. 두께를 10~500 ㎛로 함으로써, 응력을 완화하고, 변형을 보다 효과적으로 억제할 수 있다. 또, 적절한 두께이기 때문에 비용 면에서도 바람직하다. The thickness of the
본 발명의 완화층의 압축률은, 이하의 방법에 의해 구한 값으로 한다. The compression ratio of the relaxed layer of the present invention is a value obtained by the following method.
즉, 완화층을 직경 22.4 mm의 원반상으로 잘라, 이것을 10매 겹침으로써 측정 시료로 한다. 이 측정 시료를 23℃ 50 % 항온 항습실에 24시간 이상 침강한다. 그 후, 측정 시료에 제1 하중으로서 300 g/㎠를 가하고 나서 1분 후의 측정 시료의 두께 T1를 계측한다. 다음으로, T1 계측에서 연속해 이 측정 시료에 제2 하중으로서 1500 g/㎠를 추가해 합계 1800 g/㎠를 가해 1분 후의 두께 T2를 계측한다. 그리고, 하기 수식(1)으로부터 압축률을 구한다. That is, the relaxed layer is cut into a disk having a diameter of 22.4 mm, and 10 sheets are stacked to form a measurement sample. The measurement sample is settled in a constant temperature and humidity chamber of 23 ° C and 50% for 24 hours or more. Thereafter, the thickness T1 of the sample to be measured after one minute from the application of 300 g / cm < 2 > as the first load to the sample to be measured is measured. Next, in the T1 measurement, a total thickness of 1800 g / cm < 2 > is added to the measured sample by adding 1500 g / cm < 2 > as a second load, and the thickness T2 after one minute is measured. Then, the compression rate is obtained from the following equation (1).
수식(1) 압축률(%)=(T1-T2)/T1×100 Expression (1) Compression rate (%) = (T1-T2) / T1 × 100
완화층의 압축률을 높이기 위한 소재로서 예를 들면 종이, 부직포, 발포체, 탄성겔, 엘라스토머를 예시할 수 있다. 상기 종이는, 예를 들면 글라신지(glassine paper), 상질지, 크래프트지, 아트지, 코트지, 합성지 등을 들 수 있다. 상기 발포체는, 예를 들면 폴리에틸렌계 수지, 폴리프로필렌계 수지, 폴리우레탄계 수지 등을 들 수 있다. 상기 부직포는, 예를 들면 펄프 섬유, 레이온 섬유, 마섬유, 섬유상 폴리올레핀계 수지, 섬유상 폴리에틸렌 테레프탈레이트계 수지 등에 의해서 초지(抄紙)된 것을 들 수 있다. 상기 탄성겔은, 예를 들면 아크릴계 수지, 우레탄계 수지, 실리콘계 수지 등을 들 수 있다. 상기 엘라스토머는, 예를 들면 천연 고무, 스티렌이소프렌 블록 공중합체, 스티렌부타디엔 블록 공중합체, 아크릴 고무, 실리콘 고무, 비닐 에테르 공중합체, 우레탄 고무 등을 들 수 있다. 이들 소재 중에서도 종이가 바람직하다. As a material for increasing the compressibility of the relaxed layer, for example, paper, a nonwoven fabric, a foam, an elastic gel, and an elastomer can be exemplified. Examples of the paper include glassine paper, high-quality paper, kraft paper, art paper, coated paper, and synthetic paper. Examples of the foam include a polyethylene-based resin, a polypropylene-based resin, and a polyurethane-based resin. Examples of the nonwoven fabric include paper made by pulp fibers, rayon fibers, hemp fibers, fibrous polyolefin resins, fibrous polyethylene terephthalate resins, and the like. Examples of the elastic gel include an acrylic resin, a urethane resin, and a silicone resin. Examples of the elastomer include natural rubber, styrene isoprene block copolymer, styrene butadiene block copolymer, acrylic rubber, silicone rubber, vinyl ether copolymer and urethane rubber. Among these materials, paper is preferable.
완화층(11)은 쿠션층(12)만으로 구성할 수도 있지만, 박리층(13)을 적층하는 것이 바람직하다. 박리층(13)을 적층함으로써, 점착 시트(21)와의 박리력을 적절히 할 수 있다. The
박리층(13)은, 박리성 필름 또는 박리 수지층이 바람직하다. 박리성 필름은, 점착 시트의 점착력에 의해 이하와 같이 선택할 수 있다. 예를 들면 점착력이 높은 경우는, 표면에 실리콘 처리, 불소 처리 등의 박리 처리가 실시된 필름(세퍼레이터라고도 함)이 바람직하다. 한편, 점착력이 낮은 경우는, 폴리에틸렌이나 폴리에틸렌 테레프탈레이트 등의 박리 처리가 없는 필름을 사용할 수 있다. 박리 수지층은, 박리성 필름을 사용하지 않고, 실리콘 처리제나 불소 처리제 등의 박리제를 완화층에 직접 도공함으로써 형성할 수 있다. The
점착 시트(21)가, 도 1B에 나타내는 편면 점착형인 경우, 점착제층(22)과 접하는 박리층(13)의 표면에, 실리콘 처리, 불소 처리 등의 박리 처리를 실시하는 것이 바람직하다. 또한, 점착 시트(21)가 도 1A에 나타내는 양면 점착형인 경우, 완화층(11)의 외측 주면에, 실리콘 처리, 불소 처리 등의 박리 처리를 실시한 필름이나 종이(세퍼레이터라고도 함)를 적층할 수도 있다. 또한, 박리층(24)을 형성하지 않고 제2 점착제층(22b)을 최표층으로 하는 경우에는, 점착 시트 표면과 완화층(11)의 표면(11B)이 적층 시트(10)를 권취할 때에 밀착하고, 적층 시트(10)를 감기 시작할 때의 박리력이 과잉이 되는 것을 방지하기 위해서, 완화층(11)의 표면(11B)에 실리콘 처리, 불소 처리 등의 박리 처리를 실시해도 좋다. When the
상기 박리성 필름을 완화층(11)에 접착하는 방법은 특히 한정되지 않지만, 공지의 접착제, 양면 점착 테이프 또는 캐스트 점착 테이프를 사용하는 방법이 바람직하다. A method of adhering the releasable film to the
