WO1997005183A1 - Mousse de resine polypropylene modifiee et procede pour la produire - Google Patents
Mousse de resine polypropylene modifiee et procede pour la produire Download PDFInfo
- Publication number
- WO1997005183A1 WO1997005183A1 PCT/JP1996/002037 JP9602037W WO9705183A1 WO 1997005183 A1 WO1997005183 A1 WO 1997005183A1 JP 9602037 W JP9602037 W JP 9602037W WO 9705183 A1 WO9705183 A1 WO 9705183A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polypropylene resin
- aromatic vinyl
- modified polypropylene
- foam
- resin
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/02—Monomers containing chlorine
- C08F214/04—Monomers containing two carbon atoms
- C08F214/06—Vinyl chloride
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/02—Monomers containing chlorine
- C08F214/04—Monomers containing two carbon atoms
- C08F214/08—Vinylidene chloride
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/04—Acids; Metal salts or ammonium salts thereof
- C08F220/06—Acrylic acid; Methacrylic acid; Metal salts or ammonium salts thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/14—Methyl esters, e.g. methyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/42—Nitriles
- C08F220/44—Acrylonitrile
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/52—Amides or imides
- C08F220/54—Amides, e.g. N,N-dimethylacrylamide or N-isopropylacrylamide
- C08F220/56—Acrylamide; Methacrylamide
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F255/00—Macromolecular compounds obtained by polymerising monomers on to polymers of hydrocarbons as defined in group C08F10/00
- C08F255/02—Macromolecular compounds obtained by polymerising monomers on to polymers of hydrocarbons as defined in group C08F10/00 on to polymers of olefins having two or three carbon atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L51/00—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L51/06—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers grafted on to homopolymers or copolymers of aliphatic hydrocarbons containing only one carbon-to-carbon double bond
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2351/00—Characterised by the use of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives of such polymers
- C08J2351/06—Characterised by the use of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives of such polymers grafted on to homopolymers or copolymers of aliphatic hydrocarbons containing only one carbon-to-carbon double bond
Definitions
- the present invention relates to a polypropylene resin obtained by graft copolymerizing an aromatic vinyl monomer (hereinafter referred to as a “modified polypropylene resin”). ) And a method for producing the foam. More specifically, the present invention relates to a polypropylene resin (hereinafter referred to as a polypropylene resin before aromatic copolymerization with an aromatic vinyl monomer). The lene-based resin is sometimes referred to as the “raw material propylene resin”) and is combined with an aromatic vinyl monomer in the presence of a radical polymerization initiator. The present invention relates to a foam comprising a modified polypropylene resin obtained by melt-kneading, and a method for producing the foam. Background art
- foams are lightweight, have good insulation properties, and are good at cushioning external stresses such as impact forces. Therefore, foams, cushioning materials for external stresses, and core materials are used. It is widely used in a variety of applications such as food containers.
- various types of foam materials can be used, such as polystyrene-based resins, polyurethan-based resins, and polystyrene-based resins. It is.
- these foams have a high melting point, a high modulus of elasticity, are easily absorbed by the cost surface, and are excellent in solvent resistance.
- Application of polypropylene resin may be considered.
- polypropylene resins are crystalline resins. Low viscosity and low tensile strength when melted. Therefore, when the foam is formed under a molten state, the formed foam wall does not have sufficient strength, and the foam wall is easily damaged.
- the melt viscosity increases sharply. For this reason, it is extremely difficult to control the melting temperature of the polypropylene resin and control its melt viscosity to a value suitable for foaming. Met . For this reason, it has been difficult to obtain a foam having a high closed cell rate using a conventional polypropylene resin.
- these foams are those to which a large amount of other resins such as polypropylene resins are added, or that the foams are not used for intermolecular crosslinking. It also has the disadvantage that it is difficult to recycle because it is more difficult to melt.
- An object of the present invention is to provide a foam which is made of a modified polypropylene resin and has a high expansion ratio, a high closed cell ratio, and an excellent appearance. It is to be.
- the purpose of the present invention is that it is made of a modified polypropylene resin, has a high expansion ratio, a high closed cell ratio, and has a good appearance. It is to provide a thick foam. Disclosure of invention
- the present invention relates to a graphitic copolymer of a raw material polypropylene resin and an aromatic vinyl monomer, wherein the graphitizer comprises one graphitic copolymer molecule. Modification in which the average number of the aromatic vinyl graft chains in the raft is 1 or more and the weight average molecular weight of the aromatic vinyl graft chains is 200 or more.
- the present invention relates to a foam made of a polypropylene resin.
- the branched parameter (g) of the modified polypropylene resin. ') Is preferably less than 1 and even more preferably less than 0.8.
- the elongational viscosity measured in the molten state of the self-modified polypropylene resin increases sharply as the amount of strain increases. Is preferred.
- the present invention also relates to the foam described above, which has an apparent density force of 0.010.3 g ⁇ cm 3 and a thickness force of 5100 mm.
- the average number of the above-mentioned aromatic vinyl graft chains is 210.
- the aromatic vinyl graft chain preferably has a weight-average molecular weight of 300.000.
- the aromatic vinyl monomer is styrene, methylstyrene or divinylbenzene.
- the modified polypropylene resin preferably has a molecular weight distribution (Z-average molecular weight (Mz) / weight-average molecular weight (Mw)) of 3 or more. It is even more preferred that it be 5 or more.
- the modified polypropylene resin has an equilibrium compliance force of '1 O xl O — 4 m 2 ZN or more. 0 more than 7 pruning cross-sectional speed Oh Ru door-out the reforming Po Li profile pin-les-emissions-based resin unit of stress Oh was Ri of recovery available-pruning Dan'yugami force of fat in 1 sec _1 3 X 1 0 — M
- the modified polypropylene resin is copolymerized into the raw material polypropylene resin, the aromatic vinyl monomer and the aromatic vinyl monomer.
- the vinyl monomer and the power may be different.
- the present invention relates to a method in which the raw material polypropylene resin and aromatic A graphitic copolymer with a vinyl monomer, wherein the amount of the aromatic vinyl graphitized chains in one graphitic copolymer molecule is A modified polypropylene resin having an average number of 1 or more and a weight average molecular weight of the aromatic vinyl graft chain of 200 or more is melt-kneaded with a blowing agent.
- the present invention relates to a method for producing a foam to be foamed by being extruded.
- the present invention relates to a graphite copolymer of a raw material propylene resin and an aromatic vinyl monomer, wherein one molecule of the graphite copolymer is used.
- the average number of the grafted aromatic vinyl graft chains therein is 1 or more, and the weight average molecular weight of the aromatic vinyl graft chains is 200 or more.
- the sheeted kneaded body is mixed.
- a process for producing a foam wherein the foam is heated by heating to at least a temperature at which the pyrolytic foaming agent generates gas.
- the present invention provides the modified polypropylene resin, wherein the starting polypropylene resin is obtained by adding an aromatic vinyl monomer in the presence of a radical loading initiator.
- the above-mentioned foaming is produced by melt-kneading with a body to produce the raw material poly (propylene) -based resin and the aromatic vinyl monomer in a graphite copolymer. Concerning the manufacturing method of the body.
- the radical polymerization initiator was used in an amount of 0.1 to 10 parts by weight based on 100 parts by weight of the raw material propylene-based resin. It is preferable to melt-knead parts, and it is more preferable to melt and knead 0.5 to 5 parts by weight.
- radical polymerization initiator is a barkoxyl, a galaxy peroxyside, a galaxy peroxyside or a peroxymer.
- a barkoxyl a galaxy peroxyside
- a galaxy peroxyside a galaxy peroxyside
- a peroxymer a peroxymer.
- it is a style.
- the aromatic vinyl monomer is used in an amount of 0.1 to 100 parts by weight based on 100 parts by weight of the raw material polypropylene resin. It is preferable to melt and knead 100 parts by weight, and it is even more preferable to melt and knead 1 to 50 parts by weight.
- aromatic vinyl monomer is styrene, methylstyrene or divinylbenzene.
- the modified polypropylene resin has a branch parameter (g ′) of less than 1. It is even more preferred that it be less than 0.8.
- the elongational viscosity measured in the molten state of the modified polypropylene resin sharply increases as the amount of strain increases. It is preferred that it rises to the highest level.
- the average number of the aromatic vinyl darafts is 2 to 100, and It is preferable that the weight average molecular weight of the aromatic vinyl daraft chain is from 300 to 300,000.
- each of the foams has an apparent density of 0.01 to 0.3 g Z cm 3 and a thickness force of 5 to 100 mm.
- the present invention relates to a method for producing a foam.
- the molecular weight distribution (Z-average molecular weight (Mz)) of the modified polypropylene resin is obtained.
- the Z weight average molecular weight (M w)) is preferably 3 or more, and more preferably 3.5 or more.
- the force is at least 3 X 0 mN.
- the modified polypropylene resin may be used as a raw material polypropylene resin in the presence of a radical polymerization initiator.
- a radical polymerization initiator an aromatic vinyl monomer and another vinyl monomer which can co-polymerize with the aromatic vinyl monomer are melt-kneaded together.
- the raw material propylene resin is mixed with the aromatic vinyl monomer and another vinyl monomer which can be copolymerized with the aromatic vinyl monomer.
- the copolymer may be used.
- Figure 1 is a graph for explaining the relationship between the elongational viscosity measured in the molten state of the modified polypropylene resin and the measurement time (strain rate) in the present invention. It is a rough.
- FIG. 2 is a DSC chart of the modified polypropylene resin of Example 1.
- FIG. 3 is a graph showing the relationship between the elongational viscosity measured in the molten state of the modified polypropylene resin of Example 19 and the measurement time (strain rate).
- Figure 4 shows the relationship between the elongational viscosity measured in the molten state of the modified polypropylene resin of Comparative Example 7 and the measurement time (strain rate). Best mode for implementing the light, which is a graph showing
- the modified polypropylene resin in the present invention is obtained by graphing a raw material polypropylene resin with an aromatic vinyl monomer. It is a graphite copolymer.
- the modified polypropylene resin obtained in this way undergoes a large elastic deformation when melted.
- the cell wall formed at the time of foaming is not easily broken. O
- the modified propylene resin of the present invention using the modified propylene resin of the present invention, the foaming ratio is high and the independent air bubble rate is high. A foam having an excellent appearance and suitable mechanical properties can be formed.
- the raw material polypropylene resin examples include a single polymer of polyester pyrene, a block copolymer of polyester pyrene and other monomers, and a plastic copolymer. Crystallinity polymers such as random copolymers of propylene and other monomers are exposed, and the rigidity is ft and the price is low. A copolymer of propylene with other monomers is preferred because of its stiffness and impact resistance, both of which are preferred. Copolymers are preferred.
- the raw material propylene resin is a block copolymer of propylene and other monomers, or a copolymer of propylene and other monomers. As long as it is a random copolymer, it is a characteristic of polypropylene resins.
- the propylene monomer component contained is preferably 75% by weight or more of the entirety, and more preferably 90% by weight or more of the whole.
- the other monomers copolymerizable with propylene include ethylene, ⁇ -olefin and the like. , Cyclic olefins, diene monomers, and one or more monomers selected from the group consisting of vinyl monomers. The monomer is exposed. In addition, this monomer is easily copolymerized with propylene and is inexpensive, so that it can be used as an ethylene, ⁇ -olefin or benzene. Monomer monomers are preferred ⁇
- Examples of the copolymers which can be copolymerized with the above-mentioned propylene include buten-11, isobutene, penten-1,3 and methylenol. -1, 1, 1-3-methyl-1, 1-4-methyl-1, 1, 3, 4-dimethylol Ten-one, hepten-one, three-methyl-hexene-one, octene-one, decene-one, etc. The alpha of the — is enhanced.
- Examples of cyclic olefins that can co-polymerize with the above-mentioned propylene include cyclopentene, norvonolenene, and 1,4.
- Vinyl acetate acrylic acid, methacrylic acid, maleic acid, ethyl acrylate, butyryl acrylate, methyl acrylate Til, maleic anhydride, Chillene, methylstyrene, divinylbenzen, etc. can be used.
- ethylene or butene-11 is more preferred in that it is inexpensive.
- the molecular weight (weight-average molecular weight) of the starting polypropylene resin is preferably in the range of 50,000 to 200,000 in terms of industrial availability. In addition, it is inexpensive
- ZM w) is preferably 2 or more from the viewpoint of industrial availability, and the molecular weight distribution of the modified polypropylene resin (ZM w) is preferably 2 or more.
- ⁇ _ with a value of 2.5 or more is more preferable.
- the molecule ji component ⁇ ft (Mz / Mw) of the modified polypropylene resin is 3 or more will be described later.
- the raw material polypropylene resin may be supplemented with other resins or rubber within a range that does not impair the effects of the present invention.
- Vinyl monomer Gen-based monomer Z vinyl monomer Block copolymer
- acryl tri-rubber evening styrene graft copolymer Vinyl monomer such as methyl methacrylate / butadiene-no-styrene graft copolymer Z diene monomer / vinyl monomer Raft copolymer
- Vinyl monomer such as methyl methacrylate / butadiene-no-styrene graft copolymer Z diene monomer / vinyl monomer Raft copolymer
- vinyl chloride-acrylonitrile copolymer Vinyl chloride / vinyl acetate copolymer, acrylonitrile is used
- the amount of the other resin or rubber added to the raw polypropylene resin differs depending on the type of the resin or the type of the rubber. As long as it is within the range where the effect of the present invention is not impaired as described above, it is generally preferable that the content is not more than about 25% by weight 0.
- the raw material poly (propylene) -based resin may contain antioxidants, metal activators, phosphorus-based processing stabilizers, ultraviolet absorbers, ultraviolet stabilizers, and fluorescent whitening agents.
- Any stabilizers or additives such as cross-linking agents, chain transfer, nucleating agents, lubricants, plasticizers, fillers, reinforcing materials, pigments, dye flame retardants, antistatic agents, etc. May be added within a range that does not impair.
- these raw materials of polypropylene resin may be in the form of pellets even if they are in the form of particles.
- its size and shape are not particularly limited.
- additive materials other resins, rubber, stabilizers and / or additives
- these additive materials are used in advance as raw material polyprop.
- the pyrene resin it may be added when the raw material propylene resin is melted, or it may be added by graphite copolymerization. It may be added to the modified polypropylene resin by an appropriate method.
- aromatic vinyl monomer examples include styrene, alkyl-substituted styrene, norogenated styrene, nitrated styrene, distyrene, and styrene.
- styrene is more specific, and more specifically, styrene; 0-methylstyrene, m — Methylene styrene, p — Methylen styrene, ⁇ — Methylen styrene,; 6 — Methylen styrene, dimethyl styrene, Methyl styrene such as trimethyl styrene; ⁇ -chloro styrene, chloro styrene, o — chloro styrene, m — Chlorostyrene, p- chlorostyrene such as chlorostyrene, dichlorostyrene, trichlorostyrene, etc .; 0 — Blomostylene, m — Blomostylene, p — Blomostylene, jib-mouth, triblomostylene, etc.
- the modified polypropylene resin according to the present invention is characterized in that the aromatic vinyl chain composed of the aromatic vinyl monomer is a modified polypropylene resin.
- the aromatic vinyl chain composed of the aromatic vinyl monomer is a modified polypropylene resin.
- pyrene-based copolymer molecules one or more molecules are averaged per molecule.
- the aromatic vinyl graft chain preferably comprises one or more than one aromatic vinyl monomer, but the aromatic vinyl chain is preferably O can be formed by copolymerization with other vinyl monomers that can be copolymerized with aromatic vinyl monomers with the monomer unit.
- Examples of other vinyl monomers that can be copolymerized with the aromatic vinyl monomer include vinyl chloride, vinylidene chloride, and acrylic acid. , Methacrylonitrile, acrylamide, methacrylamide 'vinyl acetate, acrylic acid, methacrylic acid, malein Maleic anhydride, metal acrylate, gold methacrylate, methyl acrylate, ethyl acrylate, acrylic acrylate Acrylic acid-2-ethylhexyl, acrylic acid stearyl, acrylic acid glyceryl, etc.
- an aromatic vinyl monomer component is added to the aromatic As long as this aromatic vinyl monomer contains other vinyl monomer components that can be copolymerized, the other vinyl monomers that can be copolymerized with the aromatic vinyl monomer are included.
- the monomer component is less than 100 parts by weight, based on 100 parts by weight of the aromatic vinyl monomer component, on average, and 75 parts by weight on average. It is even more preferred that it be less than one part.
- the vinyl monomer component which is sufficient to copolymerize with the aromatic vinyl monomer contained in the aromatic vinyl graft chain, needs to exceed the above range. However, it is not possible to form a good strand by extruding and molding the modified polypropylene resin, and therefore, it is preferable to form a suitable strand. There are things that I can not do
- the polymer molecules of the modified polypropylene resin according to the present invention include, on average, one or more aromatic vinyl graft chains per molecule. O In this way, the aromatic vinyl chains are graphed, and the modified polypropylene When the ren-based resin becomes large and easily deformed when melted, the number of aromatic vinyl graft chains (average number) is 1 to 100. It is preferably in the range. The average number is not one? When ⁇ is used, it tends to be very difficult to elastically deform when melted, while 10
- the weight average molecular weight of the aromatic vinyl graft chain must be 200 or more, and in such a case, it is sufficiently large during melting. It becomes a modified polypropylene resin which is easily elastically deformed. Further, in order to increase the number of graphite chains and to produce a modified polypropyrene-based resin which is more easily elastically deformed when melted, the above-mentioned method is used.
- the weight average molecular weight of the aromatic vinyl darafto chain is in the range of from 300 to 300,000, and from 100,000 to 250,000. It is even more preferable to be within the range of 0.
- the above aromatic vinyl monomer is subjected to a graphitic copolymerization reaction with a raw material poly (propylene) resin in the presence of a radical polymerization initiator.
- a graphitic copolymerization reaction with a raw material poly (propylene) resin in the presence of a radical polymerization initiator.
- aromatic vinyl graft chains are formed, and in this graft copolymerization reaction, the raw material polypropylene resin is used.
- a graph-copolymerization reaction occurs between the polymer molecules.
- the degree of graphitization of one molecule of the raw material propylene resin with respect to the polymer molecule of the raw material propylene resin is as follows. It can be represented by the branching parameter (g ') of the modified polypropylene resin.
- the branching parameter (g ') is obtained by high-temperature GPC measurement of the xylene crystals of the modified polypropylene resin (at the column temperature). (140 ° C), the data obtained by the chromatogram of the RI detector and the chromatogram of the viscometer directly connected to the GPC. Data obtained from the Calculated by breaking using Detector GPC Software Ver.3.00 (manufactured by Japan Waters Limited). You can get out. In addition, the value calculated from the weight average molecular weight is used for the branch parameter (g ′).
- the modified polypropylene resin When the value of the branched parameter (g ') is less than 1, that is, in the modified polypropylene resin, the modified polypropylene resin is used.
- Graphitized to a propylene polymer-based molecule or a modified propylene-based copolymer molecule that is graphed on a copolymer molecule The presence of at least a small amount of the modified polypropylene copolymer-based copolymer makes it easy for the modified polypropylene resin to undergo suitable elastic deformation when dissolved. It is preferable that the ratio is less than 0.8, i.e., the modified polypropylene-based polymer molecule in the modified polypropylene-based resin.
- the elongational viscosity measured in a molten state of the modified polypropylene resin may have a characteristic of rapidly increasing as the amount of distortion increases. I like it.
- An example of a method to evaluate this property is a diameter of about 3 mm.
- the sample is made of a resin molded product in the form of a strand, and both ends of this sample are sandwiched between rotor clamps, so that this sample is complete.
- Melting temperature for example, the modified polypropylene resin in the present invention is usually 180. C.
- the sample is maintained at a constant temperature, the sample is stretched at a constant strain rate, and the stress generated between chucks is measured over time. From the relationship between the stress and the cross-sectional area of the sample at that time, there is a method for obtaining the elongational viscosity.
- the horizontal axis represents the logarithm of the measurement time
- the vertical axis represents the logarithm of the elongational viscosity, the curve representing the relationship between the measurement time and the elongational viscosity.
- the ratio of the inclination of the two straight lines is 5 times or more.
- the foaming ratio is further increased and the closed cell ratio is further increased.
- a suitable foam can be obtained.
- the upper limit of the ratio of the inclination of the two straight lines is not limited, but usually, according to the method for producing the modified polypropylene resin of the present invention, the inclination of the two straight lines is determined.
- a modified polypropylene resin having a ratio of about 20 times can be produced.
- a resin that has been modified by applying an electron beam to it which has been modified to have a long-chain branch Even if it is, it will be one having such a specific elongational viscosity characteristic.
- the foamability of the polypropylene modified in this way is better than that of ordinary polypropylene.
- the effect of using the modified polypropylene resin in the production method of the present invention does not extend to the effect of improving foamability. .
- ⁇ e indicates the measured viscosity (bose) and the measurement time (seconds).
- FIG. 1 shows the modified polypropylene resin according to the present invention.
- FIG. 5 shows an example of the relationship between elongational viscosity and measurement time.
- FIG. 1 shows that the modified polypropylene resin of Example 19 described later is molded into a cylindrical rod having a diameter of 3 mm and a length of 180 mm, and At ° C, elongation at strain rates of 0.154 Zs, 0.085 / s, 0.051 Zs, and 0.024 Zs, respectively
- each curve in Fig. 1 the flat part at the beginning of the measurement (the part where the elongational viscosity rises relatively slowly as the measurement time elapses) is the force and the bow I
- the slope of the straight line and the slope of the straight line drawn from the part where the is elongational viscosity of each curve rises most steeply along the measurement time ( ⁇ ).
- the values of the inclination in each of the squares in the figure in the figure indicate the relationship between the strain and the measured strain rate. It can be seen that the rate has risen sharply as the rate has increased.
- the measurement temperature at this time is not limited to 180 ° C, but is higher than the temperature at which the sample resin substantially melts. Can be selected arbitrarily as long as it is within the temperature range where ⁇ ⁇ S is sufficient to start thermal decomposition.
- the 25 degree condition is usually set within the range of 0.015 / sec.
- the molecular weight distribution (Z-average molecular weight (Mz), Z-weight-average molecular weight (Mw)) of the modified polypropylene resin is 3 or more, that is, the high molecular weight component is higher. It is preferred that it contains more than 3.5, that is, it contains more high molecular weight components because it is easily elastically deformed when melted. What is included is more preferable because it is larger than that when it is melted, and it is preferably easily elastically deformed.
- aromatic vinyl chain is grafted to the raw material polypropylene resin to obtain the modified polypropylene resin.
- the melt modulus of the resin increases.
- the equilibrium compliance or the recoverable shear strain per unit stress is measured. .
- Melting and kneading the resin and the foaming agent, and extruding the foamed material by extruding it, extruding a resin that is large and easily deforms elastically is better. During the foaming process, it is preferable because the bubbles grow quickly and immediately after being discharged from the die force, and the bubble walls are not easily broken.
- a method of producing a foam by heating a kneaded body of a resin and a pyrolytic foaming agent to a temperature at which the pyrolytic foaming agent generates a gas may be used. It is better to use a resin that can be easily elastically deformed, because when it decomposes and gas is generated, bubbles are immediately generated and can grow, and the bubble wall is harder to break. This is good. The point that the equilibrium membrane of the modified polypropylene resin is likely to cause the modified polypropylene resin to undergo large elastic deformation. It is preferable that the diameter be 0 X 10 — 4 m 2 / N or more, and more preferably 15 X 10 m ZN or more.
- the recoverable shear strain per unit stress of the modified polypropylene resin is equal to or less than the modified polypropylene strain. 3 X 0 — 4 m 2 ZN or less in that it is easy to elastically deform pyrene resin greatly.
- the equilibrium compliance of a modified polypropylene resin is, specifically, a stress-controlling rheometer (leometric surface).
- a stress-controlling rheometer (leometric surface).
- a disk-shaped sample molded to a thickness of 1.4 mm and a diameter of 25 mm is sandwiched between parallel plates, and measured at a temperature of 210 100 ° C
- the recoverable shear strain per unit stress of a modified polypropylene resin is, specifically, a strain-controlling rheometer (Rheometrics Fyre). Using RDA II)
- a disk-shaped sample molded to a thickness of 1.4 mm and a diameter of 25 mm is sandwiched between a cone and a flat plate, and at a constant strain rate under a measuring temperature of 210 ° C. Then, the values of the first normal stress and the shear stress are measured, and the respective values at a shear rate of 1 sec- 1 are calculated by the following formula:
- the foamed foam or the board before foaming, wherein the modified polypropylene resin has a weight-average molecular weight of a suitable shape, a suitable appearance, or a suitable structure In terms of the shape of the body, it is preferably between 50,000 and 200,000, and more preferably between 100,000 and 100,000.
- the raw material polypropylene resin is grafted with aromatic aromatic vinyl chain. Accordingly, the peak temperature of the DSC chart in the DSC measurement of the raw material propylene resin (hereinafter simply referred to as the “peak of the DSC chart”). The peak temperature of the DSC chart of the modified propylene resin decreases.
- the peak of the DSC chart in the DSC measurement of the above-mentioned modified polypropylene resin is such that if the graphitic polymerization is uniform, the It will be a peak. Whether the graft polymerization is uniform depends on the aromatic vinyl monomer (or the aromatic vinyl monomer and the aromatic vinyl monomer alone).
- the method of charging such as a vinyl monomer that can be copolymerized into a monomer), a radical polymerization initiator, etc., and the kneading conditions during melt kneading, etc. caused by .
- the modified polypropylene resin is prepared by melting and kneading a raw material polypropylene resin with an aromatic vinyl monomer in the presence of a radical polymerization initiator. It depends on what you do.
- the said Other resins other resins of the raw material polypropylene resin
- / or rubber may be melt-kneaded together.
- the aromatic vinyl graft chain is formed by copolymerization of an aromatic vinyl monomer and another vinyl monomer copolymerizable with the aromatic vinyl monomer. It is all right.
- the graft copolymerization reaction is carried out using an aromatic vinyl monomer, another vinyl monomer which can be copolymerized with the aromatic vinyl monomer, and a raw material polypropylene. It is performed by a method of melt-kneading a propylene resin with a radical polymerization initiator in the presence of a radical polymerization initiator.
- the above stabilizers and additives may be melt-kneaded together.
- the amount of the aromatic vinyl monomer to be melt-kneaded is 0.1 to 100 parts by weight based on 100 parts by weight of the raw material propylene resin. And more preferably 0.1 to 50 parts by weight. As long as the amount of the vinyl monomer added is less than the above range, one molecule of the obtained graphite copolymer (modified polypropylene resin) is used. There is a tendency for the average number of graphitized aromatic vinyl chains to be less than one, and this tends to be sufficient during melting. There is a tendency that the elastic deformation cannot be large, and a large amount of the radical polymerization initiator is required to exceed the above range. Therefore, they tend to be costly disadvantaged.
- a peroxide or an azozoide is used. Between the polymer molecule of the raw material polypropylene resin and the vinyl monomer, or between the polymer molecule of the raw material polypropylene resin and the raw material polymer Graphite copolymerization between polymer molecules of propylene-based resin
- a compound having a so-called hydrogen abstracting ability it is necessary to have a compound having a so-called hydrogen abstracting ability, and such a compound is, for example, a methyl ethynole Ketonha.
- Ketone peroxides such as oxide, methacrylate acetate acetate, etc .;
- Benzilha Dixyl chlorides such as dioxide; di (3-methyl 1-3-methyl butyl) peroxy carbon , Ge2-methoxy-carbon-carbonate, etc., perimeter-carbonate, etc .; t-petite-no-park Short-cut, t-puchiru-pa-toku-iso-iso-late, t-butyl-ba-ki-so-laureate, t-puchi-no-re-po-kishi 1, 3, 5, 5 — Trimethyl hexanoate, t — Petroleum dioxin propyl power — Bones 2, 5 — Dimethyl phenol 2, 5 — Z (Benzo Reno.
- a hydrogen bow I which has a high extraction capability, for example, a 1,11-bis (t-petit noreno.
- Etc. For example, xylside, etc .; t-butyl resin, t-plate , T-butyl-oxolaureate, t-oxy-1, 3, 5, 5-trimethyl hexanoate, t-pulp par Oxy-isopropinole carbonate, 2,5 — dimethyl-1,2,5 — di (benzoyl peroxy) Til-poxy set, t-pile-punch-box, z-t-p-p-poxy-software What kind of perk One or two or more species, such as ter, can be obtained.
- the amount of the above-mentioned radical polymerization initiator added depends on the modified polypropylene. With respect to 100 parts by weight of the raw material polypropylene resin, it is easy to elastically deform the lene resin greatly when it is melted, and it is economical. It is preferably in the range of 0.1 to 10 parts by weight, and more preferably in the range of 0.5 to 5 parts by weight.
- the amount of the vinyl monomer that may be melt-kneaded with the above-mentioned aromatic vinyl monomer is added in an amount of 100 parts by weight of the aromatic vinyl monomer. , Preferably less than 100 parts by weight, and more preferably less than 75 parts by weight. If the amount of the other vinyl monomer exceeds the above-mentioned range, it is necessary to obtain a foam having a favorable shape, appearance and structure. .
- the amount of the resin or rubber that may be melt-kneaded with the raw material polypropylene resin does not impair the effects of the present invention as described above. Although it may be within the range, it is usually preferred that the content be 25% by weight or less.
- stabilizers and additives may be added in an appropriate amount at the time of melt-kneading, if necessary.
- Raw material of the above-mentioned polypropylene resin and aromatic vinyl monomer examples include a raw material polypropylene resin which is a polypropylene homopolymer, propylene / ethylene lane. Random copolymer, porphyrene / pterene random copolymer, porphyrene block copolymer or porphyrene / block One or more of the temp D-copolymers
- ⁇ It has the characteristic that it becomes elastic and deformable, and the foaming property is particularly so
- Examples of a particularly suitable combination of a raw material polyolefin resin, an aromatic vinyl monomer and a radical polymerization initiator include: Raw material Polypropylene resin is polypropylene homopolymer, polyester pyrene ethylene random copolymer or polyester pyrene / ethylene One or more of the block copolymers, the aromatic vinyl monomer is styrene, and the radical polymerization initiator is ⁇ , ⁇ . '— Bis (t — petit ⁇ 0 one-year-old kiss-one-m-isopropyl) Benzen, 2, 5 — 1,2,5 — di (t — petinole resin) to xin 13, or di -t 1 petino. Combinations that are one or more than one type of oxide are given.
- These materials are mixed and melt-kneaded with the raw materials, polypropylene resin, aromatic vinyl monomer, radical polymerization initiator, and other additives.
- the order and method are not particularly limited.
- raw materials such as polypropylene resin, aromatic vinyl monomer, and radical polymerization
- the initiator and other additives added as needed may be mixed and then melt-kneaded, or the raw material polypropylene resin may be melt-kneaded.
- the aromatic vinyl monomer, the radical polymerization initiator, and other optional materials to be added as needed are added to the mixture simultaneously or separately. Alternatively, they may be mixed or divided and mixed.
- the heating temperature during melt-kneading varies depending on the type of resin, etc., but it is usually from 130 to 400 ° C, but it is sufficient for the raw material polypropylene resin to be used. This is preferred because it melts rapidly and does not thermally decompose, and the above-mentioned graphite copolymerization reaction sufficiently occurs.
- the time for melt-kneading (the time after mixing the radical polymerization initiator and the aromatic vinyl monomer) is usually 1 to 60 minutes.
- the equipment used for the above-mentioned melt-kneading includes rolls, coneders, Banbury mixers, brabenders, and single-screw presses. Kneading machine such as an extruder or a twin-screw extruder, horizontal agitator such as a two-shaft surface renewal machine or a two-shaft multi-disc device, or double-to-double re-boning stirrer A device such as a vertical stirrer that can heat a high molecular material to an appropriate temperature and knead while applying an appropriate shear stress is required. Of these, In particular, a single-screw extruder or a twin-screw extruder is preferred in terms of productivity. In addition, in order to mix each material sufficiently uniformly, the above-described melt-kneading may be repeated a plurality of times.
- the above-mentioned melt extrusion is carried out by kneading a modified polypropylene resin and a foaming agent in an extruder and then extruding the mixture.
- the above-mentioned kneading of the modified polypropylene resin and a foaming agent is performed by a method of melt-kneading the modified polypropylene resin and a foaming agent in a melt extruder.
- a method of adding a foaming agent to a modified polypropylene resin in a molten state and kneading the foamed agent may be used.
- the kneading of the modified polypropylene resin and the foaming agent is performed by a method of melt-kneading the modified polypropylene resin and the foaming agent in a melt extruder.
- the foaming agent may be, for example, a pyrolytic foaming agent.
- the preferable pyrolytic foaming agents for example, N, N '— Dinitrosotentylene tetramine, N, N' — Dimethyisolate N, N '— Dinitrosoterate phthalamide, etc.
- Nitro foaming agents such as azocarbonyl amide and azodic carboxylic acid rubber; p, p'-oxo Sulfohydrazide foaming agents such as bisbenzensulfoninolehydrazide and p-toluenesulfonyl semi-forced lubasid Or the door re-arsenide-de-la-di Bruno door Li ⁇ di emissions, etc. were or 1 tumor of Ru or two or more of these Oh up, et al.
- the addition amount (kneading amount) of the foaming agent differs depending on the type of the foaming agent and the target expansion ratio, but is based on 100 parts by weight of the modified polypropylene resin. Thus, it is usually preferred to be in the range of 1 to 100 parts by weight.
- a foam nucleating agent may be used in combination. If necessary, the amount of the foaming nucleating agent to be used in combination is within the range of 0.01 to 1 part by weight based on 100 parts by weight of the modified polypropylene resin. Something is normal.
- melt kneading is performed at an appropriate temperature.
- the foaming agent is thermally decomposed to generate gas, and the molten modified polypropylene resin containing this gas is discharged from the die. Then, it is molded into a foam.
- the melt-kneading temperature and the melt-kneading time in this method are appropriately selected according to the type of the foaming agent used, the type of the melt-kneading apparatus, and other kneading conditions.
- the melting and kneading temperature may be from 130 to 400 ° C, and the melting and kneading time may be from 1 to 60 minutes. Normal.
- the kneading of the modified polypropylene resin and the blowing agent is performed by a method in which a blowing agent is added to the molten modified polypropylene resin and the kneading is performed.
- the blowing agent may be an aliphatic hydrocarbon; an alicyclic hydrocarbon; a chlorinated hydrocarbon, a fluorinated chlorinated hydrocarbon, or a fluorinated hydrocarbon.
- Genated hydrocarbons; Aliphatic alcohols; Ethers; Estes Nore; inorganic gas; volatile foaming agents such as water, etc. are required, and the preferred volatile foaming agent is Plono, for example.
- inorganic gases such as carbon dioxide, nitrogen, air, and argon.
- One or more species such as water, are required.
- the addition amount (kneading amount) of the foaming agent varies depending on the type of the foaming agent and the target expansion ratio, but is based on 100 parts by weight of the modified polypropylene resin. Therefore, it is usually in the range of 1 to 100 parts by weight, and preferably in the range of 1 to 50 parts by weight of the surface of the cost. .
- the sodium bicarbonate is used.
- a foaming nucleating agent such as carboxylic acid or talc may be used in combination. If necessary, the amount of the foaming nucleating agent used in combination is within the range of 0.01 to 1 part by weight with respect to 100 parts by weight of the modified polypropylene resin. Something is normal.
- the modified polypropylene resin is melted in the extruder, the volatile foaming agent is injected into the extruder, and the extruder is pressurized.
- the modified polypropylene resin in a molten state and the volatile foaming agent are kneaded while maintaining the A kneaded mixture of a sufficiently kneaded modified polypropylene resin and a volatile foaming agent is discharged from a die to form a foam.
- the melt-kneading temperature and the melt-kneading time in this method are appropriately selected according to the type of the foaming agent used, the type of the melt-kneading apparatus, and other kneading conditions.
- the melting and kneading temperature should be 130 to 300 ° C and the melting and kneading time should be 1 to 120 minutes. Is normal.
- a pyrolytic type resin which generates a gas by thermal decomposition with the above-mentioned modified polypropylene resin is exemplified.
- the foaming agent is melt-kneaded at a temperature at which the pyrolysis-type foaming agent does not substantially generate gas, and the melt-kneaded modified polypropylene resin and the pyrolysis-type foaming agent are mixed.
- the kneaded body is made into a sheet
- the kneaded body of the sheeted modified polypropylene resin and the pyrolytic foaming agent is heated to a temperature at which the foaming agent generates gas. There is a method of heating and foaming to obtain a foam.
- a pyrolytic foaming agent or the like is used, and as the preferable pyrolytic foaming agent, there are several types.
- Nitro-based foaming agents such as amides; azo-based foaming agents such as azodicarbon amide and azodiphenol oleic acid phenol; ⁇ , ⁇ ' — Oxibis Benzensulfonyl hydrazide, ⁇ — Sulfone hydrazide such as tonolensulhonine One or two or more types of effervescent agents; or trihydrazinotriadine, etc.
- the addition amount (kneading amount) of the foaming agent varies depending on the type of the foaming agent and the target expansion ratio, but is based on 100 parts by weight of the modified polypropylene resin. Thus, it is usually preferred to be in the range of 1 to 100 parts by weight.
- a bicarbonate source may be used in order to control the cell diameter of the foam to an appropriate size.
- a foaming nucleating agent such as danic acid or talc may be used in combination. If necessary, the amount of the foaming nucleating agent to be added is within the range of 0.01 to 1 part by weight with respect to 100 parts by weight of the modified polypropylene resin. Is usually there) o
- a roll is used as a device used for melt-kneading a pyrolytic foaming agent into a modified polypropylene resin.
- Conveyor Novel Mixer, Brabender, Single Axis Extruder, Twin Axis Extruder, etc .
- Dual Axis Surface Updater Dual Axis
- a horizontal stirrer such as a circular device
- a vertical stirrer such as a double helical Ribon stirrer can be used.
- rolls single-screw extruders or twin-screw extruders are particularly preferred in terms of productivity.
- melt-kneading temperature and melt-kneading time in this method are the melt-kneading temperature and melt-kneading time in this method.
- melt-kneading temperature is usually from 130 to 300 ° C
- melt-kneading time is usually from 1 to 60 minutes.
- an extruder having a roll or a slit-shaped die for example, a T die
- a roll or a slit-shaped die for example, a T die
- pyrolytic foaming agent As long as the kneaded body is obtained, this kneaded body is obtained in the form of a sheet.
- the kneaded body is heated.
- the sheet of the kneaded body is formed by heating and pressing at a temperature at which the decomposition-type foaming agent does not substantially decompose.
- the heating temperature and the heating time for heating the foamed sheet by heating the kneaded material may be appropriately selected depending on the type of the foaming agent. There are 150 to 400.
- the heating time is usually 0.1 to 10 minutes.o Conventionally, when a thick foam is to be produced, the foaming ratio is high, the closed cell rate is high, It was extremely difficult to obtain one with good surface properties and good dimensional stability. However, by using the modified polypropylene resin of the present invention, it is possible to obtain a thick foam having good properties. You can do it.
- the modified polypropylene resin has the specific elongational viscosity characteristic, it is molded into a thick foam having a thickness of about 5 to 100 mm. Even so, the effects of the present invention can be fully demonstrated.
- the foaming ratio of the foam is preferably 390 times from the same viewpoint as the apparent density, and 4.
- the foam of the present invention has high quality as a foam and is easy to use. Because of its low production cost, it is extremely useful as a propylene-based foam, such as packaging materials, cushioning materials, It can be widely used for insulation materials.
- the foam of the present invention has good heat resistance, good buffering of external stress, and good compressive strength.
- the closed cell rate is 50% or more, more preferably 70% or more, particularly preferably 80% or more. I like it.
- a foam having such an apparent density, an expansion ratio and a closed cell ratio can be easily obtained. And can be done.
- the characteristics of the resin part of the foam of the present invention are almost the same as the characteristics of the modified polypropylene resin used in the production of the foam.
- the resin part of the foam of the present invention is a graphite copolymer of a raw material, a polypropylene resin, and an aromatic vinyl monomer.
- the average number of graphitized aromatic vinyl chains in one graphitized copolymer molecule is 1 or more, preferably 2 to 100,
- the weight average molecular weight of the aromatic vinyl graft chain is at least 200, preferably from 300 to 300,000.
- the branch parameter (evening (g ')) of the resin portion is less than 1, and it is more preferable that the resin has a branch parameter of less than 0.8. .
- the resin portion has the specific elongational viscosity characteristic.
- the aromatic vinyl monomer is styrene, methylstyrene or divinylbenzene.
- the molecular weight distribution (Z-average molecular weight / weight-average It is preferable that the force is 3 or more, and it is more preferable that the force is 3.5 or more.
- vinegar 1 0 x 1 0 4 and Oh Ru this in m 2 ZN more virtuous or tooth rather, 5 XI 0 _ 4 m and Oh Ru child ZN more than it was or not the good or to Ri is, this resin Partial shear rate is 1 se-1
- the resin portion of this is Po It is composed of a propylene-based resin, an aromatic vinyl monomer, and other vinyl monomer copolymerizable with the aromatic vinyl monomer. It is OK.
- the modified polypropylene resin of the present invention is used, and in addition to a sheet shape, a board shape, a tube shape or a bag shape.
- a sheet shape such as hollow, cylindrical, elliptical, columnar, prismatic, strand, etc., pipe, block, etc. it can .
- sheet-like foams such as sheet-like or board-like, can be used especially in a wide range of applications.
- the foam of the present invention can be used for ffl, for example, in vacuum forming.
- DSC Differential Scanning Calorimeter
- the peak temperature of the SC channel is the peak temperature of the SC channel.
- FIG. 2 shows a DSC chart of a modified polypropylene resin measured by a differential scanning calorimeter in Example 1 to be described later.
- the horizontal axis represents temperature and the vertical axis represents heat.
- (Average number of aromatic vinyl daraft chains) (Weight average molecular weight of modified polypyrene-based resin) X (1 part by weight of modified polypropylene resin) (Parts by weight of the aromatic vinyl graft chain being graphed) Z (weight average molecular weight of the aromatic vinyl graft chain) It is requested by.
- the weight-average molecular weight of the modified polypropylene resin is determined by the xylene insoluble content of the modified polypropylene resin at a high temperature (I) Chromatography (GPC) (refractive index (RI) detector) (Nippon Waters Co., Ltd., 150 CVGPC system) It is obtained by measuring with and converting to polystyrene. Further, the number of parts by weight of the aromatic vinyl daraft chain graphed on 1 part by weight of the modified polypropylene resin is determined by the modified polypropylene copolymer. The xylene crystals of the resin were measured with an infrared spectrophotometer (IR) (FTIR 8100 system, manufactured by Shimadzu Corporation), and the polypropylene was measured.
- IR infrared spectrophotometer
- the peak height around 1370 cm— 1 and the peak height due to vinyl monomer (for example, in the case of styrene, Calculated from the ratio of 700 cm from the Benzen ring (peak height near 1 ).
- the weight average molecular weight of the aromatic vinyl-daraphto chain was determined by adding a modified polypropylene resin to a 20-fold amount (weight ratio) of xylene at 140 ° C. After being dissolved in the raw material, it is cooled to room temperature, and filtered by suction to separate it into xylene-soluble components and crystallization (xylene-insoluble). The xylene dissolved components of the gel at room temperature. 1 Measurement by Chromatography (GPC) (510 GPC system, manufactured by Japan Waters Co., Ltd.) Request.
- the branched parameter (g ') was measured by high-temperature GPC measurement of a xylene crystallized product of a modified polypropylene resin (at a column temperature of 140 ° C).
- the data obtained by the chromatogram of the RI detector and the chromatogram of the viscometer directly connected to GPC The data obtained by the program can be stored in the Multi Detector GPC Software Ver. 3.00 (Nippon Waters Limited It can be calculated by breaking using a Ted.
- the value calculated for the weight average molecular weight is used for the branch parameter (g ').
- the branching parameter (g ') is a molecule of the polypropylene-based polymer in the polymer of the modified polypropylene-based resin. It is a measure of the branching of a molecular chain.
- the pellets of the modified polypropylene resin were filled into a capillary graph provided with an orifice having a diameter of 3 mm, and 20%.
- the extensional viscosity can be measured by dividing the stress by the cross-sectional area of the sample measured by the charge-coupled device (CCD). That is, the extensional viscosity is calculated by the following equation: ⁇
- E is the elongational viscosity (boise)
- ⁇ is the stress per cross-sectional area (dynes / cm 2 )
- ⁇ is the strain rate (Z seconds).
- FIG. 3 shows the relationship between the elongational viscosity of the modified polypropylene resin and the measurement time in Example 19 described later.
- the elongational viscosity increased with a gentle inclination from the start of the measurement to 10 seconds, but thereafter, the elongational viscosity increased rapidly. .
- the value of 0.91 used in this formula is approximately the density of the modified polypropylene resin.
- Multi-Picnometer product name, Yuasa Aeonix Inc.
- the foam was cut with a cutter, and the cross section was observed with a scanning electron microscope (SEM) to measure the straightness of 100 bubbles. Find the average value.
- SEM scanning electron microscope
- the feed was supplied to a twin-screw extruder (LABOTEX) manufactured by Nippon Steel Works, and the raw materials of the polypropylene resin, vinyl monomer and the polymerization initiator were The propylene resin was pre-impregnated with a vinyl monomer and supplied in a blended state with a radical polymerization initiator.
- LATEX twin-screw extruder
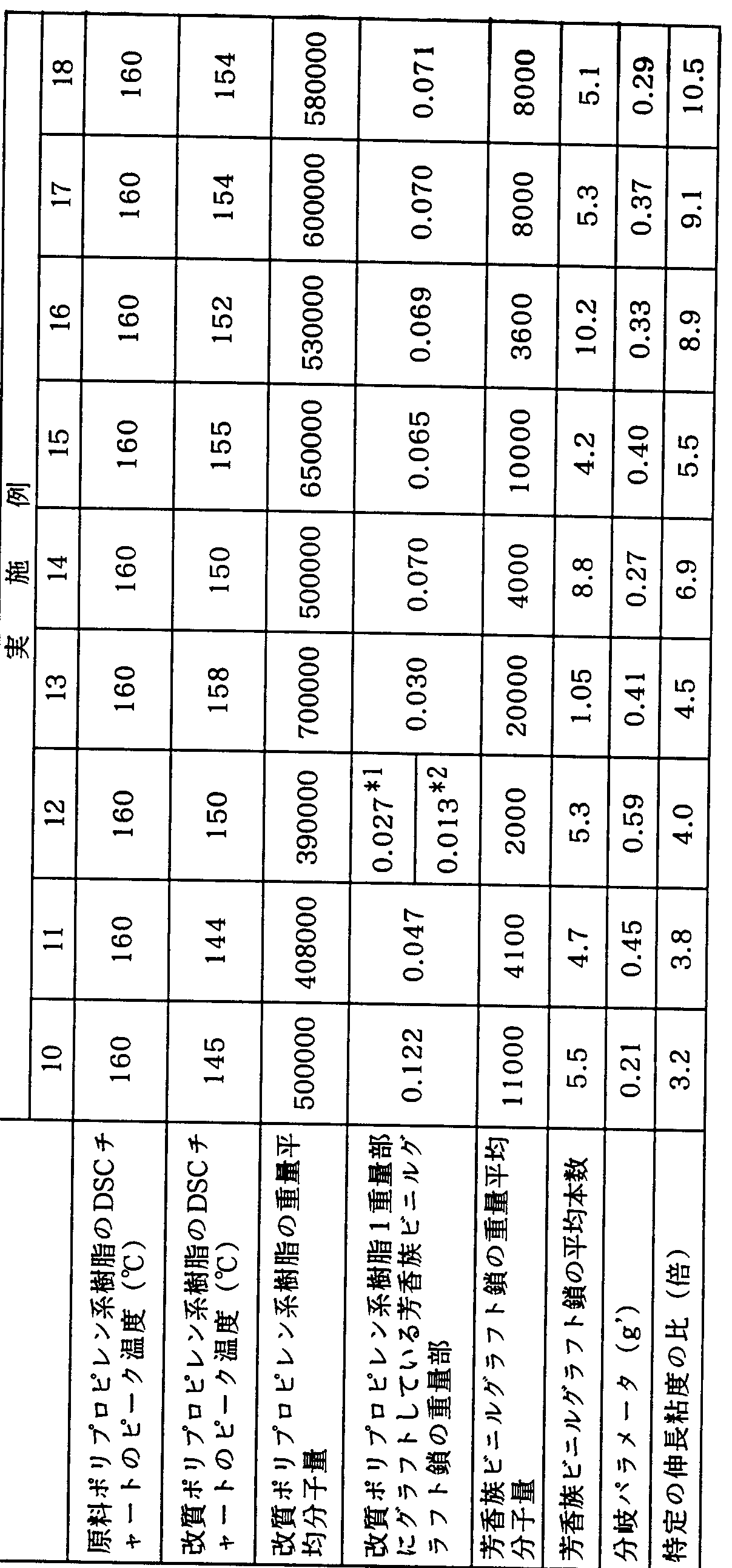
- Table 2 shows the peak degree of the DSC chart of the propylene resin (raw material propylene resin) before being supplied to the twin-screw extruder. It is shown in
- the biaxial extruder is of the biaxial type in the same direction, the mosquito of the cylinder is 32 mm0, and the maximum effective screw length is
- (L / D) was 25.5.
- the set temperature of a part of the cylinder of this twin-screw extruder is set to 200 ° C, and the set temperature of the feed part is set to 160 ° C, and heating is performed.
- the rotation speed was set to 00 rpm for each axis.
- the peak temperature, weight-average molecular weight, and DSC of the obtained modified polypropylene resin are graphed on the modified polypropylene resin.
- Weight of aromatic vinyl graft chain, weight-average molecular weight of aromatic vinyl daraft chain, average number of aromatic vinyl graft chains, branched parameters ( ') And specific elongational viscosity ratios were determined. The results are shown in Table 2.
- Blendinore Koshigaya Chemical Industry Co., Ltd., Superise
- sodium bicarbonate 0.05 parts by weight
- foam nucleating agent Sivon SGZ manufactured by Eiwa Chemical Co., Ltd.
- IC 0.1 part by weight was kneaded for 15 minutes using a ribbon blender and mixed. This mixture was extruded into a tandem extruder (the diameter of the cylinder of the first stage extruder was 40 mm ⁇ , and the diameter of the cylinder of the second stage extruder was 50 mm). ), melted at 230 ° C in the first stage, and then blown as a blowing agent (butanogas of Isolitic; The mixing ratio of zirtobutane is 15:85 in weight ratio. However, in Examples 19 to 21, in place of butane gas, i was used instead of butane gas.
- * 1 is a value determined from beak high Sato ratio of 700 cm -1 derived from the height and the benzene ring of the peak near 1370 cm _1 from Boripurobiren by IR.
- the modified polypropylene resin-based resin pellets obtained by melt-extrusion using the same method and the same materials as in Example 1 were used in Example 1 Using the same melt extruder and extruding again under the same conditions, the modified polypropylene resin pellets used in this example were used. Gave
- the properties of the obtained modified polypropylene-based resin pellets were measured by the same method as in Example 1.
- the properties of the modified polypropylene-based resin pellets were measured.
- the peak temperature of the DSC chart was 147 ° C, and the weight-average molecular weight of the modified propylene resin was 595,000.
- the amount of the aromatic vinyl chain grafted to 1 part by weight of the propylene-based resin is 0.064, and the aromatic vinyl The weight average molecular weight of the raft chain is 140, and the aromatic vinyl graph
- the average number of strands was 28.5, and the branching parameter (g ') force was 0.26.
- a board-like foam was obtained in the same manner as in Example 1 using this modified polypropylene resin-based pellet.
- the propylene homopolymer (Noprene D501, manufactured by Sumitomo Chemical Co., Ltd.) was not modified (this propylene homopolymer was A foam was produced in the same manner as in Example 1.
- the apparent density was 0.280 g. It was Z cm 3 , the foaming power was 3.2 times, the closed cell rate was 21%, the thickness was 5 mm, and the appearance was evaluated as X.
- the peak temperature, weight-average molecular weight, and branched parameters of the DSC chart of this propylene homopolymer (pellet extruded).
- the peak temperature of the DSC chart was 160 ° C.
- the weight average molecular weight was 8470 000. Yes, it was 1.00 for the branch ceremony.
- a foam was obtained in the same manner as in Comparative Example 1 except that a methyl flow index at 30 ° C (20 g / 10 minutes) was used.
- the apparent density, closed cell ratio, thickness and appearance of this foam were evaluated in the same manner as in Example 1, the apparent density force was 0.421 / cm 3 .
- the foaming ratio was 2.1 times, the closed cell ratio was 30%, the thickness was 15 mm, and the appearance was evaluated as X.
- the propylene homopolymer (pellet extruded pellet) has a branch parameter (g ') and a peak of the DSC chart.
- the branching parameter (g ') was 1.0 and the peak temperature of the DSC chart was ⁇ . It was 160 ° C.
- the foamed foam produced using the modified polypropylene resin of the present invention has a high closed cell ratio and a good appearance.
- the foam produced using propylene homopolymer has a low expansion ratio, a low closed cell ratio, a small thickness, and is inferior in appearance.
- Example 2 Using the same modified polypropylene resin as obtained in Example 1 and the same blowing agent as used in Example 1, a blowing agent (same as in Example 1) 5) parts by weight with respect to 100 parts by weight of this modified polypropylene resin, and the die of the evening dem extruder of Example 1 was used in a diameter of 5 parts by weight.
- the foam was melt extruded by changing to a circular die with a thickness of 75 mm and a thickness of 0.2 mm. Immediately after being melt-extruded, the foam was pulled out into a water-cooled mandrel having a diameter of 202 mm, stretched, and cooled to obtain a cylindrical foam. Cut this out with a cutter and I got a foam sheet.
- Example 1 The type and amount of blend oil and foam nucleating agent used, how to mix them with the modified polypropylene resin, and a tandem extruder
- the apparent density, foaming ratio, and closed cell rate of the foamed sheet obtained in the same manner as in Example 1 were set in the same manner as in Example 1.
- the appearance and appearance were evaluated in the same manner as in Example 1. Table 5 shows the results.
- Example 25 The same modified polypropylene resin obtained in Example 2 was used instead of using the same modified polypropylene resin obtained in Example 1. Other than using resin, a foam sheet was obtained in the same manner as in Example 23. The obtained foam sheet was evaluated in the same manner as in Example 23. The results are shown in Table 5. o Example 25
- Example 26 The same modified polypropylene as that obtained in Example 3 instead of using the same modified polypropylene resin as obtained in Example 1
- a foam sheet was obtained in the same manner as in Example 23 except for using a resin.
- the obtained foam sheet was evaluated in the same manner as in Example 23. Table 5 shows the results.
- Example 26 The same modified polypropylene as that obtained in Example 3 instead of using the same modified polypropylene resin as obtained in Example 1
- Example 3 Instead of using the same modified polypropylene resin as obtained in Example 1, the same modified polypropylene resin as obtained in Example 4 is used. Other than using resin, a foam sheet was obtained in the same manner as in Example 23. The obtained foam sheet was evaluated in the same manner as in Example 23. Table 5 shows the results. Comparative Example 3
- the foamed sheet produced by using the modified polypropylene resin according to the present invention has a high closed cell ratio and an excellent appearance.
- the foamed sheet produced using the propylene single polymer has a low closed cell ratio and is inferior in appearance.
- Example 1 100 parts by weight of the same modified polypropylene resin as obtained in Example 1 and azobonamide (Vinylhode manufactured by Eiwa Chemical Co., Ltd.) Hand), and then kneaded with 8-inch mill roll under heating at 180 ° C to produce a roll sheet. did .
- a sheet with a thickness of 0.5 mm was produced by cutting out the horn sheet and sandwiching it between iron plates for cooling. The sheet was heated to 230 ° C. to form a foam.
- the apparent density, expansion ratio, closed cell ratio and appearance of the obtained foam were evaluated in the same manner as in Example 1. Table 6 shows the results.
- the resin was produced by using the modified polypropylene resin of the present invention.
- the foam obtained has a high closed cell ratio and has a good appearance, whereas the foam made using propylene homopolymer has a low closed cell ratio. It is inferior in appearance
- Example 19 The same modified polypropylene resin as that obtained in Example 19 was used, and 100 parts by weight of the modified polypropylene resin was used as a foaming agent. On the other hand, for isobutane gas (isobutane 100%) 20 parts by weight, the same method as in Example 19 was used to obtain a foamed body. Was prepared. The obtained board-like foam was evaluated in the same manner as in Example 19.
- isobutane gas isobutane 100%
- the apparent density force was less than 0.1 OlSg / cm
- the expansion ratio was 50 times
- the closed cell ratio was 75%
- the thickness was 50 mm.
- the bubble diameter was 0.5 m, and the appearance was bleak.
- modified polypropylene resin 1 The same modified polypropylene tree as obtained in Example 19 Using modified fat as a foaming agent, modified polypropylene resin 1
- Example 19 With the exception of using 3 parts by weight of isobutane gas (100% by weight of isobutane) with respect to 0 parts by weight, the boring method was the same as in Example 19. A foam was produced. The obtained board-like foam was evaluated in the same manner as in Example 19.
- styrene monomer is a double part
- a radical polymerization initiator a, 'one bis (t A foam was produced in the same manner as in Example 19, except that 0.2 m parts of m-oxom-isopropylbenzene was used. The obtained foam was evaluated in the same manner as in Example 19.
- the apparent density force was 0.35 £ ⁇ (: ⁇ , the expansion ratio was 2.6 times, the closed cell ratio was 15%, and the thickness force was 3 mm.
- the bubble diameter was 5.2 / zm, and the appearance was poor.
- the specific elongational viscosity ratio of the polypropylene resin modified by this method was 1.7.
- Example 19 a propylene homopolymer (manufactured by Mitsui Petrochemical Co., Ltd., Hypole B200P, at 230 ° C) A foam was produced in the same manner as in Example 19 except that the melt flow index (0.5 g / 10 minutes) was used. The obtained foam was used in the same manner as in Example 19 The evaluation was performed by the following method.
- the apparent density was 0.40 g Z cm 3
- the expansion ratio was 2.2 times
- the high expansion ratio was not obtained
- the closed cell ratio was 5%.
- the surface is rough
- FIG. 4 shows the relationship between the elongational viscosity of the propylene homopolymer and the measurement time in Comparative Example 7.
- the elongational viscosity increases slowly with the passage of the measurement time (increase in strain rate), but no sharp increase is observed.
- the modified polypropylene resin used in the present invention has at least one aromatic vinyl graft chain per polymer molecule on average.
- the weight average molecular weight of the aromatic vinyl daraft chain is 200 or more.
- Such a modified ispolypropylene resin can be greatly elastically deformed when melted. Therefore, the modified polypropylene resin has Such foams have a high closed cell ratio, a high expansion ratio, and a good appearance.
- raw material polypropylene resin can be produced by the production method of the present invention.
- the resulting modified polypropylene tree Foams made of grease are excellent in rigidity, chemical resistance, impact resistance and heat resistance.
- the modified polypropylene resin is obtained by adding an aromatic vinyl resin to a polypropylene resin in the presence of a radical polymerization initiator.
- a radical polymerization initiator By melting and kneading the monomers, they can be manufactured by a relatively easy method, such as a daraft copolymerization reaction. Foams with properties can be produced.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Graft Or Block Polymers (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description










Claims
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP96924174A EP0841354B1 (en) | 1995-07-25 | 1996-07-19 | Foam made from modified polypropylene resin and process for the production thereof |
| DE69630227T DE69630227T2 (de) | 1995-07-25 | 1996-07-19 | Schaum aus modifiziertem polypropylenharz und verfahren zu seiner herstellung |
| US08/973,840 US6077878A (en) | 1995-07-25 | 1996-07-19 | Foam made from modified polypropylene resin and process for the production thereof |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP7/189614 | 1995-07-25 | ||
| JP18961495 | 1995-07-25 | ||
