WO2013175920A1 - 自動ドライバーへのねじの自動供給および装着方法並びにねじ自動供給機構を備えた自動ドライバー - Google Patents
自動ドライバーへのねじの自動供給および装着方法並びにねじ自動供給機構を備えた自動ドライバー Download PDFInfo
- Publication number
- WO2013175920A1 WO2013175920A1 PCT/JP2013/061855 JP2013061855W WO2013175920A1 WO 2013175920 A1 WO2013175920 A1 WO 2013175920A1 JP 2013061855 W JP2013061855 W JP 2013061855W WO 2013175920 A1 WO2013175920 A1 WO 2013175920A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- screw
- automatic
- bit
- supply
- guide
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B23/00—Details of, or accessories for, spanners, wrenches, screwdrivers
- B25B23/02—Arrangements for handling screws or nuts
- B25B23/04—Arrangements for handling screws or nuts for feeding screws or nuts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B23/00—Details of, or accessories for, spanners, wrenches, screwdrivers
- B25B23/02—Arrangements for handling screws or nuts
- B25B23/08—Arrangements for handling screws or nuts for holding or positioning screw or nut prior to or during its rotation
- B25B23/10—Arrangements for handling screws or nuts for holding or positioning screw or nut prior to or during its rotation using mechanical gripping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
Definitions
- the magnetic material screw sent by air from the automatic screw supply pipe strikes the screw overturn preventing claw, the posture thereof is corrected, and the catcher catches it in the correct posture. Then, when the electric bit is driven to rotate the rotary bit, the lower end of the lower tubular portion of the suction guide abuts on the free end of the screw anti-tip claw to move it outward and come in contact with the upper surface of the catcher. Then, the screw is attracted to the tip of the rotating bit by vacuum and magnetic force.
- the screw other than the screw made of magnetic material has the disadvantage that it can not be used at all in the screw with the screw supply mechanism, but the magnetic force acts on the tip of the rotating bit even if it is a screw made of magnetic material. Because the bit is attracted by itself and the rotating bit is rotating continuously, the holding condition of the screw is extremely unstable, and there is a risk that it may be dropped and dropped due to a slight impact or vibration, etc. Always stable and reliable There is a drawback that the screwing operation can not be performed easily.
- the inventor reliably holds the screw from the supply of the screw to the tightening operation of the screw made of any material regardless of the magnetic material, the nonmagnetic material, etc. Perform the predetermined operation from the supply of the screw to the state where the screw can be properly held at the tip of the bit and the screw tightening operation can be started, and when these operations are completed, the electric driver By starting it, smooth and stable screwing work can be achieved, and an automatic screwing device capable of remarkably improving the working efficiency has been developed and patented (see Patent Document 2).
- the automatic screw tightening device described in Patent Document 2 is mounted on an electric driver main body having a drive motor and a rotational output shaft rotationally driven by the motor, and a tip of the rotational output shaft protruding from the electric driver main body.
- a bit a tubular suction guide defining a suction passage around the bit, a screw supply holder for supplying and holding a screw in front of the suction guide, and the electric motor from the rear end of the screw supply holder
- An automatic screw tightening apparatus comprising: a cylinder extending toward the driver body; and a piston extending from the electric driver body toward the inside of the cylinder, the front end of the piston having the suction guide
- a cylindrical suction guide holder for holding the rear end portion movably in the axial direction of the rotary output shaft is provided, and the suction guide holder is stopped at the front end portion.
- the screw supply holder is provided with an inner cylinder in sliding contact with the outer peripheral surface of the suction guide holder, and a communication chamber communicating with the inside of the suction guide is formed inside the inner cylinder. Since the screw supply holder is provided with the intake pipe for drawing air into the communication chamber, the distance of the suction path from the intake pipe to the tip of the suction guide is shorter than in the configuration in which the intake pipe is provided in the electric driver main body. A desired suction force can be obtained at the tip of the suction guide, and the screw supplied and held by the screw supply holder can be reliably suctioned to the tip of the bit by the suction action of the suction guide.
- the present inventor freely rotates the screw back and forth and left and right within the circular hollow hole of the screw supply pipe when the small screw is pneumatically transferred by the screw supply pipe.
- the directionality of the screw head can be kept constant and transferred smoothly.
- the object of the present invention is to facilitate automatic feeding of small screws such that the length of the screw shaft, which has been considered to be difficult in the past, is smaller than the diameter of the screw head, and
- the automatic supply of the screw to the tip can be performed quickly and reliably and easily, the efficiency of the screwing operation can be remarkably enhanced, and the simple configuration makes the manufacture easy and reduces the manufacturing cost.
- a method of automatically feeding a screw to an automatic driver is a screw feeding method for feeding and holding a screw in front of a bit mounted on the tip of a rotary output shaft rotationally driven by a drive motor.
- a method of automatically feeding a screw in an automatic driver provided with a screw automatic feeding mechanism provided with a holding member The opening of the screw feed pipe is opened substantially vertically in the axial direction of the bit so that the screw head faces the tip of the bit and the center line of the screw shaft is coaxial with the bit.
- the screw feeding and holding member is positioned and arranged, and the screw is set to be held from the screw feeding pipe directly to the screw feeding and holding member.
- An automatic driver provided with a screw automatic feeding mechanism comprises an automatic driver main body having a drive motor and a rotational output shaft rotationally driven by the motor, and the rotational output shaft projecting from the automatic driver main body.
- the tip of the screw supply and holding member is disposed close to the tip opening of the suction guide, and guides and holds the screw so as to position the screw head so as to face the tip opening of the suction guide
- a screw feeding and holding plate having a screw guide and holding groove formed therein is resiliently inclinable or openable, and
- the screw supply pipe facing the one side edge of the screw supply holding plate and holding and transferring the screw head and the screw shaft in a fixed state, the screw head is at the tip opening of the suction guide It is characterized in that the open end of the screw supply pipe is positioned and arranged so as to directly face each other.
- a screw guide holding groove for guiding and holding a screw supplied from a screw supply pipe formed on the screw supply holding plate has a screw head.
- a screw head guide holding groove for guiding and holding the portion and a screw shaft portion guide holding groove for guiding and holding the screw shaft portion are characterized in that they are each formed in a U-shape.
- the screw feeding pipe has a flat shape for guiding a screw head as a screw guiding through hole. It is characterized by comprising a hole and a screw shaft guide through hole having a narrow shape for guiding the screw shaft.
- automatic feeding of the screw to the tip of the bit of the automatic driver can be carried out quickly and reliably and conveniently as described above. Can be installed smoothly and reliably from the automatic supply of screws to the tip of the bit, and the efficiency of screw tightening can be significantly improved
- the automatic supply of the screw to the tip of the bit of the automatic driver can be performed quickly and reliably and conveniently as described above.
- the efficiency of the screw tightening operation can be significantly enhanced, and the automatic driver can be easily configured with a simple structure, and the manufacturing cost can be reduced, and the screw tightening operation can be simplified and the efficiency can be reduced.
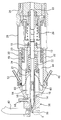
- FIG. 1 and 2 show an embodiment of an automatic driver provided with a screw automatic feeding mechanism according to the present invention.
- the reference numeral 10 denotes an automatic driver main body, and the tip end portion of the rotary output shaft 12 projecting from the side of a drive motor (not shown) provided inside the automatic driver main body 10
- a bit 14 as a tool is detachably mounted.
- a cylindrical suction guide 16 is provided so as to surround the entire bit 14, and a rear end portion of the suction guide 16 is provided in a cylindrical suction guide holder 20. It is accommodated so as to be movable in the longitudinal direction.