완화층(11)의 보다 바람직한 태양으로서, 박리층(13)으로서 박리성 필름을, 쿠션층(12)으로서 종이를 사용하는 예를 들 수 있다. 상기 종이는, 상질지 또는 크래프트지가 바람직하다. 종이는 분위기 중의 습도의 영향에 의해 신축하는 경우가 있다. 그 때문에 쿠션층에 종이를 사용하는 경우, 이 신축에 의해 점착 테이프에 주름이 생기는 일이 있기 때문에, 신축을 효과적으로 방지하는 관점에서, 종이에 플라스틱스의 수지층을 형성하는 것이 바람직하다. As a more preferable embodiment of the
적층 시트(10)는, 권취 심재에 권취하기 위해서, 점착 시트(21)와 완화층(11)이 자연스럽게 박리하지 않는 정도 이상의 밀착성이 필요하다. 구체적으로 박리력은, 0.02N/25 mm 이상인 것이 바람직하다. 박리력의 상한은 점착 시트가 변형하지 않는 정도이면 좋다. 그래서 박리력은 2 N/25 mm 이하가 바람직하다. 또한, 박리력은 0.05~1.5N/25 mm가 보다 바람직하다. 박리력이 0.02~2 N/25 mm인 것으로, 점착 시트를 감을 때 응력이 더해졌을 때에도, 점착 시트에 주름이 들어가기 어렵고, 완화층을 벗길 때 점착 시트에 박리 데미지를 주기 어렵다. 이상과 같이 완화층은, 이른바 합지, 또는 단순한 박리성 시트와는 다르다. In order to wind the
또한, 점착 시트(21)와 완화층(11)의 두께의 관계는, 완화층(21)의 두께가 극단적으로 점착 시트 두께를 웃돌지 않는 것이 바람직하다. 점착 시트(21)의 두께(A)와 완화층(11)의 두께(B)는, (A)/(B)=0.5~10이 바람직하고, 1~5가 보다 바람직하다. It is also preferable that the thickness of the relieving
상기 박리력의 측정은, 적층 시트를 25 mm폭, 200 mm 길이로 잘라 시료로 한다. 그리고, 이 시료의 점착 시트측을 변형하기 어려운 판재, 예를 들면 알루미늄판에 양면 점착 테이프로 고정한 다음, 완화층(11)을 박리 속도 300 mm/min, 박리각 180°로 박리함으로써 실시한다. 또한 박리력은, JIS-Z0237에 준거해 온도 23℃, 습도 50 % RH 분위기 하에서 측정한다. The peel force is measured by cutting the laminated sheet to a length of 25 mm width and a length of 200 mm. Then, the adhesive sheet side of the sample is fixed to a plate material, for example, an aluminum plate, which is less likely to be deformed, by double-faced adhesive tape, and then the
본 발명의 권취 롤의 점착 시트에 변형이 생긴지 아닌지를 평가하는 방법은, 예를 들면, 권취 심재가 감은 단부부터 1 m 마다 점착 시트를 잘라내 시료로 하고, 그 시료의 배후에 설치한 전구 등으로부터 빛을 광원으로서, 시료에 줄이나 얼룩짐이 생긴 개소의 단부부터의 길이에 의해 점착 시트의 변형을 평가할 수 있다. A method for evaluating whether or not deformation has occurred on the pressure sensitive adhesive sheet of the present invention is, for example, a method in which the pressure sensitive adhesive sheet is cut at every 1 m from the end where the wound core is wound to form a sample, It is possible to evaluate the deformation of the adhesive sheet by using light as a light source and by measuring the length from the end of the portion where the sample is streaked or uneven.
본 발명의 권취 롤의 점착 시트를 예를 들면, 내부에 광원을 설치한 광투과 간판에 사용하는 경우는, 점착 시트에 생긴 얼룩이 그 시인성을 저하시켜, 상품성을 해칠 가능성이 있다. 이 시인성을 평가하는 방법은, 예를 들면, 권취 심재가 감은 단부로부터 90 m의 위치에서 점착 시트를 잘라내, 두께 2 mm의 아크릴 판에 붙인 적층판을 시료로 하고, 그 시료의 배후에 설치한 전구 등으로부터의 빛을 광원으로서 시료에 얼룩이 생기고 있는지 아닌지로 평가할 수 있다. When the adhesive sheet of the winding roll of the present invention is used, for example, in a light-transmitting signboard provided with a light source therein, there is a possibility that the unevenness on the adhesive sheet lowers the visibility thereof, thereby deteriorating the merchantability. A method of evaluating the visibility is, for example, a method in which a pressure-sensitive adhesive sheet is cut at a position of 90 m from the end where the core is wound, and a laminated plate adhered to an acrylic plate having a thickness of 2 mm is used as a sample. Or the like as a light source can be evaluated as to whether or not the sample is contaminated.
본 발명의 권취 심재는 특히 한정되지 않지만, 예를 들면 종이관, 금속관, 플라스틱관을 예시할 수 있다. 일반적으로 인쇄기, 도공기, 성형기, 초사기 등의 제조 장치에 부수되는 권취장치로 사용되는 가로폭 방향으로 긴 관이다. 상기 권취 심재는, 일반적으로 직경 1~40 cm 정도가 바람직하다. 또한, 권취 심재의 가로폭은 권취 장치에 설치할 수 있는 폭이면 좋고, 특히 한정되지 않는다. 일반적으로는 2 mm~6 m 정도이다. The winding core of the present invention is not particularly limited, but examples thereof include paper tubes, metal tubes and plastic tubes. In general, it is a long lengthwise pipe used as a winding device attached to a manufacturing apparatus such as a printing machine, a coating machine, a molding machine, and a sintering machine. The above-mentioned core material is preferably about 1 to 40 cm in diameter. The width of the core material may be any width as long as it can be provided on the winding device, and is not particularly limited. Generally, it is about 2 mm to 6 m.
적층 시트(10)는, 그 선단부를 권취 심재에 누르면서 권치함으로써, 권취 롤을 얻을 수 있다. 도 2에, 본 발명의 권취 롤의 부분 확대 설명도를 나타낸다. 권취 롤(30)은, 권취 심(31)에 적층 시트(10)가 감겨진 구성을 이룬다. 적층 시트(10)는, 완화층(11)을 아래 쪽에, 점착 시트(21)가 위쪽이 되도록 감겨있다. 도 2의 예와는 반대로, 적층 시트의 점착 시트(21)를 아래 쪽으로 해도 좋다. The
종래, 점착 시트를 권취 심재에 권취할 때에 단차 부분에 의해, 기재 필름 및 점착제층이 변형되어, 점착 시트의 수율이 저하된다고 하는 문제가 있었다. 그렇지만, 본 발명의 적층 시트에 의하면, 도 2에 나타낸 바와 같이, 적층 시트(10)의 감는 시작 선단 부분에 적층 시트(10)를 감는 것을 거듭함으로써 생기는 단차 부분을, 두께 방향에서 압축이 가능한 완화층(11)을 형성하는 것에 의해서 축소하고 있다. 그 결과, 점착 시트의 변형을 최소한으로 억제할 수 있다. Conventionally, there has been a problem that when the adhesive sheet is wound around the core, the base film and the pressure-sensitive adhesive layer are deformed by the stepped portion, thereby lowering the yield of the pressure-sensitive adhesive sheet. However, according to the laminated sheet of the present invention, as shown in Fig. 2, the stepped portion formed by repeatedly winding the
적층 시트(10)의 다른 권취 방법으로서 적층 시트(10)의 선단부를, 접착성 부재를 사용해 권취 심재에 고정해 권취하는 방법도 예시할 수 있다. 접착성 부재에는 양면 점착 테이프, 캐스트 점착 테이프, 편면 점착 테이프가 있다. 제1의 방법으로서 적층 시트(10)의 완화층(11B) 면의 선단부를, 양면 점착 테이프를 사용해 권취 심재에 고정하는 방법을 예시할 수 있다. 또한, 제2의 방법으로서 적층 시트(10)의 점착 시트(21)을 아래 쪽으로 하고, 그 선단부를, 점착 테이프를 사용해 권취 심재와 고정하는 방법을 예시할 수 있다. 접착성 부재를 사용하는 경우, 도 2의 단차 구조가 점착 테이프의 두께만큼 커지지만, 완화층(11)을 형성하는 것에 의해서, 두께 방향에서 압축을 촉구하여, 단차를 축소할 수 있다. As another method for winding the
또한, 종래, 마킹 필름이나 잉크젯 수상층 점착 시트의 용도로 이용하는 경우, 예를 들면 내부에 광원을 설치한 광투과형 간판에 사용했을 경우, 얼룩(uneven)이 생기는 경우가 있었다. 당해 얼룩이 있으면, 내부의 빛에 의해 얼룩이 명확하게 시인할 수 있기 때문에, 미관이 중요한 이들 용도에서는 상품 가치가 손상되어 버린다고 하는 문제가 있었다. 그렇지만, 본 발명의 적층 시트에 의하면, 완화층(11)을 이용함으로써 상기 변형을 억제하여 얼룩 등이 시인되는 것을 억제할 수 있다. In addition, conventionally, when used as a marking film or an inkjet image receiving layer adhesive sheet, for example, when used in a light transmission type signboard having a light source therein, unevenness may occur. If there is such an unevenness, since the unevenness can clearly be recognized by the light of the inside, there is a problem that the value of the product is damaged in these applications where the appearance is important. However, according to the laminated sheet of the present invention, by using the
또한, 본 발명의 권취 롤에 의하면, 권취 심재에 단차 가공을 필요로 하지 않고, 탄성층이나 커버의 설치를 필요로 하지 않기 때문에, 제조 공정의 간편화를 도모할 수 있다. 또한, 작업자의 안정성이 우수하다. 본 발명에 의하면, 적층 시트의 권취 시작에서 유래하는 단차에 기인하는 단차 부분을 완화층에 의해 완화함으로써, 단차에 유래하는 점착 시트의 변형을 억제하고, 점착 시트의 수율을 향상할 수 있으므로, 긴 시트를 권취하는 권취 롤에서 특히 적합하다. Further, according to the winding roll of the present invention, it is not necessary to provide a stepped portion to the winding core, and since it is not necessary to install the elastic layer or the cover, the manufacturing process can be simplified. In addition, the stability of the operator is excellent. According to the present invention, since the step difference caused by the step derived from the start of winding of the laminated sheet is alleviated by the relaxed layer, the deformation of the adhesive sheet derived from the step can be suppressed and the yield of the adhesive sheet can be improved. And is particularly suitable for a winding roll for winding a sheet.
또한, 상기 실시형태는, 본 발명의 한 형태이며, 본 발명의 취지에 합치하는 한, 다른 실시형태도 본 발명의 범주에 포함된다. The above-described embodiment is one mode of the present invention, and other embodiments are also included in the scope of the present invention as long as the spirit of the present invention is satisfied.
≪실시예≫ ≪ Embodiment >
이하, 실시예에 의해, 본 발명을 더욱 상세하게 설명하지만, 본 발명은 이들에 의해 전혀 한정되지 않는다. 또한, 실시예는 모두 길이 100 m, 폭 1000 mm의 적층 시트가 권취된 권취 롤을 얻을 수 있도록 행했다. Hereinafter, the present invention will be described in more detail with reference to Examples, but the present invention is not limited thereto at all. All of the examples were carried out so as to obtain a winding roll in which a laminated sheet having a length of 100 m and a width of 1000 mm was wound.
또한, 박리성 필름으로서 두께 25 ㎛의 폴리에틸렌 테레프탈레이트 시트의 편측에 박리력이 다른 실리콘 수지로 박리 처리한 박리성 필름을 준비한(Y1(경(輕)박리력), Y2(중경(中輕)박리력), Y3(중(中)박리력), Y4(중(重)박리력)).Further, as a peelable film, a polyethylene terephthalate sheet having a thickness of 25 占 퐉 and having a peelable film (Y1 (light peeling force)) and Y2 (middle peel strength) Peel force), Y3 (middle peel force), Y4 (medium peel force)).
<실시예 1> 박리성 필름(Y1)의 박리 처리 비형성면에 아크릴계 점착제를 도공해 건조 두께 15 ㎛의 점착제층(51)을 형성했다. 이 점착제층(51)에 쿠션층으로서 압축률 6.6%, 두께 75 ㎛의 크래프트지(1)를 맞대어 붙임으로써 완화층(a1)을 얻었다. Example 1 Removal of Peelable Film (Y1) An acrylic pressure-sensitive adhesive was coated on the non-formed surface to form a pressure-sensitive adhesive layer 51 having a dry thickness of 15 占 퐉. A
얻어진 완화층(a1)의 박리 처리면(박리성 필름(Y1)의 박리 처리면에 아크릴계 점착제를 도공해 건조 두께 40 ㎛의 점착제층(61)을 형성했다. 이 점착제층에 길이 200 m, 폭 1000 mm, 두께 100 ㎛의 폴리에틸렌 테레프탈레이트 시트(X1)에 맞대어 붙였다. An acrylic pressure-sensitive adhesive was coated on the exfoliated surface of the releasable film (Y1) of the obtained relaxed layer (a1) to form a pressure-sensitive adhesive layer (61) having a dry thickness of 40 m. 1000 mm thick, 100 占 퐉 thick polyethylene terephthalate sheet (X1).
별도, 길이 200 m의 상기 박리성 필름(Y1)의 박리 처리면에 아크릴계 점착제를 도공해 건조 두께 40 ㎛의 점착제층(71)을 형성했다. 이 점착제층(71)을 상기 폴리에틸렌 테레프탈레이트 시트(X1)에 맞대어 붙임으로써, 적층 시트(b1)를 얻었다. Separately, an acrylic pressure-sensitive adhesive was coated on the release-treated surface of the peelable film Y1 having a length of 200 m to form a pressure-sensitive adhesive layer 71 having a dry thickness of 40 占 퐉. The pressure-sensitive adhesive layer 71 was put in contact with the polyethylene terephthalate sheet X1 to obtain a laminated sheet (b1).
얻어진 적층 시트(b1) 중 100 m를, 가로폭 1050 mm, 내경 76.5 mm, 외경 92.5 mm의 아크릴로니트릴·부타디엔·스티렌(ABS) 수지 제의 플라스틱 관에, 두께 5 ㎛의 폴리에틸렌 테레프탈레이트 필름을 심재로서 두께 5 ㎛의 점착제층을 가지는 양면 점착 테이프를 붙인 부분에, 당해 적층 시트의 선단부를 고정하면서 감아, 권취 롤(c1)을 얻었다. 100 m of the obtained laminated sheet (b1) was coated with a polyethylene terephthalate film having a thickness of 5 占 퐉 in a plastic tube made of acrylonitrile-butadiene-styrene (ABS) resin having a width of 1050 mm, an inner diameter of 76.5 mm and an outer diameter of 92.5 mm A winding roll (c1) was obtained by winding the end portion of the laminated sheet while fixing the portion where the double-sided adhesive tape having the pressure-sensitive adhesive layer having a thickness of 5 占 퐉 as the core was stuck.
점착 시트와 완화층과의 박리력, 권취 심재 단차 자취에 의한 불량 미터 수, 및 면 전체의 얼룩짐에 관한 평가 결과를 표 2에 나타냈다. Table 2 shows the evaluation results concerning the peeling force between the adhesive sheet and the relaxed layer, the number of defective meters due to the stepped traces of the core material, and the unevenness of the entire surface.
<실시예 2> 크래프트지(1)를 대신하여 편면에 폴리에틸렌 수지를 두께 30 ㎛ 적층한 압축률 3.6%, 총 두께 95 ㎛의 크래프트지(2)를 사용하고, 상기 폴리에틸렌 수지 비적층면에 점착제층(51)을 형성한 이외는 실시예 1과 동일하게 실시함으로써 권취 롤(c2)을 얻었다. Example 2 A
<실시예 3> 폴리에틸렌 테레프탈레이트(X1)를 대신하여 두께 188 ㎛의 폴리에틸렌 테레프탈레이트 시트(X2)를 사용한 이외는 실시예 2와 동일하게 실시함으로써 권취 롤(c3)을 얻었다. Example 3 A winding roll (c3) was obtained in the same manner as in Example 2 except that polyethylene terephthalate sheet (X2) having a thickness of 188 占 퐉 was used instead of polyethylene terephthalate (X1).
<실시예 4> 박리성 필름(Y1)을 대신하여 박리성 필름(Y2)을 이용하고, 크래프트지(2)를 대신하여 편면에 폴리에틸렌 수지를 두께 30 ㎛ 적층한 압축률 3.1%, 총 두께 65 ㎛의 크래프트지(3)를 사용하고, (3)의 폴리에틸렌 수지 비적층면에 점착제층(51)을 형성한 이외는 실시예 3과 동일하게 실시함으로써 권취 롤(c4)을 얻었다. Example 4 A peelable film (Y2) was used in lieu of the peelable film (Y1), and a compression ratio of 3.1% and a total thickness of 65 mu m (C4) was obtained in the same manner as in Example 3, except that the
<실시예 5> 박리성 필름(Y1)을 대신하여 박리성 필름(Y2)을 이용하고, 크래프트지(1)를 대신하여 압축률 2.6%, 두께 88 ㎛의 상질지(4)를 사용한 이외는 실시예 1과 동일하게 실시함으로써 권취 롤(c5)을 얻었다. Example 5 A peelable film (Y2) was used in place of the peelable film (Y1), and in place of the kraft paper (1), the procedure was repeated except that the topsheet (4) having a compression rate of 2.6% A winding roll (c5) was obtained in the same manner as in Example 1.
<실시예 6> 폴리에틸렌 테레프탈레이트(X1)를 대신하여 두께 50 ㎛의 폴리에틸렌 테레프탈레이트 시트(X3)를 사용한 이외는 실시예 5와 동일하게 실시함으로써 권취 롤(c6)을 얻었다. Example 6 A winding roll (c6) was obtained in the same manner as in Example 5 except that a polyethylene terephthalate sheet (X3) having a thickness of 50 占 퐉 was used in place of the polyethylene terephthalate (X1).
<실시예 7> 박리성 필름(Y1)을 대신하여 박리성 필름(Y3)을 이용하고, 크래프트지(2)를 대신하여 양면에 각각 폴리에틸렌 수지를 두께 30 ㎛ 적층한 길이 200 m, 압축률 2.1%, 총 두께 95 ㎛의 상질지(5)를 사용한 이외는 실시예 3과 동일하게 실시함으로써 권취 롤(c7)을 얻었다. Example 7 A peelable film (Y3) was used in place of the peelable film (Y1), and a polyethylene resin was laminated on both sides in place of the kraft paper (2) (5) having a total thickness of 95 mu m was used in place of the above-mentioned rolls (5), thereby obtaining a take-up roll (c7).
<실시예 8> 박리성 필름(Y3)을 대신하여 박리성 필름(Y4)을 이용하고, 양면에 각각 폴리에틸렌 수지를 적층한 상질지(5)를 대신하여 압축률 11.3%, 두께 37 ㎛의 마닐라 마섬유 부직포(6)를 사용한 이외는 실시예 7과 동일하게 실시함으로써 권취 롤(c8)을 얻었다. Example 8 A laminated film was obtained in the same manner as in Example 1 except that the peelable film (Y4) was used in place of the peelable film (Y3), and the topsheet (5) A winding roll (c8) was obtained in the same manner as in Example 7 except that the fibrous nonwoven fabric (6) was used.
<실시예 9> 부직포(6)를 대신하여 압축률 11.1%, 두께 100 ㎛의 섬유상 폴리에틸렌테레프탈레이트 수지 섬유 부직포(7)를 사용한 이외는 실시예 8과 동일하게 실시함으로써 권취 롤(c9)을 얻었다. Example 9 A wound roll (c9) was obtained in the same manner as in Example 8 except that a fibrous polyethylene terephthalate resin
<실시예 10> 크래프트지(1)를 대신하여 압축률 9.5 %, 두께 100 ㎛의 폴리우레탄수지 발포체(8)를 사용하고, 점착제층(51)을 형성한 이외는 실시예 1과 동일하게 실시함으로써 권취 롤(c10)을 얻었다. Example 10 The procedure of Example 1 was repeated except that the
<실시예 11> 크래프트지(2)를 대신하여 압축률 12.4%, 총 두께 100 ㎛의 폴리우레탄 수지계 겔(9)을 사용하고, 점착제층(51)을 형성한 이외는 실시예 3과 동일하게 실시함으로써 권취 롤(c11)을 얻었다. Example 11 The procedure of Example 3 was repeated except that the
<실시예 12> 박리성 필름(Y1)의 박리 처리 비형성면에 아크릴계 점착제를 도공해 건조 두께 80 ㎛의 점착제층(52)을 형성한, 이 점착제층(52)에 두께 6 ㎛의 폴리에틸렌 테레프탈레이트 시트(X4)를 적층시키고, 압축률 1.8%, 총 두께 111 ㎛의 완화층(a12)을 얻었다. Example 12 Removal of Peelable Film (Y1) A pressure-sensitive adhesive layer (52) having an adhesive layer (52) having a dry thickness of 80 占 퐉 was coated on the non-formed surface with a polyvinyl chloride The phthalate sheet X4 was laminated to obtain a relaxed layer a12 having a compressibility of 1.8% and a total thickness of 111 mu m.
얻어진 완화층(a12)을 이용한 이외는 실시예 3과 동일하게 실시함으로써 권취 롤(c12)을 얻었다. A winding roll (c12) was obtained in the same manner as in Example 3 except that the relaxed layer (a12) was used.
<실시예 13> 두께 25 ㎛의 폴리에틸렌 테레프탈레이트 시트(X5)의 편측면에 아크릴계 점착제를 도공해 건조 두께 15 ㎛의 점착제층(51)을 형성한, 이 점착제층(51)에 쿠션층으로서 양면에 각각 폴리에틸렌 수지를 두께 30 ㎛ 적층한 압축률 2.2%, 총 두께 130 ㎛의 상질지(10)와 맞대어 붙여 완화층(a13)을 얻었다. Example 13 An acrylic pressure-sensitive adhesive was applied to a side face of a polyethylene terephthalate sheet (X5) having a thickness of 25 占 퐉 to form a pressure-sensitive adhesive layer 51 having a dry thickness of 15 占 퐉. , A polyethylene resin having a thickness of 30 占 퐉 and a compression ratio of 2.2% and a total thickness of 130 占 퐉 were adhered together to obtain a relaxed layer (a13).
두께 188 ㎛의 폴리에틸렌 테레프탈레이트 시트(X2)에 아크릴계 미결착성 점착제를 도공해 건조 두께 15 ㎛의 점착제층(62)을 형성해 얻어진 완화층(a13)과 맞대어 붙였다. A polyethylene terephthalate sheet (X2) having a thickness of 188 占 퐉 was coated with an acrylic unbonded pressure-sensitive adhesive to form a pressure-sensitive adhesive layer (62) having a dry thickness of 15 占 퐉 and adhered to the obtained relaxation layer (a13).
별도, 박리성 필름(Y1)의 박리 처리면에 아크릴계 점착제를 도공해 건조 두께 40 ㎛의 점착제층(71)을 형성했다. 이 점착제층(71)을 상기 폴리에틸렌 테레프탈레이트 시트(X2)에 맞대어 붙임으로써, 적층 시트(b13)를 얻은 이외는 실시예 1과 동일하게 실시함으로써 권취 롤(c13)을 얻었다. Separately, an acrylic pressure-sensitive adhesive was coated on the release-treated surface of the peelable film Y1 to form a pressure-sensitive adhesive layer 71 having a dry thickness of 40 占 퐉. A winding roll (c13) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (71) was stuck to the polyethylene terephthalate sheet (X2) to obtain a laminated sheet (b13).
<실시예 14> 상질지(10)를 대신하여 양면에 각각 폴리에틸렌 수지를 두께 30 ㎛ 적층한 압축률 2.4%, 총 두께 180 ㎛의 상질지(11)를 사용하고, 폴리에틸렌 테레프탈레이트 시트(X2) 대신에 폴리에틸렌 테레프탈레이트 시트(X1)를 사용하고, 건조 두께 40 ㎛로 한 점착제층(71) 대신에 건조 두께 25 ㎛로 한 점착제층(72)을 형성한 이외는 실시예 13과 동일하게 실시함으로써 권취 롤(c14)을 얻었다. (Example 14) A laminate was prepared in the same manner as in Example 1 except that instead of the
<실시예 15> 폴리에틸렌 테레프탈레이트 시트(X2)에 아크릴계 미점착성 점착제를 도공해 건조 두께 15 ㎛의 점착제층(62)을 형성하고, 양면에 각각 폴리에틸렌 수지를 두께 30 ㎛ 적층한 압축률 2.2%, 총 두께 130 ㎛의 상질지(10)와 적층함으로써 완화층(a15)을 얻었다. Example 15 An acrylic pressure-sensitive adhesive was applied to a polyethylene terephthalate sheet (X2) to form a pressure-sensitive adhesive layer (62) having a dry thickness of 15 占 퐉. A compression ratio of 2.2% Layered with a
별도, 박리성 필름(Y1)의 박리 처리면에 아크릴계 점착제를 도공해 건조 두께 40 ㎛의 점착제층(71)을 형성했다. 이 점착제층(71)을 폴리에틸렌 테레프탈레이트 시트(X2)에 맞대어 붙임으로써, 적층 시트(b15)를 얻은 이외는 실시예 1과 동일하게 실시함으로써 권취 롤(c15)을 얻었다. Separately, an acrylic pressure-sensitive adhesive was coated on the release-treated surface of the peelable film Y1 to form a pressure-sensitive adhesive layer 71 having a dry thickness of 40 占 퐉. A winding roll (c15) was obtained in the same manner as in Example 1 except that the pressure-sensitive adhesive layer (71) was stuck to the polyethylene terephthalate sheet (X2) to obtain a laminated sheet (b15).
<실시예 16> 크래프트지(2) 대신에 양면에 폴리에틸렌 수지를 두께 30 ㎛ 적층해, 폴리에틸렌 수지층의 편측에 실리콘 수지로 박리 처리한 압축률 2.2%, 총 두께 130 ㎛의 상질지(12)를 사용해 완화층(a16)으로 한 이외는 실시예 3과 동일하게 실시함으로써 권취 롤(c16)을 얻었다. Example 16 Instead of the
<실시예 17> 박리성 필름(Y1)의 박리 처리 비형성면에 아크릴계 점착제를 도공해 건조 두께 10 ㎛의 점착제층(53)을 형성하고, 이 점착제층(53)에 쿠션층으로서 부직포(6) 대신에 압축률 10.9%, 총 두께 32 ㎛의 펄프 섬유 부직포(14)를 맞대어 붙임으로써 완화층(a17)을 얻었다. 또한, 폴리에틸렌 테레프탈레이트 시트(X2) 대신에 두께 250 ㎛의 폴리에틸렌 테레프탈레이트 시트(X6)를 이용한 이외는 실시예 8과 동일하게 실시함으로써 권취 롤(c17)을 얻었다. Example 17 Removal of Peelable Film Y1 An acrylic pressure-sensitive adhesive was applied to the non-formed surface to form a pressure-sensitive adhesive layer 53 having a dry thickness of 10 占 퐉. To the pressure-sensitive adhesive layer 53, a nonwoven fabric 6 ), A pulp fiber nonwoven fabric 14 having a compressive ratio of 10.9% and a total thickness of 32 탆 was abutted against each other to obtain a relaxed layer a17. A winding roll (c17) was obtained in the same manner as in Example 8 except that a polyethylene terephthalate sheet (X6) having a thickness of 250 占 퐉 was used instead of the polyethylene terephthalate sheet (X2).
<비교예 1> 크래프트지(1)를 대신하여 압축률 1.3%, 두께 60 ㎛의 2축 연신 폴리프로필렌 수지 시트(15)를 사용하고, 이 편면 측에 점착제층(51)을 형성한 이외는 실시예 1과 동일하게 실시함으로써 권취 롤(c21)을 얻었다. COMPARATIVE EXAMPLE 1 A biaxially stretched polypropylene resin sheet 15 having a compressibility of 1.3% and a thickness of 60 탆 was used in place of the
<비교예 2> 2축 연신 폴리프로필렌 수지 시트(15)를 대신하여 압축률 28.5 %, 두께 105 ㎛의 폴리에틸렌 수지 발포체 시트(16)를 사용하고, 이 편면 측에 점착제층(51)을 형성한 이외는 비교예 1과 동일하게 실시함으로써 권취 롤(c22)을 얻었다. Comparative Example 2 A polyethylene resin foam sheet 16 having a compression ratio of 28.5% and a thickness of 105 占 퐉 was used in place of the biaxially stretched polypropylene resin sheet 15 and the pressure-sensitive adhesive layer 51 was formed on the one- Was carried out in the same manner as in Comparative Example 1 to obtain a take-up roll (c22).
<비교예 3> 완화층을 사용하지 않고, 점착제층(61)의 폴리에틸렌 테레프탈레이트 시트(X1)와 접하지 않는 면에, 박리성 필름(Y1)의 박리 처리면을 맞대어 붙이는 것 이외는 실시예 1과 동일하게 실시함으로써 권취 롤(c23)을 얻었다. COMPARATIVE EXAMPLE 3 Except that the releasable film was not used and the releasable film of the releasable film (Y1) was adhered to the surface of the pressure-sensitive adhesive layer (61) not in contact with the polyethylene terephthalate sheet (X1) 1, a winding roll (c23) was obtained.
<비교예 4> 박리성 필름(Y1)을 대신하여 두께 25 ㎛의 폴리에틸렌 테레프탈레이트 시트의 편측에 알키드 수지로 박리 처리한 박리성 필름(Y5)을 이용한 이외는 비교예 1과 동일하게 실시함으로써 권취 롤(c24)을 얻었다. (Comparative Example 4) A polyethylene terephthalate sheet having a thickness of 25 占 퐉 was used in place of the peelable film (Y1), and a peelable film (Y5) obtained by peeling treatment with an alkyd resin was used on one side of the polyethylene terephthalate sheet. And a roll (c24) was obtained.
실시예 1~17 및 비교예 1~4에서 얻어진 권취 롤을 하기 항목에 대해 평가했다. The rolls obtained in Examples 1 to 17 and Comparative Examples 1 to 4 were evaluated for the following items.
<박리력> 얻어진 권취 롤로부터 적층 시트를 감기 시작하고, 폭 25 mm, 길이 100 mm의 시료를 작성했다. 이 시료의 완화층을 두께 2 mm, 폭 30 mm, 길이 110 mm의 스테인리스 판에 양면 테이프로 고정했다. 시료의 점착 테이프를 박리각이 180℃, 박리 속도 300 mm로 박리력을 측정했다. 또한 박리력은 JISZ-0237에 준거해 23℃-50 % RH 분위기에서 측정했다. ≪ Peeling force > The laminated sheet was wound from the obtained winding roll to prepare a sample having a width of 25 mm and a length of 100 mm. The relaxed layer of the sample was fixed to a stainless steel plate having a thickness of 2 mm, a width of 30 mm, and a length of 110 mm with double-sided tape. The peeling strength of the sample adhesive tape was measured at a peel angle of 180 DEG C and a peel rate of 300 mm. The peel strength was measured in an atmosphere of 23 ° C-50% RH in accordance with JIS Z-0237.
<압축률> 도 3을 사용해 압축률의 측정 방법을 나타낸다. 시료 받침대(9)에 완화층을 직경 22.4 mm의 원반상으로 잘라, 이것을 10매를 겹쳐 측정 시료(2)로서 설치했다. 직경 5 mm의 원주(3)에 제1 하중(4) 및 제2 하중(5)은 원주(3)에 형성한 낙하 방지 스토퍼로 각각 고정하고 있다. 그 제1 하중(4)은 하중 제어부(6)이고, 또 제2 하중(5)은 하중 제어부(7)를 사용해 원주(3)에 하중이 걸리지 않는 상태로 준비한다. ≪ Compression ratio > The method of measuring the compression ratio is shown in Fig. The relaxed layer was cut into a circular disk having a diameter of 22.4 mm on the
압축률 측정은, 원주(3)의 하단을 측정 시료(2)에 접촉시킨 상태에서, 하중 제어부(6)를 취하고, 제1 하중(4)을 원주(3)에 가한다(하중:300g/㎠). 그 1분 후의 측정 시료의 두께(T1)를 측정한다. 다음으로, 제1 하중을 가하고 나서 1분 후에 하중 제어부(7)를 취하여 제2 하중(5)을 원주(3)에 가한다(하중:1500g/㎠). 제2 하중을 가하고 나서 1분 후에 측정 시료의 두께(T2)를 측정한다. T1 및 T2의 측정은 원주의 윗쪽에 설치한 레이저 변위계(1)를 사용하고, 각 측정 시간에 원주(3)의 상단의 위치 변동(8)으로부터 구했다. 압축률은, 하기 수식(1)으로 구했다. The compression rate is measured by taking the
수식(1) 압축률(%)=(T1-T2)/T1×100 Expression (1) Compression rate (%) = (T1-T2) / T1 × 100
<수율> 얻어진 권취 롤로부터 적층 시트를 감기 시작하고, 권취 심재를 감은 단부부터 1 m마다 100 cm 사방의 적층 시트를 잘라내 시료로 한다. 이 시료로부터 완화층을 박리하여, 목시로 점착 시트에 변형을 확인할 수 있는 단부부터의 길이를 수율로 한다. 이 수율 평가는, 수치가 적을수록 양호하다. ≪ Yield > The laminated sheet is started to be wound from the obtained winding roll, and a laminated sheet of 100 cm square is cut every 1 m from the end where the core is wound. The relaxed layer is peeled off from this sample, and the yield from the end where the deformation can be confirmed on the pressure-sensitive adhesive sheet is determined as yield. This yield evaluation is better as the numerical value is smaller.
<시인성> 얻어진 권취 롤로부터 적층 시트를 10 m 감기 시작해 100 cm 사방을 잘라내 시료로 한다. 이 시료로부터 완화층을 박리하여 두께 2 mm의 PMMA판(아크릴 판)에 붙인 적층판에 대해서, 당해 적층판의 배후에 설치한 전구로부터 빛을 쪼임으로써, 시료에 얼룩이 생기는지 아닌지 평가했다. 평가 기준은 이하와 같다. ≪ Visibility > The laminated sheet is rolled 10 m from the obtained winding roll and cut out 100 cm in all directions to obtain a sample. The relaxed layer was peeled off from the specimen, and a laminate adhered to a 2 mm thick PMMA plate (acrylic plate) was evaluated by evaluating whether or not unevenness occurred in the specimen by irradiating light from a bulb provided behind the laminate. The evaluation criteria are as follows.
○:적층판에 얼룩이 없다. O: There is no stain on the laminate.
△:적층판 약간 얼룩이 있다. B: Laminates slightly stained.
×:적층판에 얼룩이 있다. 실용 불가.X: There is a stain on the laminate. Not practicable.



이 출원은, 2012년 10월 15일에 출원된 일본 출원 특원 2012-228020을 기초로 하는 우선권을 주장하고, 그 명시된 모두를 여기에 포함한다. This application is based upon and claims the benefit of priority from Japanese Patent Application No. 2012-228020, filed on October 15, 2012, including all such expressions herein.
(산업상의 이용 가능성)(Industrial availability)
본 발명의 권취 롤은, 점착 시트를 권취 심재에 권취한 권취 롤을 이용하는 분야 전반에서 적합하게 이용할 수 있다. 특히 긴 시트를 권취 심재에 권취한 권취 롤에서 적합하다. The wind-up roll of the present invention can be suitably used in all fields using a wind-up roll in which the pressure-sensitive adhesive sheet is wound around the core. And is particularly suitable for a winding roll in which a long sheet is wound around a core.
10:적층 시트
11:완화층
12:쿠션층
13:박리층
21:점착 시트
22:점착제층
23:기재 필름
24:박리층
30:권취 롤
31:권취 심재10: laminated sheet
11: Relaxation layer
12: Cushion layer
13: Release layer
21: Pressure sensitive adhesive sheet
22: pressure-sensitive adhesive layer
23: substrate film
24: Release layer
30: Winding roll
31: Coil core
Claims (5)
상기 적층 시트는 점착 시트, 상기 점착 시트와 접하도록 적층된 완화층을 구비하고,
상기 점착 시트는 기재 필름과 점착제층을 구비하고,
상기 점착 시트와 상기 완화층의 박리력이 0.02~2 N/25 mm이고,
상기 완화층은 압축률이 1.5~15 %인 층을 가지며,
상기 완화층은 종이, 발포체, 부직포 및 탄성겔 중 어느 하나인, 권취 롤.
A winding roll comprising a laminated sheet wound around a core material,
Wherein the laminated sheet includes a pressure sensitive adhesive sheet and a relaxed layer laminated so as to be in contact with the pressure sensitive adhesive sheet,
Wherein the pressure-sensitive adhesive sheet comprises a base film and a pressure-sensitive adhesive layer,
Wherein the peeling force between the adhesive sheet and the relaxed layer is 0.02 to 2 N / 25 mm,
The relaxed layer has a layer having a compressibility of 1.5 to 15%
Wherein the relaxation layer is any one of paper, a foam, a nonwoven fabric and an elastic gel.
상기 적층 시트의 선단부가 상기 권취 심재와 접착성 부재에 의해 고정되어 있는 것을 특징으로 하는, 권취 롤.
The method according to claim 1,
Wherein a leading end portion of the laminated sheet is fixed by the winding core and the adhesive member.
상기 완화층이 박리층과 쿠션층을 구비하고,
상기 쿠션층은 압축률이 1.5~15 %인 것을 특징으로 하는, 권취 롤.
3. The method according to claim 1 or 2,
Wherein the relaxed layer comprises a release layer and a cushion layer,
Wherein the cushion layer has a compressibility of 1.5 to 15%.
상기 점착 시트의 두께(A)와 상기 완화층의 두께(B)는, (A)/(B)=0.5~10인 것을 특징으로 하는, 권취 롤.
3. The method according to claim 1 or 2,
Wherein the thickness (A) of the pressure-sensitive adhesive sheet and the thickness (B) of the relaxation layer are (A) / (B) = 0.5 to 10.
상기 적층 시트는, 상기 완화층을 상기 권취 심재 측으로 하여 감겨 있는 것을 특징으로 하는, 권취 롤.
3. The method according to claim 1 or 2,
Wherein the laminated sheet is wound with the relaxed layer on the winding core member side.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2012-228020 | 2012-10-15 | ||
| JP2012228020 | 2012-10-15 | ||
| PCT/JP2013/006129 WO2014061264A1 (en) | 2012-10-15 | 2013-10-15 | Wound roll |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20150075085A KR20150075085A (en) | 2015-07-02 |
| KR101985993B1 true KR101985993B1 (en) | 2019-06-04 |
Family
ID=50487843
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157009476A KR101985993B1 (en) | 2012-10-15 | 2013-10-15 | Wound roll |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6142417B2 (en) |
| KR (1) | KR101985993B1 (en) |
| CN (1) | CN104736652A (en) |
| TW (1) | TW201422509A (en) |
| WO (1) | WO2014061264A1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180111777A1 (en) | 2016-10-26 | 2018-04-26 | Cpfilms Inc. | Packaged flexible film and flexible film packaging system therefor |
| WO2018150502A1 (en) | 2017-02-15 | 2018-08-23 | リンテック株式会社 | Roll |
| JP6655763B2 (en) * | 2017-05-23 | 2020-02-26 | リンテック株式会社 | Roll and roll manufacturing method |
| JP2019001604A (en) * | 2017-06-15 | 2019-01-10 | 村田機械株式会社 | Package, method for manufacturing package, and device for winding thread |
| JP7311014B1 (en) * | 2022-12-27 | 2023-07-19 | 東洋インキScホールディングス株式会社 | Adhesive sheet rolls and adhesive sheets |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004167881A (en) * | 2002-11-20 | 2004-06-17 | Japan Gore Tex Inc | Mold-releasable cushion sheet |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5815537A (en) * | 1981-07-22 | 1983-01-28 | Fujimori Kogyo Kk | Production of release paper |
| JPH01111272U (en) * | 1988-01-19 | 1989-07-26 | ||
| JPH09142739A (en) * | 1995-11-21 | 1997-06-03 | Mitsui Toatsu Chem Inc | Spool core for metal plastic laminating material and method of application thereof |
| JPH1133626A (en) * | 1997-07-11 | 1999-02-09 | Nippon Light Metal Co Ltd | Coil |
| JP2000351278A (en) | 1999-06-10 | 2000-12-19 | Fuji Photo Film Co Ltd | Image receiving sheet, ink sheet and method for forming image using them |
| JP4986423B2 (en) * | 2005-08-03 | 2012-07-25 | 日東電工株式会社 | Peeling treatment substrate and method for producing the same |
| JP4695532B2 (en) | 2006-03-14 | 2011-06-08 | 株式会社昭和丸筒 | Winding method and winding body of sheet-shaped wound object around core |
| JP5063016B2 (en) * | 2006-03-23 | 2012-10-31 | リンテック株式会社 | Adhesive sheet and release sheet |
| JP2008260601A (en) | 2007-04-11 | 2008-10-30 | Toyo Ink Mfg Co Ltd | Rolled body, its manufacturing method, and laminating part-containing long sheet |
| JP2008274465A (en) * | 2007-04-27 | 2008-11-13 | Oji Paper Co Ltd | Base material for separate paper and adhesive sheet using the same |
| JP5607937B2 (en) * | 2010-01-14 | 2014-10-15 | 長岡産業株式会社 | Winding core, manufacturing method thereof, manufacturing apparatus |
-
2013
- 2013-10-15 JP JP2013214994A patent/JP6142417B2/en active Active
- 2013-10-15 TW TW102137255A patent/TW201422509A/en unknown
- 2013-10-15 WO PCT/JP2013/006129 patent/WO2014061264A1/en active Application Filing
- 2013-10-15 CN CN201380053758.5A patent/CN104736652A/en active Pending
- 2013-10-15 KR KR1020157009476A patent/KR101985993B1/en active IP Right Grant
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004167881A (en) * | 2002-11-20 | 2004-06-17 | Japan Gore Tex Inc | Mold-releasable cushion sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150075085A (en) | 2015-07-02 |
| JP2014097889A (en) | 2014-05-29 |
| CN104736652A (en) | 2015-06-24 |
| WO2014061264A1 (en) | 2014-04-24 |
| JP6142417B2 (en) | 2017-06-07 |
| TW201422509A (en) | 2014-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101985993B1 (en) | Wound roll | |
| JP4326635B2 (en) | Glass film handling method and glass laminate | |
| JP6322278B2 (en) | Laminate film and film pasting method | |
| KR101010462B1 (en) | Roll Raw Material and Roll Raw Material Manufacturing Method | |
| JP5530743B2 (en) | Convex / concave following laminated member and display device with touch panel using the same | |
| WO2006087921A1 (en) | Multilayer sheet, winding of multilayer sheet, and method for producing them | |
| JP5088567B2 (en) | Web winding core and web winding method | |
| KR101954458B1 (en) | Web roll and method for manufacturing the same, and method for manufacturing optical sheet | |
| JP2011116486A (en) | Film peeling device | |
| JP2013029754A (en) | Polarizing plate roll and manufacturing method thereof | |
| EP2703152B1 (en) | Label-producing method and label | |
| JP2019107764A (en) | Method for manufacturing sheet film | |
| JP2020172019A (en) | Separator, composite separator, double-faced adhesive tape with separator, polishing pad with adhesive and back pad with adhesive as well as peeling method for composite separator | |
| JPH06228513A (en) | Double-coated pressure-sensitive adhesive tape and its production | |
| KR101648221B1 (en) | Uneveness follow-up property laminated member and display device attached with touch pannel using the same | |
| JP5584635B2 (en) | Sheet, roll sheet and winding method | |
| JP2012177005A (en) | Film with pressure-sensitive adhesive and method for producing the same | |
| CN116716058B (en) | Dustproof and waterproof gauze composite film processing technology and product thereof | |
| TW202302437A (en) | Winding core, raw roll, and manufacturing method of raw roll | |
| TWI565583B (en) | A manufacturing method of an edge protective optical film and its product | |
| JP7294556B1 (en) | winding roll | |
| JP2010042922A (en) | Device and system for peeling protecting film | |
| JPH0990344A (en) | Method for curing polarizing plate with tacky adhesive layer | |
| JPH05273545A (en) | Tacky adhesive sheet roll and its production | |
| CN116338841A (en) | Retroreflective sheet with base material and capable of being printed by carbon tape |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |