WO2009107289A1 - 硬度、加工性、並びに、防汚特性に優れたイリジウム合金 - Google Patents
硬度、加工性、並びに、防汚特性に優れたイリジウム合金 Download PDFInfo
- Publication number
- WO2009107289A1 WO2009107289A1 PCT/JP2008/070839 JP2008070839W WO2009107289A1 WO 2009107289 A1 WO2009107289 A1 WO 2009107289A1 JP 2008070839 W JP2008070839 W JP 2008070839W WO 2009107289 A1 WO2009107289 A1 WO 2009107289A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wire
- aluminum
- copper
- zirconium
- iridium
- Prior art date
Links
Images


Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R1/00—Details of instruments or arrangements of the types included in groups G01R5/00 - G01R13/00 and G01R31/00
- G01R1/02—General constructional details
- G01R1/06—Measuring leads; Measuring probes
- G01R1/067—Measuring probes
- G01R1/06711—Probe needles; Cantilever beams; "Bump" contacts; Replaceable probe pins
- G01R1/06755—Material aspects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, metal wire, metal rods, metal tubes by drawing
- B21C1/003—Drawing materials of special alloys so far as the composition of the alloy requires or permits special drawing methods or sequences
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/04—Alloys based on a platinum group metal
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/14—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of noble metals or alloys based thereon
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R3/00—Apparatus or processes specially adapted for the manufacture or maintenance of measuring instruments, e.g. of probe tips
Definitions
- the present invention relates to an iridium alloy suitable for a wire constituting a probe pin for inspecting electrical characteristics of a semiconductor integrated circuit or the like, and a manufacturing method thereof.
- probe pins Inspection of electrical characteristics of a semiconductor integrated circuit or the like is performed by bringing probe pins into contact with a large number of electrode pads.
- conventionally used materials for probe pins include those using beryllium copper (Be—Cu), phosphor bronze (Cu—Sn—P), tungsten (W), palladium (Pd) and silver. There are those using an alloy to which (Ag) or the like is added.
- copper alloys and tungsten are materials that are relatively easily oxidized even if they are sufficient in mechanical properties, while palladium alloys are somewhat inferior in hardness, etc., even though they are good in oxidation resistance characteristics. There is.
- Iridium is attracting attention as a new constituent material of the probe pin.
- Iridium is a metal excellent in oxidation resistance, electrical characteristics, and current resistance, and is sufficient in hardness, and is therefore suitable as a material for probe pins that are repeatedly contacted.
- iridium also has several points that are insufficient to meet the characteristics required for probe pins in the future. For example, recent semiconductor integrated circuits and the like tend to have a narrower pitch between electrode pads due to higher density, and therefore it is required to make the probe pin wire diameter finer. In this respect, iridium has high hardness and is difficult to be thinned, and often breaks during processing, and thus it is difficult to meet such demands.
- the probe pin is also required to respond to the increase in the inspection speed of the circuit in addition to the higher density as described above.
- the higher inspection speed increases the load due to friction and generates heat at that time. There is a concern about strength reduction due to This problem can occur even with iridium, and an improvement in mechanical properties at high temperatures is required.
- the present invention has been made in the background as described above, and is a material for a probe pin that is required to be further miniaturized in the future and whose use environment is severe, and can meet these requirements.
- the material is provided.
- the present inventors conducted intensive research and examined the possibility of improving workability and the like by adding a trace amount of an additive element to pure iridium, which is the conventional material. And from the examination, it has a characteristic preferable as a wire for a probe pin by adding zirconium, aluminum, and copper in a composite manner.
- the present invention is an iridium alloy suitable for a probe pin wire to which zirconium is an essential element as an additive element, and further added with aluminum and / or copper, and the additive concentration of zirconium is 100 to 500 ppm,
- This is an iridium alloy having a total addition concentration of aluminum and copper of 10 to 500 ppm.
