WO2011055484A1 - 溶融金属の連続鋳造方法 - Google Patents
溶融金属の連続鋳造方法 Download PDFInfo
- Publication number
- WO2011055484A1 WO2011055484A1 PCT/JP2010/005916 JP2010005916W WO2011055484A1 WO 2011055484 A1 WO2011055484 A1 WO 2011055484A1 JP 2010005916 W JP2010005916 W JP 2010005916W WO 2011055484 A1 WO2011055484 A1 WO 2011055484A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molten metal
- side hole
- refractory structure
- tundish
- continuous casting
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/507—Pouring-nozzles giving a rotating motion to the issuing molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/103—Distributing the molten metal, e.g. using runners, floats, distributors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/08—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like for bottom pouring
Definitions
- the present invention relates to a technique for imparting a swirling flow to a molten metal passing through an immersion nozzle in continuous casting of a molten metal such as molten steel. Giving a swirl flow to the molten metal passing through the immersion nozzle is effective for stabilizing the flow of the molten metal in the immersion nozzle and the mold.
- molten metal is usually supplied through a single immersion nozzle having opposed discharge holes.
- self-excited vibration occurs in the flow in the mold, causing fluctuations in the flow velocity and undulation of the molten metal surface.
- a reduction in casting speed is required to prevent quality defects in the slab surface layer.
- Patent Document 1 describes an immersion nozzle including a twisted plate-like component for imparting swirl to a molten steel flow.
- Patent Document 2 discloses an immersion nozzle having a torsion plate-type swirl blade installed therein, and the swirl blade twist pitch, swirl blade twist angle, swirl blade outer diameter, and swirl blade thickness are within a predetermined range.
- a continuous casting immersion nozzle that squeezes the inner diameter between the lower end of the swirling blade and the discharge hole, defines the cross-sectional area after squeezing, and keeps the required head predicted value between the tundish and the mold within the appropriate range.
- an immersion nozzle in which the depth of the waterfall-shaped dent at the bottom of the nozzle is increased as disclosed in Patent Document 3, or an immersion nozzle having a step on the nozzle inner diameter as disclosed in Patent Document 4 is known.
- Patent Document 3 a nozzle main body positioned inside the slab short side wall, a discharge hole formed in the side wall of the nozzle main body and opened downward toward the slab short side wall, and a bottom concave shape of the nozzle main body are formed.
- a continuous casting nozzle having a box a continuous casting immersion nozzle is disclosed in which the ratio between the depth and inner diameter of the box and the discharge angle of the discharge holes are defined.
- connects molten steel contains graphite
- the nozzle for continuous casting which has a plurality of level
- An immersion nozzle is disclosed in which the minimum inner diameter, the minimum cross-sectional area, and the cross-sectional area of the discharge hole are defined with respect to the passing amount of molten steel.
- the technique relating to the immersion nozzle for imparting the swirl flow disclosed in Patent Document 1 or 2 (hereinafter also referred to as “swirl flow imparting immersion nozzle”) is a practical measure that can stabilize the flow in the mold. Its effectiveness has been confirmed. However, when casting molten metal containing a large amount of non-metallic inclusions, it is difficult to continuously cast a large amount of molten metal because non-metallic inclusions are likely to adhere to the swirl vanes provided in the nozzle. There is.
- the immersion nozzle disclosed in Patent Document 3 If the immersion nozzle disclosed in Patent Document 3 is used, the surface flow velocity in the mold does not increase even if the casting speed is increased, and it is said that the entrainment of mold powder can be effectively prevented. In actual operation, it is difficult to obtain a stable entrainment preventing effect.
- the immersion nozzle disclosed in Patent Document 4 prevents clogging of the immersion nozzle due to alumina adhesion, and suppresses the drift of molten steel in the immersion nozzle, thereby making the flow in the mold uniform, improving slab quality, and breaking It aims to prevent out. However, even if such a nozzle is used, nozzle clogging is likely to occur in an actual casting operation, and it is difficult to obtain a stable drift suppression effect.
- Patent Document 5 and Patent Document 6 are a method for solving the above problems.
- These inventions provide a simple and effective swirl flow imparting mechanism for forming a swirl flow of molten metal in the tundish, which is a disadvantage of the swirl flow imparting immersion nozzle having the swirl vanes described above. It eliminates clogging. As a result, the flow of the molten metal in the mold is stabilized, and stable casting operation and improvement in the quality of the slab can be expected.
- Patent Document 5 and Patent Document 6 do not necessarily have an effect of stabilizing the flow of molten metal in the mold. .
- the present invention has been made in view of this problem, and the subject thereof is a continuous casting method in which the effect of stabilizing the flow of molten metal in a mold is improved as compared with the inventions described in Patent Document 5 and Patent Document 6. Is to provide.
- the present inventor imparts a swirl flow to the molten metal flow passing through the immersion nozzle without causing nozzle clogging in the immersion nozzle, and stabilizes the flow of the molten metal in the mold.
- a method of forming a swirl flow by installing a twisted plate-like swirl vane in an immersion nozzle produces a stagnation or vortex of the flow when the molten metal descending flow in the immersion nozzle hits the swirl vane, and Al 2 O Non-metallic inclusions such as 3 are attached.
- a swirl flow imparting mechanism such as a twisted plate swirl blade is installed in a submerged nozzle having a high flow rate, there is a problem that the flow resistance of the molten metal is large and the energy efficiency of swirl imparting is low. Therefore, when the required throughput is large, the turning strength that can be formed is limited.
- the tundish above the immersion nozzle has a hollow cylindrical, conical or frustoconical side with a relatively large diameter, and a circumferential velocity component is imparted to the flowing molten metal on the side.
- Devised a swirl flow imparting mechanism with side holes. Since this swirl flow imparting mechanism has a large cross-sectional area of the side hole, which is a molten metal flow path, the flow rate of the molten metal passing through the swirl flow imparting mechanism can be reduced.
- R Average inner radius of horizontal circular cross section of swirl flow imparting mechanism at side hole opening portion
- Q Flow rate of molten metal
- S Total opening area of side hole
- ⁇ 1 Outlet opening portion The angle formed by the center axis of the side hole with respect to the imaginary line.
- the total opening area S of the side holes means the sum of the cross-sectional areas of all the side holes, and Q / S in the above equation (1) means the average velocity of the molten metal passing through the side holes.
- T is 1.0 or more when Q / S is less than 0.05 m / s, 0.8 or more when Q / S is 0.05 m / s or more and less than 0.1 m / s, and Q / S is 0.
- the present invention has been completed on the basis of the above findings, and the gist thereof lies in the molten metal continuous casting method shown in the following (1) to (4).
- a hollow cylindrical, conical or frustoconical refractory structure with one or more side holes provided in the side wall is placed in the tundish with the axis of the refractory structure vertical.
- a molten metal continuous casting method that is disposed above an immersion nozzle and supplies molten metal from the tundish into the immersion nozzle, and is a virtual extension extending radially from the center of a horizontal circular section of the refractory structure.
- the central axis of the side hole intersects at the intersection of the line and the inner surface of the refractory structure, and the angle formed by the central axis of the side hole inclined with respect to the virtual line is the angle ⁇ 1
- the molten metal in the tundish is passed from the entrance opening of the side hole opened in the outer surface of the refractory structure to the exit opening opened in the inner surface of the refractory structure.
