WO2012063786A1 - Cu基焼結含油軸受 - Google Patents
Cu基焼結含油軸受 Download PDFInfo
- Publication number
- WO2012063786A1 WO2012063786A1 PCT/JP2011/075622 JP2011075622W WO2012063786A1 WO 2012063786 A1 WO2012063786 A1 WO 2012063786A1 JP 2011075622 W JP2011075622 W JP 2011075622W WO 2012063786 A1 WO2012063786 A1 WO 2012063786A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- bearing
- based sintered
- solid lubricant
- wear resistance
- powder
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/06—Alloys based on copper with nickel or cobalt as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/11—Making porous workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
- B22F5/106—Tube or ring forms
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/10—Alloys containing non-metals
- C22C1/1084—Alloys containing non-metals by mechanical alloying (blending, milling)
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/02—Alloys based on copper with tin as the next major constituent
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/10—Construction relative to lubrication
- F16C33/1025—Construction relative to lubrication with liquid, e.g. oil, as lubricant
- F16C33/103—Construction relative to lubrication with liquid, e.g. oil, as lubricant retained in or near the bearing
- F16C33/104—Construction relative to lubrication with liquid, e.g. oil, as lubricant retained in or near the bearing in a porous body, e.g. oil impregnated sintered sleeve
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/12—Structural composition; Use of special materials or surface treatments, e.g. for rust-proofing
- F16C33/128—Porous bearings, e.g. bushes of sintered alloy
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2202/00—Solid materials defined by their properties
- F16C2202/02—Mechanical properties
- F16C2202/10—Porosity
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/10—Alloys based on copper
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/09—Windscreen wipers, e.g. pivots therefore
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2380/00—Electrical apparatus
- F16C2380/26—Dynamo-electric machines or combinations therewith, e.g. electro-motors and generators
- F16C2380/27—Motor coupled with a gear, e.g. worm gears
Definitions
- the present invention relates to a Cu-based sintered oil-impregnated bearing for high load applications.
- ball bearings are used as bearings for automobile ABS systems. This is because the load received by the bearing of the automobile ABS system is large. If a sintered bearing can be used instead of an expensive ball bearing, the ABS system can be constructed at a lower cost, but the load applied to the bearing of the automobile ABS system exceeds the load range of the conventional sintered bearing. In some cases, it is difficult to use.
- Fe-Cu based sintered bearings are used for the motor system bearings of automobile wipers. This is because the bearings used have become smaller and the load received by the bearings has increased due to the miniaturization of the motor system of automobile wipers.
- Fe-Cu bearings are superior in strength and hardness to Cu-based sintered bearings, if an Fe-based material is used for the mating shaft, abnormal wear and seizure may occur due to co-generation, There was a problem that the reliability as a bearing was insufficient.
- Patent Document 1 discloses a Cu-based sintered alloy that is used as a sliding member such as a valve guide for an internal combustion engine and has excellent wear resistance and seizure resistance in a high temperature, high load, low lubrication environment. Is disclosed.
- Ni-based hard particles having good adhesion to the substrate and MoS 2 as a solid lubricant are added to a Cu—Ni—Sn alloy having a composition that is hardened by spinodal decomposition.
- wear resistance and seizure resistance are imparted.
- expensive Ni-based hard particles are used for the production of this Cu-based sintered alloy, there is a problem in cost that it cannot be produced at low cost.
- the Ni-based hard particles used in this Cu-based sintered alloy contain Cr, the adhesion to the substrate is not always sufficient and stable in the atmosphere sintering in a continuous furnace excellent in mass productivity in sintering. As a result, there is a manufacturing problem that a product with excellent wear resistance and seizure resistance cannot be obtained.
- the present invention eliminates the above problems, can be used for high load applications such as bearings for automobile ABS systems and wiper motor systems, and is inexpensive and excellent in wear resistance and seizure resistance.
- An object is to provide a base sintered oil-impregnated bearing.
- the Cu-based sintered oil-impregnated bearing of the present invention contains, in mass%, 5 to 40% Ni, 3 to 15% Sn, and 0.5 to 4.0 P, or further 0.3 Contains a solid lubricant of ⁇ 5.0%, the balance is made of Cu and inevitable impurities, and has a metal structure in which a phase mainly composed of Ni and P is dispersed in the substrate, and 5 to 25% It has a porosity of
- the solid lubricant is any one of graphite, graphite fluoride, molybdenum disulfide, boron nitride, calcium fluoride, and talc.
- the Cu-based sintered oil-impregnated bearing of the present invention contains, by mass, 5 to 40% Ni, 3 to 15% Sn, and 0.5 to 4.0 P, with the balance being Cu and inevitable. It is made of impurities, has a metal structure in which a phase mainly composed of Ni and P is dispersed in the substrate, and has a porosity of 5 to 25%, so that it is inexpensive and has excellent wear resistance. Become. Alternatively, by further containing 0.3 to 5.0% of a solid lubricant, the wear resistance is further improved.
- the solid lubricant is any one of graphite, graphite fluoride, molybdenum disulfide, boron nitride, calcium fluoride, and talc, thereby imparting lubricity and excellent wear resistance.
- the Cu-based sintered oil-impregnated bearing of the present invention contains, by mass, 5 to 40% Ni, 3 to 15% Sn, and 0.5 to 4.0 P, with the balance being Cu and inevitable. It consists of impurities, has a metal structure in which a phase mainly composed of Ni and P is dispersed in the substrate, and has a porosity of 5 to 25%. With this composition and the like, the Cu-based sintered oil-impregnated bearing of the present invention is inexpensive and excellent in wear resistance. Alternatively, the Cu-based sintered oil-impregnated bearing of the present invention further improves wear resistance by further containing 0.3 to 5.0% of a solid lubricant.
- Ni 5-40% by mass% Ni forms an alloy phase with P, and has the effect of improving wear resistance and reducing the friction coefficient. Further, Ni forms a solid solution of Cu, Sn, P and a base material, improves the strength of the bearing, and can further improve the strength of the bearing by age hardening, thereby contributing to the improvement of the wear resistance of the bearing.
- Ni content is less than 5%, the desired effect cannot be obtained. On the other hand, if the addition amount exceeds 40%, the desired effect is not improved, and the raw material cost increases.
- Sn 3 to 15% by mass Sn forms a solid solution of Cu, Ni, P and a base, improves the strength of the bearing, and can further improve the strength of the bearing by age hardening, thereby contributing to the improvement of the wear resistance of the bearing. If the Sn content is less than 3%, the desired effect cannot be obtained. On the other hand, if the Sn content exceeds 15%, the strength is not improved and the dimensional accuracy is lowered, which is not preferable.
- P 0.5 to 4.0% by mass% P forms an alloy phase with Ni and has the effect of improving wear resistance and reducing the friction coefficient. If the P content is less than 0.5%, the desired effect cannot be obtained. On the other hand, if the P content exceeds 4.0%, the desired effect is not improved, and the raw material cost increases.
- Solid lubricant When included, 0.3 to 5.0% by mass The solid lubricant imparts excellent lubricity to the bearing and contributes to improvement of the wear resistance of the bearing.
- the solid lubricant contains at least one of graphite, graphite fluoride, molybdenum disulfide, boron nitride, calcium fluoride, and talc (Mg 3 Si 4 O 10 (OH) 2 ). Talc becomes enstatite (MgSiO 3 ) after sintering.
- the solid lubricant may be contained as necessary. However, when the solid lubricant is contained, if the solid lubricant content is less than 0.3%, the effect of improving the wear resistance cannot be obtained. If the content exceeds 5%, the strength is remarkably lowered, which is not preferable.
- Phases mainly composed of Ni and P Cu-Ni-Sn alloy powder, either Ni-P alloy powder or Cu-P alloy powder, or Ni-P alloy powder and Cu-P alloy powder By adding both of these, sintering is performed at a temperature within the range of 720 to 900 ° C. to obtain a Cu-based sintered oil-impregnated bearing having a metal structure in which a phase mainly composed of Ni and P is dispersed in the substrate.
- This metal structure has higher hardness than the base portion and contributes to the wear resistance of the bearing.
- the maximum wear depth of the ring bearing in the present invention example was 0.009 mm or less, and the maximum wear depth of the shaft was 0.003 mm or less, and it was confirmed that the wear resistance was extremely high.