- the addition of a small amount of these additive elements contributes to the refinement of crystal grains of the iridium material, and increases the workability and high-temperature strength. As a result, the original processability is better than that of pure iridium, and processing at a high temperature is facilitated. As a result, the material according to the present invention can be processed into an ultrafine wire of 0.05 to 0.5 mm, and can cope with a higher density of probe pins. Further, the increase in high temperature strength also leads to an increase in hardness, and the surface hardness thereof is 700 Hv or higher immediately after processing, and can be maintained at 600 Hv or higher even when subjected to heat treatment at 1000 ° C. And even if it becomes high temperature by the temperature rise by repeated contact, it is possible to maintain stable contact characteristics without being worn.
- the additive element added to iridium is a combination of zirconium, aluminum, and copper.
- zirconium although only zirconium is used as an additive element, there is a certain effect, but in the present invention, at least one of aluminum and copper is added for further improvement of characteristics.
- zirconium is preferable as an essential additive element is that it has a function of increasing the recrystallization temperature of iridium in addition to crystal grain refinement, so it is suitable for increasing high-temperature strength and ensuring workability at high temperatures. is there.
- the zirconium concentration is set to 100 to 500 ppm, and the aluminum concentration and the copper concentration are set to 10 to 500 ppm (total of both aluminum and copper). Concentration).
- One or both of aluminum and copper are added so that at least one of aluminum and copper is used.
- each additive element described above is the minimum addition amount for exhibiting a remarkable workability improvement effect.
- the upper limit of the total additive amount of additive elements is set to 1000 ppm. If it exceeds 1000 ppm, workability deteriorates and wire breakage may occur during thin wire processing. This is because even if it is possible, cracks or the like may occur during subsequent processing. Moreover, excessive addition of an additive element increases specific resistance and deteriorates electrical characteristics.
- the more preferable upper limit of the total addition amount of an additional element is 600 ppm, More preferably, it is 400 ppm.
- the iridium alloy suitable for the probe pin wire according to the present invention is manufactured by manufacturing an ingot or bar made of an iridium alloy having a predetermined composition to which zirconium, aluminum, and copper are added, and processing the wire. Specifically, what consists of the following processes is preferable.
- B A step of hot working the rod to obtain a wire having a wire diameter of 0.5 to 1.0 mm.
- C A step of performing at least one combination of annealing at 1000 to 1200 ° C. and energization heating wire drawing for one or more passes on the wire.
- D A step of performing at least one combination of annealing at 900 to 1200 ° C. and cold drawing for one or more passes on the wire after the electric heating and drawing.
- the coarse wire is processed into a wire having a thickness of 0.5 mm or less while securing the material hardness and suppressing defects by performing a combination of electric heating and wire drawing and cold working.
- the processing method according to the present invention will be described in detail below.
- a casting method with high energy density such as arc melting or high frequency melting is applied.
- the zirconium concentration is adjusted at the time of casting.
- powder or small lump can be used.
- hot forging and hot rolling are applied, and these may be repeated.
- the standard of the processing size in this step is about 3 to 10 mm square for a rod with a square cross section (step (a)).
- the processing in the step ((b) step) in which the rod is used as the rough wire is to anneal the rod and then to form a wire having a wire diameter of 0.5 to 1.0 mm by hot working.
- the annealing temperature is preferably 1100 ° C. to 1300 ° C. and is preferably performed in a non-oxidizing gas atmosphere.
- a swaging process and a draw bench process are preferable and what combined these is more preferable.
- each processing can be performed in a plurality of passes.
- annealing may be performed a plurality of times. For example, after annealing, swaging processing and draw bench processing are performed, and after annealing again, draw bench processing is performed to obtain a wire having a target wire diameter.
- the electric heating and wire drawing performed in the step (c) is a wire drawing process in which the wire to be processed is passed through a die and a pressure roller.
- the wire to be processed is energized from the outside and the resistance heat at that time is processed. It is a heat source for ensuring safety.
- the electric heating wire drawing enables high temperature and uniform heating by adjusting the applied current, and a zirconium-containing iridium alloy having a high high temperature strength can be processed relatively easily.
- the applied current is 8.0 to 12.0 mA.
- a die as the processed member, and the processing rate is set by the hole diameter of the die.
