WO2012160917A1 - ロードポート装置、搬送システム、及びコンテナ搬出方法 - Google Patents
ロードポート装置、搬送システム、及びコンテナ搬出方法 Download PDFInfo
- Publication number
- WO2012160917A1 WO2012160917A1 PCT/JP2012/060730 JP2012060730W WO2012160917A1 WO 2012160917 A1 WO2012160917 A1 WO 2012160917A1 JP 2012060730 W JP2012060730 W JP 2012060730W WO 2012160917 A1 WO2012160917 A1 WO 2012160917A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- container
- nozzle
- port
- gas
- gas port
- Prior art date
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/04—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/673—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere using specially adapted carriers or holders; Fixing the workpieces on such carriers or holders
- H01L21/6735—Closed carriers
- H01L21/67389—Closed carriers characterised by atmosphere control
- H01L21/67393—Closed carriers characterised by atmosphere control characterised by the presence of atmosphere modifying elements inside or attached to the closed carrierl
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67733—Overhead conveying
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67736—Loading to or unloading from a conveyor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67763—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading
- H01L21/67769—Storage means
Definitions
- the present invention relates to a load port device for unloading a container having an internal space and a gas port from a processing device, a transport system using the load port device, and a container unloading method.
- the load port device is a device that enters or leaves a sealed container in which a substrate is stored from a semiconductor processing device or an automatic warehouse, for example.
- the sealed container is transported from the load port device to another device by a transport vehicle (see, for example, Patent Document 1).
- the sealed container is, for example, FOUP or SMIF.
- the hermetic container is in a hermetically sealed state, which prevents dust from entering the inside. Further, the atmosphere inside the sealed container is replaced with an inert gas such as nitrogen gas, thereby preventing growth of an oxide film due to natural oxidation of the semiconductor substrate.
- the portable sealed container has an air supply port and an exhaust port that allow communication between the inside and the outside.
- the gas supply device includes an air supply nozzle that is airtightly connected to the air supply port, and an exhaust nozzle that is airtightly connected to the exhaust port.
- the air supply nozzle is connected to a gas supply source that supplies a purge gas via an air supply pipe.
- the gas exhaust nozzle is connected to a processing apparatus that performs exhaust.
- the purge gas is supplied from the gas supply source into the portable sealed container through the supply pipe, the supply nozzle, and the supply port. Further, when the inside of the sealed container is filled with the purge gas and the inside of the sealed container reaches a predetermined pressure or higher, the purge gas is exhausted through the exhaust port, the exhaust nozzle, and the exhaust pipe.
- the sealed container In the load port device provided in the stocker, the sealed container is transported from the inside of the stocker to the standby position by the transport conveyor.
- the sealed container is in a standby position until it is loaded onto the transport vehicle.
- the concentration of nitrogen gas in the sealed container also decreases during the time until the transport vehicle arrives.
- the nozzle when the container is transported to the loading position by the transport conveyor, the nozzle is then connected to the gas port by the moving mechanism, and in this state, the nozzle mechanism supplies purge gas to the container.
- the controller recognizes that the transport vehicle has arrived at the loading position, the supply of purge gas from the nozzle mechanism to the container is stopped.
- the purge gas is supplied to the container without wasting the waiting time, and the loading by the transport vehicle is also performed quickly as usual. Further, it is possible to prevent the purge gas concentration in the container from decreasing during the waiting time until the container is loaded on the transport vehicle.
- arrival of the transport vehicle at the loading position includes that the transport vehicle is sufficiently close to the loading location and is stopped at the loading position or just before stopping.
- the load port device may further include a determination unit and an alignment mechanism.
- the alignment mechanism aligns the nozzle with the position of the gas port based on the determination result.
- the position of the gas port may be determined by detection by a sensor or by obtaining information on the type of container.
- the alignment mechanism may have a horizontal movement mechanism, and the horizontal movement mechanism may horizontally move the nozzle according to the position of the gas port.
- a transport system includes the load port device described above and a transport vehicle that can load a container from a loading position.
- a container carrying-out method is a device for carrying a container having a gas port to a loading position where loading by a transport vehicle is performed, and uses a load port device.
- the load port device has a transfer conveyor and a nozzle mechanism.
- the transport conveyor extends to the loading position.
- the nozzle mechanism has a nozzle for supplying purge gas into the container by being arranged in the vicinity of the loading position and connected to the gas port, and a moving mechanism for moving the nozzle closer to and away from the gas port.
- the container carrying-out method includes the following steps. ⁇ Transport the container to the loading position by the transport conveyor. ⁇ Connect the nozzle to the gas port of the container at the loading position, and then supply the purge gas into the container.
- FIG. 1 Side surface sectional drawing of a stocker apparatus.
- the perspective view which shows the structure of the port of a stocker apparatus.
- the schematic diagram of a purge apparatus The block diagram which shows the control structure of a stocker apparatus.
- the flowchart which shows the control operation of a stocker apparatus.
- the schematic diagram of a purge apparatus The block diagram which shows the control structure of a stocker apparatus.
- the flowchart which shows the control operation of a stocker apparatus.
- the stocker apparatus 1 is an apparatus that is disposed in a clean room and temporarily stores a container (FOUP in this embodiment).
- FIG. 1 is a side sectional view of the stocker device.
- the stocker apparatus 1 is disposed inside a building 3 that forms a clean room.
- the building 3 has a first floor foundation 5, a first floor 7, a second floor 9, and a building ceiling 11.
- the stocker device 1 includes a main body portion 21, a rack 23, and a stacker crane 25.