- the wear resistance was higher when the solid lubricant was added than when the solid lubricant was not added, and the wear resistance was higher when the solid lubricant was not subjected to the aging treatment.
- the maximum wear depth of the ring-shaped bearing in the comparative example was 0.010 to 0.152 mm, and the wear resistance was significantly lower than that of the example of the present invention regardless of the presence or absence of the addition of the solid lubricant.
- FIG. 1 is a cross-sectional structure when Cu—Ni—Sn powder, Cu—P powder, and graphite powder are used as raw material powder
- FIG. 2 is a cross-sectional structure of Example 20 of the present invention using Ni—P powder as raw material powder.
- FIG. 3 shows a cross-sectional structure of Example 4 of the present invention using Cu—P as a raw material powder.
- FIG. 4 shows a cross-sectional structure when Cu—P powder is used as the raw material powder and only the P content is reduced as compared with the case of FIG.
- SEI indicates a secondary electron image
- COMPO indicates a reflected electron composition image.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Powder Metallurgy (AREA)
- Sliding-Contact Bearings (AREA)
Abstract
Description
Niは、Pと合金相を形成し、耐摩耗性向上や摩擦係数を低減させる作用がある。また、NiはCu、Sn、Pと素地の固溶体を形成し、軸受の強度を向上させ、時効硬化によりさらに軸受の強度を向上させることもでき、もって軸受の耐摩耗性向上に寄与する。
Snは、Cu、Ni、Pと素地の固溶体を形成し、軸受の強度を向上させ、時効硬化によりさらに軸受の強度を向上させることもでき、もって軸受の耐摩耗性向上に寄与する。Snの含有量が3%未満では所望の効果が得られず、一方その含有量が15%をこえても強度向上に効果がなく、かえって寸法精度が低下するので好ましくない。
Pは、Niと合金相を形成し、耐摩耗性向上や摩擦係数を低減させる作用がある。P含有量が0.5%未満では所望の効果が得られず、一方その添加量4.0%を超えても所望の効果向上が無く、かえって原料コストが高くなるので好ましくない。
固体潤滑剤は、軸受に優れた潤滑性を付与し、軸受の耐摩耗性の向上に寄与する。固体潤滑剤として、黒鉛、フッ化黒鉛、二硫化モリブデン、窒化ホウ素、フッ化カルシウム、タルク(Mg3Si4O10(OH)2)のうち少なくとも1種類以上を含有する。なお、タルクは焼結後にエンスタタイト(MgSiO3)となる。
Cu-Ni-Sn合金粉末に、Ni-P合金粉末又はCu-P合金粉末のいずれか一方、或いはNi-P合金粉末とCu-P合金粉末の両方を添加し、720~900℃範囲内の温度で焼結することにより、素地中にNiとPを主成分とした相が分散した金属組織を有するCu基焼結含油軸受が得られる。この金属組織は、素地の部分よりも硬度が高く、軸受の耐摩耗性に寄与する。