| JP27783495A JP3569362B2 (ja) | 1995-07-25 | 1995-10-25 | 改質ポリプロピレン系樹脂からなる板状発泡体およびその製法 |
| JP7/277834 | 1995-10-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1997005183A1 true WO1997005183A1 (fr) | 1997-02-13 |
Family
ID=26505571
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP1996/002037 WO1997005183A1 (fr) | 1995-07-25 | 1996-07-19 | Mousse de resine polypropylene modifiee et procede pour la produire |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6077878A (ja) |
| EP (1) | EP0841354B1 (ja) |
| JP (1) | JP3569362B2 (ja) |
| KR (1) | KR19990028662A (ja) |
| DE (1) | DE69630227T2 (ja) |
| MY (1) | MY132389A (ja) |
| WO (1) | WO1997005183A1 (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1011929A3 (fr) * | 1998-05-25 | 2000-03-07 | Solvay | Polymere du propylene, procede pour son obtention et utilisation. |
| US6160029A (en) * | 2000-03-08 | 2000-12-12 | The Dow Chemical Company | Olefin polymer and α-olefin/vinyl or α-olefin/vinylidene interpolymer blend foams |
| CA2478467A1 (en) * | 2002-03-07 | 2003-09-18 | Sentinel Products Corp. | Polypropylene foam and foam core structure |
| DE602005023202D1 (de) | 2004-11-19 | 2010-10-07 | Prime Polymer Co Ltd | Extrudierter polypropylen schaumstoff |
| US20090155567A1 (en) * | 2004-11-19 | 2009-06-18 | Prime Polymer Co., Ltd. | Extruded propylene resin foam and process for producing extruded propylene resin foam |
| JP2009067948A (ja) * | 2007-09-14 | 2009-04-02 | Asahi Fiber Glass Co Ltd | ポリプロピレン系樹脂押出発泡体及びその製造方法 |
| JP4421654B2 (ja) * | 2008-01-16 | 2010-02-24 | 日東電工株式会社 | 加熱発泡シートの製造方法 |
| US9067705B2 (en) | 2011-06-17 | 2015-06-30 | Berry Plastics Corporation | Process for forming an insulated container having artwork |
| BR112013032423A2 (pt) | 2011-06-17 | 2017-01-17 | Berry Plastics Corp | luva isolante para um copo |
| KR20140059255A (ko) | 2011-08-31 | 2014-05-15 | 베리 플라스틱스 코포레이션 | 단열 용기용 고분자 재료 |
| SG11201503336VA (en) | 2012-10-26 | 2015-06-29 | Berry Plastics Corp | Polymeric material for an insulated container |
| US9957365B2 (en) | 2013-03-13 | 2018-05-01 | Berry Plastics Corporation | Cellular polymeric material |
| CA2905085A1 (en) | 2013-03-14 | 2014-09-25 | Berry Plastics Corporation | Container |
| EP3033208A4 (en) | 2013-08-16 | 2017-07-05 | Berry Plastics Corp. | Polymeric material for an insulated container |
| JP6093795B2 (ja) * | 2014-10-30 | 2017-03-08 | 積水化成品工業株式会社 | ポリプロピレン系樹脂発泡シートの製造方法 |
| WO2016067814A1 (ja) * | 2014-10-30 | 2016-05-06 | 積水化成品工業株式会社 | 改質ポリプロピレン系樹脂、ポリプロピレン系樹脂発泡シート、発泡樹脂製容器、及び、改質ポリプロピレン系樹脂の製造方法 |
| WO2016118838A1 (en) * | 2015-01-23 | 2016-07-28 | Berry Plastics Corporation | Polymeric material for an insulated container |
| JP6821711B2 (ja) * | 2017-02-02 | 2021-01-27 | 三井化学株式会社 | 発泡体、ポリオレフィン系発泡シートおよび複合体 |
| JP7219001B2 (ja) * | 2017-06-20 | 2023-02-07 | 株式会社カネカ | 緩衝材 |
| CA3013585A1 (en) | 2017-08-08 | 2019-02-08 | Berry Global, Inc. | Insulated container |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5463194A (en) * | 1977-10-15 | 1979-05-21 | Sekisui Plastics | Method of making foamable thermoplastic resin particles |
| JPS5918714A (ja) * | 1982-07-23 | 1984-01-31 | Hitachi Chem Co Ltd | 改質ポリオレフイン粒子および発泡性改質ポリオレフイン粒子の製造法 |
| JPS61228034A (ja) * | 1985-04-02 | 1986-10-11 | Mitsubishi Petrochem Co Ltd | 発泡剤マスタ−バツチ樹脂組成物 |
| JPH03290444A (ja) * | 1990-04-06 | 1991-12-20 | Sumitomo Chem Co Ltd | 熱可塑性樹脂発泡体の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2323030A1 (de) * | 1973-05-08 | 1974-11-28 | Basf Ag | Verfahren zur herstellung von schaumstoffen aus olefinpolymerisaten |
| US4303756A (en) * | 1978-10-16 | 1981-12-01 | Sekisui Kaseihin Kogyo Kabushiki Kaisha | Process for producing expandable thermoplastic resin beads |
| JPS61179236A (ja) * | 1985-02-04 | 1986-08-11 | Japan Styrene Paper Co Ltd | エネルギ−吸収材 |
| US4622347A (en) * | 1986-04-07 | 1986-11-11 | Atlantic Richfield Company | Expandable polypropylene interpolymer particles |
| JPH0310944A (ja) * | 1989-06-08 | 1991-01-18 | Kawasaki Heavy Ind Ltd | テレビ装置付客席構造 |
| JPH03109444A (ja) * | 1989-09-25 | 1991-05-09 | Hitachi Chem Co Ltd | 架橋ポリオレフィン系樹脂発泡体の製造方法 |
| BE1008959A4 (fr) * | 1994-12-19 | 1996-10-01 | Solvay | Polymere du propylene, procede pour son obtention et utilisation. |
-
1995
- 1995-10-25 JP JP27783495A patent/JP3569362B2/ja not_active Expired - Fee Related
-
1996
- 1996-07-19 US US08/973,840 patent/US6077878A/en not_active Expired - Fee Related
- 1996-07-19 EP EP96924174A patent/EP0841354B1/en not_active Expired - Lifetime
- 1996-07-19 WO PCT/JP1996/002037 patent/WO1997005183A1/ja active IP Right Grant
- 1996-07-19 DE DE69630227T patent/DE69630227T2/de not_active Expired - Fee Related
- 1996-07-19 KR KR1019970709985A patent/KR19990028662A/ko not_active Application Discontinuation
- 1996-07-23 MY MYPI96003021A patent/MY132389A/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5463194A (en) * | 1977-10-15 | 1979-05-21 | Sekisui Plastics | Method of making foamable thermoplastic resin particles |
| JPS5918714A (ja) * | 1982-07-23 | 1984-01-31 | Hitachi Chem Co Ltd | 改質ポリオレフイン粒子および発泡性改質ポリオレフイン粒子の製造法 |
| JPS61228034A (ja) * | 1985-04-02 | 1986-10-11 | Mitsubishi Petrochem Co Ltd | 発泡剤マスタ−バツチ樹脂組成物 |
| JPH03290444A (ja) * | 1990-04-06 | 1991-12-20 | Sumitomo Chem Co Ltd | 熱可塑性樹脂発泡体の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP0841354A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69630227D1 (de) | 2003-11-06 |
| EP0841354B1 (en) | 2003-10-01 |
| EP0841354A4 (en) | 1999-06-30 |
| EP0841354A1 (en) | 1998-05-13 |
| JP3569362B2 (ja) | 2004-09-22 |
| KR19990028662A (ko) | 1999-04-15 |
| US6077878A (en) | 2000-06-20 |
| DE69630227T2 (de) | 2004-08-05 |
| MY132389A (en) | 2007-10-31 |
| JPH0995550A (ja) | 1997-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO1997005183A1 (fr) | Mousse de resine polypropylene modifiee et procede pour la produire | |
| JP4011962B2 (ja) | ポリプロピレン系樹脂押出発泡シートの製造方法、製造された押出発泡シートおよび該発泡シートからなる成形体 | |
| JP2004330464A (ja) | ポリプロピレン系樹脂発泡シートの製造方法、発泡シートおよびその成形体 | |
| US20020043643A1 (en) | Modified polypropylene, process for preparing modified polypropylene, modified polyropylene composition and foamed product | |
| JP2010241978A (ja) | 射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体 | |
| JP5628553B2 (ja) | 射出発泡成形用熱可塑性エラストマー組成物及び該樹脂組成物からなる射出発泡成形体 | |
| EP0874009B1 (en) | Processes for the preparation of a modified polypropylene resin and a foam made thereof | |
| US6462101B1 (en) | Foam comprising a blend of low density polyethylene and high melt tension polypropylene | |
| JP2001001384A (ja) | ポリプロピレン系樹脂押出発泡細条集束体の製造方法 | |
| JP4493821B2 (ja) | 改質ポリプロピレンの製造方法および発泡体 | |
| JP2001139717A (ja) | ポリプロピレン系樹脂組成物からなる発泡シートおよびそれよりなる成形体 | |
| JP3563518B2 (ja) | 改質ポリプロピレン系樹脂からなる発泡体およびその製法 | |
| JP3561078B2 (ja) | 改質ポリプロピレン系樹脂組成物からなる発泡体およびその製法 | |
| JP4267193B2 (ja) | 改質ポリプロピレン組成物および発泡体 | |
| JP2000136260A (ja) | 改質ポリプロピレン系樹脂発泡シート、該発泡シートからの積層発泡シートおよびそれらの成形体 | |
| JP2000129026A (ja) | 改質ポリプロピレン系樹脂組成物からなる発泡シートおよび成形体 | |
| JP3634941B2 (ja) | ポリプロピレン系樹脂発泡体 | |
| JP2001138378A (ja) | ポリプロピレン系樹脂押出発泡シートおよびその製造方法および該発泡シートよりなる成形体 | |
| JPH1135724A (ja) | ポリプロピレン系樹脂発泡体 | |
| JP2000026646A (ja) | ポリプロピレン系樹脂発泡体の製造方法 | |
| JP2001139716A (ja) | 改質ポリプロピレン系樹脂発泡シートおよびそれよりなる成形体 | |
| JP2013241540A (ja) | 押出発泡成形用熱可塑性エラストマー組成物及び該樹脂組成物からなる押出発泡成形体 | |
| JP2000313760A (ja) | ポリプロピレン系樹脂発泡シートおよび成形体 | |
| JP2018059056A (ja) | ポリプロピレン系樹脂、樹脂発泡体、及び、樹脂成形品 | |
| JPH1135719A (ja) | 改質ポリプロピレン系樹脂組成物からなる発泡体およびその製法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): CN KR US |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LU MC NL PT SE |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 08973840 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1019970709985 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1996924174 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 1996924174 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 1019970709985 Country of ref document: KR |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 1019970709985 Country of ref document: KR |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1996924174 Country of ref document: EP |