WO2010092992A1 - 耐食性と低温靭性に優れた車両用高強度スタビライザ用鋼及びその製造方法とスタビライザ - Google Patents
耐食性と低温靭性に優れた車両用高強度スタビライザ用鋼及びその製造方法とスタビライザ Download PDFInfo
- Publication number
- WO2010092992A1 WO2010092992A1 PCT/JP2010/051991 JP2010051991W WO2010092992A1 WO 2010092992 A1 WO2010092992 A1 WO 2010092992A1 JP 2010051991 W JP2010051991 W JP 2010051991W WO 2010092992 A1 WO2010092992 A1 WO 2010092992A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- stabilizer
- corrosion resistance
- steel
- less
- heating
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G21/00—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces
- B60G21/02—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces permanently interconnected
- B60G21/04—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces permanently interconnected mechanically
- B60G21/05—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces permanently interconnected mechanically between wheels on the same axle but on different sides of the vehicle, i.e. the left and right wheel suspensions being interconnected
- B60G21/055—Stabiliser bars
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/28—Normalising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0075—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rods of limited length
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a high strength stabilizer steel for vehicles mainly used for automobiles and a method for producing the same, and more particularly to a stabilizer having a high tensile strength of 1100 MPa or more and excellent corrosion resistance and low temperature toughness.
- the stabilizer bar (hereinafter simply referred to as the stabilizer) is a rolling load that acts on the left and right suspension mechanisms by twisting and displacing in the direction against the rolling load transmitted from the wheels via the suspension mechanism during turning, especially when the vehicle is turning.
- This is a spring component that has a function of reducing the inclination and preventing excessive leaning of the vehicle body.
- the number of repetitions of the load applied to the stabilizer is generally smaller than that of the coil spring.
- the material steel Is required to have sufficient strength and durability, and toughness higher than that of a coil spring.
- Conventional stabilizers use carbon steel such as S48C and spring steel such as JIS SUP9, and the manufacturing process is, for example, hot-rolled steel material is cut to a predetermined size, then hot-formed and then quenched and tempered. The tempering treatment is adjusted to a predetermined strength, and then the surface is subjected to shot peening, and finally used for the anticorrosion through a coating process.
- Patent Document 1 a non-tempered spring steel having a strength of 120 to 150 kgf / mm 2 is obtained by adding appropriate amounts of Ti, Nb, and B, particularly by adding 0.08% or more of Ti + Nb. Proposed.
- the vehicle stabilizer is painted to ensure anti-corrosion performance, it is exposed to the outside of the vehicle due to its structure, so that it is easy for dents and paint to peel off due to stepping stones during travel.
- the corrosion progresses from the part where the paint is peeled off, and the component is damaged due to the propagation of the fatigue crack starting from the corroded part.
- snow melting agents are often sprayed to prevent freezing, so the corrosive environment is becoming increasingly severe. In this situation, corrosion protection by painting alone is insufficient.
- Patent Document 1 does not pay attention to corrosion resistance and low temperature toughness although it has high strength.
- the present invention has been made paying attention to such circumstances, and has improved the corrosion resistance of the raw material itself, and has high tensile strength of 1100 MPa or more, and is excellent in corrosion resistance and low temperature toughness, and a steel for a vehicle stabilizer, and It aims at providing the manufacturing method.
- the present invention has been made based on the above findings.
- the high strength stabilizer steel for vehicles having excellent corrosion resistance and low temperature toughness according to the present invention is C: 0.07 to 0.20%, Si: more than 0.6% and 1.5% or less. , Mn: 1 to 3%, Cr: 0.1 to 1.0%, sol.
- Al 0.005 to 0.080%, Ti: 0.005 to 0.060%, Nb: 0.005 to 0.060%, Ti + Nb ⁇ 0.070%, N: 150 ppm or less, P: 0 0.035% or less, S: 0.035% or less, Cu: 0.01 to 1.00%, Ni: 0.01 to 1.00%, the balance being made of Fe and inevitable impurities, before stabilizer molding Excellent in corrosion resistance and low temperature toughness, characterized in that the structure consists of either bainite or martensite or a mixed structure of bainite / martensite, and the prior austenite grain size after heat treatment of the stabilizer is 9 or more in grain size number Steel for high strength stabilizer for vehicles.
- the manufacturing method of the high strength stabilizer for vehicles according to the present invention which is excellent in corrosion resistance and low temperature toughness, is mass%, C: 0.07-0.20%, Si: 0.6% over 1.5% Hereinafter, Mn: 1 to 3%, Cr: 0.1 to 1.0%, sol.
- the heating method increases by 30 ° C / second or more by high-frequency induction heating or resistance heating due to direct energization. It is a manufacturing method of a high strength stabilizer for vehicles excellent in corrosion resistance and low temperature toughness characterized by heating at a temperature rate.
- a high-strength stabilizer for a vehicle excellent in corrosion resistance and low-temperature toughness according to the present invention is characterized by being manufactured using the method (2).
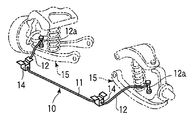
- FIG. 1 is a perspective view showing an outline of a vehicle stabilizer.
- FIG. 2 is a process diagram showing an example of a method for manufacturing a vehicle stabilizer according to the present invention.
- FIG. 3 is a process diagram showing another example of the method for manufacturing the vehicle stabilizer of the present invention.
- C 0.07 to 0.20% C is an element necessary for steel to ensure a predetermined strength, and 0.07% or more is necessary to ensure a tensile strength of 1100 MPa or more. However, if the C content exceeds 0.20%, the carbides become excessive, and both the corrosion resistance and toughness are lowered, so the upper limit was made 0.20%.
- a low-carbon steel material having a low carbon content as a stabilizer material, it is possible to effectively prevent the occurrence of burning cracks and set cracks, which have been a concern in conventional manufacturing methods, and to make the stabilizer even safer. It is said.
- Si more than 0.6% and 1.5% or less (0.6% ⁇ Si ⁇ 1.5%) Si is important as a deoxidizer during melting. In addition, since it is an element effective for solid solution strengthening, it is an important element for increasing the strength. In order to exert the effect, it is necessary to add Si exceeding 0.6%. On the other hand, if the Si content exceeds 1.5%, the toughness decreases, so the upper limit was made 1.5%.
- Mn 1 to 3%
- Mn is an element that improves hardenability and is effective as a solid solution strengthening element.
- Mn is important for ensuring strength.
- Mn is also important as an element that refines the structure and improves ductility. In order to exert the effect, it is necessary to add 1% or more of Mn.
- Mn is added in excess of 3%, the amount of carbides precipitated from a low temperature during tempering becomes excessive, and both corrosion resistance and toughness decrease, so the upper limit was made 3%.
- Cr 0.1 to 1.0% Cr is effective for improving hardenability and solid solution strengthening in the same way as Mn, and is important for securing strength in the case of low carbon steel. In order to exert the effect, it is necessary to add 0.1% or more of Cr. On the other hand, if added over 1.0%, Cr carbide during tempering excessively precipitates, and both toughness and corrosion resistance decrease, so the upper limit was made 1.0%.
