WO2013122004A1 - 熱間プレス用めっき鋼板及びめっき鋼板の熱間プレス方法 - Google Patents
熱間プレス用めっき鋼板及びめっき鋼板の熱間プレス方法 Download PDFInfo
- Publication number
- WO2013122004A1 WO2013122004A1 PCT/JP2013/053070 JP2013053070W WO2013122004A1 WO 2013122004 A1 WO2013122004 A1 WO 2013122004A1 JP 2013053070 W JP2013053070 W JP 2013053070W WO 2013122004 A1 WO2013122004 A1 WO 2013122004A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plated steel
- steel plate
- steel sheet
- hot
- compound
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/16—Removing excess of molten coatings; Controlling or regulating the coating thickness using fluids under pressure, e.g. air knives
- C23C2/18—Removing excess of molten coatings from elongated material
- C23C2/20—Strips; Plates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/265—After-treatment by applying solid particles to the molten coating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/60—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using alkaline aqueous solutions with pH greater than 8
- C23C22/66—Treatment of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/68—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous solutions with pH between 6 and 8
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/322—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
- C21D9/48—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals deep-drawing sheets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12556—Organic component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12556—Organic component
- Y10T428/12569—Synthetic resin
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12611—Oxide-containing component
Definitions
- the present invention provides a plated steel sheet for hot pressing, which is provided with an Al plating coating containing Al as a main component, and is excellent in hot lubricity, film adhesion, spot weldability, and corrosion resistance after coating, and the plated steel sheet thereof. It relates to a hot pressing method.
- hot pressing method also called hot stamping method, hot pressing method, or die quenching method
- a material to be formed is once heated to a high temperature, pressed into a steel sheet softened by heating and formed, and then cooled.
- the mechanical strength of the material can be enhanced by the quenching effect of cooling after molding. Therefore, by the hot pressing method, a molded article having good shape freezeability and high mechanical strength can be obtained.
- the method of coating to a steel plate is mentioned.
- various materials such as organic materials and inorganic materials are used as the coating on the steel plate.
- Zn-based plated steel sheets having a sacrificial anticorrosion effect on steel sheets are widely used as automobile steel sheets, etc. from the viewpoint of their anticorrosion performance and steel sheet production technology.
- the heating temperature (700 to 1000 ° C) in hot pressing is higher than the decomposition temperature of organic materials and the melting point and boiling point of metals such as Zn, and when heated by hot pressing, the surface film and plated layer It evaporates and causes significant deterioration of surface properties.
- the Al-plated steel sheet includes one to which an element other than Al is added in order to improve the characteristics of the plated layer, as long as the Al content of the plated layer is 50% or more by mass.
- Patent Document 1 discloses a method of hot-pressing a steel plate obtained by applying an Al-based metal coating to a steel plate having a predetermined component composition.
- the Al-Fe alloy layer is hard to slip on the surface and has poor lubricity. Furthermore, the Al--Fe alloy layer is hard and easily cracked, and the plated layer is cracked or powdering occurs, so that the formability is lowered. Furthermore, the exfoliated Al-Fe alloy layer adheres to the mold, the surface of the Al-Fe alloy layer of the steel sheet is strongly abraded and adheres to the mold, and the Al-Fe alloy layer is caused to the mold. Al-Fe intermetallic compounds adhere to reduce the quality of molded articles. Therefore, it is necessary to regularly remove the Al-Fe intermetallic compound adhering to the mold, which is a cause of a decrease in productivity of the molded product and an increase in production cost.
- the Al-Fe alloy layer is less reactive with normal phosphating. Therefore, on the surface of the Al—Fe alloy layer, a chemical conversion treatment film (phosphate film), which is a pretreatment for electrodeposition coating, can not be formed. Even if no chemical conversion film is formed, the adhesion of the paint is improved and if the adhesion amount of Al is made sufficient, the corrosion resistance after coating also becomes good, but the adhesion amount of Al increases When this is done, the adhesion of the Al-Fe intermetallic compound to the mold is increased.
- phosphate film which is a pretreatment for electrodeposition coating
- the adhesion of the Al-Fe intermetallic compound may be caused by the adhesion of the peeled Al-Fe alloy layer or the case where the surface of the Al-Fe alloy layer is strongly rubbed and attached.
- the surface of the Al—Fe alloy layer layer is strongly abraded and attached.
- the improvement of the lubricity is not effective in improving the adhesion of the peeled Al—Fe alloy layer to the mold.
- it is most effective to reduce the adhesion amount of Al in Al plating.
- the corrosion resistance is degraded.
- FIG. 1 The steel sheet disclosed in Patent Document 2 applies an Al-based metal coating on a steel plate surface having a predetermined component composition, and further, on an Al-based metal-coated surface, at least Si, Zr, Ti or P It is a steel sheet on which an inorganic compound film, an organic compound film, or a composite compound film thereof is formed which contains one.
- the surface film does not peel even during press processing after heating, and the formation of processing flaws during press processing can be prevented.
- sufficient lubricity can not be obtained at the time of press processing, and improvement of the lubricant is required.
- Patent Document 3 discloses a method of solving surface deterioration of a galvanized steel sheet due to evaporation of a galvanized layer in hot pressing of the galvanized steel sheet. That is, by forming a high melting point zinc oxide (ZnO) layer as a barrier layer on the surface of the zinc plating layer, evaporation of Zn in the lower Zn plating layer is prevented.
- ZnO zinc oxide
- the method disclosed in Patent Document 3 assumes that the steel plate has a galvanized layer.
- the Al content in the galvanized layer is allowed up to 0.4%. However, the smaller the content of Al, the better.
- the method disclosed in Patent Document 3 is for preventing the evaporation of Zn from the Zn plating layer, and Al is additionally contained to the last. However, if Al is additionally contained in the Zn plating layer, the evaporation of Zn in the Zn plating layer can not be completely prevented. Therefore, it is general to use an Al-plated steel sheet mainly composed of Al having
- Patent Document 4 discloses a method of applying a wurtzite type compound to the surface of an Al-plated steel sheet.
- the method disclosed in Patent Document 4 improves hot lubricity and chemical conversion treatability, and in order to secure surface film adhesion before hot pressing, a binder component is added to the surface film. is there.
- the binder of the method disclosed in Patent Document 4 is thermally decomposed during hot pressing, and there is a problem that the wurtzite-type compound is reduced in film adhesion from a steel plate during molding.
- Patent Document 5 discloses a zinc-based plated steel plate in which a surface coating layer containing Zn hydroxide and Zn sulfate is formed.
- the steel sheet disclosed in Patent Document 5 forms a surface coating layer on a zinc-based plated steel sheet, it is excellent in corrosion resistance, but there is a problem that zinc in zinc plating evaporates during hot pressing.
- Patent Document 6 discloses a steel plate in which a surface coating layer containing a Zn compound selected from among Zn sulfate, Zn nitrate, and Zn chloride is formed on an Al-plated steel plate.
- a surface coating layer containing a Zn compound selected from among Zn sulfate, Zn nitrate, and Zn chloride is formed on an Al-plated steel plate.
- the aqueous solution of Zn sulfate, Zn nitrate, and Zn chloride has a high pH, it has the effect of dissolving the Al-plated steel sheet when the treatment liquid is applied when forming the surface coating layer, and as a result, after coating There is a problem of deteriorating the corrosion resistance.
- the cause is not clear, there is a problem that the weldability is also deteriorated. This problem is particularly significant when Zn sulfate and Zn nitrate are contained as the Zn compound.
- Patent Document 7 discloses a steel plate in which a surface coating layer containing a vanadium compound, a phosphoric acid compound, and at least one metal compound selected from Al, Mg, and Zn is formed on an Al-plated steel plate. It is disclosed. However, since the vanadium compound is contained in the surface coating layer of the steel sheet disclosed in Patent Document 7, there is a problem that various colors are exhibited depending on the valence of the vanadium compound and the appearance becomes uneven. .
- JP 2000-38640 A JP 2004-211151 A JP 2003-129209 A International Publication No. 2009/131233 Unexamined-Japanese-Patent No. 2010-077498 JP, 2007-302982, A JP, 2005-048200, A
- Al-plated steel sheet is considered promising as a steel sheet used for a member requiring corrosion resistance such as a car steel sheet. Therefore, various proposals have been made for the application of the Al-plated steel sheet to a hot press.
- hot press Al-Fe alloy layer can not obtain good lubricity, and it is inferior in press formability etc. Therefore, when obtaining a molded product with a complicated shape by hot press, Al plating The fact is that no steel plate is applied. Further, in recent years, many of them are subjected to a coating treatment after molding for automotive use, and chemical conversion treatment properties (paintability) after hot pressing of Al-plated steel sheets and corrosion resistance after painting are also required. In addition, spot weldability is also required for steel plates used for car bodies of automobiles.
- the present invention has been made in view of the above situation, and an object of the present invention is to provide Al plating for hot press excellent in hot lubricity, film adhesion, spot weldability, and corrosion resistance after coating. It is providing the hot-pressing method of a steel plate and Al plating steel plate.
- heat is formed by forming a surface coating layer containing a Zn-containing compound on an Al plating layer formed on one side or both sides of a steel plate. It turned out that the lubricity at the time of an inter-pressing processing becomes favorable, and the chemical conversion treatment property is also greatly improved. In addition, it has been found that, by not containing a vanadium compound in the surface coating layer, it is possible to prevent various colors from being exhibited depending on the valence of the vanadium compound, and to solve the problem that the appearance of the steel sheet becomes uneven.
- the gist of the present invention is as follows.
