WO2003016400A1 - Co2-härtbares bindemittelsystem auf resolbasis - Google Patents
Co2-härtbares bindemittelsystem auf resolbasis Download PDFInfo
- Publication number
- WO2003016400A1 WO2003016400A1 PCT/DE2002/002542 DE0202542W WO03016400A1 WO 2003016400 A1 WO2003016400 A1 WO 2003016400A1 DE 0202542 W DE0202542 W DE 0202542W WO 03016400 A1 WO03016400 A1 WO 03016400A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- urea
- binder system
- melamine
- nitrogen
- formaldehyde resins
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L61/00—Compositions of condensation polymers of aldehydes or ketones; Compositions of derivatives of such polymers
- C08L61/04—Condensation polymers of aldehydes or ketones with phenols only
- C08L61/06—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L61/00—Compositions of condensation polymers of aldehydes or ketones; Compositions of derivatives of such polymers
- C08L61/34—Condensation polymers of aldehydes or ketones with monomers covered by at least two of the groups C08L61/04, C08L61/18 and C08L61/20
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D161/00—Coating compositions based on condensation polymers of aldehydes or ketones; Coating compositions based on derivatives of such polymers
- C09D161/04—Condensation polymers of aldehydes or ketones with phenols only
- C09D161/06—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols
Definitions
- the present invention relates to resole-based binder systems which have an improved ultimate strength when the cores are heated after curing.
- a disadvantage of these binders are their z. B. low strength compared to the cold box process, so that their use remains essentially limited to simple, solid cores. However, this has the advantage of very good casting results, so that it would be desirable to use binders with higher strengths To have available, with which it is possible to produce cores and shapes of more complex geometry.
- a binder with improved strengths is described in German patent application DE-A-199 38 043.
- a frequently used method for increasing the strength is to additionally apply heat to the shaped bodies with CO 2 after hardening. Heat is z. B. also necessary if the moldings have been coated with a so-called size and the carrier liquids contained therein, ie generally water or low-boiling alcohols, such as. B. ethanol or isopropanol, wants to evaporate quickly.
- a CO 2 -curable binder system comprising a resol resin, at least one oxyanion and at least one nitrogen-containing compound selected from the group consisting of urea, melamine, urea / formaldehyde resins and melamine / formaldehyde resins, preferably urea and urea / formaldehyde resins ,
- Resoles containing the nitrogen compounds mentioned are known per se. Examples of such binders are described, for example, in US 3,306,864 and US 3,404,198. However, the binders specified there cannot be cured with CO 2 . Either strong acids or salts of strong acids are required as reaction accelerators for curing. There are also heated molds necessary because the sand / binder mixtures must be cured at temperatures of approx. 150 ° C to approx. 250 ° C to achieve short curing times.
- the invention further provides a method for producing a CO 2 -curable binder system, comprising the steps of: providing a resole resin and mixing the resole resin with at least one oxyanion and at least one of the aforementioned nitrogen-containing compounds.
- the CO 2 -curable binder system can also be produced by at least partially polymerizing the nitrogen-containing compound into the resole resin.
- phenol and aldehyde are first condensed in the presence of the nitrogen-containing compound.
- the resol resin obtained is then mixed with at least one oxyanion.
- Another option is to add the nitrogen-containing compound to the sand separately only when the core is being produced, and not to dissolve it in the binder system beforehand.
- the invention also relates to a molding composition comprising aggregates and an effectively binding amount of the binder system according to the invention.
- step (2) placing the casting mixture obtained in step (1) into a mold; (3) curing the casting mixture in the mold to obtain a self-supporting shape; and (4) then removing the molded casting mixture from step (3) from the mold and further hardening to obtain a hard, solid, hardened mold part.
- Essential to the invention is the addition of a nitrogen-containing compound to an oxyanion-containing, with C0 2 curable resole resin.
- This measure increases the strength of the foundry cores if they are subjected to a heat treatment after hardening.
- the nitrogen-containing compound can additionally lead to a reduction in viscosity in the resole resins which are curable with CO 2 .
- High viscosities of the binder systems can have a negative effect on the flowability of the sand mixtures produced therewith, so that the molds cannot be filled completely or only at high pressures during core production.
- the viscosity of the binder can be adjusted so that the sand mixture has a good flowability.
- urea is particularly suitable as a nitrogenous compound.
- Resole resins are made by condensing a phenolic component and an aldehyde component. Their manufacture has been known for a long time and is e.g. B. in A. Garziella, L.A. Pilato, A. Knop, Phenolic Resins; Springer Verlag (2000).
- the resol resins described in EP-A-0 323 096 and in DE-A-199 38 043 are preferably used.
- the preferred aldehyde resole resins consist mainly of molecules in which the neighboring phenol groups are linked via methylene bridges between the ortho and para positions, since these molecules have a larger number of complexation sites for oxyanions. Molecules in which the phenol groups are linked via ortho-ortho-methylene bridges have very few complexation sites for oxyanions and it is therefore preferred that the content of such molecules is low or that no such molecules are contained in the resol resins. To achieve this goal, all available positions in the phenolic groups that are ortho to the phenolic hydroxy group should be protected as methylolate.
- substituted phenols such as, for. B. cresols or nonylphenol, or phenolic compounds, such as. B. bisphenol-A, optionally in combination with phenol.
- All aldehydes which are conventionally used for the production of resol resins can be used in the context of the invention. Examples of these are formaldehyde, butyraldehyde or glyoxal. Formaldehyde is particularly preferred.
- the resole resins are prepared by condensing the phenol component and the aldehyde in the presence of a basic catalyst such as ammonium hydroxide or an alkali metal hydroxide.
- a basic catalyst such as ammonium hydroxide or an alkali metal hydroxide.
- Alkali metal hydroxide catalysts such as sodium hydroxide and potassium hydroxide are preferably used.
- the polycondensation is generally carried out at relatively low temperatures (approx. 65 to 85 ° C) and with a Catalyst amount of about 2 to 3 wt.% Alkali metal hydroxide based on phenol. It may be expedient to vary the temperature within the specified range. It may also be advantageous to add further alkali metal hydroxide in the course of the reaction.
- the molar ratio of aldehyde (given as formaldehyde) to phenol in the resole resin can vary in the range from 1: 1 to 3: 1, but is preferably in the range from 1.6: 1 to 2.5: 1.
- oxygen-containing anions are referred to as oxyanions.
- Suitable oxyanions are the oxyanions described in EP-A-323 096 and DE-A-199 38 043, such as aluminates, borates and stannates. Aluminates, borates and mixtures thereof are preferably used. Borates and mixtures of borates with aluminates are particularly preferred.
- the boron-containing and aluminum-containing oxyanions can be used directly in the form of their salts.
- the salts preferably contain alkali or alkaline earth metals as the cation, sodium and potassium salts being preferred because of their ready availability.
- Aluminum alcoholates have the formula AI (OR) 3 , where R is a saturated or unsaturated, branched or unbranched hydrocarbon radical with 1 to 10 Can be carbon atoms.
- a solution of a boron compound, such as. B. boric acid or boric acid ester, in lye is suitable as a solution of the boron-containing oxyanion.
- the base is preferably the solution of a base in water, which is also used for mixing with the resol resin.
- the Al: B atomic ratio of the boron- and aluminum-containing oxyanions in the binder system according to the invention is preferably in the range from 0.05: 1 to 1: 1. Cores with particularly good strengths are obtained in this range with the binder system according to the invention exhibit.
- the particularly preferred range is between 0.1: 1 and 0.8: 1.
- the ratio of the sum of the boron and aluminum atoms in the boron-containing oxyanions and aluminum-containing oxyanions to the number of phenol groups in the resole resin is preferably between 0.1: 1, 0 and 1, 0: 1, 0, particularly preferably between 0.3: 1, 0 and 0.6: 1, 0.
- Urea, urea / formaldehyde resins, melamine or melamine / formaldehyde resins are used as nitrogen-containing compounds, preferably urea or urea / formaldehyde resins.
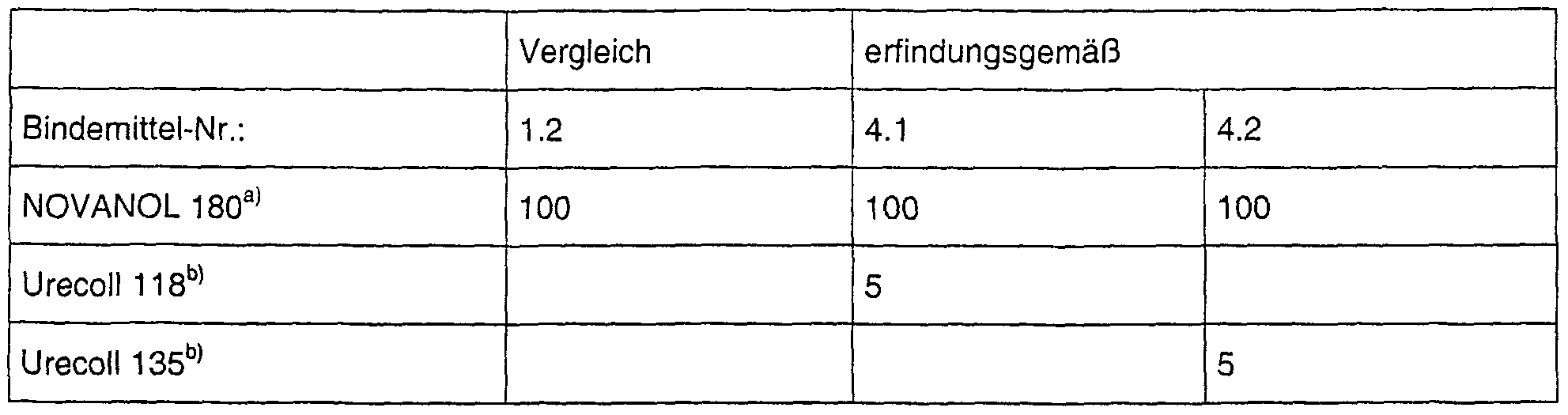
- suitable urea / formaldehyde resins are the products from BASF AG known under the trade name Urecoll 118 (solids content 66.5%, nitrogen content 21-22%) and Urecoll 135 (solids content 65%, nitrogen content 18-20%). Particularly good results are achieved with urea.
- the binder system according to the invention can also contain other conventional additives such as water and base.
- the molar ratio of hydroxide ions to the phenol group in the binder system is preferably 0.5: 1 to 3.0: 1.
- Water is preferably present in an amount of 25 to 50% by weight, based on the weight of the binder system. The water serves to dissolve the base and possibly the oxyanions.
- Further conventional additives such as alcohols, glycols and silanes can be contained in the binder system according to the invention in an amount of up to 25% by weight.
- the nitrogenous compound can be used in a number of ways in the manufacture of foundry cores. It can be condensed in during the production of the resole resin, it can be added to the binder system or it can be added to the aggregates separately from the binder system directly during the production of the moldings. Of course, these options can be combined.
- the binder system is produced by mixing the resole resin with base, water and the oxyanions. It is possible to first mix the resole resin with an aqueous solution of a base and then the oxyanions, e.g. B. as a solid or also in the form of an aqueous solution. It is also possible to first mix the oxyanions with base and water and mix this mixture with the resol resin. Subsequently, further base and, if necessary, further water are mixed in.
- the starting materials of the resole resin such as phenol, aldehyde, possibly further monomers and the nitrogen-containing compound (for example urea) are mixed together and polymerized at an alkaline pH.
- the amount of urea is 0.1 to 15% based on the total amount of the binder.
- the resole resin obtained in this way is then optionally used in combination with other customary additives such as water and base as a binder system.
- the nitrogen-containing compound is added to the resole resin after the polymerization.
- the resole, the nitrogen-containing compound and other additives are mixed in order to obtain the binder system according to the invention.
- the amount of nitrogen-containing compound should be in the range from 0.1 to 15%, preferably from 0.5 to 12.5%, based on the total amount of the binder.
- the binder system according to the invention can be used in combination with units for the production of molding compositions which are used for the production of moldings.
- the mold parts are z. B. used in the casting of metal.
- the aggregates used and the process steps used are conventional and z. B. from EP-A-0 183 782 known.
- the binder system is mixed with sand or a similar aggregate to produce a molding compound.
- the aggregate can first be mixed with the nitrogen-containing compound and then the binder can be added.
- the molding composition contains an effectively binding amount of up to 10% by weight of the binder system according to the invention (or the sum of binder and separately added nitrogen-containing compound), based on the weight of the aggregates. Methods to achieve a uniform mixture of the binder system and the aggregate are known to the person skilled in the art.
- the mixture may additionally contain other conventional ingredients such as iron oxide, ground flax or wood fibers, pitch and mineral additives.
- the aggregate In order to produce casting mold parts from sand, the aggregate should have a sufficiently large particle size. As a result, the molded part has sufficient porosity and volatile compounds can escape during the casting process.
- the average particle size of the aggregate is generally between 200 and 400 ⁇ m.
- sand is preferably used as the aggregate material, with at least 70% by weight and preferably more than 80% by weight of the sand being silicon dioxide.
- Zircon, olivine and chromite sand are also suitable as aggregate materials.
- the aggregate material is the main component of mold parts.
- the proportion of the binder system is generally up to 10% by weight, often between 0.5 and 7% by weight, based on the weight of the aggregate. 0.6 to 5% by weight of binder, based on the weight of the aggregate, is particularly preferably used.
- the mold part is hardened so that it retains its outer shape after removal of the mold. Conventional liquid or gaseous hardening systems can be used to harden the binder system according to the invention.
- Microwave ovens are equally suitable for heat treatment, with the residence times being shorter than in a conventional oven (e.g. about 5 to 20 minutes with an irradiated energy of about 200 to 1000 watts).
- the optimal conditions depend on the core size and core geometry.
- mold parts are often coated with a so-called size.
- These are aqueous or alcoholic slurries of refractory minerals.
- the carrier liquids i.e. Water or volatile alcohols such as Ethanol or isopropanol are then volatilized in conventional ovens or microwave ovens, so that the refractory minerals are deposited as a fine layer on the mold parts.
- Cast moldings that were produced with the binder according to the invention show the same advantages in terms of strength as in heat treatment without size coating.
- An object can be cast from metal from the mold part.
- binders listed in Table 1 2.5 parts by weight of the binders listed in Table 1 are added to 100 parts by weight of quartz sand H 32 (Quarzwerke GmbH, Frechen) and mixed intensively in a laboratory mixer. These mixtures are used to produce test specimens in accordance with DIN 52 401, which are cured by gassing with CO 2 (30 seconds, 2 liters of CO 2 per minute).
- the strengths of the test specimens are determined using the "Georg Fischer" method.
- the flexural strength of the test specimens is checked 30 seconds after their production (immediate strength) and after 24 hours.
- To determine the resistance to high air humidity the cores are placed in a humidity chamber (98% rel. Humidity) immediately after they are manufactured and stored there for 24 hours. The strength test is then carried out.
- Microwave oven The cores are exposed to microwave radiation for 3 minutes 10 minutes after their production. The radiated energy was gradually increased from 200 watts to 700 watts (1 minute 200 watts, 1 minute 500 watts, 2 minutes 700 watts). After cooling to room temperature, the bending strengths are checked.
- Table 2 shows that the addition of urea to a commercially available, CO 2 -curable alkaline phenolic resin in the cores produced with these binders causes an increase in strength if, after CO 2 curing, the cores are additionally heated in a conventional oven or in a microwave oven be charged.
- Example 2 Adding urea as a separate component to the molding material / binder mixture
- NOVANOL 180 2.5 parts by weight of NOVANOL 180 are added to 100 parts by weight of H 32 quartz sand (Quarzwerke GmbH, Frechen) and mixed intensively in a laboratory mixer. Then 0.15 parts by weight of urea in solid form or 0.375 parts by weight of an aqueous 40% urea solution are added to this molding material / binder mixture and these are also mixed thoroughly. Then, as described under 1.2, it is cured with CO 2 and the strength tests are carried out.
- urea as a separate component increases the strength when the cores are heated in a conventional oven or a microwave oven.
- the production and testing of the molding material / binder mixtures is carried out as described in 1.2.
- CO 2 -curable binders are obtained, from which cores can be produced which, when heated in a conventional oven or a microwave oven, have higher strengths than cores with a Binder were made that does not contain urea.
- the binders are prepared as described under 1.1, instead of urea, the amount of urea / formaldehyde resins given in Table 5 is mixed into the commercially available resol-CO 2 binder.
Abstract
Description





Claims
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02754350A EP1414901A1 (de) | 2001-07-26 | 2002-07-11 | Co 2-härtbares bindemittelsystem auf resolbasis |
| NO20040315A NO20040315L (no) | 2001-07-26 | 2004-01-23 | C02-herdbart bindemiddelsystem pa resolbasis |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2001136365 DE10136365A1 (de) | 2001-07-26 | 2001-07-26 | CO¶2¶-härtbares Bindemittelsystem auf Resolbasis |
| DE10136365.6 | 2001-07-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2003016400A1 true WO2003016400A1 (de) | 2003-02-27 |
Family
ID=7693131
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/DE2002/002542 WO2003016400A1 (de) | 2001-07-26 | 2002-07-11 | Co2-härtbares bindemittelsystem auf resolbasis |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1414901A1 (de) |
| DE (1) | DE10136365A1 (de) |
| NO (1) | NO20040315L (de) |
| PL (1) | PL368607A1 (de) |
| WO (1) | WO2003016400A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2052798A1 (de) * | 2008-11-25 | 2009-04-29 | Hüttenes-Albertus Chemische-Werke GmbH | Alkalinresolphenol-Aldehydharzbindungszusammensetzungen |
| DE102005009636B4 (de) * | 2005-03-03 | 2016-08-11 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum generativen Herstellen einer Sandform |
| WO2018002129A1 (de) | 2016-06-30 | 2018-01-04 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Wässrige alkalische bindemittelzusammensetzung zur aushärtung mit kohlendioxidgas sowie deren verwendung, eine entsprechende formstoffmischung zur herstellung eines giessereiformkörpers, ein entsprechender giessereiformkörper sowie ein verfahren zur herstellung eines giessereiformkörpers |
| WO2018002121A1 (de) | 2016-06-30 | 2018-01-04 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Wässrige alkalische bindemittelzusammensetzung zur aushärtung mit kohlendioxidgas sowie deren verwendung, eine entsprechende formstoffmischung zur herstellung eines giessereiformkörpers, ein entsprechender giessereiformkörper sowie ein verfahren zur herstellung eines giessereiformkörpers |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1998911B1 (de) | 2006-03-25 | 2011-07-20 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum herstellen einer sandform |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3306864A (en) * | 1962-11-29 | 1967-02-28 | Hooker Chemical Corp | Phenol formaldehyde-urea resin component binder |
| US3404198A (en) * | 1965-07-30 | 1968-10-01 | Ashland Oil Inc | Phenol-formaldehyde-urea resin and method of preparation |
| US4075155A (en) * | 1976-01-08 | 1978-02-21 | Owens-Corning Fiberglas Corporation | Molding compounds |
| US5071940A (en) * | 1989-02-10 | 1991-12-10 | Basf Aktiengesellschaft | Curing agent mixture for curing alkaline phenol/formaldehyde resins |
| WO1997018913A1 (en) * | 1995-11-21 | 1997-05-29 | Ashland Inc. | Cold-box process for preparing foundry shapes |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4176105A (en) * | 1977-09-06 | 1979-11-27 | Certain-Teed Corporation | High temperature mineral fiber binder |
| GB8322059D0 (en) * | 1983-08-16 | 1983-09-21 | Polymer Tectronics Ltd | Moulding composition |
| DE19938043C2 (de) * | 1999-08-12 | 2001-12-06 | Ashland Suedchemie Kernfest | Aluminiumhaltiges Bindemittelsystem auf Resolbasis, Verfahren zur Herstellung und Verwendung sowie Formmasse |
-
2001
- 2001-07-26 DE DE2001136365 patent/DE10136365A1/de not_active Ceased
-
2002
- 2002-07-11 EP EP02754350A patent/EP1414901A1/de not_active Withdrawn
- 2002-07-11 WO PCT/DE2002/002542 patent/WO2003016400A1/de not_active Application Discontinuation
- 2002-07-11 PL PL02368607A patent/PL368607A1/xx not_active Application Discontinuation
-
2004
- 2004-01-23 NO NO20040315A patent/NO20040315L/no not_active Application Discontinuation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3306864A (en) * | 1962-11-29 | 1967-02-28 | Hooker Chemical Corp | Phenol formaldehyde-urea resin component binder |
| US3404198A (en) * | 1965-07-30 | 1968-10-01 | Ashland Oil Inc | Phenol-formaldehyde-urea resin and method of preparation |
| US4075155A (en) * | 1976-01-08 | 1978-02-21 | Owens-Corning Fiberglas Corporation | Molding compounds |
| US5071940A (en) * | 1989-02-10 | 1991-12-10 | Basf Aktiengesellschaft | Curing agent mixture for curing alkaline phenol/formaldehyde resins |
| WO1997018913A1 (en) * | 1995-11-21 | 1997-05-29 | Ashland Inc. | Cold-box process for preparing foundry shapes |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005009636B4 (de) * | 2005-03-03 | 2016-08-11 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum generativen Herstellen einer Sandform |
| EP2052798A1 (de) * | 2008-11-25 | 2009-04-29 | Hüttenes-Albertus Chemische-Werke GmbH | Alkalinresolphenol-Aldehydharzbindungszusammensetzungen |
| WO2010060826A1 (en) * | 2008-11-25 | 2010-06-03 | Hüttenes-Albertus Chemische Werke GmbH | Alkaline resol phenol-aldehyde resin binder compositions |
| US8148463B2 (en) | 2008-11-25 | 2012-04-03 | Huttenes-Albertus Chemische Werke Gmbh | Alkaline resol phenol-aldehyde resin binder compositions |
| WO2018002129A1 (de) | 2016-06-30 | 2018-01-04 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Wässrige alkalische bindemittelzusammensetzung zur aushärtung mit kohlendioxidgas sowie deren verwendung, eine entsprechende formstoffmischung zur herstellung eines giessereiformkörpers, ein entsprechender giessereiformkörper sowie ein verfahren zur herstellung eines giessereiformkörpers |
| DE102016211971A1 (de) | 2016-06-30 | 2018-01-04 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Wässrige alkalische Bindemittelzusammensetzung zur Aushärtung mit Kohlendioxidgas sowie deren Verwendung, eine entsprechende Formstoffmischung zur Herstellung eines Gießereiformkörpers, ein entsprechender Gießereiformkörper sowie ein Verfahren zur Herstellung eines Gießereiformkörpers |
| WO2018002121A1 (de) | 2016-06-30 | 2018-01-04 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Wässrige alkalische bindemittelzusammensetzung zur aushärtung mit kohlendioxidgas sowie deren verwendung, eine entsprechende formstoffmischung zur herstellung eines giessereiformkörpers, ein entsprechender giessereiformkörper sowie ein verfahren zur herstellung eines giessereiformkörpers |
| DE102016211970A1 (de) | 2016-06-30 | 2018-01-18 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Wässrige alkalische Bindemittelzusammensetzung zur Aushärtung mit Kohlendioxidgas sowie deren Verwendung, eine entsprechende Formstoffmischung zur Herstellung eines Gießereiformkörpers, ein entsprechender Gießereiformkörper sowie ein Verfahren zur Herstellung eines Gießereiformkörpers |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10136365A1 (de) | 2003-02-13 |
| NO20040315L (no) | 2004-03-17 |
| PL368607A1 (en) | 2005-04-04 |
| EP1414901A1 (de) | 2004-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2945653C2 (de) | Verfahren zur Herstellung von Gießereikernen oder -formen und Bindemittel für diesen Zweck | |
| EP3495073B1 (de) | Emissionsarmes, kalthärtendes bindemittel für die giessereiindustrie | |
| DE1720222A1 (de) | Kunstharzmischung | |
| EP1228128B1 (de) | Aluminium- und borhaltiges bindemittelsystem auf resolbasis | |
| EP0316517B1 (de) | Hitzehärtendes Bindemittel und seine Verwendung | |
| DE112009003561T5 (de) | Alkalische Phenol-Aldehyd-Resolharz-Bindemittelzusammensetzungen | |
| WO2004050738A1 (de) | Verfahren zur herstellung von formkörpern, insbesondere von kernen, formen und speisern für die giessereitechnik | |
| DE102016123051A1 (de) | Aminosäure enthaltende Formstoffmischung zur Herstellung von Formkörpern für die Gießereiindustrie | |
| DE60201192T2 (de) | Novolak-Aralkyl-Harze, Verfahren zu ihrer Herstellung und diese enthaltende Zusammensetzung | |
| DE2413925C2 (de) | Formmasse für Gießereiformen und -kerne | |
| DE1508607A1 (de) | Form- und Kernsand-Bindemittel fuer Metallguss | |
| WO2003016400A1 (de) | Co2-härtbares bindemittelsystem auf resolbasis | |
| DE10031954A1 (de) | Heiss härtendes Bindemittelsystem auf der Basis nachwachsender Rohstoffe | |
| EP0290551B1 (de) | Kalthärtendes formstoff-bindemittel und dessen verwendung | |
| EP1417060B1 (de) | Giessform und verfahren zu deren herstellung | |
| DE2315244A1 (de) | Verfahren zur herstellung von giessereiformen und -kernen ausgehend von einer selbsthaertenden fliessfaehigen sandmasse | |
| EP3478428B1 (de) | Wässrige alkalische bindemittelzusammensetzung zur aushärtung mit kohlendioxidgas sowie deren verwendung, eine entsprechende formstoffmischung zur herstellung eines giessereiformkörpers, ein entsprechender giessereiformkörper sowie ein verfahren zur herstellung eines giessereiformkörpers | |
| DE102016211971A1 (de) | Wässrige alkalische Bindemittelzusammensetzung zur Aushärtung mit Kohlendioxidgas sowie deren Verwendung, eine entsprechende Formstoffmischung zur Herstellung eines Gießereiformkörpers, ein entsprechender Gießereiformkörper sowie ein Verfahren zur Herstellung eines Gießereiformkörpers | |
| WO2023217325A1 (de) | Verfahren zum schichtweisen aufbau von baukörpern mit einem bindemittel modifizierter viskosität | |
| DE2713115A1 (de) | Mischung zur herstellung von giessereikernen und -formen | |
| DE2050501B1 (de) | Vernetzungs- und Harzbildungsmittel | |
| DE2542209A1 (de) | Formsand-bindemittel | |
| DE3423878A1 (de) | Verfahren zur herstellung von phenol-aldehyd-kondensaten und deren verwendung als bindemittel fuer giessereiformteile | |
| AT365621B (de) | Verfahren zur herstellung einer pressmasse | |
| DE1095516B (de) | Verfahren zur Herstellung von waermehaertbaren Kunstharzmassen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AU BR CA CN HU JP KR MX NO PL US Kind code of ref document: A1 Designated state(s): AU BR CA CN HU JP KR MX NO PL |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LU MC NL PT SE SK TR Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FR GB GR IE IT LU MC NL PT SE SK TR |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2002754350 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 2002754350 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| WWW | Wipo information: withdrawn in national office |
Country of ref document: JP |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 2002754350 Country of ref document: EP |