- a circumferential flow velocity is applied to the molten metal supplied into the immersion nozzle to form a swirling flow, and an average inner diameter 2R of the horizontal circular cross section in a portion where the side hole is open is 250 mm to 1200 mm, The height of the side hole is 30 mm to 500 mm, and the angle ⁇ 1 is 15 ° to 80 °.
- the flow rate Q of the molten metal, the total opening area S of the side hole, and the side hole are open.
- An index P consisting of an average inner radius R of the horizontal circular cross section in the portion and the angle ⁇ 1 and expressed by the following formula (1) is 0.015 m 2 /s ⁇ P ⁇ 0.100 m 2 / s.
- the molten metal continuous casting method (hereinafter, also referred to as “first invention”).
- T When Q / S is less than 0.05 m / s: T is 1.0 or more, When Q / S is 0.05 m / s or more and less than 0.1 m / s: T is 0.8 or more, When Q / S is 0.1 m / s or more and less than 0.4 m / s: T is 0.6 or more, When Q / S is 0.4 m / s or more and less than 1.2 m / s: T is 0.5 or more, and when Q / S is 1.2 m / s or more: T is 0.4 or more.
- a molten metal continuous casting method according to (1) or (2) above (hereinafter also referred to as “third invention”), wherein a refractory stopper rod is inserted from above.
- the whole of the refractory structure is immersed in the molten metal in the tundish, and no opening is provided at the upper end of the refractory structure.
- the molten metal continuous casting method according to the above (1) or (2) (hereinafter also referred to as “fourth invention”).
- the angle ⁇ 1 formed by the central axis of the side hole with respect to the imaginary line in the outlet opening is also referred to as “the inclination angle ( ⁇ 1) of the side hole” in the following description.
- the “inner radius of the horizontal circular cross section” means the intersection of the imaginary line and the central axis of the side hole (intersection forming the angle ⁇ 1) in the outlet opening of the side hole and the horizontal direction of the refractory structure. It is the distance from the center of the circular cross section, and R is defined as the average value of the inner radii in the portion where the side holes are open.
- the method of the present invention can solve the nozzle clogging problem, which is a drawback of swirl flow imparting immersion nozzles having swirl vanes, and forms a swirl flow having an appropriate strength on the molten metal in the immersion nozzle, thereby imparting swirl flow. It realizes the flow stability of the molten metal in the mold and the removal of non-metallic inclusions, which are excellent effects of the immersion nozzle, and enables stable continuous casting operation and improved quality of the slab.
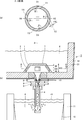
- FIG. 1 is a diagram schematically showing a continuous casting apparatus for carrying out the method of the present invention.
- FIG. 1 (a) is a cross-sectional view taken along line AA in FIG. 1 (b), and FIG. ) Represents a longitudinal sectional view of the continuous casting apparatus.
- FIG. 2 is a view schematically showing another continuous casting apparatus for carrying out the method of the present invention.
- FIG. 2 (a) is a cross-sectional view taken along the line AA in FIG. (B) represents the longitudinal cross-sectional view of a continuous casting apparatus.
- FIG. 3 is a view schematically showing another continuous casting apparatus for carrying out the method of the present invention.
- FIG. 3 (a) is a cross-sectional view taken along line AA in FIG. 3 (b).
- FIG. 4 is a diagram schematically showing a continuous casting apparatus as a comparative example of the present invention.
- FIG. 4 (a) is a cross-sectional view taken along line AA in FIG. 4 (b), and FIG.
- the longitudinal cross-sectional view of a continuous casting apparatus is represented.
- FIG. 5 is a diagram schematically showing another continuous casting apparatus as a comparative example of the present invention.
- FIG. 5 (a) is a cross-sectional view taken along line AA in FIG. 5 (b), and FIG. ) Represents a longitudinal sectional view of the continuous casting apparatus.
- the present invention is directed to “a hollow cylindrical, conical or truncated cone-shaped refractory structure having one or more side holes provided on the side wall, and the axis of the refractory structure structure being vertical.
- the horizontal cross section of the refractory structure The central axis of the side hole intersects at the intersection of a virtual line extending radially from the center and the inner surface of the refractory structure, and the central axis of the side hole inclined with respect to the virtual line forms at the intersection.
- a circumferential flow velocity is applied to the molten metal supplied from the tundish into the immersion nozzle to form a swirl flow
- the horizontal inner diameter 2R of the horizontal circular section in the portion where the side hole is open is 250 mm to 1200 mm
- the height of the side hole is 30 mm to 500 mm
- the angle ⁇ 1 is 15 ° to 80 °
- the flow rate Q of the molten metal, the total opening area S of the side hole, and the side hole is open
- the index P which consists of the average inner radius R of the circular section in the horizontal direction and the angle ⁇ 1 and is expressed by the following formula (1) is 0.015 m 2 /s ⁇ P ⁇ 0.100 m. 2 / s is satisfied,
- the molten metal continuous casting method characterized by the above
- FIG. 1 is a diagram schematically showing a continuous casting apparatus for carrying out the method of the present invention.
- FIG. 1 (a) is a cross-sectional view taken along the line AA in FIG. ) Represents a longitudinal sectional view of the continuous casting apparatus.
- the center of the hole outlet is located on virtual lines X1 to X5 extending radially from the center O of the horizontal circular section, and the virtual lines X1 to X5
- a hollow cylindrical refractory structure 1 in which one or more side holes 2 that are opened by inclining the directions of the central axes Y1 to Y5 of the holes are provided on the side wall is disposed.
- the axis 3 of the refractory structure is vertical.
- the molten metal 6 in the tundish 5 passes through the side holes 2 and flows into the refractory structure 1, the molten metal 6 is given a circumferential velocity component to form a swirling flow and is immersed from the tundish 5. It is supplied to the mold 11 through the nozzle 4.
- 1st invention is a refractory structure 1 made from a hollow cylindrical, cone shape, or truncated cone shape refractory body in which one or more side holes 2 are provided in the side wall. It is a continuous casting method of molten metal that is arranged above the immersion nozzle 4 in the tundish 5 with the axis of the manufacturing structure 1 being vertical, and supplying the molten metal 6 from the tundish 5 into the immersion nozzle 4.
- An imaginary line X1 to XN (where N represents the number of imaginary lines) radially extending from the center O of the horizontal circular cross section of the refractory structure 1 has a center on the exit side of the hole, and is virtually A side hole 2 is perforated with the direction of the central axis of the hole inclined by an angle ⁇ 1 with respect to the lines X1 to XN, and the side of the molten metal 6 in the tundish 5 opened to the outer surface of the refractory structure 1 Passes from the entrance side opening of the hole 2 toward the exit side opening that opens to the inner surface of the refractory structure 1
- the inner diameter 2R is 250 mm to 1200 mm
- the side hole height is 30 mm to 500 mm
- the angle ⁇ 1 is 15 ° to 80 °
- the index P which consists of the average inner radius R of the circular cross section in the horizontal direction and the angle ⁇ 1 in the portion that is represented by the above equation (1) is 0.015 m 2 /s ⁇ P ⁇ 0.100 m This is a molten metal continuous casting method that satisfies 2 / s.
- the refractory structure 1 is provided with the side holes 2 having the inclination angle ⁇ 1, thereby imparting a circumferential flow velocity component to the molten metal 6 and forming a swirling flow.
- the number of the side holes 2 having the inclination angle ⁇ 1 may be one, but from the viewpoint of dispersing the risk of clogging by non-metallic inclusions contained in the molten metal 6, the entire side of the refractory structure 1 is distributed. It is preferable that there are a plurality.
- a plurality of side holes 2 may be provided on the entire circumference of the refractory structure 1 and in a plurality of stages in the height direction of the refractory structure 1 (axis 3 direction). However, when a plurality of side holes 2 are provided, it is preferable to provide the side holes 2 at the same height from the viewpoint of not unnecessarily increasing the height of the refractory structure 1.
- the inclination angle ⁇ 1 of the plurality of side holes 2 provided may be the same or may vary within a certain range. However, it is preferable that the rotational direction of the swirl flow applied to the molten metal 6 is the same. Further, the partition wall of the side hole 2 may be a thin fin shape and may have a shape having a large number of side holes in the circumferential direction of the refractory structure 1.
- the side hole 2 has such a size that foreign matter having a maximum particle size in the molten metal of about 30 mm can pass through.
- the upper and lower inner wall surfaces of the side hole 2 may be horizontal or inclined.
- the height of the lower end of the side hole 2 should be low enough to prevent the molten metal 6 from remaining in the tundish 5 at the end of casting and causing a decrease in yield, that is, a height within 200 mm from the bottom of the tundish. Is preferred.
- An upper lid may or may not be provided at the upper end of the refractory structure 1.
- An upper cover is provided on the upper end 7 of the refractory structure 1, limiting the internal height of the refractory structure 1 to 150 mm or less from the upper end of the side hole 2 attenuates the swirling flow formed. It is preferable from a viewpoint not to let it.
- the molten metal 6 in the tundish 5 (the upper outside of the refractory structure 1) is placed inside the refractory structure 1. It is driven and rotated by the swirling flow of the formed molten metal 6. In this case, since the angular kinetic energy of the swirling flow is consumed for this driving, the swirling flow of the molten metal 6 inside the refractory structure 1 is weakened. This energy consumption increases as the opening area at the upper end of the refractory structure 1 increases.
- the side hole 2 is provided on the inner diameter above the height at which the side hole 2 is provided from the viewpoint of not attenuating the swirling flow. It is preferable to reduce the inner diameter of the portion below the height to be 50 mm to 200 mm. Furthermore, when the upper lid is not provided, it is preferable from the viewpoint of preventing the tundish slag from being mixed into the refractory structure 1 to make the height of the upper end 7 higher than the height of the hot water surface in the tundish 5. .
- the average inner diameter 2R of the horizontal circular section in the portion where the side hole 2 of the refractory structure 1 is opened is in the range of 250 mm to 1200 mm.
- the reason is that if the average inner diameter 2R is less than 250 mm, it is too small as a swirling flow imparting mechanism, so that it is difficult to obtain a sufficient angular momentum. Problems such as clogging of the molten metal and an increase in the frictional resistance of the molten metal 6 occur.
- the average inner diameter 2R exceeds 1200 mm, the swirl flow imparting mechanism becomes excessive, so that not only the cost of the refractory structure 1 is increased, but a dedicated tundish is required, which increases the cost of casting equipment. Because it invites.
- the horizontal cross-sectional shape of the refractory structure 1 is preferably a perfect circle, but the same effect can be obtained even if it is a polygon or an ellipse. In that case, the average value of the distance from the center is regarded as the average inner diameter 2R. However, when the cross-sectional shape is not a perfect circle, the energy efficiency of the swirl flow formation is reduced as compared with a perfect circle.
- the height of the side hole 2 of the refractory structure 1 is in the range of 30 mm to 500 mm. This is because if the height of the side hole 2 provided in the refractory structure 1 is less than 30 mm, the flow path of the molten metal is too small and clogging is likely to occur. Further, if the height of the side hole 2 exceeds 500 mm, the flow area of the molten metal (cross-sectional area of the side hole 2) becomes excessive, and the flow rate of the molten metal passing through the side hole 2 is ensured and a sufficient angle is obtained. This is because it becomes difficult to obtain momentum. In addition, if the height of the side hole 2 exceeds 500 mm, the height of the refractory structure 1 is undesirably increased. A more preferable range of the height of the side hole 2 is 50 to 250 mm.
- the height of the side hole 2 refers to the height of the side hole 2 itself when the side hole 2 is provided in only one step in the vertical direction, and the side hole 2 is provided in a plurality of steps side by side in the vertical direction. In this case, it indicates the total height of the side holes 2 in a plurality of stages (for example, when two stages of the side holes 2 having a height of 200 mm are provided, the height is 400 mm from 200 [mm] ⁇ 2. And). Further, when the cross-sectional shape of the side hole 2 is not rectangular, the maximum height is determined as the height of the side hole 2. Furthermore, when the heights of the plurality of side holes 2 provided in the circumferential direction are different, the average value of the heights of the side holes 2 is determined as the height of the side holes 2.
- the width of the side hole 2 is preferably in the range of 30 mm to 200 mm.
- the width of the side hole 2 is less than 30 mm, blockage is likely to occur, and when it exceeds 200 mm, the strength of the structure 1 decreases. Furthermore, if the width of the side hole 2 exceeds 200 mm, the cross-sectional area of the side hole 2 becomes excessive, and it becomes difficult for the value of the expression (1) to satisfy the specified range.
- the cross-sectional shape of the side hole 2 is not rectangular, the maximum width is regarded as the width of the side hole 2.
- the inclination angle ⁇ 1 of the side hole 2 is in the range of 15 ° -80 °. The reason is that if the inclination angle ⁇ 1 of the side hole 2 provided in the refractory structure 1 is smaller than 15 °, the strength of the swirling flow applied is insufficient. In addition, if the inclination angle ⁇ 1 exceeds 80 °, the thickness of the side wall of the refractory structure 1 is reduced, which causes a problem in strength.
- the inventor forms a product P of the average inner radius R and the tangential direction (direction perpendicular to the radius) component of the average flow velocity Q / S of the molten metal passing through the side hole 2 inside the refractory structure 1. It was found that a swirl flow having an appropriate strength can be formed in the submerged nozzle by using the index P as an index of the angular momentum of the swirling flow of the molten metal and keeping the index P in an appropriate range.
- the swirl flow formed in the refractory structure 1 is throttled by a flow rate adjusting mechanism such as a stopper or a sliding gate before flowing into the immersion nozzle.
- a flow rate adjusting mechanism such as a stopper or a sliding gate before flowing into the immersion nozzle.
- the swirling flow damping behavior due to this restriction is complicated, and the stronger the swirling flow formed in the structure 1 (the larger the angular momentum), the more the phenomenon of receiving a significant damping occurs. That is, when the swirl flow formed in the structure 1 is too strong, the swirl flow is attenuated by the flow rate adjusting mechanism, and the energy efficiency of swirl flow formation is reduced.
- the inventor investigated the damping behavior of the swirling flow by the flow rate adjusting mechanism through repeated experiments and studies. As a result, as long as it is within the range value of the index P is 0.015m 2 /s ⁇ 0.100m 2 / s, the attenuation of the swirling flow by squeezing the flow rate adjusting mechanism (energy loss) is not significant, and, dipping
- the present invention has been completed by finding that the swirling flow generated in the nozzle has sufficient strength from the viewpoint of stably controlling the flow in the mold.