- a plated steel sheet for hot pressing comprising a steel sheet, an Al plating layer formed on one side or both sides on the steel sheet, and a surface coating layer formed on the Al plating layer, wherein the surface coating layer is What is claimed is: 1.
- a plated steel sheet for hot pressing comprising at least one Zn compound selected from the group consisting of Zn hydroxide, Zn phosphate and Zn organic acid.
- a resin component in addition to the Zn compound, at least one of a resin component, a silane coupling agent, or silica is contained in a total amount of 5 to 30% by mass ratio to the total amount of the Zn compound.
- a silane coupling agent in addition to the Zn compound, at least one of a resin component, a silane coupling agent, or silica is contained in a total amount of 5 to 30% by mass ratio to the total amount of the Zn compound.
- a hot-pressing method for a plated steel plate comprising: heating a plated steel plate having a surface coating layer containing a compound after blanking, and pressing the heated plated steel plate.
- the average temperature rising rate is 10 to 300 when the temperature of the plated steel sheet is heated from 50 ° C. to a temperature 10 ° C. lower than the highest achieved plate temperature by electric heating or induction heating.
- a plated steel sheet for hot press excellent in hot lubricity, film adhesion, spot weldability, and corrosion resistance after coating and a hot press method are provided to improve productivity in the hot press process. It can be done.
- plated steel plate for hot press of the present invention First, the plated steel plate for hot press of the present invention will be described.
- an Al plated layer is formed on one side or both sides of a steel plate, and a surface coating layer containing a compound of Zn is further formed on the surface of the Al plated layer.
- Step plate before plating As a steel plate before plating, it means high mechanical strength (properties related to mechanical deformation and fracture such as tensile strength, yield point, elongation, reduction, hardness, impact value, fatigue strength, and creep strength) It is desirable to use a steel plate having An example of a pre-plated steel sheet used for a hot press steel sheet of the present invention is shown below.
- the notation of% means mass% unless otherwise noted.
- the composition of the steel plate before plating preferably contains, by mass%, C: 0.1 to 0.4%, Si: 0.01 to 0.6%, Mn: 0.5 to 3% .
- Cr 0.05 to 3.0
- V 0.01 to 1.0%
- Mo 0.01 to 0.3%
- Ti 0.01 to 0.1%
- B 0 It may contain at least one or more of .0001 to 0.1%.
- remainder shall consist of Fe and an unavoidable impurity.
- C is included to secure a desired mechanical strength.
- C is less than 0.1%, sufficient mechanical strength can not be obtained.
- C exceeds 0.4%, although it is possible to harden the steel plate, melting cracking is likely to occur. Therefore, the content of C is preferably 0.1 to 0.4%.
- Si is an element that improves the mechanical strength, and, like C, is included to ensure the desired mechanical strength. When Si is less than 0.01%, it is difficult to exhibit the strength improvement effect, and a sufficient improvement in mechanical strength can not be obtained. On the other hand, Si is also an oxidizable element. Therefore, when Si exceeds 0.6%, when performing hot-dip Al plating, there is a possibility that wettability will fall and a non-plating part may arise. Therefore, the content of Si is preferably 0.01 to 0.6%.
- Mn is an element that improves mechanical strength, and is also an element that enhances hardenability. Furthermore, Mn is also effective in preventing hot embrittlement due to S which is an unavoidable impurity. When Mn is less than 0.5%, these effects can not be obtained. On the other hand, when Mn exceeds 3%, the amount of residual ⁇ phase is too much, which may lower the strength. Therefore, the content of Mn is preferably 0.5 to 3%.
- Cr, V and Mo are elements that improve mechanical properties, and are also elements that suppress the formation of pearlite when cooled from the annealing temperature. If Cr: less than 0.05%, V: less than 0.01%, Mo: less than 0.01%, these effects can not be obtained. On the other hand, when Cr: 3.0%, V: 1.0%, Mo: 0.3% is exceeded, the area ratio of the hard phase becomes excessive and the formability deteriorates.
- Ti is an element that improves mechanical strength, and is also an element that improves the heat resistance of the Al plating layer. When Ti is less than 0.01%, the effect of improving mechanical strength and oxidation resistance can not be obtained. On the other hand, if Ti is contained in excess, carbides and nitrides may be formed to soften the steel. In particular, when Ti exceeds 0.1%, the desired mechanical strength can not be obtained. Therefore, the content of Ti is preferably 0.01 to 0.1%.
- B is an element that acts at the time of quenching to improve the strength.
- B is less than 0.0001%, such a strength improvement effect can not be obtained.
- B exceeds 0.1%, inclusions may be formed in the steel plate to be embrittled and to reduce the fatigue strength. Therefore, the content of B is preferably 0.0001 to 0.1%.
- the component composition of the steel plate before plating mentioned above is an illustration, and may be another component composition.
- 0.001 to 0.08% of Al may be contained as a deoxidizing element. Further, it may contain an impurity which is inevitably mixed in a manufacturing process or the like.
- the steel plate having such a component composition may be quenched by heating by a hot pressing method or the like to have a tensile strength of about 1500 MPa or more.
- a hot pressing method even a steel plate having high tensile strength can be easily formed in a softened state by heating.
- the molded article can realize high mechanical strength, and can maintain or improve the mechanical strength even when it is thinned for weight reduction.
- Al plating layer is formed on one side or both sides of the steel plate before plating.
- the Al plating layer is formed on one side or both sides of the steel plate by, for example, a hot-dip plating method, but is not limited thereto.
- the component composition of Al plating layer should just contain Al 50% or more.
- Elements other than Al are not particularly limited, but Si may be positively contained for the following reasons.
- the Si content in the Al plating layer is preferably 3 to 15%.
- the Al plating layer prevents the corrosion of the steel sheet for hot pressing of the present invention.
- the surface is not oxidized and scale (iron oxide) is not generated even when heated to a high temperature.
- scale iron oxide
- the Al plating layer has a boiling point and a melting point higher than that of a plating coating with an organic material or a plating coating with another metal material (for example, a Zn-based material). Therefore, when forming by the hot pressing method, the coating does not evaporate, so forming at a high temperature becomes possible, and the formability in hot pressing can be further enhanced and formed easily.
- the Al plating layer can be alloyed with Fe in the steel sheet by heating at the time of hot-dip plating and hot pressing. Therefore, the Al plating layer is not necessarily formed as a single layer having a constant component composition, but includes a partially alloyed layer (alloy layer).
- the surface coating layer is formed on the surface of the Al plating layer.
- the surface film layer contains one or more Zn compounds selected from the group consisting of Zn hydroxide, Zn phosphate, and organic acid Zn.
- Zn hydroxide and Zn phosphate are particularly preferable.
- organic acid Zn include Zn acetate, Zn citrate, Zn oxalate, and Zn salts of carboxylic acids represented by Zn oleate, Zn salts of hydroxy acid compounds, and zinc gluconate. These compounds have the effect of improving the lubricity in hot pressing and the reactivity with the chemical conversion solution.
- Zn hydroxide and Zn phosphate are preferably used as a suspension because of low solubility in water, and Zn acetate having high solubility in water is preferably used as an aqueous solution.
- These Zn compounds may contain one or both of Zn sulfate and Zn nitrate. However, if it exceeds 10% by mass%, corrosion resistance after coating and weldability are deteriorated as described above. Therefore, it is preferable to set the allowable value of the content of each of Zn sulfate and Zn nitrate to 10% or less.
- Zn hydroxide decomposes at the time of heating to form a smooth film, and the corrosion resistance after coating becomes better than when ZnO is used.
- Zn compounds other than Zn hydroxide a surface film layer is formed similarly to the case of Zn hydroxide, and the same effect can be acquired.
- the surface coating layer containing Zn hydroxide may be formed on the Al plating layer, for example, by applying a coating containing Zn hydroxide and curing treatment by baking and drying after the coating. it can.
- a method of applying Zn hydroxide for example, a method of mixing a suspension containing Zn hydroxide and a predetermined organic binder (binder) and applying it on the surface of an Al plating layer, and powder coating And the like.
- the predetermined organic binder include polyurethane resins, polyester resins, acrylic resins, silane coupling agents, and silica. These organic binders are water soluble so that they can be mixed with the suspension of Zn hydroxide. The treatment liquid thus obtained is applied to the surface of an Al-plated steel sheet.
- the particle diameter of Zn hydroxide is not particularly limited, but preferably about 50 to 1000 nm in diameter.
- the particle size of Zn hydroxide is the particle size after heat treatment. That is, the particle size after holding for 5 to 6 minutes in a furnace at 900 ° C. and then quenching through a mold is determined by observation with a scanning electron microscope (SEM) or the like.
- the content of the resin component in the surface film, the silane coupling agent, and the binder component such as silica is preferably about 5 to 30% in total by mass ratio to Zn hydroxide.
- the binder component is more preferably 10% or more by mass ratio.
- the upper limit of the content of the binder component is more preferably 16%.
- the surface film layer containing the Zn compound of the present invention is compared to an inorganic compound film, an organic compound film, or a composite compound film containing at least one of Si, Zr, Ti or P described in Patent Document 2. Also, it has been confirmed that the lubricity is high. For this reason, the formability is further improved.
- the adhesion amount of Zn hydroxide is preferably 0.5 to 7 g / m 2 per one side in terms of the amount of Zn in the surface coating layer formed on the Al-plated steel sheet.
- the adhesion amount of Zn hydroxide is 0.5 g / m 2 or more as Zn, the lubricity is improved as shown in FIG. 1.5 g / m 2 or more is more preferable.
- the adhesion amount of Zn hydroxide exceeds 7 g / m 2 as Zn, the thicknesses of the Al plating layer and the surface coating layer become too thick, and the weldability and the paint adhesion decrease.
- the adhesion amount of Zn hydroxide is particularly preferably 0.5 to 2 g / m 2 .
- a fluorescent X ray method can be utilized, for example.
- the fluorescent X-ray method calibration curves are prepared using several types of standard samples in which the adhesion amount of Zn hydroxide is known, and the Zn intensity of the sample to be measured is converted to the adhesion amount of Zn hydroxide .
- a baking and drying method after applying the treatment liquid for example, a method using a hot air furnace, an induction heating furnace, a near infrared furnace, or the like can be used. Moreover, the method by these combination may be used.
- a curing treatment by ultraviolet light or electron beam may be performed instead of baking and drying after coating.
- the organic binder may, for example, be polyurethane or polyester, or an acrylic or silane coupling agent.
- the method of forming the surface coating layer of Zn hydroxide is not limited to these examples, and can be formed by various methods.
- Patent Document 4 discloses that the adhesion before hot pressing is improved, the present invention is to improve the adhesion after hot pressing.
- the adhesion improvement after hot pressing is not obtained when the wurtzite-type compound disclosed in Patent Document 4 is contained in the surface film, and is an important feature of the present invention.
- the surface coating layer improves the lubricity, it is possible to improve the formability at the time of hot pressing, even if the formability of the Al-plated steel sheet is poor. And, the excellent corrosion resistance of the Al-plated steel plate can be enjoyed.
- the excellent lubricity of the surface coating layer suppresses the adhesion of the Al-Fe intermetallic compound to the mold. Even if powdering of the Al plating layer occurs, the surface coating layer containing the Zn compound causes powder (powder of Al-Fe intermetallic compound) to adhere to the mold used for the subsequent hot pressing. To prevent. Therefore, the step of removing the powder of the Al—Fe intermetallic compound adhering to the mold is unnecessary, and the productivity of the molded product can be further improved.
- the surface coating layer can also play a role as a protective layer that prevents scratches and the like that may occur in the Al plated layer during hot pressing, and can also improve formability. Furthermore, the surface coating layer does not lower the performance such as the spot weldability and the film adhesion. If the water solubility of the treatment liquid when forming the surface coating layer is high, spot weldability and coating adhesion deteriorate. If the water solubility of the treatment solution is high, the applied treatment solution is likely to flow out of the steel plate and adhesion is poor.
- the surface coating layer can significantly improve the corrosion resistance after coating, and can reduce the Al adhesion amount of the Al plating layer as compared to the prior art. As a result, adhesion is reduced even when hot pressing is performed rapidly, and the productivity of the molded product is further enhanced.
- the hot pressing method of the present invention first, the plated steel sheet for hot pressing is subjected to blanking (punching processing) as necessary, and then heated to a high temperature to soften the plated steel sheet for hot pressing. Then, the softened plated steel sheet for hot press is pressed and formed, and then cooled. As described above, by temporarily softening the plated steel sheet for hot press, the subsequent press processing can be easily performed.
- the plated steel sheet for hot press of the present invention is hardened by heating and cooling, and can achieve high tensile strength of about 1500 MPa or more.
- the Al-plated steel sheet melts when heated to the melting point or higher, and at the same time, the Al phase changes to an Al-Fe alloy phase and an Al-Fe-Si alloy phase by interdiffusion with Fe.
- the melting points of the Al-Fe alloy phase and the Al-Fe-Si alloy phase are high, about 1150 ° C.
- a desirable surface state as the final molded product is a state in which the surface is alloyed and a state in which the Fe concentration in the alloy phase is not high. If unalloyed Al remains, only this portion is rapidly corroded, the post-paint corrosion resistance is deteriorated, and coating film swelling is extremely likely to occur, which is not desirable. On the other hand, when the Fe concentration in the alloy phase becomes too high, the corrosion resistance of the alloy phase itself is reduced, the corrosion resistance after painting is deteriorated, and the coating film is easily swollen. That is, the corrosion resistance of the alloy phase depends on the Al concentration in the alloy phase. Therefore, in order to improve the corrosion resistance after painting, the state of alloying is controlled by the amount of Al adhesion and heating conditions
- the average heating rate in the temperature range from 50 ° C. to a temperature 10 ° C. lower than the highest achieved plate temperature to 10 to 300 ° C./sec.
- the average temperature rise rate influences the productivity in press working of the plated steel sheet for hot press.
- the average heating rate is less than 10 ° C./sec, it takes time to soften the plated steel sheet for hot pressing.
- the temperature exceeds 300 ° C. although the softening is rapid, the alloying of the plating layer significantly causes powdering.
- a general average temperature rise rate is about 5 ° C./second in the case of atmosphere heating.
- An average heating rate of 100 ° C./sec or more can be achieved by electric heating or high frequency induction heating.
- the plated steel sheet for hot press according to the present invention can realize a high average temperature rising rate, and thus can improve the productivity of molded products.
- the average temperature rising rate affects the composition and thickness of the Al-Fe alloy phase, it is one of the important factors controlling the quality of the plated steel sheet for hot pressing.
- the temperature raising rate can be increased to 300 ° C./sec, so that a wider range of control of quality is possible.
- the maximum temperature since it is necessary to heat in the austenite region according to the principle of the hot pressing method, a temperature of about 900 to 950 ° C. is usually adopted in many cases.
- the highest achieved temperature is not particularly limited, but if it is less than 850 ° C., sufficient hardening hardness can not be obtained, which is not preferable.
- the Al plating layer needs to be an Al-Fe alloy phase, and from this point of view, it is not preferable to set the maximum reach temperature to less than 850 ° C.
- the maximum temperature can not be generally defined because it also depends on the temperature rise rate and the amount of adhesion of Al, but it is not preferable to set the maximum temperature to 1100 ° C. or higher even in consideration of economics.
- the plated steel sheet for hot pressing of the present invention achieves high lubricity and improves chemical conversion treatability by having a surface coating layer containing a Zn-containing compound, particularly Zn hydroxide.
- the film after forming is not easily peeled off.
- adhesion of the Al-Fe intermetallic compound to the mold is prevented, and the formability and productivity during hot pressing are improved, and the chemical processability after hot pressing is also improved.
- the plated steel sheet for hot press of the present invention is excellent in the adhesion between the Al plating layer and the surface coating layer after molding, and is also excellent in the corrosion resistance of the molded article, that is, the corrosion resistance after coating.
- the Zn compound is an amphoteric compound, and is considered to react with the chemical conversion treatment solution because it dissolves in an acid.
- Example 1 Using a cold-rolled steel plate (plate thickness 1.4 mm) of the composition shown in Table 1, the cold-rolled steel plate was Al-plated by a Zenzimer method.
- the annealing temperature was about 800 ° C.
- the Al plating bath contained 9% of Si, and also contained Fe eluted from the cold rolled steel sheet.
- the amount of Al adhesion after plating was adjusted to 160 g / m 2 on both sides by gas wiping, and after cooling, the suspension or aqueous solution shown in Table 2 was applied by a roll coater, and baked at about 80 ° C. .
- Each solution shown in Table 2 was mixed with distilled water using a reagent to form a suspension or an aqueous solution.
- the characteristics of the test material manufactured in this manner were evaluated by the following method.
- the average temperature increase rate at the time of heating to 900 degreeC was 5 degrees C / sec.
- Hot Lubricity The hot lubricity was evaluated using the apparatus shown in FIG. After heating a test material of 150 ⁇ 200 mm to 900 ° C., the steel ball was pressed from above at 700 ° C., the pressing load and the drawing load were measured, and the (drawing load) / (pressing load) was taken as the dynamic friction coefficient.
- test material was inserted into an air furnace, heated at 900 ° C. for 6 minutes, immediately taken out and immediately quenched by holding it in a stainless steel mold. The cooling rate at this time was 150 ° C./second. Next, the test material was sheared to 50 ⁇ 50 mm and subjected to a rubbing test. Method The gauze loaded with a load of 2.0 kgf (1 kgf is 9.8 N) was reciprocated 10 times for a length of 30 mm, the Zn adhesion amount before and after the test was measured, and the weight loss% was calculated.
- the test material was inserted into an air furnace, heated at 900 ° C. for 6 minutes, immediately taken out and immediately quenched by sandwiching it in a stainless steel mold. The cooling rate was 150 ° C./sec. Next, the test material was sheared to 30 ⁇ 50 mm, and the spot welding appropriate current range (the difference between the upper limit current and the lower limit current) was measured. The measurement conditions are as follows. The lower limit current was a current value when the nugget diameter 4t 1/2 (t: plate thickness) became 4.4 mm, and the upper limit current was a dust generation current. Electrode: Chrome copper, DR type (tip diameter 6 mm, radius shape of 40 R) Pressure: 400 kgf (1 kgf is 9.8 N) Energization time: 12 cycles (60 Hz)
- test material was inserted into an air furnace, heated at 900 ° C. for 6 minutes, immediately taken out and immediately quenched by sandwiching it in a stainless steel mold. The cooling rate was 150 ° C./sec. Next, the test material is sheared to 70 ⁇ 150 mm, and after chemical conversion treatment using Nippon Percalizing Co., Ltd. chemical conversion solution (PB-SX35), Nippon Paint Co., Ltd. electrodeposition paint (Pornics 110) And baked at 170.degree. C. to form a 20 .mu.m coating.
- PB-SX35 Nippon Paint Co., Ltd. electrodeposition paint
- the evaluation of post-paint corrosion resistance was performed in accordance with JASO M 609 of the Japan Automobile Engineering Association.
- the coated film was cross-cut in advance with a cutter, and the width (maximum value on one side) of the film blister from the cross-cut after the corrosion test for 180 cycles (60 days) was measured.
- the standard material is a general antirust steel plate, and is an alloyed hot-dip galvanized steel sheet on which 45 g / m 2 of zinc is adhered on one side, and evaluated together. If corrosion resistance after painting is better than the reference material, it can be used as a rustproof steel plate.
- the bulging width of the reference material was 7 mm.
- the evaluation results are shown in Table 3.
- the hot lubricity was measured by measuring the dynamic friction coefficient, the film adhesion by Zn weight loss% before and after heating, the spot weldability by an appropriate current range, and the corrosion resistance after coating by a swelling width.
- No. 7 is a thing of Al plating steel plate as it is, which does not form a surface film layer.
- the number 6 is a comparative example in which a treatment liquid in which a suspension of ZnO and a urethane-based binder are mixed is applied, but the coating adhesion is 25% although the hot lubricity and the post-paint corrosion resistance are excellent. The results were significantly inferior to those of the inventive examples.
- the comparative example (number 11 and 12) which formed the surface film layer containing Zn compound of G and H became a result to which film
- the treatment solutions containing the compounds G and H are high in water solubility, easily run off when applied to an Al-plated steel plate, and have poor adhesion.
- the content of G and H in the surface coating layer is 10% or less by mass%, the influence on the deterioration of the coating adhesion and the spot weldability is also small. It checked together.
- the degree of adhesion of the surface film layer was changed and the hot lubricity was evaluated as to how much the surface film containing the Zn compound should be formed.
- the adhesion amount of the surface film was evaluated by the Zn adhesion amount in the surface film.
- the treatment solution used was one containing the Zn compound of A in Table 2. The results are shown in FIG.
- the hot lubricity can be improved when the Zn adhesion amount is 0.5 g / m 2 or more, more preferably 1 g / m 2 or more.
- Each value in FIG. 2 is shown in Table 4.
- Table 4 it can be confirmed that the value of the coefficient of hot friction is saturated when the amount of Zn deposition is 2 g / m 2 .
- Example 2 A treatment solution was prepared by changing the addition ratio (%) of the urethane resin to Zn (OH) 2 to a suspension containing the Zn compound of A in Table 2, and using the Al-plated steel sheet of Example 1
- coated and formed the surface film layer was prepared.
- the printing conditions are the same as in Example 1.
- the adhesiveness of this test material was evaluated.
- the evaluation method is the same as in Example 1 except that it was evaluated before heating. That is, the test material was sheared to 50 ⁇ 50 mm and subjected to a rubbing test.
- the method was the gauze loaded with a load of 1.5 kgf (1 kgf is about 9.8 N) was reciprocated 10 times for a length of 30 mm, the Zn deposition before and after the test was measured, and the weight loss% was calculated.
- Example 3 In Example 1, using the plated steel sheet for hot press of the present invention formed using the processing solution containing the Zn compound of No. 1, using a near infrared furnace at an average heating rate of 30 ° C./sec The characteristics of the heated test material were evaluated.
- the evaluation method is the same as the method shown in Example 1 except for the heating method.
- the evaluation results are shown in Table 6. The corrosion resistance after coating was superior to that in the case of No. 1 and it was confirmed that the rapid heating method was effective.
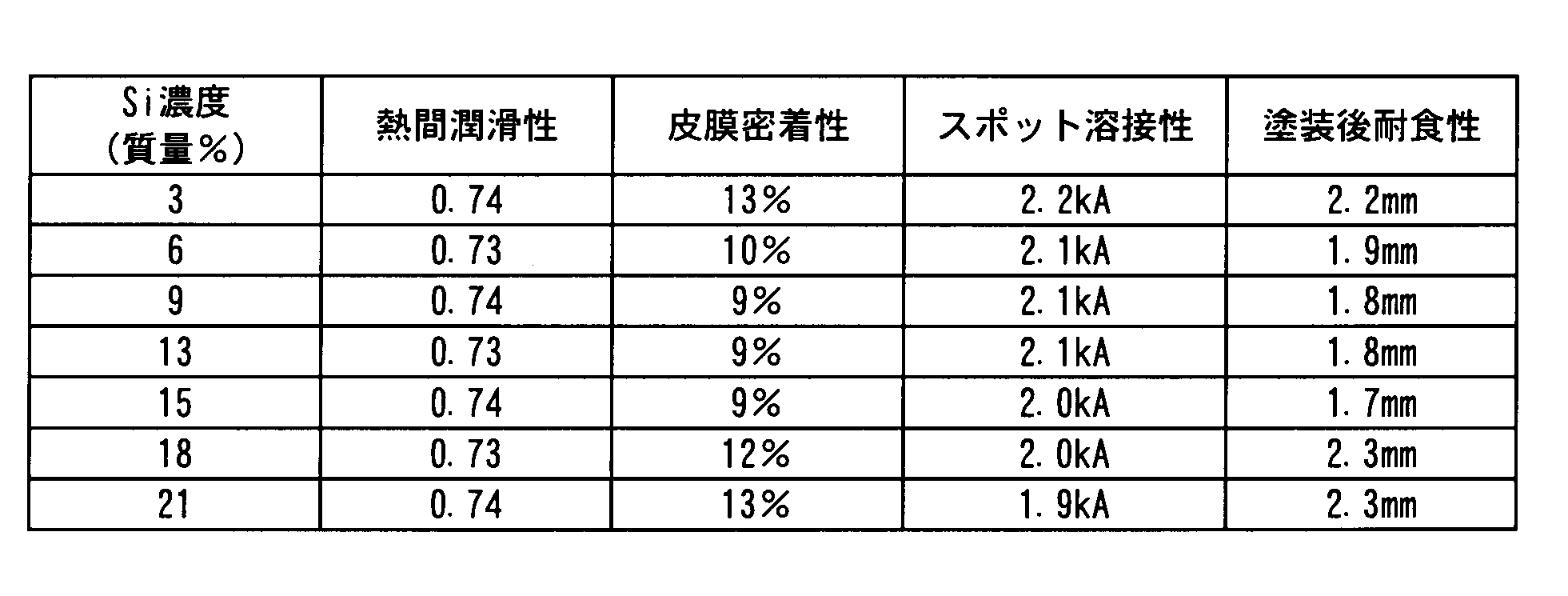
- Example 4 Using a cold-rolled steel plate (plate thickness 1.4 mm) of the composition shown in Table 1, the cold-rolled steel plate was Al-plated by a Zenzimer method.
- the Al plating bath changed the Si concentration to 3, 6, 9, 13, 15, 18, and 21%, and additionally contained Fe eluted from the cold rolled steel sheet.
- the adhesion amount of Al after plating is adjusted to 160 g / m 2 on both sides by gas wiping, and after cooling, a treatment liquid containing the Zn compound shown in A of Table 2 is applied by a roll coater and baked at about 80 ° C.
- the test material was manufactured. The characteristics of these test materials were evaluated in the same manner as in Example 1. In addition, the amount of Zn deposition was about 1 g / m 2 in each case.
- the evaluation results are shown in Table 7. As apparent from Table 7, it was confirmed that the corrosion resistance after painting when the Si concentration is 3 to 15% is particularly excellent.
- the present invention when hot-pressing an Al-plated steel sheet, since the lubricity is good and the workability is improved, it becomes possible to press a formed product having a complicated shape as compared with the prior art. Furthermore, the labor of maintenance inspection of the hot press die can be reduced, and the productivity of the molded product can be improved. Also for the molded product after hot pressing, since the chemical conversion treatment property is good, it is possible to improve the coating and corrosion resistance of the final molded product. Thus, the present invention can extend the hot press of Al-plated steel sheet to the automobile industry and the like. Therefore, the present invention is of high industrial value.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Inorganic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Coating With Molten Metal (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Chemical Treatment Of Metals (AREA)
- Laminated Bodies (AREA)
- Heat Treatment Of Articles (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
まず、本発明の熱間プレス用めっき鋼板について説明する。本発明の熱間プレス用めっき鋼鈑は、鋼板の片面又は両面に、Alめっき層が形成され、そのAlめっき層の表面に、Znの化合物を含有する表面皮膜層が更に形成される。
めっき前の鋼板としては、高い機械的強度(引張強さ、降伏点、伸び、絞り、硬さ、衝撃値、疲れ強さ、及びクリープ強さ等の機械的な変形及び破壊に関する諸性質を意味する。)を有する鋼板を使用することが望ましい。本発明の熱間プレス用鋼鈑に使用される、めっき前の鋼鈑の一例を次に示す。
Alめっき層は、めっき前の鋼板の片面又は両面に形成される。Alめっき層は、例えば、溶融めっき法により鋼板の片面又は両面に形成されるが、これに限定されるものではない。
表面皮膜層は、Alめっき層の表面に形成される。表面皮膜層は、水酸化Zn、リン酸Zn、及び有機酸Znからなる群より選択された1つ以上のZn化合物を含有するものとする。Zn化合物としては、水酸化Zn、リン酸Znが特に好ましい。有機酸Znとしては、酢酸Zn、クエン酸Zn、シュウ酸Zn、及びオレイン酸Znを代表とするカルボン酸のZn塩、並びに、ヒドロキシ酸化合物のZn塩及びグルコン酸亜鉛などが挙げられる。これらの化合物は、熱間プレスにおける潤滑性や、化成処理液との反応性を改善する効果がある。水酸化Zn及びリン酸Znは、水への溶解度が小さいため懸濁液として使用し、水への溶解度の大きい酢酸Znは、水溶液として使用することが好ましい。
なお、これらZn化合物には、硫酸Zn及び硝酸Znの一方又は両方を含有してもよいが、質量%で10%を超えると、前述した通り、塗装後耐食性や溶接性を劣化させる。したがって、硫酸Zn及び硝酸Znそれぞれの含有率の許容値は10%以下とすることが好ましい。
次に本発明の熱間プレス用めっき鋼鈑を熱間プレスする方法について説明する。
本発明の熱間プレス用めっき鋼板は、Znを含有する化合物、特に水酸化Znを含有する表面皮膜層を有することにより、高い潤滑性を実現し、化成処理性が改善される。また、本発明の熱間プレス用めっき鋼板は、成形後の皮膜が剥離し難い。その結果、Al-Fe金属間化合物の金型への凝着を防止し、熱間プレス加工時における成形性及び生産性を向上させるとともに、熱間プレス成形後の化性処理性をも改善する。更に、本発明の熱間プレス用めっき鋼鈑は、成形後のAlめっき層及び表面皮膜層の密着性に優れ、成形品の耐食性、即ち、塗装後耐食性にも優れる。
表1に示す成分組成の冷延鋼板(板厚1.4mm)を使用して、この冷延鋼板にゼンジマー法でAlめっきした。焼鈍温度は約800℃とし、Alめっき浴はSiを9%含有し、他に冷延鋼鈑から溶出するFeを含有していた。めっき後のAl付着量をガスワイピング法で両面160g/m2に調整し、冷却後、表2に示す懸濁液又は水溶液をロールコーターで塗布し、約80℃で焼きつけ供試材を製造した。なお、表2に示す溶液は、いずれも試薬を使用して蒸留水と混合し、懸濁液又は水溶液とした。
図1に示す装置を使用して、熱間潤滑性を評価した。150×200mmの供試材を900℃に加熱後、700℃で鋼球を上から押し当て、押付け荷重と引抜き荷重とを測定し、(引抜き荷重)/(押し付け荷重)を動摩擦係数とした。
供試材を大気炉内に挿入し、900℃で6分間加熱し、取り出し後直ちにステンレス製金型に挟んで急冷した。このときの冷却速度は150℃/秒とした。次に、供試材を50×50mmに剪断し、ラビング試験を行った。方法は2.0kgf(1kgfは、9.8Nである。)の荷重を加えたガーゼを、30mmの長さについて10往復させ、試験前後のZn付着量を測定し、減量%を計算した。
供試材を大気炉内に挿入し、900℃で6分間加熱し、取り出し後直ちにステンレス製金型に挟んで急冷した。冷却速度は、150℃/秒とした。次に供試材を30×50mmに剪断し、スポット溶接適正電流範囲(上限電流と下限電流との差)を測定した。測定条件は次に示すとおりである。下限電流は、ナゲット径4t1/2(t:板厚)が4.4mmとなったときの電流値、上限電流はチリ発生電流とした。
電極:クロム銅製、DR型(先端径6mm、40Rのラジアス形状)
加圧:400kgf(1kgfは、9.8N)
通電時間:12サイクル(60Hz)
供試材を大気炉内に挿入し、900℃で6分間加熱し、取り出し後直ちにステンレス製金型に挟んで急冷した。冷却速度は、150℃/秒とした。次に供試材を70×150mmに剪断し、日本パーカライジング(株)社製化成処理液(PB-SX35)を用いて化成処理後、日本ペイント(株)社製電着塗料(パワーニクス110)を塗布し170℃で焼き付け、20μmの塗膜とした。

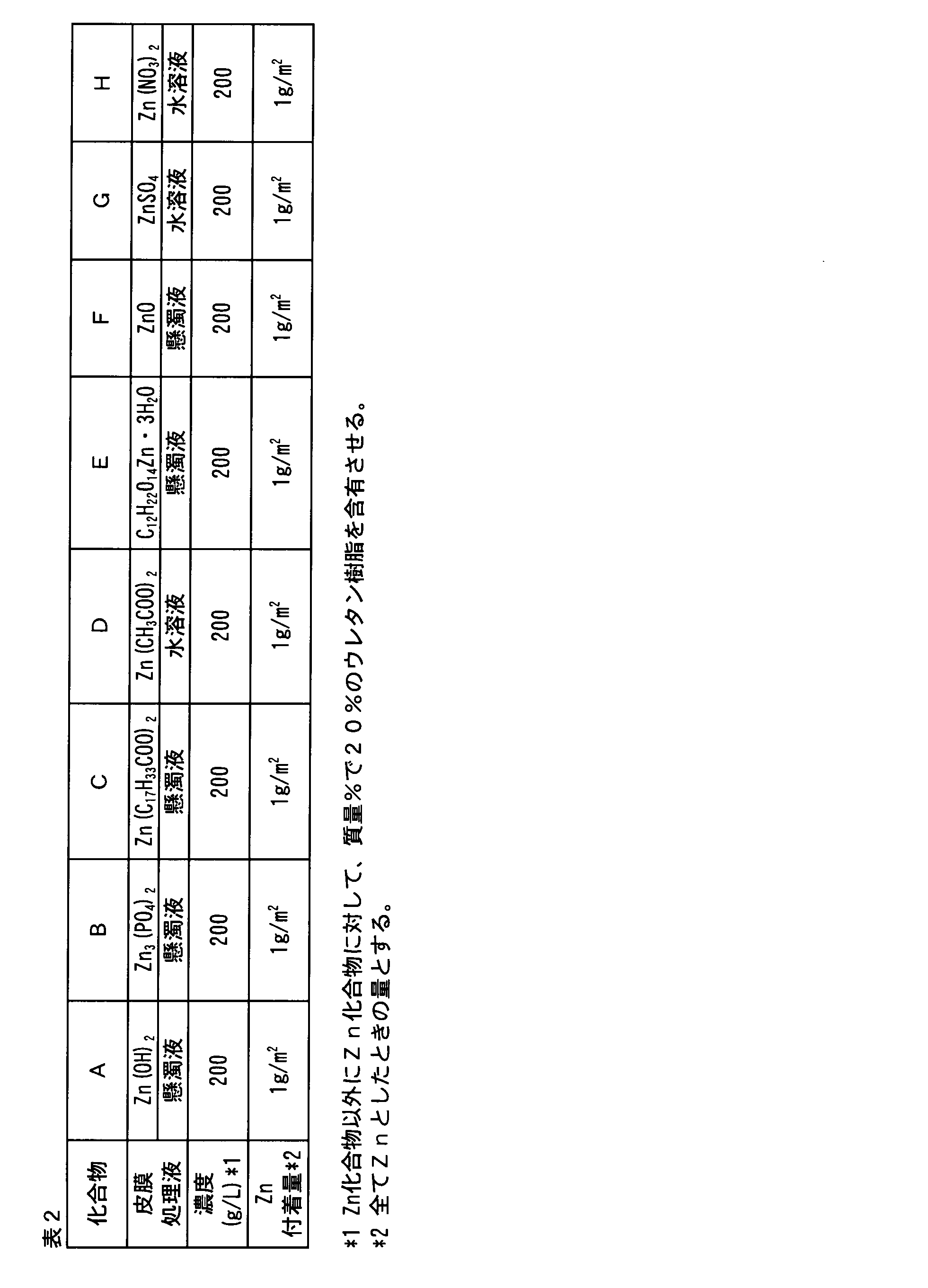
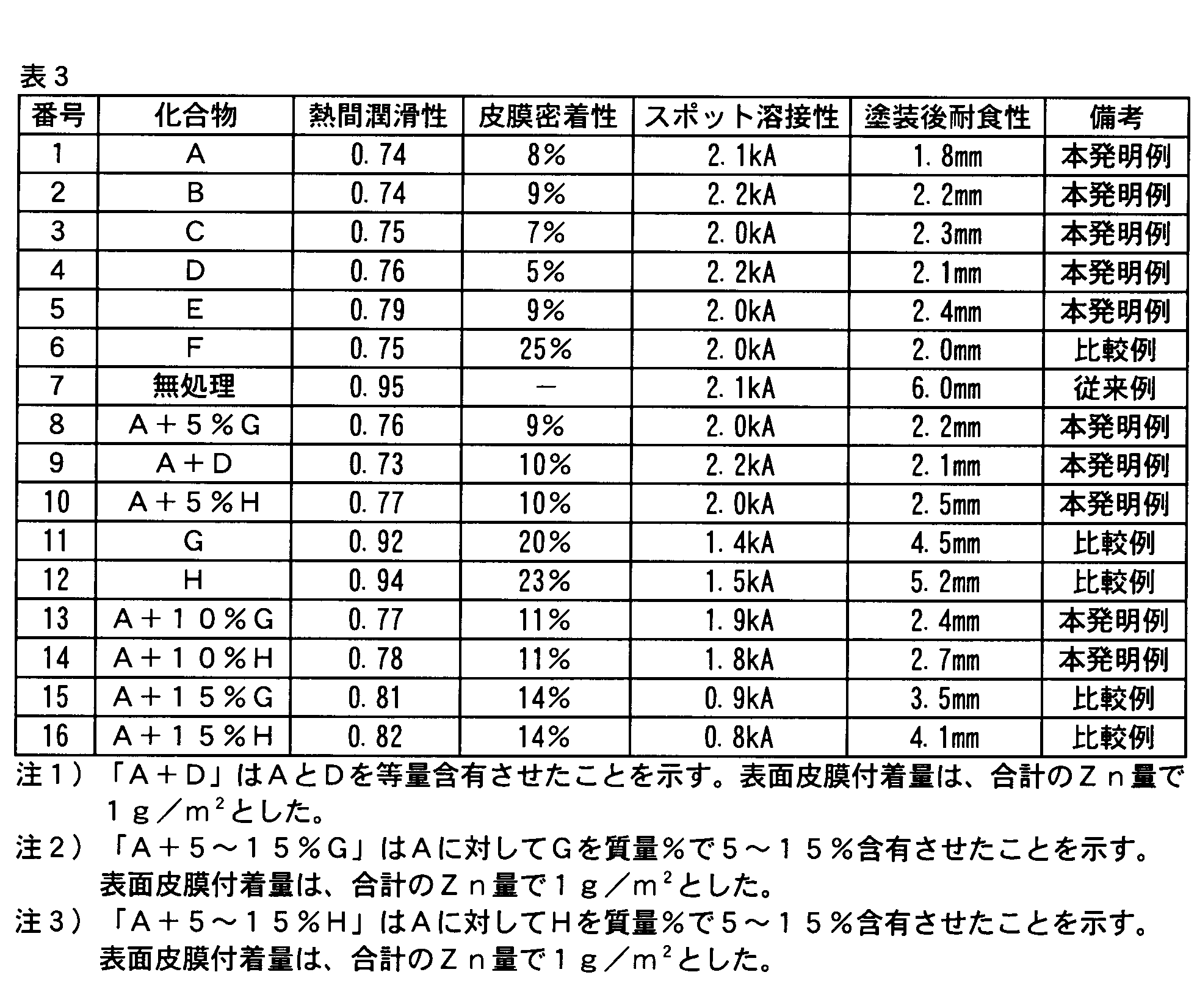

表2のAのZn化合物を含有する懸濁液に、ウレタン樹脂を、Zn(OH)2に対して添加比率(%)を変化させた処理液を調製し、実施例1のAlめっき鋼板に塗布して表面皮膜層を形成した供試材を準備した。焼付条件は、実施例1と同じである。そして、この供試材の密着性を評価した。評価方法は、加熱前に評価したこと以外は、実施例1と同じである。即ち、供試材を50×50mmに剪断し、ラビング試験を行った。方法は1.5kgf(1kgfは、約9.8Nである。)の荷重を加えたガーゼを、30mmの長さについて10往復させ、試験前後のZn付着量を測定し、減量%を計算した。

実施例1において、番号1のZn化合物を含有する処理液を用いて形成した、本発明の熱間プレス用めっき鋼鈑を使用し、近赤外線炉を使用して平均加熱速度30℃/秒で加熱した供試材の特性を評価した。評価方法は、加熱方法以外、実施例1で示した方法と同様である。評価結果を表6に示す。塗装後耐食性が番号1の場合よりも優れる結果となり急速加熱方法は有効であることが確認できた。

表1に示す成分組成の冷延鋼板(板厚1.4mm)を使用して、この冷延鋼板にゼンジマー法でAlめっきした。Alめっき浴はSi濃度を3、6、9、13、15、18、及び21%と変化させ、他に冷延鋼鈑から溶出するFeを含有していた。めっき後のAl付着量をガスワイピング法で両面160g/m2に調整し、冷却後、表2のAで示したZn化合物を含有する処理液をロールコーターで塗布し、約80℃で焼きつけ供試材を製造した。これらの供試材の特性を実施例1と同様の方法で評価した。なお、Zn付着量はいずれも約1g/m2であった。評価結果を表7に示す。表7から明らかなように、Si濃度が3~15%のときの塗装後耐食性が特に優れることを確認できた。
Claims (8)
- 鋼板と、
前記鋼板上の片面又は両面に形成されたAlめっき層と、
前記Alめっき層上に形成された表面皮膜層を含む熱間プレス用めっき鋼板であり、
前記表面皮膜層は、水酸化Zn、リン酸Zn、及び有機酸Znからなる群より選択された1つ以上のZn化合物を含有することを特徴とする、熱間プレス用めっき鋼板。 - 前記表面皮膜層におけるZn化合物の付着量は、Znとして片面あたり0.5~7g/m2であることを特徴とする、請求項1に記載の熱間プレス用めっき鋼板。
- 前記表面皮膜中に、前記Zn化合物に加えて、樹脂成分、シランカップリング剤又はシリカの少なくともいずれかを、前記Zn化合物の総量に対する質量比率で、あわせて5~30%含有することを特徴とする、請求項2に記載の熱間プレス用めっき鋼板。
- 前記Alめっき層が、Siを3~15%含有することを特徴とする、請求項1~3のいずれか1項に記載の熱間プレス用めっき鋼鈑。
- 前記Zn化合物として、硫酸Zn及び硝酸Znの一方又は両方を、質量%で、それぞれ10%以下含有することを許容する請求項1~3のいずれか1項に記載の熱間プレス用めっき鋼鈑。
- 前記Zn化合物として、硫酸Zn及び硝酸Znの一方又は両方を、質量%で、それぞれ10%以下含有することを許容する請求項4に記載の熱間プレス用めっき鋼鈑。
- 鋼板の片面又は両面に形成されたAlめっき層と、前記Alめっき層上に形成され、水酸化Zn、リン酸Zn、及び有機酸Znからなる群より選択された1つ以上のZn化合物を含有する表面皮膜層とを有するめっき鋼板を、ブランキング後加熱し、加熱された前記めっき鋼板をプレスすることを特徴とする、めっき鋼板の熱間プレス方法。
- プレス前の加熱において、前記めっき鋼板の温度が、通電加熱又は誘導加熱により、50℃から最高到達板温度より10℃低い温度まで加熱される際の平均昇温速度が、10~300℃/秒であることを特徴とする、請求項7に記載のめっき鋼板の熱間プレス方法。
Priority Applications (14)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13749244.3A EP2816139B1 (en) | 2012-02-14 | 2013-02-08 | Plated steel plate for hot pressing and hot pressing method of plated steel plate |
| RU2014137101/02A RU2584105C2 (ru) | 2012-02-14 | 2013-02-08 | Плакированная толстолистовая сталь для горячего прессования и способ горячего прессования плакированной толстолистовой стали |
| IN6844DEN2014 IN2014DN06844A (ja) | 2012-02-14 | 2013-02-08 | |
| KR1020147022750A KR20140119738A (ko) | 2012-02-14 | 2013-02-08 | 열간 프레스용 도금 강판 및 도금 강판의 열간 프레스 방법 |
| ES13749244T ES2765101T3 (es) | 2012-02-14 | 2013-02-08 | Placa de acero metalizada para prensado en caliente y método de prensado en caliente de placa de acero metalizada |
| US14/378,575 US10092938B2 (en) | 2012-02-14 | 2013-02-08 | Plated steel plate for hot pressing and hot pressing method of plated steel plate |
| JP2013533048A JP5582254B2 (ja) | 2012-02-14 | 2013-02-08 | めっき鋼板の熱間プレス方法 |
| BR112014019984-1A BR112014019984B1 (pt) | 2012-02-14 | 2013-02-08 | chapa de aço revestida para uso em prensagem a quente e método de prensar a quente a chapa de aço revestida |
| KR1020167017057A KR101974182B1 (ko) | 2012-02-14 | 2013-02-08 | 열간 프레스용 도금 강판 및 도금 강판의 열간 프레스 방법 |
| CN201380008174.6A CN104093880B (zh) | 2012-02-14 | 2013-02-08 | 热压用镀敷钢板和镀敷钢板的热压方法 |
| PL13749244T PL2816139T3 (pl) | 2012-02-14 | 2013-02-08 | Blacha stalowa powlekana galwanicznie do prasowania na gorąco i sposób prasowania na gorąco blachy stalowej powlekanej galwanicznie |
| MX2014009731A MX365687B (es) | 2012-02-14 | 2013-02-08 | Lamina de acero chapada para prensado en caliente y metodo de prensado en caliente de lamina de acero revestida. |
| CA2864392A CA2864392C (en) | 2012-02-14 | 2013-02-08 | Plated steel plate for hot pressing and hot pressing method of plated steel plate |
| ZA2014/05948A ZA201405948B (en) | 2012-02-14 | 2014-08-13 | Plated steel plate for hot pressing and hot pressing method of plated steel plate |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-029396 | 2012-02-14 | ||
| JP2012029396 | 2012-02-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013122004A1 true WO2013122004A1 (ja) | 2013-08-22 |
Family
ID=48984116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/053070 WO2013122004A1 (ja) | 2012-02-14 | 2013-02-08 | 熱間プレス用めっき鋼板及びめっき鋼板の熱間プレス方法 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US10092938B2 (ja) |
| EP (1) | EP2816139B1 (ja) |
| JP (3) | JP5582254B2 (ja) |
| KR (2) | KR101974182B1 (ja) |
| CN (1) | CN104093880B (ja) |
| BR (1) | BR112014019984B1 (ja) |
| CA (1) | CA2864392C (ja) |
| ES (1) | ES2765101T3 (ja) |
| IN (1) | IN2014DN06844A (ja) |
| MX (2) | MX365687B (ja) |
| PL (1) | PL2816139T3 (ja) |
| RU (1) | RU2584105C2 (ja) |
| TW (1) | TWI470118B (ja) |
| WO (1) | WO2013122004A1 (ja) |
| ZA (1) | ZA201405948B (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014139350A (ja) * | 2012-02-14 | 2014-07-31 | Nippon Steel & Sumitomo Metal | 熱間プレス用めっき鋼板及び熱間プレス成形品 |
| WO2015087921A1 (ja) * | 2013-12-12 | 2015-06-18 | 新日鐵住金株式会社 | 熱間プレス用Alめっき鋼板及び熱間プレス用Alめっき鋼板の製造方法 |
| JP2018527461A (ja) * | 2015-07-30 | 2018-09-20 | アルセロールミタル | アルミニウム系金属コーティングでコートした鋼板から出発するホスフェート処理可能な部品の製造方法 |
| US10889884B2 (en) | 2015-07-30 | 2021-01-12 | Arcelormittal | Steel sheet coated with a metallic coating based on aluminum |
| US11162153B2 (en) | 2015-07-30 | 2021-11-02 | Arcelormittal | Method for the manufacture of a hardened part which does not have LME issues |
| JPWO2021235083A1 (ja) * | 2020-05-18 | 2021-11-25 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2840167B1 (en) * | 2012-04-18 | 2018-07-18 | Nippon Steel & Sumitomo Metal Corporation | Al-plated steel sheet, method for hot-pressing al-plated steel sheet |
| CN105090222B (zh) * | 2014-12-31 | 2017-06-20 | 铜陵爱阀科技有限公司 | 一种高碳钢、不锈钢复合型精密垫片的制作方法 |
| WO2016132165A1 (fr) * | 2015-02-19 | 2016-08-25 | Arcelormittal | Procede de fabrication d'une piece phosphatable a partir d'une tole revetue d'un revetement a base d'aluminium et d'un revetement de zinc |
| CN106148830A (zh) * | 2016-08-10 | 2016-11-23 | 安徽禹王铸业有限公司 | 货运列车专用铁轨 |
| CN110114510B (zh) * | 2016-12-28 | 2020-06-09 | 日本制铁株式会社 | 热压用镀覆钢板、热压用镀覆钢板的制造方法、热压成形品的制造方法及车辆的制造方法 |
| RU2019125494A (ru) * | 2017-03-27 | 2021-04-28 | Ниппон Стил Корпорейшн | Алюминированный стальной лист |
| CN111148856A (zh) * | 2017-09-28 | 2020-05-12 | 日本制铁株式会社 | 镀覆钢板、镀覆钢板卷材、热压成形品的制造方法及汽车部件 |
| WO2019073273A1 (en) | 2017-10-12 | 2019-04-18 | Arcelormittal | PROCESS FOR PROCESSING METAL SHEET AND METAL SHEET TREATED WITH THIS METHOD |
| WO2019073274A1 (en) | 2017-10-12 | 2019-04-18 | Arcelormittal | PROCESS FOR PROCESSING METAL SHEET AND METAL SHEET TREATED USING THE SAME |
| CN111936248B (zh) * | 2018-04-13 | 2022-08-30 | 日本制铁株式会社 | 热压成型品的制造方法、压制成型品、冲模模具及模具套件 |
| JP6648874B1 (ja) | 2018-07-04 | 2020-02-14 | 日本製鉄株式会社 | 熱間プレス成形品の製造方法、プレス成形品、ダイ金型、及び金型セット |
| WO2020009171A1 (ja) | 2018-07-04 | 2020-01-09 | 日本製鉄株式会社 | 熱間プレス成形品の製造方法、プレス成形品、ダイ金型、及び金型セット |
| CN111434402A (zh) * | 2019-07-30 | 2020-07-21 | 苏州普热斯勒先进成型技术有限公司 | 表面具有含锰涂层的热冲压件的制造方法 |
| CN116949439A (zh) * | 2022-04-15 | 2023-10-27 | 宝山钢铁股份有限公司 | 热冲压用镀层钢板及其所用的水性表面处理液 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000038640A (ja) | 1998-07-09 | 2000-02-08 | Sollac | 熱処理後の耐久性に優れた熱間圧延および冷間圧延被覆鋼板 |
| JP2001220690A (ja) * | 2000-02-01 | 2001-08-14 | Nippon Steel Corp | 自動車用Al系めっき鋼板 |
| JP2003129209A (ja) | 2001-10-23 | 2003-05-08 | Sumitomo Metal Ind Ltd | 熱間プレス成形用表面処理鋼とその製造方法 |
| JP2004211151A (ja) | 2002-12-27 | 2004-07-29 | Nippon Steel Corp | 潤滑性に優れた高温プレス成形性用Al系めっき鋼板 |
| JP2005048200A (ja) | 2003-07-29 | 2005-02-24 | Jfe Steel Kk | 耐食性および皮膜外観に優れる表面処理鋼板 |
| JP2007302982A (ja) | 2006-05-15 | 2007-11-22 | Nippon Steel Corp | 昇温特性、加工性、塗装後耐食性に優れたホットプレス用Alめっき鋼材 |
| WO2009131233A1 (ja) | 2008-04-22 | 2009-10-29 | 新日本製鐵株式会社 | めっき鋼板及びめっき鋼板の熱間プレス方法 |
| JP2010037356A (ja) * | 2008-07-31 | 2010-02-18 | Sumitomo Metal Ind Ltd | 熱処理用鋼材の表面処理液および熱処理用鋼材の製造方法 |
| JP2010077498A (ja) | 2008-09-26 | 2010-04-08 | Jfe Steel Corp | 熱間プレス用亜鉛系めっき鋼板 |
| JP2011149084A (ja) * | 2010-01-25 | 2011-08-04 | Nippon Steel Corp | 昇温特性に優れた熱間プレス用Alめっき鋼板及びその製造方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4707415A (en) | 1985-03-30 | 1987-11-17 | Sumitomo Metal Industries, Ltd. | Steel strips with corrosion resistant surface layers having good appearance |
| US4957594A (en) * | 1988-02-19 | 1990-09-18 | Nippon Steel Corporation | Process for producing a zinc or zinc alloy coated steel sheet having excellent spot weldability |
| US5525431A (en) * | 1989-12-12 | 1996-06-11 | Nippon Steel Corporation | Zinc-base galvanized sheet steel excellent in press-formability, phosphatability, etc. and process for producing the same |
| JP3346338B2 (ja) * | 1999-05-18 | 2002-11-18 | 住友金属工業株式会社 | 亜鉛系めっき鋼板およびその製造方法 |
| KR100567175B1 (ko) * | 1999-10-08 | 2006-04-03 | 제이에프이 스틸 가부시키가이샤 | 표면처리 아연계 도금강판 |
| JP2001214280A (ja) * | 2000-01-28 | 2001-08-07 | Nippon Steel Corp | 潤滑性に優れたCrを使用しない皮膜を被覆するSn系,Al系めっき鋼板 |
| JP3749487B2 (ja) * | 2002-01-18 | 2006-03-01 | Jfeスチール株式会社 | 加工性と加工部耐食性に優れた表面処理鋼板及びその製造方法 |
| KR20070087240A (ko) * | 2001-06-15 | 2007-08-27 | 신닛뽄세이테쯔 카부시키카이샤 | 고강도 알루미늄계 합금 도금 강판의 열간 프레스 방법 |
| CA2464581A1 (en) * | 2001-10-22 | 2003-05-01 | Henkel Kommanditgesellschaft Auf Aktien | Surface-coated al/zn steel sheets and surface coating agent |
| FR2843130B1 (fr) * | 2002-08-05 | 2004-10-29 | Usinor | Procede de revetement de la surface d'un materiau metallique, dispositif pour sa mise en oeuvre et produit ainsi obtenu |
| JP4167046B2 (ja) * | 2002-11-29 | 2008-10-15 | 日本パーカライジング株式会社 | 金属表面処理剤、金属表面処理方法及び表面処理金属材料 |
| JP4447270B2 (ja) | 2003-08-29 | 2010-04-07 | 豊田鉄工株式会社 | 熱間プレス用めっき鋼板の加熱処理方法 |
| JP2007231375A (ja) * | 2006-03-01 | 2007-09-13 | Jfe Steel Kk | 合金化溶融亜鉛めっき鋼板 |
| JP4919427B2 (ja) * | 2006-10-03 | 2012-04-18 | 日新製鋼株式会社 | 溶融めっき鋼板の温間加工方法 |
| JP2008189965A (ja) * | 2007-02-02 | 2008-08-21 | Nisshin Steel Co Ltd | 塗装鋼板 |
| JP4616854B2 (ja) * | 2007-03-13 | 2011-01-19 | 新日本製鐵株式会社 | 熱間プレス用Alめっき鋼板 |
| JP5071065B2 (ja) | 2007-11-22 | 2012-11-14 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 |
| JP4616900B2 (ja) * | 2008-05-27 | 2011-01-19 | 新日本製鐵株式会社 | 塗装後耐食性に優れた高強度自動車部品 |
| BRPI0915898B1 (pt) * | 2008-07-11 | 2017-07-18 | Nippon Steel & Sumitomo Metal Corporation | Coated aluminum steel sheet for quick heating pressure heating method, same production method and hot stemping method with quick heating using that steel plate |
| DE102009007909A1 (de) | 2009-02-06 | 2010-08-12 | Thyssenkrupp Steel Europe Ag | Verfahren zum Herstellen eines Stahlbauteils durch Warmformen und durch Warmformen hergestelltes Stahlbauteil |
| DE102011001140A1 (de) * | 2011-03-08 | 2012-09-13 | Thyssenkrupp Steel Europe Ag | Stahlflachprodukt, Verfahren zum Herstellen eines Stahlflachprodukts und Verfahren zum Herstellen eines Bauteils |
| ES2765101T3 (es) * | 2012-02-14 | 2020-06-05 | Nippon Steel Corp | Placa de acero metalizada para prensado en caliente y método de prensado en caliente de placa de acero metalizada |
-
2013
- 2013-02-08 ES ES13749244T patent/ES2765101T3/es active Active
- 2013-02-08 CN CN201380008174.6A patent/CN104093880B/zh active Active
- 2013-02-08 US US14/378,575 patent/US10092938B2/en active Active
- 2013-02-08 IN IN6844DEN2014 patent/IN2014DN06844A/en unknown
- 2013-02-08 RU RU2014137101/02A patent/RU2584105C2/ru not_active IP Right Cessation
- 2013-02-08 TW TW102105250A patent/TWI470118B/zh not_active IP Right Cessation
- 2013-02-08 PL PL13749244T patent/PL2816139T3/pl unknown
- 2013-02-08 CA CA2864392A patent/CA2864392C/en active Active
- 2013-02-08 WO PCT/JP2013/053070 patent/WO2013122004A1/ja active Application Filing
- 2013-02-08 MX MX2014009731A patent/MX365687B/es active IP Right Grant
- 2013-02-08 KR KR1020167017057A patent/KR101974182B1/ko active IP Right Grant
- 2013-02-08 BR BR112014019984-1A patent/BR112014019984B1/pt active IP Right Grant
- 2013-02-08 JP JP2013533048A patent/JP5582254B2/ja active Active
- 2013-02-08 EP EP13749244.3A patent/EP2816139B1/en active Active
- 2013-02-08 KR KR1020147022750A patent/KR20140119738A/ko active Application Filing
-
2014
- 2014-04-18 JP JP2014086841A patent/JP6028761B2/ja active Active
- 2014-08-13 ZA ZA2014/05948A patent/ZA201405948B/en unknown
- 2014-08-13 MX MX2019003385A patent/MX2019003385A/es unknown
-
2015
- 2015-03-25 JP JP2015063327A patent/JP6048525B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000038640A (ja) | 1998-07-09 | 2000-02-08 | Sollac | 熱処理後の耐久性に優れた熱間圧延および冷間圧延被覆鋼板 |
| JP2001220690A (ja) * | 2000-02-01 | 2001-08-14 | Nippon Steel Corp | 自動車用Al系めっき鋼板 |
| JP2003129209A (ja) | 2001-10-23 | 2003-05-08 | Sumitomo Metal Ind Ltd | 熱間プレス成形用表面処理鋼とその製造方法 |
| JP2004211151A (ja) | 2002-12-27 | 2004-07-29 | Nippon Steel Corp | 潤滑性に優れた高温プレス成形性用Al系めっき鋼板 |
| JP2005048200A (ja) | 2003-07-29 | 2005-02-24 | Jfe Steel Kk | 耐食性および皮膜外観に優れる表面処理鋼板 |
| JP2007302982A (ja) | 2006-05-15 | 2007-11-22 | Nippon Steel Corp | 昇温特性、加工性、塗装後耐食性に優れたホットプレス用Alめっき鋼材 |
| WO2009131233A1 (ja) | 2008-04-22 | 2009-10-29 | 新日本製鐵株式会社 | めっき鋼板及びめっき鋼板の熱間プレス方法 |
| JP2010037356A (ja) * | 2008-07-31 | 2010-02-18 | Sumitomo Metal Ind Ltd | 熱処理用鋼材の表面処理液および熱処理用鋼材の製造方法 |
| JP2010077498A (ja) | 2008-09-26 | 2010-04-08 | Jfe Steel Corp | 熱間プレス用亜鉛系めっき鋼板 |
| JP2011149084A (ja) * | 2010-01-25 | 2011-08-04 | Nippon Steel Corp | 昇温特性に優れた熱間プレス用Alめっき鋼板及びその製造方法 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014139350A (ja) * | 2012-02-14 | 2014-07-31 | Nippon Steel & Sumitomo Metal | 熱間プレス用めっき鋼板及び熱間プレス成形品 |
| WO2015087921A1 (ja) * | 2013-12-12 | 2015-06-18 | 新日鐵住金株式会社 | 熱間プレス用Alめっき鋼板及び熱間プレス用Alめっき鋼板の製造方法 |
| JP6011732B2 (ja) * | 2013-12-12 | 2016-10-19 | 新日鐵住金株式会社 | 熱間プレス用Alめっき鋼板及び熱間プレス用Alめっき鋼板の製造方法 |
| JPWO2015087921A1 (ja) * | 2013-12-12 | 2017-03-16 | 新日鐵住金株式会社 | 熱間プレス用Alめっき鋼板及び熱間プレス用Alめっき鋼板の製造方法 |
| KR101762555B1 (ko) | 2013-12-12 | 2017-07-27 | 신닛테츠스미킨 카부시키카이샤 | 열간 프레스용 Al 도금 강판 및 열간 프레스용 Al 도금 강판의 제조 방법 |
| RU2648729C1 (ru) * | 2013-12-12 | 2018-03-28 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Al-плакированный стальной лист, используемый для горячего прессования, и способ изготовления al-плакированного стального листа, применяемого для горячего прессования |
| US9970116B2 (en) | 2013-12-12 | 2018-05-15 | Nippon Steel & Sumitomo Metal Corporation | Al-plated steel sheet used for hot pressing and method for manufacturing Al-plated steel sheet used for hot pressing |
| US10889884B2 (en) | 2015-07-30 | 2021-01-12 | Arcelormittal | Steel sheet coated with a metallic coating based on aluminum |
| JP2018527461A (ja) * | 2015-07-30 | 2018-09-20 | アルセロールミタル | アルミニウム系金属コーティングでコートした鋼板から出発するホスフェート処理可能な部品の製造方法 |
| US11162153B2 (en) | 2015-07-30 | 2021-11-02 | Arcelormittal | Method for the manufacture of a hardened part which does not have LME issues |
| US11414737B2 (en) | 2015-07-30 | 2022-08-16 | Arcelormittal | Method for the manufacture of a phosphatable part starting from a steel sheet coated with a metallic coating based on aluminum |
| US12012655B2 (en) | 2015-07-30 | 2024-06-18 | Arcelormittal | Steel sheet coated with a metallic coating based on aluminum |
| US12104255B2 (en) | 2015-07-30 | 2024-10-01 | Arcelormittal | Phosphatable part starting from a steel sheet coated with a metallic coating based on aluminum |
| JPWO2021235083A1 (ja) * | 2020-05-18 | 2021-11-25 | ||
| WO2021235083A1 (ja) * | 2020-05-18 | 2021-11-25 | 日本製鉄株式会社 | Alめっきホットスタンプ鋼材 |
| US11905600B2 (en) | 2020-05-18 | 2024-02-20 | Nippon Steel Corporation | Al-plated hot stamped steel material |
| JP7453583B2 (ja) | 2020-05-18 | 2024-03-21 | 日本製鉄株式会社 | Alめっきホットスタンプ鋼材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015165049A (ja) | 2015-09-17 |
| CN104093880B (zh) | 2016-12-21 |
| EP2816139A4 (en) | 2015-12-09 |
| KR20160078521A (ko) | 2016-07-04 |
| EP2816139B1 (en) | 2019-10-09 |
| JPWO2013122004A1 (ja) | 2015-05-11 |
| KR101974182B1 (ko) | 2019-04-30 |
| CA2864392A1 (en) | 2013-08-22 |
| IN2014DN06844A (ja) | 2015-05-22 |
| MX2014009731A (es) | 2014-11-10 |
| US10092938B2 (en) | 2018-10-09 |
| MX365687B (es) | 2019-06-11 |
| ES2765101T3 (es) | 2020-06-05 |
| JP2014139350A (ja) | 2014-07-31 |
| RU2584105C2 (ru) | 2016-05-20 |
| JP5582254B2 (ja) | 2014-09-03 |
| JP6028761B2 (ja) | 2016-11-16 |
| US20150020562A1 (en) | 2015-01-22 |
| MX2019003385A (es) | 2019-07-08 |
| TW201335425A (zh) | 2013-09-01 |
| TWI470118B (zh) | 2015-01-21 |
| PL2816139T3 (pl) | 2020-04-30 |
| BR112014019984A2 (pt) | 2017-06-13 |
| ZA201405948B (en) | 2015-11-25 |
| RU2014137101A (ru) | 2016-04-10 |
| EP2816139A1 (en) | 2014-12-24 |
| CA2864392C (en) | 2018-01-02 |
| BR112014019984B1 (pt) | 2021-03-09 |
| JP6048525B2 (ja) | 2016-12-21 |
| CN104093880A (zh) | 2014-10-08 |
| KR20140119738A (ko) | 2014-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013122004A1 (ja) | 熱間プレス用めっき鋼板及びめっき鋼板の熱間プレス方法 | |
| US20190160519A1 (en) | Automobile part and method for manufacturing automobile part | |
| RU2633162C2 (ru) | Стальной лист для горячего прессования с покрытием, способ горячего прессования стального листа с покрытием и деталь автомобиля | |
| KR101679492B1 (ko) | Al계 도금 강판, Al계 도금 강판의 열간 프레스 방법 및 자동차 부품 | |
| JP5692148B2 (ja) | 熱間プレス用Al系めっき鋼板及びその熱間プレス方法 | |
| KR101762555B1 (ko) | 열간 프레스용 Al 도금 강판 및 열간 프레스용 Al 도금 강판의 제조 방법 | |
| WO2019066063A1 (ja) | めっき鋼板、めっき鋼板コイル、熱間プレス成形品の製造方法、及び自動車部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201405465 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 2013533048 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13749244 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2864392 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14378575 Country of ref document: US Ref document number: MX/A/2014/009731 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20147022750 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013749244 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014137101 Country of ref document: RU |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112014019984 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112014019984 Country of ref document: BR Kind code of ref document: A2 Effective date: 20140812 |