WO2009093382A1 - 光学部品の製造方法、型の製造方法、光学部品製造装置、及び型製造装置 - Google Patents
光学部品の製造方法、型の製造方法、光学部品製造装置、及び型製造装置 Download PDFInfo
- Publication number
- WO2009093382A1 WO2009093382A1 PCT/JP2008/071694 JP2008071694W WO2009093382A1 WO 2009093382 A1 WO2009093382 A1 WO 2009093382A1 JP 2008071694 W JP2008071694 W JP 2008071694W WO 2009093382 A1 WO2009093382 A1 WO 2009093382A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- optical component
- molding material
- transfer
- transfer body
- mold
- Prior art date
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
- B29D11/00278—Lenticular sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B13/00—Optical objectives specially designed for the purposes specified below
- G02B13/001—Miniaturised objectives for electronic devices, e.g. portable telephones, webcams, PDAs, small digital cameras
- G02B13/0085—Miniaturised objectives for electronic devices, e.g. portable telephones, webcams, PDAs, small digital cameras employing wafer level optics
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/0006—Arrays
- G02B3/0012—Arrays characterised by the manufacturing method
- G02B3/0031—Replication or moulding, e.g. hot embossing, UV-casting, injection moulding
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/0006—Arrays
- G02B3/0075—Arrays characterized by non-optical structures, e.g. having integrated holding or alignment means
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B7/00—Mountings, adjusting means, or light-tight connections, for optical elements
- G02B7/02—Mountings, adjusting means, or light-tight connections, for optical elements for lenses
- G02B7/021—Mountings, adjusting means, or light-tight connections, for optical elements for lenses for more than one lens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/361—Moulds for making articles of definite length, i.e. discrete articles with pressing members independently movable of the parts for opening or closing the mould, e.g. movable pistons
- B29C2043/3615—Forming elements, e.g. mandrels or rams or stampers or pistons or plungers or punching devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
- B29L2011/0016—Lenses
Definitions
- the present invention relates to the manufacture of optical components used to manufacture optical components such as lenses, lens arrays, light guide plates used in liquid crystal display panels, cameras equipped with light receiving elements such as CMOS (Complementary Metal Oxide Semiconductor) sensors, and the like.
- the present invention relates to a method and an optical component manufacturing apparatus, and a mold manufacturing method and a mold manufacturing apparatus used to manufacture a mold such as a mold used for molding optical components and a mold used for electroforming.
- Image sensor wafer with a plurality of image sensor chips arranged in a matrix with photoelectric conversion elements on the front and external connection terminals on the back, and multiple lenses corresponding to the image sensor chips
- a lens array arranged in a matrix, forming a cutting groove in the lens array, attaching the lens array to the surface of the image sensor wafer, and the image sensor chip.
- Patent Document 1 a method of manufacturing a camera module having a step of cutting the lens and the lens along the cutting groove to divide the lens into individual camera modules.
- the present invention can produce an optical component that can be well positioned with respect to a member to be joined and can be well joined with the member to be joined as compared with the prior art. It is an object of the present invention to provide a method, an optical component manufacturing apparatus, a mold manufacturing method and a mold manufacturing apparatus capable of manufacturing a mold used for molding an optical component as described above.
- the first feature of the present invention is that the molding material, the optical component portion forming portion for forming the optical component portion on the molding material, and the position where the optical component portion of the molding material is formed are separated.
- a curing step for curing at least the deformed portion of the material and a separation step for separating the molding material and the pre-transfer body from each other, and the transfer step for transferring the shape of the transfer portion to the molding material is repeated a plurality of times.
- an optical component manufacturing method for manufacturing an optical component for manufacturing an optical component.
- the method further includes a dividing step of dividing the optical component into a plurality of parts such that each of the plurality of divided optical components has at least one optical component part.
- the method further includes a joining step of joining the optical component and the article to be joined so that the convex portion contacts the article to be joined.
- the method further includes a dividing step of dividing the optical component and the object to be joined into a plurality of pieces so that each of the divided optical components has at least one optical component portion. .
- a transfer body in which one optical component part forming part is formed and at least three convex part forming parts are used is used as the transfer body.
- a molding material made of a photo-curable material is used, and in the curing step, the molding material is cured by irradiating light.
- a molding material made of a thermosetting material is used, and in the curing step, the molding material is cured by heating.
- the second feature of the present invention includes a mold manufacturing process for manufacturing a mold, and a molding process for molding an optical component using the mold manufactured in the mold manufacturing process.
- the molding material and the transfer body having the transfer portion are brought into contact with each other, and the optical component forming portion for forming the optical component portion and the position where the optical component portion is formed are arranged apart from each other.
- a deformation step of deforming the molding material in accordance with the shape of the transfer portion so as to have a concave portion, a curing step of curing at least a deformed portion of the molding material, a molding material and a pre-transfer body A mold having a plurality of shapes opposite to the shape of the transfer portion formed by repeating the transfer step of transferring the shape of the transfer portion to the molding material a plurality of times.
- the molding process includes A step of supplying an optical component material to the surface on which the optical component forming portion and the concave portion of the mold manufactured in the process are formed, and the optical component forming portion and the concave portion of the mold manufactured in the mold forming step. And a step of curing the optical component material in a state of being deformed according to the shape of the surface on which the is formed.
- the third feature of the present invention is that an optical component forming portion for forming an optical component portion by contacting a molding material and a transfer body having a transfer portion with each other, and the optical component portion are formed.
- a support part for supporting the molding material and a molding material supported by the support part so as to be in contact with each other, and forming an optical component part in the molding material.
- a transfer body having a transfer portion having a convex portion forming portion for forming a convex portion at a position separated from a position where the optical component portion of the molding material is formed, and the support
- a moving device that moves at least one of the support part and the transfer body so that the molding material supported by the part and the transfer body are brought into contact with and separated from each other, and at least the transfer body of the molding material At least the moving device and the curing device so that the shape of the transfer portion is transferred to the molding material a plurality of times.
- Control In optical component manufacturing apparatus comprising: a control unit.
- the fifth feature of the present invention is a support part that supports the molding material, and a transfer body provided so as to be able to contact the molding material supported by the support part, wherein the molding material is An optical component portion forming portion for forming an optical component portion, a transfer body used for deformation so as to have a concave portion disposed apart from a position where the optical component portion forming portion is formed, and the support A moving device that moves at least one of the support part and the transfer body so that the molding material supported by the part and the transfer body are brought into contact with and separated from each other, and at least the transfer body of the molding material At least the moving device and the curing device so that the shape of the transfer portion is transferred to the molding material a plurality of times.
- System And a control unit that, A mold manufacturing apparatus having
- an optical component that can be favorably positioned with a member to be joined and that can be favorably joined with a member to be joined can be manufactured.
- FIG.1 (a) is a top view
- FIG.1 (b) is a left view.
- the 1st transfer body used for the 1st Embodiment of this invention is shown
- Fig.2 (a) is a perspective view
- FIG.2 (b) is a bottom view
- FIG.2 (c) is FIG.
- the 2nd transfer body used for the 1st Embodiment of this invention is shown
- Fig.3 (a) is a perspective view
- FIG.3 (b) is a bottom view
- FIG.3 (c) is FIG.
- FIG. 8A is a sectional view showing the lens array manufactured using the second transfer body
- FIG. 8A is a sectional view showing the lens array manufactured using the second transfer body
- FIG. 15A shows a mold manufactured by the manufacturing method according to the second embodiment of the present invention
- FIG. 15A is a cross-sectional view showing a mold manufactured using the second transfer body
- FIG. FIG. 3 is a cross-sectional view showing a mold manufactured using the first transfer member.
- the 3rd transfer body used by the 2nd Embodiment of this invention is shown
- Fig.16 (a) is a perspective view
- FIG.16 (b) is a bottom view
- FIG.16 (c) is FIG.16 (c).
- FIG. 17A shows a third transfer member used in the second embodiment of the present invention
- FIG. 17A is a perspective view
- FIG. 17B is a bottom view
- FIG. It is sectional drawing which shows the DD line cross section in b). It is explanatory drawing explaining the process of the manufacturing method which concerns on the 2nd Embodiment of this invention.
- Modeling apparatus 1st transfer body 106 Bottom surface 108 Optical component part formation part 112 Concave part 142 Third transfer body 146 Bottom surface 148 Concave part 150 Convex part 200 Control device 402 Lens array 404 Optical part part 406 Convex part 452 Joint lens array 470 Lens 520 Mold 522 Optical component part forming part 524 Concave part
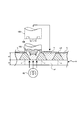
- FIG. 1 shows a modeling apparatus 10 according to the first embodiment of the present invention.
- the modeling apparatus 10 is used as an optical part manufacturing apparatus that manufactures optical parts and a mold manufacturing apparatus that manufactures molds. Moreover, in the modeling apparatus 10, while being used for the manufacturing method of the optical component which manufactures an optical component, it is used for the manufacturing method of the type
- the modeling apparatus 10 includes a base 12 installed on the installation surface, and a movable base 24 is supported on the base 12.
- a support base 14 is further supported on the upper surface of the movable base 24.
- the movable base 24 includes a lower part 26 in which a projecting part 25 having a shape projecting downward is formed, and an upper part 27 positioned above the lower part 26, and the projecting part 25 faces upward of the base 12. It is attached to the base 12 so as to be fitted in a groove (not shown) in the y-axis direction formed on the surface 12a. For this reason, the movable table 24 is guided by the groove in the y-axis direction, and can move in the y-axis direction on the surface 12a.
- a feed screw 28 is engaged with the protruding portion 25.
- the feed screw 28 is rotatably supported by the base 12 using bearings 30 and 30 so that the axial direction (longitudinal direction) is the y-axis direction.
- a y-axis motor 32 fixed to the base 12 is connected to the left end of the feed screw 28 in FIG. Therefore, by rotating the y-axis motor 32, the drive is transmitted to the projecting portion 25 via the feed screw 28, and the movable base 24 moves in the y-axis direction. Which direction of the y-axis is to be moved can be determined by controlling the rotation direction of the y-axis motor 32.
- a ⁇ -axis motor 34 is provided on the upper portion 27 of the movable table 24.
- the ⁇ -axis motor 34 rotates the upper portion 27 of the movable table 24 around a rotation axis in a direction perpendicular to the Z axis with respect to the lower portion 26 of the movable table 24.
- the movable base 24 is movable in the y-axis direction as a whole, and the upper portion 27 is rotatable with respect to the lower portion 26.
- a wafer W made of, for example, glass or the like is placed on the support table 14, and the support table 14 supports the placed wafer W from below in the direction of gravity.
- the support base 14 is connected to a drive source 18 including, for example, a motor.
- the support table 14 can be rotated integrally with the wafer W with respect to the upper portion 27 of the movable table 24, and is used when a resin or the like is applied to the wafer W by so-called spin coating. It is configured as a rotary table for spin coating.
- the support 14 can pass light emitted from the light irradiation device 60 described later, for example, using a material having optical transparency such as glass.
- a placement / removal device made of a robot or the like may be used. However, it may be performed manually by the operator.
- a supply device 36 for supplying a photocurable resin used as a molding material to the wafer W is provided in the upper part 27 of the movable table 24, a supply device 36 for supplying a photocurable resin used as a molding material to the wafer W is provided.
- a storage unit 40 that stores a photocurable resin is connected to the supply device 36 via a valve 38, and the supply device 36 converts the photocurable resin stored in the storage unit 40 into a substantially circular (circular shape). It is possible to supply the wafer W so as to be dropped from above onto a substantially central portion of the wafer W having a plate shape.
- the photocurable resin supplied to the wafer W is diffused by a centrifugal force when the support base 14 rotates for a predetermined time, and is applied to the surface of the wafer W with a substantially uniform thickness.
- a light irradiation device 60 used as a curing device is provided on the upper portion 27 of the movable table 24.
- the light irradiation device 60 is connected to a light source 70 by an optical fiber 68 used as a light transmission means, and is used for irradiating light to a photocurable resin applied to the wafer W.
- the light irradiation device 60 is positioned below the support 14, the wafer W, and the photocurable resin applied to the wafer W, which is opposite to the first transfer body 102 described later. Is provided. Therefore, it is possible to irradiate the photocurable resin with light without being blocked by the first transfer body 102 in a state where the first transfer body 102 is in contact with the photocurable resin.
- the movable base 24 is mounted on the base 12 and the support 42 is fixed.
- a movable unit 44 is attached to the column 42 so as to be movable in the x-axis direction with respect to the column 42.
- the movable unit 44 includes a left side portion 48 located on the left side in the drawing and a right side portion 50 fixed to the left side portion 48.
- the left portion 48 is supported so as to be movable in the x-axis direction with respect to the support column 42, and the feed screw 52 is engaged with the left portion 48.
- the feed screw 52 is rotatably attached to the column 42 by a bearing 54 so that the axis direction is the x-axis direction.
- the x-axis motor 56 attached to the column 42 is connected to one end of the feed screw 52. Therefore, when the x-axis motor 56 is rotated, the drive of the x-axis motor 56 is transmitted to the left portion 48 via the feed screw 52, and the left portion 48 and the right portion 50 of the movable unit 44 are integrated in the x-axis direction. Moving. Which direction in the x-axis direction the movable unit 44 is moved can be determined by controlling the rotation direction of the x-axis motor 56.
- a first transfer body 102 is mounted on the right side portion 50 of the movable unit 44 via a support member 45.
- the support member 45 is attached to the movable unit 44 so as to be movable in the z-axis direction.
- the support member 45 includes a protrusion 46 that protrudes to the left in FIG. 1 and a support 47 that is fixed to the protrusion 46.
- a first transfer body 102 used as a transfer body is attached to the support portion 47 so as to be detachable on a downward surface. Since the first transfer body 102 can be attached to and detached from the support portion 47, another transfer body can be attached to the support portion 47 instead of the first transfer body 102.
- a feed screw 58 is screwed into the protruding portion 46.
- the feed screw 58 is rotatably attached to the right side portion 50 of the movable unit 44 using bearings 61 and 61 so that the axial direction becomes the z-axis direction.
- the upper end of the feed screw 58 is connected to the support member z-axis motor 64. Therefore, when the support member z-axis motor 64 is rotated, the drive is transmitted to the support member 45 via the feed screw 58, and the support member 45 and the first transfer body 102 supported by the support member 45 are integrated. To move in the z-axis direction.
- a detection device 72 used as detection means for detecting the position of the wafer W and the first transfer body 102 is movable on the right side portion 50 of the movable unit 44 independently of the support member 45 (z-axis direction). Attached to be movable).
- the detection device 72 is, for example, a photographing unit 74 formed of a CCD camera, a lens unit 76 provided on the wafer W side of the photographing unit 74, and an illumination unit that ensures brightness for good photographing by the photographing unit 74. And a light 78 to be used.
- a z-axis motor 80 for detecting device is attached to the detecting device 72, and the z-axis motor 80 for detecting device is used as a drive source for moving the detecting device 72 in the z-axis direction with respect to the movable unit 44. Then, by moving the detection device 72 up and down, the photographing unit 74 can be focused on the first transfer body 102 and the like.
- the support member 45 is attached to the movable unit 44 so as to be movable in the z-axis direction, and the movable unit 44 is attached to the support column 42 so as to be movable in the x-axis direction. Therefore, by controlling the x-axis motor 56 and the support member z-axis motor 64, the first transfer body 102 together with the support member 45 can be moved in the x-axis direction and the z-axis direction. Further, as described above, the support base 14 moves in the y-axis direction together with the movable base 24 and rotates by driving the y-axis motor 32 and the ⁇ -axis motor 34.
- the y-axis motor 32 controls the y-axis motor 32, the x-axis motor 56, the support member z-axis motor 64, and the ⁇ -axis motor 34, the relative relationship between the wafer W and the light irradiation device 60 and the first transfer body 102 is achieved.
- the positional relationship can be changed.
- the photocurable resin applied to the wafer W and the first transfer body 102 are brought into contact with and separated from each other. be able to.
- the y-axis motor 32, the x-axis motor 56, the support member z-axis motor 64, and the ⁇ -axis motor 34 together with the feed screws 28, 52, 58, etc. It is used as a moving device that moves at least one of the photocurable resin and the first transfer body 102 so that the transfer body 102 contacts and separates from each other. Details of control of the y-axis motor 32, the x-axis motor 56, the support member z-axis motor 64, and the ⁇ -axis motor 34 will be described later.
- the photocurable resin includes a resin that is cured by irradiating invisible light such as an ultraviolet curable resin.
- a photocurable resin is used as the molding material.
- the first transfer body 102 is brought into contact with the first transfer body 102 or the first transfer body 102 is used.
- a material that can be deformed in accordance with the shape of the first transfer body 102 by press-contacting and can be cured while maintaining the deformed state can be appropriately used.
- thermosetting that is cured by heating. Resin can be used.
- a light irradiation device that cures the photocurable resin is used as a curing device that cures the molding material.
- the curing device is appropriately selected according to the material used as the molding material. For example, when a thermosetting resin is used as the molding material as described above, a heater for heating the thermosetting resin is selected as the curing device.
- FIG. 2 shows the first transfer body 102.
- the first transfer body 102 is made of, for example, metal, and has a substantially cylindrical main body 104 as shown in FIG. 2, and the bottom surface 106 of the main body 104 is used as a transfer portion.
- an optical component portion forming portion 108 used to form an optical component portion 404 (see FIG. 8) such as a lens portion, which will be described later, is protruded downward from the photocurable resin. It is provided as follows.
- the bottom surface 110 of the optical component part forming unit 108 is formed of, for example, a spherical surface or an aspherical surface, and the spherical surface or the like is formed by mechanically processing the first transfer body 102 such as cutting or polishing.
- the shape of the bottom surface 110 is transferred to the photocurable resin, and the optical component portion 404 having the opposite shape of the bottom surface 110 is formed on the photocurable resin.
- the optical component part forming unit 108 When the shape of the bottom surface 110 of the optical component part forming unit 108 is transferred to a photocurable resin or the like to produce an optical component such as a lens or a mold used when molding the optical component, the optical component part forming unit High accuracy is required for 108, and in general, machining often requires a long time and high cost. For this reason, in this embodiment, in order to shorten the processing time and reduce the cost, the first transfer member 102 is provided with only one optical component portion forming portion 108.
- three concave portions 112, 112, 112 are formed on the bottom surface 106 of the first transfer body 104.
- Each of the concave portions 112 is used as a convex portion forming portion for forming a convex portion 406 (see FIG. 8) described later at a position separated from a position where the optical component portion 404 of the photocurable resin is formed.
- the concave portions 112 are provided at positions spaced from the optical component portion forming portion 108, and are arranged at equal intervals on the bottom surface 106 having a substantially circular shape so that, for example, the angle from the center is 120 degrees. . It is desirable that three or more recesses 112 be formed. In this embodiment, three recesses 112 are formed. However, for example, four recesses 112 may be formed.
- FIG. 3 shows the second transfer body 122.
- the transfer member can be attached to and detached from the support portion 47 (see FIG. 1). Instead of attaching the first transfer member 102 to the support portion 47, another transfer is performed on the support portion 47. The body can be worn.
- the second transfer body 122 shown in FIG. 3 is one of transfer bodies that can be attached to the support portion 47 instead of the transfer body 102.
- the optical component portion forming portion 128 is provided on the bottom surface 126 of the main body portion 124 of the second transfer body 122, and the bottom surface of the optical component portion forming portion 128 is It is processed into a spherical shape or an aspherical shape.
- the first transfer body 102 described above has, for example, three recesses 112 formed on the bottom surface 106, whereas the bottom surface 130 of the second transfer body 122 has recesses. Not.
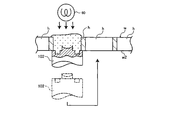
- FIG. 4 shows details of the first transfer body 102 and the wafer W, and describes the operation of the first transfer body 102.
- the wafer W has a structure in which a holding plate W2 is overlaid on a substrate W1.
- the substrate W1 is made of, for example, glass that is a material that can transmit light, and the thickness t1 thereof is, for example, 400 ⁇ m.
- the holding plate W2 is made of, for example, a liquid, and is used for holding a photocurable resin before curing having a high fluidity at a predetermined position.
- the holding plate W2 is made of, for example, silicon, and has a thickness t2 of, for example, 725 ⁇ , A plurality of through holes h penetrating downward from the bottom are formed. Each through-hole h has, for example, a mortar shape that narrows from the top to the bottom. Further, for example, a scribe layer (notched portion) S is formed inside the substrate W1 at a position between the adjacent through holes h of the substrate W1. Since the position where the scribe layer S of the substrate W1 is formed is weaker than other portions, the substrate W1 is divided along the scribe layer S when dividing the substrate W1.
- photocurable resin is applied to the upward surface of the wafer W, and the applied photocurable resin is held and held by the holding plate W2 so as to flow into the through holes h of the holding plate W2.
- a state in which the first transfer body 102 is in contact with the photocurable resin so that at least the bottom surface 106 is in contact with the photocurable resin is shown.
- the photocurable resin is cured and the shape of the bottom surface 106 of the transfer body 102 is light. Transferred to a cured resin.
- the first transfer body 102 is separated from the wafer W as indicated by a two-dot chain line in FIG. 2, and is cured, for example, as indicated by an arrow in FIG.
- the resin moves so as to be in contact with the uncured resin held in the through hole h adjacent to the through hole h holding the resin.
- FIG. 5 shows a first modification of the wafer W.
- the wafer W according to the above-described embodiment is configured such that the substrate W1 and the holding plate W2 are stacked. However, the substrate W1 according to the first modification includes only the holding plate W2.
- the first transfer body 102 is brought into contact with the holding plate W2 from below so as to block at least one of the through holes h from below, and the substrate W1 is blocked from below.
- the configuration of the modeling apparatus 10 is changed so that the photocurable resin can be supplied to the through hole h from above and the photocurable resin supplied to the through hole h can be irradiated with light from above. Cost. Note that the same portions as those of the wafer W according to the above-described embodiment are denoted by the same reference numerals in FIG.
- FIG. 6 shows a second modification of the wafer W. While the wafer W according to the above-described embodiment is configured such that the substrate W1 and the holding plate W2 are stacked, in this second modification, the wafer W does not have the holding plate W2. And the substrate W1. That is, in the second modification, the photocurable resin is only applied to the substrate W1 without being held on the holding plate W2.
- the same parts as those of the wafer W according to the above-described embodiment are denoted by the same reference numerals in FIG.
- FIG. 7 illustrates the operation of the second transfer body 122. That is, FIG. 7 shows a case where the transfer body mounted on the support portion 47 is replaced with the second transfer body 122 from the state where the first transfer body 102 is mounted on the support portion 47 (see FIG. 1). The operation is explained. Similar to the first transfer body 102, the second transfer body 122 comes into contact with the wafer W coated with the photocurable resin so that at least the bottom surface 126 comes into contact with the second transfer body 122, and is cured by light irradiation by the light irradiation device 60. 7 is separated from the wafer W as indicated by a two-dot chain line in FIG. 7, and as shown by an arrow in FIG. 7, for example, the through hole next to the through hole h holding the cured resin. It moves so as to be in contact with the uncured resin held in the hole h.
- FIG. 8 shows a lens array manufactured by the modeling apparatus 10
- FIG. 8A shows a lens array 352 manufactured using the second transfer body 122
- FIG. A lens array 402 manufactured using one transfer body 102 is shown.
- the lens array 402 is manufactured using a wafer W made of only the substrate W1 without the holding plate W2.
- the lens array 402 is used as an optical component, and includes an optical component portion 404 made of a lens, and a convex portion 406. Each has a plurality.
- the convex portions 406 are formed at positions separated from the optical component portion 404 and, for example, three are arranged around the optical component portion 404 at equal intervals so that the angle from the center is 120 degrees. .
- the lens array 352 is used, for example, as a bonded article bonded to the lens array 402, and is manufactured using a wafer W made of only the substrate W1 without the holding plate W2 like the lens array 402. A plurality of optical component parts 354 made of lenses are provided. However, the convex portion 406 formed on the lens array 402 is not formed.
- the interval between the optical component portions 404 in the lens array 402 and the interval between the optical component portions 354 in the lens array 352 are the same. For this reason, when the lens array 402 and the lens array 352 are joined, the optical component portions 354 and the optical component portions 404 can be overlapped in the vertical direction.
- the lens array 352 and the lens array 402 are joined so that the convex portions 406 are in contact with the lens array 352. Details of the joining of the lens array 352 and the lens array 402 will be described later.
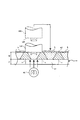
- FIG. 9 shows a control device 200 included in the modeling apparatus 10.
- the control device 200 includes a main control unit 204 to which an output from the detection device 72 is input via an image recognition device 202 that recognizes an image captured by the detection device 72.
- the main control unit 204 controls the y-axis motor 32, the x-axis motor 56, the support member z-axis motor 64, and the ⁇ -axis motor 34 by controlling the motor control circuit 206.
- the main control unit 204 controls the light source 70 by controlling the light source driving circuit 208.
- the main control unit 204 controls the z-axis motor 80 for the detection device by controlling the motor control circuit 210.
- the main control unit 204 controls the valve 38 by controlling the valve drive circuit 212.
- the main control unit 204 controls the drive source 18 by controlling the drive source control circuit 214.
- FIG. 10 is a flowchart showing the control of the modeling apparatus 10 by the control apparatus 200, and shows, for example, steps of a method for manufacturing an optical component used for manufacturing the lens array 402 described above.
- the first transfer body 102 is mounted as the transfer body mounted on the support portion 47.
- a mounting process for mounting the wafer W on the support table 14 is executed in step S100.