原料粉末として、粒径-100メッシュ以下のCu-Ni-Sn合金粉末(Ni及びSnの含有割合は表1に表示)、粒径-200メッシュのCu-8質量%P合金粉末、粒径-350メッシュのNi-11質量%P合金粉末、粒径200メッシュのSn粉末、及び平均粒径20μmの黒鉛粉末等の固体潤滑剤を用意した。これらの原料粉末を表2及び表3に示される成分組成となるように配合し、ステアリン酸亜鉛を0.5%加えてV型混合機で20分間混合し、200~700MPaの範囲内の所定の圧力でプレス成形してリング形状の圧粉体を製作した。この圧粉体を、天然ガスと空気を混合し、加熱した触媒に通すことで分解変成させたエンドサーミックガス(吸熱型ガス)雰囲気中で、720~900℃範囲内の所定の温度で焼結し、続いてサイジングを行い、Cu基焼結合金を得た。なお、得られたCu基焼結合金のうちのいくつかについては、続いて350℃×1時間の条件で時効処理を行った。そして、Cu基焼結合金中に潤滑油を含浸せしめた。以上の工程により、いずれも外径:18mm×内径:8mm×高さ:4mmの寸法のリング形状を有し、表2及び表3に示される組成成分のCu基焼結含油軸受を製作した。

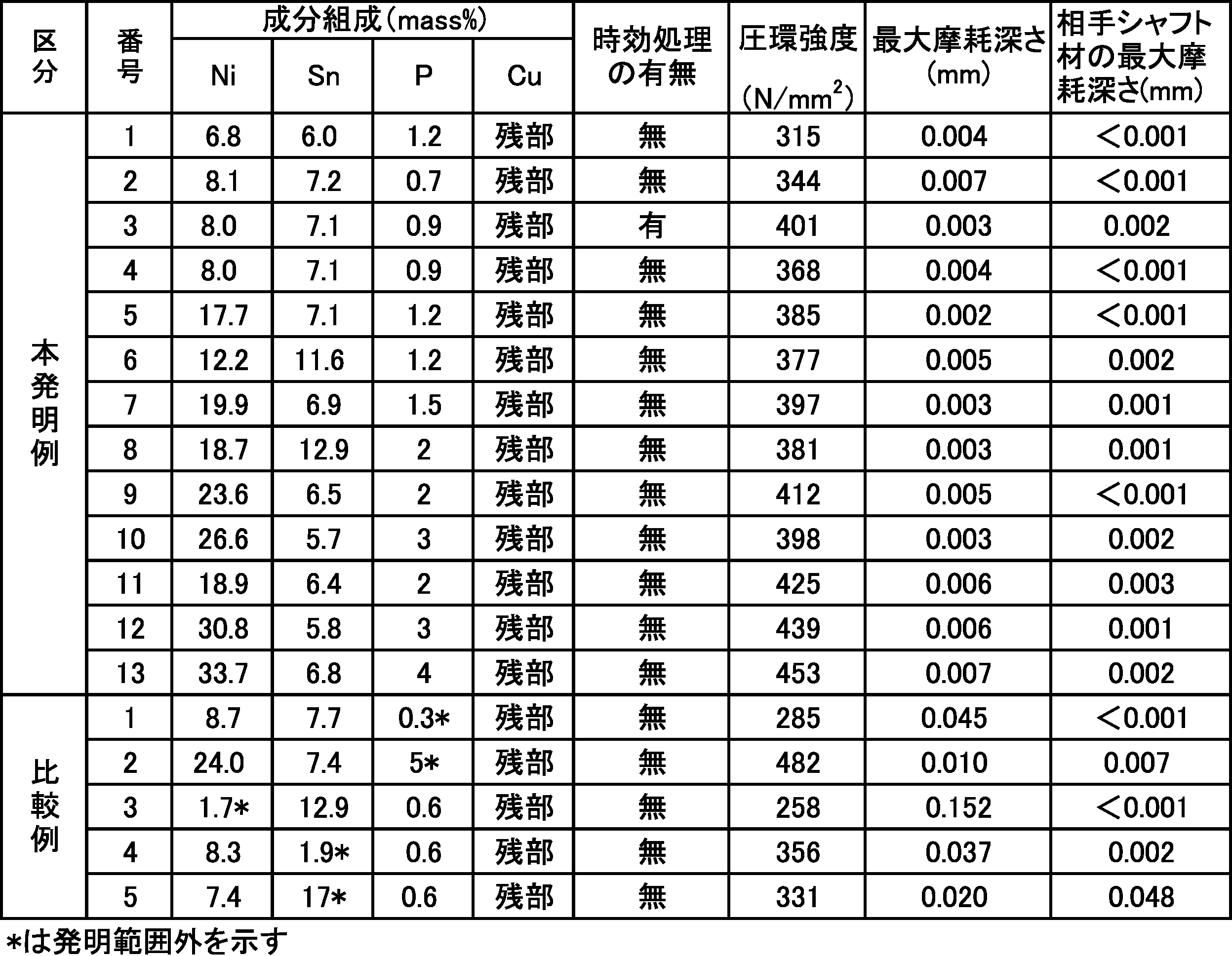

得られた上記のリング形状のCu基焼結含油軸受(以下、リング状軸受という。)について耐摩耗試験を行った。それぞれのリング状軸受にS45Cのシャフトを挿入した。そして、リング状軸受の外側から、リング状軸受の半径方向(シャフトの軸方向に対して直角方向)に向けて面圧1.5MPaの荷重をかけながら、シャフトを100m/分で1,000時間回転させた。その後、リング状軸受の摺動面の最大摩耗深さとS45Cシャフトの摺動面の最大摩耗深さを測定し、耐摩耗性を評価した。
上記の方法で製作された本発明例のリング状軸受の断面について、電子線マイクロアナライザー(EPMA)を用いて、Sn、Ni、P、Cuの分布について分析を行った。分析条件は、加速電圧15kVに設定した。その結果を図1~3に示した。図1は、原料粉末にCu-Ni-Sn粉末、Cu-P粉末、黒鉛粉末を用いたときの断面組織、図2は、原料粉末にNi-P粉末を用いた本発明例20の断面組織、図3は、原料粉末にCu-Pを用いた本発明例4の断面組織である。図4は、原料粉末にCu-P粉末を用い、図3の場合と比較してPの含有量のみを減少させたときの断面組織である。図中、「SEI」と示したのは二次電子像、「COMPO」と示したのは反射電子組成像である。原料粉末にCu-P粉末を用いた場合、Ni-P粉末を用いた場合のいずれにおいても、素地中にNiとPを主成分とした相が分散した金属組織が存在することが確認された。なお、図4に示すように、Pが0%の場合には、上記金属組織は確認されなかった。
Claims (2)
- 質量%で、5~40%のNiと、3~15%のSnと、0.5~4.0%のPとを含有し、或いはさらに0.3~5%の固体潤滑剤を含有し、残部がCu及び不可避不純物からなるとともに、素地中にNiとPを主成分とした相が分散した金属組織を有し、かつ、5~25%の気孔率を有することを特徴とするCu基焼結含油軸受。
- 前記固体潤滑剤は、黒鉛、フッ化黒鉛、二硫化モリブデン、窒化ホウ素、フッ化カルシウム、タルクのいずれかであることを特徴とする請求項1に記載のCu基焼結含油軸受。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012542914A JP6121164B2 (ja) | 2010-11-08 | 2011-11-07 | Cu基焼結含油軸受 |
| EP11839871.8A EP2639321B1 (en) | 2010-11-08 | 2011-11-07 | Cu-based oil-containing sintered bearing |
| CN201180053762.2A CN103201397B (zh) | 2010-11-08 | 2011-11-07 | Cu基烧结含油轴承 |
| BR112013011273-5A BR112013011273B1 (pt) | 2010-11-08 | 2011-11-07 | Rolamento sinterizado à base de cobre impregnado de óleo |
| US13/882,595 US9476453B2 (en) | 2010-11-08 | 2011-11-07 | Cu-based oil-impregnated sintered bearing |
| KR1020187020048A KR20180084151A (ko) | 2010-11-08 | 2011-11-07 | Cu 기 소결 오일 함유 베어링 |
| KR1020137010356A KR20130122945A (ko) | 2010-11-08 | 2011-11-07 | Cu 기 소결 오일 함유 베어링 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010250179 | 2010-11-08 | ||
| JP2010-250179 | 2010-11-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012063786A1 true WO2012063786A1 (ja) | 2012-05-18 |