- the stocker apparatus 1 further includes a first floor port 41 and a second floor port 43 (described later).
- the main body 21 extends from the first floor foundation 5 through the first floor 7 and further through the second floor 9 and extends to the building ceiling 11.
- the main body 21 is a box having a sealed structure that is shut off from the outside.
- the rack 23 is composed of two rows of left and right racks 23a and 23b arranged opposite to each other.
- the left and right racks 23a and 23b have a plurality of shelves 23A.
- a container 27 is placed on the shelf 23A as illustrated.
- a stacker crane 25 is movably disposed in a central space between the left and right racks 23a and 23b.
- the stacker crane 25 includes a stacker column 31, wheels 33, a travel mechanism (not shown) that drives the wheels 33, and a stacker robot 35 that can move the stacker column 31 up and down.
- the stacker robot 35 is a hand device that scoops and holds the container 27 from below.
- the stacker crane 25 can transfer the container 27 between a predetermined shelf 23 ⁇ / b> A and an inner conveyor unit 51 (described later) of the first floor port 41 and the second floor port 43.
- FIG. 2 is a perspective view showing the structure of the port of the stocker device.
- the first floor port 41 is provided on the first floor side
- the second floor port 43 is provided on the second floor side.
- the container 27 can be loaded and unloaded via these ports 41 and 43.
- the first-floor port 41 and the second-floor port 43 include an opening 45 that opens to the outer surface of the main body 21, and a transport conveyor 47 that is provided on both the inside and outside of the opening 45.
- the transport conveyor 47 includes an outer conveyor unit 49 installed outside the main body 21 and an inner conveyor unit 51 installed inside the main body 21.
- Each outer conveyor unit 49 of the first floor port 41 and the second floor port 43 is supported by a suspension member 55 from the ceiling.
- a ceiling transport vehicle 59 that can run along the rail 57 is provided on the ceiling above the outer conveyor unit 49.
- the overhead conveyance vehicle 59 can carry the container 27 from the outer conveyor unit 49, and can carry the container 27 to the outer conveyor unit 49.
- the overhead conveyance vehicle 59 is controlled by the conveyance vehicle controller 113 (described later).
- the conveyor units 49 and 51 are configured by attaching a driving roller 61 and a driven roller 63 to the left and right side surfaces of a square frame.
- the driving roller 61 is driven by a roller driving mechanism 103 (FIG. 5).
- the outer conveyor unit 49 is provided with a mounting sensor 107 (FIG. 5) for detecting that the container 27 is mounted.
- the outer conveyor unit 49 may or may not be provided with a positioning pin for the container 27.
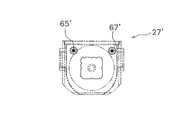
- FIG. 3 is a plan view of the container.
- the container 27 is a container for storing the substrate in a sealed state, and is transported by another device.
- the container 27 has a housing and a lid.
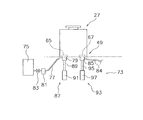
- the purge device 73 has an air supply tank 75, an air supply pipe 77, and an air supply nozzle 79.
- the air supply tank 75 has, for example, clean dry air inside.
- the air supply pipe 77 extends from the air supply tank 75.
- the supply nozzle 79 is fixed to the tip of the supply pipe 77. Further, a flow rate adjusting valve 81 and an opening / closing valve 83 are provided in the middle of the air supply pipe 77.
- the purge device 73 has a first elevating mechanism 87 for elevating the air supply nozzle 79.
- the first elevating mechanism 87 is an air cylinder mechanism, and includes a rod 89 and a cylinder driving unit 91 that drives the rod 89.
- the supply nozzle 79 is movable between a position connected to the supply port 65 and a position disconnected from the supply port 65.
- the purge device 73 has a second elevating mechanism 93 for elevating the exhaust nozzle 85.
- the second elevating mechanism 93 is a cylinder mechanism, and includes a rod 95 and a cylinder driving unit 97 that drives the rod 95.
- the exhaust nozzle 85 is movable between a position connected to the exhaust port 67 and a position disconnected from the exhaust port 67.
- FIG. 5 is a block diagram showing a control configuration of the stocker apparatus 1.
- the stocker controller 101 is a computer, and includes hardware such as a CPU, a RAM, and a ROM, and performs various control operations by executing program instructions.
- the stocker controller 101 is connected to the stacker crane 25, the roller driving mechanism 103, the flow rate adjusting valve 81, the opening / closing valve 83, the first elevating mechanism 87, and the second elevating mechanism 93, and can transmit control signals thereto.
- the stocker controller 101 is connected to the on-board sensor 107 and the ID reader 109, and can receive detection signals from these.
- the stocker controller 101 is connected to the logistics controller 111 so as to be able to communicate.
- the distribution controller 111 is a higher-level controller than the stocker controller 101 and the transport vehicle controller 113.
- the distribution controller 111 receives a conveyance request from a manufacturing controller (not shown)
- the distribution controller 111 transmits an output command to the stocker controller 101 at a predetermined timing when it is accompanied by the output from the stocker device 1.
- the physical distribution controller 111 converts the received transport request into a transport command and assigns it to the ceiling transport vehicle 59.
- the logistics controller 111 transmits a delivery command to the stocker controller 101
- the stocker controller 101 performs a delivery operation by controlling the stacker crane 25 and the roller drive mechanism 103.
- the distribution controller 111 transmits a conveyance command to the conveyance vehicle controller 113.
- the transport vehicle controller 113 assigns a transport command to the ceiling transport vehicle 59.
- FIG. 6 is a flowchart showing the control operation of the stocker apparatus.
- step S1 the stocker controller 101 waits for a delivery command to be transmitted from the logistics controller 111.
- step S2 the stocker controller 101 drives the stacker crane 25 to move the container 27 to the transport conveyor 47.
- the stacker crane 25 carries out the container 27 from the specific shelf 23 ⁇ / b> A and further places the container 27 on the inner conveyor unit 51 of the ports 41 and 43.
- step S ⁇ b> 3 the stocker controller 101 drives the roller drive mechanism 103 to carry out the container 27 from the main body 21 by the transport conveyor 47. Specifically, the conveyor units 49 and 51 are driven in the carry-out direction, and the container 27 moves onto the outer conveyor unit 49.
- step S4 the stocker controller 101 waits for the container 27 to be positioned on the outer conveyor unit 49. Note that whether or not the container 27 is disposed on the outer conveyor unit 49 is determined based on a detection signal from the mounting sensor 107.
- step S6 the stocker controller 101 opens the opening / closing valve 83. Thereby, clean dry air is supplied from the air supply tank 75 into the container 27.
- step S7 the stocker controller 101 waits for a signal from the transport vehicle controller 113 notifying that the ceiling transport vehicle 59 has arrived at the outer conveyor unit 49.
- step S8 the stocker controller 101 closes the open / close valve 83. As a result, the supply of clean dry air from the air supply tank 75 into the container 27 is stopped. This operation is executed even if only a shorter time than the normal purge time has elapsed.
- step S ⁇ b> 9 the stocker controller 101 drives the first elevating mechanism 87 and the second elevating mechanism 93 to lower the air supply nozzle 79 and the exhaust nozzle 85 and disconnect it from the air supply port 65 and the exhaust port 67. In this way, the supply of purge gas is stopped as soon as the ceiling transport vehicle 59 arrives, and the container 27 can be unloaded, so that it does not take extra time for the ceiling transport vehicle 59 to unload the container 27. Thereafter, the container 27 is transported to the processing apparatus of the next process by the ceiling transport vehicle 59.
- the air supply nozzle 79 and the exhaust nozzle 85 are then connected to the air supply port 65 and the exhaust by the first lift mechanism 87 and the second lift mechanism 93.
- the purge device 73 is connected to each of the ports 67, and in this state, purge gas is supplied to the container.
- the stocker controller 101 recognizes that the overhead conveyance vehicle 59 has arrived at the outer conveyor unit 49, the supply of the purge gas from the purge device 73 to the container 27 is stopped.
- the purge gas is supplied to the container 27 without wasting the waiting time, and the loading by the ceiling transport vehicle 59 is also performed quickly as usual.
- FIGS. 7 and 8 are plan views of the container, and FIG. 9 is a schematic view of the purge device.
- FIG. 10 is a block diagram illustrating a control configuration of the stocker apparatus.
- FIG. 11 is a flowchart showing the control operation of the stocker apparatus.
- the positions of the air supply port 65 ′ and the exhaust port 67 ′ are deviated from the positions of the air supply port 65 and the exhaust port 67 of the container 27 shown in the above embodiment. Further, in the container 27 ′′ shown in FIG. 8, the positions of the air supply port 65 ′′ and the exhaust port 67 ′′ are replaced with the positions of the air supply port 65 and the exhaust port 67 of the container 27 shown in the embodiment. Yes.
- the present embodiment adopts the following structure.
- the stocker controller 101 compares the position of the container 27 disposed on the outer conveyor unit 49 for transport with the traveling position of the ceiling transport vehicle 59 with a predetermined threshold value.
- the stocker controller 101 stops the supply of purge gas and disconnects the nozzle and the port when the position of the container 27 and the traveling position become equal to or less than a predetermined threshold value.
- the ceiling transport vehicle 59 arrives at the standby position of the container 27, the container 27 is ready to be transported immediately. That is, the ceiling transport vehicle 59 does not have to wait for the purge gas supply stop, the separation between the nozzles and the ports, and the like, and can transport the container 27 immediately.
Landscapes
- Engineering & Computer Science (AREA)
- Computer Hardware Design (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Warehouses Or Storage Devices (AREA)
- Devices That Are Associated With Refrigeration Equipment (AREA)
Abstract
Description
密閉コンテナは、例えば、FOUP、SMIFである。基板を搬送又は保管する時には、密閉コンテナは密閉状態になっており、そのため内部に塵埃が侵入することが防止されている。
また、密閉コンテナの内部雰囲気は窒素ガスなどの不活性ガスで置換されることで、半導体基板の自然酸化による酸化膜の成長が防止されている。
この装置では、搬送コンベアによってコンテナが積み込み位置まで搬送されると、次にノズルが移動機構によってガスポートに接続させられ、その状態においてノズル機構がコンテナにパージガスを供給する。そして、搬送車が積み込み位置に到着したことがコントローラによって把握されると、ノズル機構からコンテナへのパージガスの供給が停止される。この結果、待ち時間を無駄にせずにコンテナにパージガスが供給され、さらに搬送車による積み込みも従来通りに速やかに実行される。また、コンテナが搬送車に積み込まれるまでの待ち時間に、コンテナ内のパージガス濃度が低下するのも防げる。
なお、「搬送車の積み込み位置への到着」とは、搬送車が積み込み場所に十分に近づいており、積み込み位置での停止又は停止直前状態になったことを含む。
この装置では、位置合わせ機構がノズルをコンテナのガスポートの位置に合わせるので、ガスポートの位置が異なる複数種類のコンテナが用いられた場合であっても、ノズルをガスポートに接続できる。なお、ガスポートの位置の判別は、センサによる検出で行ってもよいし、コンテナの種類の情報の入手で行ってもよい。
位置合わせ機構は水平移動機構を有しており、水平移動機構がガスポートの位置に応じてノズルを水平移動させてもよい。
この水平移動機構は、ノズルを例えば水平面内の一方向又は全方向に移動可能である。よって、コンテナのガスポートの位置に応じてノズルの位置を自由自在に移動可能であり、ロードポート装置はガスポートの位置が異なるコンテナにも柔軟に対応してガスポートとノズルとを位置合わせできる。
各コンテナを識別する識別子と各コンテナのガスポートの位置とを対応付けた記憶部をさらに備え、判別部は、記憶部から搬送対象のコンテナの識別子に対応付けられたガスポートの位置を判別してもよい。センサ等によりガスポートの位置を検出しなくても、判別部は、コンテナの識別子からガスポートの位置を把握可能である。
各コンテナのガスポートの位置を検出するセンサをさらに備え、判別部は、センサが検出した位置に基づいてガスポートの位置を判別してもよい。センサによりガスポートの位置を検出するので、コンテナ毎にガスポートの位置を予め記憶しておく必要がない。
この装置では、搬送コンベアによってコンテナが積み込み位置まで搬送されると、次にノズルが移動機構によってガスポートに接続され、その状態においてノズル機構がコンテナにパージガスを供給する。そして、搬送車が積み込み位置に到着したことがコントローラによって把握されると、ノズル機構からコンテナへのパージガスの供給が停止される。この結果、待ち時間を無駄にせずにコンテナにパージガスが供給され、さらに搬送車による積み込みも従来通りに速やかに実行される。
この装置では、位置決め機構が形状の異なる複数のノズルをコンテナのガスポートの位置に合わせるので、ガスポートの形状が異なる複数種類のコンテナが用いられた場合であっても、ノズルをガスポートに接続できる。
◎コンテナを搬送コンベアによって積み込み位置に搬送する。
◎積み込み位置にあるコンテナのガスポートに対してノズルを接続して、次にパージガスをコンテナの中に供給する。
◎搬送車が積み込み位置に到達するのを把握する。
◎把握に基づいてパージガスをコンテナの中に供給するのを停止する。
この方法では、搬送コンベアによってコンテナが積み込み位置まで搬送されると、次にノズルが移動機構によってガスポートに接続され、その状態においてノズル機構がコンテナにパージガスを供給する。そして、搬送車が積み込み位置に到着したことが把握されると、ノズル機構からコンテナへのパージガスの供給が停止される。この結果、待ち時間を無駄にせずにコンテナにパージガスが供給され、さらに搬送車による積み込みも従来通りに速やかに実行される。
以下、図面を参照しつつ、ストッカ装置の実施形態について説明する。
ストッカ装置1は、図1に示すように、本体部21と、ラック23と、スタッカクレーン25とを有している。ストッカ装置1は、さらに、1階用ポート41と、2階用ポート43とを有している(後述)。
図2を用いて、ポートの構造を説明する。図2は、ストッカ装置のポートの構造を示す斜視図である。1階用ポート41は一階側に設けられ、2階用ポート43は二階側に設けられている。これらポート41、43を経て、コンテナ27の入出庫が可能になっている。
1階用ポート41と2階用ポート43は、本体部21の外側面に開口する開口部45と、開口部45の内外両側に設けられた搬送コンベア47とを有する。搬送コンベア47は、本体部21の外側に設置される外側コンベアユニット49と、本体部21の内側に設置される内側コンベアユニット51とからなる。
なお、外側コンベアユニット49には、コンテナ27の位置決め用ピンが設けられていてもよいし、設けられていなくてもよい。
図3を用いて、コンテナ27を説明する。図3はコンテナの平面図である。
コンテナ27の底部には、上下面に貫通する給気ポート65及び排気ポート67が形成されている。給気ポート65及び排気ポート67には、図示しない逆止め弁やフィルタが配置され、外部の汚れた空気が内部に入りにくくなっている。
図4を用いて、パージ装置73を説明する。図4は、パージ装置の模式図である。
パージ装置73は、コンテナ27内を所定のガス(例えば、クリーンドライエアやN2等の不活性ガス)でパージする装置である。パージ装置73は、外側コンベアユニット49の下方に配置されており、外側コンベアユニット49に置かれたコンテナ27をパージする。
なお、図には記載していないが、各部材同士の接触部分にはシールが設けられている。
図5を用いて、ストッカ装置1の制御構成を説明する。図5は、ストッカ装置1の制御構成を示すブロック図である。
図6を用いて、コンテナ27をストッカ装置1から搬出する制御動作について説明する。図6は、ストッカ装置の制御動作を示すフローチャートである。
この後、コンテナ27は、天井搬送車59により、次工程の処理装置まで搬送される。
図7~図11を用いて、第2実施形態を説明する。図7及び図8はコンテナの平面図であり、図9はパージ装置の模式図である。図10は、ストッカ装置の制御構成を示すブロック図である。図11は、ストッカ装置の制御動作を示すフローチャートである。
パージ装置73’の基本的構造は前記実施形態と同様であるので、ここでは異なる点のみを説明する。
あるいは、センサが給気ポート及び排気ポートの位置を特定し、ストッカコントローラ101’に送信してもよい。
ステップS12では、ストッカコントローラ101’は、第1水平移動機構125及び第2水平移動機構127を駆動することで、給気ノズル79を給気ポート65に位置合わせし、さらに排気ノズル85を排気ポート67に位置合わせする。
この装置では、前述の位置合わせ機構がノズルをコンテナのポートの位置に合わせるので、ポートの位置が異なる複数種類のコンテナが用いられた場合であっても、ノズルをポートに接続できる。
図12を用いて、第3実施形態を説明する。図12はコンテナの平面図である。
以上に述べたように、給気ポート及び排気ポートの形状が異なるコンテナが混在して用いられることがある。それに対応するために、本実施形態では下記のような構造を採用している。
各ノズルを昇降させる機構及び水平移動させる機構は前記実施形態と同様である。
この装置では、前述の位置決め機構が形状の異なる複数のノズルをコンテナのポートの位置に合わせるので、ポートの形状が異なる複数種類のコンテナが用いられた場合であっても、ノズルをポートに接続できる。
上記実施形態は、下記のように表現可能である。
ロードポート装置は、ガスポートを有するコンテナ27を天井搬送車59による積み込み位置まで搬送するための装置であって、搬送コンベア47と、パージ装置73と、ストッカコントローラ101とを備えている。搬送コンベア47は外側コンベアユニット49(積み込み位置)まで延びる。パージ装置73は、外側コンベアユニット49の近傍に配置され、ガスポートに接続されることでコンテナ27の中にパージガスを供給するための給気ノズル79(ノズル)と、給気ノズル79をガスポートに接近・離反させる第1昇降機構87(移動機構)とを有する。ストッカコントローラ101は、パージ装置73によるコンテナ27の中へのパージガスの供給を制御するものであって、天井搬送車59の外側コンベアユニット49への到着に基づいてパージ装置73によるコンテナ27へのパージガスの供給を停止させる。
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。特に、本明細書に書かれた複数の実施形態及び変形例は必要に応じて任意に組み合せ可能である。
(b)ストッカ装置の構造は前記実施形態に限定されない。
(c)コンベアユニットは、ローラコンベアに限定されない。ベルトコンベアであってもよい。
(d)排気管には排気用ポンプを接続して、積極的に排気してもよい。
(e)コンテナの位置決めについて、キネマティックピンによる位置決めを無くしてもよい。その場合は、ノズルとポートの嵌合によってコンテナを位置決めする。
別の実施例として、物流コントローラから送られてくる出庫指令にコンテナの種類が含まれていてもよい。さらに別の実施例として、コンテナのID情報にコンテナの種類情報が含まれていてもよい。
(h)ノズルを昇降させる機構としては、モータとカムの組み合せからなる機構であってもよい。
(i)ストッカコントローラ101は、天井搬送車59の走行位置と、コンテナ27の位置と、の関係に基づいて、コンテナ27へのパージガスの供給を停止し、各ノズル79及び85とポート65及び67とを切り離してもよい。例えば、ストッカコントローラ101は、搬送車コントローラ113から天井搬送車59の走行位置を取得する。ストッカコントローラ101は、搬送のために外側コンベアユニット49に配置されたコンテナ27の位置と、天井搬送車59の走行位置と、を所定の閾値と比較する。ストッカコントローラ101は、コンテナ27の位置と走行位置とが所定の閾値以下となると、パージガスの供給を停止し、ノズルとポートとを切り離す。天井搬送車59がコンテナ27の待機位置に到着した時には、コンテナ27は即座に搬送可能な状態となっている。つまり、天井搬送車59は、パージガスの供給停止、ノズル、ポート間の分離等の処理を待たなくてもよく、コンテナ27を即座に搬送できる。
3 建屋
5 一階基礎
7 一階床
9 二階床
11 建屋天井
21 本体部
23 ラック
23A 棚
25 スタッカクレーン
27 コンテナ
31 スタッカ支柱
33 車輪
35 スタッカロボット
41 1階用ポート(ロードポート装置)
43 2階用ポート(ロードポート装置)
45 開口部
47 搬送コンベア
49 外側コンベアユニット(積み込み位置)
51 内側コンベアユニット
55 吊り部材
57 レール
59 天井搬送車
61 駆動ローラ
63 従動ローラ
65 給気ポート(ガスポート)
67 排気ポート
73 パージ装置
75 エア供給タンク
77 給気管
79 給気ノズル(ノズル)
81 流量調整バルブ
83 開閉バルブ
84 排気管
85 排気ノズル
87 第1昇降機構
89 ロッド
91 シリンダ駆動部
93 第2昇降機構
95 ロッド
97 シリンダ駆動部
101 ストッカコントローラ
103 ローラ駆動機構
107 搭載センサ
109 IDリーダ
111 物流コントローラ
113 搬送車コントローラ
Claims (8)
- ガスポートを有するコンテナを、搬送車による積み込みが行われる積み込み位置まで搬送するためのロードポート装置であって、
前記積み込み位置まで延びる搬送コンベアと、
前記積み込み位置の近傍に配置され、前記ガスポートに接続されることで前記コンテナの中にパージガスを供給するためのノズルと、前記ノズルを前記ガスポートに接近・離反させる移動機構とを有するノズル機構と、
前記ノズル機構による前記コンテナの中へのパージガスの供給を制御するものであって、前記搬送車の前記積み込み位置への到着に基づいて前記ノズル機構による前記コンテナへのパージガスの供給を停止させる、コントローラと、
を備えたロードポート装置。 - 前記積み込み位置の近傍に配置されたコンテナの前記ガスポートの位置を判別する判別部と、
前記判別結果に基づいて、前記ノズルを前記ガスポートの位置に合わせる位置合わせ機構と、
をさらに備えた、請求項1に記載のロードポート装置。 - 前記位置合わせ機構は水平移動機構を有しており、前記水平移動機構が前記ガスポートの位置に応じて前記ノズルを水平移動させる、請求項2に記載のロードポート装置。
- 各コンテナを識別する識別子と各コンテナのガスポートの位置とを対応付けた記憶部をさらに備え、
前記判別部は、前記記憶部から搬送対象のコンテナの識別子に対応付けられたガスポートの位置を判別する、請求項2に記載のロードポート装置。 - 各コンテナのガスポートの位置を検出するセンサをさらに備え、
前記判別部は、前記センサが検出した位置に基づいてガスポートの位置を判別する、請求項2に記載のロードポート装置。 - 前記ノズル機構は、前記ノズルと形状が異なり前記移動機構によって前記ガスポートに接近/離反させられる第2ノズルと、前記ガスポートの形状に適合する前記ノズル又は前記第2ノズルのいずれかを前記ガスポートに位置合わせする位置合わせ機構とをさらに有している、請求項1に記載のロードポート装置。
- 請求項1に記載のロードポート装置と、
前記積み込み位置から前記コンテナを積み込むことができる搬送車と、
を備えた搬送システム。 - ガスポートを有するコンテナを、搬送車による積み込みが行われる積み込み位置まで搬送するためのロードポート装置であって、前記積み込み位置まで延びる搬送コンベアと、前記積み込み位置の近傍に配置され、前記ガスポートに接続されることで前記コンテナの中にパージガスを供給するためのノズル、及び前記ノズルを前記ガスポートに接近・離反させる移動機構を有するノズル機構とを備えたロードポート装置を用いたコンテナ搬出方法であって、
前記コンテナを前記搬送コンベアによって前記積み込み位置に搬送し、
前記積み込み位置にある前記コンテナの前記ガスポートに対して前記ノズルを接続して、次にパージガスを前記コンテナの中に供給し、
前記搬送車が前記積み込み位置に到達するのを把握し、
前記把握に基づいて前記パージガスを前記コンテナの中に供給するのを停止する、
ロードポート装置を用いたコンテナ搬出方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/118,897 US9701431B2 (en) | 2011-05-25 | 2012-04-20 | Load port device, transport system, and container carrying out method |
| EP12789538.1A EP2717306B1 (en) | 2011-05-25 | 2012-04-20 | Load port apparatus, carrier system, and container conveyance method |
| SG2013073002A SG194439A1 (en) | 2011-05-25 | 2012-04-20 | Load port apparatus, carrier system, and container conveyance method |
| JP2013516254A JP5700119B2 (ja) | 2011-05-25 | 2012-04-20 | ロードポート装置、搬送システム、及びコンテナ搬出方法 |
| CN201280024471.5A CN103548130B (zh) | 2011-05-25 | 2012-04-20 | 载入机装置、搬运系统、以及容器搬出方法 |
| KR1020137032925A KR101495629B1 (ko) | 2011-05-25 | 2012-04-20 | 로드 포트 장치, 반송 시스템 및 컨테이너 반출 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-116838 | 2011-05-25 | ||
| JP2011116838 | 2011-05-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012160917A1 true WO2012160917A1 (ja) | 2012-11-29 |
Family
ID=47217001
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/060730 WO2012160917A1 (ja) | 2011-05-25 | 2012-04-20 | ロードポート装置、搬送システム、及びコンテナ搬出方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9701431B2 (ja) |
| EP (1) | EP2717306B1 (ja) |
| JP (1) | JP5700119B2 (ja) |
| KR (1) | KR101495629B1 (ja) |
| CN (1) | CN103548130B (ja) |
| SG (1) | SG194439A1 (ja) |
| TW (1) | TWI505391B (ja) |
| WO (1) | WO2012160917A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016047260A1 (ja) * | 2014-09-25 | 2016-03-31 | 村田機械株式会社 | パージ装置及びパージ方法 |
| JP2016096192A (ja) * | 2014-11-12 | 2016-05-26 | 株式会社ダイフク | 物品搬送設備 |
| JP2016178239A (ja) * | 2015-03-20 | 2016-10-06 | Tdk株式会社 | ガスパージ装置、ロードポート装置およびガスパージ方法 |
| JPWO2015194255A1 (ja) * | 2014-06-16 | 2017-04-20 | 村田機械株式会社 | パージ装置、パージシステム、パージ方法及びパージシステムにおける制御方法 |
| TWI588073B (zh) * | 2015-03-16 | 2017-06-21 | 大福股份有限公司 | 在天花板上存儲和處理物品的裝置 |
| JP2018065655A (ja) * | 2016-10-19 | 2018-04-26 | 株式会社ダイフク | 物品搬送設備 |
| JP2020115591A (ja) * | 2020-04-30 | 2020-07-30 | Tdk株式会社 | フープロードポート装置 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103922097A (zh) * | 2014-04-08 | 2014-07-16 | 上海华力微电子有限公司 | 搬运系统 |
| KR101608831B1 (ko) | 2014-06-13 | 2016-04-05 | 우범제 | 배출가속기 및 이를 구비한 로드 포트 |
| JP6358143B2 (ja) * | 2015-03-26 | 2018-07-18 | 株式会社ダイフク | 半導体容器保管設備 |
| JP6554872B2 (ja) * | 2015-03-31 | 2019-08-07 | Tdk株式会社 | ガスパージ装置、ロードポート装置、パージ対象容器の設置台およびガスパージ方法 |
| US10882697B2 (en) * | 2015-08-28 | 2021-01-05 | Murata Machinery, Ltd. | Storage apparatus and storage method |
| JP6561700B2 (ja) * | 2015-09-04 | 2019-08-21 | シンフォニアテクノロジー株式会社 | ガス注入装置 |
| JP6455404B2 (ja) * | 2015-11-17 | 2019-01-23 | 株式会社ダイフク | 容器搬送設備 |
| EP3655324A4 (en) * | 2017-07-21 | 2021-04-21 | Sentien Robotics, Inc. | UNPILOT AIR VEHICLE DEPLOYMENT AND RECOVERY SYSTEM |
| CN112074470B (zh) * | 2018-05-23 | 2022-07-15 | 株式会社大福 | 拣选系统 |
| KR102530860B1 (ko) * | 2018-12-26 | 2023-05-10 | 무라다기카이가부시끼가이샤 | 보관 시스템 |
| KR102627684B1 (ko) * | 2019-11-05 | 2024-01-23 | 무라다기카이가부시끼가이샤 | 반송차 시스템 |
| JP7422577B2 (ja) * | 2020-03-23 | 2024-01-26 | 平田機工株式会社 | ロードポート及び制御方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06104328A (ja) * | 1992-08-04 | 1994-04-15 | Internatl Business Mach Corp <Ibm> | 全自動且つコンピュータ化コンベヤベースの製造ライン |
| JP2003060007A (ja) * | 2001-08-20 | 2003-02-28 | Semiconductor Leading Edge Technologies Inc | 基板の移送方法及びロードポート装置並びに基板移送システム |
| JP2004238191A (ja) * | 2003-02-10 | 2004-08-26 | Murata Mach Ltd | 天井走行車システム |
| WO2005101484A1 (ja) * | 2004-04-07 | 2005-10-27 | Right Mfg Co. Ltd. | 基板収納容器の雰囲気置換ポート接続装置 |
| JP2006228808A (ja) * | 2005-02-15 | 2006-08-31 | Seiko Epson Corp | 基板搬送装置、基板搬送方法及び半導体製造装置 |
| JP2008105687A (ja) * | 2006-10-24 | 2008-05-08 | Shin Etsu Handotai Co Ltd | 基板出荷ボックスの識別システム |
| JP2008159734A (ja) * | 2006-12-22 | 2008-07-10 | Asyst Technologies Japan Inc | コンテナの搬送システム及び測定用コンテナ |
| JP2010064806A (ja) | 2008-09-08 | 2010-03-25 | Murata Machinery Ltd | 搬送車システム |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5988233A (en) * | 1998-03-27 | 1999-11-23 | Asyst Technologies, Inc. | Evacuation-driven SMIF pod purge system |
| JP3218015B2 (ja) * | 1998-09-01 | 2001-10-15 | セイコーインスツルメンツ株式会社 | 半導体ウェハー観察装置 |
| US6726429B2 (en) * | 2002-02-19 | 2004-04-27 | Vertical Solutions, Inc. | Local store for a wafer processing station |
| US6881020B2 (en) * | 2002-04-26 | 2005-04-19 | Taiwan Semiconductor Manufacturing Co., Ltd | Pod transfer system having retractable mast and rotatable and vertically movable hoist |
| TWI246501B (en) | 2003-02-03 | 2006-01-01 | Murata Machinery Ltd | Overhead traveling carriage system |
| JP3902583B2 (ja) * | 2003-09-25 | 2007-04-11 | Tdk株式会社 | 可搬式密閉容器内部のパージシステムおよびパージ方法 |
| EP1780785A4 (en) * | 2004-06-21 | 2009-04-01 | Right Mfg Co Ltd | LOADING PORT |
| JP4271095B2 (ja) * | 2004-07-15 | 2009-06-03 | 東京エレクトロン株式会社 | 基板加熱装置及び基板加熱方法 |
| WO2006051577A1 (ja) * | 2004-11-09 | 2006-05-18 | Right Mfg, Co., Ltd. | ロードポート及びアダプタ |
| JP3983254B2 (ja) * | 2005-06-24 | 2007-09-26 | Tdk株式会社 | 製品収容容器用パージシステム及び該パージシステムに供せられる台 |
| JP4527670B2 (ja) * | 2006-01-25 | 2010-08-18 | 東京エレクトロン株式会社 | 加熱処理装置、加熱処理方法、制御プログラムおよびコンピュータ読取可能な記憶媒体 |
| JP5003292B2 (ja) * | 2006-11-07 | 2012-08-15 | シンフォニアテクノロジー株式会社 | 搬送システム |
| JP4859229B2 (ja) * | 2006-12-08 | 2012-01-25 | 東京エレクトロン株式会社 | 熱処理装置 |
| US8492283B2 (en) * | 2007-08-28 | 2013-07-23 | Taiwan Semiconductor Manufacturing Co., Ltd. | Method and structure for automated inert gas charging in a reticle stocker |
| TW200929357A (en) * | 2007-12-20 | 2009-07-01 | Gudeng Prec Industral Co Ltd | Gas filling apparatus |
| JP4692584B2 (ja) * | 2008-07-03 | 2011-06-01 | 村田機械株式会社 | パージ装置 |
| JP5381054B2 (ja) * | 2008-12-02 | 2014-01-08 | シンフォニアテクノロジー株式会社 | ロードポート |
| US8287648B2 (en) * | 2009-02-09 | 2012-10-16 | Asm America, Inc. | Method and apparatus for minimizing contamination in semiconductor processing chamber |
| JP2011187539A (ja) * | 2010-03-05 | 2011-09-22 | Sinfonia Technology Co Ltd | ガス注入装置、ガス排出装置、ガス注入方法及びガス排出方法 |
-
2012
- 2012-04-20 JP JP2013516254A patent/JP5700119B2/ja active Active
- 2012-04-20 US US14/118,897 patent/US9701431B2/en active Active
- 2012-04-20 EP EP12789538.1A patent/EP2717306B1/en active Active
- 2012-04-20 WO PCT/JP2012/060730 patent/WO2012160917A1/ja active Application Filing
- 2012-04-20 CN CN201280024471.5A patent/CN103548130B/zh active Active
- 2012-04-20 KR KR1020137032925A patent/KR101495629B1/ko active IP Right Grant
- 2012-04-20 SG SG2013073002A patent/SG194439A1/en unknown
- 2012-05-25 TW TW101118663A patent/TWI505391B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06104328A (ja) * | 1992-08-04 | 1994-04-15 | Internatl Business Mach Corp <Ibm> | 全自動且つコンピュータ化コンベヤベースの製造ライン |
| JP2003060007A (ja) * | 2001-08-20 | 2003-02-28 | Semiconductor Leading Edge Technologies Inc | 基板の移送方法及びロードポート装置並びに基板移送システム |
| JP2004238191A (ja) * | 2003-02-10 | 2004-08-26 | Murata Mach Ltd | 天井走行車システム |
| WO2005101484A1 (ja) * | 2004-04-07 | 2005-10-27 | Right Mfg Co. Ltd. | 基板収納容器の雰囲気置換ポート接続装置 |
| JP2006228808A (ja) * | 2005-02-15 | 2006-08-31 | Seiko Epson Corp | 基板搬送装置、基板搬送方法及び半導体製造装置 |
| JP2008105687A (ja) * | 2006-10-24 | 2008-05-08 | Shin Etsu Handotai Co Ltd | 基板出荷ボックスの識別システム |
| JP2008159734A (ja) * | 2006-12-22 | 2008-07-10 | Asyst Technologies Japan Inc | コンテナの搬送システム及び測定用コンテナ |
| JP2010064806A (ja) | 2008-09-08 | 2010-03-25 | Murata Machinery Ltd | 搬送車システム |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2015194255A1 (ja) * | 2014-06-16 | 2017-04-20 | 村田機械株式会社 | パージ装置、パージシステム、パージ方法及びパージシステムにおける制御方法 |
| WO2016047260A1 (ja) * | 2014-09-25 | 2016-03-31 | 村田機械株式会社 | パージ装置及びパージ方法 |
| JPWO2016047260A1 (ja) * | 2014-09-25 | 2017-06-15 | 村田機械株式会社 | パージ装置及びパージ方法 |
| TWI667437B (zh) * | 2014-09-25 | 2019-08-01 | 日商村田機械股份有限公司 | Purification device and purification method |
| JP2016096192A (ja) * | 2014-11-12 | 2016-05-26 | 株式会社ダイフク | 物品搬送設備 |
| TWI588073B (zh) * | 2015-03-16 | 2017-06-21 | 大福股份有限公司 | 在天花板上存儲和處理物品的裝置 |
| JP2016178239A (ja) * | 2015-03-20 | 2016-10-06 | Tdk株式会社 | ガスパージ装置、ロードポート装置およびガスパージ方法 |
| JP2018065655A (ja) * | 2016-10-19 | 2018-04-26 | 株式会社ダイフク | 物品搬送設備 |
| US10625938B2 (en) | 2016-10-19 | 2020-04-21 | Daifuku Co., Ltd. | Article transport facility |
| JP2020115591A (ja) * | 2020-04-30 | 2020-07-30 | Tdk株式会社 | フープロードポート装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| SG194439A1 (en) | 2013-12-30 |
| CN103548130A (zh) | 2014-01-29 |
| CN103548130B (zh) | 2016-08-17 |
| EP2717306A1 (en) | 2014-04-09 |
| TWI505391B (zh) | 2015-10-21 |
| US20140109516A1 (en) | 2014-04-24 |
| EP2717306A4 (en) | 2014-11-26 |
| EP2717306B1 (en) | 2020-09-16 |
| KR20140010984A (ko) | 2014-01-27 |
| US9701431B2 (en) | 2017-07-11 |
| KR101495629B1 (ko) | 2015-02-25 |
| JP5700119B2 (ja) | 2015-04-15 |
| TW201249731A (en) | 2012-12-16 |
| JPWO2012160917A1 (ja) | 2014-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5700119B2 (ja) | ロードポート装置、搬送システム、及びコンテナ搬出方法 | |
| KR102276842B1 (ko) | 층간 반송 설비 | |
| KR101942394B1 (ko) | 퍼지 장치 및 퍼지 방법 | |
| JP6229729B2 (ja) | 保管庫 | |
| KR101363836B1 (ko) | 스토커 | |
| US9548230B2 (en) | Temporary storage device, transport system, and temporary storage method | |
| TWI641549B (zh) | Carrier handling system and handling method | |
| JP5557061B2 (ja) | 物品保管設備 | |
| JP6252676B2 (ja) | キャリアの一時保管装置及び一時保管方法 | |
| WO2011083525A1 (ja) | 搬送車システム | |
| CN108290687B (zh) | 保管装置以及输送系统 | |
| JP2006052065A (ja) | 天井走行車システム | |
| US7806648B2 (en) | Transportation system and transportation method | |
| WO2013150841A1 (ja) | 搬送システム | |
| KR20220072236A (ko) | 이송 장치 | |
| KR20240096121A (ko) | 물류 반송 설비 및 물류 반송 방법 | |
| KR20220026374A (ko) | 이송 장치 | |
| JP2003261026A (ja) | 搬送システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12789538 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14118897 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2013516254 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012789538 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20137032925 Country of ref document: KR Kind code of ref document: A |