- a photocurable resin application process for applying a photocurable resin to the wafer W is executed.
- the main control unit 204 controls the valve driving circuit 212 to keep the valve 38 open for a predetermined time and supply photo-curing resin to the surface of the wafer W.
- the main control unit 204 controls the drive source control circuit 214 to drive the drive source 18 for a predetermined time.
- the drive source 18 is driven, the support table 14 rotates, and the photocurable resin supplied to the wafer W placed on the support table 14 is diffused substantially uniformly on the surface of the wafer W by centrifugal force. It becomes.
- step S300 a transfer process for transferring the shape of the bottom surface 106 of the first transfer body 102 to the photocurable resin is executed. Details of the transfer process in step S300 will be described later.
- next step S400 it is determined whether or not all the transfer processes have been completed. That is, as step S300, for example, it is determined whether or not it is the last transfer process among the transfer processes repeated about 1500 to 2400 times. If it is determined in step S400 that it is not the last transfer process, the process returns to step S300. On the other hand, if it is determined in step S300 that it is the last transfer process, the process proceeds to the next step S500.
- step S ⁇ b> 500 the wafer W transferred to the applied photocurable resin is unloaded from the modeling apparatus 10 from the state of being placed on the support base 14.
- the modeling apparatus 10 does not have a device such as a robot that places the wafer W on the support table 14 and carries the wafer W out of the modeling apparatus 10, the wafer W is placed on the support table 14.
- the removal of the wafer W from the modeling apparatus 10 is performed manually by the operator, and the operations of Step S100 and Step S500 under the control of the main control unit 204 are not performed.
- FIG. 11 is a flowchart showing details of control in the transfer process (step S300) by the control device 200.
- a deformation process is performed in which the photocurable resin applied to the wafer W is deformed in accordance with the transfer shape formed on the first transfer body 102 in step S302. That is, in step S302, the main control unit 204 controls the motor control circuit 206 to drive the y-axis motor 32, the x-axis motor 56, the support member z-axis motor 64, and the ⁇ -axis motor 34, and thereby the wafer W. At least one of the first transfer body 102 and the support 14 is moved so that the first transfer body 102 comes into contact with a predetermined position of the photocurable resin applied to the first transfer body 102 and deforms the photocurable material. .
- step S302 based on the data detected by the detection device 72 and subjected to image processing by the image recognition device 202, the support base 14 is brought into contact with the appropriate position of the photo-curing resin.
- position correction data may be created on the first transfer body 102, and at least one of the first transfer body 102 and the support base 14 may be moved under the control of the main control unit 204 based on the correction data. .
- the photocurable resin is deformed according to the shape of the bottom surface 106 of the first transfer body 102 as described above. That is, the photo-curing resin is deformed so as to have the shape of the optical component portion 404 formed of a lens following the optical component portion forming portion 108, and the convex portion 406 follows the shape of the concave portion 112 used as the convex portion forming portion. It deforms to become the shape of
- a curing step is performed in which the photo-curing resin deformed in accordance with the first transfer body 102 is cured by contacting the first transfer body 102. That is, the main control unit 204 controls the light source driving circuit 208 to cause the light source 70 to irradiate light at a predetermined time in a portion that is deformed by contacting at least the first transfer body 102 of the photo-curing resin. .
- the photocurable resin is cured in a deformed state of the lens portion, and one optical component portion 404 and three convex portions 406 are formed in the photocurable resin. It is done.
- a divorce step for separating the cured photo-curing resin and the first transfer body 102 is executed. That is, the main control unit 204 controls the motor control circuit 206 to drive the support member z-axis motor 64 so as to move the first transfer member 102 in contact with the thermosetting resin upward, for example. .
- a series of transfer processes is completed by steps S302, S304, and S306 described above. Then, as shown in FIG. 10, by repeating the transfer process until all the transfer is completed according to the number of lens parts to be formed, the same number of optical component parts as the number of transfer processes repeated on the photocurable resin. 404 is formed, and the lens array 402 is formed.
- the process of manufacturing the lens array 402 using the first transfer body 102 as the transfer body has been described.
- the lens is formed in the same manner as described above using the second transfer body 122 as the transfer body.
- Array 352 can be manufactured.
- FIG. 12 illustrates a process of manufacturing a lens, which is an optical component, having at least one lens unit lens unit by using the lens array 402 and the lens array 352 that are shaped by the processes described above. .
- FIG. 12A for example, two lens arrays 402 and 402 and one lens array 352 are prepared, and these three lens arrays are bonded together by a method such as bonding. (Joining process).
- FIG. 12B shows a cemented lens array 452 in which three lens arrays are cemented through a cementing process.
- the cemented lens array 452 joined in the joining process is divided into a plurality of lenses 470 by a method such as cutting (dividing process).
- the lens array constituting the cemented lens array 452 is divided so as to have at least one optical portion. That is, the cemented lens array 452 is divided so that the lens arrays 402 and 402 each have at least one optical component unit 404 and the lens array 352 has at least one optical component unit 354. Further, as described above, if the scribe layer S (see FIG. 4) is formed on the wafer W of each lens array, the cemented lens array 452 can be easily divided.
- FIG. 12C shows a lens 470 manufactured by dividing the cemented lens array 452.
- a lens composed of a single layer can be formed by dividing a plurality of lens arrays without joining them.
- the lens array 352 and the lens array 402 can be used as a lens array without being divided, and the cemented lens array 452 can be used as a cemented lens array without being divided.
- FIG. 13 shows a camera 550 using a lens 470.
- the camera 550 is manufactured by attaching a light receiving element 552 to a lens 470.
- the light receiving element 552 is made of, for example, a COMS sensor, has a photodiode region 554, and is an element used to record an image by converting inputted light into an electrical signal.
- a CCD sensor or the like can be used instead of the COMS sensor.
- FIG. 14 shows a cemented lens array in which a plurality of lens arrays are cemented. Specifically, a sectional view of the cemented lens array 452 shown in FIG. 12B in which the two lens arrays 402 and 402 and the lens array 352 are cemented is shown.
- a lens array 402 (hereinafter referred to as a lens array 402a) disposed on the lowermost side is a lens in which a plurality of convex portions 406 formed upward are positioned above the lens array 402a.
- Each of the lower surfaces of the array (hereinafter referred to as the lens array 402b) is brought into contact with each other. That is, in the above-described joining step (see FIGS. 12A and 12B), the lens array 402a and the lens array 402b are arranged so that the convex portion 406 of the lens array 402a is in contact with the lens array 402b. Be joined.
- a convex portion 406 formed upward is in contact with a downward surface of the lens array 352. That is, in the above-described joining step, the lens array 402b and the lens array 352 are joined so that the convex portion 406 of the lens array 402b is in contact with the lens array 352.
- the lens array 402b and the lens array 352 are joined so that the convex part 406 contacts the lens array 352, the lens array 352 and the lens array 402b are favorably joined.
- a lens array 352 having no convex portion 406 is to be attached to the lens array 352 from the lower side (two lens arrays 352 are attached to each other).
- a gap may be formed in a portion where the two lens arrays 352 and 352 are supposed to contact each other, and the lens arrays 352 and 352 are attached to the portion where the gap is formed. May not be done well.
- the convex portion 406 formed on the upward surface of the lens array 402a is in contact with the lens array 402b, there is a gap between the lens array 402a and the lens array 402b.
- the lens array 402a and the lens array 402b are well joined.
- the convex portion 406 formed on the lens array 402 is to be able to satisfactorily perform bonding to another object (bonded object) as described above. It can be used as a reference for position detection.
- the lens array 352 and the lens array 402 are molded using the modeling apparatus 10 (see FIG. 1), whereas in the second embodiment, the modeling apparatus is used. 10 is used to manufacture a mold used to mold the lens array 402 and a mold to form the lens array 352. Similar to the first embodiment, each mold is formed through a mounting process in step S100, a photocurable resin coating process in step S200, a transfer process in step S300, and a wafer unloading process in step S500. The transfer process of S300 is repeated according to the number of optical component parts (lens parts) of the lens array to be finally molded.
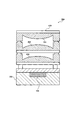
- FIG. 15 shows a mold used for manufacturing the lens array
- FIG. 15A shows a mold 500 for manufacturing the lens array 352
- FIG. 15B shows a lens array 402.
- a mold 520 is shown that is used to manufacture the.
- the mold 520 has an optical component forming portion 522 having a shape opposite to that of the optical component portion 404 (FIG. 8) of the lens array 402 and a concave portion 524 having a shape opposite to that of the convex portion 406 of the lens array 402.
- the mold 500 has an optical component part forming part 502 having a shape opposite to the optical part part 354 of the lens array 352.
- FIG. 16 shows a third transfer body 142 that is used to form the mold 520.
- the first transfer body 102 having the bottom surface 126 processed into a shape opposite to the optical component section (lens section) 404 formed in the lens array 402 is used as the transfer body.
- a third transfer body 142 having a portion processed into the same shape as the optical component portion 404 of the lens array 402 to be finally formed is used.
- the third transfer body 142 has a substantially cylindrical main body 144, and the bottom surface 146 of the main body 144 is used as a transfer portion. On the bottom surface 146, a concave portion 148 having substantially the same shape as the optical component portion 404 of the lens array 402 is formed. A convex portion 150 having substantially the same shape as the convex portion 406 of the lens array 402 is formed on the bottom surface 146.
- the third transfer body 142 is used by being mounted on the support portion 47 of the modeling apparatus 10.
- FIG. 17 shows a fourth transfer body 162 that is used to form the mold 500.
- the fourth transfer body 162 has a substantially cylindrical main body 164, and the bottom surface 166 of the main body 164 is used as a transfer surface. On the bottom surface 166, a concave portion 168 having substantially the same shape as the optical component portion 354 of the lens array 352 is formed.
- the fourth transfer body 162 is used by being attached to the support portion 47 of the modeling apparatus 10.
- FIG. 18 in the second embodiment of the present invention, a process of forming the lens array 352 and the lens array 402 using the mold 500 and the mold 520 modeled using the modeling apparatus 10, and the molding are performed. A process of manufacturing the lens 470 from the lens array 352 and the lens array 402 is described.
- the lens array 402 is molded using a nanoimprint technique (molding process). Specifically, a mold 520 and a pressing member 530 made of, for example, a flat plate are prepared, and the surface of the mold 520 on which the optical component forming portion 522 and the concave portion 524 are formed faces the pressing member 530. It arrange
- a molding material such as resin is cured in a deformed state following the shape of the mold 520, and the lens array 402 having a shape opposite to the shape of the transfer surface of the mold 520 is manufactured.
- a photocurable resin is used as the material of the lens array 402
- the resin can be cured by irradiating light.
- the lens array 352 is manufactured using the mold 500 and the pressing member 530 in the same process as the manufacturing of the lens array 402.
- the formed lens array is formed by joining, for example, two lens arrays 402 and 402 and one lens array 352, as shown in FIG. 18B.
- a cemented lens array 452 is formed.
- the cemented lens array 452 is divided (segmentation process), and as shown in FIG. Is manufactured.
- the lens 470 manufactured as described above can be manufactured by attaching a light receiving element such as a CMOS sensor, for example, in the same manner as the lens manufactured in the first embodiment.
- the camera can be used as a camera built in a mobile phone.
- the lens array 402, 352 manufactured in the second embodiment is divided into a single layer without joining, thereby forming a lens composed of a single layer. be able to. Further, the cemented lens array 452 can be used without being divided.
- a mold used for forming a lens array using the apparatus In the first embodiment described above, an example in which a lens array is formed using the modeling apparatus 10 will be described.
- a mold used for forming a lens array using the apparatus In the second embodiment, a mold used for forming a lens array using the apparatus.
- the present invention is for manufacturing an optical component such as a camera provided with a light receiving element such as a lens, a lens array, a light guide plate used in a liquid crystal display panel, and a CMOS (Complementary Metal Oxide Semiconductor) sensor.
- a light receiving element such as a lens, a lens array, a light guide plate used in a liquid crystal display panel, and a CMOS (Complementary Metal Oxide Semiconductor) sensor.
- Manufacturing method of optical component used, optical component manufacturing apparatus, and mold manufacturing method used for manufacturing a mold such as a mold used for molding optical components and the like, and a mother mold used for electroforming, and the like It can be applied to a mold manufacturing apparatus.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Ophthalmology & Optometry (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
被接合部材との位置決めを良好に行うことができ、被接合部材との接合を良好に行うことができる光学部品製造することができる光学部品の製造方法、及び光学部品製造装置と、上述のような光学部品の成形に用いられる型を製造することができる型の製造方法、及び型製造装置を提供する。造形装置(10)は、光硬化性樹脂と、この光硬化性樹脂に光学部品部(404)、及び凸部(406)を形成するための形状を有する第1の転写体(102)とを互いに接触させ、光硬化性樹脂を第1の転写体(102)にならって変形させる変形工程と、変形した光硬化性樹脂を硬化させる硬化工程と、光硬化性樹脂と第1の転写体(102)とを互いに離間させる離間工程とを有し、光硬化性樹脂に第1の転写体(102)の形状を転写する転写工程を複数回繰り返してレンズアレイ(402)を製造する。
Description
本発明は、例えばレンズ、レンズアレイ、液晶表示パネルに用いられる導光板、CMOS(Complementary Metal Oxide Semiconductor)センサ等の受光素子を備えたカメラ等の光学部品を製造するために用いられる光学部品の製造方法、及び光学部品製造装置と、例えば光学部品等の成形に用いられる型や、電鋳に用いられる母型等の型を製造するために用いられる型の製造方法、及び型製造装置とに関する。
表面に光電気変換素子が配置され、裏面に外部接続用端子が配置された複数のイメージセンサ・チップがマトリクスに配置されて成るイメージセンサ・ウエハと、複数のレンズが前記イメージセンサ・チップに対応してマトリクスに配置されて成るレンズアレイ と、を準備し、前記レンズアレイ に切削溝を形成する工程と、前記イメージセンサ・ウエハの表面に前記レンズアレイを貼り合わせる工程と、前記イメージセンサ・チップと前記レンズとを前記切削溝に沿って切断することにより、個々のカメラモジュールに分割する工程とを有するカメラモジュールの製造方法が知られている(特許文献1)。
しかしながら、特許文献1に記載の技術では、例えば、レンズアレイ等の光学部品と、例えばイメージセンサ、ウエハ等の光学部品に貼り付けられる等して接合する接合部材との位置決めが良好になされなかったり、光学部品と接合部材との隙間を一定に保つことが困難である等、光学部品と被接合部との接合が良好になされなかったりすることがあるとの問題点があった。
本発明は、従来の技術と比較して、被接合部材との位置決めを良好に行うことができ、被接合部材との接合を良好に行うことができる光学部品製造することができる光学部品の製造方法、及び光学部品製造装置と、上述のような光学部品の成形に用いられる型を製造することができる型の製造方法、及び型製造装置を提供することを目的とする。
本発明の第1の特徴とするところは、成形材料と、前記成形材料に光学部品部を形成するための光学部品部形成部、及び前記成形材料の前記光学部品部が形成される位置から離間した位置に凸部を形成するための凸部形成部を備えた転写部を有する転写体とを互いに接触させ、前記成形材料を前記転写部の形状にならって変形させる変形工程と、前記成形材料の少なくとも変形した部分を硬化させる硬化工程と、前記成形材料と前転写体とを互いに離間させる離間工程と、を有し、前記成形材料に前記転写部の形状を転写する転写工程を複数回繰り返して光学部品を製造する光学部品の製造方法にある。
好適には、分割された複数の光学部品の各々が前記光学部品部を少なくとも1つ有するように、前記光学部品を複数に分割する分割工程をさらに有する。
また、好適には、前記凸部が被接合物に接触するように、前記光学部品と前記被接合物とを接合する接合工程をさらに有する。
また、好適には、分割された複数の光学部品の各々が前記光学部品部を少なくとも1つ有するように、互いに接合された前記光学部品及び前記被接合物を複数に分割する分割工程をさらに有する。
また、好適には、前記転写体として、前記光学部品部形成部が1つ形成され、前記凸部形成部が少なくとも3つ形成された転写体を用いる。
また、好適には、光硬化性材料からなる成形材料を用い、前記硬化工程では、光を照射して成形材料を硬化させる。
また、好適には、熱硬化性材料からなる成形材料を用い、前記硬化工程では、加熱により成形材料を硬化させる。
また、本発明の第2の特徴とするところは、型を製造する型製造工程と、前記型製造工程で製造された型を用いて、光学部品を成形する成形工程と、を有し、前記型製造工程は、成形材料と転写部を有する転写体とを互いに接触させ、光学部品部を形成するための光学部品形成部、及び前記光学部品部が形成される位置から離間して配置される凹部を有する形状となるように、前記成形材料を前記転写部の形状にならって変形させる変形工程と、前記成形材料の少なくとも変形した部分を硬化させる硬化工程と、成形材料と前転写体とを互いに離間させる離間工程と、を有し、前記成形材料に前記転写部の形状を転写する転写工程を複数回繰り返して、前記転写部の形状の反対形状が複数形成された型を製造し、前記成形工程は、前記型成形工程で製造された型の前記光学部品形成部及び前記凹部が形成された側の面に光学部品材料を供給する工程と、前記型成形工程で製造された型の前記光学部品形成部及び前記凹部が形成された側の面の形状にならって変形した状態で、光学部品材料を硬化させる工程と、を有する光学部品の製造方法にある。
また、本発明の第3の特徴とするところは、成形材料と転写部を有する転写体とを互いに接触させ、光学部品部を形成するための光学部品形成部、及び前記光学部品部が形成される位置から離間して配置される凹部を有する形状となるように、前記成形材料を前記転写部の形状にならって変形させる変形工程と、前記成形材料の少なくとも変形した部分を硬化させる硬化工程と、前記成形材料と前転写体とを互いに離間させる離間工程と、を有し、前記成形材料に前記転写部の形状を転写する転写工程を複数回繰り返して型を製造する型の製造方法にある。
また、本発明の第4の特徴とするところは、成形材料を支持する支持部と、前記支持部に支持された成形材料に接触可能に設けられ、前記成形材料に光学部品部を形成するための光学部品部形成部、及び前記成形材料の前記光学部品部が形成される位置から離間した位置に凸部を形成するための凸部形成部を備えた転写部を有する転写体と、前記支持部に支持された成形材料と前記転写体とを、互いに当接させ離間させるように、前記支持部及び前記転写体の少なくともいずれか一方を移動させる移動装置と、成形材料の、少なくとも前記転写体に接触し、前記転写部の形状にならって変形した部分を硬化させる硬化装置と、成形材料に、前記転写部の形状が複数回、転写されるように、少なくとも前記移動装置及び前記硬化装置を制御する制御部と、を有する光学部品製造装置にある。
また、本発明の第5の特徴とするところは、成形材料を支持する支持部と、前記支持部に支持された成形材料に接触可能に設けられた転写体であって、前記成形材料を、光学部品部を形成するための光学部品部形成部、及び前記光学部品部形成部が形成される位置から離間して配置される凹部を有するように変形させるために用いられる転写体と、前記支持部に支持された成形材料と前記転写体とを、互いに当接させ離間させるように、前記支持部及び前記転写体の少なくともいずれか一方を移動させる移動装置と、成形材料の、少なくとも前記転写体に接触し、前記転写部の形状にならって変形した部分を硬化させる硬化装置と、成形材料に、前記転写部の形状が複数回、転写されるように、少なくとも前記移動装置及び前記硬化装置を制御する制御部と、
を有する型製造装置にある。
を有する型製造装置にある。
本発明によれば、従来の技術と比較して、被接合部材との位置決めを良好に行うことができ、被接合部材との接合を良好に行うことができる光学部品製造することができる光学部品の製造方法、及び光学部品製造装置と、上述のような光学部品の成形に用いられる型を製造することができる型の製造方法、及び型製造装置を提供することができる。
10 造形装置
102 第1の転写体
106 底面
108 光学部品部形成部
112 凹部
142 第3の転写体
146 底面
148 凹部
150 凸部
200 制御装置
402 レンズアレイ
404 光学部品部
406 凸部
452 接合レンズアレイ
470 レンズ
520 型
522 光学部品部形成部
524 凹部
102 第1の転写体
106 底面
108 光学部品部形成部
112 凹部
142 第3の転写体
146 底面
148 凹部
150 凸部
200 制御装置
402 レンズアレイ
404 光学部品部
406 凸部
452 接合レンズアレイ
470 レンズ
520 型
522 光学部品部形成部
524 凹部
次に本発明の実施形態を図面に基づいて説明する。
図1には、本発明の第1の実施形態に係る造形装置10が示されている。
造形装置10は、光学部品を製造する光学部品製造装置として用いられるとともに、型を製造する型製造装置として用いられる。また、造形装置10では、光学部品を製造する光学部品の製造方法に用いられるとともに、型を製造する型の製造方法に用いられる。
図1には、本発明の第1の実施形態に係る造形装置10が示されている。
造形装置10は、光学部品を製造する光学部品製造装置として用いられるとともに、型を製造する型製造装置として用いられる。また、造形装置10では、光学部品を製造する光学部品の製造方法に用いられるとともに、型を製造する型の製造方法に用いられる。
造形装置10は、設置面に設置される基台12を有し、基台12の上に可動台24が支持されている。可動台24の上側面には、さらに支持台14が支持されている。
可動台24は、下側に突出した形状の突出部25が形成された下側部分26と、下側部分26の上側に位置する上側部分27とからなり、突出部25が基台12の上向きの面12aに形成されたy軸方向の溝(不図示)に嵌め込まれるように基台12に取り付けられている。このため、y軸方向の溝にガイドされ、可動台24は、面12a上でy軸方向に移動可能となっている。突出部25には、送りネジ28が噛み合っている。送りねじ28は、軸の方向(長手方向)がy軸方向となるように、軸受30、30を用いて基台12に回動自在に支持されている。送りネジ28の図1における左端部には、基台12に固定されたy軸モータ32が連結されている。したがって、y軸モータ32を回転させることで、送りネジ28を介して突出部25に駆動が伝達され、可動台24がy軸方向に移動する。可動台をy軸のいずれの方向に移動させるかは、y軸モータ32の回転方向を制御することで決することができる。
可動台24は、下側に突出した形状の突出部25が形成された下側部分26と、下側部分26の上側に位置する上側部分27とからなり、突出部25が基台12の上向きの面12aに形成されたy軸方向の溝(不図示)に嵌め込まれるように基台12に取り付けられている。このため、y軸方向の溝にガイドされ、可動台24は、面12a上でy軸方向に移動可能となっている。突出部25には、送りネジ28が噛み合っている。送りねじ28は、軸の方向(長手方向)がy軸方向となるように、軸受30、30を用いて基台12に回動自在に支持されている。送りネジ28の図1における左端部には、基台12に固定されたy軸モータ32が連結されている。したがって、y軸モータ32を回転させることで、送りネジ28を介して突出部25に駆動が伝達され、可動台24がy軸方向に移動する。可動台をy軸のいずれの方向に移動させるかは、y軸モータ32の回転方向を制御することで決することができる。
可動台24の上側部分27には、θ軸モータ34が設けられている。θ軸モータ34は、可動台24の上側部分27を、可動台24の下側部分26に対してZ軸に垂直な方向の回転軸を中心に回転させる。このように、可動台24は全体としてy軸方向に移動可能であるとともに、上側部分27が下側部分26に対して回転可能となっている。
支持台14には、例えばガラス等からなるウエハWが載置され、支持台14は載置されたウエハWを重力方向下側から支持する。また、支持台14には、例えばモータ等を備えた駆動源18が連結されている。このため、支持台14は、可動台24の上側部分27に対してウエハWと一体として回転することができるようになっていて、ウエハWにいわゆるスピンコートで樹脂等を塗布する際に用いられるスピンコート用の回転テーブルとして構成されている。支持台14は、例えばガラス等の光透過性を有する材料を用いる等、後述する光照射装置60が発する光が通過することができるようになっている。尚、支持台14にウエハWを載置し、支持台14に載置された状態からウエハWを除去するには、例えばロボット等からなる載置・除去装置(不図示)を用いても良いし、操作者が手作業で行っても良い。
可動台24の上側部分27には、成形材料として用いられる光硬化性樹脂を、ウエハWに供給する供給装置36が設けられている。供給装置36には、バルブ38を介して、光硬化性樹脂を貯蔵する貯蔵部40が接続されていて、供給装置36は、貯蔵部40に貯蔵された光硬化性樹脂を、略円形(円板形状)からなるウエハWの略中心部に上方から落下させるように供給することができる。ウエハWに供給された光硬化性樹脂は、支持台14が予め定められた所定時間回転することで遠心力によって拡散し、ウエハW表面に略均一な厚さで塗布された状態となる。
また、可動台24の上側部分27には、硬化装置として用いられる光照射装置60が設けられている。光照射装置60は、光伝達手段として用いられる光ファイバー68によって光源70に接続されていて、ウエハWに塗布された光硬化性樹脂に光を照射するために用いられる。この実施形態では、光照射装置60は、支持台14、ウエハW、及びウエハWに塗布された光硬化性樹脂に対して、後述する第1の転写体102とは逆側である下側に設けられている。このため、第1の転写体102を光硬化性樹脂に接触させた状態で、第1の転写体102に遮られることなく光硬化性樹脂に光を照射することができる。