Family
ID=46050930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/075622 WO2012063786A1 (ja) | 2010-11-08 | 2011-11-07 | Cu基焼結含油軸受 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9476453B2 (ja) |
| EP (1) | EP2639321B1 (ja) |
| JP (2) | JP6121164B2 (ja) |
| KR (2) | KR20180084151A (ja) |
| CN (1) | CN103201397B (ja) |
| BR (1) | BR112013011273B1 (ja) |
| MY (1) | MY162965A (ja) |
| WO (1) | WO2012063786A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016039423A1 (ja) * | 2014-09-11 | 2016-03-17 | 株式会社ダイヤメット | 耐食性、耐熱性、耐摩耗性に優れた焼結摺動材及びその製造方法 |
| JP2016524652A (ja) * | 2013-05-08 | 2016-08-18 | フェデラル−モーグル ヴィースバーデン ゲーエムベーハーFederal−Mogul Wiesbaden Gmbh | 銅合金、銅合金の使用、銅合金を有するベアリング、および、銅合金からなるベアリングを製造する方法 |
| WO2017010059A1 (ja) * | 2015-07-16 | 2017-01-19 | オイレス工業株式会社 | 複層摺動部材 |
| WO2017150271A1 (ja) | 2016-03-04 | 2017-09-08 | 株式会社ダイヤメット | Cu基焼結摺動材およびその製造方法 |
| WO2018021122A1 (ja) * | 2016-07-27 | 2018-02-01 | オイレス工業株式会社 | 複層焼結板及びそれを用いた複層摺動部材並びに複層焼結板の製造方法 |
| US10745780B2 (en) | 2014-09-04 | 2020-08-18 | Diamet Corporation | Cu-based sintered bearing and production method for Cu-based sintered bearing |
| JP2021519860A (ja) * | 2018-03-27 | 2021-08-12 | マテリオン コーポレイション | 向上した熱伝導性及び耐摩耗性を有する銅合金組成物 |
| US11441608B2 (en) * | 2017-06-29 | 2022-09-13 | Diamet Corporation | Sintered bearing for motor-type fuel pump and production method therefor |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013133381A1 (ja) * | 2012-03-07 | 2013-09-12 | Ntn株式会社 | 焼結軸受 |
| JPWO2015025576A1 (ja) * | 2013-08-20 | 2017-03-02 | 日立オートモティブシステムズ株式会社 | 内燃機関用電動式空気流量制御装置 |
| CN103602851B (zh) * | 2013-11-08 | 2015-10-28 | 浙江八达铜业有限公司 | 铜合金及其制造方法 |
| CN104109333A (zh) * | 2014-07-18 | 2014-10-22 | 滁州诺恩金塑制品有限公司 | 一种氟化晶须abs塑胶材料 |
| CN105268976A (zh) * | 2015-10-26 | 2016-01-27 | 广东安保翼家物联网智能科技股份有限公司 | 一种门锁锁芯的制造工艺 |
| JP6609852B2 (ja) * | 2016-03-04 | 2019-11-27 | 株式会社ダイヤメット | 耐食性、耐熱性、耐摩耗性に優れた焼結摺動材及びその製造方法 |
| JP6817094B2 (ja) * | 2016-07-29 | 2021-01-20 | 株式会社ダイヤメット | 鉄銅基焼結含油軸受及びその製造方法 |
| CN107419123A (zh) * | 2017-06-28 | 2017-12-01 | 常州金艺广告传媒有限公司 | 一种铜基石墨自润滑材料的制备方法 |
| CN109930089A (zh) * | 2017-12-17 | 2019-06-25 | 宜兴安纳西智能机械设备有限公司 | 一种电池输送装置用链轮材料 |