- the processing rate per pass is preferably set to 15 to 20%.
- a lubricant for reducing friction between the die and the wire to be processed, but it is preferable to use carbon powder as a lubricant to suppress disconnection and defects.
- annealing at 1000 to 1200 ° C. is necessary to ensure workability.
- One set of the combination of annealing and processing of one pass or more is performed, and one or more sets of processing are performed.
- the standard of the wire diameter achieved in this energization heating wire drawing step is 0.2 to 0.8 mm, and particularly 0.2 to 0.00 mm when an ultrafine wire of 0.15 mm or less is finally produced. It is preferable to use 3 mm as a guide.
- the cold wire drawing step (step (d)) is performed to adjust the final wire diameter and to provide strength by cold working.
- this wire drawing it is preferable to set the processing rate per pass to 4 to 10%.
- this cold drawing it is preferable to use rapeseed oil as a lubricant.
- Even before the wire drawing it is necessary to perform an annealing process at 900 to 1200 ° C. in order to ensure workability. And it can be processed into a wire having a wire diameter of 0.05 to 0.5 mm by the above cold wire drawing.
- FIG. 1 shows a manufacturing process of a probe pin wire in the present embodiment.
- This manufacturing process can be broadly divided into a melting (casting) process, a hot working process, a rough wire working process, an electric heating and drawing process, and a cold drawing process.
- melting melting
- hot working hot working
- rough wire working rough wire working
- electric heating and drawing electric heating and drawing
- cold drawing cold drawing
- ⁇ Melting step> Pure iridium powder and additive element (zirconium, aluminum, copper) powder were weighed and mixed so as to have a predetermined composition, and arc-melted to produce a rod-shaped iridium alloy ingot.
- ⁇ Hot processing step> The rod-shaped ingot was hot forged at 1400 ° C. to obtain an 8 mm square rod. And it hot-rolled by the grooved roll (temperature 1400 degreeC), and was set as the 5-mm square wire.
- ⁇ Coarse wire processing step> Before processing, annealing treatment was performed in a nitrogen atmosphere at 1200 ° C. for 30 minutes, and hot swaging processing and draw bench processing were performed. In the hot swaging process, the wire was passed through the swager while heating the burner, and this was performed for 10 passes to obtain a wire diameter of 3.04 mm. Next, this wire was processed by a draw bench while heating with a burner, and this was performed 20 passes to obtain a wire diameter of 1.90 mm. And annealing was performed again, draw bench processing was performed 20 passes, and it was set as the rough wire of wire diameter 0.51mm.
- ⁇ Electric heating wire drawing process> About the rough wire material processed through the above process, the wire drawing process was performed using the electric heating wire drawing apparatus.
- the wire is drawn by passing it through a die while feeding it from a feed roll.
- the energization heating is performed by using a feed roll and a die as an electrode, whereby the coarse wire is energized and heated. The die is heated independently.
- the processing conditions were a current of 9.5 mA and a feed rate of 2.72 m / min. Also, carbon powder is applied to the wire just after the feed roller.
- annealing treatment was performed at 1100 ° C. for 30 minutes in a nitrogen atmosphere. Then, 4 passes of wire drawing were performed under the above conditions. The combination of this annealing and electric heating wire drawing was performed twice, and it was set as the wire with a wire diameter of 0.27 mm.
- ⁇ Cold wire drawing step> Annealing treatment was performed in a nitrogen atmosphere at 1100 ° C. for 30 minutes to perform cold wire drawing. The combination of heat treatment and cold drawing was performed 10 times, and finally a wire having a wire diameter of 0.1 mm was obtained.
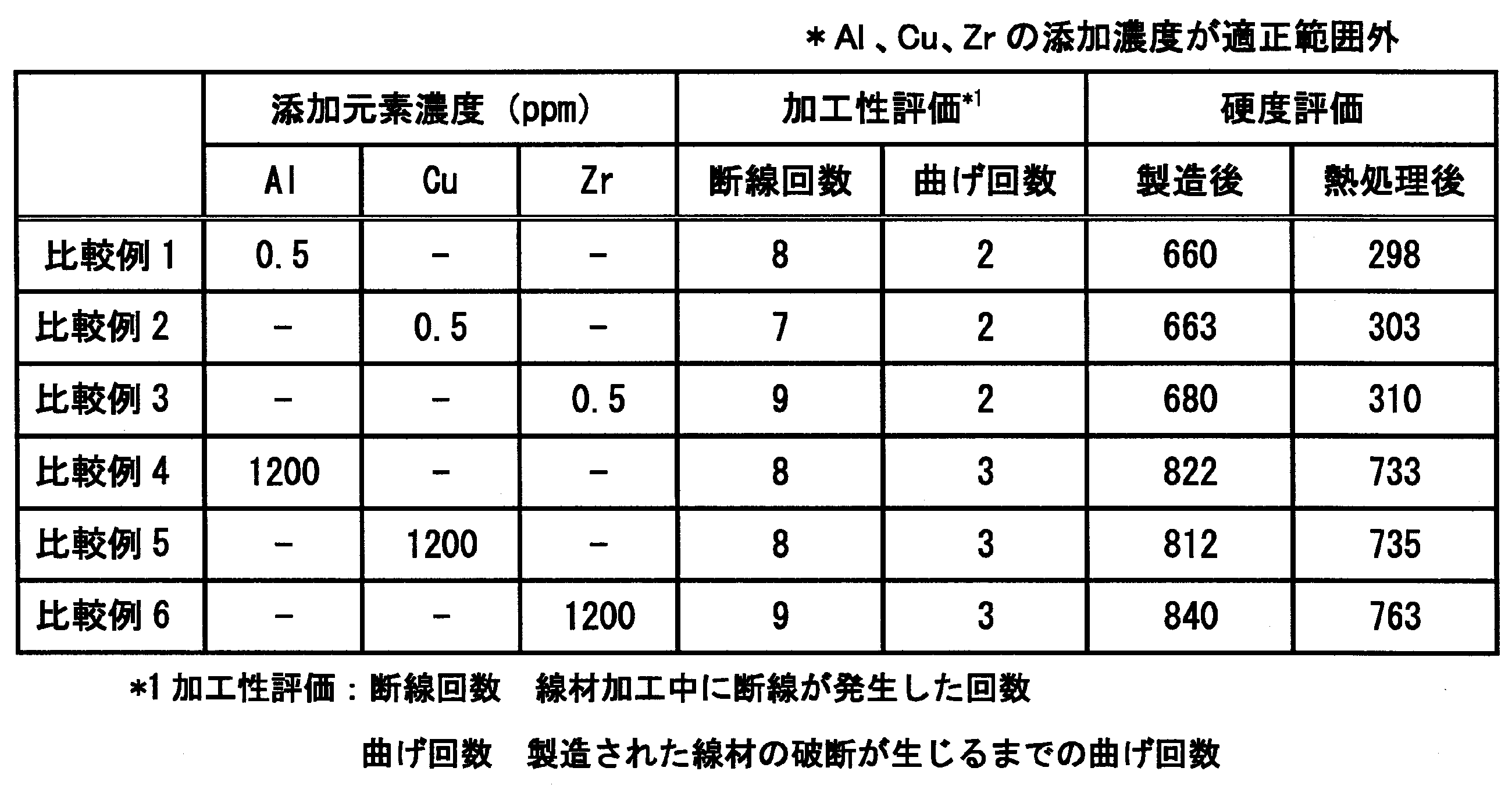
- the number of times that the disconnection occurred during the processing for obtaining one lot (total length 300 m) of the wire (wire diameter 0.1 mm) was recorded. And the bending test was done about the manufactured wire. This bending test is performed until the wire is bent back to 90 ° until the wire breaks, and the number of times of bending at which breakage occurs is measured. Furthermore, the surface hardness of the manufactured wire was measured with a Vickers hardness meter immediately after manufacturing and after heat treatment at 1000 ° C. for 30 minutes. The results of these studies are shown in Tables 1 to 4.