基台12には、可動台24が装着されているとともに支柱42が固定されている。支柱42には、支柱42に対してx軸方向に移動可能に可動ユニット44が取り付けられている。可動ユニット44は、図中左側に位置する左側部分48と、左側部分48に固定された右側部分50とからなる。左側部分48は、支柱42に対してx軸方向に移動可能に支持され、送りネジ52が噛み合っている。送りねじ52は、軸の方向がx軸方向となるように軸受54により支柱42に回動可能に取り付けられている。
送りネジ52の一端部には、支柱42に取り付けられたx軸モータ56が連結されている。したがって、x軸モータ56を回転させると、送りネジ52を介して左側部分48にx軸モータ56の駆動が伝達され、可動ユニット44の左側部分48と右側部分50とが一体としてx軸方向に移動する。可動ユニット44をx軸方向におけるいずれの方向に移動させるかは、x軸モータ56の回転方向を制御することで決することができる。
可動ユニット44の右側部分50には、第1の転写体102が、支持部材45を介して装着されている。支持部材45は、可動ユニット44に対してz軸方向に移動可能に取り付けられていて、図1中左側に突出した突出部46と、突出部46に固定された支持部47とからなる。支持部47には、例えば下向きの面に、転写体として用いられる第1の第1の転写体102が着脱できるように装着されている。
第1の転写体102は、支持部47に着脱することができるため、第1の転写体102に替えて、支持部47に他の転写体を装着することが可能である。
第1の転写体102は、支持部47に着脱することができるため、第1の転写体102に替えて、支持部47に他の転写体を装着することが可能である。
突出部46には送りネジ58が螺合している。送りネジ58は、可動ユニット44の右側部分50に、軸受61、61を用いて軸方向がz軸方向となるように回動可能に取り付けられている。送りネジ58の上端部は、支持部材用z軸モータ64に連結されている。よって、支持部材用z軸モータ64を回転させると、送りネジ58を介して支持部材45に駆動が伝達され、支持部材45と、支持部材45に支持された第1の転写体102とが一体としてz軸方向に移動する。
可動ユニット44の右側部分50には、ウエハW及び第1の転写体102の位置を検知する検知手段として用いられる検知装置72が、支持部材45とは独立して上下動可能に(z軸方向に移動可能に)取り付けられている。検知装置72は、例えばCCDカメラからなる撮影部74と、撮影部74のウエハWの側に設けられたレンズユニット76と、撮影部74による良好な撮影のための明るさを確保する照明手段として用いられるライト78とを有する。検知装置72には、検知装置用z軸モータ80が取り付けられていて、検知装置用z軸モータ80は、検知装置72を可動ユニット44に対してz軸方向に移動させるための駆動源として用いられ、検知装置72を上下動させることにより、撮影部74の焦点を第1の転写体102等に合わせることができる。
以上のように、支持部材45は、可動ユニット44に対してz軸方向に移動可能に取り付けられていて、可動ユニット44は支柱42に対してx軸方向に移動可能に取り付けられている。よって、x軸モータ56と支持部材用z軸モータ64とを制御することで、支持部材45とともに第1の転写体102を、x軸方向とz軸方向とに移動させることができる。また、先述のように、支持台14は、y軸モータ32及びθ軸モータ34を駆動することで、可動台24とともにy軸方向に移動し、回転する。よって、y軸モータ32、x軸モータ56、支持部材用z軸モータ64、及びθ軸モータ34を制御することにより、ウエハWと、光照射装置60及び第1の転写体102との相対的な位置関係を変更することができる。
そして、ウエハWと第1の転写体102との相対的な位置関係を変更することで、ウエハWに塗布された光硬化性樹脂と第1の転写体102とを、互いに当接させ離間させることができる。このように、この実施形態では、y軸モータ32、x軸モータ56、支持部材用z軸モータ64、及びθ軸モータ34が、送りネジ28、52、58等とともに、光硬化樹脂と第1の転写体102とを互いに当接させ離間させるように、光硬化性樹脂及び第1の転写体102の少なくともいずれ一方を移動させる移動装置として用いられている。y軸モータ32、x軸モータ56、支持部材用z軸モータ64、及びθ軸モータ34の制御の詳細については後述する。
以上で説明をした実施形態において、光硬化性樹脂とは、例えば紫外線硬化樹脂等の不可視の光を照射することにより硬化する樹脂を含むものである。また、以上で説明した実施形態においては、成形材料として光硬化性樹脂が用いられているが、成形材料としては、第1の転写体102が当接することで、又は第1の転写体102を圧接することで第1の転写体102の形状にならって変形可能であり、変形した状態を保って硬化させることができる材料を適宜用いることができ、例えば、加熱することで硬化する熱硬化性樹脂を用いることができる。また、この実施形態では、成形材料を硬化させる硬化装置として、光硬化性樹脂を硬化させる光照射装置が用いられているが、硬化装置は成形材料として用いられる材料に応じて適宜選択される。例えば、前述のように成形材料として熱硬化性樹脂が用いられる場合、硬化装置としては、熱硬化性樹脂を加熱するヒータが選択される。
図2には、第1の転写体102が示されている。
第1の転写体102は、例えば金属からなり、図2に示されるように、略円筒形状の本体部104を有し、本体部104の底面106が転写部として用いられる。底面106の略中央部には、光硬化性樹脂に、例えばレンズ部等の後述する光学部品部404(図8参照)を形成するために用いられる光学部品部形成部108が、下向きに突出するように設けられている。光学部品部形成部108の底面110は、例えば球面又は非球面からなり、この球面等は、第1の転写体102を、例えば切削、研磨する等、機械的に加工することにより形成される。底面110の形状が、光硬化性樹脂に転写されて、光硬化性樹脂に底面110の反対形状を有する光学部品部404が形成される。
第1の転写体102は、例えば金属からなり、図2に示されるように、略円筒形状の本体部104を有し、本体部104の底面106が転写部として用いられる。底面106の略中央部には、光硬化性樹脂に、例えばレンズ部等の後述する光学部品部404(図8参照)を形成するために用いられる光学部品部形成部108が、下向きに突出するように設けられている。光学部品部形成部108の底面110は、例えば球面又は非球面からなり、この球面等は、第1の転写体102を、例えば切削、研磨する等、機械的に加工することにより形成される。底面110の形状が、光硬化性樹脂に転写されて、光硬化性樹脂に底面110の反対形状を有する光学部品部404が形成される。
光硬化性樹脂等に、光学部品部形成部108の底面110の形状を転写して、例えばレンズ等の光学部品や、光学部品を成形する際に用いる型を製造する場合、光学部品部形成部108には高い精度が要求され、一般に加工には長時間且つ高コストを要することが多い。このため、この実施形態では、加工時間を短縮し、コストを抑制するために、第1の転写体102に、光学部品部形成部108が1つだけ設けられている。
また、第1の転写体104の底面106には、例えば3個の凹部112、112、112が形成されている。凹部112は、それぞれが、光硬化性樹脂の光学部品部404が形成される位置から離間した位置に後述する凸部406(図8参照)を形成するための凸部形成部として用いられている。
凹部112は、それぞれが光学部品部形成部108から離間した位置に設けられていて、略円形からなる底面106に、例えば中心からの角度が120度となるように、等間隔に配置されいている。凹部112は、3個以上形成されることが望ましく、この実施形態では3個の凹部112が形成されているが、例えば、4個の凹部112を形成しても良い。
凹部112は、それぞれが光学部品部形成部108から離間した位置に設けられていて、略円形からなる底面106に、例えば中心からの角度が120度となるように、等間隔に配置されいている。凹部112は、3個以上形成されることが望ましく、この実施形態では3個の凹部112が形成されているが、例えば、4個の凹部112を形成しても良い。
図3には、第2の転写体122が示されている。
先述のように、支持部47(図1参照)には、転写体を着脱することができ、支持部47に第1の転写体102を装着することに替えて、支持部47に他の転写体を装着することができる。図3に示す第2の転写体122は、転写体102に替えて、支持部47に装着することができる転写体の一つである。
先述のように、支持部47(図1参照)には、転写体を着脱することができ、支持部47に第1の転写体102を装着することに替えて、支持部47に他の転写体を装着することができる。図3に示す第2の転写体122は、転写体102に替えて、支持部47に装着することができる転写体の一つである。
第2の転写体122の、本体部124の底面126には、先述の第1の転写体102と同様に、光学部品部形成部128が設けられて、光学部品部形成部128の底面は、球面形状又は非球面形状に加工されている。その一方で、先述の第1の転写体102には、底面106に、例えば3個の凹部112が形成されていたの対して、第2の転写体122の底面130には、凹部が形成されていない。
図4には、第1の転写体102及びウエハWの詳細が示されるともに、第1の転写体102の動作が説明されている。
図4に示されるように、ウエハWは、基板W1の上方に、保持板W2が重ねられた構造をしている。基板W1は、例えば光が透過することができる材料であるガラスからなり、その厚さt1は、例えば400μである。
保持板W2は、例えば液体からなり、流動性が高い硬化前の光硬化性樹脂を所定の位置に保持するために用いられ、例えばシリコンからなり、その厚さt2は、例えば725μであり、上方から下方に貫通する貫通孔hが複数形成されている。それぞれの貫通孔hは、例えば、上方から下方に向かって狭くなるすり鉢形状をしている。
また、基板W1の互いに隣り合う貫通孔hの間の位置には、例えば基板W1の内部にスクライブ層(刻み部)Sが形成されている。基板W1のスクライブ層Sが形成された位置は、他の部分よりも強度が弱いため、基板W1を分割する場合に、基板W1はスクライブ層Sにそって分割される。
図4に示されるように、ウエハWは、基板W1の上方に、保持板W2が重ねられた構造をしている。基板W1は、例えば光が透過することができる材料であるガラスからなり、その厚さt1は、例えば400μである。
保持板W2は、例えば液体からなり、流動性が高い硬化前の光硬化性樹脂を所定の位置に保持するために用いられ、例えばシリコンからなり、その厚さt2は、例えば725μであり、上方から下方に貫通する貫通孔hが複数形成されている。それぞれの貫通孔hは、例えば、上方から下方に向かって狭くなるすり鉢形状をしている。
また、基板W1の互いに隣り合う貫通孔hの間の位置には、例えば基板W1の内部にスクライブ層(刻み部)Sが形成されている。基板W1のスクライブ層Sが形成された位置は、他の部分よりも強度が弱いため、基板W1を分割する場合に、基板W1はスクライブ層Sにそって分割される。
図4においては、ウエハWの上向きの面に光硬化性樹脂が塗布され、塗布された光硬化性樹脂が保持板W2の貫通孔hに流れ込むようにして保持板W2に保持され、保持された光硬化性樹脂に対して、少なくとも底面106が光硬化性樹脂に接触するように、第1の転写体102が接触した状態が示されている。
この状態で、光照射装置60を用いて光硬化樹脂の、底面106に接触した位置、及びその周辺に光を照射すると、光硬化性樹脂が硬化して転写体102の底面106の形状が光硬化樹脂へと転写される。そして、光硬化性樹脂が硬化した後、第1の転写体102は、図2に二点鎖線で示されるようにウエハWから離間し、図2中に矢印で示されるように、例えば、硬化した樹脂を保持する貫通孔hの隣の貫通孔hに保持された未硬化の樹脂に接するように移動する。
この状態で、光照射装置60を用いて光硬化樹脂の、底面106に接触した位置、及びその周辺に光を照射すると、光硬化性樹脂が硬化して転写体102の底面106の形状が光硬化樹脂へと転写される。そして、光硬化性樹脂が硬化した後、第1の転写体102は、図2に二点鎖線で示されるようにウエハWから離間し、図2中に矢印で示されるように、例えば、硬化した樹脂を保持する貫通孔hの隣の貫通孔hに保持された未硬化の樹脂に接するように移動する。
図5には、ウエハWの第1の変形例が示されている。
先述の実施形態に係るウエハWは、基板W1と保持板W2が積層されるようになっていたが、この第1の変形例に係る基板W1は、保持板W2だけからなる。第1の変形例に係る基板W1を用いる場合は、貫通孔hの少なくとも1つを下方から塞ぐように、第1の転写体102を保持板W2に対して下方から接触させ、下方から塞がれた貫通孔hに上方から光硬化性樹脂を供給し、貫通孔hに供給された光硬化性樹脂に上方から光を照射することができるように、造形装置10の構成を変更することを要する。尚、先述の実施形態に係るウエハWと同一部分については、図5に同一番号を付して説明を省略する。
先述の実施形態に係るウエハWは、基板W1と保持板W2が積層されるようになっていたが、この第1の変形例に係る基板W1は、保持板W2だけからなる。第1の変形例に係る基板W1を用いる場合は、貫通孔hの少なくとも1つを下方から塞ぐように、第1の転写体102を保持板W2に対して下方から接触させ、下方から塞がれた貫通孔hに上方から光硬化性樹脂を供給し、貫通孔hに供給された光硬化性樹脂に上方から光を照射することができるように、造形装置10の構成を変更することを要する。尚、先述の実施形態に係るウエハWと同一部分については、図5に同一番号を付して説明を省略する。
図6には、ウエハWの第2の変形例が示されている。
先述の実施形態に係るウエハWは、基板W1と保持板W2とが積層されるようになっていたのに対して、この第2の変形例では、ウエハWは、保持板W2を有せず、基板W1からなる。すなわち、この第2の変形例では、光硬化性樹脂は、保持板W2等に保持されることなく、基板W1に塗布されるのみである。
尚、先述の実施形態に係るウエハWと同一部分については、図6に同一番号を付して説明を省略する。
先述の実施形態に係るウエハWは、基板W1と保持板W2とが積層されるようになっていたのに対して、この第2の変形例では、ウエハWは、保持板W2を有せず、基板W1からなる。すなわち、この第2の変形例では、光硬化性樹脂は、保持板W2等に保持されることなく、基板W1に塗布されるのみである。
尚、先述の実施形態に係るウエハWと同一部分については、図6に同一番号を付して説明を省略する。
図7には、第2の転写体122の動作が説明されている。すなわち、図7には、支持部47に第1の転写体102が装着された状態(図1参照)から、支持部47に装着される転写体を第2の転写体122に交換した場合の動作が説明されている。