- Al 0.005 to 0.080%
- Al is an important element as a deoxidizer during melting. In order to exert the effect, it is necessary to add 0.005% or more of Al. On the other hand, if Al is added in excess of 0.080%, oxides and nitrides become excessive, and both corrosion resistance and toughness decrease. Therefore, the upper limit was made 0.080%.
- Ti forms carbonitrides in steel and is an effective element for improving strength and refining crystal grains. In order to exhibit these effects, it is necessary to add 0.005% or more of Ti. On the other hand, when Ti is added over 0.060%, carbonitrides become excessive, and both corrosion resistance and toughness are lowered. Therefore, the upper limit was made 0.060%.
- Nb 0.005 to 0.060%
- Nb is an element that forms carbonitrides in steel and is effective in improving strength and refining the structure. In order to exert these effects, it is necessary to add 0.005% or more of Nb. On the other hand, when Nb is added over 0.060%, carbonitrides become excessive, and both the corrosion resistance and ductility decrease, so the upper limit was made 0.060%.
- Ti and Nb form carbonitrides in steel as described above, and have the effect of increasing strength and toughness, and exhibit synergistic effects when added simultaneously.
- Ti and Nb are added excessively with the total amount of (Ti + Nb) exceeding 0.070%, carbonitrides are excessive, and both corrosion resistance and toughness are reduced. Reduce to 070% or less.
- Cu 0.01 to 1.00% Cu is an element effective for improving the corrosion resistance. In order to exert the effect, it is necessary to add 0.01% or more of Cu. On the other hand, even if Cu is added over 1.00%, the effect is saturated, so it is not economical. Further, surface flaws occur frequently during hot rolling, and the productivity is impaired. It was.
- Ni 0.01 to 1.00%
- Ni is an element that improves the corrosion resistance like Cu, and in order to exert its effect, it is necessary to add 0.01% or more of Ni.
- adding Ni beyond 1.00% is not economical because the effect is saturated (Ni is a rare and expensive metal element whose production country is limited), and the upper limit was made 1.00% .
- P 0.035% or less P is an impurity element inevitably remaining or mixed in the steelmaking process, and segregates at the grain boundaries to reduce toughness, so the upper limit was made 0.035%.
- S 0.035% or less S, like P, is an impurity element that inevitably remains or is mixed in the steelmaking process, and segregates at the grain boundaries to lower toughness. Furthermore, since MnS which is an inclusion becomes excessive and both toughness and corrosion resistance decrease, the upper limit was made 0.035%.
- N 150 ppm or less N is an element that forms carbonitrides in steel and is effective in improving strength and refining the structure, but if added over 150 ppm, carbonitrides become excessive. Since both toughness and corrosion resistance are lowered, the upper limit is made 150 ppm.
- component elements such as Mo, V, B, Ca, and Pb may be further added if the amount is small.
- the effects of the present invention can be achieved by limiting these addition amounts to Mo: 1% or less, V: 1% or less, B: 0.010% or less, Ca: 0.010% or less, and Pb: 0.5% or less. Is not particularly disturbed.
- Mo is an element effective in improving hardenability and toughness. However, since the effect is saturated even if Mo is added excessively, it is desirable to limit it to 1% at the maximum in consideration of economy as in the case of Ni.
- V is an effective element that can suppress the decrease in hardness when the steel is subjected to high-temperature tempering treatment and can effectively increase the softening resistance of the steel.
- V is a rare element as well as Ni, and therefore has low price stability and is likely to lead to an increase in raw material cost. Therefore, it is desirable that V is not added as much as possible, and it is desirable to limit the maximum to 1%.
- B is an element that increases the hardenability of steel by adding a small amount.
- the effect of increasing hardenability is recognized up to about 0.010% of the B addition amount, but the effect is saturated when the B addition amount exceeds 0.010%. Therefore, it is desirable to limit the amount of B to 0.010% at the maximum.
- Ca and Pb are elements that improve the machinability of the steel material, and if added, the drilling workability at the end of the stabilizer is further improved.
- the stabilizer may be molded either cold or hot, and is not particularly limited. Further, after the stabilizer molding, a quenching process is performed.
- the structure before stabilizer forming refers to a structure before heat treatment for performing quenching treatment in both cold forming and hot forming. That is, in hot forming, it indicates a state of a cut round bar, and in cold forming, it indicates a state after forming.
- the desired strength is obtained by once heating the austenite region from this state of the structure and quenching in a coolant such as water after bending (in the case of hot forming) or immediately (in the case of cold forming).
- pre-structure when heating to the austenite region is ferrite-pearlite structure, the cementite of the pearlite structure is slow to dissolve, which requires a long heating time and is coarse and uneven. It becomes an austenite structure and the toughness of the steel material after quenching decreases. For this reason, the carbide is rapidly dissolved when heated in the austenite region, and in order to obtain a fine and uniform austenite structure, the previous structure is limited to a bainite structure, a martensite structure, or a mixed structure thereof.
- Heating conditions when manufacturing stabilizers In the heating method of the present invention, even in a conventional quenching furnace, the microstructure is refined if the previous structure is a bainite structure, a martensite structure, or a mixed structure of both, and an appropriate amount of Ti and Nb is added. However, when the tensile strength is further increased to 1300 MPa or more, it is desirable to further refine the structure in order to suppress a decrease in low temperature toughness due to the increased strength. For this purpose, it is more preferable to employ high-frequency induction heating means or direct current heating means to perform rapid heating at a rate of temperature rise of 30 ° C./second or more.
- the high-frequency induction heating means includes a high-frequency induction heating coil device having a coil that simply surrounds an object to be heated in addition to the high-frequency induction heating furnace.
- the direct current heating means includes a direct current heating device having a bipolar terminal for directly heating the object to be heated and causing resistance heat generation. If the rate of temperature rise is less than 30 ° C / sec, current heating and high-frequency heating are performed in the air, so surface decarburization tends to occur and the strength may be reduced. It was.
- the lower limit is set to austenitizing temperature + 50 ° C., and if the upper limit is set too high, adverse effects such as crystal grain coarsening and decarburization are feared, and therefore it is preferable to set the heating temperature to less than 1050 ° C.
- “heating at the time of manufacturing the stabilizer” means heating at the time of stabilizer molding in the case of hot forming, and means heating to perform heat treatment after the stabilizer forming in the case of cold forming.
- the stabilizer requires a strength level of 1100 MPa or more as a desired strength, and in order to obtain high low temperature toughness at this strength level, the old austenite grain size number is finer than 9 or more. It is necessary to make it.
- the crystal grain size was measured according to JIS G 0551. Specifically, the crystal grain size number is determined by comparing the microscope observation image with a predetermined standard diagram in an optical microscope field of view with a magnification of 100 times, and 10 fields per sample are measured, and the average value is calculated. And measured values.
- the smallest unit is the crystal grain size number in increments of 1, but when the crystal grain under the microscope field is in the middle of the two standard diagrams, a display of 0.5 is used. That is, when the crystal grain (observed image) under the microscope field is between the standard diagram of grain size number 7 and the standard diagram of grain size number 8, the crystal grain size number is determined to be 7.5 (Table 3, Tables). 4).
- the prior austenite grain size means the grain size of the austenite structure during quenching heating.
- tempering treatment after quenching is an optional treatment in the present invention and may or may not be performed. This is because the amount of carbon in the steel is reduced, so that it is within the limits of the present application, even if the tempering treatment after quenching is not performed (even if the temperature rise during coating is taken into consideration) This is because the strength and the effects of the invention (corrosion resistance and low temperature toughness) may be obtained.
- the stabilizer 10 includes a torsion portion 11 that extends in the width direction of the vehicle body (not shown), and a pair of left and right arm portions 12 that are continuous from the torsion portion 11 to both ends.
- the torsion part 11 is fixed to the vehicle body side via a bush 14 or the like.
- the terminal 12a of the arm unit 12 is connected to the left and right suspension mechanisms 15 via a stabilizer link (not shown).
- the torsion part 11 and the arm part 12 are usually bent at a plurality of places or a dozen places for the purpose of avoiding interference with other parts.
- the stabilizer 10 When the vehicle turns, the stabilizer 10 receives a reverse phase input to the suspension mechanism 15, the left and right arm portions 12 bend in the opposite direction, the torsion portion 11 is twisted, and the vehicle body is excessively tilted (rolled). It functions as a spring that suppresses).
- step S1 the manufacture example 1 of a stabilizer is demonstrated using FIG.
- a round bar is cut into a predetermined length (step S1), bent into a desired shape shown in FIG. 1 (step S2), and heated in a conventional heating furnace, using a resistance heating device or a high-frequency heating device. Heating to the austenite temperature range (step S3), quenching in water (step S4), tempering immediately after quenching (step S5), correcting the thermally deformed stabilizer bar to the desired stabilizer shape (step S6), This was shot peened (step S7) and applied with a desired paint (step S8).
- the tempering step S5 in the above manufacturing steps can be omitted.
- the shape correction step S6 can be omitted if constrained quenching is performed.
- step K2 the manufacture example 2 of a stabilizer is demonstrated using FIG.
- a round bar is cut into a predetermined length (step K1), heated in a conventional heating furnace, or heated to an austenite temperature range using a resistance heating device or a high-frequency heating device (step K2), as shown in FIG. (Step K3), quenched in water (step K4), immediately tempered after quenching (step K5), and the thermally deformed stabilizer bar is corrected to a desired stabilizer shape (step K6).
- step K7 was shot peened
- step K8 the shape correction step K6 can be omitted if constrained quenching is performed.
- Quenching treatment is performed in a conventional quenching furnace, and the austenitizing temperature (AC3) + 50 ° C (rounded up to the first digit) calculated by using the chemical composition of each steel and the following equation is 30 Heated for a minute and then quenched.
- the tempering temperature is adjusted so that the tensile strength is about 1250 MPa, but the minimum temperature for tempering is 180 ° C. This is because the final coating is performed in the stabilizer manufacturing process, but the material temperature at this time rises to about 180 ° C.
- the corrosion weight loss measurement was calculated by measuring the weight before and after the corrosion test and dividing by the corrosion area. Rust removal was performed with a 20% aqueous solution of ammonium hydrogen citrate at 80 ° C.
- the evaluation of corrosion resistance is that the value of corrosion weight loss is 1000 (g / m2) or more is rejected (symbol ⁇ ), and the value is less than 1000 (g / m2). Symbol ⁇ ).
- the prior austenite grain size was determined according to JIS-G-0551.
- the appearance of crystal grains was determined by quenching and tempering (Gh), and the determination was made by comparison with a standard drawing.
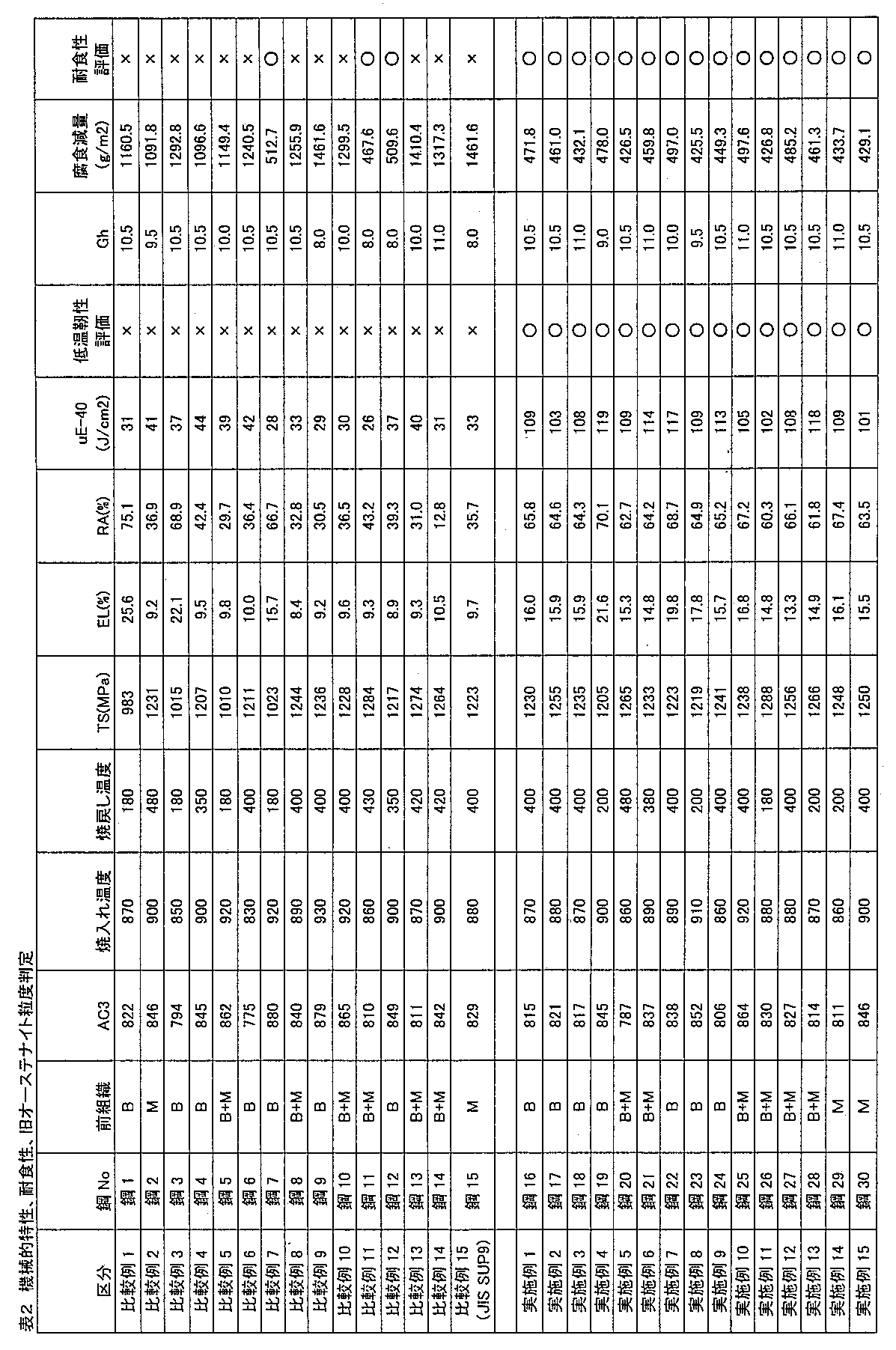
- Examples 1 to 10 are steel materials in which the chemical composition, the structure before heat treatment, and the prior austenite grain size are within the scope of the present invention, and the tensile strength is at a high strength level of 1200 MPa or more. Regardless, as shown in Table 2, the corrosion weight loss is less than 1000 (g / m2) and the corrosion resistance is excellent, and the impact value at an impact test temperature of -40 °C is 100 (J / cm2) or more, and the low temperature toughness is also excellent. Results were obtained.
- Comparative Examples 1 to 15 are steel materials that are out of the scope of the present invention in terms of chemical composition, and among them, Comparative Example 15 (Steel No. 15) is made of JIS SUP9.
- Comparative Example 4 is inferior in low temperature toughness due to too much Si content, and inferior in corrosion resistance due to too little Cu.
- Comparative Example 6 is inferior in toughness because the Mn content is too high, and inferior in corrosion resistance because Ni is too low.
- Comparative Example 10 is a case where the Al content is too high, and Al2O3-based oxides and nitrides such as AlN become excessive, and both toughness and corrosion resistance are reduced.
- Comparative Example 11 is an example when the Ti content is too low
- Comparative Example 12 is an example when the Nb content is too low.
- both Comparative Examples 11 and 12 since the prior austenite crystal grains became coarse, the toughness deteriorated.
- Comparative Example 13 is a case where the added amounts of Ti and Nb are within the scope of the present invention, but the total amount of both is too large. Also in Comparative Example 13, carbonitride is excessive, and both toughness and corrosion resistance are deteriorated.
- Comparative Example 15 is an example of SUP9 used as a steel for stabilizers, but the chemical components are outside the scope of the present invention, have low toughness and poor corrosion resistance.
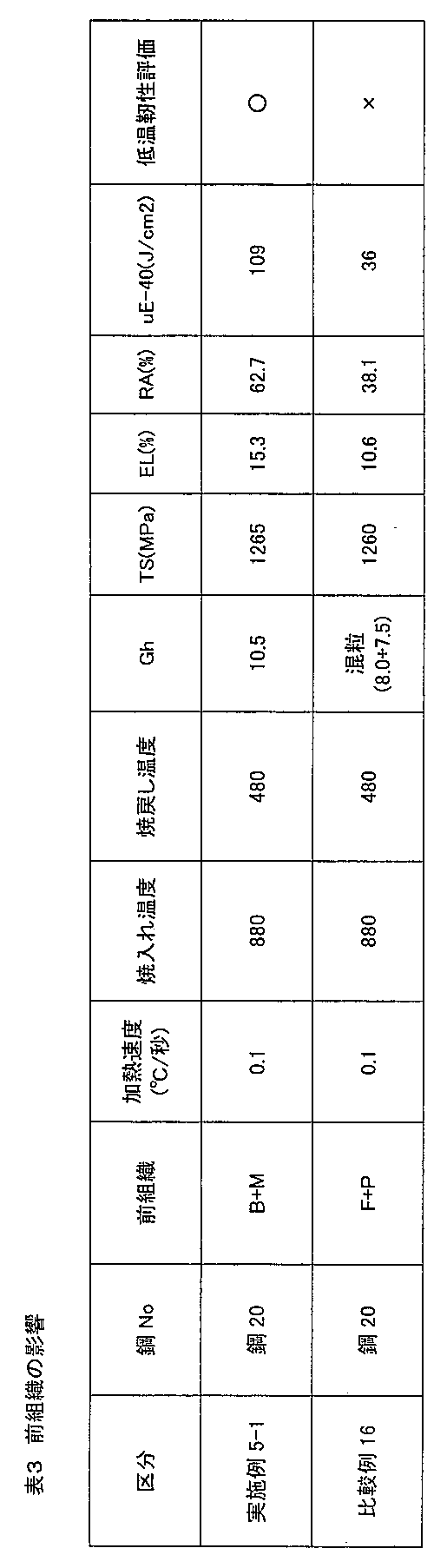
- Table 3 is an example showing the influence of the structure before heating.
- Example 5-1 (steel No. 20), the previous structure was a mixed structure of bainite + martensite which is within the scope of the present invention.
- Comparative Example 16 is an example in which mechanical properties of materials made into a ferrite + pearlite structure by normalizing treatment were compared by quenching / tempering treatment.
- the previous structure is a mixed structure of ferrite and pearlite, the crystal grains are mixed grains of Gh8.0 + Gh7.5, so that the toughness is inferior.
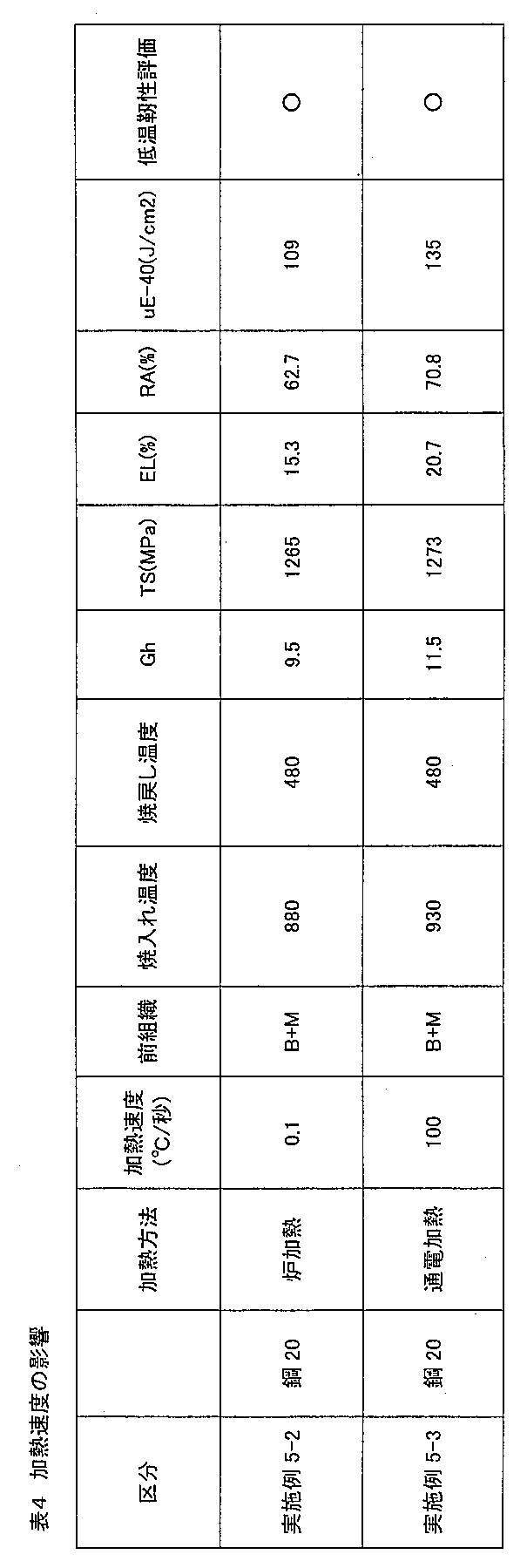
- Table 4 shows the effect of heating rate during quenching.