| CN108421972A (zh) * | 2018-04-17 | 2018-08-21 | 南昌工程学院 | 一种自润滑多孔弹性含油轴承材料及其制备方法 |
| DE102020213651A1 (de) | 2020-10-29 | 2022-05-05 | Mahle International Gmbh | Verschleißfeste, hochwärmeleitfähige Sinterlegierung, insbesondere für Lageranwendungen und Ventilsitzringe |
| CN114908271B (zh) * | 2022-05-27 | 2023-04-07 | 中国科学院兰州化学物理研究所 | 一种耐高温铜合金基固体润滑复合材料及其制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05195117A (ja) | 1992-01-17 | 1993-08-03 | Toyota Motor Corp | Cu基焼結合金 |
| JPH11158511A (ja) * | 1997-11-26 | 1999-06-15 | Oiles Ind Co Ltd | 多孔質静圧気体軸受用の軸受素材及びこれを用いた多孔質静圧気体軸受 |
| JP2004143580A (ja) * | 2002-08-28 | 2004-05-20 | Oiles Ind Co Ltd | 多孔質静圧気体軸受用の軸受素材及びこれを用いた多孔質静圧気体軸受 |
| JP2006199977A (ja) * | 2005-01-18 | 2006-08-03 | Mitsubishi Materials Pmg Corp | 耐食性、耐摩耗性および高強度を有するモータ式燃料ポンプの軸受 |
| JP2008019929A (ja) * | 2006-07-12 | 2008-01-31 | Hitachi Powdered Metals Co Ltd | 焼結含油軸受 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4274874A (en) | 1979-09-21 | 1981-06-23 | Mitsubishi Kinzoku Kabushiki Kaisha | Copper-tin type sintered alloy for oil-impregnated bearing excellent in bearing performance as bearing used in low-load and high-velocity region |
| JPH066725B2 (ja) * | 1985-12-05 | 1994-01-26 | 本田技研工業株式会社 | 自己潤滑性を有する焼結銅合金の製造方法 |
| JP5371182B2 (ja) | 2006-06-27 | 2013-12-18 | 株式会社ダイヤメット | 耐摩擦摩耗性に優れたCu−Ni−Sn系銅基焼結合金およびその合金からなる軸受材 |
| JP5363031B2 (ja) | 2008-05-29 | 2013-12-11 | 日精樹脂工業株式会社 | 射出成形機の関節部構造 |
| JP2011080525A (ja) | 2009-10-07 | 2011-04-21 | Oiles Corp | 複層摺動部材 |
-
2011
- 2011-11-07 WO PCT/JP2011/075622 patent/WO2012063786A1/ja active Application Filing
- 2011-11-07 MY MYPI2013700715A patent/MY162965A/en unknown
- 2011-11-07 EP EP11839871.8A patent/EP2639321B1/en active Active
- 2011-11-07 CN CN201180053762.2A patent/CN103201397B/zh active Active
- 2011-11-07 JP JP2012542914A patent/JP6121164B2/ja active Active
- 2011-11-07 KR KR1020187020048A patent/KR20180084151A/ko not_active Application Discontinuation
- 2011-11-07 KR KR1020137010356A patent/KR20130122945A/ko active Search and Examination
- 2011-11-07 US US13/882,595 patent/US9476453B2/en active Active
- 2011-11-07 BR BR112013011273-5A patent/BR112013011273B1/pt not_active IP Right Cessation
-
2015
- 2015-11-30 JP JP2015232706A patent/JP6119830B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05195117A (ja) | 1992-01-17 | 1993-08-03 | Toyota Motor Corp | Cu基焼結合金 |
| JPH11158511A (ja) * | 1997-11-26 | 1999-06-15 | Oiles Ind Co Ltd | 多孔質静圧気体軸受用の軸受素材及びこれを用いた多孔質静圧気体軸受 |
| JP2004143580A (ja) * | 2002-08-28 | 2004-05-20 | Oiles Ind Co Ltd | 多孔質静圧気体軸受用の軸受素材及びこれを用いた多孔質静圧気体軸受 |
| JP2006199977A (ja) * | 2005-01-18 | 2006-08-03 | Mitsubishi Materials Pmg Corp | 耐食性、耐摩耗性および高強度を有するモータ式燃料ポンプの軸受 |
| JP2008019929A (ja) * | 2006-07-12 | 2008-01-31 | Hitachi Powdered Metals Co Ltd | 焼結含油軸受 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2639321A4 * |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016524652A (ja) * | 2013-05-08 | 2016-08-18 | フェデラル−モーグル ヴィースバーデン ゲーエムベーハーFederal−Mogul Wiesbaden Gmbh | 銅合金、銅合金の使用、銅合金を有するベアリング、および、銅合金からなるベアリングを製造する方法 |
| US10745780B2 (en) | 2014-09-04 | 2020-08-18 | Diamet Corporation | Cu-based sintered bearing and production method for Cu-based sintered bearing |
| US10532406B2 (en) | 2014-09-11 | 2020-01-14 | Diamet Corporation | Sintered sliding member having exceptional corrosion resistance, heat resistance, and wear resistance; and method for producing said member |
| JP2016056427A (ja) * | 2014-09-11 | 2016-04-21 | 株式会社ダイヤメット | 耐食性、耐熱性、耐摩耗性に優れた焼結摺動材及びその製造方法 |
| WO2016039423A1 (ja) * | 2014-09-11 | 2016-03-17 | 株式会社ダイヤメット | 耐食性、耐熱性、耐摩耗性に優れた焼結摺動材及びその製造方法 |
| WO2017010059A1 (ja) * | 2015-07-16 | 2017-01-19 | オイレス工業株式会社 | 複層摺動部材 |
| JP2017025358A (ja) * | 2015-07-16 | 2017-02-02 | オイレス工業株式会社 | 複層摺動部材 |
| JPWO2017150271A1 (ja) * | 2016-03-04 | 2018-10-18 | 株式会社ダイヤメット | Cu基焼結摺動材およびその製造方法 |
| CN108883472A (zh) * | 2016-03-04 | 2018-11-23 | 大冶美有限公司 | Cu基烧结滑动材料及其制造方法 |
| WO2017150271A1 (ja) | 2016-03-04 | 2017-09-08 | 株式会社ダイヤメット | Cu基焼結摺動材およびその製造方法 |
| CN108883472B (zh) * | 2016-03-04 | 2020-08-18 | 大冶美有限公司 | Cu基烧结滑动材料及其制造方法 |
| US10941465B2 (en) | 2016-03-04 | 2021-03-09 | Diamet Corporation | Cu-based sintered sliding material, and production method therefor |