第2の転写体122は、第1の転写体102と同様に、光硬化性樹脂が塗布されたウエハWに少なくとも底面126が接触するように接触し、光照射装置60による光の照射で硬化性樹脂が硬化した後、図7に二点鎖線で示されるようにウエハWから離間し、図7中に矢印で示されるように、例えば、硬化した樹脂を保持する貫通孔hの隣の貫通孔hに保持された未硬化の樹脂に接するように移動する。
第2の転写体122は、第1の転写体102と同様に、光硬化性樹脂が塗布されたウエハWに少なくとも底面126が接触するように接触し、光照射装置60による光の照射で硬化性樹脂が硬化した後、図7に二点鎖線で示されるようにウエハWから離間し、図7中に矢印で示されるように、例えば、硬化した樹脂を保持する貫通孔hの隣の貫通孔hに保持された未硬化の樹脂に接するように移動する。
図8には、造形装置10で製造されたレンズアレイが示され、図8(a)には第2の転写体122を用いて製造されたレンズアレイ352が、図8(b)には第1の転写体102を用いて製造されたレンズアレイ402が示されている。
レンズアレイ402は、保持板W2を有せず基板W1のみからなるウエハWを用いて製造されるものであり、光学部品として用いられ、レンズからなる光学部品部404と、凸部406とを、それぞれ複数個有している。凸部406は、光学部品部404から離間した位置に形成され、1つの光学部品部404の周囲に、例えば3個が、中心からの角度が120度となるように等間隔に配置されている。
レンズアレイ352は、例えば、レンズアレイ402に接合される接合物として用いられ、レンズアレイ402と同様に保持板W2を有せず基板W1のみからなるウエハWを用いて製造されるものであり、レンズからなる光学部品部354を複数有する。但し、レンズアレイ402に形成されていた凸部406は形成されていない。
レンズアレイ402は、保持板W2を有せず基板W1のみからなるウエハWを用いて製造されるものであり、光学部品として用いられ、レンズからなる光学部品部404と、凸部406とを、それぞれ複数個有している。凸部406は、光学部品部404から離間した位置に形成され、1つの光学部品部404の周囲に、例えば3個が、中心からの角度が120度となるように等間隔に配置されている。
レンズアレイ352は、例えば、レンズアレイ402に接合される接合物として用いられ、レンズアレイ402と同様に保持板W2を有せず基板W1のみからなるウエハWを用いて製造されるものであり、レンズからなる光学部品部354を複数有する。但し、レンズアレイ402に形成されていた凸部406は形成されていない。
レンズアレイ402における光学部品部404の間隔と、レンズアレイ352における光学部品部354の間隔とは同じである。このため、レンズアレイ402とレンズアレイ352とを接合した際に、ぞれぞれの光学部品部354と光学部品部404とが上下方向に重なるようにすることができる。レンズアレイ352とレンズアレイ402とは、それぞれの凸部406がレンズアレイ352に接触するように接合される。
レンズアレイ352とレンズアレイ402との接合の詳細については、後述する。
レンズアレイ352とレンズアレイ402との接合の詳細については、後述する。
図9は、造形装置10が有する制御装置200が示されている。
図9に示されるように、制御装置200は、検知装置72で撮影された画像を認識する画像認識装置202を介して検知装置72からの出力が入力される主制御部204を有する。主制御部204は、モータ制御回路206を制御することで、y軸モータ32、x軸モータ56、支持部材用z軸モータ64、及びθ軸モータ34を制御する。また、主制御部204は、光源駆動回路208を制御することで光源70を制御する。また、主制御部204は、モータ制御回路210を制御することで検知装置用z軸モータ80を制御する。また、主制御部204は、バルブ駆動回路212を制御することで、バルブ38を制御する。また、主制御部204は、駆動源制御回路214を制御することで、駆動源18を制御する。
図9に示されるように、制御装置200は、検知装置72で撮影された画像を認識する画像認識装置202を介して検知装置72からの出力が入力される主制御部204を有する。主制御部204は、モータ制御回路206を制御することで、y軸モータ32、x軸モータ56、支持部材用z軸モータ64、及びθ軸モータ34を制御する。また、主制御部204は、光源駆動回路208を制御することで光源70を制御する。また、主制御部204は、モータ制御回路210を制御することで検知装置用z軸モータ80を制御する。また、主制御部204は、バルブ駆動回路212を制御することで、バルブ38を制御する。また、主制御部204は、駆動源制御回路214を制御することで、駆動源18を制御する。
図10は、制御装置200による造形装置10の制御を示すフローチャートであり、例えば先述のレンズアレイ402を製造するために用いられる光学部品の製造方法の工程を示している。
一連の工程がスタートするに先立ち、支持部47に装着される転写体として、第1の転写体102が装着されていることの確認がなされる。
一連の工程がスタートすると、ステップS100で、支持台14にウエハWを載置する載置工程が実行される。次のステップS200では、ウエハWに光硬化性樹脂を塗布する光硬化性樹脂塗布工程が実行される。光硬化樹脂塗布工程では、主制御部204は、バルブ駆動回路212を制御して、バルブ38を予め定められた時間、開いた状態とし、ウエハWの表面に光硬化性樹脂を供給させる。光硬化性樹脂の供給が完了した後、主制御部204は、駆動源制御回路214を制御して駆動源18を予め定められた時間、駆動させる。駆動源18が駆動することで、支持台14が回転し、支持台14に載置されたウエハWに供給された光硬化性樹脂が、遠心力によってウエハWの表面に略均一に拡散した状態となる。
一連の工程がスタートするに先立ち、支持部47に装着される転写体として、第1の転写体102が装着されていることの確認がなされる。
一連の工程がスタートすると、ステップS100で、支持台14にウエハWを載置する載置工程が実行される。次のステップS200では、ウエハWに光硬化性樹脂を塗布する光硬化性樹脂塗布工程が実行される。光硬化樹脂塗布工程では、主制御部204は、バルブ駆動回路212を制御して、バルブ38を予め定められた時間、開いた状態とし、ウエハWの表面に光硬化性樹脂を供給させる。光硬化性樹脂の供給が完了した後、主制御部204は、駆動源制御回路214を制御して駆動源18を予め定められた時間、駆動させる。駆動源18が駆動することで、支持台14が回転し、支持台14に載置されたウエハWに供給された光硬化性樹脂が、遠心力によってウエハWの表面に略均一に拡散した状態となる。
次のステップS300では、第1の転写体102の底面106の形状を光硬化性樹脂に転写する転写工程が実行される。ステップS300の転写工程の詳細については後述する。
次のステップS400では、全ての転写工程が終了したか否かの判別がなされる。すなわち、ステップS300として、例えば、1500回~2400回程度繰り返される転写工程のうち、最後の転写工程であるか否かの判別がなされる。ステップS400で、最後の転写工程ではないとの判別がなされると、ステップS300に戻る。一方、ステップS300で最後の転写工程であるとの判別がなされると、次のステップS500へと進む。
ステップS500では、塗布された光硬化性樹脂に転写がなされたウエハWが、支持台14に載置された状態から、造形装置10外へと搬出される。尚、造形装置10が、支持台14にウエハWを載置し、ウエハWを造形装置10から搬出するロボット等の装置を有していない場合は、ウエハWの支持台14への載置と、造形装置10からのウエハWの除去は操作者による手作業で行われ、主制御部204の制御によるステップS100及びステップS500の動作はなされない。
図11は、制御装置200による、転写工程(ステップS300)における制御の詳細を示すフローチャートである。
転写工程がスタートすると、ステップS302でウエハWに塗布された光硬化性樹脂を、第1の転写体102に形成された転写形状にならって変形させる変形工程が実行される。すなわち、ステップS302では、主制御部204は、モータ制御回路206を制御して、y軸モータ32、x軸モータ56、支持部材用z軸モータ64、及びθ軸モータ34を駆動させ、ウエハWに塗布された光硬化性樹脂の所定の位置と第1の転写体102とが接触し、光硬化性材料を変形させるように、第1の転写体102及び支持台14の少なくとも一方を移動させる。
転写工程がスタートすると、ステップS302でウエハWに塗布された光硬化性樹脂を、第1の転写体102に形成された転写形状にならって変形させる変形工程が実行される。すなわち、ステップS302では、主制御部204は、モータ制御回路206を制御して、y軸モータ32、x軸モータ56、支持部材用z軸モータ64、及びθ軸モータ34を駆動させ、ウエハWに塗布された光硬化性樹脂の所定の位置と第1の転写体102とが接触し、光硬化性材料を変形させるように、第1の転写体102及び支持台14の少なくとも一方を移動させる。
ステップS302における変形工程では、検知装置72で検知され、画像認識装置202で画像処理されたデータに基づいて、第1の転写体102が光硬化樹脂の適正な位置に接触するように支持台14及び第1の転写体102に位置補正データを作成し、この補正データに基づいて、主制御部204による制御で第1の転写体102及び支持台14の少なくとも一方を移動させるようにしても良い。
ステップS302の変形工程では、先述のように光硬化性樹脂が、第1の転写体102の底面106の形状にならって変形する。すなわち、光硬化性樹脂は、光学部品部形成部108にならってレンズからなる光学部品部404の形状となるように変形し、凸部形成部として用いられる凹部112の形状にならって凸部406の形状となるように変形する。
次のステップS304では、第1の転写体102と接触することにより、第1の転写体102にならって変形した光硬化性樹脂を硬化させる硬化工程が実行される。すなわち、主制御部204は、光源駆動回路208を制御して、光源70に、光硬化樹脂の少なくとも第1の転写体102と接触して変形した部分に予め定められた時間、光を照射させる。ステップS304による転写工程を経ることにより、光硬化性樹脂は、レンズ部の形状に変形した状態で硬化し、光硬化性樹脂に1つの光学部品部404と、3つの凸部406とがが造られる。
次のステップS306では、硬化した光硬化樹脂と第1の転写体102とを離間させる離婚工程が実行させる。すなわち、主制御部204は、モータ制御回路206を制御し、例えば、熱硬化樹脂と接触した状態にある第1の転写体102を上方に移動させるように支持部材用z軸モータ64を駆動させる。
以上で説明をしたステップS302、ステップS304、ステップS306により一連の転写工程が終了する。そして、図10に示されるように、形成するレンズ部の数に応じて全ての転写が終了するまで転写工程が繰り返すことにより、光硬化性樹脂に繰り返した転写工程の回数と同数の光学部品部404が形成され、レンズアレイ402が造形される。
以上の説明においては、転写体として第1の転写体102を用い、レンズアレイ402を製造する工程について説明したが、転写体として第2の転写体122を用い、以上の説明と同様にしてレンズアレイ352を製造することができる。
図12には、以上で説明をした工程により造形されたレンズアレイ402、レンズアレイ352を用いて、少なくとも1つのレンズ部レンズ部を有する、光学部品であるレンズを製造する工程が説明されている。
まず、図12(a)に示すように、例えば、2個のレンズアレイ402、402と、1個のレンズアレイ352を準備し、これら3個のレンズアレイを、例えば張り合わせる等の方法で接合する(接合工程)。図12(b)には、接合工程を経て、3個のレンズアレイが接合された接合レンズアレイ452が示されている。
次に、接合工程で接合された接合レンズアレイ452を、例えば、切断する等の方法で、複数のレンズ470に分割する(分割工程)。接合レンズアレイ452を分割する際には、接合レンズアレイ452を構成するレンズアレイの各々が、少なくとも1つの光学部分を有するように分割がなされる。すなわち、レンズアレイ402、402が、それぞれ少なくとも1つの光学部品部404を有し、レンズアレイ352が少なくとも1つの光学部品部354を有するように、接合レンズアレイ452が分割される。
また、先述のように、それぞれのレンズアレイのウエハWにスクライブ層S(図4参照)を形成しておけば、接合レンズアレイ452の分割が容易となる。
図12(c)には、接合レンズアレイ452を分割することにより製造されたレンズ470が示されている。
また、先述のように、それぞれのレンズアレイのウエハWにスクライブ層S(図4参照)を形成しておけば、接合レンズアレイ452の分割が容易となる。
図12(c)には、接合レンズアレイ452を分割することにより製造されたレンズ470が示されている。
尚、以上で説明をした製造工程では、レンズアレイを複数接合することにより接合レンズアレイ452を製造し、接合レンズアレイ452を分割することよって、複数のレンズ470を製造する工程について説明したが、複数のレンズアレイを接合することなく単層のまま分割することで、単層からなるレンズを形成することができる。
また、レンズアレイ352、レンズアレイ402は、分割することなくレンズアレイとして利用することができ、接合レンズアレイ452は、分割することなく接合レンズアレイとして用いることができる、
また、レンズアレイ352、レンズアレイ402は、分割することなくレンズアレイとして利用することができ、接合レンズアレイ452は、分割することなく接合レンズアレイとして用いることができる、
図13には、レンズ470を用いたカメラ550が示されている。
カメラ550は、レンズ470に、受光素子552が装着されることにより製造される。受光素子552は、例えばCOMSセンサからなり、フォトダイオード領域554を有していて、入力された光を電気的信号に変換することによって映像を記録するために用いられる素子である。受光素子552としては、COMSセンサに替えて、例えばCCDセンサ等を用いることもできる。
カメラ550の上方から光が入射されると、光は、レンズ470において収束するように屈折し、フォトダイオード領域554へと入射され、入射された光がフォトダイオード領域554によって電気的信号に変換される。
カメラ550は、レンズ470に、受光素子552が装着されることにより製造される。受光素子552は、例えばCOMSセンサからなり、フォトダイオード領域554を有していて、入力された光を電気的信号に変換することによって映像を記録するために用いられる素子である。受光素子552としては、COMSセンサに替えて、例えばCCDセンサ等を用いることもできる。
カメラ550の上方から光が入射されると、光は、レンズ470において収束するように屈折し、フォトダイオード領域554へと入射され、入射された光がフォトダイオード領域554によって電気的信号に変換される。
図14には、複数のレンズアレイが接合された接合レンズアレイが示されている。
具体的には、2個のレンズアレイ402、402と、レンズアレイ352とが接合された図12(b)に示される接合レンズアレイ452の断面図が示されている。
図14に示されるように、最も下側に配置されるレンズアレイ402(以下、レンズアレイ402aとする)は、上向きに形成される複数の凸部406が、レンズアレイ402aの上方に位置するレンズアレイ(以下、レンズアレイ402bとする)の下向きの面に対して、それぞれ接触するようになっている。
すなわち、先述の接合工程(図12(a)、12(b)を参照)では、レンズアレイ402aの凸部406が、レンズアレイ402bに接触するように、レンズアレイ402aと、レンズアレイ402bとが接合される。
具体的には、2個のレンズアレイ402、402と、レンズアレイ352とが接合された図12(b)に示される接合レンズアレイ452の断面図が示されている。
図14に示されるように、最も下側に配置されるレンズアレイ402(以下、レンズアレイ402aとする)は、上向きに形成される複数の凸部406が、レンズアレイ402aの上方に位置するレンズアレイ(以下、レンズアレイ402bとする)の下向きの面に対して、それぞれ接触するようになっている。
すなわち、先述の接合工程(図12(a)、12(b)を参照)では、レンズアレイ402aの凸部406が、レンズアレイ402bに接触するように、レンズアレイ402aと、レンズアレイ402bとが接合される。
また、レンズアレイ402bは、上向きに形成される凸部406が、レンズアレイ352の下向きの面に対して接触するようになっている。すなわち、先述の接合工程では、レンズアレイ402bの凸部406が、レンズアレイ352に接触するように、レンズアレイ402bとレンズアレイ352とが接合される。
このように、凸部406がレンズアレイ352に接触するように、レンズアレイ402bとレンズアレイ352とが接合されるため、レンズアレイ352とレンズアレイ402bの接合が良好になされる。
ここで、図14に示されるレンズアレイ402bに替えて、凸部406を有しないレンズアレイ352を、レンズアレイ352に下側から貼り付けようとした場合(2つのレンズアレイ352を互いに貼り付けようとした場合)、2つのレンズアレイ352、352との間の本来は接触するべき部分に隙間が形成されてしまうことがあり、この隙間が形成された部分において、レンズアレイ352、352の貼り付けが良好になされないことがある。これは、上側に位置するレンズアレイ352を、上側に位置するレンズアレイ352の全体に均一な力を加えて下側に位置するレンズアレイ352に対して押し付けることが難しく、上側のレンズアレイ352に浮き上がった部分が生じることがあることを原因とする。
これに対して、この実施形態では、レンズアレイ402bの凸部406がレンズアレイ352に接触するため、ある光学部品部404の周りに配置された、例えば3個の凸部406、406、406がレンズアレイ352を貼り合わせる際の基準の面を作り出し、レンズアレイ402bとレンズアレイ352との間に隙間が形成されにくい。
ここで、図14に示されるレンズアレイ402bに替えて、凸部406を有しないレンズアレイ352を、レンズアレイ352に下側から貼り付けようとした場合(2つのレンズアレイ352を互いに貼り付けようとした場合)、2つのレンズアレイ352、352との間の本来は接触するべき部分に隙間が形成されてしまうことがあり、この隙間が形成された部分において、レンズアレイ352、352の貼り付けが良好になされないことがある。これは、上側に位置するレンズアレイ352を、上側に位置するレンズアレイ352の全体に均一な力を加えて下側に位置するレンズアレイ352に対して押し付けることが難しく、上側のレンズアレイ352に浮き上がった部分が生じることがあることを原因とする。
これに対して、この実施形態では、レンズアレイ402bの凸部406がレンズアレイ352に接触するため、ある光学部品部404の周りに配置された、例えば3個の凸部406、406、406がレンズアレイ352を貼り合わせる際の基準の面を作り出し、レンズアレイ402bとレンズアレイ352との間に隙間が形成されにくい。
また、レンズアレイ402aとレンズアレイ402bとの接合についても、レンズアレイ402aの上向きの面に形成された凸部406が、レンズアレイ402bに接するため、レンズアレイ402aとレンズアレイ402bとの間に隙間ができにくく、レンズアレイ402aとレンズアレイ402bとの接合が良好になされる。
レンズアレイ402に形成された凸部406は、以上のように他のもの(被接合物)への接合を良好に行うことができるようにするものであることとあわせて、例えば、被接合物に対する位置決めに用いることができる等、位置検出用の基準として利用することができる。
次に本発明の第2の実施形態について説明する。
第1の実施形態では、造形装置10(図1参照)を用いてレンズアレイ352、レンズアレイ402(図8参照)の成形がなされたのに対して、この第2の実施形態では、造形装置10を用いて、レンズアレイ402を成形するために用いられる型と、レンズアレイ352を形成するための型とが製造される。
それぞれの型は、第1の実施形態と同様に、ステップS100の載置工程、ステップS200に光硬化性樹脂塗付工程、ステップS300の転写工程、ステップS500のウエハ搬出工程を経て造形され、ステップS300の転写工程は、最終的に成形されるレンズアレイの光学部品部(レンズ部)の数に応じて繰り返される。
第1の実施形態では、造形装置10(図1参照)を用いてレンズアレイ352、レンズアレイ402(図8参照)の成形がなされたのに対して、この第2の実施形態では、造形装置10を用いて、レンズアレイ402を成形するために用いられる型と、レンズアレイ352を形成するための型とが製造される。
それぞれの型は、第1の実施形態と同様に、ステップS100の載置工程、ステップS200に光硬化性樹脂塗付工程、ステップS300の転写工程、ステップS500のウエハ搬出工程を経て造形され、ステップS300の転写工程は、最終的に成形されるレンズアレイの光学部品部(レンズ部)の数に応じて繰り返される。
図15には、レンズアレイを製造するために用いられる型が示され、図15(a)には、レンズアレイ352を製造するための型500が、図15(b)には、レンズアレイ402を製造するために用いられる型520が示されている。
型520は、レンズアレイ402の光学部品部404(図8)の反対形状を有する光学部品形成部522と、レンズアレイ402の凸部406の反対形状を有する凹部524とを有している。また、型500は、レンズアレイ352の光学部品部354の反対形状を有する光学部品部形成部502を有している。
型520は、レンズアレイ402の光学部品部404(図8)の反対形状を有する光学部品形成部522と、レンズアレイ402の凸部406の反対形状を有する凹部524とを有している。また、型500は、レンズアレイ352の光学部品部354の反対形状を有する光学部品部形成部502を有している。
図16には、型520を形成するために用いられる第3の転写体142が示されている。
先述の第1の実施形態では、転写体として、レンズアレイ402に形成される光学部品部(レンズ部)404と反対形状に加工された底面126を有する第1の転写体102が用いられた。これに対して、この第2の実施形態では、最終的に形成されるレンズアレイ402の光学部品部404と同形状に加工され部分を有する第3の転写体142が用いられる。
先述の第1の実施形態では、転写体として、レンズアレイ402に形成される光学部品部(レンズ部)404と反対形状に加工された底面126を有する第1の転写体102が用いられた。これに対して、この第2の実施形態では、最終的に形成されるレンズアレイ402の光学部品部404と同形状に加工され部分を有する第3の転写体142が用いられる。
第3の転写体142は、略円筒形状の本体144を有し、本体144の底面146が転写部として用いられる。底面146には、レンズアレイ402の光学部品部404と略同形状の凹部148が形成されている。また、底面146には、レンズアレイ402の凸部406と略同形状の凸部150が形成されている。
第3の転写体142は、造形装置10の支持部47に装着されて用いられる。
図17には、型500を形成するために用いられる第4の転写体162が示されている。第4の転写体162は、略円筒形状の本体164を有し、本体164の底面166が転写面として用いられる。底面166には、レンズアレイ352の光学部品部354と略同形状の凹部168が形成されている。
第4の転写体162は、造形装置10の支持部47に装着されて用いられる。
第4の転写体162は、造形装置10の支持部47に装着されて用いられる。
図18には、本発明の第2の実施形態において、造形装置10を用いて造形された型500、型520型を用いて、レンズアレイ352、レンズアレイ402を成形する工程と、成形されたレンズアレイ352、レンズアレイ402からレンズ470を製造する工程が説明されている。
造形装置10で造形された型500、型520を用いてレンズ470を製造するには、まず、図18(a)に示されるように、造形装置10を用いて製造した型520を用いて、例えばナノインプリント(nanoimprint)の技術を用いて、レンズアレイ402を成形する(成形工程)。具体的には、型520と、例えば平板からなる押圧部材530とを準備し、型520の光学部品形成部522、及び凹部524が形成された側の面が、押圧部材530に向かう合うように配置し、型520と押圧部材530との間に、供給装置220を用いて例えば樹脂等のレンズアレイの材料を供給する。
そして、樹脂等の成形材料を、型520の形状にならって変形した状態で硬化させ、型520の転写面の形状と反対の形状を有するレンズアレイ402を製造する。この際、レンズアレイ402の材料として光硬化性樹脂を用いた場合、光を照射することで樹脂を硬化させることができる。また、レンズアレイ402の製造と同様の工程で、型500と押圧部材530とを用いてレンズアレイ352を製造する。
形成されたレンズアレイは、先述の第1の実施形態と同様に、図18(b)に示されるように、例えば、2個のレンズアレイ402、402と、1個のレンズアレイ352とが接合されて(接合工程)、図18(c)に示されるように接合レンズアレイ452とされ、接合レンズアレイ452が分割されて(分割工程)、図18(d)に示されるように、レンズ470が製造される。
以上のようにして製造されたレンズ470は、先述の第1の実施形態で製造されたレンズと同様に、例えば、CMOSセンサ等の受光素子に取り付けることでカメラを製造することができ、製造されたカメラは、例えば携帯電話機に内蔵されるカメラとして用いることができる。
以上のようにして製造されたレンズ470は、先述の第1の実施形態で製造されたレンズと同様に、例えば、CMOSセンサ等の受光素子に取り付けることでカメラを製造することができ、製造されたカメラは、例えば携帯電話機に内蔵されるカメラとして用いることができる。
また、先述の第1の実施形態と同様に、この第2の実施形態で製造されたレンズアレイ402、352を接合することなく単層のまま分割することで、単層からなるレンズを形成することができる。また、接合レンズアレイ452を分割することなく利用することができる。
以上で説明をした第1の実施形態では、造形装置10を用いてレンズアレイを形成する例を説明し、第2の実施形態では、同装置を用いてレンズアレイを成形するために用いられる型を成形する例にについて説明したが、造形装置10を用いて、例えば、電鋳で用いられる電鋳母型、入槽モデル等の型を造形することもできる。
以上述べたように、本発明は、例えばレンズ、レンズアレイ、液晶表示パネルに用いられる導光板、CMOS(Complementary Metal Oxide Semiconductor)センサ等の受光素子を備えたカメラ等の光学部品を製造するために用いられる光学部品の製造方法、及び光学部品製造装置と、例えば光学部品等の成形に用いられる型や、電鋳に用いられる母型等の型を製造するために用いられる型の製造方法、及び型製造装置とに適用することができる。
Claims (11)
- 成形材料と、前記成形材料に光学部品部を形成するための光学部品部形成部、及び前記成形材料の前記光学部品部が形成される位置から離間した位置に凸部を形成するための凸部形成部を備えた転写部を有する転写体とを互いに接触させ、前記成形材料を前記転写部の形状にならって変形させる変形工程と、
前記成形材料の少なくとも変形した部分を硬化させる硬化工程と、
前記成形材料と前転写体とを互いに離間させる離間工程と、
を有し、前記成形材料に前記転写部の形状を転写する転写工程を複数回繰り返して光学部品を製造する光学部品の製造方法。 - 分割された複数の光学部品の各々が前記光学部品部を少なくとも1つ有するように、前記光学部品を複数に分割する分割工程をさらに有する請求の範囲1記載の光学部品の製造方法。
- 前記凸部が被接合物に接触するように、前記光学部品と前記被接合物とを接合する接合工程をさらに有する請求の範囲1記載の光学部品の製造方法。
- 分割された複数の光学部品の各々が前記光学部品部を少なくとも1つ有するように、互いに接合された前記光学部品及び前記被接合物を複数に分割する分割工程をさらに有する請求の範囲3記載の光学部品の製造方法。
- 前記転写体として、前記光学部品部形成部が1つ形成され、前記凸部形成部が少なくとも3つ形成された転写体を用いる請求の範囲1乃至4いずれか記載の光学部品の製造方法。
- 光硬化性材料からなる成形材料を用い、
前記硬化工程では、光を照射して成形材料を硬化させる請求の範囲1乃至5いずれか記載の光学部品の製造方法。 - 熱硬化性材料からなる成形材料を用い、
前記硬化工程では、加熱により成形材料を硬化させる請求項1乃至5いずれか記載に光学部品の製造方法。 - 型を製造する型製造工程と、
前記型製造工程で製造された型を用いて、光学部品を成形する成形工程と、
を有し、
前記型製造工程は、
成形材料と転写部を有する転写体とを互いに接触させ、光学部品部を形成するための光学部品形成部、及び前記光学部品部が形成される位置から離間して配置される凹部を有する形状となるように、前記成形材料を前記転写部の形状にならって変形させる変形工程と、
前記成形材料の少なくとも変形した部分を硬化させる硬化工程と、
成形材料と前転写体とを互いに離間させる離間工程と、
を有し、前記成形材料に前記転写部の形状を転写する転写工程を複数回繰り返して、前記転写部の形状の反対形状が複数形成された型を製造し、
前記成形工程は、
前記型成形工程で製造された型の前記光学部品形成部及び前記凹部が形成された側の面に光学部品材料を供給する工程と、