- an air passage 48 is provided in a part of the movable outer cylinder 32, and the air passage 48 is airtightly formed between the fixed inner cylinder 26 of the automatic driver main body 10 and the movable outer cylinder 32.
- a second vent pipe 52 communicating with the fluid chamber 50 and communicating with the vent path 48 is provided in a part of the movable outer cylinder 32 so as to supply air pressure from the outside. That is, the movable outer cylinder 32 and the fixed inner cylinder 26 constitute an air cylinder mechanism which moves the screw supply holding member 30 in the axial direction of the rotation output shaft 12.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Details Of Spanners, Wrenches, And Screw Drivers And Accessories (AREA)
Abstract
【課題】ねじ軸部の長さがねじ頭部の直径寸法よりも小さくなるような小ねじの自動供給を円滑に行うことができると共に、自動ドライバーのビット先端部に対する前記ねじの自動供給を迅速かつ確実にして簡便に行うことができ、ねじ締め作業の効率化を著しく高めることができ、しかも簡単な構成にして製造の容易化と共に製造コストを低減することができる自動ドライバーへのねじの自動供給および装着方法並びにねじ自動供給機構を備えた自動ドライバーを提供する。 【解決手段】ねじ頭部(Sa)がビット(14)の先端部に対向すると共にねじ軸部(Sb)の中心線が前記ビットと同軸となるように、ねじ供給管(40)の開口部を前記ビットの軸方向においてほぼ垂直方向に開口して前記ねじ供給保持部材(30)に対して位置決め配置し、ねじ(S)をねじ供給管(40)から直接前記ねじ供給保持部材(30)に保持するように設定する。
Description
本発明は、自動ドライバーのビット先端部へねじを自動的に供給すると共に装着する方法およびこの方法を実施するねじ自動供給機構を備える自動ドライバーに係り、特に小ねじをその方向性を一定に保持して連続的に供給し、この小ねじを自動ドライバーのビット先端部へ迅速かつ確実に装着し、自動ドライバーによるねじ締め作業を安定かつ効率的に行うことができる自動ドライバーへのねじの自動供給および装着方法並びにねじ自動供給機構を備えた自動ドライバーに関するものである。
従来、この種の自動ドライバーとして、電動ドライバー本体と、この電動ドライバー本体によって回転されるその先端が着磁された回転ビットと、この回転ビットを包囲して延びる吸着ガイドと、この吸着ガイドの先端部分を包囲するキャッチャ本体と、このキャッチャ本体の上部に固定された外筒と、この外筒に組合う前記電動ドライバー本体に固定した内筒と、この内筒に形成した前記外筒内面に摺触するピストン部によって前記外筒内に区画された第1、第2の室と、この第1、第2の室に選択的に流体を加える機構と、前記キャッチャ本体の先端部開口に連通したビス供給機構と、を備えたものにおいて、前記吸着ガイドを前記内筒に対しその軸方向に摺動自在とし、前記第1、第2の室のいずれか一方を加圧した時に、先ず前記外筒が、前記回転ビットおよび吸着ガイドと共に上昇されるようにしたビス供給機構付きドライバーが提案されている(特許文献1参照)。
前記特許文献1に記載のビス供給機構付きドライバーは、前記キャッチャ本体の先端部開口にビス保持用のキャッチャと、このキャッチャの上部において前記キャッチャ本体の先端部開口に連通するビス自動供給管とが設けられると共に、前記キャッチャ本体の先端部開口内において前記ビス自動供給管の通路にその遊端が介在されるようにその基部を前記キャッチャ本体に回動自在に枢支したビス転倒防止爪を設けた構成からなる、ビス供給機構を備えたことを特徴とするものである。
すなわち、前記構成からなるビス供給機構は、ビス自動供給管からエアによって送られてきた磁性体のビスは、ビス転倒防止爪に突き当り、その姿勢が正されてキャッチャにより正しい姿勢でキャッチされる。次いで、電動ドライバーを駆動して回転ビットを回転すると、吸着ガイドの下部管状部分の下端がビス転倒防止爪の遊端に突き当りこれを外方に移動させると共にキャッチャの上面に接するようになる。そして、回転ビットの先端に、ビスがバキュームと磁力によって吸着される。従って、先端にビスを吸着した回転ビットは、吸着ガイドの下部管状部分の下端によりキャッチャが押し開かれて、回転ビットの先端部が前記吸着ガイドの下部管状部分の下端より十分な長さ突出することにより、所要のねじ締め作業を行うことが可能となる。
しかしながら、前記特許文献1に記載のビス供給機構付きドライバーにおいては、適用するねじ(ビス)が磁性体でない場合、例えばアルミ、真鍮、プラスチック、磁器等の材料からなるねじでは、ねじの締付け時において、回転ビットの先端部が吸着ガイドの下部管状部分の下端より十分な長さ突出する際に、回転ビットの先端部にねじを吸着保持しておくことができず、ねじ締め作業ができなくなる難点がある。
従って、前記ビス供給機構付きドライバーでは、磁性体からなるねじ以外のねじには、全く使用できない不都合があるばかりでなく、磁性体からなるねじであっても、これが回転ビットの先端に磁力の作用のみによって吸着され、しかも回転ビットは連続的に回転しているため、ねじの保持状態が極めて不安定であり、若干の衝撃や振動等により離脱し落下する惧れがあり、常に安定かつ確実なねじ締め作業を容易に行うことができない難点がある。
このような観点から、本発明者は、磁性体や非磁性体等に拘わらず、どのような材料からなるねじに対しても、ねじの供給からその締め付け作業に至るまでねじを確実に保持することができると共に、ねじの供給からねじをビットの先端部に適正に保持してねじ締め作業を開始し得る状態までの所定の動作をシーケンシャルに行い、これらの動作が完了した時点で電動ドライバーを始動させることにより、ねじ締め作業の円滑化と安定化を達成し、その作業効率を著しく改善することができる自動ねじ締め装置を開発し、特許を得た(特許文献2参照)。
前記特許文献2に記載の自動ねじ締め装置は、駆動モータおよび該モータにより回転駆動される回転出力軸を有する電動ドライバー本体と、この電動ドライバー本体から突出する前記回転出力軸の先端に装着されたビットと、このビットの周囲に吸引路を画成する管状の吸着ガイドと、この吸着ガイドの前方にねじを供給して保持するねじ供給保持体と、このねじ供給保持体の後端から前記電動ドライバー本体に向けて延設されたシリンダと、前記電動ドライバー本体から前記シリンダの内側に向けて延設されたピストンとを具備してなる自動ねじ締め装置において、前記ピストンの前端に前記吸着ガイドの後端部を前記回転出力軸の軸方向に移動可能に保持する円筒状の吸着ガイド保持体を設け、この吸着ガイド保持体の前端部にストッパを設けると共に、前記吸着ガイド保持体内に前記吸着ガイドの後端部を前記ストッパに押し当てるばねを設け、かつ前記ねじ供給保持体に前記吸着ガイド保持体の外周面と摺接する内筒を設け、この内筒の内側に前記吸着ガイドの内部と連通する連通室を画成すると共に、前記ねじ供給保持体に前記連通室内を吸気する吸気管を設けた構成からなるものである。