- index P When the value of the index P exceeds the upper limit value of 0.100 m 2 / s, significant swirling flow attenuation occurs due to the restriction of the flow rate adjusting mechanism, and the energy efficiency of swirling flow application decreases due to the pressure loss. Furthermore, excessive circumferential flow velocity causes vibration of the immersion nozzle. On the other hand, when the value of the index P is less than the lower limit value 0.015 m 2 / s, the swirl flow formed in the immersion nozzle is weak and a sufficient flow stabilization effect in the mold cannot be exhibited. Index P, more preferred range is 0.020m 2 /s ⁇ 0.085m 2 / s.
- the definitions of the cross-sectional area S and the angle ⁇ 1 of the side hole 2 when the two side walls of the side hole 2 are not parallel are described below.
- the angle ⁇ 1 is the imaginary line at the outlet opening of the central axis of the side hole 2. It can be uniquely determined as an angle.
- the width of the side hole 2 can be uniquely determined as the distance between the side walls.
- the angle ⁇ 1 varies depending on how the central axis of the side holes 2 is determined, and the width of the side holes 2 varies depending on the angle ⁇ 1.
- the angle ⁇ 1 and the width of the side hole 2 are determined as follows. Two parallel and straight lines in the side hole 2 that are sufficiently longer in the direction of the flow of the molten metal 6 than the side wall (longer than the entire length of the side hole 2) are in contact with the two side walls, respectively. Deploy. When the distance between the parallel lines is the widest, the line running through the center of the parallel lines is defined as the central axis of the side hole 2. And the angle which the center axis
- the opening area of each side hole 2 is the area at the place where the cross section of the side hole 2 perpendicular to the central axis is the smallest.
- Second Invention A second invention of the present invention will be described with reference to FIG. 1 as in the first invention.
- the minimum value of the index T (T side hole side wall thickness / side hole 2 width), which is the ratio of the side wall length to the side hole width, is the above value.
- the upper limit of the index T is not particularly defined, but an excessive T causes the side wall thickness to be increased unnecessarily, leading to an increase in the size of the refractory structure 1. Therefore, the substantial upper limit of T is 2.0.
- the thickness of the side hole portion side wall is a value obtained by dividing the difference between the outer diameter and the inner diameter of the refractory structure 1 in the portion where the side hole is formed by two.
- FIG. 2 is a diagram schematically showing another continuous casting apparatus for carrying out the method of the present invention.
- FIG. 3A shows a cross-sectional view along the line AA in FIG. 1B
- FIG. 1B shows a vertical cross-sectional view of the continuous casting apparatus.
- substantially the same parts as those in the continuous casting apparatus shown in FIG. 2 substantially the same parts as those in the continuous casting apparatus shown in FIG.
- an opening is provided at the upper end of the refractory structure 1 entirely immersed in the molten metal, and the refractory stopper rod 14 is formed from the upper part of the tundish through the opening. Is a molten metal continuous casting method according to the first or second invention.
- the shape of the refractory structure 1 provided with the opening at the upper end may be any one of a cylindrical shape, a conical shape, and a truncated cone shape.
- the inner surface height of the refractory structure 1 is the same as the upper end height of the side hole 2 or at most 150 mm above the upper end height of the side hole 2. It is preferable.
- the diameter of the opening provided in the upper lid of the refractory structure 1 is preferably 1 to 20 mm larger than the diameter of the stopper rod 14.
- the stopper rod 14 normally opens and closes the molten metal passage from the tundish 5 to the immersion nozzle 4, the stopper rod 14 is several mm to several tens of mm above the bottom of the tundish 5 during casting. There is a lower end of the rod 14, and the upper end is connected to an elevating mechanism installed at the upper part of the tundish 5.
- the stopper rod 14 is used for the purpose of preventing the generation of vortices caused by the formation of the swirling flow.
- the stopper rod 14 may be used for the hot water level control in the mold 11.
- it may be used only for opening and closing the molten metal passage at the start and end of casting.
- the stopper rod 14 is provided between the immersion nozzle 4 and the upper nozzle 8 for controlling the level of the molten metal in the mold 11 during casting. It is preferable to use a sliding gate 9.
- FIG. 3 is a diagram schematically showing another continuous casting apparatus for carrying out the method of the present invention.
- FIG. 3A shows a cross-sectional view along the line AA in FIG. 1B
- FIG. 1B shows a vertical cross-sectional view of the continuous casting apparatus.
- substantially the same parts as those in the continuous casting apparatus shown in FIG. 3 substantially the same parts as those in the continuous casting apparatus shown in FIG.
- the fourth invention is characterized in that no opening is provided at the upper end of the refractory structure 1 entirely immersed in the molten metal. This is a continuous casting method for molten metal.
- FIG. 1 is a diagram schematically showing a continuous casting apparatus for carrying out the method of the present invention as described above, and FIG. 1 (a) shows a cross-sectional view taken along the line AA in FIG.
- the figure (b) represents the longitudinal cross-sectional view of a continuous casting apparatus.
- the embodiment shown in the figure is an embodiment that satisfies the conditions specified in the first and second inventions.
- the hollow cylindrical refractory structure 1 has an inner diameter of 400 mm, an outer diameter of 550 mm, and a total height of 1200 mm, including the portion where the side holes are open.
- -Consists of silica-based refractories That is, the average inner radius R at the portion where the side hole 2 is open is 200 mm.
- the height of the molten metal surface in the tundish 5 during the continuous operation of continuous casting is 200 mm lower than the upper end 7 of the refractory structure 1.
- the molten steel flow rate Q during steady casting is 60 m 3 / hr.
- the molten steel 6 is given a circumferential flow velocity by passing through the side hole 2, and when passing through the upper nozzle 8 and the sliding gate 9 with a narrowed inner diameter, the angular momentum is obtained.
- the circumferential flow velocity is increased according to the law of conservation, and a strong swirling flow is formed in the immersion nozzle 4.
- the swirl flow formed in the immersion nozzle 4 is uniformly and evenly discharged from the two discharge holes near the lower end of the immersion nozzle 4 by the action of centrifugal force, and forms a stable flow in the mold 11.
- the Ar gas when Ar gas is blown from the inner periphery of the fixed plate above the two-layer sliding gate 9, the Ar gas forms an inverted conical bubble film by centrifugal force acting on the molten steel 6.
- the non-metallic inclusions in the molten steel 6 flowing down across the bubble film are effectively trapped in the bubbles, and also have the effect of floating and removing in the mold 11 together with the bubbles.
- the same effect can be obtained even if Ar gas is blown from the upper nozzle 8. Regardless of the blowing location, the effect can be enhanced by blowing from the entire circumference instead of a part of the inner circumference.
- the above-described effect of stabilizing the flow in the mold makes it easy to control the flow rate of the molten steel in the mold within an appropriate range, and is therefore suitable for obtaining clean steel.
- the inclusion trapping and levitation effect due to the bubbles described above also promotes steel cleaning.
- the swirl flow is formed, the flow in the vicinity of the inner wall of the submerged nozzle 4 is stabilized, so that the submerged nozzle is less likely to be blocked by adhesion of non-metallic inclusions.
- the refractory structure 1 shown in FIG. 1 has its upper end 7 higher than the hot water surface in the tundish 5 to prevent the slag in the tundish 5 from entering the inside. Therefore, even if a vortex is generated in the refractory structure 1, the slag in the tundish 5 is not caught in the mold 11.
- FIG. 2 is a view schematically showing another continuous casting apparatus for carrying out the method of the present invention as described above, and FIG. 2 (a) is a cross-sectional view taken along the line AA in FIG. 2 (b).
- FIG. 2B shows a longitudinal sectional view of the continuous casting apparatus.
- the embodiment shown in the figure is an embodiment that satisfies any of the conditions defined in the first to third inventions.
- the hollow frustum-shaped refractory structure 1 has an inner diameter of 550 mm at the lower end portion of the side hole 2 and 400 mm at the upper end portion of the side hole 2 in the portion where the side hole 2 is open. is there.
- the outer diameter is 700 mm at the lower end of the side hole 2 and 550 mm at the upper end of the side hole 2.
- the inner surface height is 140 mm, and the total height is 180 mm.
- the material of the refractory structure 1 is an alumina-magnesia refractory.
- the average inner diameter 2R at the portion where the side hole 2 is open is 475 mm from (550 [mm] +400 [mm]) / 2, and the average inner radius R is 237.5 mm.
- the molten steel flow rate Q during steady casting is 50 m 3 / hr.
- the upper end portion 7 of the hollow truncated cone has an opening portion having a diameter of 110 mm, and a stopper rod 14 having a diameter of 100 mm is inserted from above the tundish 5 to the vicinity of the upper nozzle 8.
- the height of the hot water surface in the tundish 5 during steady operation is a height at which the refractory structure 1 is completely immersed.
- the molten steel 6 passing through the side hole 2 is given a circumferential flow velocity, and the upper nozzle 8 and the sliding gate with a narrowed inner diameter are provided, as in the case of the present invention example 1.
- the circumferential flow velocity is increased according to the law of conservation of angular momentum, and a strong swirling flow is formed in the immersion nozzle 4.
- the swirl flow formed in the immersion nozzle 4 is uniformly and evenly discharged from the two discharge holes near the lower end of the immersion nozzle 4 by the action of centrifugal force, thereby forming a stable flow in the mold.
- the above-described effect of stabilizing the flow in the mold makes it easy to control the flow rate of the molten steel in the mold within an appropriate range, and is therefore suitable for obtaining clean steel.
- the inclusion trapping and levitation effect due to the bubbles described above also promotes steel cleaning.
- the swirl flow is formed, the flow in the vicinity of the inner wall of the immersion nozzle 4 is stabilized, so that the immersion nozzle is less likely to be blocked due to adhesion of non-metallic inclusions.
- the stopper rod 14 since the stopper rod 14 is present, the generation of vortex due to the swirling flow is prevented, and the possibility that the slag in the tundish 5 is brought into the mold 11 is very low. Further, during steady casting, the flow rate of the molten steel flowing out into the mold can be controlled by the height of the stopper rod 14 by making the opening of the sliding gate 9 fully open and the cross section of the flow path into a perfect circle. In that case, it is possible to form a swirl flow that is uniform in the circumferential direction in the immersion nozzle 4. Such a circumferentially uniform swirl flow provides a more uniform and stable molten steel flow in the mold as compared with the first example of the present invention.
- FIG. 3 is a view schematically showing another continuous casting apparatus for carrying out the method of the present invention as described above, and FIG. 3 (a) is a cross-sectional view taken along the line AA in FIG. 3 (b).
- FIG. 2B shows a longitudinal sectional view of the continuous casting apparatus.
- the embodiment shown in the figure is an embodiment that satisfies any of the conditions defined in the first invention, the second invention, and the fourth invention.
- the hollow frustum-shaped refractory structure 1 has an inner diameter of 550 mm at the lower end portion of the side hole 2 and 400 mm at the upper end portion of the side hole 2 in the portion where the side hole 2 is open. is there.
- the outer diameter is 700 mm at the lower end of the side hole 2 and 550 mm at the upper end of the side hole 2.
- the inner surface height is 140 mm, and the total height is 180 mm.
- the material of the refractory structure 1 is an alumina-magnesia refractory.
- the average inner diameter 2R at the portion where the side hole 2 is open is 475 mm from (550 [mm] +400 [mm]) / 2, and the average inner radius R is 237.5 mm.
- the molten steel flow rate Q during steady casting is 60 m 3 / hr.
- the height of the hot water surface in the tundish 5 during steady operation is a height at which the refractory structure 1 is completely immersed.
- the molten steel 6 passing through the side hole 2 is given a circumferential flow velocity, and the upper nozzle 8 and the sliding gate with a narrowed inner diameter are provided.
- the circumferential flow velocity is increased according to the law of conservation of angular momentum, and a strong swirling flow is formed in the immersion nozzle 4.
- the swirl flow formed in the immersion nozzle 4 is uniformly and evenly discharged from the two discharge holes near the lower end of the immersion nozzle 4 by the action of centrifugal force, thereby forming a stable flow in the mold.
- the above-described effect of stabilizing the flow in the mold makes it easy to control the flow rate of the molten steel in the mold within an appropriate range, and is therefore suitable for obtaining clean steel.
- the inclusion trapping and levitation effect due to the bubbles described above also promotes steel cleaning.
- the swirl flow is formed, the flow in the vicinity of the inner wall of the immersion nozzle 4 is stabilized, so that the immersion nozzle is less likely to be blocked due to adhesion of non-metallic inclusions.
- Example 3 of the present invention since there is no opening at the upper end 7 of the hollow truncated cone, the generation of vortices due to the swirling flow is prevented, and the possibility that the slag in the tundish 5 is brought into the mold 11 is very high. Very low.
- Inventive Example 3 is low in cost because the refractory structure 1 is smaller than Inventive Example 1.
- the stopper rod 14 is not used, which is advantageous in terms of low cost.
- the molten metal continuous casting method of the present invention shown in the above-described inventive examples 1 to 3 is swirled in the immersion nozzle 4 as compared with a normal continuous casting method in which the refractory structure 1 is not installed. Since a flow can be formed, the flow in the vicinity of the inner wall of the immersion nozzle 4 is stabilized, and adhesion of nonmetallic inclusions to the inner wall can be suppressed. Therefore, the method of the present invention exerts a great effect on improving the quality of slab and improving the productivity of continuous casting through stabilizing the flow in the mold.
- FIG. 4 is a view schematically showing a continuous casting apparatus as a comparative example of the present invention.
- FIG. 4 (a) shows a cross-sectional view taken along the line AA in FIG. 4 (b), and FIG.
- the longitudinal cross-sectional view of a continuous casting apparatus is represented.
- the same reference numerals are given to the substantially same parts as those in the continuous casting apparatus shown in FIG.
- the embodiment shown in the figure is an embodiment that does not satisfy the conditions defined in the first invention.
- the hollow frustum refractory structure 1 has an inner diameter of 600 mm at the lower end portion of the side hole 2 and 400 mm at the upper end portion of the side hole 2 in the portion where the side hole 2 is open. is there. Further, in the portion where the side hole 2 is opened, the outer diameter is 700 mm at the lower end portion of the side hole 2 and 500 mm at the upper end portion of the side hole 2. Furthermore, the inner surface height is 350 mm, the total height is 400 mm, and it is made of an alumina-magnesia refractory.
- the average inner diameter 2R at the portion where the side hole 2 is opened is 500 mm from (600 [mm] +400 [mm]) / 2, and the average inner radius R is 250 mm.
- the molten steel flow rate Q during steady casting is 32 m 3 / hr.
- the upper end portion 7 of the hollow truncated cone has an opening portion having a diameter of 110 mm, and a stopper rod 14 having a diameter of 100 mm is inserted from above the tundish 5 to the vicinity of the upper nozzle 8.
- the height of the hot water surface in the tundish 5 during steady operation is a height at which the refractory structure 1 is completely immersed.
- FIG. 5 is a view schematically showing another continuous casting apparatus as a comparative example of the present invention.
- FIG. 5 (a) is a cross-sectional view taken along the line AA in FIG. ) Represents a longitudinal sectional view of the continuous casting apparatus.
- the same reference numerals are given to substantially the same parts as those in the continuous casting apparatus shown in FIG.
- the embodiment shown in the figure is an embodiment that does not satisfy the conditions defined in the first to third inventions.
- the hollow cylindrical refractory structure 1 has an inner diameter of 400 mm, an outer diameter of 550 mm, and an overall height of 1250 mm, including the portion where the side holes are open, and is an alumina-silica refractory. It is configured. That is, the average inner radius R at the portion where the side hole 2 is open is 200 mm.
- the height of the molten metal surface in the tundish 5 during the continuous operation of continuous casting is 100 mm lower than the upper end 7 of the refractory structure 1.
- the molten steel flow rate Q during steady casting is 65 m 3 / hr.
- the molten steel 6 that has passed through the side hole 2 is given a circumferential flow velocity, and when passing through the upper nozzle 8 and the sliding gate 9 with a narrowed inner diameter, the law of conservation of angular momentum. Accordingly, the circumferential flow velocity is increased and a swirling flow is formed in the immersion nozzle 4.
- the value of the index P is excessive as described above, excessively strong swirling flow causes a decrease in energy efficiency. Furthermore, the problem that the immersion nozzle 4 vibrates arises.
- the method of the present invention forms a swirl flow in the molten metal in the immersion nozzle without causing nozzle clogging, which is a defect of the swirl flow swirl nozzle having a twisted plate-shaped swirl blade inside,
- the molten metal continuous casting method of the present invention is a technique that can be widely applied in the casting field aiming at stabilization of continuous casting and high cleanliness of metal cast pieces by inexpensive equipment and a simple method.
- refractory structure 1: refractory structure, 2: side hole, 3: refractory structure shaft, 4: Immersion nozzle, 5: Tundish, 51: Tundish refractory, 52: Tundish iron skin, 6: Molten metal (molten steel), 7: Upper end of refractory structure, 8: Upper nozzle, 9: sliding gate, 10: inert gas, 11: mold, 12: solidified shell, 13: Mold powder, 14: Stopper rod, O: center of horizontal circular section X1-X8: imaginary lines extending radially, Y1 to Y8: central axis of side hole, ⁇ 1: angle of inclination of side hole
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
Description
P=R×Q/S×Sinθ1 …(1)
ここで、上記(1)式中の各記号は下記の諸量を意味する。R:側孔が開口している部分における、旋回流付与機構の水平方向の円形断面の平均内半径、Q:溶融金属の流量速度、S:側孔の総開口面積、θ1:出側開口部において仮想線に対して側孔の中心軸のなす角度。側孔の総開口面積Sは全ての側孔の流路断面積の総和を意味し、上記(1)式中のQ/Sは溶融金属の側孔通過平均流速を意味する。
Q/Sが0.05m/s未満の時:Tが1.0以上、
Q/Sが0.05m/s以上0.1m/s未満の時:Tが0.8以上、
Q/Sが0.1m/s以上0.4m/s未満の時:Tが0.6以上、
Q/Sが0.4m/s以上1.2m/s未満の時:Tが0.5以上、および
Q/Sが1.2m/s以上の時:Tが0.4以上。
P=R×Q/S×Sinθ1 …(1)
」である。本発明の内容について、下記にさらに詳細に説明する。
前記のとおり、第1発明は、側壁に1つ以上の側孔2が設けられた中空の円筒状、円錐状または円錐台状の耐火物製構造体1を、耐火物製構造体1の軸を鉛直にしてタンディッシュ5内の浸漬ノズル4の上方に配置し、タンディッシュ5から浸漬ノズル4内に溶融金属6を供給する、溶融金属の連続鋳造方法であって、耐火物製構造体1の水平方向の円形断面の中心Oから放射状に伸びる仮想線X1~XN(ただし、Nは仮想線の数を表す)上に孔の出側開口部中心を有し、仮想線X1~XNに対して孔の中心軸の方向を角度θ1傾斜させて側孔2が穿たれており、タンディッシュ5内の溶融金属6を、耐火物製構造体1の外面に開口した側孔2の入側開口部から耐火物製構造体1の内面に開口した出側開口部に向かって通過させることにより、タンディッシュ5から浸漬ノズル4内に供給される溶融金属に周方向流速を付与して旋回流を形成し、側孔2が開口している部分における前記水平方向の円形断面の平均内径2Rが250mm~1200mm、側孔の高さが30mm~500mm、前記角度θ1が15°~80°であり、溶融金属の流量速度Qと、側孔の総開口面積Sと、側孔が開口している部分における前記水平方向の円形断面の平均内半径Rと、前記角度θ1とから成り、上記(1)式で表される指標Pが、0.015m2/s≦P≦0.100m2/sを満足する、溶融金属の連続鋳造方法である。
本発明の第2発明を、第1発明と同様に前記図1を用いて説明する。
すなわち、Q/Sが0.05m/s未満の時:Tが1.0以上、
Q/Sが0.05m/s以上0.1m/s未満の時:Tが0.8以上、
Q/Sが0.1m/s以上0.4m/s未満の時:Tが0.6以上、
Q/Sが0.4m/s以上1.2m/s未満の時:Tが0.5以上、および
Q/Sが1.2m/s以上の時:Tが0.4以上。
図2は、本発明の方法を実施するための別の連続鋳造装置を模式的に示す図である。同図(a)は、同図(b)におけるA-A断面図を表し、同図(b)は連続鋳造装置の縦断面図を表す。図2に示す連続鋳造装置において、前記図1に示す連続鋳造装置と実質的に同一の部分には同一の符号を付した。
図3は、本発明の方法を実施するための別の連続鋳造装置を模式的に示す図である。同図(a)は、同図(b)におけるA-A断面図を表し、同図(b)は連続鋳造装置の縦断面図を表す。図3に示す連続鋳造装置において、前記図1に示す連続鋳造装置と実質的に同一の部分には同一の符号を付した。
図1は、前述したとおり、本発明の方法を実施するための連続鋳造装置を模式的に示す図であり、同図(a)は、同図(b)におけるA-A断面図を表し、同図(b)は連続鋳造装置の縦断面図を表す。同図に示す実施例は、前記第1発明および第2発明で規定する条件を満たす実施例である。
図2は、前述したとおり、本発明の方法を実施するための別の連続鋳造装置を模式的に示す図であり、同図(a)は、同図(b)におけるA-A断面図を表し、同図(b)は連続鋳造装置の縦断面図を表す。同図に示す実施例は、前記第1発明~第3発明で規定するいずれの条件をも満たす実施例である。
図3は、前述したとおり、本発明の方法を実施するための別の連続鋳造装置を模式的に示す図であり、同図(a)は、同図(b)におけるA-A断面図を表し、同図(b)は連続鋳造装置の縦断面図を表す。同図に示す実施例は、前記第1発明、第2発明および第4発明で規定するいずれの条件をも満たす実施例である。
図4は、本発明の比較例としての連続鋳造装置を模式的に示す図であり、同図(a)は、同図(b)におけるA-A断面図を表し、同図(b)は連続鋳造装置の縦断面図を表す。同図に示す連続鋳造装置において、前記図2に示す連続鋳造装置と実質的に同一の部分には同一の符号を付した。同図に示す実施例は、前記第1発明で規定する条件を満たさない実施例である。
図5は、本発明の比較例としての別の連続鋳造装置を模式的に示す図であり、同図(a)は、同図(b)におけるA-A断面図を表し、同図(b)は連続鋳造装置の縦断面図を表す。同図に示す連続鋳造装置において、前記図1に示す連続鋳造装置と実質的に同一の部分には同一の符号を付した。同図に示す実施例は、前記第1発明~第3発明で規定する条件を満たさない実施例である。
4:浸漬ノズル、
5:タンディッシュ、 51:タンディッシュ耐火物、
52:タンディッシュ鉄皮、
6:溶融金属(溶鋼)、 7:耐火物製構造体の上端部、 8:上ノズル、
9:スライディングゲート、 10:不活性ガス、 11:鋳型、
12:凝固シェル、
13:モールドパウダー、 14:ストッパーロッド、
O:水平方向の円形断面の中心、 X1~X8:放射状に伸びる仮想線、
Y1~Y8:側孔の中心軸、 θ1:側孔の傾斜角度
Claims (4)
- 側壁に1つ以上の側孔が設けられた中空の円筒状、円錐状または円錐台状の耐火物製構造体を、該耐火物製構造体の軸を鉛直にしてタンディッシュ内の浸漬ノズル上方に配置し、前記タンディッシュから浸漬ノズル内に溶融金属を供給する、溶融金属の連続鋳造方法であって、
前記耐火物製構造体の水平方向の円形断面の中心から放射状に伸びる仮想線と、前記耐火物製構造体の内面との交点において前記側孔の中心軸が交わり、該交点において、該仮想線に対して傾斜した前記側孔の中心軸がなす角度が角度θ1であり、
前記タンディッシュ内の溶融金属を、前記耐火物製構造体の外面に開口した前記側孔の入側開口部から前記耐火物製構造体の内面に開口した出側開口部に向かって通過させることにより、前記タンディッシュから前記浸漬ノズル内に供給される溶融金属に周方向流速を付与して旋回流を形成し、
前記側孔が開口している部分における前記水平方向の円形断面の平均内径2Rが250mm~1200mm、前記側孔の高さが30mm~500mm、および前記角度θ1が15°~80°であり、
前記溶融金属の流量速度Qと、前記側孔の総開口面積Sと、前記側孔が開口している部分における前記水平方向の円形断面の平均内半径Rと、前記角度θ1とから成り、下記(1)式で表される指標Pが、0.015m2/s≦P≦0.100m2/sを満足することを特徴とする、溶融金属の連続鋳造方法。
P=R×Q/S×Sinθ1 …(1) - 前記側孔部側壁の厚さ/前記側孔の幅で表される指標Tと、前記溶融金属の流量速度Qと、前記側孔の総開口面積Sとの関係が下記の条件を満たすことを特徴とする、請求項1に記載の溶融金属の連続鋳造方法。
Q/Sが0.05m/s未満の時:Tが1.0以上、
Q/Sが0.05m/s以上0.1m/s未満の時:Tが0.8以上、
Q/Sが0.1m/s以上0.4m/s未満の時:Tが0.6以上、
Q/Sが0.4m/s以上1.2m/s未満の時:Tが0.5以上、および
Q/Sが1.2m/s以上の時:Tが0.4以上。 - 前記耐火物製構造体の全体が、前記タンディッシュ内の溶融金属内に浸漬しており、
前記耐火物製構造体の上端部に開口部が設けられ、該開口部を通じて前記タンディッシュの上部から耐火物製ストッパーロッドが挿入されていることを特徴とする、請求項1または2に記載の溶融金属の連続鋳造方法。 - 前記耐火物製構造体の全体が、前記タンディッシュ内の溶融金属内に浸漬しており、
前記耐火物製構造体の上端部に開口部が設けられていないことを特徴とする、請求項1または2に記載の溶融金属の連続鋳造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020127013193A KR101384019B1 (ko) | 2009-11-06 | 2010-10-01 | 용융 금속의 연속 주조 방법 |
| EP10828046.2A EP2497585B1 (en) | 2009-11-06 | 2010-10-01 | Continuous casting method for molten metal |
| JP2011539256A JP5440610B2 (ja) | 2009-11-06 | 2010-10-01 | 溶融金属の連続鋳造方法 |
| PL10828046T PL2497585T3 (pl) | 2009-11-06 | 2010-10-01 | Sposób ciągłego odlewania stopionego metalu |
| ES10828046.2T ES2658172T3 (es) | 2009-11-06 | 2010-10-01 | Procedimiento de colada continua para metal fundido |
| CN201080050324.6A CN102781605B (zh) | 2009-11-06 | 2010-10-01 | 熔融金属的连续铸造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-255222 | 2009-11-06 | ||
| JP2009255222 | 2009-11-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011055484A1 true WO2011055484A1 (ja) | 2011-05-12 |
Family
ID=43969728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/005916 WO2011055484A1 (ja) | 2009-11-06 | 2010-10-01 | 溶融金属の連続鋳造方法 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP2497585B1 (ja) |
| JP (1) | JP5440610B2 (ja) |
| KR (1) | KR101384019B1 (ja) |
| CN (1) | CN102781605B (ja) |
| ES (1) | ES2658172T3 (ja) |
| PL (1) | PL2497585T3 (ja) |
| WO (1) | WO2011055484A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013202684A (ja) * | 2012-03-29 | 2013-10-07 | Nippon Steel & Sumitomo Metal Corp | 溶融金属の連続鋳造方法 |
| JP2015226921A (ja) * | 2014-05-30 | 2015-12-17 | 新日鐵住金株式会社 | 溶融金属への旋回流付与方法 |
| JP2016022495A (ja) * | 2014-07-18 | 2016-02-08 | 新日鐵住金株式会社 | 金属の連続鋳造方法 |
| CN109108240A (zh) * | 2018-10-31 | 2019-01-01 | 武汉科技大学 | 一种连铸中间包用气动旋流上水口座砖 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RS60553B1 (sr) * | 2015-07-02 | 2020-08-31 | Vesuvius U S A Corp | Modifikator izlivnika na međuloncu |
| CN105965003B (zh) * | 2016-07-05 | 2018-05-29 | 东北大学 | 一种水口旋流发生装置及水口旋流连铸方法 |
| CN108247033B (zh) * | 2018-01-17 | 2020-07-21 | 武汉科技大学 | 一种连铸中间包用旋流上水口 |
| KR102184274B1 (ko) * | 2019-03-04 | 2020-11-30 | 경북대학교 산학협력단 | 연속 주조 공정 중 래들 및 턴디쉬의 자유 표면의 부유물 혼입 방지 장치 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54125134A (en) * | 1978-03-24 | 1979-09-28 | Nippon Steel Corp | Prevention of nozzle clogging for casting |
| JPS6316856A (ja) * | 1986-07-09 | 1988-01-23 | Nippon Kokan Kk <Nkk> | 溶湯流出口を備えた溶湯容器 |
| JPH0327645B2 (ja) | 1985-12-19 | 1991-04-16 | Teijin Ltd | |
| WO1999015291A1 (fr) | 1997-09-22 | 1999-04-01 | Katsukiyo Marukawa | Ajutage d'immersion |
| JPH11239852A (ja) * | 1998-02-24 | 1999-09-07 | Sumitomo Metal Ind Ltd | 連続鋳造用浸漬ノズルおよび連続鋳造方法 |
| JP3207793B2 (ja) | 1997-10-21 | 2001-09-10 | 品川白煉瓦株式会社 | 連続鋳造用浸漬ノズル |
| JP2002239690A (ja) | 2001-02-21 | 2002-08-27 | Sumitomo Metal Ind Ltd | 連続鋳造用浸漬ノズル並びに連続鋳造方法 |
| JP2007069236A (ja) | 2005-09-07 | 2007-03-22 | Sumitomo Metal Ind Ltd | 溶融金属の連続鋳造方法 |
| JP2008030069A (ja) * | 2006-07-27 | 2008-02-14 | Sumitomo Metal Ind Ltd | 溶融金属の連続鋳造方法 |
| JP2008300069A (ja) | 2007-05-29 | 2008-12-11 | Nissan Motor Co Ltd | 燃料電池システム及びその制御方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS632540A (ja) * | 1986-06-23 | 1988-01-07 | Nippon Kokan Kk <Nkk> | 溶湯流口を備えた溶湯容器 |
| JP3027645B2 (ja) * | 1991-12-18 | 2000-04-04 | 日新製鋼株式会社 | 連続鋳造用浸漬ノズル |
| WO2005070589A1 (ja) * | 2004-01-23 | 2005-08-04 | Sumitomo Metal Industries, Ltd | 連続鋳造用浸漬ノズル及びそれを用いた連続鋳造方法 |
-
2010
- 2010-10-01 PL PL10828046T patent/PL2497585T3/pl unknown
- 2010-10-01 EP EP10828046.2A patent/EP2497585B1/en not_active Not-in-force
- 2010-10-01 ES ES10828046.2T patent/ES2658172T3/es active Active
- 2010-10-01 WO PCT/JP2010/005916 patent/WO2011055484A1/ja active Application Filing
- 2010-10-01 CN CN201080050324.6A patent/CN102781605B/zh active Active
- 2010-10-01 JP JP2011539256A patent/JP5440610B2/ja active Active
- 2010-10-01 KR KR1020127013193A patent/KR101384019B1/ko active IP Right Grant
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54125134A (en) * | 1978-03-24 | 1979-09-28 | Nippon Steel Corp | Prevention of nozzle clogging for casting |
| JPH0327645B2 (ja) | 1985-12-19 | 1991-04-16 | Teijin Ltd | |
| JPS6316856A (ja) * | 1986-07-09 | 1988-01-23 | Nippon Kokan Kk <Nkk> | 溶湯流出口を備えた溶湯容器 |
| WO1999015291A1 (fr) | 1997-09-22 | 1999-04-01 | Katsukiyo Marukawa | Ajutage d'immersion |
| JP3207793B2 (ja) | 1997-10-21 | 2001-09-10 | 品川白煉瓦株式会社 | 連続鋳造用浸漬ノズル |
| JPH11239852A (ja) * | 1998-02-24 | 1999-09-07 | Sumitomo Metal Ind Ltd | 連続鋳造用浸漬ノズルおよび連続鋳造方法 |
| JP2002239690A (ja) | 2001-02-21 | 2002-08-27 | Sumitomo Metal Ind Ltd | 連続鋳造用浸漬ノズル並びに連続鋳造方法 |
| JP2007069236A (ja) | 2005-09-07 | 2007-03-22 | Sumitomo Metal Ind Ltd | 溶融金属の連続鋳造方法 |
| JP2008030069A (ja) * | 2006-07-27 | 2008-02-14 | Sumitomo Metal Ind Ltd | 溶融金属の連続鋳造方法 |
| JP2008300069A (ja) | 2007-05-29 | 2008-12-11 | Nissan Motor Co Ltd | 燃料電池システム及びその制御方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013202684A (ja) * | 2012-03-29 | 2013-10-07 | Nippon Steel & Sumitomo Metal Corp | 溶融金属の連続鋳造方法 |
| JP2015226921A (ja) * | 2014-05-30 | 2015-12-17 | 新日鐵住金株式会社 | 溶融金属への旋回流付与方法 |
| JP2016022495A (ja) * | 2014-07-18 | 2016-02-08 | 新日鐵住金株式会社 | 金属の連続鋳造方法 |
| CN109108240A (zh) * | 2018-10-31 | 2019-01-01 | 武汉科技大学 | 一种连铸中间包用气动旋流上水口座砖 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2011055484A1 (ja) | 2013-03-21 |
| ES2658172T3 (es) | 2018-03-08 |
| EP2497585A4 (en) | 2016-12-21 |
| KR101384019B1 (ko) | 2014-04-09 |
| KR20120079476A (ko) | 2012-07-12 |
| EP2497585A1 (en) | 2012-09-12 |
| PL2497585T3 (pl) | 2018-04-30 |
| CN102781605A (zh) | 2012-11-14 |
| EP2497585B1 (en) | 2017-11-29 |
| JP5440610B2 (ja) | 2014-03-12 |
| CN102781605B (zh) | 2014-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5440610B2 (ja) | 溶融金属の連続鋳造方法 | |
| JP4419934B2 (ja) | 溶融金属の連続鋳造方法 | |
| JP4670762B2 (ja) | 溶融金属の連続鋳造方法 | |
| KR0170045B1 (ko) | 와류억제용 유동조절장치 | |
| CN105965003B (zh) | 一种水口旋流发生装置及水口旋流连铸方法 | |
| US5882577A (en) | Tundish | |
| JP4556804B2 (ja) | 溶融金属の注入管および注入方法 | |
| JPWO2005070589A1 (ja) | 連続鋳造用浸漬ノズル及びそれを用いた連続鋳造方法 | |
| KR20170072871A (ko) | 충격 패드, 충격 패드를 포함하는 턴디쉬 및 장치, 및 그 이용방법 | |
| JP2015226921A (ja) | 溶融金属への旋回流付与方法 | |
| JP2011110603A (ja) | 連続鋳造用浸漬ノズル及び連続鋳造方法 | |
| JPH07303949A (ja) | 連続鋳造方法および連続鋳造用ノズル | |
| JP4289182B2 (ja) | タンディッシュ用注入管 | |
| EP1603697B1 (en) | Submerged entry nozzle with dynamic stabilization | |
| JP4644168B2 (ja) | 下注ぎ方式の注湯管及び注湯方法 | |
| JP4265412B2 (ja) | 金属の連続鋳造方法 | |
| JPH11320046A (ja) | 鋳造用浸漬ノズル | |
| JP5768751B2 (ja) | 溶融金属の連続鋳造方法 | |
| JP2001001115A (ja) | 鋼の連続鋳造方法 | |
| JP7332878B2 (ja) | 溶融金属の注湯装置 | |
| JP3861861B2 (ja) | 連続鋳造用浸漬ノズル及び連続鋳造方法 | |
| WO2023190017A1 (ja) | 浸漬ノズル、鋳型および鋼の連続鋳造方法 | |
| RU2490092C2 (ru) | Погружной разливочный стакан | |
| RU2754217C2 (ru) | Способ разливки расплавленного металла с использованием в промежуточном ковше противоударной вставки | |
| JP2017104889A (ja) | 浸漬ノズル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080050324.6 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10828046 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011539256 Country of ref document: JP |
|
| REEP | Request for entry into the european phase |
Ref document number: 2010828046 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010828046 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20127013193 Country of ref document: KR Kind code of ref document: A |