- Example 5-2 (steel No. 20) is a mixed structure of bainite and martensite whose previous structure is also within the scope of the present invention, and the heating method is furnace heating, and Example 5-3 (steel No. 20) is a heating method. Is the electric heating. Since the heating rate of the energization heating method of Example 5-3 was higher than that of the furnace heating method, the structure was further refined and the toughness was further improved as compared with the furnace heating method of Example 5-2.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Articles (AREA)
- Vehicle Body Suspensions (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
Cは鋼が所定の強度を確保するために必要な元素であり、引張強度で1100MPa以上確保するためには0.07%以上が必要である。しかし、0.20%を超えてCを含有すると、炭化物が過剰になり、耐食性と靭性がともに低下するので、その上限を0.20%とした。本発明では、スタビライザ素材として炭素含有量の低い低炭素鋼材を用いることにより、従来の製造方法において懸念されていた焼割れや置き割れの発生を有効に防止し、スタビライザをさらに安全性の高いものとしている。
Siは溶製時の脱酸剤として重要である。また固溶強化に有効な元素なので、高強度化するには重要な元素である。その効果を発揮させるためには0.6%を超えてSiを添加する必要がある。一方、Si量が1.5%を超えると、靭性が低下するので、その上限を1.5%とした。
Mnは、焼入れ性を向上させ、固溶強化元素として有効な元素であり、低炭素鋼の場合、強度を確保するために重要である。また、Mnは組織を微細化し、延靭性を向上させる元素としても重要である。その効果を発揮するためには1%以上のMnを添加する必要がある。一方、3%を越えてMnを添加すると、焼戻し時に低温から析出する炭化物量が過剰になり、耐食性と靭性がともに低下するので、その上限を3%とした。
Crは、Mnと同様に焼入れ性向上、固溶強化に有効で、低炭素鋼の場合、強度を確保するために重要である。その効果を発揮させるためには0.1%以上のCrを添加する必要がある。一方、1.0%を超えて添加すると、焼き戻し時のCr炭化物が過剰に析出し、靭性と耐食性がともに低下するので、その上限を1.0%とした。
Alは溶製時の脱酸剤として重要な元素である。その効果を発揮させるためには0.005%以上のAlを添加する必要がある。一方、0.080%を越えてAlを添加すると、酸化物および窒化物が過剰になり、耐食性と靭性がともに低下するので、その上限を0.080%とした。
Tiは鋼中で炭窒化物を形成し、強度の向上と結晶粒の微細化に有効な元素である。これらの効果を発揮させるためには0.005%以上のTiを添加する必要がある。一方、0.060%を越えてTiを添加すると、炭窒化物が過剰になり、耐食性と靭性がともに低下するので、その上限を0.060%とした。
Nbは、鋼中で炭窒化物を形成し、強度の向上と組織の微細化に有効な元素である。これらの効果を発揮させるためには0.005%以上のNbを添加する必要がある。一方、0.060%を越えてNbを添加すると、炭窒化物が過剰になり、耐食性と延靭性がともに低下するので、その上限を0.060%とした。
TiとNbは上述のように鋼中で炭窒化物を形成し、強度と靭性を高める効果があり、同時に添加することで相乗効果を発揮する。一方、(Ti+Nb)合計量で0.070%を超えてTiとNbを過剰に添加すると、炭窒化物が過剰になり、耐食性と靭性がともに低下するので、(Ti+Nb)合計添加量を0.070%以下に抑える。
Cuは、耐食性を向上させるのに有効な元素である。その効果を発揮させるためには0.01%以上のCuを添加する必要がある。一方、1.00%を越えてCuを添加してもその効果は飽和するので経済的ではなく、さらに熱間圧延時に表面疵が多発して製造性を損なうため、その上限を1.00%とした。
Niは、Cuと同様に耐食性を向上させる元素であり、その効果を発揮させるためには0.01%以上のNiを添加する必要がある。一方、1.00%を越えてNiを添加してもその効果は飽和するので経済的ではなく(Niは産出国が限られる希少かつ高価な金属元素)、その上限を1.00%とした。
Pは製鋼プロセスにおいて不可避的に残留または混入する不純物元素であり、結晶粒界に偏析して靭性を低下させるので、その上限を0.035%とした。
Sは、Pと同様に製鋼プロセスにおいて不可避的に残留または混入する不純物元素であり、結晶粒界に偏析して靭性を低下させる。さらに介在物であるMnSが過剰になり、靭性と耐食性がともに低下するので、その上限を0.035%とした。
Nは、鋼中で炭窒化物を形成し、強度の向上と組織の微細化に有効な元素であるが、150ppmを超えて添加すると、炭窒化物が過剰になり、靭性と耐食性がともに低下するので、その上限を150ppmとする。
前記添加元素の他に、微量であればMo、V、B、Ca、Pbなどの成分元素をさらに添加してもよい。これらの添加量をMo:1%以下、V:1%以下、B:0.010%以下、Ca:0.010%以下、Pb:0.5%以下にそれぞれ制限すれば、本発明の効果はとくに阻害されない。
本発明では、スタビライザの成形は冷間でも熱間でもどちらでもよく、特に限定しない。また、スタビライザ成形後は焼入れ処理を行なう。スタビライザ成形前組織とは、冷間成形でも、熱間成形でも焼入れ処理を行なうための、加熱処理前の組織を指す。すなわち、熱間成形では切断された丸棒の状態、冷間成形では成形後の状態を指す。この組織の状態からオーステナイト領域に一旦加熱し、曲げ成形後(熱間成形の場合)あるいは直ちに(冷間成形の場合)水などの冷媒に焼入れを行うことで所望の強度を得る。そのオーステナイト領域に加熱する際の前組織(以下、単に「前組織」という)がフェライト-パーライト組織では、特にパーライト組織のセメンタイトの溶け込みが遅いので、長時間加熱時間が必要となり粗大で不均一なオーステナイト組織になり、焼入れ後の鋼材の靭性が低下する。このことからオーステナイト領域に加熱したときに炭化物の溶け込みが速く、微細で均一なオーステナイト組織を得るために前組織をベイナイト組織あるいはマルテンサイト組織、またはこれらの混合組織に限定する。
本発明での加熱方法は、従来の焼入れ炉でも、前組織をベイナイト組織あるいはマルテンサイト組織または両者の混合組織とし、更に適量のTiとNbを添加すれば組織は微細化される。しかし、引張強度を1300MPa以上の更なる高強度化とする場合には、高強度化による低温靭性の低下を抑制するために更に組織を微細化することが望ましい。そのためには高周波誘導加熱手段または直接通電加熱手段を採用して、昇温速度が30℃/秒以上の急速加熱することがより好ましい。なお、高周波誘導加熱手段は、高周波誘導加熱炉の他に加熱対象物を簡易に取り囲むコイルを有する高周波誘導加熱コイル装置を含むものである。また、直接通電加熱手段は、加熱対象物に直接通電して抵抗発熱させるための両極端子を有する直接通電加熱装置を含むものである。昇温速度が30℃/秒を下回ると、通電加熱や高周波加熱は大気中で行なうために表面脱炭が起きやすくなり、強度が低下するおそれがあるので昇温速度の下限を30℃/秒とした。なお、加熱温度に関しては、下限をオーステナイト化温度+50℃とし、上限を高くしすぎると結晶粒の粗大化や脱炭などの悪影響が懸念されるため1050℃未満とすることが好ましい。ここで、「スタビライザ製造時の加熱」とは、熱間成形の場合はスタビライザ成形時の加熱を意味し、冷間成形の場合はスタビライザ成形後、熱処理を行なうための加熱を意味する。
本発明では、所望の強度として1100MPa以上の強度レベルがスタビライザに要求されているため、この強度レベルにおいて高い低温靭性を得るためには旧オーステナイト結晶粒度番号で9以上に微細化する必要がある。なお、結晶粒度はJIS G 0551の規定に準じて測定した。具体的には、倍率を100倍とする光学顕微鏡視野において顕微鏡観察像を所定の標準図と比較することにより結晶粒度番号を判定し、1サンプルにつき10視野ずつ測定し、それらの平均値を算出して測定値とした。なお、標準図は最小単位が結晶粒度番号で1刻みであるが、顕微鏡視野下の結晶粒が2つの標準図の中間にあたる場合は0.5という表示を用いた。すなわち、顕微鏡視野下の結晶粒(観察像)が粒度番号7の標準図と粒度番号8の標準図との中間にあるときは、その結晶粒度番号を7.5と判定する(表3、表4を参照)。なお、ここで旧オーステナイト粒度とは、焼入れ加熱時のオーステナイト組織の粒度のことをいう。