- the iridium alloy which is an Example regarding this invention which uses zirconium of 100 ppm or more as an essential element, and added at least one of aluminum and copper in a composite of 10 ppm or more has characteristics exceeding those of these reference examples. It can be seen that these are extremely good (Tables 2 and 3). However, it can be seen that the effects of the iridium alloys (Reference Examples 13 to 20) which are below the lower limit of the amount of each element added (zirconium 100 ppm, aluminum / copper 10 ppm) are reduced.
- a pure iridium ingot was manufactured without adding an additive element for comparison with the present embodiment, and an attempt was made to manufacture a fine wire in the same process as in the present embodiment.
- annealing was subsequently performed at 1000 ° C. for 30 minutes for current heating and wire drawing, a grain coarsened structure was formed, and breakage occurred frequently in subsequent processing, and processing into thin wires could not be performed.
- the thin wire arbitrarily selected from the above-mentioned examples and comparative examples was cut and subjected to tip processing to examine the anti-contamination property due to repeated contact as a probe pin.
- the probe pin there is a problem of contamination such as formation of an oxide film on the probe pin itself by repeated use and adhesion of foreign matter from a contact partner, and resistance to contamination is also an important characteristic.
- the evaluation of the anti-contamination property was performed with a simulation test apparatus shown in FIG.
- the manufactured probe pin is set in an apparatus, and the electrical resistance is measured while repeatedly contacting under the following conditions.
- the electrical resistance increases as the number of contacts increases, but the number of contacts up to that time was measured with the point of time when it exceeded 5 ⁇ being required to be cleaned by contamination.
- Table 5 shows the measurement results of the number of times of contact until the contact resistance exceeds 5 ⁇ .
- Table 5 also shows the test results of tungsten, which is a conventional material.
- Test conditions ⁇ Contact partner: Aluminum pad ⁇ Contact pressure: 8 g / 1 pin ⁇ Applied current: 100 mmA / 1 pin
- the probe pin wire according to the present invention uses an iridium alloy containing zirconium, aluminum, and copper as additive elements, thereby increasing the high-temperature strength and ensuring workability. Thus, thinning and high strength that cannot be achieved are possible. According to the present invention, it is possible to manufacture a probe pin with a narrow pitch, and it is possible to maintain stable characteristics even in a use environment that receives repeated friction.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Physics & Mathematics (AREA)
- Conductive Materials (AREA)
- Metal Extraction Processes (AREA)
- Measuring Leads Or Probes (AREA)
- Testing Or Measuring Of Semiconductors Or The Like (AREA)