前記構成からなる特許文献2に記載の自動ねじ締め装置によれば、ねじ供給保持体を後退させてビットおよび吸着ガイドの先端部をねじ供給保持体から突出させた後、駆動モータにより回転出力軸を回転させながらビットの先端に吸引保持されたねじを、例えばねじ孔に差し込むと、ビットの先端に吸引保持されたねじが、ねじ孔にねじ込まれると共に、吸着ガイドの先端がねじ孔の周縁部に当接することによって、吸着ガイドがばねの弾力に抗して後方へ移動するので、吸着ガイドの先端がビットの先端より突出していても障害となることなく、これによりいかなる材質のねじであっても、ねじ締め作業を円滑に行うことができるものである。
従って、前記自動ねじ締め装置においては、ねじ供給保持体に吸着ガイド保持体の外周面と摺接する内筒を設け、この内筒の内側に吸着ガイドの内部と連通する連通室を画成すると共に、ねじ供給保持体に連通室内を吸気する吸気管を設けたことにより、吸気管から吸着ガイドの先端までの吸引経路の距離が吸気管を電動ドライバー本体に設けた構成に比べて短くなるので、吸気ガイドの先端において所望の吸引力を得ることができ、ねじ供給保持体に供給保持されたねじを、吸着ガイドの吸引作用によってビットの先端に確実に吸引装着することができる利点が得られる。
前述した特許文献1および特許文献2に記載される電動ドライバー等において、それぞれ適用されているねじ(ビス)供給機構は、電動ドライバー等のビット先端部に、それぞれ供給されるねじを適正に保持するためのキャッチャないしねじ供給保持体が設けられており、またこのキャッチャないしねじ供給保持体に対して、ねじを適正な状態で供給移送するためのねじ(ビス)供給管が接続配置されている。
今日において、前述した特許文献1および特許文献2に記載される電動ドライバー等を備える自動組立て装置等を使用して、組立てが行われる多くの電子化部品や電子化製品は、ますます小型化ないし微細化される傾向にある。このような傾向に伴い、前記部品や製品の組立てに際して、それぞれ使用されるねじについても同様であり、例えばねじ頭部の直径を5mm以下とし、ねじ軸部の直径を3mm以下とする、微小ないし微細な寸法に設計された小ねじが製造され、使用されるに至っている。また、この場合、このように設計される小ねじは、ねじ軸部の長さがねじ頭部の直径寸法よりも小さくなるのが一般的である。
しかるに、このような小ねじを、前記自動組立て装置等における電動ドライバー等のねじ供給機構に適用する場合、前述した寸法設定からなる小ねじにおいては、ねじ軸部の長さがねじ頭部の直径寸法よりも小さく設定されることから、例えばねじ供給管を介して前記小ねじを空気圧によって移送するに際して、ねじ供給管の円形中空孔なる通孔部内で前後左右に自由自在に回転し、従来のようにねじ軸部の寸法が比較的長いねじのように、ねじ頭部の方向性を一定に保持して移送することができなくなる。従って、前述した構成からなる電動ドライバー等のビット先端部に設けたキャッチャないしねじ供給保持体に対して、適宜供給するねじを常に適正な状態に位置決めすることができず、ねじ締め作業を円滑に行うことが困難となる。
そこで、本発明者は、種々検討を重ねた結果、ねじ供給管により小ねじを空気圧によって移送するに際して、ねじ供給管の円形中空孔なる通孔部内においてねじが前後左右に自由自在に回転するのを防止すると共に、ねじ頭部の方向性を一定に保持して円滑に移送することができるように、前記ねじ供給管のねじ移送通孔部の形状を改良変更し、しかもこのねじ供給管の終端部となる電動ドライバー等の自動ドライバーのビット先端部におけるねじ供給保持部材の構成を簡略化した構成とすることにより、ねじのビット先端部へ対しての供給を迅速かつ確実にして円滑に達成し、従来困難とされた小ねじの自動供給によるねじ締め作業の効率化を著しく高めることができることを突き止めた。
すなわち、本発明においては、小ねじを移送するねじ供給管として、従来の円形中空孔からなるチューブの前記円形通孔に代えて、ねじ頭部とねじ軸部とをそれぞれ一定状態に保持して移送する非円形のねじ案内通孔を有する構成としたチューブを使用することにより、ねじの移送に際してねじ頭部を常に前記ねじ頭部案内通孔部を介してその終端まで円滑に移送することができ、これによりねじ供給保持部材に対してねじ頭部の方向性を一定にして確実に供給することが可能となった。
この場合、本発明においては、前記ねじ供給管の非円形からなるねじ案内通孔を、ねじ頭部を案内するための扁平な形状からなるねじ頭部案内通孔部と、ねじ軸部を案内する細幅な形状からなるねじ軸部案内通孔部とからなる変形通孔としたチューブとすることにより、このねじ供給管により移送されるねじは、その移送方向における垂直面において、ねじ頭部からねじ軸部の先端に至るねじの中心軸が前記垂直面内となるようにして移送することができる。これにより、前記ねじ供給管の終端を接続配置する、自動ドライバーのビット先端部に対して設けられるねじ供給保持部材においては、ねじ頭部側を前記ビット先端部に対向させると同時にねじ軸部を前記ビットと同軸上となるように、前記ねじ供給管を容易に位置設定することが可能となる。
そして、本発明においては、前記のように自動ドライバーのビット先端部に対して設けられるねじ供給保持部材に対し、ねじ頭部の方向性を一定にして供給することができるように前記ねじ供給管を配置することができることから、前記ねじ供給保持部材の構成を簡略化することができ、ねじ締め作業の円滑化を達成し得るばかりでなく、前記ねじ供給機構と共に自動ドライバーの製造を容易化することができ、さらにはこの種の自動ドライバーの製造コストも低減することができる等の利点が得られる。
従って、本発明の目的は、従来困難とされたねじ軸部の長さがねじ頭部の直径寸法よりも小さくなるような小ねじの自動供給を円滑に行うことができると共に、自動ドライバーのビット先端部に対する前記ねじの自動供給を迅速かつ確実にして簡便に行うことができ、ねじ締め作業の効率化を著しく高めることができ、しかも簡単な構成にして製造の容易化と共に製造コストを低減することができる自動ドライバーへのねじの自動供給および装着方法並びにねじ自動供給機構を備えた自動ドライバーを提供することにある。
前記の目的を達成するため、本発明の請求項1に記載の自動ドライバーへのねじの自動供給方法は、駆動モータにより回転駆動される回転出力軸の先端に装着されたビットの前方にねじを移送供給して保持するねじ供給保持部材を設けてなるねじ自動供給機構を備えた自動ドライバーにおけるねじの自動供給方法において、
非円形のねじ案内通孔を有するねじ供給管を介して、ねじを空気圧によって移送供給し、前記ねじ供給保持部材に対し、ねじ頭部が前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるようにねじを供給するように設定することを特徴する。
非円形のねじ案内通孔を有するねじ供給管を介して、ねじを空気圧によって移送供給し、前記ねじ供給保持部材に対し、ねじ頭部が前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるようにねじを供給するように設定することを特徴する。
本発明の請求項2に記載の自動ドライバーへのねじの自動供給方法は、駆動モータにより回転駆動される回転出力軸の先端に装着されたビットの前方にねじを移送供給して保持するねじ供給保持部材を設けてなるねじ自動供給機構を備えた自動ドライバーにおけるねじの自動供給方法において、
ねじ頭部が前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるように、ねじ供給管の開口部を前記ビットの軸方向においてほぼ垂直方向に開口して前記ねじ供給保持部材に対して位置決め配置し、ねじをねじ供給管から直接前記ねじ供給保持部材に保持するように設定することを特徴する。
ねじ頭部が前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるように、ねじ供給管の開口部を前記ビットの軸方向においてほぼ垂直方向に開口して前記ねじ供給保持部材に対して位置決め配置し、ねじをねじ供給管から直接前記ねじ供給保持部材に保持するように設定することを特徴する。
本発明の請求項3に記載の自動ドライバーへのねじの自動供給方法は、駆動モータにより回転駆動される回転出力軸の先端に装着されたビットの前方にねじを移送供給して保持するねじ供給保持部材を設けてなるねじ自動供給機構を備えた自動ドライバーにおけるねじの自動供給方法において、
非円形のねじ案内通孔を有するねじ供給管を介して、ねじを空気圧によって移送供給し、前記ねじ供給保持部材に対し、ねじ頭部が前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるように、ねじ供給管の開口部を前記ビットの軸方向においてほぼ垂直方向に開口して前記ねじ供給保持部材に対して位置決め配置し、ねじをねじ供給管から直接前記ねじ供給保持部材に保持するように設定することを特徴する。
非円形のねじ案内通孔を有するねじ供給管を介して、ねじを空気圧によって移送供給し、前記ねじ供給保持部材に対し、ねじ頭部が前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるように、ねじ供給管の開口部を前記ビットの軸方向においてほぼ垂直方向に開口して前記ねじ供給保持部材に対して位置決め配置し、ねじをねじ供給管から直接前記ねじ供給保持部材に保持するように設定することを特徴する。
本発明の請求項4に記載の自動ドライバーへのねじの自動供給方法において、非円形のねじ案内通孔を有するねじ供給管は、ねじ頭部を案内するための扁平な形状からなるねじ頭部案内通孔部と、ねじ軸部を案内する細幅な形状からなるねじ軸部案内通孔部とからなるねじ案内通孔を有することを特徴とする。
本発明の請求項5に記載の自動ドライバーへのねじの自動供給および装着方法は、駆動モータおよび前記モータにより回転駆動される回転出力軸を有する自動ドライバー本体と、この自動ドライバー本体から突出する前記回転出力軸の先端に装着されたビットと、このビットの周囲に吸気路を形成すると共に前記ビットを囲繞するように構成した吸着ガイドと、この吸着ガイドの前方にねじを供給して保持するねじ供給保持部材と、このねじ供給保持部材の後端から前記自動ドライバー本体に向けて延設されたシリンダと、前記自動ドライバー本体からシリンダの内側に向けて延設されたピストンと、を設けてなるねじ自動供給機構を備えた自動ドライバーにおけるねじの自動供給および装着方法において、
前記ねじ供給保持部材として、前記吸着ガイドの先端開口部に近接してねじ供給保持板を配置し、前記ねじ供給保持板に前記吸着ガイドの先端開口部に対向するようにねじ案内保持溝を設けると共に前記吸着ガイドの先端開口部に対し弾力的に傾倒ないし開放可能に設けて、さらに前記ねじ供給保持板の一側縁部に対向してねじ頭部とねじ軸部をそれぞれ一定状態に保持して移送するねじ供給管を位置決め配置し、
前記ねじ供給管を介してねじを空気圧によって移送供給し、前記ねじ供給保持板のねじ案内保持溝に対し、前記ねじのねじ頭部が直接前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるようにねじを供給して前記ビットの先端部に装着するように設定することを特徴する。
前記ねじ供給保持部材として、前記吸着ガイドの先端開口部に近接してねじ供給保持板を配置し、前記ねじ供給保持板に前記吸着ガイドの先端開口部に対向するようにねじ案内保持溝を設けると共に前記吸着ガイドの先端開口部に対し弾力的に傾倒ないし開放可能に設けて、さらに前記ねじ供給保持板の一側縁部に対向してねじ頭部とねじ軸部をそれぞれ一定状態に保持して移送するねじ供給管を位置決め配置し、
前記ねじ供給管を介してねじを空気圧によって移送供給し、前記ねじ供給保持板のねじ案内保持溝に対し、前記ねじのねじ頭部が直接前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるようにねじを供給して前記ビットの先端部に装着するように設定することを特徴する。
本発明の請求項6に記載の自動ドライバーへのねじの自動供給および装着方法において、
前記ねじ供給管を介してねじを空気圧によって移送供給するに際し、前記モータにより回転駆動される回転出力軸の先端に装着されたビットを回転状態にして待機させ、前記ねじ供給保持板のねじ案内保持溝に対し、前記ねじのねじ頭部が直接前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるようにねじを供給して前記ビットの先端部に装着するように設定することを特徴する。
前記ねじ供給管を介してねじを空気圧によって移送供給するに際し、前記モータにより回転駆動される回転出力軸の先端に装着されたビットを回転状態にして待機させ、前記ねじ供給保持板のねじ案内保持溝に対し、前記ねじのねじ頭部が直接前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるようにねじを供給して前記ビットの先端部に装着するように設定することを特徴する。
本発明の請求項7記載のねじ自動供給機構を備えた自動ドライバーは、駆動モータおよび前記モータにより回転駆動される回転出力軸を有する自動ドライバー本体と、この自動ドライバー本体から突出する前記回転出力軸の先端に装着されたビットと、このビットの周囲に吸気路を形成すると共に前記ビットを囲繞するように構成した吸着ガイドと、この吸着ガイドの前方にねじを供給して保持するねじ供給保持部材と、このねじ供給保持部材の後端から前記自動ドライバー本体に向けて延設されたシリンダと、前記自動ドライバー本体からシリンダの内側に向けて延設されたピストンと、を設けてなるねじ自動供給機構を備えた自動ドライバーにおいて、
前記ねじ供給保持部材の先端部には、前記吸着ガイドの先端開口部に近接して配置され、前記吸着ガイドの先端開口部に対向するようにねじ頭部を位置決めするようにねじを案内保持するねじ案内保持溝を形成したねじ供給保持板を弾力的に傾倒ないし開放可能に設けると共に、
前記ねじ供給保持板の一側縁部に対向し、ねじ頭部とねじ軸部とをそれぞれ一定状態に保持して移送するねじ供給管は、前記ねじ頭部が前記吸着ガイドの先端開口部に直接対向するように、前記ねじ供給管の開口端部を位置決め配置したことを特徴とする。
前記ねじ供給保持部材の先端部には、前記吸着ガイドの先端開口部に近接して配置され、前記吸着ガイドの先端開口部に対向するようにねじ頭部を位置決めするようにねじを案内保持するねじ案内保持溝を形成したねじ供給保持板を弾力的に傾倒ないし開放可能に設けると共に、
前記ねじ供給保持板の一側縁部に対向し、ねじ頭部とねじ軸部とをそれぞれ一定状態に保持して移送するねじ供給管は、前記ねじ頭部が前記吸着ガイドの先端開口部に直接対向するように、前記ねじ供給管の開口端部を位置決め配置したことを特徴とする。
本発明の請求項8に記載のねじ自動供給機構を備えた自動ドライバーにおいて、前記ねじ供給保持板に形成するねじ供給管から供給されるねじを案内保持するためのねじ案内保持溝は、ねじ頭部を案内保持するためのねじ頭部案内保持溝と、ねじ軸部を案内保持するためのねじ軸部案内保持溝とからなり、それぞれU字状に構成してなることを特徴とする。
本発明の請求項9に記載のねじ自動供給機構を備えた自動ドライバーにおいて、前記ねじ供給管は、その長手方向垂直断面において、外形が円形または角形状の可撓性チューブからなり、ねじ頭部とねじ軸部とをそれぞれ一定状態に保持して移送する非円形のねじ案内通孔を有する構成からなることを特徴とする。
本発明の請求項10に記載のねじ自動供給機構を備えた自動ドライバーにおいて、前記ねじ供給管は、ねじ案内通孔として、ねじ頭部を案内するための扁平な形状からなるねじ頭部案内通孔部と、ねじ軸部を案内する細幅な形状からなるねじ軸部案内通孔部とから構成してなることを特徴とする。
本発明の請求項1ないし請求項4に記載の自動ドライバーへのねじの自動供給方法によれば、例えば、ねじ軸部の長さがねじ頭部の直径寸法よりも小さくなるような小ねじの自動供給を円滑に行うことができると共に、自動ドライバーへのねじの自動供給方法として、自動ドライバーのビット先端部に対する前記ねじの自動供給を迅速かつ確実にして簡便に行うことができ、ねじ締め作業の効率化を著しく高めることができる。
本発明の請求項5および請求項6に記載のねじ自動供給および装着方法によれば、前記と同様に、自動ドライバーのビット先端部に対する前記ねじの自動供給を迅速かつ確実にして簡便に行うことができ、ねじの自動供給からビット先端部への装着を円滑かつ確実に行い、ねじ締め作業の効率化を著しく高めることができる
本発明の請求項7に記載のねじ自動供給機構を備えた自動ドライバーによれば、前記と同様に、自動ドライバーのビット先端部に対する前記ねじの自動供給を迅速かつ確実にして簡便に行うことができ、ねじ締め作業の効率化を著しく高めることができると共に、自動ドライバーとして、簡単な構成にして製造の容易化を図ると共に、製造コストを低減することができ、ねじ締め作業の容易化と共に効率化に寄与する効果は極めて大きい。
本発明の請求項8に記載のねじ自動供給機構を備えた自動ドライバーにおけるねじ供給保持板の構成によれば、ねじ供給管より移送供給されたねじを、ねじ頭部とねじ軸部を適正に案内保持し、ねじ頭部側を吸着ガイド内に待機するビットの先端側に適正に位置決めし、ねじ軸部の先端に至るねじの中心軸がビットの軸線と平行して、吸着ガイド内のビットの先端部に対して迅速かつ円滑に装着することができる。
本発明の請求項9に記載のねじ自動供給機構を備えた自動ドライバーにおけるねじ供給管の構成によれば、吸着ガイド内のビットの先端部に対して、ねじ案内保持溝を設けたねじ供給板を介して供給するに際して、ねじの方向性を常に適正に保持することができると共に、ねじを迅速かつ確実に移送供給することができる。
本発明の請求項10に記載のねじ自動供給機構を備えた自動ドライバーにおけるねじ供給管の構成によれば、前記と同様にねじの方向性を常に適正に保持し、ねじを迅速かつ確実に移送供給することができると共に、特にねじ自動供給保持部材への取付け際して、その方向性と位置決めとを容易化することができる。
次に、本発明に係る自動ドライバーへのねじの自動供給および装着方法として、この方法を実施するねじ自動供給機構を備えた自動ドライバーの実施例に基づいて、添付図面を参照しながら以下詳細に説明する。
図1および図2は、本発明に係るねじ自動供給機構を備えた自動ドライバーの一実施例を示すものである。図1および図2において、参照符号10は自動ドライバー本体を示し、この自動ドライバー本体10の内部に設けた駆動モータ部(図示せず)側より突出する回転出力軸12の先端部には、ドライバー工具としてのビット14が着脱自在に装着されている。また、前記ビット14の全体を囲繞するように、円筒状の吸着ガイド16が設けられ、この吸着ガイド16の後端部は円筒状に形成された吸着ガイド保持体20内に前記保持体20の長手方向に移動可能に収容されている。
なお、本実施例において、自動ドライバー本体10の内部に設ける駆動モータ部としては、電動モ-タまたはエアモータを使用することができ、これにより自動ドライバーは、それぞれ電動ドライバーまたはエアドライバーとして構成することができる。
前記吸着ガイド保持体20は、前記出力軸12を、ベアリング18を介して支承するベアリングハウジングと一体に形成され、その内部には吸着ガイド16の後端部を吸着ガイド保持体20の前端部に設けられたストッパ21に当接させるコイルばね22が収容された構成からなる。なお、前記吸着ガイド保持体20は、自動ドライバー本体10の外ケース24に対して固定された中空ピストンとしての固定内筒26の前端に取り付けられている。さらに、前記固定内筒26の外側に自動ドライバー本体10の外ケース24に固定された固定外筒28が設けられている。
また、前記吸着ガイド16を囲繞するように、ねじの供給とその吸着保持とを行うねじ自動供給機構としてのねじ供給保持部材30が、自動ドライバー本体10の固定内筒26と固定外筒28との間に摺動自在に嵌合装着されている。そこで、前記ねじ供給保持部材30は、前記固定内筒26と固定外筒28との間に嵌合されるシリンダとしての移動外筒32と、前記固定内筒26の前端に設けられた吸着ガイド保持体20の外周面に摺接する移動内筒34とを備え、前記吸着ガイド16の先端部側に若干離間してねじの一時的保持を行うねじ供給保持板36が、矢印方向に適宜ばね弾力により傾倒自在に設けられている。
前記ねじ供給保持板36に対して、その開放側となる前記ねじ供給保持部材30の先端部には、前記ねじ供給保持板36の開放側端部と対向するように、所要のねじを多数貯溜するねじ供給源(図示せず)から、それぞれねじSを空気圧によって移送するねじ供給管40の一端部を、図示のように固定配置する。そして、本実施例において、前記ねじ供給管40は、図3の(a)、(b)に示すように、その長手方向垂直断面において、外形を円形とした可撓性チューブからなり、ねじ頭部とねじ軸部とをそれぞれ一定状態に保持して移送する非円形のねじ案内通孔42として、例えば、ねじ頭部Saを案内保持するための扁平な形状からなるねじ頭部案内通孔部42aと、ねじ軸部Sbを案内保持する細幅な形状からなるねじ軸部案内通孔部42bとからなる変形した構成とする。
従って、このように構成されるねじ供給管40は、ねじ案内通孔42内をねじ頭部の方向性を一定にして、図示のように小ねじSを移送することができるため、図1に示すように、ねじ頭部Sa側を吸着ガイド16内に待機するビット14の先端側に位置決めし、ねじ軸部Sbの先端に至るねじの中心軸がビット14の軸線と平行するように設定される。
このように構成配置したねじ供給管40に対して、前記ねじ供給保持板36は、図4に示すように、その下端部側において枢支杆37を使用して前記ねじ供給保持部材30の先端部に対して相互に枢着結合し、しかも適宜ばね部材(図示せず)を介して前記ねじ供給保持板36を、前記枢支杆37を支点として矢印方向に弾力的に傾倒可能に設けられる。そして、本実施例において、前記ねじ供給保持板36は、その開放動作する上端部側には、その上方に配置したねじ供給管から供給されるねじSを案内保持するためのねじ案内保持溝38が設けられる。このねじ案内保持溝38としては、図示のように上方から落下するねじSを、案内して保持するほぼU字状の形状からなり、ねじ頭部Saを案内保持するねじ頭部案内保持溝39aと、ねじ軸部Sbを案内保持するねじ軸部案内保持溝39bとから構成されている。
従って、このように構成されるねじ自動供給機構としてのねじ供給保持板36は、前記ねじ案内保持溝38内にねじSを適正に保持すれば、この保持されたねじSのねじ頭部Saの頭部頂面が、内部にビット14を進退可能に収容する吸着ガイド16の先端開口部に近接して対向する。この場合、後述するように、吸着ガイド16は、その内部において先端開口部側に対し、常時真空吸引作用を生じさせているために、対向位置するねじSは吸着ガイド16内部に吸引されてビット14の先端部に確実に吸着保持することができる。
また、本実施例においては、ねじ供給保持部材30には、移動外筒32と移動内筒34との間に第1の流体室44を形成し、この第1の流体室44と連通する第1の通気管46を前記移動外筒32の一部に設けて、外部から空気圧を供給するように構成される。
さらに、前記移動外筒32の一部に通気路48を設け、この通気路48を前記自動ドライバー本体10の固定内筒26と前記移動外筒32との間に気密に形成される第2の流体室50を連通させ、一方前記通気路48と連通する第2の通気管52を前記移動外筒32の一部に設けて、外部から空気圧を供給するように構成される。すなわち、前記移動外筒32と固定内筒26は、ねじ供給保持部材30を回転出力軸12の軸方向に進退移動するエアーシリンダ機構を構成している。
さらにまた、前記移動内筒34と吸着ガイド16との間には、第3の流体室54を形成し、この第3の流体室54と吸気路58を介して連通する第3の通気管56をねじ供給保持部材30に設ける。この場合、前記吸着ガイド16の取付基部側に開口60を設け、前記第3の流体室54と吸着ガイド16との内部とを相互に連通する。
このように構成されたねじ供給保持部材30は、前記第1の通気管46に空気圧を供給すれば、第1の流体室44の容積が次第に拡大されることになり、この結果、ねじ供給保持部材30は自動ドライバー本体10の固定外筒28から退出するようにして前進移動する(図1参照)。従って、この場合、吸着ガイド16の先端部は、ねじ供給保持部材30の内部に後退して収納される。
また、前記第2の通気管52に空気圧を供給すれば、第2の流体室50の容積が次第に拡大されることになり、この結果、ねじ供給保持部材30は自動ドライバー本体10の固定外筒28の内部に侵入するようにして後退移動する(図2参照)。従って、この場合、吸着ガイド16の先端部は、ねじ供給保持部材30の先端に設けたねじ供給保持板36をばね弾力に抗して前方へ傾倒させて、外部に突出する。
さらに、前記第3の通気管56より第3の流体室54に対して真空吸引をすれば、第3の流体室54は減圧され、この流体室54と連通する吸着ガイド16の内部は、その先端開口部側に対して、常時真空吸引作用を生じさせることができる。
次に、前記構成からなる本実施例のねじ自動供給機構を備えた自動ドライバーにおけるねじの自動供給動作と自動ドライバーによるねじ締め操作について説明する。
まず、最初に、自動ドライバーの駆動スイッチ(図示せず)を操作することにより、ねじ供給保持部材30の第1の流体室44に対し第1の通気管46を介して空気圧が供給される。これにより、ねじ供給保持部材30がビット14に対して前進し、ねじ供給保持部材30を図1に示す状態に保持する。この場合において、ねじ供給管40の開口端部は、その下方に配置したねじ供給保持板36のねじ案内保持溝38と対向するように位置決めされる。
その後、所定のタイミングで、前記ビット14を回転駆動すると共に、ねじ供給源(図示せず)に貯溜されたねじSを、ねじ供給管40を介して前記開口端部まで、空気圧により移送する。そして、前記ねじ供給管40の開口端部に移送されたねじSは、前記ねじ供給保持板36のねじ案内保持溝38内に、自然に落下するようにして確実に案内保持される(図4参照)。
この場合において、ねじ供給保持部材30の第3の流体室54には、前記動作とは無関係に、第3の通気管56より吸気路58を介して真空吸引を行う。これにより、前述したように前記吸着ガイド16の内部は、その先端開口部側に対して、常時真空吸引作用を生じさせることができることから、前記ねじ供給保持板36のねじ案内保持溝38内に保持されたねじSは、直ちに吸着ガイド16内部に吸引されてビット14に先端部に、適正に吸着保持することができる。また、この間において、ビット14の先端部に吸着保持されるねじSは、回転駆動しているビット14の先端刃部に適正に嵌合装着することができ、自動ドライバーによるねじ締め待機状態となる。
次いで、ねじ供給保持部材30の第2の流体室50に対し第2の通気管52を介して空気圧が供給される。これにより、前記ねじ供給保持部材30がビット14に対して後退し、ねじ供給保持部材30は図2に示す状態に保持される。従って、この状態において自動ドライバーによるねじ締め作業を容易に達成することができる。
従って、この状態において、前記自動ドライバーにおけるビット14の先端部に保持されたねじSを、所定にねじ取付け対象物に当接してねじ締め作業を行い、前記ねじSのねじ締めトルクが自動ドライバーに予め設定された締付けトルクに達すると、適宜ねじ締め完了を検出して自動ドライバーの駆動が停止される。
そして、次のねじ締め作業を行うに際しては、前記自動ドライバーの駆動スイッチ(図示せず)を再度操作することにより、前述した操作を全て繰り返すことにより、ビット14の先端部に順次ねじSを供給して、自動ドライバーによる連続的な自動ねじ締め作業を達成することができる。
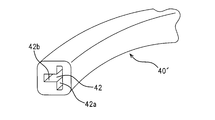
以上は、本発明の好適な実施例を示すものであるが、本発明においては、ねじSを供給移送するねじ供給管40として、その長手方向垂直断面を円形とした可撓性チューブを示したが、例えば図5に示すように、長手方向垂直断面において、その外形を角形状とした可撓性チューブ40´を使用することもできる。この場合、ねじ案内通孔42の形状は、前記実施例と同様とすることができる。
また、ねじ供給保持部材30に設けたねじ供給保持板36として、一端側を開放するようにして弾力的に傾倒可能な構成とすることに代えて、例えば、中央部において両側に弾力的に開放する観音開き方式を適宜採用することも可能である。
さらに、本発明においては、ねじ供給管40を介してねじSをその開口端部まで供給移送するに際して、前述した実施例においては、ねじ供給保持部材30をビット14に対して前進させ、ねじ供給保持部材30を図1に示す状態に保持させた状態において、ねじ供給管40を介してねじSをその開口端部まで供給移送する場合を示したが、例えば、ねじ供給保持部材30をビット14に対して後退させ、ねじ供給保持部材30を図2に示す状態に保持させた状態において、前記ねじ供給管40の開口端部は吸着ガイド16によって閉塞されるため、この時点においてねじ供給管40を介してねじSをその開口端部まで供給移送し、次のねじ締め作業に必要なねじS´として待機させておくこともできる。
以上、本発明の好適な実施例について説明したが、本発明においてその主要な構成要素である自動ドライバーへのねじの自動供給および装着方法を実施するねじ供給保持板に関し、前記実施例に限定されることなく、実施例と実質的に同様の機能を有するような種々の形状および構成等とする設計変更が可能であると共に、ねじ供給管に関しても、外形およびねじ案内通孔について、それぞれ実施例と実質的に同様の機能を有する種々の形状および構成等とする設計変更が可能であり、その他、本発明の精神を逸脱しない範囲内において多くの設計変更を行うことができる。
10 自動ドライバー本体 12 回転出力軸
14 ビット 16 吸着ガイド
18 ベアリング 20 吸着ガイド保持体
21 ストッパ 22 コイルばね
24 外ケース 26 固定内筒
28 固定外筒 30 ねじ供給保持部材
32 移動外筒 34 移動内筒
36 ねじ供給保持板 37 枢支杆
38 ねじ案内保持溝 39a ねじ頭部案内保持溝
39b ねじ軸部案内保持溝 40、40´ ねじ供給管
42 ねじ案内通孔 42a ねじ頭部案内通孔部
42b ねじ軸部案内通孔部 44 第1の流体室
46 第1の通気管 48 通気路
50 第2の流体室 52 第2の通気管
54 第3の流体室 56 第3の通気管
58 吸気路 60 開口
S ねじ Sa ねじ頭部
Sb ねじ軸部
14 ビット 16 吸着ガイド
18 ベアリング 20 吸着ガイド保持体
21 ストッパ 22 コイルばね
24 外ケース 26 固定内筒
28 固定外筒 30 ねじ供給保持部材
32 移動外筒 34 移動内筒
36 ねじ供給保持板 37 枢支杆
38 ねじ案内保持溝 39a ねじ頭部案内保持溝
39b ねじ軸部案内保持溝 40、40´ ねじ供給管
42 ねじ案内通孔 42a ねじ頭部案内通孔部
42b ねじ軸部案内通孔部 44 第1の流体室
46 第1の通気管 48 通気路
50 第2の流体室 52 第2の通気管
54 第3の流体室 56 第3の通気管
58 吸気路 60 開口
S ねじ Sa ねじ頭部
Sb ねじ軸部
Claims (10)
- 駆動モータにより回転駆動される回転出力軸の先端に装着されたビットの前方にねじを移送供給して保持するねじ供給保持部材を設けてなるねじ自動供給機構を備えた自動ドライバーにおけるねじの自動供給方法において、
非円形のねじ案内通孔を有するねじ供給管を介して、ねじを空気圧によって移送供給し、前記ねじ供給保持部材に対し、ねじ頭部が前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるようにねじを供給するように設定することを特徴する自動ドライバーへのねじの自動供給方法。 - 駆動モータにより回転駆動される回転出力軸の先端に装着されたビットの前方にねじを移送供給して保持するねじ供給保持部材を設けてなるねじ自動供給機構を備えた自動ドライバーにおけるねじの自動供給方法において、
ねじ頭部が前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるように、ねじ供給管の開口部を前記ビットの軸方向においてほぼ垂直方向に開口して前記ねじ供給保持部材に対して位置決め配置し、ねじをねじ供給管から直接前記ねじ供給保持部材に保持するように設定することを特徴する自動ドライバーへのねじの自動供給方法。 - 駆動モータにより回転駆動される回転出力軸の先端に装着されたビットの前方にねじを移送供給して保持するねじ供給保持部材を設けてなるねじ自動供給機構を備えた自動ドライバーにおけるねじの自動供給方法において、
非円形のねじ案内通孔を有するねじ供給管を介して、ねじを空気圧によって移送供給し、前記ねじ供給保持部材に対し、ねじ頭部が前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるように、ねじ供給管の開口部を前記ビットの軸方向においてほぼ垂直方向に開口して前記ねじ供給保持部材に対して位置決め配置し、ねじをねじ供給管から直接前記ねじ供給保持部材に保持するように設定することを特徴する自動ドライバーへのねじの自動供給方法。 - 非円形のねじ案内通孔を有するねじ供給管は、ねじ頭部を案内するための扁平な形状からなるねじ頭部案内通孔部と、ねじ軸部を案内する細幅な形状からなるねじ軸部案内通孔部とからなるねじ案内通孔を有することを特徴とする請求項1ないし3のいずれかに記載の自動ドライバーへのねじの自動供給方法。
- 駆動モータおよび前記モータにより回転駆動される回転出力軸を有する自動ドライバー本体と、この自動ドライバー本体から突出する前記回転出力軸の先端に装着されたビットと、このビットの周囲に吸気路を形成すると共に前記ビットを囲繞するように構成した吸着ガイドと、この吸着ガイドの前方にねじを供給して保持するねじ供給保持部材と、このねじ供給保持部材の後端から前記自動ドライバー本体に向けて延設されたシリンダと、前記自動ドライバー本体からシリンダの内側に向けて延設されたピストンと、を設けてなるねじ自動供給機構を備えた自動ドライバーにおけるねじの自動供給および装着方法において、
前記ねじ供給保持部材として、前記吸着ガイドの先端開口部に近接してねじ供給保持板を配置し、前記ねじ供給保持板に前記吸着ガイドの先端開口部に対向するようにねじ案内保持溝を設けると共に前記吸着ガイドの先端開口部に対し弾力的に傾倒ないし開放可能に設けて、さらに前記ねじ供給保持板の一側縁部に対向してねじ頭部とねじ軸部をそれぞれ一定状態に保持して移送するねじ供給管を位置決め配置し、
前記ねじ供給管を介してねじを空気圧によって移送供給し、前記ねじ供給保持板のねじ案内保持溝に対し、前記ねじのねじ頭部が直接前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるようにねじを供給して前記ビットの先端部に装着するように設定することを特徴する自動ドライバーへのねじの自動供給および装着方法。 - 前記ねじ供給管を介してねじを空気圧によって移送供給するに際し、前記モータにより回転駆動される回転出力軸の先端に装着されたビットを回転状態にして待機させ、前記ねじ供給保持板のねじ案内保持溝に対し、前記ねじのねじ頭部が直接前記ビットの先端部に対向すると共にねじ軸部の中心線が前記ビットと同軸となるようにねじを供給して前記ビットの先端部に装着するように設定することを特徴する請求項5記載の自動ドライバーへのねじの自動供給および装着方法。
- 駆動モータおよび前記モータにより回転駆動される回転出力軸を有する自動ドライバー本体と、この自動ドライバー本体から突出する前記回転出力軸の先端に装着されたビットと、このビットの周囲に吸気路を形成すると共に前記ビットを囲繞するように構成した吸着ガイドと、この吸着ガイドの前方にねじを供給して保持するねじ供給保持部材と、このねじ供給保持部材の後端から前記自動ドライバー本体に向けて延設されたシリンダと、前記自動ドライバー本体からシリンダの内側に向けて延設されたピストンと、を設けてなるねじ自動供給機構を備えた自動ドライバーにおいて、
前記ねじ供給保持部材の先端部には、前記吸着ガイドの先端開口部に近接して配置され、前記吸着ガイドの先端開口部に対向するようにねじ頭部を位置決めするようにねじを案内保持するねじ案内保持溝を形成したねじ供給保持板を弾力的に傾倒ないし開放可能に設けると共に、
前記ねじ供給保持板の一側縁部に対向し、ねじ頭部とねじ軸部とをそれぞれ一定状態に保持して移送するねじ供給管は、前記ねじ頭部が前記吸着ガイドの先端開口部に直接対向するように、前記ねじ供給管の開口端部を位置決め配置したことを特徴とするねじ自動供給機構を備えた電動ドライバー。 - 前記ねじ供給保持板に形成するねじ供給管から供給されるねじを案内保持するためのねじ案内保持溝は、ねじ頭部を案内保持するためのねじ頭部案内保持溝と、ねじ軸部を案内保持するためのねじ軸部案内保持溝とからなり、それぞれU字状に構成してなることを特徴とする請求項7記載のねじ自動供給機構を備えた自動ドライバー。
- 前記ねじ供給管は、その長手方向垂直断面において、外形が円形または角形状の可撓性チューブからなり、ねじ頭部とねじ軸部とをそれぞれ一定状態に保持して移送する非円形のねじ案内通孔を有する構成からなることを特徴とする請求項7記載のねじ自動供給機構を備えた自動ドライバー。
- 前記ねじ供給管は、ねじ案内通孔として、ねじ頭部を案内するための扁平な形状からなるねじ頭部案内通孔部と、ねじ軸部を案内する細幅な形状からなるねじ軸部案内通孔部とから構成してなることを特徴とする請求項9記載のねじ自動供給機構を備えた自動ドライバー。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012116333A JP5921332B2 (ja) | 2012-05-22 | 2012-05-22 | 自動ドライバーへのねじの自動供給および装着方法並びにねじ自動供給機構を備えた自動ドライバー |
| JP2012-116333 | 2012-05-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013175920A1 true WO2013175920A1 (ja) | 2013-11-28 |
Family
ID=49623619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/061855 WO2013175920A1 (ja) | 2012-05-22 | 2013-04-23 | 自動ドライバーへのねじの自動供給および装着方法並びにねじ自動供給機構を備えた自動ドライバー |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5921332B2 (ja) |
| WO (1) | WO2013175920A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104117848A (zh) * | 2014-07-25 | 2014-10-29 | 青岛乾程电子科技有限公司 | 一种连续式自动锁电表螺丝方法 |
| CN105537922A (zh) * | 2016-03-07 | 2016-05-04 | 河北航天振邦精密机械有限公司 | 一种双工位定子螺钉机及其安装方法 |
| CN105621069A (zh) * | 2014-11-21 | 2016-06-01 | 富士通株式会社 | 输送管、输送管器具、以及输送装置 |
| CN108393683A (zh) * | 2018-04-19 | 2018-08-14 | 广东万盛兴智能技术研究院有限公司 | 一种自动锁螺钉机构及自动锁螺钉方法 |
| CN114408586A (zh) * | 2022-02-10 | 2022-04-29 | 博众精工科技股份有限公司 | 一种输料管及物料输送装置 |
| CN114655711A (zh) * | 2022-05-05 | 2022-06-24 | 江苏威马悦达智能装备有限公司 | 一种小型零部件气动送料缓冲装置 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103737307B (zh) * | 2013-12-30 | 2016-02-17 | 东莞市冈田电子科技有限公司 | 一种转盘供料全自动锁附机 |
| CN104002126A (zh) * | 2014-05-22 | 2014-08-27 | 昆山市大久电子有限公司 | 全自动螺丝刀 |
| CN104002128A (zh) * | 2014-05-22 | 2014-08-27 | 昆山市大久电子有限公司 | 节省人力的自动螺丝刀 |
| JP6232585B2 (ja) * | 2014-06-23 | 2017-11-22 | パナソニックIpマネジメント株式会社 | 螺子供給装置 |
| JP6467619B2 (ja) * | 2014-06-23 | 2019-02-13 | パナソニックIpマネジメント株式会社 | 螺子取り付け装置 |
| CN104308516A (zh) * | 2014-09-24 | 2015-01-28 | 福建省新威电子工业有限公司 | 自动锁螺丝机 |
| KR101815484B1 (ko) * | 2015-04-08 | 2018-01-09 | 엄명용 | 나사공급용 카트리지 |
| CN105354999A (zh) * | 2015-11-25 | 2016-02-24 | 高佳 | 一种桌面型自动锁螺丝机异常警示器 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6239924U (ja) * | 1985-08-27 | 1987-03-10 | ||
| JPS6274977U (ja) * | 1985-10-30 | 1987-05-13 | ||
| JPH0332579A (ja) * | 1989-06-29 | 1991-02-13 | Teac Corp | 自動ねじ締付機 |
| JPH04164715A (ja) * | 1990-10-27 | 1992-06-10 | Yoshitaka Aoyama | 部品供給装置 |
| JP3041001B2 (ja) * | 1989-08-25 | 2000-05-15 | 勝行 戸津 | 自動ねじ締め装置 |
| US20110130767A1 (en) * | 2009-12-01 | 2011-06-02 | Philip Watt | Screw delivery system |
-
2012
- 2012-05-22 JP JP2012116333A patent/JP5921332B2/ja active Active
-
2013
- 2013-04-23 WO PCT/JP2013/061855 patent/WO2013175920A1/ja active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6239924U (ja) * | 1985-08-27 | 1987-03-10 | ||
| JPS6274977U (ja) * | 1985-10-30 | 1987-05-13 | ||
| JPH0332579A (ja) * | 1989-06-29 | 1991-02-13 | Teac Corp | 自動ねじ締付機 |
| JP3041001B2 (ja) * | 1989-08-25 | 2000-05-15 | 勝行 戸津 | 自動ねじ締め装置 |
| JPH04164715A (ja) * | 1990-10-27 | 1992-06-10 | Yoshitaka Aoyama | 部品供給装置 |
| US20110130767A1 (en) * | 2009-12-01 | 2011-06-02 | Philip Watt | Screw delivery system |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104117848A (zh) * | 2014-07-25 | 2014-10-29 | 青岛乾程电子科技有限公司 | 一种连续式自动锁电表螺丝方法 |
| CN105621069A (zh) * | 2014-11-21 | 2016-06-01 | 富士通株式会社 | 输送管、输送管器具、以及输送装置 |
| CN105537922A (zh) * | 2016-03-07 | 2016-05-04 | 河北航天振邦精密机械有限公司 | 一种双工位定子螺钉机及其安装方法 |
| CN108393683A (zh) * | 2018-04-19 | 2018-08-14 | 广东万盛兴智能技术研究院有限公司 | 一种自动锁螺钉机构及自动锁螺钉方法 |
| CN114408586A (zh) * | 2022-02-10 | 2022-04-29 | 博众精工科技股份有限公司 | 一种输料管及物料输送装置 |
| CN114408586B (zh) * | 2022-02-10 | 2024-01-09 | 博众精工科技股份有限公司 | 一种输料管及物料输送装置 |
| CN114655711A (zh) * | 2022-05-05 | 2022-06-24 | 江苏威马悦达智能装备有限公司 | 一种小型零部件气动送料缓冲装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5921332B2 (ja) | 2016-05-24 |
| JP2013240868A (ja) | 2013-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013175920A1 (ja) | 自動ドライバーへのねじの自動供給および装着方法並びにねじ自動供給機構を備えた自動ドライバー | |
| JP4261117B2 (ja) | 打込工具 | |
| JP6350853B2 (ja) | 自動ドライバーにおけるねじ自動供給装置 | |
| JP5103225B2 (ja) | チャック装置 | |
| KR100926375B1 (ko) | 자동 체결기 | |
| JP3041001B2 (ja) | 自動ねじ締め装置 | |
| JP5873305B2 (ja) | チャックユニット | |
| JP2009512565A (ja) | 締結具駆動工具用の打込深さ調節機構 | |
| JP2013240868A5 (ja) | ||
| JP4577495B2 (ja) | ネジ、釘等の打込機における打込ガイド機構 | |
| US11413716B2 (en) | Nut runner device | |
| JP2000190142A (ja) | 自動ねじ締め機 | |
| JP4182031B2 (ja) | ナット供給装置 | |
| CN214983261U (zh) | 3d打印机及其送料装置 | |
| JP7454226B2 (ja) | 自動ネジ締め装置 | |
| JPH0630347Y2 (ja) | 螺合装置 | |
| JP2000005948A (ja) | 自動ねじ締め機 | |
| JP6345056B2 (ja) | ブレード用治具 | |
| JP7554702B2 (ja) | 自動部品締結機 | |
| JPH05500188A (ja) | エアフィードペックドリル装置 | |
| JP5045458B2 (ja) | ファスナー打込み機 | |
| JPH11156648A (ja) | 自動ねじ締め機 | |
| JP2000052164A (ja) | 自動ねじ締め機 | |
| JPH0911066A (ja) | ねじ締め装置 | |
| JP6604068B2 (ja) | 打込み工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13794747 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13794747 Country of ref document: EP Kind code of ref document: A1 |