焼入れ後の焼戻し処理は、本発明において任意の処理であり、行なってもよいし、行なわなくてもよい。これは鋼中炭素量を低減しているので、本願限定の範囲内であれば特に焼入れ後の焼戻し処理を行わない場合であっても(塗装時の温度上昇を考慮しても)、所望の強度、発明の効果(耐食性と低温靭性)を得ることができる場合があるからである。
図1に示すように、スタビライザ10は、図示しない車体の幅方向に延び出すトーション部11と、トーション部11から両端に連続する左右一対のアーム部12とを有している。トーション部11はブッシュ14などを介して車体側に固定されている。アーム部12の端末12aは、左右のサスペンション機構15にスタビライザリンク(図示せず)などを介して連結される。トーション部11およびアーム部12は他の部品との干渉を避ける目的で通常の場合は複数個所もしくは十数箇所の曲げ加工がなされている。
次に図2を用いてスタビライザの製造例1を説明する。丸棒を所定長さに切断し(工程S1)、図1に示す所望の形状に曲げ成形し(工程S2)、従来の加熱炉内での加熱、あるいは抵抗発熱装置または高周波加熱装置を用いてオーステナイト温度域まで加熱し(工程S3)、水中に焼入れし(工程S4)、焼入れ後ただちに焼戻し処理を施し(工程S5)、熱変形したスタビライザバーを所望のスタビライザ形状に矯正し(工程S6)、これをショットピーニングし(工程S7)、所望の塗料を用いて塗装した(工程S8)。なお、本発明では、上記の製造工程のうち焼戻し処理工程S5は省略可能である。また、拘束焼入れを行えば形状矯正工程S6も省略することが可能である。
次に図3を用いてスタビライザの製造例2を説明する。丸棒を所定長さに切断し(工程K1)、従来の加熱炉内での加熱、あるいは抵抗発熱装置または高周波加熱装置を用いてオーステナイト温度域まで加熱し(工程K2)、図1に示す所望の形状に曲げ成形し(工程K3)、水中に焼入れし(工程K4)、焼入れ後ただちに焼戻し処理を施し(工程K5)、熱変形したスタビライザバーを所望のスタビライザ形状に矯正し(工程K6)、これをショットピーニングし(工程K7)、所望の塗料を用いて塗装した(工程K8)。なお、本発明では、上記の製造工程のうち焼戻し処理工程K5は省略可能である。また、拘束焼入れを行えば形状矯正工程K6も省略することが可能である。
以下、表1~4を参照して本発明の実施例を比較例と対比しながら説明する。
(2)引張試験は、JIS4号試験片で行なった。
表1において、実施例1~10(鋼No16~25)は化学成分、熱処理前組織、旧オーステナイト結晶粒度が本発明範囲内の鋼材であり、引張強度が1200MPa以上の高強度レベルにあるにもかかわらず、表2に示すように腐食減量が1000(g/m2)未満で耐食性に優れ、衝撃試験温度-40℃における衝撃値が100(J/cm2)以上と低温靭性にも優れているという結果が得られた。

Claims (3)
- 質量%で、C:0.07~0.20%、Si:0.6%超え1.5%以下、Mn:1~3%、Cr:0.1~1.0%、sol.Al:0.005~0.080%、Ti:0.005~0.060%、Nb:0.005~0.060%、Ti+Nb≦0.070%、N:150ppm以下、P:0.035%以下、S:0.035%以下、Cu:0.01~1.00%、Ni:0.01~1.00%を含み、残部がFe及び不可避不純物からなり、スタビライザ成形前の組織がベイナイト又はマルテンサイト又はベイナイト/マルテンサイトの混合組織のいずれかからなり、かつスタビライザの熱処理後の旧オーステナイト結晶粒度が粒度番号で9以上であることを特徴とする耐食性と低温靭性に優れた車両用高強度スタビライザ用鋼。
- 質量%で、C:0.07~0.20%、Si:0.6%超え1.5%以下、Mn:1~3%、Cr:0.1~1.0%、sol.Al:0.005~0.080%、Ti:0.005~0.060%、Nb:0.005~0.060%、Ti+Nb≦0.070%、N:150ppm以下、P:0.035%以下、S:0.035%以下、Cu:0.01~1.00%、Ni:0.01~1.00%を含み、残部がFe及び不可避不純物からなり、スタビライザ成形前の組織がベイナイト又はマルテンサイト又はベイナイト/マルテンサイトの混合組織のいずれかを有する鋼を用いてスタビライザを製造するにあたり、その加熱方法が高周波誘導加熱または直接通電による抵抗発熱により30℃/秒以上の昇温速度で加熱することを特徴とする耐食性と低温靭性に優れた車両用高強度スタビライザの製造方法。
- 請求項2の方法を用いて製造されたことを特徴とする耐食性と低温靭性に優れた車両用高強度スタビライザ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010800078561A CN102317493B (zh) | 2009-02-12 | 2010-02-10 | 耐腐蚀性和低温韧性优异的车辆用高强度稳定器用钢、其制造方法及稳定器 |
| BRPI1008378A BRPI1008378B1 (pt) | 2009-02-12 | 2010-02-10 | aço para estabilizador de alta solidez para veículos, método para produzir um estabilizador de alta solidez para veículos e estabilizador de alta solidez para veículos |
| KR1020117018752A KR101325433B1 (ko) | 2009-02-12 | 2010-02-10 | 내식성과 저온 인성이 우수한 차량용 고강도 스태빌라이저용 강 및 그 제조방법과 스태빌라이저 |
| EP10741269.4A EP2397571A4 (en) | 2009-02-12 | 2010-02-10 | STEEL FOR A VERY STRONG VEHICLE STABILIZER WITH EXCELLENT CORROSION RESISTANCE AND LOW TEMPERATURE TOOLNESS AND METHOD FOR THE PRODUCTION THEREOF, AND STABILIZER |
| US13/207,600 US8206521B2 (en) | 2009-02-12 | 2011-08-11 | High-strength stabilizer steel for vehicles having excellent corrosion resistance and low-temperature toughness, method of producing the same, and stabilizer |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009030173A JP5306845B2 (ja) | 2009-02-12 | 2009-02-12 | 耐食性と低温靭性に優れた車両用高強度スタビライザ用鋼及びその製造方法とスタビライザ |
| JP2009-030173 | 2009-02-12 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/207,600 Continuation US8206521B2 (en) | 2009-02-12 | 2011-08-11 | High-strength stabilizer steel for vehicles having excellent corrosion resistance and low-temperature toughness, method of producing the same, and stabilizer |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010092992A1 true WO2010092992A1 (ja) | 2010-08-19 |
Family
ID=42561832
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/051991 WO2010092992A1 (ja) | 2009-02-12 | 2010-02-10 | 耐食性と低温靭性に優れた車両用高強度スタビライザ用鋼及びその製造方法とスタビライザ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8206521B2 (ja) |