| WO2018021122A1 (ja) * | 2016-07-27 | 2018-02-01 | オイレス工業株式会社 | 複層焼結板及びそれを用いた複層摺動部材並びに複層焼結板の製造方法 |
| US11441608B2 (en) * | 2017-06-29 | 2022-09-13 | Diamet Corporation | Sintered bearing for motor-type fuel pump and production method therefor |
| JP2021519860A (ja) * | 2018-03-27 | 2021-08-12 | マテリオン コーポレイション | 向上した熱伝導性及び耐摩耗性を有する銅合金組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016056453A (ja) | 2016-04-21 |
| JP6121164B2 (ja) | 2017-04-26 |
| JP6119830B2 (ja) | 2017-04-26 |
| EP2639321A4 (en) | 2016-04-27 |
| KR20130122945A (ko) | 2013-11-11 |
| US9476453B2 (en) | 2016-10-25 |
| BR112013011273A2 (pt) | 2016-11-01 |
| KR20180084151A (ko) | 2018-07-24 |
| BR112013011273A8 (pt) | 2019-04-09 |
| MY162965A (en) | 2017-07-31 |
| CN103201397A (zh) | 2013-07-10 |
| JPWO2012063786A1 (ja) | 2014-05-12 |
| CN103201397B (zh) | 2015-06-17 |
| EP2639321B1 (en) | 2018-02-28 |
| EP2639321A1 (en) | 2013-09-18 |
| US20130223774A1 (en) | 2013-08-29 |
| BR112013011273B1 (pt) | 2019-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6119830B2 (ja) | Cu基焼結含油軸受の製造方法 | |
| US9849511B2 (en) | Method of producing a Cu-based sintered sliding member | |
| JP5371182B2 (ja) | 耐摩擦摩耗性に優れたCu−Ni−Sn系銅基焼結合金およびその合金からなる軸受材 | |
| JP5783303B2 (ja) | 銅系焼結摺動部材 | |
| JP4507766B2 (ja) | 高強度を示しかつ高温環境下ですぐれた耐摩耗性を示すEGR式内燃機関の再循環排ガス流量制御弁用焼結Cu合金製軸受 | |
| JP5972963B2 (ja) | 耐摩耗性に優れた焼結合金 | |
| KR20080078537A (ko) | 소결 함유 베어링 및 그 제조방법 | |
| WO2016035880A1 (ja) | Cu基焼結軸受及びCu基焼結軸受の製造方法 | |
| JP5496380B2 (ja) | 耐摩擦摩耗性に優れたCu−Ni−Sn系銅基焼結合金とその製造方法およびその合金からなる軸受材 | |
| WO2011071033A1 (ja) | 焼結摺動部材 | |
| JP5386585B2 (ja) | 焼結摺動材料及びその製造方法 | |
| WO2018021501A1 (ja) | 鉄銅基焼結含油軸受及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11839871 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012542914 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 20137010356 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13882595 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011839871 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112013011273 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112013011273 Country of ref document: BR Kind code of ref document: A2 Effective date: 20130507 |