Abstract
Description
(b)前記棒材を熱間加工して線径0.5~1.0mmの線材とする工程。
(c)前記線材について、1000~1200℃での焼鈍と1パス以上の通電加熱伸線加工との組み合わせを少なくとも1回行う工程。
(d)通電加熱伸線後の線材について、900~1200℃での焼鈍と1パス以上の冷間伸線加工との組み合わせを少なくとも1回行う工程。



試験条件
・接触相手:アルミ製パッド
・接触圧力:8g/1ピン
・印加電流:100mmA/1ピン

Claims (4)
- 添加元素としてジルコニウムを必須元素とし、更に、アルミニウム及び/又は銅を添加したプローブピン用の線材に適したイリジウム合金であって、
ジルコニウムの添加濃度が100~500ppmであり、アルミニウムと銅との合計添加濃度が10~500ppmであるイリジウム合金。 - 添加元素の合計濃度は600ppm以下である請求項1記載のイリジウム合金。
- 請求項1又は請求項2記載のイリジウム合金からなるプローブピン。
- 請求項1又は請求項2に記載のプローブピン用の線材の製造方法であって下記工程からなる方法。
(a)ジルコニウムとアルミニウム及び/又は銅とからなる添加元素と、残部イリジウムからなる合金を鋳造し、鋳造品を棒材とする工程。
(b)前記棒材を熱間加工して線径0.5~1.0mmの線材とする工程。
(c)前記線材について、1000~1200℃での焼鈍と1パス以上の通電加熱伸線加工との組み合わせを少なくとも1回行う工程。
(d)通電加熱伸線後の線材について、900~1200℃での焼鈍と1パス以上の冷間伸線加工との組み合わせを少なくとも1回行う工程。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200880110491.8A CN101809176B (zh) | 2008-02-27 | 2008-11-17 | 硬度、加工性及防污特性优良的铱合金 |
| EP08872973.6A EP2248920B1 (en) | 2008-02-27 | 2008-11-17 | Iridium alloy excellent in hardness, processability and anti-contamination property |
| US12/675,390 US9063173B2 (en) | 2008-02-27 | 2008-11-17 | Iridium alloy excellent in hardness, workability and anti-contamination properties |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008045573A JP4213761B1 (ja) | 2008-02-27 | 2008-02-27 | 硬度、加工性、並びに、防汚特性に優れたイリジウム合金 |
| JP2008-045573 | 2008-02-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009107289A1 true WO2009107289A1 (ja) | 2009-09-03 |
Family
ID=40361306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/070839 WO2009107289A1 (ja) | 2008-02-27 | 2008-11-17 | 硬度、加工性、並びに、防汚特性に優れたイリジウム合金 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9063173B2 (ja) |
| EP (1) | EP2248920B1 (ja) |
| JP (1) | JP4213761B1 (ja) |
| KR (1) | KR101207167B1 (ja) |
| CN (1) | CN101809176B (ja) |
| MY (1) | MY152119A (ja) |
| RU (1) | RU2422547C1 (ja) |
| TW (1) | TWI445833B (ja) |
| WO (1) | WO2009107289A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012090714A1 (ja) * | 2010-12-27 | 2012-07-05 | 田中貴金属工業株式会社 | イリジウム含有合金からなる金属線材 |
| WO2015146932A1 (ja) * | 2014-03-28 | 2015-10-01 | 田中貴金属工業株式会社 | イリジウム又はイリジウム合金からなる金属線材 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5074608B2 (ja) * | 2011-02-08 | 2012-11-14 | 田中貴金属工業株式会社 | プローブピン |
| DE102012008907A1 (de) | 2012-05-08 | 2013-11-14 | Heraeus Materials Technology Gmbh & Co. Kg | Rhodiumlegierung zur Herstellung eines Drahts für Prüfnadeln |
| RU2521184C1 (ru) * | 2013-04-22 | 2014-06-27 | Закрытое Акционерное Общество "Уральские Инновационные Технологии" (ЗАО "УРАЛИНТЕХ") | Способ получения промежуточной заготовки из иридия |
| US9810714B2 (en) | 2013-11-07 | 2017-11-07 | Heraeus Deutschland GmbH & Co. KG | Probe pin and method for producing a probe pin |
| CN109752574A (zh) * | 2017-11-07 | 2019-05-14 | 特克特朗尼克公司 | 探头末端和探头组件 |
| CN109961899B (zh) * | 2017-12-25 | 2020-12-01 | 西部超导材料科技股份有限公司 | 一种在线热拉制备青铜法Nb3Sn超导线材的方法 |
| EP3862759B1 (de) | 2020-02-04 | 2022-05-11 | Heraeus Deutschland GmbH & Co. KG | Manteldraht und verfahren zur herstellung von manteldrähten |
| EP3878986A1 (de) | 2020-03-12 | 2021-09-15 | Heraeus Deutschland GmbH & Co KG | Draht und band mit bornitrid-nanoröhren für elektrische kontaktierungen |
| EP4325227A1 (de) | 2022-08-16 | 2024-02-21 | Heraeus Precious Metals GmbH & Co. KG | Bandförmiger verbundwerkstoff für prüfnadeln |
| KR20240044081A (ko) | 2022-09-28 | 2024-04-04 | 엘티메탈 주식회사 | 프로브 핀용 Pd 합금 재료 및 그 제조 방법 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01180964A (ja) * | 1988-01-08 | 1989-07-18 | Tanaka Kikinzoku Kogyo Kk | 真空蒸着用Ir金属 |
| JPH04323339A (ja) * | 1991-04-19 | 1992-11-12 | Tanaka Kikinzoku Kogyo Kk | イリジウム線および薄板材料 |
| JPH05154719A (ja) | 1991-11-29 | 1993-06-22 | Tanaka Kikinzoku Kogyo Kk | プローブピンの製造装置 |
| JPH1038922A (ja) | 1996-07-26 | 1998-02-13 | Iwaki Electron Corp Ltd | プローブピン装置 |
| JP2004093355A (ja) | 2002-08-30 | 2004-03-25 | Toshiba Corp | Pd合金系プローブピンおよびそれを用いたプローブピン装置 |
| JP2005233967A (ja) * | 2005-03-04 | 2005-09-02 | Tanaka Kikinzoku Kogyo Kk | プローブピン用材料 |
| JP2005533924A (ja) * | 2002-07-13 | 2005-11-10 | ジョンソン、マッセイ、パブリック、リミテッド、カンパニー | 合金 |
| JP2007218850A (ja) * | 2006-02-20 | 2007-08-30 | Sumitomo Electric Ind Ltd | プローブピン、プローブカード、検査装置および検査装置の制御方法 |
| JP2007225288A (ja) * | 2006-02-21 | 2007-09-06 | Luzcom:Kk | コンタクトプローブピン用プランジャー及びその製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3918965A (en) * | 1974-04-26 | 1975-11-11 | Us Energy | Iridium-hafnium alloy |
| JP2002131334A (ja) * | 2000-10-24 | 2002-05-09 | Nec Yamaguchi Ltd | プローブ針、プローブカード、及びプローブカードの作製方法 |
-
2008
- 2008-02-27 JP JP2008045573A patent/JP4213761B1/ja active Active
- 2008-11-17 EP EP08872973.6A patent/EP2248920B1/en active Active
- 2008-11-17 US US12/675,390 patent/US9063173B2/en active Active
- 2008-11-17 KR KR1020107011751A patent/KR101207167B1/ko active IP Right Grant
- 2008-11-17 CN CN200880110491.8A patent/CN101809176B/zh active Active
- 2008-11-17 RU RU2010120130/02A patent/RU2422547C1/ru active
- 2008-11-17 WO PCT/JP2008/070839 patent/WO2009107289A1/ja active Application Filing
- 2008-11-17 MY MYPI20100972 patent/MY152119A/en unknown
-
2009
- 2009-02-26 TW TW98106115A patent/TWI445833B/zh active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01180964A (ja) * | 1988-01-08 | 1989-07-18 | Tanaka Kikinzoku Kogyo Kk | 真空蒸着用Ir金属 |
| JPH04323339A (ja) * | 1991-04-19 | 1992-11-12 | Tanaka Kikinzoku Kogyo Kk | イリジウム線および薄板材料 |
| JPH05154719A (ja) | 1991-11-29 | 1993-06-22 | Tanaka Kikinzoku Kogyo Kk | プローブピンの製造装置 |
| JPH1038922A (ja) | 1996-07-26 | 1998-02-13 | Iwaki Electron Corp Ltd | プローブピン装置 |
| JP2005533924A (ja) * | 2002-07-13 | 2005-11-10 | ジョンソン、マッセイ、パブリック、リミテッド、カンパニー | 合金 |
| JP2004093355A (ja) | 2002-08-30 | 2004-03-25 | Toshiba Corp | Pd合金系プローブピンおよびそれを用いたプローブピン装置 |
| JP2005233967A (ja) * | 2005-03-04 | 2005-09-02 | Tanaka Kikinzoku Kogyo Kk | プローブピン用材料 |
| JP2007218850A (ja) * | 2006-02-20 | 2007-08-30 | Sumitomo Electric Ind Ltd | プローブピン、プローブカード、検査装置および検査装置の制御方法 |
| JP2007225288A (ja) * | 2006-02-21 | 2007-09-06 | Luzcom:Kk | コンタクトプローブピン用プランジャー及びその製造方法 |
Non-Patent Citations (3)
| Title |
|---|
| "Proceeding of the Conference on Electron Beam Melting and Refining - State of the art, 2000", vol. 2000, article VILCA J M ET AL.: "Removal of impurities from platinum group metals by electron beam melting.", pages: 158 - 173, XP008132211 * |
| See also references of EP2248920A4 * |
| TER-OGANESYANTS A K: "Production of refined iridium from concentrate KP-3.", RUSSIAN JOURNAL OF NON-FERROUS METALS, vol. 41, no. 6, 2000, pages 34 - 37, XP008132213 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012090714A1 (ja) * | 2010-12-27 | 2012-07-05 | 田中貴金属工業株式会社 | イリジウム含有合金からなる金属線材 |
| JP2012136733A (ja) * | 2010-12-27 | 2012-07-19 | Tanaka Kikinzoku Kogyo Kk | イリジウム含有合金からなる金属線材 |
| US10047415B2 (en) | 2010-12-27 | 2018-08-14 | Tanaka Kikinzoku Kogyo K.K. | Metallic wire rod comprising iridium-containing alloy |
| WO2015146932A1 (ja) * | 2014-03-28 | 2015-10-01 | 田中貴金属工業株式会社 | イリジウム又はイリジウム合金からなる金属線材 |
| JP2015190012A (ja) * | 2014-03-28 | 2015-11-02 | 田中貴金属工業株式会社 | イリジウム又はイリジウム合金からなる金属線材 |
| US10137496B2 (en) | 2014-03-28 | 2018-11-27 | Tanaka Kikinzoku Kogyo K.K. | Metal wire rod composed of iridium or iridium alloy |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2248920B1 (en) | 2015-07-08 |
| US9063173B2 (en) | 2015-06-23 |
| JP2009204379A (ja) | 2009-09-10 |
| EP2248920A1 (en) | 2010-11-10 |
| CN101809176A (zh) | 2010-08-18 |
| TWI445833B (zh) | 2014-07-21 |
| KR20100068304A (ko) | 2010-06-22 |
| JP4213761B1 (ja) | 2009-01-21 |
| MY152119A (en) | 2014-08-15 |
| CN101809176B (zh) | 2012-03-28 |
| RU2422547C1 (ru) | 2011-06-27 |
| US20100239453A1 (en) | 2010-09-23 |
| KR101207167B1 (ko) | 2012-12-03 |
| EP2248920A4 (en) | 2014-01-22 |
| TW200948989A (en) | 2009-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4213761B1 (ja) | 硬度、加工性、並びに、防汚特性に優れたイリジウム合金 | |
| JP4176133B1 (ja) | プローブピン | |
| JP4984108B2 (ja) | プレス打抜き性の良いCu−Ni−Sn−P系銅合金およびその製造法 | |
| JP6734486B2 (ja) | 電気・電子機器用のPd合金、Pd合金材、プローブピン及び製造方法 | |
| JP6074244B2 (ja) | Ag基合金からなるプローブピン用材料、プローブピン、プローブピンの製造方法 | |
| JP7141098B2 (ja) | プローブピン用材料およびプローブピン | |
| JP5074608B2 (ja) | プローブピン | |
| US11807925B2 (en) | Probe pin material including Ag—Pd—Cu-based alloy | |
| JP7429011B2 (ja) | プローブピン用材料およびプローブピン | |
| WO2019130511A1 (ja) | 析出硬化型Ag-Pd-Cu-In-B系合金 | |
| JP6654608B2 (ja) | 電気・電子機器用Cu合金及びそれを用いたプローブピン | |
| JP6372952B2 (ja) | Pt基合金で構成されるプローブピン用材料、プローブピンの製造方法 | |
| JP2021092450A (ja) | Rh基合金からなるプローブピン用材料およびプローブピン | |
| JP2016109446A (ja) | Rh基合金からなるプローブピン及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880110491.8 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08872973 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12675390 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 746/KOLNP/2010 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008872973 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: PI 2010000972 Country of ref document: MY |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010120130 Country of ref document: RU |
|
| ENP | Entry into the national phase |
Ref document number: 20107011751 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |