WO2011016575A1 - プレコート金属板 - Google Patents
プレコート金属板 Download PDFInfo
- Publication number
- WO2011016575A1 WO2011016575A1 PCT/JP2010/063445 JP2010063445W WO2011016575A1 WO 2011016575 A1 WO2011016575 A1 WO 2011016575A1 JP 2010063445 W JP2010063445 W JP 2010063445W WO 2011016575 A1 WO2011016575 A1 WO 2011016575A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coating
- layer
- metal plate
- bubble
- coating layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/52—Two layers
- B05D7/54—No clear coat specified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2202/00—Metallic substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2701/00—Coatings being able to withstand changes in the shape of the substrate or to withstand welding
- B05D2701/30—Coatings being able to withstand changes in the shape of the substrate or to withstand welding withstanding bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
Definitions
- the present invention relates to a pre-coated metal plate having high heat insulation and an electronic device manufactured using at least a part of the pre-coated metal plate.
- metal plates such as steel plates and aluminum plates have been used for the outer plates of electronic devices such as computers and digital home appliances. Since such a metal plate is required to have a design property, a pre-coated metal plate is widely used.
- Patent Document 1 and Patent Document 2 disclose a technique in which a foamable paint is applied, foamed when the paint is heat-cured, and contains bubbles.
- Patent Document 3 discloses a technique for incorporating bubbles by applying a paint to which hollow fine particles or thermally expandable particles are added.
- the present inventors formed a layer containing bubbles on the metal plate using the techniques of Patent Documents 1 to 3 above, confirmed the performance of the coating film, and examined application to a precoated steel plate.
- the inventions of Patent Documents 1 and 2 were found to have good heat insulation properties but poor workability, particularly drawability. Further, it has been found that the invention of Patent Document 3 can be drawn, but has insufficient heat insulation.
- JP 2005-131830 A JP 2005-219354 A JP 2005-193533 A
- the present invention has an object to provide a pre-coated metal plate and a coated metal molded product having high heat insulation and excellent workability.
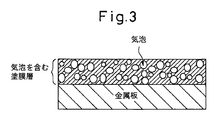
- the present inventors have achieved high heat insulation by coating a coating layer containing relatively large bubbles as shown in FIG. 1 on one side or both sides of a metal plate. I found out that I can get sex. Moreover, when the bubble size is too large as shown in FIG. 2, the processability and adhesion of the coating film are poor, and when the bubble size is too small as shown in FIG. 3, the heat insulation property is poor. It was. Furthermore, as a result of intensive studies by the inventors, the coating layer containing relatively large bubbles as shown in FIG. 1 has a thin film thickness between the coating surface and the upper part of the bubbles.
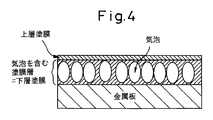
- a coating layer containing bubbles was used as a lower coating layer (first coating layer) as shown in FIG. It was devised that an upper coating film (second coating film layer) was further provided thereon. Furthermore, it was discovered that in order to achieve both heat insulation, workability, and adhesion of the pre-coated metal plate that was devised, it can be achieved by controlling the film thickness and bubble content of the lower layer coating within a certain range of relational expressions. did. Further, the resin component of the upper coating layer (second coating layer) is controlled, and further, the shape and number of bubbles contained in the lower coating layer (first coating layer) are controlled. It has been discovered that it is possible to achieve both heat insulation, workability and adhesion. The present invention has been completed based on this finding.
- the gist of the present invention is as follows.
- the layer is a bubble-containing layer containing bubbles
- the bubble content of the bubble-containing layer is a volume concentration V (%) and the film thickness is t ( ⁇ m)
- the second coating layer located above the first coating layer is a melamine curable polyester resin or an isocyanate curable type
- the total film thickness of the first coating layer and the second coating layer is T ( ⁇ m), and the bubble diameter measured in the direction perpendicular to the coating surface is Rv ( ⁇ m).
- the infrared total emissivity in the region of wave number 600 to 3000 cm ⁇ 1 measured on the surface opposite to the surface having the bubble-containing layer of the metal plate at a predetermined temperature of 80 ° C. or more and 200 ° C. or less is 0.
- the precoated metal plate according to any one of (1) to (4) is used for at least a part of the outer plate, and the surface having the bubble-containing layer is located on the outer surface side of the outer plate.
- FIG. 1 is a cross-sectional view of a precoated metal plate coated with a coating layer having relatively large bubbles.
- FIG. 2 is a cross-sectional view of a precoated metal sheet coated with a coating layer having bubbles that are too large for the film thickness.
- FIG. 3 is a cross-sectional view of a precoated metal sheet coated with a coating layer having bubbles that are too small relative to the film thickness.
- FIG. 4 is a cross-sectional view of the precoated metal sheet of the present invention.
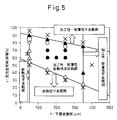
- FIG. 5 is a diagram showing the relationship between the bubble content of the bubble-containing layer, the volume concentration V (%), and the film thickness t ( ⁇ m).
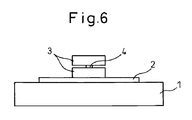
- FIG. 6 is an explanatory diagram showing an outline of an experimental apparatus for measuring the rising temperature.
- FIG. 7 is an explanatory view showing the structure of the housing used for the test of the contactable time and the rising temperature measurement.
- FIG. The photograph which observed the cross section of the coating-film part of 4 precoat metal plates
- the pre-coated metal plate according to the present invention has at least two coating layers on one side or both sides of the metal plate as the base material.
- “Lower” used to indicate the positions of at least two coating layers on the precoated metal plate means the side closer to the metal plate, and “upper” means the side far from the metal plate.
- the coating layer includes a first coating layer containing bubbles (hereinafter referred to as “bubble-containing layer”) and a polymer laminated on the surface layer side of the first coating layer. It has a laminated structure including at least a second coating layer containing a polyester resin (hereinafter referred to as “top coat layer”).
- the bubble-containing layer is ⁇ 0.1t + 57.5 ⁇ V ⁇ ⁇ 0.05t + 92.5, where the bubble content of the coating film is V (%) in volume concentration and the film thickness is t ( ⁇ m). It is characterized by satisfying the relationship of 50 ⁇ t ⁇ 350.
- the relationship between the bubble content V (%) of the bubble-containing layer and the film thickness t ( ⁇ m) satisfies the relationship of ⁇ 0.1 t + 57.5 ⁇ V and t ⁇ 50. It is possible to obtain good heat insulation performance, and satisfy V ⁇ ⁇ 0.05t + 92.5 and t ⁇ 350 so that the coating film follows the deformation of the metal plate and good workability is obtained. I found it.
- FIG. 5 shows the relationship between the bubble content of the bubble-containing layer, the volume concentration V (%), and the film thickness t ( ⁇ m).
- polyurethane (i) is used as the binder resin for the bubble-containing layer
- Cellmic CE is used as the bubble-containing agent species
- carbon black is used as the pigment
- the topcoat layer is 15 ⁇ m (Example) No. 4, 13 to 31, 39 to 48)
- the relationship between the film thickness of the bubble-containing layer: t ( ⁇ m) and the bubble content rate: V (%), and the thermal insulation evaluation results and workability -It is the figure which divided and plotted the adhesive evaluation result. The meanings of the evaluation symbols in the figure are shown in the following table.
- the film thickness t is obtained by cutting the coating film, embedding it in a resin, and polishing it so that the cross section perpendicular to the surface of the coating film is smooth and observed with an optical microscope or an electron microscope. This range is determined by an average value observed at five locations.
- the bubble content V is determined by taking a cross-section of the coating film with an electron microscope or the like, covering a transparent sheet used for OHP from the top of the photograph, tracing the bubble portion precisely, and then coating the bubble portion and other coating films. A part is cut out, each mass is measured, and V can be calculated
- required from mass ratio as area ratio volume ratio.
- the bubble content V an average value obtained by observing a range with a width of 10 mm at five places is used.
- the total thickness of the bubble-containing layer and the topcoat layer of the pre-coated metal plate (when there is a further layer below the bubble-containing layer, as will be described later, the thickness of the layer located therebelow is not included. ) T ( ⁇ m), and when the bubble diameter in the direction perpendicular to the coating film surface is Rv, if there are 20 or more bubbles satisfying ⁇ 0.8T in a width of 10 mm of any coating film cross section, the surface When the pre-coated metal plate is touched with a finger or the like, the contact area between the skin and the pre-coated metal plate can be reduced, and the amount of heat transmitted to the skin can be reduced.
- the portion in contact with the skin is a region where heat itself, in which bubbles having low thermal conductivity exist between the coating film surface and the steel sheet, is difficult to be transmitted.
- the heat insulation effect by the air layer formed between the recessed part of a coating film and skin is also acquired. Because of these synergistic effects, excellent heat insulating properties can be obtained, it is preferable that there are 20 or more bubbles satisfying ⁇ 0.8 T in a width of 10 mm of any coating cross section.
- the cross section perpendicular to the surface of the coating film is observed with an optical microscope or an electron microscope, and the range of 10 mm in width is obtained by an average value obtained by observing any five locations. To do.
- binder used for the bubble-containing layer generally known binders such as polyester resin, urethane resin, acrylic resin, epoxy resin, melamine resin, vinyl chloride resin can be used, and these resins are thermoplastic type. Any type of thermosetting type may be used. Of these, urethane resins and polyester resins that have high ductility and good adhesion to the polyester resin paint used for the overcoat layer are suitable as the binder.
- the glass transition temperature (Tg) of these resins is preferably ⁇ 10 to 70 ° C. If the Tg of the urethane resin or the polyester resin is less than ⁇ 10 ° C., the film may not be sufficiently formed, and if it exceeds 70 ° C., the film hardness becomes too high and the workability may be lowered.
- the method of incorporating bubbles in the bubble-containing layer is not particularly limited.
- an organic foaming agent that decomposes while generating gas when heated such as azodicarbonamide, azobisisobutyronitrile, or a microcapsule
- a thermally expandable particle in which a solvent or the like confined in the particle expands by baking, or a paint to which inorganic hollow particles or organic hollow particles are added may be applied and baked.
- the bubble-containing layer in the present invention when a part of the gas generated for the bubble formation described above escapes from the film, a hole may be formed on the surface of the film. Therefore, there is no adverse effect on the performance, and there is no particular problem.
- a melamine curable polyester resin or an isocyanate curable polyester resin is used as a base resin.
- the bubble-containing layer alone does not satisfy the processing performance targeted by the present inventors, and the upper layer of the bubble-containing layer is a melamine curable polyester resin having a number average molecular weight of 10,000 to 23,000 as a base resin. It has been found that the required excellent processing performance can be obtained by providing an overcoat layer using an isocyanate-curable polyester resin having a number average molecular weight of 10,000 to 23,000.
- the reason why the main resin of the topcoat layer is limited to the polyester resin, and further the number average molecular weight is limited to 10,000 to 23,000 is to ensure workability by using a polyester resin excellent in ductility and adhesion as the topcoat layer,
- the reason why the polyester resin is limited to the melamine curable polyester resin or the isocyanate curable polyester resin is that a coating film having excellent hardness and ductility is obtained. If the number average molecular weight of the polyester resin of the topcoat layer is less than 10,000, the workability deteriorates. If the number average molecular weight of the polyester resin in the overcoat layer exceeds 23,000, the workability deteriorates. In addition, if the number average molecular weight of the polyester resin of the overcoat layer exceeds 23,000, the surface of the coating film becomes too soft and the wrinkle resistance deteriorates.
- the improvement effect of the outstanding workability is exhibited by containing 80 mass% or more of melamine curable polyester resins or isocyanate curable polyester resins having a number average molecular weight of 10,000 to 23,000 in the binder resin.
- the film thickness of the top coat layer is preferably 3 to 30 ⁇ m. If the film thickness of the top coat layer is less than 3 ⁇ m, the processability is inferior, which is not suitable. If the film thickness of the top coat film layer exceeds 30 ⁇ m, the armpit tends to occur at the time of coating, and it is unsuitable from the viewpoint of cost. Furthermore, when the film thickness of the top coat film layer exceeds 30 ⁇ m, there is a possibility that the heat insulation effect due to the unevenness of the coating film surface formed by controlling the shape and the bubble content of the bubble-containing layer may not be obtained.
- a color pigment can be added to the bubble-containing layer and the topcoat layer of the present invention.
- the color pigment generally known inorganic pigments, organic pigments, and metallic pigments can be used. Examples thereof include carbon black, titanium oxide, zinc white, naphthol red, disazo yellow, disazopyrazolone orange, aluminum pigment, nickel pigment and the like.
- the color pigment added to the bubble-containing layer and the overcoat layer is preferably a similar color.
- a stable color appearance can be obtained, and even if the topcoat layer becomes thin due to processing, etc., or even if some cracks occur, changes in the appearance and color tone are suppressed. Is preferred.
- the addition amount is preferably 130 parts by mass or less with respect to 100 parts by mass of the binder resin solid content.
- the color pigment exceeds 130 parts by mass, the amount of the color pigment is too large, the coating film becomes brittle, and the workability and adhesion may be inferior.
- a rust preventive pigment and a rust preventive agent can be added in combination as necessary.
- chromium anticorrosive pigments such as strontium chromate, calcium chromate, zinc phosphate, zinc phosphite, aluminum phosphate, aluminum phosphite, molybdate, molybdate phosphate, vanadic acid /
- non-chromium rust preventive pigments and rust preventives such as phosphoric acid mixed pigments, silica, and a type of silica adsorbed with Ca called calcium silicate can be used.
- the rust preventive pigments and rust preventive agents it is preferable to use non-chromium rust preventive pigments and rust preventive agents that do not contain chromate, which is an environmentally hazardous substance.
- the addition amount is preferably 10 to 130 parts by weight of the rust preventive pigment with respect to 100 parts by weight of the binder resin solid content. If the addition amount of the rust preventive pigment is less than 10 parts by mass, the corrosion resistance may be inferior. If the addition amount of the rust preventive pigment exceeds 130 parts by mass, the amount of the rust preventive pigment is too large, the coating film becomes brittle, and processing And adhesion may be inferior.
- the upper limit of the addition amount is 130 as a total amount of a pigment with respect to 100 mass parts of binder resin solid content. It is preferable to set it as a mass part or less. When the total addition amount of the pigment exceeds 130 parts by mass, the amount of the pigment is too large, the coating film becomes brittle, and workability and adhesion may be inferior.
- leveling agents, pigment dispersants and the like can be added to the bubble-containing layer and the topcoat layer of the present invention as necessary.
- the type and amount of these additives are not particularly defined and can be appropriately selected as necessary.
- the bubble-containing layer and the topcoat layer of the present invention are coated by a generally known coating method, for example, a roll coater, a roller curtain coater, a ringer roll coater, a spray coating, etc., and then generally a known coating baking furnace, for example, It can be baked in a hot air drying furnace, an induction heating furnace, an infrared heating furnace, or a furnace using these in combination. Since it can mass-produce efficiently when it manufactures with the continuous precoat metal plate manufacturing facility generally called CCL (Continuous Coating Lines), it is more suitable. When coating with CCL, it is preferable to coat the lower layer coating film with a roll coater or a curtain coater and to coat the upper layer coating film with a curtain coater.
- a coating method for example, a roll coater, a roller curtain coater, a ringer roll coater, a spray coating, etc.
- a known coating baking furnace for example, It can be baked in a hot air drying furnace, an induction heating furnace,
- a curtain coater can be applied in a non-contact manner with a substrate, so that an upper layer coating (second coating layer) is formed on a lower layer coating (first coating layer) according to the present invention containing foamed bubbles that have been applied, dried and cured.
- first coating layer a lower layer coating
- the coating layer is applied with a curtain coater, the coating can be applied without crushing the bubbles in the lower layer coating, and the appearance of the coating becomes beautiful.
- the upper layer coating film is applied with a roll coater, the coating is performed while crushing the bubbles in the lower layer coating film during coating.
- a slide curtain coater when the lower layer coating and the upper layer coating before drying are laminated simultaneously and curtain coating is applied, the drying and curing process after coating can be simultaneously dried and cured in a single step. It is more suitable from the viewpoint of reduction and production efficiency.
- the pre-coated metal plate of the present invention can be coated with a primer coating layer having a rust preventive coating function under the bubble-containing layer, if necessary. It is more preferable to apply the primer coating layer because the corrosion resistance of the metal plate is improved.
- a primer coating layer to be applied to the precoated metal plate of the present invention generally known primer coatings for precoated metal plates, such as polyester primers, epoxy primers, urethane primers, and the like can be used.
- the curing agent for the primer coating film may be either melamine type or isocyanate type.
- As the rust preventive pigment to be added to the primer coating generally known pigments such as chromate, phosphoric acid and silica can be used. Is preferred.
- the primer coating film to be applied to the pre-coated metal plate of the present invention is generally applied by a known coating method such as a roll coater, roller curtain coater, ringer roll coater, spray coating, etc.
- a known coating method such as a roll coater, roller curtain coater, ringer roll coater, spray coating, etc.
- it can be baked in a hot air drying furnace, an induction heating furnace, an infrared heating furnace, or a furnace using these in combination.
- the pre-coated metal plate of the present invention has an infrared total emissivity of 0.50 or less in a region of wave number 600 to 3000 cm ⁇ 1 measured at a predetermined temperature of 80 ° C. or more and 200 ° C. or less on the surface opposite to the surface having the bubble-containing layer. Preferably there is.
- the thermal radiation When the thermal radiation is incident on the metal plate, the thermal radiation is hardly transmitted, so that the thermal radiation is either reflected or absorbed.
- thermal radiation generated from the heating element inside the casing is incident on the inner surface of the casing outer plate, if much of the incident thermal radiation is absorbed, the temperature of the casing outer plate rises.
- the absorptivity and emissivity of an object are the same at a constant temperature (for example, Nishikawa and Fujita, “Mechanical Engineering Fundamental Course, Electrothermal Engineering”, p. 290, published by Science and Engineering). (1983)).
- the present inventors have reduced the emissivity inside the housing outer plate that covers the heating element, thereby reducing the temperature of the housing outer plate. I found it to decline. That is, the surface opposite to the surface having the bubble-containing layer is the inside of the housing, and the total emissivity in the region of wave number 600 to 3000 cm ⁇ 1 measured at a temperature of 80 ° C. or more and 200 ° C. or less on the surface is 0.50. In the following, it has been found that the temperature of the casing outer plate can be greatly reduced by preferably setting it to 0.40 or less.
- the emissivity including these wave number regions is unsuitable.
- the wave number to be measured can be performed accurately and efficiently.
- the temperature at which the emissivity is measured is less than 80 ° C.
- the amount of radiant energy radiated from the film is too small, so that detection errors are likely to occur when measuring the emissivity, which is not suitable.
- the measurement temperature is higher than 200 ° C.
- the film may be thermally decomposed depending on the type of film, which is not suitable.
- the metal base material itself In order to improve the heat reflectivity inside the housing, it is preferable to expose the metal base material itself when it has high heat reflectivity. Further, it is more preferable to plate a metal having higher heat reflectivity on the surface of the metal plate.
- metal material having high heat reflectivity generally known metal materials such as aluminum, nickel, stainless steel, and zinc, alloys thereof, and metal materials plated with these can be used. If the surface inside the housing is exposed without coating on these metal plates or plating layers, it is preferable because the heat reflectance is further improved.
- a hot dip galvanized steel plate, an electrogalvanized steel plate, a zinc-nickel alloy plated steel plate, a hot galvannealed steel plate, an aluminum plated steel plate, an aluminum-zinc alloyed steel plate, etc. are suitable.
- the chemical conversion treatment those commonly applied can be used. Specifically, for example, zinc phosphate chemical conversion treatment, chromate-free chemical conversion treatment, coating-type chromate treatment, electrolytic chromic acid treatment, and reactive chromate treatment. Etc. can be used. Of these, coating-type chromate treatment, electrolytic chromic acid treatment, and reactive chromate treatment are less preferred because they contain hexavalent chromium, which is an environmentally hazardous substance. Further, the zinc phosphate chemical conversion treatment may be inferior in work adhesion as compared with other treatments. Therefore, as the chemical conversion treatment applied to the metal material according to this embodiment, a chromate-free treatment is suitable.
- the chromate-free chemical conversion treatment includes an inorganic chemical conversion treatment agent and an organic chemical conversion treatment agent, and any of them may be used.
- a chromate-free chemical conversion treatment for example, a treatment using an aqueous solution containing a silane coupling agent, a zirconium compound, a titanium compound, tannin or tannic acid, a resin, silica, or the like is known.
- the metal plate of the present invention is suitable as an outer plate of electronic equipment.
- the metal plate of the present invention is used for an outer plate of an electronic device or the like so that the surface having the bubble-containing layer is on the outer surface side, even when the skin directly touches the outer plate of the electronic device, it feels heat. It is difficult to prevent burns and is suitable.
- Examples of the electronic device to which the metal plate of the present invention can be applied to at least a part of the outer plate include a desktop PC (Personal Computer), a digital home appliance such as a flat-screen TV, a car electronics device such as a car navigation, a car AV, and the like. Can be mentioned. Moreover, you may use the metal plate of this invention for some outer plates of mobile products, such as a notebook PC and a mobile telephone.
- a desktop PC Personal Computer
- a digital home appliance such as a flat-screen TV
- car electronics device such as a car navigation, a car AV, and the like.
- Example 1 First, the paint used in this example will be described in detail.
- the surface of the metal plate was laminated in order from the metal plate side, including a bubble-containing layer (first coating layer, hereinafter also referred to as “lower coating layer”), an overcoat layer (second coating layer).
- Layer hereinafter also referred to as “upper layer coating film”
- the back surface of the steel sheet was uncoated or formed with a back surface coating film.
- the paint components used will be described in the order of the coating material for the bubble-containing layer (hereinafter referred to as “lower layer coating material”), the coating material for the top coating layer (hereinafter referred to as “upper layer coating material”), and the back surface coating material.
- Byron (registered trademark) 600 number average molecular weight 16000 which is an amorphous polyester resin manufactured by Toyobo Co., Ltd. was used.
- Super Becamine (registered trademark) J830” (described as butylated melamine in the table), which is a butylated melamine resin manufactured by DIC, was used. (Described as “polyester” in the table).
- EPICLON epoxy resin manufactured by DIC
- Super Becamine registered trademark
- J830 a butylated melamine manufactured by DIC
- the mixture was cooled to 100 ° C., 531 parts by mass of ⁇ -caprolactone was added, the temperature was raised to 150 ° C., the temperature was kept for 3 hours, then cooled to 100 ° C., and 78 parts by mass of cyclohexanone was added to synthesize a polyol.
- “Cermic (registered trademark) CE” which is a foaming agent manufactured by Sankyo Kasei Co., Ltd. and “Gantz Pearl GMH-850” which is a hollow particle manufactured by Ganz Kasei Co., Ltd. were used.
- Byron (registered trademark) 660 (number average molecular weight 8000
- Byron (registered trademark) GK250 (number average molecular weight 10,000)
- Byron (registered trademark) are amorphous polyester resins manufactured by Toyobo Co., Ltd.
- GK140 "(number average molecular weight 13000),” Byron (registered trademark) 240 “(number average molecular weight 15000),” Byron (registered trademark) 600 “(number average molecular weight 16000),” Byron (registered trademark) 280 "(number Average molecular weight 18000), “Byron (registered trademark) 245" (number average molecular weight 19000), “Byron (registered trademark) 103" (number average molecular weight 23000), “Byron (registered trademark) 550” (number average molecular weight 28000). used.
- “Super Becamine (registered trademark) J830” which is a butylated melamine resin manufactured by DIC (described as butylated melamine in the table)
- “Desmodule BL3175” which is an isocyanate compound manufactured by Sumika Bayer Urethane Co., Ltd. (Product name) "(described as HDI in the table) was used.
- the same pigment as the lower layer paint was used as the coloring pigment.
- Electrogalvanized steel sheet (denoted as “EG” in the table), hot-dip galvanized steel sheet (denoted as “GI” in the table), alloyed galvanized steel sheet (denoted as “GA” in the table), stainless steel (denoted in the table)
- An aluminum plate was prepared as an original plate.
- the prepared original plate is spray degreased with a 50% aqueous solution of 2% by weight of alkaline degreasing solution “FC-4336” manufactured by Nihon Parkerizing Co.
- the treatment “CT-E300N” was applied with a roll coater and dried in a hot air oven.
- the drying conditions in the hot air oven were 60 ° C. at the ultimate plate temperature of the steel plate.
- the coating amount of the chromate-free treatment was applied so that the total solid content was 200 g / m 2 .
- the upper layer coating material was applied onto the lower layer coating film with a roller curtain coater, and then dried and cured in an induction heating furnace in which hot air was blown under the condition that the ultimate plate temperature of the metal plate was 230 ° C. Then, after drying and baking, water was sprayed onto the coated metal plate and cooled with water to prepare a two-layer pre-coated metal plate.
- Insulation 1.1 Measurement of contactable time and temperature rise using a hot plate Place the prepared pre-coated metal plate on a hot plate heated to 65 ° C. so that the surface is on the upper side for 120 seconds, and then use the index finger to pre-coat the metal plate The surface of was pressed with a load of 500 g, the contactable time without feeling hot was measured, and evaluated according to the following criteria. In addition, the same test was conducted by five people and the average time was evaluated. (In the table, it is indicated as “thermal insulation (i)”.) ⁇ : More than 10 seconds ⁇ : More than 5 seconds and less than 10 seconds ⁇ : More than 2 seconds and less than 5 seconds ⁇ : Less than 2 seconds
- FIG. 6 shows an outline of an experimental apparatus for measuring the rising temperature.
- ⁇ Less than 35 ° C ⁇ : 35 ° C or more and less than 37 ° C ⁇ : 37 ° C or more and less than 39 ° C ⁇ : 39 ° C or more
- Adhesion Adhesion was measured by a cross-cut tape test. According to the method of JIS K 5600-5-6, a cross-cut tape test was performed and evaluated according to the following criteria. ⁇ : When no peeling is observed ⁇ : When slight peeling is observed at the edge of the mesh ⁇ : When 80% of the mesh remains without peeling ⁇ : 80% of the mesh remains without peeling Less than
- Contamination resistance As an evaluation of the contamination resistance, the magic contamination resistance was examined as follows. The prepared pre-coated metal plate was cut into 50 mm squares, three lines were drawn on the evaluation surface with red magic ink (registered trademark), left in an atmosphere at 20 ° C. for 24 hours, and then the lines were wiped with ethanol. The color residue of the ink was visually determined and evaluated according to the following criteria. ⁇ : When the magic mark disappears and cannot be seen, ⁇ : Magic mark remains slightly ⁇ : Magic mark remains ⁇ : Magic mark almost disappears
- the scratch resistance was measured by pencil hardness. According to the method of JIS K 5600-5-4, the scratch resistance of the coating film is examined by tearing the coating film when the hardness of the pencil core is changed, and the highest hardness at which the coating film is not torn. Was the pencil hardness of the coating film and evaluated according to the following criteria. ⁇ : HB or more ⁇ : B ⁇ : 2B ⁇ : 3B or less
- Tables 3 and 4 show the configuration of the precoated metal sheet produced in this example and the evaluation results.
- the pre-coated metal plate according to the example of the present invention had excellent heat insulation, workability, adhesion, contamination resistance, and scratch resistance.
- the molecular weight of the upper layer coating film is 10,000 (NO.1), the processability tends to be slightly lower, and when the molecular weight of the upper layer coating film is 23,000 (NO.7), the stain resistance and the scratch resistance tend to decrease slightly. Therefore, the molecular weight of the upper coating film is more preferably 13,000 to 19000. Those having a molecular weight of less than 10,000 (NO. 37) are unsuitable because of poor processability. A film having a molecular weight of more than 23,000 (NO.38) is not suitable because it has poor stain resistance and scratch resistance.
- the pre-coated metal plate according to the example of the present invention had excellent heat insulation, workability, adhesion, contamination resistance, and scratch resistance.
- Example No. 32 to 36 As an influence of the film thickness of the upper coating film, Example No. 32 to 36, and the comparative example is NO. 49-51.
- the pre-coated metal plate according to the example of the present invention had excellent heat insulation, workability, adhesion, contamination resistance, and scratch resistance.
- the film thickness of the upper layer coating film is 3 ⁇ m (NO. 32)
- the workability, adhesion and wrinkle resistance tend to slightly decrease
- the film thickness of the upper layer coating film is 30 ⁇ m (NO. 36)
- the film thickness of the upper coating film is more preferably 5 to 25 ⁇ m.
- those having no upper layer coating film (NO. 49) and those having an upper layer coating film thickness of less than 3 ⁇ m (NO. 50) are inferior in workability, adhesion, and scratch resistance, and the upper layer coating film thickness is inferior. Is larger than 30 ⁇ m (NO. 51) because of its high cost.
- the relationship between the bubble diameter Rv ( ⁇ m) measured in the direction perpendicular to the coating film surface and the total film thickness T ( ⁇ m) of the lower layer coating and the upper layer coating is a width of an arbitrary coating cross section of 10 mm.
- the number of bubbles satisfying Rv ⁇ 0.8T is less than 20 (NO. 54, 56), the heat insulating property tends to be slightly lowered, so that the bubbles satisfying Rv ⁇ 0.8T in any cross section of 10 mm It can be seen that 20 or more are preferable.
- Example No. 57-74 Influence of colored pigments of lower layer coating and upper layer coating
- the lower layer coating film and the upper layer coating film have the same color pigment (NO. 57 to 60), the lower layer coating film and the upper layer coating film contain no coloring pigment (NO. 61), and the lower layer coating film and the upper layer coating film are colored.
- the pigments with similar colors NO. 62, 63, 68 to 71
- the colored pigments of the lower layer coating film and the upper layer coating film are not similar colors (NO. 64 to 67, 72).
- the pigments of the lower layer coating film and the upper layer coating film are preferably the same color.
- the lower the emissivity of the back surface the better the heat insulation, and the emissivity of the back surface is preferably 0.50 or less. Moreover, even if the emissivity of a back surface is low, it turns out that the surface (NO.79) whose surface is outside the range of this invention is inferior in heat insulation.
- Example 2 Example No. 6 in Table 6 73 and Comparative Example NO.
- a back panel of 79 pre-coated metal plate thin TV it was used so that the inner side was the back side.
- the screen was displayed, and after 2 hours, the back panel was touched with an index finger, and the contactable time was measured.
- the same test was conducted for five people.
- an electrogalvanized steel sheet was processed into a back panel shape, and then a foamed polyethylene sheet “Form Ace (registered trademark) SN-500” manufactured by Furukawa Electric Co., Ltd. was press-bonded in the same manner.
- Example 3 No. in Table 3
- the lower layer paint is applied with a roll coater, dried and cured in an induction heating furnace blown with hot air, water-cooled, and then the upper layer coating is applied with a roller curtain coater and hot air is blown into the induction heating. This was dried and hardened in an oven and water-cooled, but the same one was also prepared by a different coating method.
- a pre-coated metal plate prepared by coating the lower layer coating film with a roller curtain coater and drying and curing it, and then coating the upper layer coating film with a roller curtain coater No. 87. No. No. 87 is No. except for the painting method. It was created under exactly the same conditions as 4.
- the laminated film is coated under the condition that the ultimate plate temperature of the metal plate is 230 ° C. in an induction heating furnace blown with hot air. Are dried and cured at the same time and cooled with water.
- 88. No. No. 88 pre-coated metal plate is No. except that the upper layer coating film and the lower layer coating film were simultaneously applied by a slide curtain coater and baked simultaneously. It was created under the same conditions as those of 4.
- a pre-coated metal plate prepared by coating the upper layer coating film with a roll coater was No. 89.
- No. No. 89 is No. except for the coating method. It was created under exactly the same conditions as 4.
- Example 1 The heat resistance, workability, adhesion, stain resistance, and wrinkle resistance described in (Example 1) were evaluated for the prepared precoated metal sheet.
- No. 87 and no. No. 88 is No.
- No. 89 is the evaluation result of thermal insulation (1) and (2) is ⁇ .
- the result was slightly lower than 4.
- the heat insulation is estimated to be inferior because the bubbles in the lower layer film are crushed by the coating roll.
- No. Nos. 4, 87 and 88 had a beautiful coating appearance.
- the upper layer coating film had a mottled pattern.
- the upper coating film of the present invention is preferably coated by a curtain coater.
- Example No. The photograph which observed the cross section of the coating-film part of 4 precoat metal plates with the optical microscope is shown in FIG.
- Hot plate Pre-coated metal plate 3 Silicone rubber 4 Thermocouple 5 Heat source 6 Temperature controller
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IN699DEN2012 IN2012DN00699A (https=) | 2009-08-04 | 2010-08-03 | |
| KR1020117031553A KR101178615B1 (ko) | 2009-08-04 | 2010-08-03 | 프리코트 금속판 |
| JP2011510203A JP4751489B2 (ja) | 2009-08-04 | 2010-08-03 | プレコート金属板 |
| CN2010800344343A CN102470640B (zh) | 2009-08-04 | 2010-08-03 | 预涂层金属板 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009181739 | 2009-08-04 | ||
| JP2009-181739 | 2009-08-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011016575A1 true WO2011016575A1 (ja) | 2011-02-10 |
Family
ID=43544469
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/063445 Ceased WO2011016575A1 (ja) | 2009-08-04 | 2010-08-03 | プレコート金属板 |
Country Status (7)
| Country | Link |
|---|---|
| JP (1) | JP4751489B2 (https=) |
| KR (1) | KR101178615B1 (https=) |
| CN (1) | CN102470640B (https=) |
| IN (1) | IN2012DN00699A (https=) |
| MY (1) | MY155681A (https=) |
| TW (1) | TWI469866B (https=) |
| WO (1) | WO2011016575A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7001214B1 (ja) * | 2020-07-15 | 2022-01-19 | 日本製鉄株式会社 | プレコート金属板、火傷防止カバー及びプレコート金属板の製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101414852B1 (ko) * | 2012-12-24 | 2014-08-06 | 주식회사 포스코 | 잉크젯 인쇄를 이용한 인쇄 금속판 및 이의 제조방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04319433A (ja) * | 1991-04-18 | 1992-11-10 | Nippon Steel Corp | 加工性に優れた制振鋼板とその製造方法 |
| JPH1128419A (ja) * | 1997-05-16 | 1999-02-02 | Mitsubishi Electric Corp | 表面処理部材及び表面処理方法 |
| JP2003285001A (ja) * | 2002-03-28 | 2003-10-07 | Nisshin Steel Co Ltd | 耐光性および加工部密着性に優れた熱転写用塗装金属板、およびそれを用いた印刷塗装金属板 |
| JP2004306367A (ja) * | 2003-04-04 | 2004-11-04 | Nippon Steel Corp | 防熱性に優れた表面処理金属板及びこれを用いた筐体 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3137938B2 (ja) * | 1997-12-25 | 2001-02-26 | 三菱電機株式会社 | 携帯型電子機器 |
| JP2005193533A (ja) * | 2004-01-07 | 2005-07-21 | Nippon Steel Corp | 断熱効果を有する金属缶及びその製造法 |
| JP4918780B2 (ja) | 2005-12-15 | 2012-04-18 | 凸版印刷株式会社 | 多層配線基板の製造方法、ならびに半導体装置 |
| KR20090054198A (ko) * | 2007-11-26 | 2009-05-29 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 점착 시트의 제조방법 및 이에 의한 점착 시트 |
-
2010
- 2010-08-03 IN IN699DEN2012 patent/IN2012DN00699A/en unknown
- 2010-08-03 KR KR1020117031553A patent/KR101178615B1/ko active Active
- 2010-08-03 JP JP2011510203A patent/JP4751489B2/ja active Active
- 2010-08-03 MY MYPI2012000356A patent/MY155681A/en unknown
- 2010-08-03 WO PCT/JP2010/063445 patent/WO2011016575A1/ja not_active Ceased
- 2010-08-03 CN CN2010800344343A patent/CN102470640B/zh active Active
- 2010-08-04 TW TW99125886A patent/TWI469866B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04319433A (ja) * | 1991-04-18 | 1992-11-10 | Nippon Steel Corp | 加工性に優れた制振鋼板とその製造方法 |
| JPH1128419A (ja) * | 1997-05-16 | 1999-02-02 | Mitsubishi Electric Corp | 表面処理部材及び表面処理方法 |
| JP2003285001A (ja) * | 2002-03-28 | 2003-10-07 | Nisshin Steel Co Ltd | 耐光性および加工部密着性に優れた熱転写用塗装金属板、およびそれを用いた印刷塗装金属板 |
| JP2004306367A (ja) * | 2003-04-04 | 2004-11-04 | Nippon Steel Corp | 防熱性に優れた表面処理金属板及びこれを用いた筐体 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7001214B1 (ja) * | 2020-07-15 | 2022-01-19 | 日本製鉄株式会社 | プレコート金属板、火傷防止カバー及びプレコート金属板の製造方法 |
| WO2022014498A1 (ja) * | 2020-07-15 | 2022-01-20 | 日本製鉄株式会社 | プレコート金属板、火傷防止カバー及びプレコート金属板の製造方法 |
| CN115776943A (zh) * | 2020-07-15 | 2023-03-10 | 日本制铁株式会社 | 预涂金属板、防烧伤罩以及预涂金属板的制造方法 |
| EP4129496A4 (en) * | 2020-07-15 | 2023-08-30 | Nippon Steel Corporation | PRE-COATED METAL SHEET, BURNER PROTECTION COVER AND METHOD OF MAKING THE PRE-COATED METAL SHEET |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2011016575A1 (ja) | 2013-01-17 |
| KR20120036322A (ko) | 2012-04-17 |
| KR101178615B1 (ko) | 2012-08-30 |
| TW201111166A (en) | 2011-04-01 |
| CN102470640A (zh) | 2012-05-23 |
| MY155681A (en) | 2015-11-13 |
| TWI469866B (zh) | 2015-01-21 |
| IN2012DN00699A (https=) | 2015-06-19 |
| CN102470640B (zh) | 2013-06-12 |
| JP4751489B2 (ja) | 2011-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9187652B2 (en) | Paint films which have excellent heat-radiating properties, and a method for their formation | |
| US7279218B2 (en) | Coated body having excellent thermal radiation property used for members of electronic device | |
| CN102421595B (zh) | 表面处理金属板 | |
| JP4653386B2 (ja) | 防熱性に優れた表面処理金属板及びこれを用いた筐体 | |
| JP4751489B2 (ja) | プレコート金属板 | |
| JP4808717B2 (ja) | プレコート金属板及びその製造方法 | |
| JP4369761B2 (ja) | 熱吸収性に優れた発熱体カバー及びそのための表面処理金属板並びにこれらの応用 | |
| JP2020142373A (ja) | 塗装金属板およびその製造方法 | |
| JP5163274B2 (ja) | プレコート金属板及びその製造方法 | |
| JP4757564B2 (ja) | プレコート金属板とその製造方法,及び塗装金属成形物 | |
| JP2010115902A (ja) | 塗装鋼板およびこれを用いてなる電子機器用筐体 | |
| JP4873974B2 (ja) | プレコート金属板及びその製造方法 | |
| JP4324093B2 (ja) | 加工性と耐汚染性に優れたプレコート金属板及びその製造方法 | |
| TW200944372A (en) | Resin-coated steel sheet having excellent anti-scratch properties | |
| JP4730245B2 (ja) | 塗装鋼板、加工品および薄型テレビ用パネル | |
| JP6343505B2 (ja) | 建築用外装材 | |
| JP5789242B2 (ja) | 塗膜積層金属板 | |
| KR101445758B1 (ko) | 절연 수지 조성물 및 이를 이용한 절연품 | |
| JP4280658B2 (ja) | 塗膜密着性に優れたクリア塗装ステンレス鋼板 | |
| TWI313641B (en) | Heat-generating element cover with excellent heat absorptivity, surface-treated metal sheet therefor and their applications | |
| JP4983305B2 (ja) | 塗装鋼板、加工品及び薄型テレビ用パネル | |
| JP2005139535A (ja) | 放熱性と着色性に優れた塗装金属板 | |
| JP2009000947A (ja) | 高反射性塗装鋼板及び液晶バックライトシャーシ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080034434.3 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2011510203 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10806574 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20117031553 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 699/DELNP/2012 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1201000439 Country of ref document: TH |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10806574 Country of ref document: EP Kind code of ref document: A1 |