WO2010103761A1 - 方向性電磁鋼板及びその製造方法 - Google Patents
方向性電磁鋼板及びその製造方法 Download PDFInfo
- Publication number
- WO2010103761A1 WO2010103761A1 PCT/JP2010/001516 JP2010001516W WO2010103761A1 WO 2010103761 A1 WO2010103761 A1 WO 2010103761A1 JP 2010001516 W JP2010001516 W JP 2010001516W WO 2010103761 A1 WO2010103761 A1 WO 2010103761A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- grain
- oriented electrical
- electrical steel
- sheet according
- Prior art date
Links
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D10/00—Modifying the physical properties by methods other than heat treatment or deformation
- C21D10/005—Modifying the physical properties by methods other than heat treatment or deformation by laser shock processing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1294—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a localized treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/663—Bell-type furnaces
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/1234—Honeycomb, or with grain orientation or elongated elements in defined angular relationship in respective components [e.g., parallel, inter- secting, etc.]
Definitions
- the present invention relates to a method of manufacturing a grain-oriented electrical steel sheet that prevents side distortion of a coil end portion in contact with a coil cradle in a finish annealing step.
- the cold-rolled steel sheet is wound in a coil shape after decarburization annealing, and is subjected to finish annealing for the purpose of secondary recrystallization at a high temperature of 1000 ° C. or higher.
- finish annealing as shown in FIG. 1, the coil 5 is installed on the coil cradle 8 in the annealing furnace cover 9 so that the winding axis 5 a of the coil 5 is in the vertical direction.
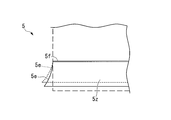
- the lower end portion 5z of the coil 5 in contact with the coil cradle 8 has its own weight and thermal expansion with the coil cradle 8 as shown in FIG. 2A.
- this side distortion is observed as the wave height h when the steel sheet unwound from the coil is placed on a flat surface plate.
- the side strained portion 5e is made of a steel plate that satisfies the condition that the wave height h is greater than 2 mm or the condition that the steepness s indicated by the following formula (1) is greater than 1.5% (greater than 0.015).
- l is the width of the side distortion portion.
- the generation mechanism of side strain during finish annealing is explained by grain boundary sliding at high temperatures. That is, at a high temperature of 900 ° C. or higher, deformation due to grain boundary sliding becomes significant, so that side distortion is likely to occur in the crystal grain boundary portion.
- the lower end portion of the coil in contact with the coil cradle has a late secondary recrystallization growth time as compared with the coil center portion. Therefore, the crystal grain size becomes small at the lower end of the coil, and it is easy to form a refined part.
- Patent Document 1 discloses a method in which a fine graining agent is applied to a belt-shaped portion having a certain width from a lower end surface of a coil in contact with a coil cradle before final annealing, and the belt-shaped portion is refined during finish annealing. Has been.
- Patent Document 2 before finish annealing, a work deformation distortion is imparted by a roll or the like with a protrusion provided on a belt-like portion having a certain width from the lower end of the coil in contact with the coil cradle.
- a method for making a fine grain is disclosed.
- the trimming width Since the width of the laterally deformed portion that is deformed the most is used as the trimming width, if the width of the laterally strained portion is large even at one place, the trimming width increases and the yield decreases.
- the crystal at the lower end of the coil is made finer starting from distortion caused by machining such as a roll.
- the finely divided area can be controlled relatively well.
- the applied processing deformation strain rolling rate
- the grain-oriented electrical steel sheet is a hard material containing a large amount of Si, so that the roll wears heavily and the roll needs to be frequently replaced.
- Patent Literature 3 in order to suppress side distortion, a method of promoting secondary recrystallization of a band-shaped portion having a constant width from the lower end of the coil, increasing the crystal grain size at an early stage of finish annealing, and improving high temperature strength is disclosed in Patent Literature 3, 4, 5, and 6.
- Patent Documents 3 and 4 disclose a method of heating a strip at the end of a steel plate by plasma heating or induction heating before finish annealing.
- Patent Documents 3, 5, and 6 disclose methods for introducing machining distortion by shot blasting, rolls, tooth profile rolls, and the like.
- Plasma heating and induction heating are suitable for heating the band-like range because they are heating methods with a relatively wide heating range.
- plasma heating and induction heating have a problem that it is difficult to control the heating position and the heating temperature.
- region wider than a predetermined range will be heated by heat conduction. For this reason, the width of the region in which the crystal grain size is increased by secondary recrystallization cannot be controlled to be constant, and thus there is a problem that nonuniformity tends to occur in the side strain suppression effect.
- the method of machining a roll or the like has a problem that the effect of imparting strain (amount of strain) decreases with time due to wear of the roll.
- the speed of secondary recrystallization changes sensitively depending on the amount of strain, so even if the amount of strain due to roll wear is small, the desired crystal grain size cannot be obtained, and a stable side strain suppression effect. There is a problem that cannot be obtained.
- An object of the present invention is to solve the above-mentioned problems of the prior art and suppress side distortion of a coil lower end portion in contact with a coil cradle in a finish annealing furnace caused by high temperature slip in a finish annealing step.
- the present invention provides a method for producing a grain-oriented electrical steel sheet capable of stably and efficiently suppressing side strain and limiting the width of the side strain portion within a predetermined range. For the purpose.
- the present inventors diligently studied a method for solving the above problem.
- the easily deformable portion is formed on one or both sides of one end region (first end portion) of the steel plate before finish annealing so as to have a certain distance from the end surface of the steel plate, the width of the side strained portion is reduced. It has been found that it can be limited within a predetermined range.
- an easily deformable part is not formed in the other edge part area
- the present invention has been made on the basis of the above findings, and the gist thereof is as follows.
- a method for producing a grain-oriented electrical steel sheet wherein an easily deformable part is formed in an end region of the steel sheet so as to be parallel to a rolling direction of the steel sheet; After arrange
- the easily deformable portion may be formed continuously.
- the easily deformable portion may be formed discontinuously.
- the easily deformable part may be formed over the entire length of the steel sheet.
- the easily deformable part may be formed in a part of the steel sheet in the rolling direction.
- the easily deformable portion may be formed at a distance of 5 mm to 100 mm from an end surface of the end region.
- the direction of the winding axis of the steel sheet after being wound into the coil shape is perpendicular to the coil cradle.
- the steel plate may be placed so that
- the easily deformable portion may be formed before applying an annealing separator to the steel sheet.
- the easily deformable portion may be formed by laser beam irradiation.
- a groove may be formed in the easily deformable portion.
- the groove may be formed on one side of the steel sheet.
- the groove may be formed on both surfaces of the steel sheet.
- the groove may have a width of 0.03 mm or more and 10 mm or less.
- the depth d of the groove and the thickness t of the steel sheet may satisfy 0.05 ⁇ d / t ⁇ 0.7. .
- the easily deformable portion may be a grain boundary sliding deformable portion.
- the grain boundary sliding deformation portion after the finish annealing may be one linear crystal grain boundary.
- the grain boundary slip deformed portion after the finish annealing may be a slip band including crystal grains.
- the width of the slip band may be 0.02 mm or more and 20 mm or less.
- a high temperature deformation part is formed in the end region of the steel sheet so as to be parallel to the rolling direction of the steel sheet.
- the high temperature deformation portion of the grain-oriented electrical steel sheet according to (19) may be formed continuously.
- the high temperature deformation portion of the grain-oriented electrical steel sheet according to (19) may be formed discontinuously.
- the high temperature deformation portion of the grain-oriented electrical steel sheet according to (19) may be formed over the entire length of the steel sheet.
- the high temperature deformation portion of the grain-oriented electrical steel sheet according to (19) may be formed in a part of the steel sheet in the rolling direction.
- the high temperature deformation portion of the grain-oriented electrical steel sheet according to (19) may be formed at a distance of 5 mm to 100 mm from an end surface of the end region.
- the high temperature deformation portion of the grain-oriented electrical steel sheet according to (19) may be a groove.
- the groove of the grain-oriented electrical steel sheet according to (25) may be formed on one side of the steel sheet.
- the groove of the grain-oriented electrical steel sheet according to (25) may be formed on both surfaces of the steel sheet.
- the groove width of the grain-oriented electrical steel sheet according to (25) may be 0.03 mm or more and 10 mm or less.
- the groove depth d and the steel sheet thickness t of the grain-oriented electrical steel sheet according to the above (25) may satisfy 0.05 ⁇ d / t ⁇ 0.7.
- the high-temperature deformation portion of the grain-oriented electrical steel sheet according to (19) may be a single linear crystal grain boundary.
- the high temperature deformation portion of the grain-oriented electrical steel sheet according to (19) may be a slip band including crystal grains.
- the width of the slip band of the grain-oriented electrical steel sheet according to (31) may be 0.02 mm or more and 20 mm or less.
- the easily deformable portion formed at the coil lower end portion is preferentially deformed, and the side proceeding from the coil lower end surface so that the width of the side strain portion becomes a substantially constant value. Since distortion is limited by the easily deformable portion, the trimming width in the subsequent process can be reduced as much as possible, and the yield is improved.
- an easily deformable portion such as a groove or a grain boundary sliding deformable portion can be easily formed with a high-speed and free pattern.
- the laser beam can be used for processing without contact with the steel plate, there is no problem due to wear (deterioration with time) unlike a processing device such as a roll used in the machining method. That is, since the processing amount does not change with time, it is not necessary to replace the processing apparatus.
- the irradiation energy density and beam diameter of the laser beam it is possible to stably form an optimal easily deformable portion for suppressing side distortion in the production line for grain-oriented electrical steel sheets.
- FIG. 1 It is a figure which shows an example of a finish annealing apparatus.
- the schematic of the growth process of the side distortion when not forming an easily deformable part is shown.
- An example of the side distortion evaluation method of the present invention will be described. It is explanatory drawing which shows the position of a deformation
- the schematic of the growth process of the side distortion at the time of finish annealing at the time of forming an easily deformable part is shown.
- the easily deformable portion 5f having a low mechanical strength is formed.
- the easily deformable portion 5f is first buckled or slid, and the load applied to the portion above the easily deformable portion 5f is distributed to the side. Suppresses the expansion and fluctuation of the width of the distortion part.
- the side strained portion is a steel plate that satisfies the condition that the wave height h is greater than 2 mm or the condition that the steepness s indicated by the above formula (1) is greater than 1.5% (greater than 0.015). It is a deformation
- FIGS. 2A and 3B are schematic diagram of the growth process of the side strained portion 5e during finish annealing when the easily deformable portion 5f is not formed
- FIG. 3B is a side during finish annealing when the easily deformable portion 5f of the present invention is formed.
- the schematic of the growth process of the distortion part 5e is shown.
- the solid line is an enlarged schematic view of the lower end of the coil at the time of finish annealing
- the dotted line is an enlarged schematic view of the lower end of the coil after the finish annealing
- the broken line is before the finish annealing.
- the schematic which expanded the coil lower end is shown.
- FIG. 2A when the easily deformable portion 5f is not formed in the coil 5, the annealing time has elapsed (the position of the upper end of the side strained portion 5e in the solid line is compared with the position of the upper end of the side strained portion 5e in the dotted line. ) And the side distortion portion 5e proceed upward from the lower end surface of the coil 5.
- the width (length in the vertical direction) of the side strained portion 5e is increased according to the annealing time, and the longitudinal direction of the coil 5 (rolling direction) due to the non-uniformity of the strength of the coil 5 at high temperature (secondary recrystallization). ).
- the easily deformable portion 5f when the easily deformable portion 5f is formed in the coil 5, the easily deformable portion 5f is preferentially deformed. Therefore, even if the annealing time has elapsed (the position of the upper end of the side strained portion 5e in the solid line is compared with the position of the upper end of the side strained portion 5e in the dotted line), the side strained portion 5e does not advance above the easily deformable portion 5f. . Therefore, the width of the side strained portion 5e does not depend on the annealing time and is determined by the position of the easily deformable portion 5f. Furthermore, even if non-uniformity occurs in the strength of the coil 5 at a high temperature (secondary recrystallization), the width of the side strain portion 5e does not change in the longitudinal direction (rolling direction) of the coil 5.
- the width of the side strain portion is limited, and the direction The yield of the electrical steel sheet can be improved.
- the easily deformable portion is, for example, a groove portion having a groove as described later or a grain boundary sliding deformable portion.
- the easily deformable portion is a groove portion, stress concentrates on the groove portion when the strength of the coil is reduced at a high temperature, and the groove portion is preferentially deformed.
- the grain boundary slip deformed portion preferentially causes high temperature slip (deformation).
- the easily deformable portions need to be formed accurately and in a predetermined narrow range so as to be parallel to the end face of the steel plate. Therefore, it is preferable to use, for example, a laser apparatus as a processing apparatus that can converge a processing section (for example, a laser irradiation section) for forming the easily deformable section.
- a laser apparatus as a processing apparatus that can converge a processing section (for example, a laser irradiation section) for forming the easily deformable section.
- the width of the easily deformable portion can be controlled within a predetermined narrow range by adjusting the condensing diameter of the laser beam.
- the condensing shape of the laser beam is an ellipse having a diameter dc in the plate width direction (C direction) and a diameter dL in the rolling direction (L direction).
- the laser irradiation part needs to be separated from the end surface of the steel sheet so as to satisfy at least the following formula (2). a> dc / 2 (2)
- the kind of laser should just be a laser which can form the easily deformable part of a required shape on the steel plate surface, and is not limited to a specific laser.
- a CO 2 laser, a YAG laser, a semiconductor laser, a fiber laser, or the like can be used.
- the easily deformable portion formed by the processing apparatus may be formed continuously or over the entire length in the rolling direction of the steel sheet.
- the easily deformable portion may be formed discontinuously or may be formed in a part of the rolling direction of the steel plate.
- a continuous wave laser beam is used, an easily deformable portion continuous in the rolling direction is formed.
- a pulse laser is used, a discontinuous easily deformable part (for example, a dotted line easily deformable part) is formed.
- a plurality of the easily deformable portions may be formed so that they are parallel to each other.
- the laser beam 3 output from the laser device 2 and condensed by the condenser lens 2a is separated from the end face in the width direction of the steel plate 1 (directional electromagnetic steel plate) by a distance a. Irradiate the target position. Irradiation with the laser beam 3 melts or evaporates the steel plate at the irradiated portion. Further, a high-pressure assist gas 7 is sprayed from the nozzle 6 to this irradiated portion, and the residual melt is blown away to form a groove portion 4a having a groove.
- the groove 4a is formed along the rolling direction of the steel plate. After the groove 4 a is formed on the steel plate 1, an annealing separator is applied to the surface of the steel plate 1, and the steel plate 1 is wound up as a coil 5.
- the coil 5 performs finish annealing on the steel plate 1 so that the end (end region) of the coiled steel plate 1 in which the groove 4 a is formed is downward.
- the coiled steel plate 1 is preferably placed so that the direction of the winding axis 5a of the coiled steel plate 1 (coil 5) is perpendicular to the coil cradle 8 in the annealing device 9. .
- the position (groove part or processing position) where the laser beam is irradiated that is, the distance a from the end face of the steel sheet forming the groove part is the end face of the steel sheet (end face of the end region).
- the groove is more preferably formed at a distance of 30 mm or less from the end surface of the end region of the steel plate.
- the distance a may be determined according to the coil weight.
- the groove portion is formed at a position within 100 mm from the end surface of the steel plate, the expansion and fluctuation of the width of the side strain portion can be suppressed. confirmed.
- a groove part is formed in the distance of 5 mm or more from the end surface of the edge part area
- the groove portion is more preferably formed at a distance of 10 mm or more from the end surface of the end region of the steel plate.
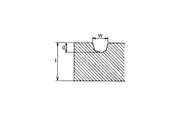
- FIG. 6A and 6B schematically show a cross section of a groove formed in the present invention.
- a groove having a groove width W and a groove depth d is formed on one surface of a steel sheet having a thickness t.
- a single processing device such as the laser device 2 in FIG.
- FIG. 6B when grooves having a predetermined shape are formed at substantially opposite positions on both surfaces of the steel plate, the mechanical strength of the groove portion is further reduced, so that a more remarkable side distortion suppressing effect is obtained.
- the groove shape of the groove portion having low mechanical strength is designed in consideration of the plate thickness of the steel plate. Specifically, a groove formed so that the ratio d / t between the groove depth d and the plate thickness t satisfies the following expression (4) is preferable. 0.05 ⁇ d / t ⁇ 0.7 (4)
- the groove depths on the front and back surfaces are d1 and d2, respectively, and the total groove depth (d1 + d2) is d.
- d / t is preferably 0.05 or more in order to reliably obtain the side distortion suppressing effect. More preferably, d / t is 0.1 or more.
- d / t is preferably 0.7 or less. More preferably, d / t is 0.5 or less.
- the lower limit of the groove depth d is preferably 0.005 mm, more preferably 0.01 mm. preferable.
- the upper limit of the groove depth d is preferably 0.35 mm, and more preferably 0.25 mm.
- the groove width W of the groove is preferably 0.03 mm or more and 10 mm or less.
- the groove width W is less than 0.03 mm, the mechanical strength in the groove portion is not sufficiently lowered, and the side distortion suppressing effect cannot be obtained.
- the groove width W is larger than 10 mm, the mechanical strength of the groove portion is extremely lowered, and winding becomes difficult.
- the groove width can be controlled by adjusting the condensing diameter of the laser beam.
- the groove depth can be controlled by adjusting the laser power in accordance with the conveying speed of the steel plate. Therefore, in the present invention, when a laser beam is used, it is suitable for suppressing side distortion on one side or both sides of one end region (first end) of a steel plate (directional electromagnetic steel plate) before finish annealing. A groove having a simple shape can be easily formed.
- the inventors examined the optimum range of the energy density Ed of the laser device when the groove was formed using the laser device.
- the energy density Ed input to the groove by the laser device is defined by the above-described equation (3).
- the energy density Ed is adjusted so as to satisfy the above formula (5) by appropriately setting the laser power P, the diameter dc in the plate width direction (C direction) of the laser beam, and the conveyance speed VL of the steel plate.
- an assist gas 7 as shown in FIG. 5 is used to remove the melted material and the scattered matter by the laser irradiation. Therefore, it is possible to prevent a problem that the strength of the groove portion increases due to work hardening accompanying deformation. Further, since the processing device (for example, the laser device 2 and the condensing lens 2a and the nozzle 6 in FIG. 5) does not come into contact with the steel plate, it is possible to prevent problems associated with deterioration of the processing device over time.
- the laser apparatus 2 is used as an example of a processing apparatus for forming grooves.
- any processing apparatus that can form a groove having a required shape at high speed may be used.
- a groove having a required shape may be formed by using a cutting device such as a water jet (injection device for high-pressure water flow having a small diameter) or a reduction device such as a roll as the processing device.
- a processing apparatus that does not come into contact with a steel plate during processing and does not deteriorate with time such as a laser apparatus, is preferable. Therefore, in the first embodiment shown in FIG. 5, non-contact high-speed machining with excellent power density can be performed, and laser beam machining with excellent controllability is used.
- the easily deformable part is a grain boundary sliding deformed part (a part that causes high temperature grain boundary sliding by secondary recrystallization during finish annealing) will be described in detail below.
- the grain boundary of secondary recrystallization is formed in this heating part during finish annealing. It was found that it is likely to occur. In this grain boundary part, grain boundary sliding deformation is likely to occur at a high temperature, and the mechanical strength at a high temperature is lowered.
- this grain boundary sliding deformation part is a linear area
- the grain boundary sliding deformation part (high temperature sliding part) after finish annealing may be one grain boundary as shown in FIG. 8A. Furthermore, the grain boundary sliding deformation part (high temperature sliding part) after finish annealing may be a slip band including crystal grains as shown in FIG. 8B.
- the crystal grains may be elongated crystal grains or fine grains.
- FIG. 7 schematically shows an example of the second embodiment of the present invention for forming the grain boundary sliding deformation portion.
- the laser beam 3 output from the laser device 2 is condensed by the condenser lens 2 a and irradiated to a position a distance a away from the end surface in the width direction of the steel plate 1 (directional electromagnetic steel plate). Is done.
- a grain boundary sliding deformation portion (linear region) 4z heated by laser irradiation is formed along the rolling direction of the steel plate.
- an annealing separator is applied to the surface of the steel plate 1, and the steel plate 1 is wound as the coil 5.
- the coil 5 is coil-received so that the end region (first end) including the laser irradiation portion is below the steel plate with the winding axis direction vertical as shown in FIG. It is placed on the table 8 and finish annealing is performed.
- the end region (second end) not including the laser irradiation unit is placed on the coil cradle 8 so as to be above the steel plate.
- Finish annealing is performed on the steel plate 1 so that the end region (first end) of the coiled steel plate 1 on which the grain boundary sliding deformation portion 4z is formed is downward.
- the coiled steel plate 1 is preferably placed so that the direction of the winding axis 5a of the coiled steel plate 1 (coil 5) is perpendicular to the coil cradle 8 in the annealing device 9. .
- the grain boundary sliding deformation part is separated from the end face of the end region of the steel plate so that the strain energy of the side strain part is sufficiently absorbed by the deformation of the grain boundary sliding deformation part. It is preferably formed at a distance of 5 mm or more. In order to ensure the effect of the grain boundary sliding deformation portion, it is more preferable that the grain boundary sliding deformation portion is formed at a distance of 10 mm or more from the end surface of the end region of the steel sheet. Moreover, in order to improve the yield of a grain-oriented electrical steel sheet, it is preferable that the distance a from the end surface of a steel plate to a grain boundary sliding deformation part is 100 mm or less. In order to further improve the yield, the groove is more preferably formed at a distance of 30 mm or less from the end surface of the end region of the steel plate. In order to optimize the yield, the distance a may be determined according to the coil weight.
- the width of the slip band is preferably 20 mm or less.
- a slip band having a width greater than 20 mm does not act as an easily deformable part (grain boundary slip deformed part) during finish annealing because the mechanical strength is high.
- the crystal grain before finish annealing is about 0.02 mm
- the lower limit of the width of the slip band may be 0.02 mm.
- the width of this slip band is obtained by averaging the width of the slip band at each position of the slip band in the rolling direction.
- a slip band is defined as a linear portion including crystal grains.
- the grain boundary sliding deformation portion 4z In order to form the grain boundary sliding deformation portion 4z, it is necessary to use a heating device that can converge the heating portion, such as the laser device 2, as a processing device.
- the inventors examined the optimum range of the energy density Ed of the laser device when the grain boundary sliding deformation portion was formed using the laser device.
- the energy density Ed input to the grain boundary sliding deformation portion 4z by the laser device 2 is defined by the above-described equation (3).
- the energy density Ed As for the energy density Ed, if the Ed is 0.5 J / mm 2 or more as a result of the previous experiments, a linear grain boundary is generated at the time of finish annealing, and a sufficiently high temperature slip is caused at the grain boundary sliding deformation part. did it. However, when Ed is less than 0.5 J / mm 2 , sufficient linear grain boundaries required for high-temperature slip cannot be generated during finish annealing. On the other hand, when Ed exceeds 5.0 J / mm 2 , the steel sheet is significantly melted by laser irradiation, and the steel sheet is greatly deformed during re-solidification. Therefore, the problem that the steel sheet cannot be wound around the coil occurred. Therefore, a preferable range of Ed is a range represented by the formula (6).
- the energy density Ed is adjusted so as to satisfy the above formula (6) by appropriately setting the laser power P, the diameter dc in the plate width direction (C direction) of the laser beam, and the conveyance speed VL of the steel plate.
- the grain boundary sliding deformation portion is preferably formed over the entire plate thickness. Therefore, in addition to the energy density Ed, the diameter dL in the rolling direction (L direction) may be adjusted according to the conveying speed VL of the steel sheet so that a predetermined heating time is maintained.
- the processing apparatus for forming the grain boundary sliding deformation part 4z may be a heating apparatus that can converge the heating part.
- a grain boundary sliding deformation portion for example, a linear grain boundary at the time of finish annealing
- a laser beam excellent in controllability of the heating position and heating speed.
- a groove or a grain boundary sliding deformation portion is formed on the steel plate as the easily deformable portion.
- both the groove and the slip deformation may be formed as the easily deformable portion.
- the step of forming the easily deformable portion on the steel plate is naturally performed after the cold rolling step.
- the step of forming the easily deformable portion on the steel sheet is preferably performed before the step of applying the annealing separator.
- a high-temperature deformation part (an easily deformable part after finish annealing) is formed in the end region of the steel sheet so as to be parallel to the rolling direction of the steel sheet.
- This high temperature deformation portion may be formed continuously or discontinuously.
- the high temperature deformation portion is formed at a distance of 5 mm or more and 100 mm or less from the end surface of the end region.
- normal secondary recrystallized grains having easy magnetization axes aligned in the rolling direction exist on both sides of the high temperature deformation portion.
- the above-mentioned high temperature deformation part may be a groove.
- This groove may be formed on one side of the steel plate, or may be formed on both sides.
- channel is 0.03 mm or more and 10 mm or less.
- the depth d of the groove and the thickness t of the steel plate satisfy the above-described formula (4).
- the above-described high-temperature deformation portion may be a single linear crystal grain boundary or a slip band containing crystal grains.
- the width of the slip band is preferably 0.02 mm or more and 20 mm or less.
- the above-mentioned grain-oriented electrical steel sheet is used by cutting off the deformation region in the vicinity of the high-temperature deformation portion when the final product is manufactured.
- a CO 2 laser device was used as the laser device 2 in FIG.
- the laser power P was controlled by electric input so as to be 1500 W, and the condensing shape of the laser was a circular shape of 0.2 mm ⁇ .
- a steel plate (oriented electromagnetic steel plate) 1 after decarburization annealing having a width of 1000 mm and a thickness t of 0.23 mm was conveyed in the L direction at a speed VL of 1000 mm / s.
- the cross-sectional shape of the formed groove portion was about 0.2 mm in width W and about 0.02 mm in depth d. In this case, the energy density Ed of the laser beam was 9.5 J / mm 2 .
- MgO as an annealing separator was applied to the surface of the steel plate, and the steel plate 1 was coiled. Thereafter, the coiled steel plate (coil) was subjected to finish annealing at about 1200 ° C. for about 20 hours using the annealing apparatus shown in FIG. 1 (Example 1). Further, as a comparative example, the same finish annealing as described above was applied to a coil (untreated coil) in which no groove was formed. The width of the side strain portion of the steel plate after the finish annealing was visually examined over the entire length of the coil.
- a steel plate that satisfies the condition that the wave height h is more than 2 mm or the condition that the steepness s shown in the above formula (1) is more than 1.5% (more than 0.015) is satisfied.
- the width of the deformation area at the end was measured.
- Example 1 in which the groove portion is formed at a distance a from the end face of the coil according to the first embodiment of the present invention, a relatively remarkable bending deformation (buckling deformation) at a position of 20 mm corresponding to the distance a. There has occurred. Therefore, the side distortion from the coil end face can be remarkably limited at the position of the distance a.
- the variation in the width of the side strain portion can be reduced to 6 mm ( ⁇ 3 mm) as compared with the comparative example, and the yield can be greatly improved.
- a semiconductor laser device was used as the laser device 2 in FIG.
- the laser power P can be changed up to a maximum of 2 kW. Further, the laser power P can be arbitrarily set by a laser power control device (not shown).
- the laser power P was 1000 W, and the condensing shape was an elliptical shape with a dc of 1.2 mm and a dL of 12 mm.
- the steel plate 1 after decarburization annealing having a width of 1000 mm and a thickness t of 0.23 mm was conveyed in the L direction at a speed VL of 400 mm / s.
- the energy density Ed of the laser beam was 2.7 J / mm 2 .
- the annealing separator MgO was applied to the surface of the steel plate 1, and the steel plate 1 was wound into a coil shape. Thereafter, the coiled steel sheet (coil) was subjected to finish annealing at about 1200 ° C. for about 20 hours using the annealing apparatus shown in FIG. 1 (Example 2).
- the same finish annealing as described above was performed on a coil that was not irradiated with laser (untreated coil). The width of the side strain portion of the steel plate after the finish annealing was visually examined over the entire length of the coil.
- a steel plate that satisfies the condition that the wave height h is more than 2 mm or the condition that the steepness s shown in the above formula (1) is more than 1.5% (more than 0.015) is satisfied.
- the width of the deformation area at the end was measured.
- Example 2 in which the grain boundary slip deformed portion was formed at a distance a from the end face of the coil by laser irradiation according to the second embodiment of the present invention, high temperature slip occurred at a position of 20 mm corresponding to the distance a. did. Therefore, the side distortion from the coil end face can be remarkably limited at the position of the distance a.
- the variation in the width of the side distortion portion could be as small as 8 mm ( ⁇ 4 mm).
- the maximum strain width was 28 mm, and the yield was greatly improved as compared with the comparative example (maximum strain width 60 mm).
- FIG. 8A, 8B and 8C show the results of examining the crystal structure of the steel sheet by pickling the steel sheet surface after finish annealing to remove the film.
- FIG. 8A is an image of a structure in the vicinity of a grain boundary sliding deformed portion irradiated with laser according to the second embodiment of the present invention.
- FIG. 8C is an image of a tissue that is not subjected to laser irradiation as in the comparative example.
- FIG. 8B is a modification in which laser irradiation is performed under the same conditions as in the second embodiment, and the finish annealing time is shorter than in the second embodiment.
- the slip band 12 including crystal grains is formed. In this modification, the crystal grains in the slip band were elongated crystal grains.
- the grain boundary slip deformation part after finish annealing is the linear crystal grain boundary 10 or the slip band 12 containing crystal grains.
- the slip band 12 including crystal grains is likely to occur when, for example, the energy density of the laser beam is low or the annealing time is short as compared with the conditions formed by the linear crystal grain boundaries 10.
- the conditions for generating the linear crystal grain boundaries 10 and the conditions for generating the slip band 12 including the crystal grains include, in addition to the laser conditions such as the energy density of the laser beam, the components of the steel sheet, the temperature of the finish annealing, the finish annealing.
- the details are unclear.
- the linear crystal grain boundary 10 In the linear crystal grain boundary 10 according to the second embodiment, grain boundary sliding is likely to occur at a high temperature of 900 ° C. or higher during finish annealing, and the mechanical strength is low compared to other parts. Therefore, when a load is applied to the coil while the coil is in contact with the coil cradle, the linear crystal grain boundary 10 is first slid and deformed, and the load applied to the portion above the crystal grain boundary 10 is dispersed. It is considered that the expansion and fluctuation of the width of the side distortion portion are suppressed.
- the mechanism of the slip deformation at the time of annealing described above is based on a linear crystal grain boundary formed in the grain boundary slip deformation portion.
- the slip deformation mechanism may be, for example, high-temperature slip by a slip band formed along the rolling direction and including crystal grains.
- the crystal grains may be fine crystal grains or may be elongated crystal grains.
- the grain boundaries of the crystal grains (elongate crystal grains) in the slip band 12 are slip-deformed in the same manner as the linear crystal grain boundaries 10 described above, and the width of the side strain portion is reduced. Suppress expansion and fluctuation.
- the inventors investigated a suitable range of the energy density Ed of laser irradiation in the second embodiment. That is, the present inventors examined the relationship between the degree of atomization of the laser irradiation portion and the energy density Ed under the condition that the distance a is 20 mm.
- the conveyance speed VL was set to 1000 mm / s
- the diameter dc in the C direction of the laser beam was set to a constant value of 1.2 mm.
- Ed represented by the above formula (3) was changed, and the crystal state (structure) of the steel sheet after the secondary recrystallization was examined.
- Examples 1 to 3 described above are some examples adopted to confirm the feasibility and effects of the present invention.
- the present invention is not limited to Examples 1 to 3.
- the present invention can adopt various conditions as long as the object of the present invention is achieved without departing from the gist of the present invention.
- the width of the side distortion portion becomes a substantially constant value, the trimming width in the subsequent process can be reduced as much as possible, and the yield is improved. Therefore, the present invention has great applicability in the electrical steel sheet manufacturing industry.
- SYMBOLS 1 Directional electrical steel sheet 2 Laser apparatus 2a Condensing lens 3 Laser beam 4a Groove part (deformable part) 4z Grain boundary sliding deformation part (linear region, easy deformation part) 5 Coil 5a Winding shaft 5e Side distortion part 5f Deformable part 5z Lower end part (end part region, first end part) 6 Nozzle 7 Assist gas 8 Coil pedestal 9 Annealing furnace cover 10 Linear crystal grain boundary (linear crystal grain boundary, grain boundary) 11 Secondary recrystallized grains 12 Slip band
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Dispersion Chemistry (AREA)
- Power Engineering (AREA)
- Optics & Photonics (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
本願は、2009年3月11日に、日本に出願された特願2009-058500号と2009年11月18日に、日本に出願された特願2009-263216号とに基づき優先権を主張し、その内容をここに援用する。
s=h/l ・・・(1)
ここで、lは、側歪み部の幅である。
本発明では、上記従来技術の問題を解決し、仕上げ焼鈍工程において、高温すべりに起因する仕上げ焼鈍炉内のコイル受台と接するコイル下端部の側歪みを抑制することを目的とする。
a>dc/2 ・・・(2)
Ed=(4/π)×P/(dc×VL) ・・・・・(3)
このエネルギー密度Edは、後述するように、変形容易部の種類や形状に応じて調節される。
また、溝部とコイル受台とが接触することなく溝部の効果を発揮するために、溝部は、鋼板の端部領域の端面から5mm以上の距離に形成されることが好ましい。溝部の効果をより確実にするために、溝部は、鋼板の端部領域の端面から10mm以上の距離に形成されることがより好ましい。
0.05≦d/t≦0.7 ・・・(4)
ここで、両面に溝を形成する場合は、図6Bに示すように、表面及び裏面の溝深さをそれぞれd1及びd2として、それらの合計の溝深さ(d1+d2)をdとする。
具体的には、板厚tが0.1mm以上0.5mm以下の鋼板を使用する場合に、溝深さdの下限は、0.005mmであることが好ましく、0.01mmであることがより好ましい。また、溝深さdの上限は、0.35mmであることが好ましく、0.25mmであることがさらに好ましい。
また、溝深さは、鋼板の搬送速度に併せてレーザパワーを調整することで制御することが可能である。したがって、本発明において、レーザビームを用いると、仕上げ焼鈍前の鋼板(方向性電磁鋼板)の片方の端部領域(第一の端部)の片面又は両面に、側歪みを抑制するのに好適な形状の溝を容易に形成することができる。
0.5J/mm2≦Ed≦5.0J/mm2 ・・・(5)
エネルギー密度Edは、レーザパワーP、レーザビームの板幅方向(C方向)の直径dc及び鋼板の搬送速度VLを適宜設定して、上記(5)式を満たすように調節される。
また、方向性電磁鋼板の歩留まりを向上させるために、鋼板の端面から粒界すべり変形部までの距離aは、100mm以下であることが好ましい。さらなる歩留まりの向上のために、溝部は、鋼板の端部領域の端面から30mm以下の距離に形成されることがより好ましい。歩留まりを最適化するために、コイル重量に応じて上記距離aを決定してもよい。
発明者らは、レーザ装置を用いて粒界すべり変形部を形成した場合のレーザ装置のエネルギー密度Edの最適範囲について検討した。ここで、このレーザ装置2によって粒界すべり変形部4zに投入されるエネルギー密度Edは、上述した(3)式で定義される。
0.5J/mm2≦Ed≦5.0J/mm2 ・・・(6)
エネルギー密度Edは、レーザパワーP、レーザビームの板幅方向(C方向)の直径dc及び鋼板の搬送速度VLを適宜設定して、上記(6)式を満たすように調節される。粒界すべり変形部は、全板厚にわたって形成されることが好ましい。そのため、エネルギー密度Edに加え、所定の加熱時間が維持されるように、鋼板の搬送速度VLに応じて圧延方向(L方向)の直径dLを調節してもよい。


なお、上述した焼鈍時のすべり変形の機構は、粒界すべり変形部に形成される線状の結晶粒界によっている。しかしながら、第二の実施形態の変形例のように、すべり変形の機構は、例えば、圧延方向に沿って形成され、結晶粒を含むすべり帯による高温すべりであってもよい。この結晶粒は、微細な結晶粒であってもよく、細長い結晶粒であってもよい。例えば、第二の実施形態の変形例では、すべり帯12中の結晶粒(細長い結晶粒)の粒界が上述した線状の結晶粒界10と同様にすべり変形し、側歪み部の幅の拡大及び変動を抑制する。
2 レーザ装置
2a 集光レンズ
3 レーザビーム
4a 溝部(変形容易部)
4z 粒界すべり変形部(線状領域、変形容易部)
5 コイル
5a 巻軸
5e 側歪み部
5f 変形容易部
5z 下端部(端部領域、第一の端部)
6 ノズル
7 アシストガス
8 コイル受台
9 焼鈍炉カバー
10 線状の結晶粒界(線状結晶粒界、粒界)
11 二次再結晶粒
12 すべり帯
Claims (32)
- 鋼板の圧延方向と平行になるように前記鋼板の端部領域に変形容易部を形成し;
前記鋼板をコイル状に巻き締め;
前記鋼板の前記端部領域が前記鋼板の下方になるように配置した後、前記鋼板に仕上げ焼鈍を行う;
ことを特徴とする方向性電磁鋼板の製造方法。 - 前記変形容易部は、連続的に形成されることを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記変形容易部は、不連続に形成されることを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記変形容易部を、前記鋼板全長にわたって形成することを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記変形容易部を、前記鋼板の前記圧延方向における一部に形成することを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記変形容易部を、前記端部領域の端面から5mm以上100mm以下の距離に形成することを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記仕上げ焼鈍を行う際に、前記コイル状に巻き締められた後の前記鋼板の巻軸の方向がコイル受台に垂直になるように前記鋼板を載置することを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記鋼板に焼鈍分離剤を塗布する前に、前記変形容易部を形成することを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記変形容易部を、レーザビームの照射により形成することを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記変形容易部に、溝を形成することを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記溝を、前記鋼板の片面に形成することを特徴とする請求項10に記載の方向性電磁鋼板の製造方法。
- 前記溝を、前記鋼板の両面に形成することを特徴とする請求項10に記載の方向性電磁鋼板の製造方法。
- 前記溝の幅は、0.03mm以上10mm以下であることを特徴とする請求項10に記載の方向性電磁鋼板の製造方法。
- 前記溝の深さd及び前記鋼板の板厚tは、0.05≦d/t≦0.7を満たすことを特徴とする請求項10に記載の方向性電磁鋼板の製造方法。
- 前記変形容易部は、粒界すべり変形部であることを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記仕上げ焼鈍後の前記粒界すべり変形部は、1本の線状結晶粒界であることを特徴とする請求項15に記載の方向性電磁鋼板の製造方法。
- 前記仕上げ焼鈍後の前記粒界すべり変形部は、結晶粒を含むすべり帯であることを特徴とする請求項15に記載の方向性電磁鋼板の製造方法。
- 前記すべり帯の幅は、0.02mm以上20mm以下であることを特徴とする請求項17に記載の方向性電磁鋼板の製造方法。
- 鋼板の圧延方向と平行になるように前記鋼板の端部領域に高温変形部が形成された方向性電磁鋼板。
- 前記高温変形部は、連続的に形成されていることを特徴とする請求項19に記載の方向性電磁鋼板。
- 前記高温変形部は、不連続に形成されていることを特徴とする請求項19に記載の方向性電磁鋼板。
- 前記高温変形部は、前記鋼板全長にわたって形成されていることを特徴とする請求項19に記載の方向性電磁鋼板。
- 前記高温変形部は、前記鋼板の前記圧延方向における一部に形成されていることを特徴とする請求項19に記載の方向性電磁鋼板。
- 前記高温変形部は、前記端部領域の端面から5mm以上100mm以下の距離に形成されていることを特徴とする請求項19に記載の方向性電磁鋼板。
- 前記高温変形部は、溝であることを特徴とする請求項19に記載の方向性電磁鋼板。
- 前記溝は、前記鋼板の片面に形成されていることを特徴とする請求項25に記載の方向性電磁鋼板。
- 前記溝は、前記鋼板の両面に形成されていることを特徴とする請求項25に記載の方向性電磁鋼板。
- 前記溝の幅は、0.03mm以上10mm以下であることを特徴とする請求項25に記載の方向性電磁鋼板。
- 前記溝の深さd及び前記鋼板の板厚tは、0.05≦d/t≦0.7を満たすことを特徴とする請求項25に記載の方向性電磁鋼板。
- 前記高温変形部は、1本の線状結晶粒界であることを特徴とする請求項19に記載の方向性電磁鋼板。
- 前記高温変形部は、結晶粒を含むすべり帯であることを特徴とする請求項19に記載の方向性電磁鋼板。
- 前記すべり帯の幅は、0.02mm以上20mm以下であることを特徴とする請求項31に記載の方向性電磁鋼板。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BRPI1008994-2A BRPI1008994B1 (pt) | 2009-03-11 | 2010-03-04 | método para produção de chapa de aço elétrica com grão orientado |
| US13/138,533 US20120028069A1 (en) | 2009-03-11 | 2010-03-04 | Grain-oriented electrical steel sheet and producing method therefor |
| CN201080010504.1A CN102341511B (zh) | 2009-03-11 | 2010-03-04 | 方向性电磁钢板及其制造方法 |
| RU2011137067/02A RU2483124C2 (ru) | 2009-03-11 | 2010-03-04 | Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства |
| JP2010525156A JP4772924B2 (ja) | 2009-03-11 | 2010-03-04 | 方向性電磁鋼板及びその製造方法 |
| PL10750519T PL2412832T3 (pl) | 2009-03-11 | 2010-03-04 | Blacha cienka ze stali elektrotechnicznej o ziarnach zorientowanych oraz sposób jej wytwarzania |
| KR1020117020888A KR101364310B1 (ko) | 2009-03-11 | 2010-03-04 | 방향성 전자기 강판 및 그 제조 방법 |
| EP10750519.0A EP2412832B1 (en) | 2009-03-11 | 2010-03-04 | Grain-oriented electrical steel sheet and producing method therefor |
| EP21156531.2A EP3851547A1 (en) | 2009-03-11 | 2010-03-04 | Grain-oriented electrical steel sheet and producing method therefor |
| BR122018010657-3A BR122018010657B1 (pt) | 2009-03-11 | 2010-03-04 | chapa de aço elétrico com grão orientado |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009058500 | 2009-03-11 | ||
| JP2009-058500 | 2009-03-11 | ||
| JP2009263216 | 2009-11-18 | ||
| JP2009-263216 | 2009-11-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010103761A1 true WO2010103761A1 (ja) | 2010-09-16 |
Family
ID=42728057
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/001516 WO2010103761A1 (ja) | 2009-03-11 | 2010-03-04 | 方向性電磁鋼板及びその製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20120028069A1 (ja) |
| EP (2) | EP2412832B1 (ja) |
| JP (1) | JP4772924B2 (ja) |
| KR (1) | KR101364310B1 (ja) |
| CN (1) | CN102341511B (ja) |
| BR (2) | BRPI1008994B1 (ja) |
| PL (1) | PL2412832T3 (ja) |
| RU (1) | RU2483124C2 (ja) |
| WO (1) | WO2010103761A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012165393A1 (ja) | 2011-05-27 | 2012-12-06 | 新日鐵住金株式会社 | 方向性電磁鋼板及び方向性電磁鋼板の製造方法 |
| WO2014080763A1 (ja) | 2012-11-26 | 2014-05-30 | 新日鐵住金株式会社 | 方向性電磁鋼板及び方向性電磁鋼板の製造方法 |
| CN104039988A (zh) * | 2011-12-29 | 2014-09-10 | Posco公司 | 电工钢及其制造方法 |
| US10804015B2 (en) | 2011-12-29 | 2020-10-13 | Posco | Electrical steel sheet and method for manufacturing the same |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101382645B1 (ko) * | 2012-05-16 | 2014-04-08 | 주식회사 포스코 | 방향성 전기강판 및 그 제조방법 |
| KR101395800B1 (ko) * | 2012-11-30 | 2014-05-20 | 주식회사 포스코 | 전기강판의 자구 미세화 방법 및 이에 의해 제조되는 방향성 전기강판 |
| EP3085465B9 (en) * | 2013-12-18 | 2021-01-06 | Posco | Apparatus for side trimming a steel plate |
| JP6455593B2 (ja) | 2015-04-20 | 2019-01-23 | 新日鐵住金株式会社 | 方向性電磁鋼板 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63100131A (ja) | 1986-10-17 | 1988-05-02 | Nippon Steel Corp | 珪素鋼板の仕上焼鈍方法 |
| JPS6442530A (en) | 1987-08-07 | 1989-02-14 | Nippon Steel Corp | Box annealing method for strip coil |
| JPH0297622A (ja) | 1988-09-30 | 1990-04-10 | Nippon Steel Corp | 方向性珪素鋼板の仕上焼鈍方法 |
| JPH03177518A (ja) | 1989-12-05 | 1991-08-01 | Nippon Steel Corp | 方向性珪素鋼板の縁部座屈防止用誘導加熱装置 |
| JP2000038616A (ja) | 1998-07-24 | 2000-02-08 | Kawasaki Steel Corp | 側歪の少ない方向性けい素鋼板の製造方法 |
| JP2001323322A (ja) | 2000-05-12 | 2001-11-22 | Kawasaki Steel Corp | 方向性珪素鋼帯の最終仕上げ焼鈍方法 |
| JP4103350B2 (ja) * | 2001-07-02 | 2008-06-18 | Jfeスチール株式会社 | 金属帯の歪導入装置 |
| JP2009058500A (ja) | 2007-08-06 | 2009-03-19 | Genome Soyaku Kenkyusho:Kk | 血糖値を降下させる物質の評価方法、スクリーニング方法及び製造方法 |
| JP2009263216A (ja) | 2008-03-29 | 2009-11-12 | Mitsubishi Materials Corp | 二酸化ウラン焼結体とその製造方法。 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5423647B2 (ja) * | 1974-04-25 | 1979-08-15 | ||
| US4363677A (en) * | 1980-01-25 | 1982-12-14 | Nippon Steel Corporation | Method for treating an electromagnetic steel sheet and an electromagnetic steel sheet having marks of laser-beam irradiation on its surface |
| SE465128B (sv) * | 1984-10-15 | 1991-07-29 | Nippon Steel Corp | Kornorienterad staaltunnplaat foer elektriska aendamaal samt foerfarande foer framstaellning av plaaten |
| SU1647030A1 (ru) * | 1988-07-22 | 1991-05-07 | Институт физики металлов Уральского отделения АН СССР | Способ производства полосы анизотропной электротехнической стали |
| US5089062A (en) * | 1988-10-14 | 1992-02-18 | Abb Power T&D Company, Inc. | Drilling of steel sheet |
| JPH0723511B2 (ja) * | 1989-12-07 | 1995-03-15 | 新日本製鐵株式会社 | 一方向性電磁鋼帯の処理装置 |
| JP3470475B2 (ja) * | 1995-11-27 | 2003-11-25 | Jfeスチール株式会社 | 極めて鉄損の低い方向性電磁鋼板とその製造方法 |
| JP4319715B2 (ja) * | 1998-10-06 | 2009-08-26 | 新日本製鐵株式会社 | 磁気特性の優れた一方向性電磁鋼板とその製造方法 |
| KR100359622B1 (ko) * | 1999-05-31 | 2002-11-07 | 신닛뽄세이테쯔 카부시키카이샤 | 고자장 철손 특성이 우수한 고자속밀도 일방향성 전자 강판 및 그의 제조방법 |
| RU2345148C2 (ru) * | 2006-07-13 | 2009-01-27 | Государственное образовательное учреждение высшего профессионального образования Самарский государственный аэрокосмический университет им. академика С.П. Королева | Способ лазерной термической обработки материалов |
| BR112013030412B1 (pt) * | 2011-05-27 | 2019-10-29 | Nippon Steel & Sumitomo Metal Corp | folha de aço eletromagnética orientada por grãos e método de fabricação de folha de aço eletromagnética orientada por grãos |
-
2010
- 2010-03-04 WO PCT/JP2010/001516 patent/WO2010103761A1/ja active Application Filing
- 2010-03-04 PL PL10750519T patent/PL2412832T3/pl unknown
- 2010-03-04 BR BRPI1008994-2A patent/BRPI1008994B1/pt active IP Right Grant
- 2010-03-04 KR KR1020117020888A patent/KR101364310B1/ko active IP Right Grant
- 2010-03-04 BR BR122018010657-3A patent/BR122018010657B1/pt active IP Right Grant
- 2010-03-04 CN CN201080010504.1A patent/CN102341511B/zh active Active
- 2010-03-04 RU RU2011137067/02A patent/RU2483124C2/ru active
- 2010-03-04 JP JP2010525156A patent/JP4772924B2/ja active Active
- 2010-03-04 US US13/138,533 patent/US20120028069A1/en not_active Abandoned
- 2010-03-04 EP EP10750519.0A patent/EP2412832B1/en active Active
- 2010-03-04 EP EP21156531.2A patent/EP3851547A1/en active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63100131A (ja) | 1986-10-17 | 1988-05-02 | Nippon Steel Corp | 珪素鋼板の仕上焼鈍方法 |
| JPS6442530A (en) | 1987-08-07 | 1989-02-14 | Nippon Steel Corp | Box annealing method for strip coil |
| JPH0297622A (ja) | 1988-09-30 | 1990-04-10 | Nippon Steel Corp | 方向性珪素鋼板の仕上焼鈍方法 |
| JPH03177518A (ja) | 1989-12-05 | 1991-08-01 | Nippon Steel Corp | 方向性珪素鋼板の縁部座屈防止用誘導加熱装置 |
| JP2000038616A (ja) | 1998-07-24 | 2000-02-08 | Kawasaki Steel Corp | 側歪の少ない方向性けい素鋼板の製造方法 |
| JP2001323322A (ja) | 2000-05-12 | 2001-11-22 | Kawasaki Steel Corp | 方向性珪素鋼帯の最終仕上げ焼鈍方法 |
| JP4029543B2 (ja) * | 2000-05-12 | 2008-01-09 | Jfeスチール株式会社 | 方向性珪素鋼帯の最終仕上げ焼鈍方法 |
| JP4103350B2 (ja) * | 2001-07-02 | 2008-06-18 | Jfeスチール株式会社 | 金属帯の歪導入装置 |
| JP2009058500A (ja) | 2007-08-06 | 2009-03-19 | Genome Soyaku Kenkyusho:Kk | 血糖値を降下させる物質の評価方法、スクリーニング方法及び製造方法 |
| JP2009263216A (ja) | 2008-03-29 | 2009-11-12 | Mitsubishi Materials Corp | 二酸化ウラン焼結体とその製造方法。 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2412832A4 * |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5229432B1 (ja) * | 2011-05-27 | 2013-07-03 | 新日鐵住金株式会社 | 方向性電磁鋼板及び方向性電磁鋼板の製造方法 |
| KR101368578B1 (ko) * | 2011-05-27 | 2014-02-28 | 신닛테츠스미킨 카부시키카이샤 | 방향성 전자 강판 및 방향성 전자 강판의 제조 방법 |
| CN103717761A (zh) * | 2011-05-27 | 2014-04-09 | 新日铁住金株式会社 | 取向性电磁钢板及取向性电磁钢板的制造方法 |
| WO2012165393A1 (ja) | 2011-05-27 | 2012-12-06 | 新日鐵住金株式会社 | 方向性電磁鋼板及び方向性電磁鋼板の製造方法 |
| US8900688B2 (en) | 2011-05-27 | 2014-12-02 | Nippon Steel & Sumitomo Metal Corporation | Grain oriented electrical steel sheet and method of producing grain oriented electrical steel sheet |
| EP2716772A4 (en) * | 2011-05-27 | 2015-01-14 | Nippon Steel & Sumitomo Metal Corp | CORNORATED ELECTROMAGNETIC STEEL PLATE AND METHOD FOR THE PRODUCTION OF CORNORIENTED ELECTROMAGNETIC STEEL PLATE |
| EP2799560A4 (en) * | 2011-12-29 | 2016-03-16 | Posco | ELECTRIC MATTRESS AND METHOD FOR MANUFACTURING THE SAME |
| CN104039988A (zh) * | 2011-12-29 | 2014-09-10 | Posco公司 | 电工钢及其制造方法 |
| JP2015510543A (ja) * | 2011-12-29 | 2015-04-09 | ポスコ | 電気鋼板およびその製造方法 |
| US10804015B2 (en) | 2011-12-29 | 2020-10-13 | Posco | Electrical steel sheet and method for manufacturing the same |
| WO2014080763A1 (ja) | 2012-11-26 | 2014-05-30 | 新日鐵住金株式会社 | 方向性電磁鋼板及び方向性電磁鋼板の製造方法 |
| JP5928607B2 (ja) * | 2012-11-26 | 2016-06-01 | 新日鐵住金株式会社 | 方向性電磁鋼板及び方向性電磁鋼板の製造方法 |
| EP2949767A4 (en) * | 2012-11-26 | 2016-11-09 | Nippon Steel & Sumitomo Metal Corp | DIRECTIONAL ELECTROMAGNETIC SHEET AND METHOD FOR MANUFACTURING DIRECTIONAL ELECTROMAGNETIC SHEET |
| RU2604550C1 (ru) * | 2012-11-26 | 2016-12-10 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Лист текстурованной электротехнической стали и способ изготовления листа текстурованной электротехнической стали |
| KR101709877B1 (ko) * | 2012-11-26 | 2017-02-23 | 신닛테츠스미킨 카부시키카이샤 | 방향성 전자 강판 및 방향성 전자 강판의 제조 방법 |
| US10297375B2 (en) | 2012-11-26 | 2019-05-21 | Nippon Steel & Sumitomo Metal Corporation | Grain-oriented electrical steel sheet and method of manufacturing grain-oriented electrical steel sheet |
| KR20150064219A (ko) | 2012-11-26 | 2015-06-10 | 신닛테츠스미킨 카부시키카이샤 | 방향성 전자 강판 및 방향성 전자 강판의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2010103761A1 (ja) | 2012-09-13 |
| BR122018010657B1 (pt) | 2020-11-24 |
| US20120028069A1 (en) | 2012-02-02 |
| EP2412832A1 (en) | 2012-02-01 |
| PL2412832T3 (pl) | 2021-11-02 |
| EP2412832B1 (en) | 2021-05-05 |
| RU2011137067A (ru) | 2013-04-20 |
| JP4772924B2 (ja) | 2011-09-14 |
| KR101364310B1 (ko) | 2014-02-18 |
| RU2483124C2 (ru) | 2013-05-27 |
| KR20110124292A (ko) | 2011-11-16 |
| BRPI1008994A2 (pt) | 2016-10-25 |
| CN102341511A (zh) | 2012-02-01 |
| EP2412832A4 (en) | 2017-09-13 |
| EP3851547A1 (en) | 2021-07-21 |
| BRPI1008994B1 (pt) | 2020-12-22 |
| CN102341511B (zh) | 2014-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4772924B2 (ja) | 方向性電磁鋼板及びその製造方法 | |
| JP5771620B2 (ja) | 低鉄損高磁束密度の方向性電磁鋼板 | |
| US10744600B2 (en) | Metal plate for laser processing and method for producing stainless steel plate for laser processing | |
| JP5229432B1 (ja) | 方向性電磁鋼板及び方向性電磁鋼板の製造方法 | |
| RU2548544C2 (ru) | Способ быстрого нанесения насечек с помощью лазера | |
| JP6252833B2 (ja) | マルテンサイト系ステンレス鋼鋼帯の製造方法 | |
| JP5928607B2 (ja) | 方向性電磁鋼板及び方向性電磁鋼板の製造方法 | |
| JP6948565B2 (ja) | マルテンサイト系ステンレス鋼帯の製造方法 | |
| JP7255287B2 (ja) | 炭素工具鋼鋼帯の製造方法 | |
| JP7375728B2 (ja) | 積鉄心形変圧器用鉄心部材の製造方法と製造装置 | |
| JP4635456B2 (ja) | 鋼板の連続焼鈍方法 | |
| JP4333299B2 (ja) | 高炭素鋼板の製造方法 | |
| JP2001300632A (ja) | 溶接管製造用シームガイドロールおよび溶接管の製造方法 | |
| JPS6233722A (ja) | 冷間圧延鋼板の製造法 | |
| JPH07188750A (ja) | 磁気特性に優れた無方向性電磁鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080010504.1 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010525156 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10750519 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 6489/DELNP/2011 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 20117020888 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010750519 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2011137067 Country of ref document: RU Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13138533 Country of ref document: US |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: PI1008994 Country of ref document: BR |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01E Ref document number: PI1008994 Country of ref document: BR Free format text: ESCLARECA A OMISSAO DE YAMASAKI, KOJI DO QUADRO DE INVENTORES, UMA VEZ QUE O MESMO CONSTA NA PUBLICACAO WO/2010/103761 DE 16/09/2010. |
|
| ENP | Entry into the national phase |
Ref document number: PI1008994 Country of ref document: BR Kind code of ref document: A2 Effective date: 20110908 |