| EP (1) | EP2397571A4 (ja) |
| JP (1) | JP5306845B2 (ja) |
| KR (1) | KR101325433B1 (ja) |
| CN (1) | CN102317493B (ja) |
| BR (1) | BRPI1008378B1 (ja) |
| WO (1) | WO2010092992A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102304670A (zh) * | 2011-09-22 | 2012-01-04 | 首钢总公司 | 一种具有-40℃应变时效高韧性钢板及其生产方法 |
| US20170022580A1 (en) * | 2009-12-22 | 2017-01-26 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | High-strength spring steel |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5679455B2 (ja) * | 2010-11-30 | 2015-03-04 | 株式会社神戸製鋼所 | ばね用鋼、ばね用鋼線及びばね |
| JP5764383B2 (ja) * | 2011-05-12 | 2015-08-19 | Jfe条鋼株式会社 | 車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法 |
| JP6033796B2 (ja) * | 2012-01-31 | 2016-11-30 | 日本発條株式会社 | リング状ばねおよびその製造方法 |
| DE102013001898A1 (de) * | 2013-02-05 | 2014-08-07 | Thermprotec Gmbh | Verfahren zum Verbessern der Temperaturverteilung beim induktiven bzw. konduktiven Härten von geformten Rohren und Stäben insbesondere aber nicht ausschließlich für den Einsatz als Fahrwerksstabilisatoren in Automobilen |
| US20150176109A1 (en) * | 2013-12-20 | 2015-06-25 | Crs Holdings, Inc. | High Strength Steel Alloy and Strip and Sheet Product Made Therefrom |
| JP6232324B2 (ja) * | 2014-03-24 | 2017-11-15 | Jfeスチール株式会社 | 高強度で耐食性に優れたスタビライザー用鋼とスタビライザーおよびその製造方法 |
| JP6110840B2 (ja) | 2014-12-08 | 2017-04-05 | 日本発條株式会社 | スタビライザの製造方法 |
| JP6053746B2 (ja) * | 2014-12-08 | 2016-12-27 | 日本発條株式会社 | スタビライザ |
| CA2985544C (en) | 2015-05-21 | 2020-07-14 | Ak Steel Properties, Inc. | High manganese 3rd generation advanced high strength steels |
| DE102015114897B4 (de) | 2015-09-04 | 2024-10-02 | Muhr Und Bender Kg | Drehstab-Stabilisator und Verfahren zum Herstellen eines Drehstab-Stabilisators |
| DE102016204194A1 (de) * | 2016-03-15 | 2017-09-21 | Comtes Fht A. S. | Federnde Bauteile aus einer Stahllegierung und Herstellungsverfahren |
| CN105667243A (zh) * | 2016-04-06 | 2016-06-15 | 华一精密机械(昆山)有限公司 | 一种平衡杆 |
| KR102208165B1 (ko) * | 2019-05-21 | 2021-01-27 | 주식회사 삼원강재 | 뜨임 공정을 생략하기 위한 스프링용 강재 |
| KR102131137B1 (ko) * | 2019-05-21 | 2020-07-07 | 대원강업주식회사 | 뜨임 공정 생략을 통해 제조된 스프링 |
| JP2022510381A (ja) * | 2019-05-21 | 2022-01-26 | サムウォンスティール カンパニー,リミテッド | 焼き戻し工程を省略するためのバネ用鋼材およびこの鋼材を利用したバネ製造方法 |
| KR102119207B1 (ko) * | 2019-05-21 | 2020-06-05 | 주식회사 삼원강재 | 자동차 현가장치용 판스프링 |
| CN115058666B (zh) * | 2022-06-30 | 2023-08-11 | 马鞍山钢铁股份有限公司 | 一种高耐蚀性弹性车轮用轮箍及其热处理工艺 |
| CN115522154B (zh) * | 2022-10-09 | 2024-04-16 | 浙江吉利控股集团有限公司 | 一种稳定杆及其制备方法、悬架总成和车辆 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH024944A (ja) * | 1988-06-22 | 1990-01-09 | Kobe Steel Ltd | 疲労特性の優れた電縫鋼管用鋼 |
| JP2000017390A (ja) * | 1998-06-30 | 2000-01-18 | Toa Steel Co Ltd | 高強度冷間成形非調質緩衝・復元機構部材用鋼材 |
| JP3409277B2 (ja) | 1998-05-13 | 2003-05-26 | 株式会社神戸製鋼所 | 非調質ばね用圧延線状鋼または棒状鋼 |
| JP2005002365A (ja) * | 2003-06-09 | 2005-01-06 | Chuo Spring Co Ltd | 高強度スタビライザ |
| JP2006089785A (ja) * | 2004-09-22 | 2006-04-06 | Jfe Bars & Shapes Corp | 靭性に優れた高強度スタビライザ用鋼およびスタビライザの製造方法 |
| JP2006089783A (ja) * | 2004-09-22 | 2006-04-06 | Jfe Bars & Shapes Corp | 靭性に優れた高強度スタビライザ用鋼およびスタビライザの製造方法 |
| JP2008095156A (ja) * | 2006-10-13 | 2008-04-24 | Nisshin Steel Co Ltd | 耐遅れ破壊性に優れた中空スタビライザの製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2751291A (en) * | 1955-05-20 | 1956-06-19 | Eimco Corp | Alloy steel |
| US3365343A (en) * | 1967-04-04 | 1968-01-23 | Crucible Steel Co America | Low carbon formable and ageable alloy steels |
| US3408178A (en) * | 1967-06-27 | 1968-10-29 | Carpenter Steel Co | Age hardenable stainless steel alloy |
| US4273838A (en) * | 1976-03-08 | 1981-06-16 | Combustion Engineering, Inc. | Weld metal resistant to neutron-bombardment embrittlement |
| US4086085A (en) * | 1976-11-02 | 1978-04-25 | Mcgurty James A | Austenitic iron alloys |
| US5252148A (en) * | 1989-05-27 | 1993-10-12 | Tdk Corporation | Soft magnetic alloy, method for making, magnetic core, magnetic shield and compressed powder core using the same |
| JP4016786B2 (ja) * | 2002-10-01 | 2007-12-05 | 住友金属工業株式会社 | 継目無鋼管およびその製造方法 |
| US20050000601A1 (en) * | 2003-05-21 | 2005-01-06 | Yuji Arai | Steel pipe for an airbag system and a method for its manufacture |
| JP4506486B2 (ja) | 2005-01-31 | 2010-07-21 | Jfeスチール株式会社 | 高強度中空スタビライザ用電縫鋼管および高強度中空スタビライザの製造方法 |
| CN100372962C (zh) * | 2005-03-30 | 2008-03-05 | 宝山钢铁股份有限公司 | 屈服强度1100Mpa以上超高强度钢板及其制造方法 |
-
2009
- 2009-02-12 JP JP2009030173A patent/JP5306845B2/ja active Active
-
2010
- 2010-02-10 CN CN2010800078561A patent/CN102317493B/zh active Active
- 2010-02-10 EP EP10741269.4A patent/EP2397571A4/en not_active Withdrawn
- 2010-02-10 KR KR1020117018752A patent/KR101325433B1/ko active IP Right Grant
- 2010-02-10 BR BRPI1008378A patent/BRPI1008378B1/pt active IP Right Grant
- 2010-02-10 WO PCT/JP2010/051991 patent/WO2010092992A1/ja active Application Filing
-
2011
- 2011-08-11 US US13/207,600 patent/US8206521B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH024944A (ja) * | 1988-06-22 | 1990-01-09 | Kobe Steel Ltd | 疲労特性の優れた電縫鋼管用鋼 |
| JP3409277B2 (ja) | 1998-05-13 | 2003-05-26 | 株式会社神戸製鋼所 | 非調質ばね用圧延線状鋼または棒状鋼 |
| JP2000017390A (ja) * | 1998-06-30 | 2000-01-18 | Toa Steel Co Ltd | 高強度冷間成形非調質緩衝・復元機構部材用鋼材 |
| JP2005002365A (ja) * | 2003-06-09 | 2005-01-06 | Chuo Spring Co Ltd | 高強度スタビライザ |
| JP2006089785A (ja) * | 2004-09-22 | 2006-04-06 | Jfe Bars & Shapes Corp | 靭性に優れた高強度スタビライザ用鋼およびスタビライザの製造方法 |
| JP2006089783A (ja) * | 2004-09-22 | 2006-04-06 | Jfe Bars & Shapes Corp | 靭性に優れた高強度スタビライザ用鋼およびスタビライザの製造方法 |
| JP2008095156A (ja) * | 2006-10-13 | 2008-04-24 | Nisshin Steel Co Ltd | 耐遅れ破壊性に優れた中空スタビライザの製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2397571A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170022580A1 (en) * | 2009-12-22 | 2017-01-26 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | High-strength spring steel |
| CN102304670A (zh) * | 2011-09-22 | 2012-01-04 | 首钢总公司 | 一种具有-40℃应变时效高韧性钢板及其生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102317493A (zh) | 2012-01-11 |
| BRPI1008378B1 (pt) | 2018-12-11 |
| KR20110104117A (ko) | 2011-09-21 |
| JP5306845B2 (ja) | 2013-10-02 |
| EP2397571A4 (en) | 2016-08-17 |
| BRPI1008378A8 (pt) | 2017-10-10 |
| US8206521B2 (en) | 2012-06-26 |
| EP2397571A1 (en) | 2011-12-21 |
| BRPI1008378A2 (pt) | 2016-02-23 |
| JP2010185109A (ja) | 2010-08-26 |
| KR101325433B1 (ko) | 2013-11-04 |
| US20110290382A1 (en) | 2011-12-01 |
| CN102317493B (zh) | 2013-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5306845B2 (ja) | 耐食性と低温靭性に優れた車両用高強度スタビライザ用鋼及びその製造方法とスタビライザ | |
| JP5764383B2 (ja) | 車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法 | |
| JP5064060B2 (ja) | 高強度ばね用鋼線及び高強度ばね並びにそれらの製造方法 | |
| JP5973903B2 (ja) | 耐水素脆性に優れた高強度ばね用鋼線およびその製造方法並びに高強度ばね | |
| JP6027302B2 (ja) | 高強度焼戻し省略ばね用鋼 | |
| JP6232324B2 (ja) | 高強度で耐食性に優れたスタビライザー用鋼とスタビライザーおよびその製造方法 | |
| WO2006022009A1 (ja) | 高強度ばね用鋼、並びに高強度ばね及びその製造方法 | |
| JP4116762B2 (ja) | 耐水素疲労特性の優れた高強度ばね用鋼およびその製造方法 | |
| JP4773106B2 (ja) | 強度−捻れ特性バランスに優れた鋼部品およびその製造方法と該鋼部品用鋼材 | |
| JP6796472B2 (ja) | 中空部材及びその製造方法 | |
| JP4937499B2 (ja) | 耐食性および疲労特性に優れた高強度ばね用鋼およびその製造方法 | |
| JP5783805B2 (ja) | 疲労特性および靱性に優れた鋼 | |
| JP3398552B2 (ja) | 疲労特性に優れたフラッパーバルブ用高強度オーステナイト系ステンレス鋼板およびその製造方法 | |
| JP3343505B2 (ja) | 冷間加工性と耐遅れ破壊性に優れた高強度ボルト用鋼およびその製法 | |
| JPH0718380A (ja) | 浸炭用高強度ボルト用鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080007856.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10741269 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010741269 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20117018752 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 6128/DELNP/2011 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: PI1008378 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: PI1008378 Country of ref document: BR Kind code of ref document: A2 Effective date: 20110810 |