前記型成形工程で製造された型の前記光学部品形成部及び前記凹部が形成された側の面の形状にならって変形した状態で、光学部品材料を硬化させる工程と、
を有する光学部品の製造方法。 - 成形材料と転写部を有する転写体とを互いに接触させ、光学部品部を形成するための光学部品形成部、及び前記光学部品部が形成される位置から離間して配置される凹部を有する形状となるように、前記成形材料を前記転写部の形状にならって変形させる変形工程と、
前記成形材料の少なくとも変形した部分を硬化させる硬化工程と、
前記成形材料と前転写体とを互いに離間させる離間工程と、
を有し、前記成形材料に前記転写部の形状を転写する転写工程を複数回繰り返して型を製造する型の製造方法。 - 成形材料を支持する支持部と、
前記支持部に支持された成形材料に接触可能に設けられ、前記成形材料に光学部品部を形成するための光学部品部形成部、及び前記成形材料の前記光学部品部が形成される位置から離間した位置に凸部を形成するための凸部形成部を備えた転写部を有する転写体と、
前記支持部に支持された成形材料と前記転写体とを、互いに当接させ離間させるように、前記支持部及び前記転写体の少なくともいずれか一方を移動させる移動装置と、
成形材料の、少なくとも前記転写体に接触し、前記転写部の形状にならって変形した部分を硬化させる硬化装置と、
成形材料に、前記転写部の形状が複数回、転写されるように、少なくとも前記移動装置及び前記硬化装置を制御する制御部と、
を有する光学部品製造装置。 - 成形材料を支持する支持部と、
前記支持部に支持された成形材料に接触可能に設けられた転写体であって、前記成形材料を、光学部品部を形成するための光学部品部形成部、及び前記光学部品部形成部が形成される位置から離間して配置される凹部を有するように変形させるために用いられる転写体と、
前記支持部に支持された成形材料と前記転写体とを、互いに当接させ離間させるように、前記支持部及び前記転写体の少なくともいずれか一方を移動させる移動装置と、
成形材料の、少なくとも前記転写体に接触し、前記転写部の形状にならって変形した部分を硬化させる硬化装置と、
成形材料に、前記転写部の形状が複数回、転写されるように、少なくとも前記移動装置及び前記硬化装置を制御する制御部と、
を有する型製造装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/812,168 US9216549B2 (en) | 2008-01-21 | 2008-11-28 | Optical part manufacturing method, mold manufacturing method, optical part manufacturing apparatus, and mold manufacturing apparatus |
| EP08871408.4A EP2241428B1 (en) | 2008-01-21 | 2008-11-28 | Process for producing optical part, process for producing mold, apparatus for producing optical part, and apparatus for producing mold |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008010838A JP4226061B1 (ja) | 2008-01-21 | 2008-01-21 | 光学部品の製造方法、型の製造方法、光学部品製造装置、及び型製造装置 |
| JP2008-010838 | 2008-01-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009093382A1 true WO2009093382A1 (ja) | 2009-07-30 |
Family
ID=40445090
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/071694 WO2009093382A1 (ja) | 2008-01-21 | 2008-11-28 | 光学部品の製造方法、型の製造方法、光学部品製造装置、及び型製造装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9216549B2 (ja) |
| EP (1) | EP2241428B1 (ja) |
| JP (1) | JP4226061B1 (ja) |
| WO (1) | WO2009093382A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010064534A1 (ja) * | 2008-12-01 | 2010-06-10 | 昭和電工株式会社 | 造形方法 |
| JP5156990B1 (ja) * | 2011-11-22 | 2013-03-06 | ナルックス株式会社 | 金型加工方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI401155B (zh) * | 2008-02-01 | 2013-07-11 | Nat Univ Tsing Hua | 光學元件製造方法 |
| JP5202361B2 (ja) * | 2009-01-29 | 2013-06-05 | シャープ株式会社 | 成形方法、成形装置、成形金型、光学素子アレイ板の製造方法、電子素子モジュールの製造方法、電子情報機器 |
| JP5202381B2 (ja) * | 2009-02-23 | 2013-06-05 | シャープ株式会社 | 成形装置、成形型の製造方法、光学素子アレイ板の製造方法、電子素子モジュールの製造方法、電子情報機器 |
| US10500770B2 (en) | 2010-03-02 | 2019-12-10 | So-Semi Technologies, Llc | LED packaging with integrated optics and methods of manufacturing the same |
| JP5674445B2 (ja) * | 2010-12-13 | 2015-02-25 | 東芝機械株式会社 | マスター型製造装置 |
| WO2013084475A1 (ja) * | 2011-12-06 | 2013-06-13 | コニカミノルタ株式会社 | レンズユニットの製造方法およびレンズユニット |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003094445A (ja) * | 2001-09-20 | 2003-04-03 | Seiko Epson Corp | 微細構造体の製造方法、該微細構造体を備えた装置の製造方法、該製造方法による微細構造体、該微細構造体製造用装置並びに該微細構造体を備えた装置製造用装置 |
| JP2004229167A (ja) | 2003-01-27 | 2004-08-12 | Sanyo Electric Co Ltd | カメラモジュールの製造方法 |
| JP2005173597A (ja) * | 2003-12-06 | 2005-06-30 | Samsung Electronics Co Ltd | 回折レンズアレイモールドの製造方法、及びそれに用いられるuv照射器 |
| JP2005271498A (ja) * | 2004-03-26 | 2005-10-06 | Nikon Corp | 成形型の製造方法及び光学素子の製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100688831B1 (ko) * | 2005-02-04 | 2007-03-02 | 삼성전기주식회사 | 광픽업의 렌즈홀더조립체 및 그 제조방법 |
-
2008
- 2008-01-21 JP JP2008010838A patent/JP4226061B1/ja not_active Expired - Fee Related
- 2008-11-28 EP EP08871408.4A patent/EP2241428B1/en not_active Not-in-force
- 2008-11-28 US US12/812,168 patent/US9216549B2/en active Active
- 2008-11-28 WO PCT/JP2008/071694 patent/WO2009093382A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003094445A (ja) * | 2001-09-20 | 2003-04-03 | Seiko Epson Corp | 微細構造体の製造方法、該微細構造体を備えた装置の製造方法、該製造方法による微細構造体、該微細構造体製造用装置並びに該微細構造体を備えた装置製造用装置 |
| JP2004229167A (ja) | 2003-01-27 | 2004-08-12 | Sanyo Electric Co Ltd | カメラモジュールの製造方法 |
| JP2005173597A (ja) * | 2003-12-06 | 2005-06-30 | Samsung Electronics Co Ltd | 回折レンズアレイモールドの製造方法、及びそれに用いられるuv照射器 |
| JP2005271498A (ja) * | 2004-03-26 | 2005-10-06 | Nikon Corp | 成形型の製造方法及び光学素子の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2241428A4 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010064534A1 (ja) * | 2008-12-01 | 2010-06-10 | 昭和電工株式会社 | 造形方法 |
| JP5551084B2 (ja) * | 2008-12-01 | 2014-07-16 | Aji株式会社 | 造形方法 |
| US8840830B2 (en) | 2008-12-01 | 2014-09-23 | Aji Co., Ltd. | Method of molding |
| JP5156990B1 (ja) * | 2011-11-22 | 2013-03-06 | ナルックス株式会社 | 金型加工方法 |
| WO2013076809A1 (ja) * | 2011-11-22 | 2013-05-30 | ナルックス株式会社 | 金型加工方法、金型及び光学素子 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100289163A1 (en) | 2010-11-18 |
| EP2241428A4 (en) | 2014-08-06 |
| EP2241428A1 (en) | 2010-10-20 |
| JP2009172773A (ja) | 2009-08-06 |
| US9216549B2 (en) | 2015-12-22 |
| JP4226061B1 (ja) | 2009-02-18 |
| EP2241428B1 (en) | 2016-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4226061B1 (ja) | 光学部品の製造方法、型の製造方法、光学部品製造装置、及び型製造装置 | |
| JP4226067B2 (ja) | 造形方法、レンズの製造方法、及び造形装置 | |
| EP2168746B1 (en) | Method and apparatus for moulding aspherical lenses | |
| TWI404196B (zh) | 固體攝像元件模組之製造方法 | |
| KR101634353B1 (ko) | 마이크로 렌즈, 상기 마이크로 렌즈 제조방법, 상기 마이크로 렌즈 제조 장치, 및 상기 마이크로 렌즈를 구비한카메라 모듈 | |
| US9798046B2 (en) | Lens plate for wafer-level camera and method of manufacturing same | |
| JP4226617B2 (ja) | マイクロ撮影装置及びその製造方法 | |
| CN105489620A (zh) | 固体摄像装置的制造方法以及摄像机模块的制造方法 | |
| JP2009266901A (ja) | 転写装置、ウエハ状光学装置の製造方法、電子素子ウエハモジュール、センサウエハモジュール、電子素子モジュール、センサモジュールおよび電子情報機器 | |
| JP5503115B2 (ja) | 造形物の製造方法及び造形物製造システム | |
| JP5202381B2 (ja) | 成形装置、成形型の製造方法、光学素子アレイ板の製造方法、電子素子モジュールの製造方法、電子情報機器 | |
| TW201339630A (zh) | 設備與方法 | |
| CN112713159A (zh) | 制作图像传感器的方法、图像传感器、摄像头模组和电子设备 | |
| JP6022044B2 (ja) | 複数のマイクロレンズの製造方法及び製造装置 | |
| US20150293269A1 (en) | Method and device for producing a lens wafer | |
| JP2006221062A (ja) | 積層型回折光学素子の製造方法及び積層型回折光学素子 | |
| JP4481531B2 (ja) | 光学素子 | |
| JP2007164058A (ja) | 光学基材、金型、及び複合型光学部品の製造方法 | |
| KR20220146029A (ko) | 렌즈 이형성이 향상된 웨이퍼 렌즈 제조 장치 및 그 방법 | |
| KR20150116469A (ko) | 마이크로 렌즈 어레이 유리광학소자 제조장치 및 방법 | |
| JP2010266666A (ja) | ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08871408 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12812168 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2008871408 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008871408 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |