RU2551737C2 - Сплавы на основе железа с высокой твердостью, высокой прочностью и способы их производства - Google Patents
Сплавы на основе железа с высокой твердостью, высокой прочностью и способы их производства Download PDFInfo
- Publication number
- RU2551737C2 RU2551737C2 RU2012120661/02A RU2012120661A RU2551737C2 RU 2551737 C2 RU2551737 C2 RU 2551737C2 RU 2012120661/02 A RU2012120661/02 A RU 2012120661/02A RU 2012120661 A RU2012120661 A RU 2012120661A RU 2551737 C2 RU2551737 C2 RU 2551737C2
- Authority
- RU
- Russia
- Prior art keywords
- alloy
- temperature
- products
- ballistic limit
- ballistic
- Prior art date
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41H—ARMOUR; ARMOURED TURRETS; ARMOURED OR ARMED VEHICLES; MEANS OF ATTACK OR DEFENCE, e.g. CAMOUFLAGE, IN GENERAL
- F41H5/00—Armour; Armour plates
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/42—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for armour plate
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/001—Heat treatment of ferrous alloys containing Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatment Of Articles (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Изобретение относится к изделиям из броневых сплавов и способам их термической обработки. Способ термической обработки изделий из броневого сплава включает аустенитизацию изделий из сплава путем нагрева изделий из сплава в печи от 1450°F до 1650°F в течение 15 мин, причем сплав содержит, вес.%: 0,40-0,53 углерода, 0,15-1,00 марганца, 0,15-0,45 кремния, 0,95-1,70 хрома, 3,30-4,30 никеля, 0,35-0,65 молибдена, 0,0002-0,0050 бора, 0,001-0,015 церия, 0,001-0,015 лантана, не более чем 0,002 серы, не более чем 0,015 фосфора, не более чем 0,011 азота, железо и случайные примеси - остальное. Охлаждение изделий из сплава от температуры аустенитизации на спокойном воздухе с промежутком от других изделий из сплава, причем в сплаве возникает фазовое превращение в диапазоне температур 300°F-575°F. Отпуск изделий из сплава при температуре от 250°F до 500°F с выдержкой при заданной температуре в течение от 450 минут до 650 мин. Технический результат заключается в создании изделий из броневого сплава с высоким сопротивлением множественному баллистическому проникновению при низком уровне распространения трещин или его отсутствии и высоким уровнем баллистических характеристик. 2 н. и 21 з.п. ф-лы, 20 табл., 20 ил.
Description
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка является частичным продолжением заявки на патент США №12/184,573, дата подачи 1 августа, 2008 г.Заявка на патент США №12/184,573 притязает на приоритет согласно кодексу законов США, разделу 35, § 119(e) согласно предварительной заявке на патент США №60/953,269, дата подачи 1 августа, 2007 г.Заявки на патент США №12/184,573 и 60/953,269 включены в настоящую заявку посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к сплавам на основе железа, имеющим твердость более 550 НВ (число твердости по Бринеллю) и проявляющим значительное и неожиданное сопротивление прониканию и трещиностойкость при стандартных баллистических испытаниях. Настоящее изобретение также относится к броне и другим изделиям, включающим сплавы. Настоящее изобретение, кроме того, связано со способами обработки различных железосодержащих сплавов, улучшающими сопротивление баллистическому прониканию и трещинообразованию.
УРОВЕНЬ ТЕХНИКИ
[0003] Броневая плита, лист и брус обычно служат для защиты конструкций от снарядов. Хотя броневая плита, лист и брус обычно используются в военных целях как средства защиты персонала и имущества, например, транспортных средств и механизированных вооружений, изделия также имеют различное гражданское применение. Такое применение может включать, например, обшивку для бронированных гражданских транспортных средств и взрывозащищенных корпусов имущества. Броня выполняется из различных материалов, включая, например, полимеры, керамику и металлические сплавы. Поскольку броня часто монтируется на мобильных объектах, вес брони обычно является важным фактором. Кроме того, затраты, связанные с производством брони, могут быть значительными, и особенно в связи с экзотическими броневыми сплавами, керамикой и специальными полимерами. Таким образом, задача состоит в том, чтобы обеспечить недорогую, но эффективную альтернативу существующей броне, без значительного увеличения веса брони, требуемого для достижения желательного уровня баллистических характеристик (сопротивление проникновению и трещиностойкость).
[0004] Кроме того, в ответ на все возрастающие угрозы стойкости брони, армия США в течение многих лет наращивает количество брони, используемой на танках и других боевых машинах, что приводит к значительному увеличению веса транспортных средств. Продолжение такой тенденции может неблагоприятно влиять на транспортабельность, возможность проезда по мостам и маневренность бронированных боевых машин. В последние десять лет армия США приняла стратегию возможности очень быстрой мобилизации боевых машин и другой бронетехники в любом районе мира по мере возникновения такой необходимости. Таким образом, озабоченность по поводу увеличения веса боевых машин заняла центральное место. Поэтому американские военные исследовали ряд возможных альтернатив, облегченных материалов брони, таких как некоторые сплавы титана, керамики и гибридных композитов керамической плитки/полимерной матрицы (PMCs).
[0005] Примеры широко используемой брони из титановых сплавов включают Ti-6Al-4V, Ti-6Al-4V ELI и Ti-4Al-2,5V-Fe-0. Титановые сплавы обладают многими преимуществами по сравнению с более традиционной броней из гомогенной катаной стали. Титановые сплавы обладают высокой массовой эффективностью по сравнению с гомогенной катаной сталью и алюминиевыми сплавами в широком диапазоне баллистических угроз, а также обеспечивают подходящую способность сопротивления множественному баллистическому проникновению. Титановые сплавы, кроме того, проявляют, как правило, увеличенное отношение прочности к весу, а также значительную стойкость к коррозии, что обычно приводит к уменьшенной стоимости технического обслуживания имущества. Титановые сплавы можно быстро изготовить на существующем производственном оборудовании, а титановый скрап и заводской возврат можно переплавлять и повторно использовать в промышленном масштабе. Тем не менее, титановые сплавы обладают и недостатками. Например, обычно требуется противоосколочный подбой, и затраты, связанные с изготовлением титановой броневой плиты и продукции из материала (например, затраты на обработку и сварку), существенно выше, чем для брони из гомогенной катаной стали.
[0006] Хотя PMCs обеспечивают больше преимуществ (например, отсутствие растрескивания из-за химической опасности, более спокойную рабочую среду для оператора и высокую массовую эффективность при попадании снарядов и осколков), они также обладают многочисленными недостатками. Например, затраты на изготовление деталей РМС высоки по сравнению с затратами на изготовление компонентов из гомогенной катаной стали или титановых сплавов, и PMCs невозможно изготавливать на существующем производственном оборудовании. Кроме того, методы неразрушающего контроля материалов РМС могут быть не так хорошо развиты, как для контроля броневых сплавов. Кроме того, способность сопротивления множественному баллистическому проникновению и несущая способность автомобиля из PMCs может неблагоприятно влиять на структурные изменения, которые возникают в результате первоначального попадания снаряда. Кроме того, может возникнуть опасность пожара и задымления для экипажа в салоне боевых машин с броней РМС, а промышленное производство РМС и возможности переработки отходов не устоялись.
[0007] Металлические сплавы являются материалами, часто выбираемыми для материала брони. Металлические сплавы обеспечивают существенную защиту от множественных попаданий, обычно недороги в производстве по сравнению с экзотической керамикой, полимерами и композитами, и из них легко изготавливать детали для бронированных боевых машин и мобильных систем вооружения. Традиционно предполагается, что для брони выгодно использовать материалы, имеющие очень высокую твердость, так как при поражении снарядом материалов с повышенной твердостью наиболее вероятно образование осколков. Некоторым металлическим сплавам, используемым для брони, можно легко придать высокую твердость, обычно путем закалки сплавов от очень высоких температур.
[0008] Поскольку гомогенные катаные легированные стали обычно менее дороги, чем титановые сплавы, значительные усилия сосредоточены на изменении состава и технологии обработки существующих гомогенных катаных сталей, используемых в броне, так как даже небольшие постепенные улучшения баллистических характеристик имеют большое значение. Например, улучшенная характеристика сопротивления проникновению снарядов позволит уменьшить толщину броневой плиты без потери функций, таким образом снижая общий вес системы брони. Поскольку большой вес системы является основным недостатком систем металлических сплавов по сравнению, например, с полимерной и керамической броней, улучшение характеристик сопротивления проникновению снарядов может сделать броню из сплавов более конкурентоспособной по сравнению с экзотическими системами брони.
[0009] В течение последних 25 лет была разработана довольно легкая броня с облицовкой и броня из многослойной стали. Некоторые виды многослойной брони, например, сочетают лицевой слой из стали высокой твердости, металлургически связанный с прочным, стойким к проникновению, основным стальным слоем. Слой из стали высокой твердости предназначен для разбивания снаряда, тогда как прочный подстилающий слой предназначен для предотвращения растрескивания, разрыва или отслаивания брони. Традиционные методы формирования многослойной брони такого типа включают соединение прокаткой уложенных пакетом плит из двух типов стали. Пример многослойной брони - броневая плита К12®, представляющая собой соединенную прокаткой многослойную броневую плиту двойной твердости, поставляемую компанией ATI Allegheny Ludlum, Питсбург, штат Пенсильвания. Броневая плита К12® включает лицевую сторону с высокой твердостью и более мягкую обратную сторону. Обе стороны броневой плиты К12® представляют собой легированную Ni-Mo-Cr сталь, но лицевая сторона содержит больше углерода, чем обратная сторона. Броневая плита К12® обладает более высокими баллистическими характеристиками, по сравнению с обычной гомогенной броневой плитой, и отвечает баллистическим требованиям к многочисленным правительственным, военным и гражданским бронированным объектам, или превышает их. Хотя облицованная и многослойная стальная броня обеспечивает множество преимуществ, дополнительная обработка, вовлекаемая в процесс облицовки или соединения прокаткой, неизбежно повышает затраты на системы брони.
[0010] Для некоторых бронированных объектов, кроме того, используются сравнительно недорогие низколегированные стали. В результате легирования углеродом, хромом, молибденом и другими элементами, и использования соответствующих стадий нагрева, закалки и отпуска, можно производить некоторые виды брони из низколегированной стали с высокой твердостью, более чем 550 НВ. Стали с такой высокой твердостью обычно обозначаются как стали группы 600 НВ. В таблице 1 приведен сообщаемый состав и механические свойства нескольких вариантов поставляемых сталей группы 600 НВ, используемых для брони. Стали MARS 300 и MARS 300 Ni+ производятся французской компанией Arcelor. Броня ARMOX 600Т поставляется компанией SSAB Oxelosund АВ, Швеция. Хотя броня из сталей группы 600 НВ с высокой твердостью весьма эффективна при разрушении или расплющивании снарядов, значительным недостатком этих сталей является их склонность к хрупкости и трещинообразованию при баллистических испытаниях, например, бронебойных снарядов. Растрескивание материалов может быть проблемой для обеспечения сопротивления множественному баллистическому проникновению.
| Таблица 1 | ||||||||||||
| Сплав | C | Mn | P (макс.) | S (макс.) | Si | Cr | Ni | Мо | Предел текучести (МПа) | Предел прочности на разрыв (МПа) | Относи тельное удлине- ние (%) | НВ (мин) |
| Mars 300 | 0,45-0,55 | 0,3-0,7 | 0,012 | 0,005 | 0,6-1,0 | 0,4 (макс.) | 4,5 (макс.) | 0,3-0,5 | ≥1,300 | ≥2,000 | ≥6% | 578-655 |
| Mars 300 Ni+ | 0,45-0,55 | 0,3-0,7 | 0,01 | 0,005 | 0,6-1,0 | 0,01-0,04 | 3,5-4,5 | 0,3-0,5 | ≥1,300 | ≥2,000 | ≥6% | 578-655 |
| Armox 600 | 0,47 (макс.) | 1,0 (макс.) | 0,010 | 0,005 | 0,1-0,7 | 1,5 (макс.) | 3,0 (макс.) | 0,7 (макс.) | 1 500 (типовой) | 2 000 (типовой) | ≥7% | 570-640 |
[0011] В свете сказанного, было бы полезно создать улучшенный материал стальной брони, обладающий твердостью в диапазоне 600 НВ и обладающий значительным сопротивлением баллистическому проникновению при пониженном трещинообразовании.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0012] Согласно различным, не имеющим ограничительного характера, вариантам настоящего изобретения, создан сплав на основе железа, обладающий значительным сопротивлением множественному баллистическому проникновению, твердостью, большей, чем 550 НВ, и содержащий, в весовых процентах от общего веса сплава: 0,40 - 0,53 углерода; 0,15 - 1,00 марганца; 0,15 - 0,45 кремния; 0,95 - 1,70 хрома; 3,30 - 4,30 никеля; 0,35 - 0,65 молибдена; 0,0002 - 0,0050 бора; 0,001 - 0,015 церия; 0,001 - 0,015 лантана; не более 0,002 серы; не более 0,015 фосфора; не более 0,011 азота; железо; и случайные примеси.
[0013] Согласно различным, не имеющим ограничительного характера, вариантам настоящего изобретения, выпущенный прокат сплава, такой как, например, плита, брус или лист, обладает твердостью, большей, чем 550 НВ, и содержит, в весовых процентах от общего веса сплава: 0,40 - 0,53 углерода; 0,15-1,00 марганца; 0,15-0,45 кремния; 0,95-1,70 хрома; 3,30-4,30 никеля; 0,35 - 0,65 молибдена; 0,0002 - 0,0050 бора; 0,001 - 0,015 церия; 0,001 - 0,015 лантана; не более 0,002 серы; не более 0,015 фосфора; не более 0,011 азота; железо; и случайные примеси.
[0014] Согласно различным, не имеющим ограничительного характера, вариантам настоящего изобретения, создан прокат брони, отобранный из броневой плиты, броневого бруса и броневого листа, обладающий твердостью, большей, чем 550 НВ, и значением баллистического предела V50 (защиты), который отвечает требованиям к характеристикам, предусмотренным техническими требованиями MIL-DTL-46100E, или превышает их. В различных вариантах прокат брони обладал значением баллистического предела V50, которое, по меньшей мере, равно значению баллистического предела V50, то есть меньше на 150 фут/с, чем требования к характеристикам, предусмотренные техническими требованиями MIL-A-46099C, при пониженном или минимальном трещинообразовании. Прокат представляет собой сплав, содержащий в весовых процентах от общего веса сплава: 0,40 - 0,53 углерода; 0,15 - 1,00 марганца; 0,15 - 0,45 кремния; 0,95 - 1,70 хрома; 3,30 - 4,30 никеля; 0,35 - 0,65 молибдена; 0,0002 - 0,0050 бора; 0,001 - 0,015 церия; 0,001 - 0,015 лантана; не более 0,002 серы; не более 0,015 фосфора; не более 0,011 азота; железо; и случайные примеси.
[0015] Согласно различным, не имеющим ограничительного характера, вариантам настоящего изобретения, создан прокат брони, отобранный из броневой плиты, броневого бруса и броневого листа, обладающий твердостью, большей, чем 550 НВ, и значением баллистического предела V50 (защиты), который отвечает требованиям к характеристикам класса 1 по техническим требованиям MIL-DTL-32332, или превышает их. В различных вариантах прокат брони обладает значением баллистического предела V50, который, по меньшей мере, равен значению баллистического предела V50, то есть меньше на 150 фут/с, чем требования к характеристикам, предусмотренные к классу 2 техническими требованиями MIL-DTL-32332. Прокат представляет собой сплав, содержащий в весовых процентах, от общего веса сплава: 0,40 - 0,53 углерода; 0,15 - 1,00 марганца; 0,15 - 0,45 кремния; 0,95 - 1,70 хрома; 3,30 - 4,30 никеля; 0,35 - 0,65 молибдена; 0,0002 - 0,0050 бора; 0,001 - 0,015 церия; 0,001 - 0,015 лантана; не более 0,002 серы; не более 0,015 фосфора; не более 0,011 азота; железо; и случайные примеси.
[0016] Различные варианты настоящего изобретения направлены на способ производства сплава, обладающего значительным сопротивлением множественному баллистическому проникновению при пониженном или минимальном трещинообразовании и твердостью, большей, чем 550 НВ, прокат которого представляет собой сплав, содержащий в весовых процентах от общего веса сплава: 0,40-0,53 углерода; 0,15- 1,00 марганца; 0,15-0,45 кремния; 0,95 - 1,70 хрома; 3,30-4,30 никеля; 0,35 - 0,65 молибдена; 0,0002 - 0,0050 бора; 0,001 - 0,015 церия; 0,001 - 0,015 лантана; не более 0,002 серы; не более 0,015 фосфора; не более 0,011 азота; железо; и случайные примеси. Сплав подвергался аустенизации путем нагрева до температуры, как минимум, 1450°F. Затем сплав охлаждался от температуры аустенизации способом, отличающимся от обычного способа охлаждения броневого сплава от температуры аустенизации, который изменял ход кривой охлаждения сплава относительно хода кривой, предполагающейся, если сплав охлаждают обычным способом. Охлаждение сплава от температуры аустенизации может обеспечить сплаву значение баллистического предела V50, соответствующее требованиям значения баллистического предела V50, предусмотренные техническими требованиями MIL-DTL-46100E, или превышающие их, и в различных вариантах - предусмотренные техническими требованиями MIL-DTL-32332 (класс 1).
[0017] В различных вариантах, охлаждение сплава от температуры аустенизации обеспечивает сплаву значение баллистического предела V50, не меньшее, чем значение, меньшее на 150 фут/с, чем требование к значению баллистического предела V50, предусмотренное техническими требованиями MIL-А-46099С, и в различных вариантах-техническими требованиями MIL-DTL-32332 (класс 2), при уменьшенном или минимальном трещинообразовании. Иначе говоря, значение баллистического предела V50, как минимум, равно значению баллистического предела V50, меньшему на 150 фут/с, чем требование к значению баллистического предела V50, предусмотренное техническими требованиями MIL-А-46099С, и в различных вариантах-техническими требованиями MIL-DTL-32332 (класс 2), при уменьшенном или минимальном трещинообразовании.
[0018] Согласно различным, не имеющим ограничительного характера, вариантам способа, согласно настоящему изобретению, стадия охлаждения сплава включает в себя одновременное охлаждение нескольких плит сплава от температуры аустенизации, причем плиты расположены в контакте друг с другом.
[0019] В различных вариантах, изделие из сплава подвергается аустенизации путем нагрева до температуры, как минимум, 1450°F. Затем изделие из сплава охлаждается от температуры аустенизации обычным способом охлаждения легированных сталей от температуры аустенизации. Охлажденный сплав затем отпускается при температуре в диапазоне от 250°F до 500°F. Охлаждение сплава от температуры аустенизации и отпуск может обеспечить сплаву значение баллистического предела V50, соответствующее требованиям значения баллистического предела V50, предусмотренным техническими требованиями MIL-DTL-46100E, или превышающее их, и в различных вариантах-техническими требованиями MIL-DTL-32332 (класс 1).
[0020] В различных вариантах, обычное охлаждение изделия из сплава от температуры аустенизации и отпуск обеспечивает изделию из сплава значение баллистического предела V50, не меньшее, чем значение, меньшее на 150 фут/с, чем требование к значению баллистического предела V50, предусмотренное техническими требованиями MIL-A-46099C, и в различных вариантах - техническими требованиями MIL-DTL-32332 (класс 2), при уменьшенном, минимальном или нулевом трещинообразовании. Иначе говоря, значение баллистического предела V50, как минимум, равно значению баллистического предела V50, меньшему на 150 фут/с, чем требование к значению баллистического предела V50, предусмотренное техническими требованиями MIL-А-46099С, и в различных вариантах-техническими требованиями MIL-DTL-32332 (класс 2).
[0021] В различных вариантах, изделие из сплава может быть плитой или листом из сплава. Лист из сплава или плита из сплава может быть листом или плитой брони. Другой вариант настоящего изобретения направлен на промышленные изделия, включающие варианты сплавов и изделия из сплавов, согласно настоящему изобретению. Такие промышленные изделия включают, например, бронированные машины, бронированные корпуса и элементы бронированного мобильного оборудования.
[0022] Понятно, что изобретение, раскрытое и описанное в настоящем документе, не ограничивается вариантами, раскрытыми в настоящем обзоре.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0023] Различные характеристики вариантов, не имеющих ограничительного характера, раскрытые и описанные в настоящем документе, можно лучше понять со ссылками на сопровождающие иллюстрации, в которых:
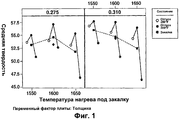
[0024] фиг.1 - график твердости HRC как функция температуры нагрева для аустенизации некоторых экспериментальных образцов плит, обработанных, как указано ниже;
[0025] фиг.2 - график твердости HRC как функция температуры нагрева для аустенизации некоторых, не являющихся ограничивающими, экспериментальных образцов плит, обработанных, как указано ниже;
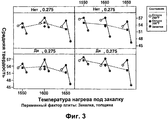
[0026] фиг.3 - график твердости HRC как функция температуры нагрева для аустенизации некоторых, не являющихся ограничивающими, экспериментальных образцов плит, обработанных, как указано ниже;
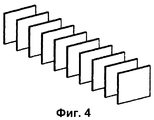
[0027] фиг.4, 5 и 7 - схематическое представление расположения испытательных образцов, используемого при охлаждении от температуры аустенизации;
[0028] фиг 6 - график скорости V50, превышающей требуемую минимальную скорость V50 (согласно MIL-A-46099C), как функция режима отпуска для некоторых испытательных образцов;
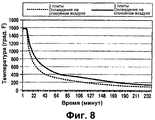
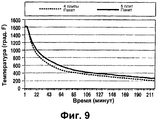
[0029] фиг.8 и 9 - графики температуры образца со временем в течение стадии охлаждения некоторых испытательных образцов от температуры аустенизации;
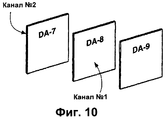
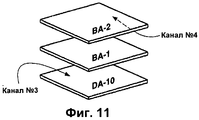
[0030] фиг.10 и 11 - схематическое представление расположения испытательных образцов, используемого при охлаждении от температуры аустенизации;
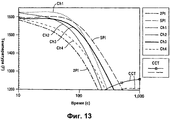
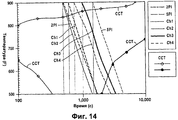
[0031] фиг.12-14 - построенные графики температуры образцов со временем для некоторых испытательных образцов, охлаждаемых от температуры аустенизации, как указано ниже; и
[0032] фиг.15-20 - фотоснимки после баллистических испытаний плит, изготовленных из сплава с высокой твердостью, раскрытого и описанного в настоящем документе.
[0033] Читатель по достоинству оценит изложенные детали, а также другие, учитывающие следующее подробное описание различных вариантов сплава, изделий и способов, не имеющих ограничительного характера, согласно настоящему изобретению. Читатель может также осмыслить дополнительную информацию об осуществлении или использовании сплавов, изделий и способов, описанных в настоящем документе.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ, НЕ ИМЕЮЩИХ ОГРАНИЧИТЕЛЬНОГО ХАРАКТЕРА
[0034] Следует понимать, что различные описания раскрываемых вариантов упрощены, чтобы показать лишь те элементы, параметры и аспекты, которые относятся к четкому пониманию раскрываемых вариантов, исключая, для ясности, другие характеристики, параметры, аспекты и тому подобное. Специалист в данной отрасли, рассматривая настоящее описание раскрываемых вариантов, поймет, что другие характеристики, параметры, аспекты и т.п. могут быть желательны при конкретном осуществлении или применении раскрываемых вариантов. Однако, поскольку такие другие характеристики, параметры, аспекты и т.п. могут быть легко установлены и осуществлены специалистами в данной области, рассматривая настоящее описание раскрываемых вариантов, и поэтому не обязательны для полного понимания раскрываемых вариантов, описание таких характеристик, параметров, аспектов и т.п. в настоящем документе не предусмотрено. Таким образом, следует понимать, что описание, изложенное в настоящем документе, является примерным и иллюстративным для раскрываемых вариантов, и не предназначено для ограничения объема изобретения, определяемого исключительно формулой.
[0035] В настоящем изобретении, если не указано иное, все числа, выражающие количества или характеристики, следует понимать как предварительные и корректируемые во всех вариантах термином «около». Итак, если не указано обратное, любые числовые параметры, изложенные в следующем описании, могут изменяться в зависимости от желательных свойств, для получения составов и способов в соответствии с настоящим изобретением. Как минимум, а не как попытка ограничить применение доктрины эквивалентов в объеме формулы, каждый числовой параметр, изложенный в настоящем описании, должен, по меньшей мере, толковаться в свете количества сообщенных значащих цифр, применяя обычные методы округления.
[0036] Кроме того, любой числовой диапазон, цитируемый в настоящем документе, должен включать все содержащиеся в нем поддиапазоны. Например, диапазон «от 1 до 10» предусматривает включение всех поддиапазонов между (и включительно) указанным минимальным значением 1 и указанным максимальным значением 10, т.е., имеет минимальное значение, равное 1, или большее, чем 1, и максимальное значение, равное 10, или меньшее, чем 10. Любое численное ограничение максимума, указанное в настоящем документе, предусматривает включение всех меньших численных ограничений, заключенных в нем, и любое численное ограничение минимума, указанное в настоящем документе, предусматривает включение всех больших численных ограничений, заключенных в нем. Соответственно, Заявители оставляют за собой право вносить изменения в настоящее изобретение, включая формулу, для любого точно указанного поддиапазона, заключенного в пределах диапазона, точно указанного в настоящем документе. Все такие диапазоны, по своей природе предназначены для раскрытия в настоящем документе таким образом, чтобы изменения для точного указания поддиапазонов отвечали требованиям кодекса законов США, раздел 35, § 112, первый пункт, и раздел 35, § 132(a).
[0037] Грамматические артикли «оnе», «а», «аn», и «the», использованные в настоящем документе, имеют значение «как минимум один» или «один или больше», если не указано иное. Таким образом, артикли использованы в настоящем документе для одного или более чем одного (т.е. как минимум одного) грамматического объекта артикля. Например, «а component (компонент)» означает один или несколько компонентов, и поэтому, возможно, рассматривается, и может реализоваться более одного компонента описываемого варианта.
[0038] Любой патент, публикация или другой раскрывающий материал, в целом или частично, который включен посредством ссылки в настоящий документ, включен в него в полном объеме, но только в той степени, в которой включенный материал не противоречит существующим определениям, заявлениям или другому раскрытому материалу, явно изложенному в настоящем изобретении. Таким образом, по мере необходимости, точное раскрытие, изложенное в настоящем документе, заменяет собой любые противоречащие материалы, включенные в настоящий документ в качестве ссылки. Любой материал или его часть, включенный посредством ссылки в настоящий документ, но противоречащий существующим определениям, заявлениям или другим материалам изобретения, изложенным в настоящем документе, включен только в той мере, в какой не возникают противоречия между включенным материалом и существующим материалом изобретения. Заявители оставляют за собой право вносить изменения в настоящее изобретение для четкого указания любого предмета обсуждения, включенного в качестве ссылки в настоящий документ.
[0039] Настоящее изобретение содержит описание различных вариантов. Следует понимать, что все описанные в настоящем документе варианты являются примерными, иллюстративными и не носят ограничительного характера. Таким образом, изобретение не ограничено описанием различных вариантов, примерных, иллюстративных и не носящих ограничительного характера. Точнее, изобретение определяется исключительно пунктами формулы, которые могут быть изменены для изложения любых параметров, непосредственно или по сути своей описанных или изложенных другим способом в настоящем изобретении.
[0040] Настоящее изобретение, в частности, направлено на низколегированные стали, обладающие значительной твердостью и проявляющие значительное и неожиданное сопротивление множественному баллистическому проникновению, при пониженном, минимальном или нулевом трещинообразовании и распространении трещин, что придает уровень сопротивления баллистическому проникновению, приемлемый, например, для использования брони в военных целях. Различные варианты сталей, согласно настоящему изобретению, проявляют значения твердости, превышающие 550 НВ, и демонстрируют значительный уровень сопротивления баллистическому проникновению, оцениваемый по техническим требованиям MIL-DTL-46100E, а также MIL-A-46099C. Различные варианты сталей, согласно настоящему изобретению, проявляют значения твердости, превышающие 570 НВ, и демонстрируют значительный уровень сопротивления баллистическому проникновению, оцениваемый по техническим требованиям MIL-DTL-32332, класс 1 или класс 2. Военные технические требования США MIL-DTL-46100E, MIL-A-46099С и MIL-DTL-32332 включены в настоящий документ в качестве ссылок.
[0041] По сравнению с некоторыми существующими сталями группы 600 НВ для броневых плит, различные варианты сплавов, согласно настоящему изобретению, гораздо меньше склонны к трещинообразованию и проникновению при испытаниях бронебойными снарядами (АР). Различные варианты сплавов, кроме того, проявляют баллистические характеристики, сравнимые с характеристиками высоколегированных материалов брони, таких, например, как броневая плита К-12®. Баллистические характеристики различных вариантов легированных сталей, согласно настоящему изобретению, были совершенно неожиданными, учитывая, например, низкое содержание легирующих элементов и сравнительно умеренную твердость по сравнению с традиционными материалами стальной брони группы 600 НВ.
[0042] В частности, неожиданно наблюдалось, что, хотя различные варианты сплавов, согласно настоящему изобретению, проявляли сравнительно умеренную твердость (которая может обеспечиваться охлаждением сплавов от температур аустенизации с относительно небольшой скоростью охлаждения), образцы сплавов проявляют значительные баллистические характеристики, которые, как минимум, сравнимы с характеристиками броневой плиты К-12®. Это удивительное и неочевидное открытие прямо противоречит распространенному мнению, что увеличение твердости стальных броневых плит улучшает баллистические характеристики.
[0043] Различные варианты сталей, согласно настоящему изобретению, содержат низкие уровни примесных элементов: серы, фосфора, азота и кислорода. Кроме того, различные варианты сталей могут содержать определенные концентрации церия, лантана и других редкоземельных металлов. Без привязки к какой-либо теории действия, авторы изобретения полагают, что добавки редкоземельных элементов служат для связывания определенной доли серы, фосфора и/или кислорода, присутствующей в сплаве, так что маловероятно концентрирование этих примесей на границах зерен и уменьшение за их счет сопротивления материала баллистическому проникновению. Кроме того, предполагается, что концентрация серы, фосфора и/или кислорода по границам зерен стали может способствовать межкристаллитному разбиению при высокой скорости удара, что приводит к разрушению материала, распространению трещин и возможному проникновению ударного снаряда. Различные варианты сталей, согласно настоящему изобретению, кроме того, содержат сравнительно высокий процент никеля, например, от 3,30 до 4,30 весовых процентов, для создания достаточно прочной матрицы, таким образом, улучшая баллистические характеристики. В различных вариантах содержание никеля в раскрываемых в настоящем документе сталях может составлять от 3,75 до 4,25 весовых процентов.
[0044] В различных вариантах раскрываемые в настоящем документе легированные стали могут содержать (в весовых процентах от общего веса сплава): 0,40-0,53 углерода; 0,15 - 1,00 марганца; 0,15-0,45 кремния; 0,95-1,70 хрома; 3,30 - 4,30 никеля; 0,35 - 0,65 молибдена; не более 0,002 серы; не более 0,015 фосфора; не более 0,11 азота; железо; и случайные примеси. В различных вариантах легированные стали могут содержать 0,0002 - 0,0050 бора; 0,001 - 0,015 церия; и/или 0,001 - 0,015 лантана.
[0045] В различных вариантах содержание углерода может включать любой поддиапазон в пределах 0,40 - 0,53 весовых процентов, например, 0,48 -0,52 весовых процентов или 0,49 - 0,51 весовых процентов. Содержание марганца может включать любой поддиапазон в пределах 0,15-1,00 весовых процентов, например, 0,20 - 0,80 весовых процентов. Содержание кремния может включать любой поддиапазон в пределах 0,15 - 0,45 весовых процентов, например, 0,20 - 0,40 весовых процентов. Содержание хрома может включать любой поддиапазон в пределах 0,95- 1,70 весовых процентов, например, 1,00-1,50 весовых процентов. Содержание никеля может включать любой поддиапазон в пределах 3,30 - 4,30 весовых процентов, например, 3,75 - 4,25 весовых процентов. Содержание молибдена может включать любой поддиапазон в пределах 0,35 - 0,65 весовых процентов, например, 0,40 - 0,60 весовых процентов.
[0046] В различных вариантах содержание серы может составлять не более 0,001 весовых процентов, содержание фосфора может составлять не более 0,010 весовых процентов, и/или содержание азота может составлять не более 0,010 весовых процентов. В различных вариантах содержание бора может включать любой поддиапазон в пределах 0,0002 - 0,0050 весовых процентов, например, 0,008 - 0,0024, 0,0010 - 0,0030, или 0,0015 - 0,0025 весовых процентов. Содержание церия может включать любой поддиапазон в пределах 0,001 - 0,015 весовых процентов, например, 0,003 - 0,010 весовых процентов. Содержание лантана может включать любой поддиапазон в пределах 0,001 - 0,015 весовых процентов, например, 0,002 - 0,010 весовых процентов.
[0047] В дополнение к разработке уникальной системы сплава, авторы изобретения также провели исследования, чтобы определить способ обработки сталей в пределах настоящего изобретения для улучшения твердости и баллистических характеристик, оцениваемых согласно известным военным техническим требованиям MIL-DTL-46100E, MIL-A-46099C и MIL-DTL-32332. Авторы изобретения также подвергали образцы стали, согласно настоящему изобретению, воздействию различных температур, предназначенных для растворения карбидных частиц в стали и для обеспечения диффузии и получения благоприятной степени однородности стали. Целью данных испытаний было определение температур термообработки, которые не приводят к и излишнему науглероживанию или к неприемлемому росту зерна, что уменьшило бы прочность материала, и поэтому снизило бы баллистические характеристики. В различных процессах обработки плиты стали подвергались поперечной прокатке для обеспечения определенной степени изотропии.
[0048] Также предполагается, что различные варианты способов обработки, описанные в настоящем документе, придают определенную микроструктуру легированным сталям. Например, в различных вариантах раскрываемые стали охлаждались от температур аустенизации для образования мартенсита. Охлаждаемые сплавы могли содержать значительное количество двойникованного мартенсита и различные количества остаточного аустенита. Отпуск охлажденных сплавов, согласно различным описанным вариантам, может превратить остаточный аустенит в нижний бейнит и/или пакетный мартенсит. При этом можно получить легированную сталь, имеющую синергетическое сочетание микроструктуры твердого двойникованного мартенсита и микроструктуры более прочного, более пластичного нижнего бейнита и/или пакетного мартенсита. Синергетическое сочетание твердости, прочности и пластичности может придавать свойства высокого сопротивления баллистическому проникновению и трещинообразованию в сплавах, описываемых в настоящем документе.
[0049] Кроме того, выполнялась оценка при испытаниях баллистических характеристик образцов, охлажденных с различной скоростью от температуры аустенизации и, следовательно, имевших различную твердость. Испытания, проведенные авторами изобретения, также включали испытания отпуска, предназначенные для оценки того, как лучше способствовать сопротивлению множественному баллистическому проникновению при пониженном, минимальном или нулевом распространении трещин. Образцы оценивались путем определения значений баллистического предела V50 различных испытательных образцов согласно техническим требованиям MIL-DTL-46100Е, MIL-A-46099C и MIL-DTL-32332, используя снаряды 7,62 мм (калибр 0,30 М2, АР). Далее описаны подробности изучения сплава авторами изобретения.
1. Подготовка экспериментальных плит сплава
[0050] Сформулирован новый состав низколегированной броневой стали. Авторы изобретения пришли к выводу, что такой состав сплава предпочтительно должен включать относительно высокое содержание никеля и низкие уровни примесных элементов: серы, фосфора и азота, и должен обрабатываться для получения плиты способом, обеспечивающим однородность. Несколько слитков сплава, имеющего экспериментальный химический состав, показанный в таблице 2, подготовлены методом внепечной обработки с помощью аргонокислородного обезуглероживания (АОД) или методом АОД и электрошлакового переплава (ЭШП). В таблице 2 указан желательный минимум и максимум, предпочтительный минимум и максимум (если это имеет место), и номинальный заданный уровень легирующих элементов, а также фактический химический состав полученного сплава. Остальной состав сплава включает железо и случайные примеси. Не имеющие ограничительного характера примеры элементов, которые могут присутствовать в качестве случайных примесей, включают медь, алюминий, титан, вольфрам и кобальт. Другие возможные случайные примеси, которые могут иметь происхождение из исходных материалов и/или из процессов обработки сплава, должны быть известны специалистам в области металлургии. Составы сплавов, указаны в таблице 2 и в более общем виде изложены в настоящем документе, в весовых процентах от общего веса сплава, если не указано иное. Кроме того в таблице 2 «LAP» означает «наиболее низкий возможный уровень».

[0051] Поверхности слитков шлифовались, используя обычные технологии. Слитки нагревались до температуры около 1300°F (704°С), выдерживались до выравнивания при этой температуре от 6 до 8 ч, нагревались со скоростью около 200°F/ч (93°С/ч) до температуры 2050°F (1121°С), и выдерживались при второй температуре в течение 30-40 мин на дюйм толщины. Затем слитки подвергались горячей прокатке до толщины 6-7 дюймов (15,2-17,8 см), конец обрезался и, при необходимости, повторно нагревались до 2050°F (1121°С) в течение 1-2 ч перед последующей дополнительной горячей прокаткой до слябов повторной прокатки толщиной около 1,50-2,65 дюймов (3,81-6,73 см). Слябы повторной прокатки подвергались отжигу для снятия внутренних напряжений, используя обычные технологии, а затем поверхности слябов подвергались пескоструйной очистке и чистовой прокатке для получения длинномерных плит с конечной калиброванной толщиной в диапазоне от 0,188 дюймов (4,8 мм) до 0,310 дюймов (7,8 мм). Затем длинномерные плиты подвергались полному отжигу, пескоструйной очистке, выравниванию и разрезанию для образования нескольких отдельных плит.
[0052] В определенных случаях слябы повторной прокатки повторно нагревались до температуры прокатки непосредственно перед стадией чистовой прокатки, необходимой для достижения конечной толщины. Более конкретно, определенные образцы плит проходили чистовую прокатку, как указано в таблице 3. Испытания проводились на образцах плит толщиной (номинал) 0,275 и 0,310 дюймов (7 и 7,8 мм), которые подвергались чистовой прокатке, как показано в таблице 3, для достижения возможных параметров термообработки, оптимизирующих твердость поверхности и баллистические характеристики.
| Таблица 3 | |
| Примерная толщина, дюймов (мм) | Параметры процесса горячей прокатки |
| 0,275 (7) | Повторный нагрев сляба при 0,5 в течение 10 мин. перед прокаткой до конечной толщины |
| 0,275 (7) | Без повторного нагрева непосредственно перед прокаткой до конечной толщины |
| 0,310(7.8) | Повторный нагрев сляба при 0,6 в течение 30 мин |
| Примерная толщина, дюймов (мм) | Параметры процесса горячей прокатки |
| мин перед прокаткой до конечной толщины | |
| 0,310(7.8) | Без повторного нагрева непосредственно перед прокаткой до конечной толщины |
2. Испытания на твердость
[0053] Плиты производились, как указано ранее в разделе 1, подвергались обработке на аустенизацию и закалке, разрезались на трети для формирования образцов для дальнейших испытаний и дополнительно подвергались отпуску. Аустенизация включала нагрев образцов до 1550-1650°F (843-899°С) с выдержкой в течение 40 мин при заданной температуре. Закалка включала охлаждение образцов на воздухе или закалку образцов в масле от температуры аустенизации до комнатной температуры (RT).
[0054] Использованный в настоящем документе термин «время выдержки при заданной температуре» означает длительность периода времени, в течение которого изделие выдерживается при заданной температуре после того, как, по меньшей мере, поверхность изделия достигнет этой температуры. Например, фраза «нагрев образца до 1650°F с выдержкой 40 мин при заданной температуре» означает, что образец нагревался до температуры 1650°F, и с момента, когда температура образца достигала 1650°F, образец выдерживался в течение 40 мин при 1650°. По истечении заданного времени выдержки при заданной температуре, температура изделия могла изменяться от заданной температуры. Используемый в настоящем документе термин «минимальное время в печи» относится к минимальной длительности периода времени, в течение которого изделие находилось в печи, то есть нагревалось до заданной температуры. Например, фраза «нагрев образца до 1650°F в печи минимум 40 мин» означает, что образец помещался в печь с температурой 1650°F на 40 мин, а затем извлекался из печи с температурой 1650°F.
[0055] Один из трех образцов от каждой аустенизированной и закаленной плиты сохранялся в состоянии закалки для испытаний. Остальные два образца, вырезанные из каждой аустенизированной и закаленной плиты, отпускались при 250°F (121°С) или 300°F (149°С) с выдержкой 90 мин при заданной температуре. Для уменьшения времени, необходимого для оценки твердости образца, все образцы вначале испытывались, используя метод Роквелла по шкале С (HRC), вместо испытаний на твердость по Бринеллю. Два образца, проявившие наибольшие значения HRC в состоянии после закалки, испытывались также для определения твердости по Бринеллю (НВ) в состоянии после закалки (т.е. перед отпуском). В таблице 4 приведены температуры аустенизации, вид закалки, толщина, и значения HRC для образцов, отпущенных при температуре 250°F (121°С) или 300°F (149°С). В таблице 4 также указано, были ли плиты, используемые для испытаний, повторно нагреты непосредственно перед прокаткой до конечной толщины. Кроме того, в таблице 4 приведена твердость НВ для не отпущенных образцов, в состоянии закалки, проявивших наибольшие значения HRC в состоянии закалки.
| Таблица 4 | |||||||
| Температура аустенизации (°F) | Вид охлаждения | Повтор-ный нагрев | Толщина | HRC в состоя- нии закалки | HB в состоя- нии закалки | HRC после отпуска при 250°F | HRC после отпуска при 300°F |
| 1550 | На воздухе | Нет | 0,275 | 50 | - | 54 | 54 |
| 1550 | На воздухе | Нет | 0,310 | 53 | - | 58 | 57 |
| 1550 | На воздухе | Да | 0,275 | 50 | - | 53 | 56 |
| 1550 | На воздухе | Да | 0,310 | 50 | - | 55 | 57 |
| 1550 | В масле | Нет | 0,275 | 48 | - | 54 | 56 |
| 1550 | В масле | Нет | 0,310 | 53 | - | 58 | 58 |
| 1550 | В масле | Да | 0275 | 59 | 624 | 52 | 53 |
| 1550 | В масле | Да | 0,310 | 59 | - | 55 | 58 |
| 1600 | На воздухе | Нет | 0,275 | 53 | 587 | 54 | 57 |
| 1600 | На воздухе | Нет | 0,310 | 48 | - | 56 | 57 |
| Температура аустенизации (°F) | Вид охлаждения | Повтор-ный нагрев | Толщина | HRC в состоя- нии закалки | НВ в состоя- нии закалки | HRC после отпуска при 250°F | HRC после отпуска при 300°F |
| 1600 | На воздухе | Да | 0,275 | 54 | - | 56 | 57 |
| 1600 | На воздухе | Да | 0,310 | 50 | - | 57 | 58 |
| 1600 | В масле | Нет | 0,275 | 53 | - | 54 | 57 |
| 1600 | В масле | Нет | 0,310 | 52 | - | 55 | 58 |
| 1600 | В масле | Да | 0,275 | 51 | - | 51 | 58 |
| 1600 | В масле | Да | 0,310 | 53 | - | 53 | 58 |
| 1650 | На воздухе | Нет | 0,275 | 46 | - | 54 | 56 |
| 1650 | На воздухе | Нет | 0,310 | 46 | - | 53 | 56 |
| 1650 | На воздухе | Да | 0,275 | 48 | - | 53 | 57 |
| 1650 | На воздухе | Да | 0,310 | 48 | - | 54 | 56 |
| 1650 | В масле | Нет | 0,275 | 47 | - | 52 | 55 |
| 1650 | В масле | Нет | 0,310 | 46 | - | 54 | 57 |
| 1650 | В масле | Да | 0,275 | 46 | - | 55 | 54 |
| 1650 | В масле | Да | 0,310 | 47 | - | 57 | 58 |
[0056] В таблице 5 приведены средние значения HRC для образцов, включенных в таблицу 4 в состоянии закалки и после отпуска при температурах 250°F (121°С) или 300°F (149°С) с выдержкой 90 мин при заданной температуре.
| Таблица 5 | |||
| Температура аустенизации (°F) | Среднее значение HRC в состоянии закалки | Среднее значение HRC после отпуска при 250°F | Среднее значение HRC после отпуска при 300°F |
| 1550 | 52 | 55 | 56 |
| 1600 | 52 | 55 | 57 |
| 1650 | 47 | 54 | 56 |
[0057] В общем, твердость по Бринеллю определяется по техническим требованиям ASTM Е-10 вдавливанием индентора в виде шарика из закаленной стали или твердого сплава заданного диаметра при заданной нагрузке в поверхность образца, и измерением диаметра углубления, оставшегося после испытаний. Число твердости по Бринеллю или НВ, полученное делением использованной нагрузки индентора (в килограммах) на фактическую площадь поверхности углубления (в квадратных миллиметрах). Результатом является измеренное давление, но, если указывается значение НВ, единицы измерения сообщаются редко.
[0058] При оценке числа твердости по Бринеллю образцов стальной брони использовался настольный прибор для вдавливания шарика индентора диаметром 10 мм из карбида вольфрама в поверхность испытательного образца. На приборе прилагалась нагрузка 3000 кг, обычно в течение 10 с. После извлечения шарика определялся диаметр оставшегося круглого отпечатка. Значение НВ рассчитывалось по следующей формуле:

где НВ=значение твердости по Бринеллю; Р=приложенная нагрузка, кг; D=диаметр сферического индентора, мм; d=диаметр оставшегося отпечатка индентора, мм.
[0059] Могли выполняться несколько испытаний НВ в области поверхности броневой плиты, и каждый результат испытаний мог иметь несколько отличающееся число твердости. Эти колебания твердости могли возникать вследствие минимальных колебаний локального химического состава и микроструктуры плиты, поскольку даже гомогенная броня не абсолютно однородна. Небольшие колебания при измерении твердости могут также возникать вследствие ошибок в измерении диаметра отпечатка индентора на образце. С учетом ожидаемых колебаний измерений твердости любого единичного образца, значения НВ часто представляют в виде диапазона, а не отдельных дискретных значений.
[0060] Как указано в таблице 4, наивысшей твердостью по Бринеллю, измеренной для образцов, были значения 624 и 587. Это были образцы в состоянии после закалки, с аустенизацией при температурах 1550°F (843°С) (НВ 624) или 1600°F (871°С) (НВ 587). Один из двух образцов закаливался в масле (НВ 624), а другой охлаждался на воздухе, и только один из двух образцов (НВ 624) нагревался повторно перед прокаткой до конечной толщины.
[0061] В общем, наблюдалось, что при использовании отпуска, направленного на увеличение твердости образца, температура отпуска 300°F (149°С) привела к большему увеличению твердости при всех температурах аустенизации. Кроме того, наблюдалось, что увеличение температуры аустенизации, в целом, имело тенденцию к уменьшению конечной достигнутой твердости. Эти отношения показаны на фиг.1, где приведены графики средней твердости HRc как функции температуры аустенизации для образцов толщиной 0,275 дюймов (7 мм) (левая плита) и 0,310 дюймов (7,8 мм) (правая плита) в состоянии после закалки (AgeN) или после отпуска при температуре 250°F (121°С) (Аде25) или 300°F (149°С) (Аge30).
[0062] На фиг.2 и 3 рассмотрено влияние на твердость вида закалки и того, нагревались ли слябы повторно перед прокаткой до номинальной конечной толщины 0,275 и 0,310 дюймов (7 и 7,8 мм). На фиг.2 графики твердости HRC как функция температуры аустенизации для не нагревавшихся повторно образцов толщиной 0,275 дюймов (7 мм) (верхняя левая плита), нагревавшихся повторно образцов толщиной 0,275 дюймов (7 мм) (нижняя левая плита), не нагревавшихся повторно образцов толщиной 0,310 дюймов (7,8 мм) (верхняя правая плита), и нагревавшихся повторно образцов толщиной 0,310 дюймов (7,8 мм) (нижняя правая плита) в состоянии после закалки (AgeN), или после отпуска при температуре 250°F (121°С) (Age25) или 300°F (149°С) (Age30). Аналогично, на фиг.3 графики твердости HRC как функция температуры аустенизации для охлажденных на воздухе образцов толщиной 0,275 дюймов (7 мм) (верхняя левая плита), закаленных в масле образцов толщиной 0,275 дюймов (7 мм) (нижняя левая плита), охлажденных на воздухе образцов толщиной 0,310 дюймов (7,8 мм) (верхняя правая плита) и закаленных в масле образцов толщиной 0,310 дюймов (7,8 мм) (нижняя правая плита) в состоянии после закалки (AgeN) или после отпуска при температуре 250°F (121°С) (Age25) или 300°F (149°С) (Age30). Средняя твердость образцов, обработанных при каждой из температур аустенизации и удовлетворяющих условиям, относящимся к каждой из плит на фиг.2 и 3, построена для каждой плиты, как точки квадратной формы на графике, и все такие точки на графике для каждой плиты соединены пунктирными линиями, чтобы лучше отобразить любую тенденцию. Общая средняя твердость всех образцов, рассматриваемая для каждой плиты на фиг.2 и 3, построена для каждой плиты как точки ромбовидной формы на графике.
[0063] Со ссылкой на фиг.2, в целом, наблюдается, что влияние на твердость повторного нагрева перед прокаткой до окончательной толщины минимальное, и неочевидное по сравнению с влиянием других переменных факторов. Например, только один из двух образцов с наибольшей твердостью по Бринеллю повторно нагревался перед прокаткой до окончательной толщины. Со ссылкой на фиг.3, в целом, наблюдается, что любая разница в твердости, возникшая из-за использования охлаждения на воздухе по сравнению с закалкой в масле после нагрева для аустенизации, минимальна. Например, только один из двух образцов с наибольшей твердостью по Бринеллю был из плиты, повторно нагревавшейся перед прокаткой до окончательной толщины.
[0064] Определено, что образцы экспериментального сплава содержали высокую концентрацию остаточного аустенита после закалки от температуры аустенизации. При большей толщине плиты и повышенной температуре аустенизации проявляется тенденция к получению более высоких уровней остаточного аустенита. Кроме того, наблюдается, что в процессе отпуска, как минимум, некоторая доля аустенита превращается в мартенсит. Любой неотпущенный мартенсит, присутствующий после отпуска, может понижать прочность конечного материала. Сделан вывод, что для получения оптимальной прочности может использоваться добавочный отпуск для дополнительного превращения любого остаточного аустенита в мартенсит. На основании наблюдений авторов изобретения температура аустенизации, как минимум, 1500°F (815°С), и более предпочтительная температура, как минимум, 1550°F (843°С), оказалась удовлетворительной для изделий, оцениваемых с точки зрения достижения высокой твердости.
3. Испытания баллистических характеристик
[0065] Несколько испытательных плит размером 18×18 дюймов (45,7×45,7 см) с номинальной толщиной 0,275 дюймов (7 мм) подготавливались, как описано ранее в разделе 1, и обрабатывались по режимам, описанным далее. Затем плиты подвергались испытанию баллистических характеристик, как описано далее.
[0066] Восемь испытательных плит производились, как описано в разделе 1, и обрабатывались, как указано далее. Восемь плит подвергались аустенизации при температуре 1600°F (871°С) с выдержкой 35 мин (+/- 5 мин), охлаждались на воздухе до комнатной температуры и испытывались на твердость. Твердость НВ одной из восьми плит, аустенизованных при 1600°F (871°С), определялась после охлаждения на воздухе в состоянии после аустенизации, без отпуска (в состоянии закалки). Плита в состоянии закалки проявляла твердость около 600 ВН.
[0067] Шесть из восьми плит, аустенизованных при 1600°F (871°С) и охлажденных на воздухе, разрезались на три набора по два, и каждый набор отпускался при одной из температур 250°F (121°С), 300°F (149°С) и 350°F (177°С) с выдержкой 90 мин (+/- 5 мин), охлаждался до комнатной температуры и испытывался на твердость. Одна плита каждого из трех наборов отпущенных плит (всего три плиты) откладывалась, а остальные три отпущенные плиты подвергались повторному отпуску при исходной для каждой из них температуре отпуска 250°F (121°С), 300°F (149°С) или 350°F (177°С) с выдержкой 90 мин (+/-5 мин), охлаждались на воздухе до комнатной температуры, и испытывались на твердость. Эти шесть плит указаны в таблице 6 под идентификационными номерами от 1 до 6.
[0068] Одна из восьми плит, аустенизированных при 1600Т (871°С) и охлажденных на воздухе, погружалась в талую воду с температурой 32°F (0°С) на 15 мин, а затем извлекалась и испытывалась на твердость. Затем плита отпускалась при 300°F (149°С) с выдержкой 90 мин (+/- 5 мин), охлаждалась на воздухе до комнатной температуры, погружалась в талую воду с температурой 32°F (0°С) на 15 мин, а затем извлекалась и испытывалась на твердость. Затем образец повторно отпускался при 300°F (149°С) с выдержкой 90 мин (+/- 5 мин), охлаждался на воздухе до комнатной температуры, снова погружался в талую воду с температурой 32°F (0°С) на 15 мин, а затем извлекался и испытывался на твердость. Эта плита указана в таблице 6 под идентификационным номером 7.
[0069] Три дополнительные испытательные плиты подготавливались, как описано ранее в разделе 1, а затем обрабатывались, как указано далее, и подвергались испытаниям баллистических характеристик. Каждая из трех плит подвергалась аустенизации при температуре 1950°F (1065°С) с выдержкой 35 мин (+/- 5 мин), охлаждалась на воздухе до комнатной температуры и испытывалась на твердость. Каждая из трех плит подвергалась отпуску при температуре 149°С с выдержкой 90 мин (+/- 5 мин), охлаждалась на воздухе до комнатной температуры и испытывалась на твердость. Две из трех отпущенных, охлажденных на воздухе плит, затем подвергались повторному отпуску при температуре 149°С с выдержкой 90 мин (+/- 5 мин), охлаждались на воздухе и испытывались на твердость. Одна из повторно отпущенных плит затем подвергалась криогенному охлаждению при температуре -84°С, оставлялась до достижения комнатной температуры и испытывалась на твердость. Эти три плиты в таблице 6 обозначены номерами 9-11.
[0070] Одиннадцать плит, указанных в таблице 6, отдельно испытывались на баллистические характеристики, оценивая баллистический предел V50 (защиты), используя снаряды 7,62 мм (калибр 0,30 М2, АР), согласно техническим требованиям MIL-DTL-46100E. Значение баллистического предела V50 - расчетная скорость снаряда, при которой с вероятностью 50% снаряд проникает в бронированную испытательную плиту.
[0071] Точнее говоря, по американским военным техническим условиям MIL-DTL-46100E («Броня, плита, стальная, обработанная, с высокой твердостью»), MIL-A-46099C («Броневая плита, стальная, соединенная прокаткой, многослойная, с двойной твердостью (от 0,187 дюймов до 0,700 дюймов включительно»)) и MIL-DTL-32332 («Броневая плита, стальная, обработанная, со сверхвысокой твердостью»), значение баллистического предела V50 (защиты) представляет собой среднюю скорость из шести значительных скоростей при ударе, включая три наименьших скорости снарядов, в результате полного проникновения, и три наибольших скорости снарядов, в результате частичного проникновения. Допускается максимальный разброс 150 фут/с между наименьшими и наибольшими скоростями, используемыми при определении значения баллистического предела V50.
[0072] В случаях, когда наименьшая скорость при полном проникновении меньше, чем наивысшая скорость при частичном проникновении, более чем на 150 фут/с, баллистический передел основывается на десяти скоростях (пять наименьших скоростей, в результате полного проникновения, и пять наибольших скоростей, в результате частичных проникновений). Если используется баллистический предел с чрезмерным разбросом по десяти залпам, разброс скорости должен быть уменьшен до наименьшего уровня при частичном проникновении, как можно ближе к значению 150 фут/с. Обычно для определения баллистического предела (защиты) V50 используется метод стрельбы с повышением и понижением скорости, все скорости подлежат корректировке до скорости при ударе. Если расчетное значение баллистического предела V50 меньше, чем 30 фут/с сверх необходимого минимума, и если существует интервал (высокая скорость при частичном проникновении, ниже низкой скорости при полном проникновении) 30 фут/с или больше, стрельба снарядами продолжается по необходимости, для понижения интервала до 25 фут/с или меньше.
[0073] Значение баллистического предела V50, определенное для испытательной плиты, может сравниваться с требуемым минимальным значением баллистического предела V50 для конкретной толщины испытательной плиты. Если расчетное значение баллистического предела V50 для испытательной плиты превышает требуемое минимальное значение баллистического предела V50, можно сказать, что испытательная плита соответствует требуемому критерию баллистической характеристики. Минимальные значения баллистического предела V50 для брони плиты установлены в различных военных технических требованиях США, в том числе, MIL-DTL-46100E, MIL-A-46099C и MIL-DTL-32332.
[0074] В таблице 6 приведена следующая информация для каждой из одиннадцати плит, прошедших баллистические испытания: идентификационный номер образца; температура аустенизации; твердость НВ после охлаждения до комнатной температуры от температуры аустенизации (в состоянии после закалки); параметры отпуска (если он используется); твердость НВ после охлаждения до комнатной температуры от температуры отпуска; параметры повторного отпуска (если он используется); твердость НВ после охлаждения до комнатной температуры от температуры повторного отпуска; и разница в фут/с между расчетным значением баллистического предела V50 и требуемым минимальным значением баллистического предела V50, согласно техническим требованиям MIL-DTL-46100E и MIL-A-46099C. Положительная разность значений V50 в таблице 6 (например, "+419") указывает, что расчетный баллистический предел V50 для плиты превышает требуемый V50 на указанную величину. Отрицательная разность значений (например, -44) указывает, что расчетный баллистический предел V50 для плиты меньше требуемого значения баллистического предела V50, указанного в военных технических требованиях на указанную величину.
| Таблица 6 | ||||||||||
| Идентификационный номер | Температура аустенизации "(°F) | Твердость (НВ)в состоянии закалки | Отпуск (мин при °F) | Твер- дость (НВ) после отпуска | Повтор- ный отпуск (мин при °F) | Твердость(НВ) после повторно-го отпуска | Повтор-ный отпуск (мин при °F) | Твердость(НВ) после повторно го отпуска | V50 относите-льно 46100Е (фут/с) | V50 отно-сите-льно 46099С (фут/с) |
| 1 | 1600 | 600 | 90 при 250 | 600 | Нет данных | Нет данных | Нет данных | Нет данных | +419 | +37 |
| 2 | 1600 | 600 | 90 при 250 | 600 | 90 при 250 | 600 | Нет данных | Нет данных | +341 | -44 |
| 3 | 1600 | 600 | 90 при 300 | 600 | Нет данных | Нет данных | Нет данных | Нет данных | +309 | -74 |
| 4 | 1600 | 600 | 90 при 300 | 600 | 90 при 300 | 600 | Нет данных | Нет данных | +346 | -38 |
| 5 | 1600 | 600 | 90 при 350 | 578 | Нет данных | Нет данных | Нет данных | Нет данных | +231 | -153 |
| 6 | 1600 | 600 | 90 при 350 | 578 | 90 при 350 | 578 | Нет данных | Нет данных | +240 | -144 |
| 7 | 1600 | 600 | 15 при 32 | 600 | 90 при 300+АС+15 при 32 | 600 | 90 при 300+АС+15 при 32 | 600 | +372 | -16 |
| 8 | 1950 | 555 | 90 при 300 | 555 | Нет данных | Нет данных | Нет данных | Нет данных | +243 | -137 |
| 9 | 1950 | 555 | 90 при 300 | 555 | 90 при 300 | 555 | Нет данных | Нет данных | +234 | -147 |
| 10 | 1950 | 555 | 90 при 300 | 90 при 300 | -120 | |||||
[0075] Восемь дополнительных испытательных плит размером 18x18 дюймов (45,7×45,7 см) (номинал), с номерами 12-19, состоящие из экспериментального сплава, подготавливались, как описано ранее в разделе 1. Каждая плита была номинальной толщиной 0,275 дюймов (7 мм) или 0,320 дюймов (7,8 мм). Каждая из восьми плит подвергалась аустенизации путем нагрева до температуры 871°С в течение 35 мин (+/- 5 мин), а затем охлаждались на воздухе до комнатной температуры. Плита 12 оценивалась по баллистическим характеристикам в состоянии после закалки (после охлаждения, без отпуска) против снарядов 7,62 мм (калибр 0,30) М2, АР. Плиты 13-19 подвергались индивидуальным режимам отпуска, приведенным в таблице 7, охлаждались на воздухе до комнатной температуры, а затем оценивались по баллистическим характеристикам также, как описанные выше плиты 1-11. Каждое из времен отпуска, приведенных в таблице 7, - примерное, и отличалось на +/- 5 мин от указанной продолжительности. В таблице 8 приведено расчетное значение баллистического предела (характеристики) V50 каждой из испытательных плит 12-19, вместе с требуемым минимальным значением баллистического предела V50, согласно техническим требованиям MIL-DTL-46100E и MIL-A-46099C для конкретной толщины панели, приведенной в таблице 7.
| Таблица 7 | |||||||||||||
| Идентифика-цион- ный номер | Толщи-на (дюйм) | Без отпуска | Отпуск при 175°F в тече- ние 60 мин | Отпуск при 200°F в тече- ние 60 мин | Отпуск при 225°F в тече- ние 60 мин | Отпуск при 250°F в тече- ние 60 мин | Отпуск при 250°F в тече- ние 60 мин | Отпуск при 250°C в тече- ние 90 мин | Отпуск при 250°F в тече- ние 120 мин | ||||
| 12 | 0,282 | X | |||||||||||
| 13 | 0,280 | X | |||||||||||
| 14 | 0,281 | X | |||||||||||
| 15 | 0,282 | X | |||||||||||
| 16 | 0,278 | X | |||||||||||
| 17 | 0,278 | X | |||||||||||
| 18 | 0,285 | X | |||||||||||
| 19 | 0,281 | X | |||||||||||
| Таблица 8 | |||||||||||||
| Обозначение образца | Расчетный баллистичес- кий предел V50 (фут/с) | Мин. баллистический предел V50 по MIL-DTL-46100E (фут/с) | Мин. баллистический предел V50 по MIL-А-46099С (фут/с) | ||||||||||
| 12 | 2936 | 2426 | 2807 | ||||||||||
| 13 | 2978 | 2415 | 2796 | ||||||||||
| 14 | 3031 | 2421 | 2801 | ||||||||||
| 15 | 2969 | 2426 | 2807 | ||||||||||
| 16 | 2877 | 2403 | 2785 | ||||||||||
| 17 | 2915 | 2403 | 2785 | ||||||||||
| 18 | 2914 | 2443 | 2823 | ||||||||||
| 19 | 2918 | 2421 | 2801 | ||||||||||
[0076] С целью оптимизации твердости и баллистических характеристик сплава прокат в виде, например, плит, бруса и листа может изготавливаться из сплавов в соответствии с настоящим изобретением по режимам, включающим стадии, сформулированные по предшествующим наблюдениям и заключениям. Как понятно специалисту, продукция «плита» имеет номинальную толщину, по меньшей мере, 3/16 дюйма и ширину, по меньшей мере, 10 дюймов, а продукция «лист» имеет номинальную толщину не более 3/16 дюйма и ширину, по меньшей мере, 10 дюймов. Специалисту понятна разница между различной катаной продукцией, такой как плита, лист и брус.
4. Испытания на охлаждение
а. Проба 1
[0077] Группы образцов с размерами 0,275×18×18 дюймов, имеющих химический состав, показанный в таблице 2, обрабатывались по режиму аустенизации с нагревом образцов до температуры 871±6°С в течение 35 мин(±5 мин), и охлаждались до комнатной температуры, используя различные методы для влияния на ход кривой охлаждения. Охлажденные образцы затем отпускались в течение заданного времени и охлаждались на воздухе до комнатной температуры. Образцы испытывались на твердость по Бринеллю и на баллистические характеристики. Желательными были значения баллистического предела V50, отвечающие требованиям технических требований MIL-DTL-46100E. Предпочтительно, чтобы баллистические характеристики, оцененные по значениям баллистического предела V50, были не менее чем на 150 фут/с меньше, чем значения V50, предусмотренные техническими требованиями MIL-A-46099C. В общем, технические требования MIL-A-46099C требуют значительно больших значений V50, которые, как правило, на 300-400 фут/с больше, чем предусмотрено в MIL-DTL-46100E.
[0078] В таблице 9 приведены результаты испытаний твердости и V50 для образцов, охлажденных от температуры аустенизации путем вертикального подвешивания на стойке для охлаждения с промежутком 1 дюйм между образцами, с оставлением образцов для охлаждения до комнатной температуры на спокойном воздухе в комнатной среде. На фиг.4 схематически показано расположение пакетов для этих образцов.
[0079] В таблице 10 приведена твердость и значения V50 для образцов, охлажденных от температуры аустенизации, используя общие условия охлаждения и такое же вертикальное подвешивание образцов, как в таблице 9, но при охлаждении вокруг образцов циркулировал воздух с комнатной температурой, нагнетаемый вентилятором. Таким образом, средняя скорость, с которой образцы, приведенные в таблице 10, охлаждались от температуры аустенизации, превышала скорость для образцов, приведенную в таблице 9.
[0080] В таблице 11 приведены результаты испытаний твердости и V50 для образцов, охлажденных на воздухе, расположенных горизонтально на стойке для охлаждения и уложенных в пакет в контакте с соседними образцами, так чтобы это влияло на скорость охлаждения образцов от температуры аустенизации. Значения V50, включенные в таблицу 11, построены на графике как функция режима отпуска на фиг.6. Для образцов из таблицы 11 использовались четыре различных расположения пакетов. В одном расположении, показанном в верхней части фиг.5, два образца располагались в контакте друг с другом. В другом расположении, показанном в нижней части фиг.5, три образца располагались в контакте друг с другом. На фиг.8 представлен график кривых охлаждения для образцов, уложенных в пакет, как показано в верхней и нижней части фиг.5. На фиг.7 показаны два дополнительных расположения пакетов, где каждые четыре плиты (верхняя часть) или пять плит (нижняя часть) при охлаждении от температуры аустенизации располагались в контакте друг с другом. На фиг.9 представлен график кривых охлаждения для образцов, уложенных в пакет, как показано в верхней и нижней частях фиг.7.
[0081] Для каждого образца, приведенного в таблице 11, во втором столбце таблицы указано общее количество образцов, связанных с пакетным расположением. Ожидалось, что циркуляция воздуха вокруг образцов (по сравнению с охлаждением на спокойном воздухе) и расположение различного количества образцов в контакте друг с другом, как образцы в таблицах 9, 10, и 11, влияет на форму кривых охлаждения для различных образцов. Иначе говоря, ожидалось, что ход отдельных кривых охлаждения (т.е. форма кривых) отличается для различных расположений образцов в таблицах 9, 10, и 11. Например, скорость охлаждения одной или нескольких областей кривых охлаждения для образца, охлажденного в контакте с другими образцами, может быть меньше, чем скорость охлаждения для вертикально подвешенного с промежутком образца, в той же области кривой охлаждения. Предполагается, что разница в охлаждении образцов привела к различиям микроструктуры, которая неожиданно влияла на баллистическое сопротивление проникновению образцов, как описано ниже.
[0082] В таблицах 9-11 указаны режимы отпуска, использованные для каждого образца, включенного в эти таблицы. Результаты V50 в таблицах 9-11 приведены как разность в фут/с, относительно требуемого минимального значения баллистического предела V50 для отдельных размеров испытательных образцов, предусмотренного техническими требованиями MIL-A-46099C. Как пример, значение «-156» показывает, что значение баллистического предела V50 для образца, оцениваемого по военным техническим требованиям, используя снаряды 7,62 мм (калибр 0,30 М2, АР), меньше на 156 фут/с, чем значение, предусмотренное военными техническими требованиями, а значение «+82» показывает, что значение баллистического предела V50 превысило предусмотренное значение на 82 фут/с. Таким образом, большие положительные значения разности наиболее желательны, так как они отображают сопротивление баллистическому проникновению, которое превышает значение баллистического предела V50, предусмотренное военными техническими требованиями. Значения V50, приведенные в таблице 9, оценивались после растрескивания (разрушения) плит мишени в ходе баллистических испытаний. В результате баллистических испытаний образцы, приведенные в таблицах 9 и 10, испытывали более высокий уровень трещинообразования.
| Таблица 9 - | |||||||
| Охлаждение на спокойном воздухе, образцы, подвешенные вертикально с промежутком 1 дюйм | |||||||
| Образец | Режим отпуска (темп. °F/время выдержки при темп./охлаждение) | V50 (46099С) (фут/с) | Средняя твердость в состоянии после аустенизации (НВ) | Средняя твердость после отпуска (НВ) | |||
| 79804АВ1 | 200/60/АС | - | 712 | 712 | |||
| 79804АВ2 | 200/60/АС+ | - | 712 | 712 | |||
| 350/60/АС | +3 | 712 | 640 | ||||
| 79804АВ3 | 200/60/АС | - | 712 | 704 | |||
| 79804АВ4 | 200/60/АС | - | 712 | 712 | |||
| 79804АВ5 | 225/60/АС | - | 712 | 712 | |||
| 79804АВ6 | 225/60/АС | - | 712 | 704 | |||
| 79804АВ7 | 225/60/АС | - | 712 | 712 | |||
| 79804AB8 | 400/60/АС | -155 | 712 | 608 | |||
| 79804АВ9 | 500/60/АС | -61 | 712 | 601 | |||
| 79804АВ10 | 600/60/АС | -142 | 712 | 601 | |||
| Таблица 10 - | |||||||
| Охлаждение вентилятором, образцы, подвешенные вертикально с промежутком 1 дюйм | |||||||
| Образец | Режим отпуска (темп. °F/время выдержки при темп./охлаждение) | V50 (оцениваемое) (46099C) (фут/с) | Средняя твердость в состоянии после аустенизации (НВ) | Средняя твердость после отпуска (НВ) | |||
| 79373АВ1 | 200/60/АС | -95 | 712 | 675 | |||
| 79373AB2 | 200/120/АС | -47 | 712 | 675 | |||
| 79373AB3 | 225/60/АС | +35 | 712 | 668 | |||
| 79373АВ4 | 225/120/АС | -227 | 712 | 682 | |||
| 79373АВ5 | 250/60/АС | +82 | 712 | 682 | |||
| 79373АВ6 | 250/120/АС | +39 | 712 | 682 | |||
| 79373АВ7 | 275/60/АС | +82 | 712 | 682 | |||
| 79373АВ8 | 275/120/АС | +13 | 712 | 675 | |||
| 79373АВ9 | 300/60/АС | -54 | 712 | 675 | |||
| Таблица 11 - | |||||
| Охлаждение на спокойном воздухе, пакетированные образцы | |||||
| Образец | Пакетирование (кол. плит образцов) | Режим отпуска (темп. °F/время выдержки при темп./охлаждение) | V50 (46099С) (фут/с) | Средняя твердость в состоянии после аустенизации (НВ) | Средняя твердость после отпуска (НВ) |
| 79804АВ3 | 2 | 225/60/АС | +191 | 653 | 653 |
| 79804АВ4 | 2 | 225/60/АС | +135 | 653 | 653 |
| 79804АВ1 | 3 | 225/60/АС | +222 | 640 | 627 |
| 79804АВ5 | 3 | 225/60/АС | +198 | 640 | 640 |
| 79804АВ6 | 3 | 225/60/АС | +167 | 627 | 627 |
| 79804АВ7 | 4 | 225/60/АС | +88 | 646 | 646 |
| 79373DA1 | 4 | 225/60/АС | +97 | 601 | 601 |
| 79373DA2 | 4 | 225/60/АС | -24 | 601 | 601 |
| 79373DA3 | 4 | 225/60/АС | +108 | 620 | 607 |
| 79373DA4 | 5 | 225/60/АС | +114 | 627 | 614 |
| 79373DA5 | 5 | 225/60/АС | +133 | 627 | 601 |
| 79373DA6 | 5 | 225/60/АС | +138 | 620 | 601 |
| 79373DA7 | 5 | 225/60/АС | +140 | 620 | 614 |
| 79373DA8 | 5 | 225/60/АС | +145 | 614 | 621 |
[0083] Значение твердости для образцов, приведенных в таблице 11, были значительно меньше, чем для образцов в таблицах 9 и 10. Вероятно, эта разница возникает в результате расположения образцов в контакте друг с другом при охлаждении от температуры аустенизации, что изменяет кривую охлаждения образцов относительно образцов, закаленных на воздухе из таблиц 9 и 10 и фиг.4. Предполагается также, что замедленное охлаждение, используемое для образцов из таблицы 11, действует как самоотпуск материала в процессе охлаждения от температуры аустенизации до комнатной температуры.
[0084] Как указывалось ранее, обычное убеждение состоит в том, что повышение твердости стальной брони повышает стойкость брони к разрушению попадающими снарядами, и поэтому будет улучшать оцениваемые баллистические характеристики, например, при испытании значения баллистического предела V50. Образцы из таблиц 9 и 10 по составу были идентичны образцам из таблицы 11 и, за исключением способа охлаждения от температуры аустенизации, обрабатывались, по существу, таким же образом. Таким образом, специалисты в области производства материалов стальной брони вправе ожидать, что уменьшение поверхностной твердости образцов из таблицы 11 отрицательно сказалось бы на сопротивлении ударному баллистическому проникновению, и привело бы к уменьшению значения баллистического предела V50 для образцов из таблиц 9 и 10.
[0085] Вместо того, авторы настоящего изобретения обнаружили, что образцы из таблицы 11 неожиданно проявили улучшенное сопротивление проникновению при меньшем трещинообразовании, одновременно сохраняя положительные значения . Принимая во внимание очевидное улучшение баллистических свойств в экспериментальных исследованиях при отпуске стали после охлаждения от температуры аустенизации, предполагается, что в различных вариантах удаления вторичной окалины полезным был бы отпуск при температурах 250-450°F, предпочтительно при 375°F, в течение около 1 ч, после охлаждения от температуры аустенизации.
[0086] Среднее значение баллистического предела V50 в таблице 11 составляет на 119,6 фут/с больше, чем требуемое значение баллистического предела V50 для образцов по техническим требованиям MIL-A-46099C. Соответственно, экспериментальные данные в таблице 11 показывают, что варианты стальной брони согласно настоящему изобретению имеют скорости V50, близкие или превышающие требуемые значения по MIL-A-46099C. Напротив, среднее значение баллистического предела V50, приведенное в таблице 10, для образцов, охлажденных с высокой скоростью, было всего на 2 фут/с выше, чем необходимо по техническим требованиям, и образцы проявляли неприемлемое сопротивление множественному трещинообразованию. Учитывая, что требования к значению баллистического предела V50 по MIL-A-46099C примерно на 300-400 фут/с выше, чем по техническим требованиям MIL-DTL-461000E, различные варианты стальной брони, согласно настоящему изобретению, также приближаются к значениям, требуемым по MIL-DTL-46100E, или отвечают им. Никоим образом, не ограничивая объем настоящего изобретения, значения баллистического предела V50 предпочтительно составляют не менее чем на 150 фут/с меньше значений, предусмотренных MIL-A-46099C. Иначе говоря, значение баллистического предела V50 является, как минимум, таким же по величине, как значение V50, меньшее на 150 фут/с, чем требуемое значение V50, согласно техническим требованиям MIL-A-46099C, при минимальном распространении трещин.
[0087] Средняя характеристика сопротивления проникновению для вариантов из таблицы 11 является значительной, и считается, как минимум, сопоставимой с некоторыми более дорогими высоколегированными материалами брони или броневой плиты двойной твердости К-12®. В целом, хотя образцы из стальной брони из таблицы 11 обладают значительно меньшей поверхностной твердостью, чем образцы из таблиц 9 и 10, они неожиданно демонстрируют значительно большее сопротивление баллистическому проникновению, при меньшей склонности к распространению трещин, что сравнимо с баллистическим сопротивлением некоторых более дорогих высоколегированных броневых сплавов.
[0088] Без намерения связывать это с какой-либо конкретной теорией, авторы изобретения считают, что уникальный состав стальной брони согласно настоящему изобретению, и нетрадиционному подходу к охлаждению брони от температуры аустенизации важны для создания стальной брони с неожиданно высоким сопротивлением проникновению. Авторы изобретения наблюдали, что высокие баллистические характеристики образцов из таблицы 11 были не просто функцией пониженной твердости образцов по сравнению с образцами из таблиц 9 и 10. Действительно, как показано далее в таблице 12, некоторые образцы из таблицы 9 имели после отпуска твердость, практически такую же, так образцы после отпуска из таблицы 11, но образцы из таблицы 11, охлажденные от температуры аустенизации по другому режиму, чем образцы из таблиц 9 и 10, обладали значительно более высокими значениями баллистического предела V50, при пониженном трещинообразовании. Поэтому, без намерения связывать это с какой-либо конкретной теорией, предполагается, что заметное улучшение сопротивления проникновению в таблице 11 возможно в результате неожиданных и значительных изменений микроструктуры, возникающих вследствие необычного способа охлаждения, и дополнительно обеспечивает материалу возможность самоотпуска в процессе охлаждения до комнатной температуры.
[0089] Хотя в настоящих испытаниях кривая охлаждения была изменена по сравнению с традиционной стадией закалки на воздухе путем расположения образцов в контакте друг с другом в горизонтальной ориентации на стойке для охлаждения, на основании наблюдений авторов изобретения, обсуждаемых здесь, предполагается, что для положительного влияния на баллистические характеристики сплава, согласно настоящему изобретению, могут использоваться другие средства изменения традиционной кривой охлаждения. Примеры возможных способов благотворного изменения кривой охлаждения сплава включают охлаждение от температуры аустенизации в контролируемой зоне охлаждения или покрытие сплава теплоизоляционным материалом, например, каолиновой ватой, в течение всего или части этапа охлаждения сплава от температуры аустенизации.
| Таблица 12 | |||
| Таблица 9 - Выбранные образцы | Таблица 11 - Выбранные образцы | ||
| Средняя твердость после отпуска (НВ) | V50 (46099С) (фут/с) | Средняя твердость после отпуска (НВ) | V50 (46099С) (фут/с) |
| 640 | +3 | 640 | +198 |
| 608 | -155 | 607 | +108 |
| 601 | -61 | 601 | +97 |
| 601 | -142 | 601 | -24 |
| 601 | +133 | ||
| 601 | +138 | ||
[0090] В свете преимуществ, полученных от высокой твердости бронированных объектов, низколегированные стали, согласно настоящему изобретению, могут обладать твердостью, как минимум 550 НВ, и в различных вариантах - как минимум 570 НВ или 600 НВ. На основании приведенных результатов испытаний и наблюдений авторов настоящего изобретения, стали, в соответствии с настоящим изобретением, могут обладать твердостью, большей, чем 550 НВ, и меньшей, чем 700 НВ, а в различных вариантах больше, чем 550 или 570 НВ, и меньше, чем 675. В соответствии с различными другими вариантами, стали, в соответствии с настоящим изобретением, обладают твердостью, как минимум, 600 НВ и меньшей, чем 675 НВ. Твердость, вероятно, играет важную роль в установлении баллистических характеристик. Однако экспериментальные броневые сплавы, произведенные согласно настоящему способу, также проявляют неожиданно значительное сопротивление проникновению из-за изменений микроструктуры, возникающих вследствие нетрадиционного способа охлаждения образцов, который изменяет кривые охлаждения образцов по сравнению с кривой, характеризующей обычную стадию охлаждения образцов на воздухе от температуры аустенизации.
b. Проба 2
[0091] Для изучения конкретных изменений кривых охлаждения сплавов, охлаждаемых от температуры аустенизации, которые могут, хотя бы частично, отвечать за неожиданное улучшение сопротивления баллистическому проникновению сплавов в соответствии с настоящим изобретением, проводились экспериментальные пробы. Две группы из трех плит толщиной 0,310 дюймов, имеющие химический состав, показанный в таблице 2, нагревались до температуры аустенизации 871±6°С в течение 35 мин (± 5 мин). Для изучения влияния на кривые охлаждения образцов от температуры аустенизации, группы укладывались в лоток печи в двух различных приспособлениях. В первом приспособлении, показанном на фиг.10, три образца (обозначенные DA-7, DA-8 и DA-9) подвешивались вертикально с минимальным промежутком между образцами 1 дюйм. Первая термопара (названная «канал 1») устанавливалась на лицевой поверхности среднего образца (DA-8) подвешенных образцов. Вторая термопара (канал 2) устанавливалась на обратной поверхности (т.е., не обращенной к средней плите) наружной плиты (DA-7). Во втором приспособлении, показанном на фиг.11, три образца укладывались пакетом горизонтально, в контакте друг с другом, образец ВА-10 внизу, образец ВА-2 - наверху и образец ВА-1 - в середине. Первая термопара (канал 3) устанавливалась на верхней поверхности нижнего образца, а вторая термопара (канал 4) устанавливалась на нижней поверхности верхнего образца (противоположной верхней поверхности среднего образца). Затем каждое приспособление с образцами нагревалось и выдерживалось при температуре аустенизации, лоток с образцами извлекался из печи и остывал на спокойном воздухе, пока образцы не остывали ниже температуры 149°С.
[0092] Твердость (НВ) оценивалась на углу каждого образца после охлаждения от температуры аустенизации до комнатной температуры, и снова - после того как каждый прошедший аустенизацию образец отпускался в течение 60 мин при температуре 107°С. Результаты показаны в таблице 13.
| Таблица 13 | ||||||||
| Образцы | Твердость (НВ) в углу образца после охлаждения от температуры аустенизации | Твердость (НВ) в углу образца после отпуска | ||||||
| Вертикально подвешенные | ||||||||
| DA-7 | 653 | 601 | 653 | 653 | 653 | 627 | 601 | 627 |
| DA-8 | 627 | 601 | 653 | 627 | 653 | 627 | 653 | 653 |
| DA-9 | 653 | 653 | 653 | 627 | 601 | 627 | 601 | 627 |
| Пакетированные горизонтально | ||||||||
| DA-10 (нижний) | 653 | 653 | 627 | 627 | 653 | 627 | 601 | 653 |
| Образцы | Твердость (НВ) в углу образца после охлаждения от температуры аустенизации | Твердость (НВ) в углу образца после отпуска | ||||||
| ВА-1 (средний) | 653 | 653 | 653 | 653 | 682 | 682 | 653 | 653 |
| ВА-2 (верхний) | 712 | 653 | 653 | 653 | 653 | 653 | 653 | 653 |
[0093] Кривая охлаждения, показанная на фиг.12, построена для температуры образцов, записанной на каждом из каналов 1-4 с момента, когда образцы были извлечены из печи после аустенизации, до достижения температуры в диапазоне 93-204°С. На фиг.12 также показана кривая возможного продолжения превращений при охлаждении (ССТ), иллюстрирующая различные фазовые области для сплава, по мере остывания от высокой температуры. На рисунке 13 показан укрупненный вид части кривой охлаждения с фиг.11, включающий область, в которой каждая из кривых охлаждения для каналов 1-4 пересекает теоретическую кривую ССТ. Аналогично, на фиг.14 показана часть кривой охлаждения и кривые ССТ, показанные на фиг.12, в диапазоне температур 260-482°С образца. Кривые охлаждения для каналов 1 и 2 (вертикально подвешенные образцы) аналогичны кривым для каналов 3 и 4 (пакетированные образцы). Однако кривые для каналов 1 и 2 имеют ход, отличающийся от хода кривых для каналов 3 и 4, и особенно в начальной части кривых охлаждения (в течение начала стадии охлаждения).
[0094] Впоследствии, форма кривых для каналов 1 и 2 отображает большую скорость охлаждения, чем для каналов 3 и 4. Например, в области кривой охлаждения, в которой отдельные кривые охлаждения канала вначале пересекают кривую ССТ, скорость охлаждения для каналов 1 и 2 (вертикально подвешенные образцы) была примерно 75,6°С/мин, и для каналов 3 и 4 (пакетированные образцы) была примерно 54,4°С/мин и примерно 59,4°С/мин, соответственно. Как и ожидалось, скорости охлаждения для каналов 3 и 4 приходятся между скоростями охлаждения, измеренными для испытаний охлаждения, затрагивающими две пакетированных плиты 61,7°С/мин и 5 пакетированных плит 52,8°С/мин, как указано ранее. Кривые охлаждения для двух пакетированных плит (2PI) и 5 пакетированных плит (5PI) испытаний охлаждения также показаны на фиг.12-14.
[0095] Кривые охлаждения, показанные на фиг.12-14 для каналов 1-4, предполагают, что все скорости охлаждения существенно не отличались. Как показано на фиг.12 и 13, однако, каждая из кривых вначале пересекает кривую ССТ в различных точках, указывая на различные количества превращений, которые могут значительно влиять на сравнительные микроструктуры образцов. Изменение точки пересечения кривой ССТ во многом определяется степенью охлаждения, которая возникает, пока образец находится при высокой температуре. Таким образом, величина охлаждения, которая возникает в период времени относительно скоро после извлечения образца из печи, может заметно влиять на конечную микроструктуру образцов, и это, в свою очередь, может обеспечить или содействовать неожиданному улучшению сопротивления баллистическому проникновению, обсуждаемому в настоящем документе. Таким образом, экспериментальные испытания подтвердили, что способ охлаждения образцов от температуры аустенизации может влиять на микроструктуру сплава, и это может, как минимум, частично отвечать за улучшение баллистических характеристик броневых сплавов в соответствии с настоящим изобретением.
5. Испытания традиционного охлаждения и отпуска
[0096] Плиты для баллистических испытаний изготавливались из сплава, имеющего экспериментальный химический состав, показанный в таблице 2. Слитки сплава изготавливались путем переплава в электродуговой печи и рафинировались, используя АОД или АОД и ЭШП. Поверхности слитков шлифовались, используя обычные технологии. Слитки нагревались до температуры около 704°С, выдерживались до выравнивания при этой температуре от 6 до 8 ч, нагревались со скоростью около 93°С/ч до температуры 1121°С и выдерживались при второй температуре около 30-40 мин на дюйм толщины. Затем слитки очищались от окалины и подвергались горячей прокатке до получения слябов 6-7 дюймов (15,2-17,8 см). Слябы обрезались ножницами для горячей резки для образования слябов с размерами 6-7 дюймов толщиной, 38-54 дюймов (96,5-137,2 см) длиной, и 36 дюймов (91,4 см) шириной.
[0097] Слябы повторно нагревались до температуры 1121°С с выдержкой 1-2 ч перед последующей дополнительной горячей прокаткой для получения слябов повторной прокатки толщиной 1,50-2,65 дюймов (3,81-6,73 см). Слябы повторной прокатки подвергались отжигу для снятия внутренних напряжений, используя обычный техпроцесс. Поверхность слябов повторной прокатки затем подвергалась пескоструйной очистке и шлифовке краев и торцов.
[0098] Слябы повторной прокатки нагревались до 982°С и выдерживались при этой температуре в течение 20 мин на дюйм толщины. Слябы подвергались чистовой прокатке до длинномерных плит с конечной калиброванной толщиной в диапазоне от 0,188 дюймов (4,8 мм) до 0,300 дюймов (7,6 мм).
[0099] Затем плиты помещались в печь для аустенизации легированной стали путем нагрева до температуры в диапазоне от 1450°F до 1650°F (+10° F) с выдержкой 60 мин (±5 мин), начиная с момента, когда поверхности плит достигнут пределов 10°F от температуры аустенизации. После выдержки 60 мин плиты извлекались из печи и оставлялись для остывания на спокойном воздухе до комнатной температуры. После охлаждения до комнатной температуры плиты подвергались пескоструйной очистке для очистки и удаления окалины.
[00100] Затем плиты отпускались при температуре в диапазоне от 250°F до 500°F (±5°F) с выдержкой при заданной температуре от 450 мин до 650 мин (±5 мин). Отпущенные плиты разрезались на плиты размером 12 на 12 дюймов (30,5×30,5 см), имевшие различную конечную калиброванную толщину в диапазоне 0,188-0,300 дюймов. Шесть (6) плит размером 12 на 12 дюймов выбирались для испытаний твердости и испытаний на стойкость к баллистическому проникновению. Число НВ каждой отпущенной плиты определялось согласно ASTM Е-10. Значение баллистического предела (защиты) V50 для каждой плиты определялось согласно военным техническим требованиям США (например, MIL-DTL-46100E, MIL-A-46099C, и MIL-DTL-32332) используя снаряды калибра 0,30 М2, АР.
[00101] Все шесть (6) плит обрабатывались, используя идентичные способы, за исключением температуры отпуска, и прокатывались до конечной толщины. Толщина плит и параметры отпуска, а также число НВ в состоянии после отпуска, определенные для каждой плиты, приведены в таблице 14, а результаты баллистических испытаний приведены в таблице 15.
| Таблица 14 | ||||||||||
| Плита | Номинальная толщина (дюймов) | Средняя толщина (дюймов) | Температура отпуска (°F) | Время выдержки при заданной температуре (мин) | (НВ) | |||||
| 1005049А | 0,188 | 0,192 | 350 | 480 | 578 | |||||
| 1005049 В | 0,236 | 0,240 | 350 | 480 | 601 | |||||
| 1005049С | 0,250 | 0,254 | 350 | 480 | 601 | |||||
| 1005049G | 0,188 | 0,195 | 335 | 480 | 578 | |||||
| 1005049Н | 0,236 | 0,237 | 335 | 480 | 601 | |||||
| 10050491 | 0,250 | 0,252 | 335 | 480 | 601 | |||||
| Таблица 15 | ||||||||||
| Плита | Измеренный баллистический предел V50 (фут/с) | Минимальный баллистический предел V50 по MIL-DTL-46100E (фут/с) | Минимальный баллистический предел V50 по MIL-A-46099C (фут/с) | Минимальный баллистический предел V50 по MIL-DTL-32332 (класс 1) (Фут/с) | Минимальный баллистический предел V50 по MIL-DTL-32332 (класс 2) (фут/с) | |||||
| 1005049А | 2246 | 1765 | 2280 | 2103 | 2303 | |||||
| 1005049 В | 2565 | 2162 | 2574 | 2445 | 2645 | |||||
| 1005049С | 2613 | 2258 | 2653 | 2520 | 2720 | |||||
| 1005049G | 2240 | 1793 | 2299 | 2129 | 2329 | |||||
| 1005049Н | 2562 | 2140 | 2557 | 2428 | 2628 | |||||
| 10050491 | 2703 | 2245 | 2642 | 2510 | 2710 | |||||
[00102] На фиг.15-20 приведены фотографии плит 1005049А-С и 1005049G-I, соответственно, сделанные после баллистических испытаний по военным техническим требованиям США. Как показано на фотографиях, плиты не проявляют видимого растрескивания или распространения трещин в результате множественного попадания снарядов калибра 0.30 АР. Как показано ранее, в таблице 14, твердость каждой из плит превышает 570 НВ, а в четырех из шести плит превышает 600 НВ.
[00103] В таблице 16 приведены результаты баллистических испытаний как разность между измеренным значением баллистического предела V50 и минимальным значением баллистического предела V5o по военным техническим требованиям США (MIL-DTL-46100E, MIL-A-46099C, и MIL-DTL-32332). Например, значение «481» означает, что значение V50 для отдельной плиты превышает значение минимального требуемого предела V50 по указанным военным техническим требованиям США на 481 фут/с. Значение «-34» означает, что значение V50 для отдельной плиты было на 34 фут/с меньше, чем значение минимального требуемого предела V50 по указанным военным техническим требованиям США.
| Таблица 16 | |||||
| Плита | Измерен- | Разность между | Разность между | Разность между | Разность между |
| ный | измеренным V50 | измеренным V50 | измеренным V50 | измеренным V50 | |
| баллисти- | и минимальным | и минимальным | и минимальным | и минимальным | |
| ческий | V50 по MIL-DTL- | V50 по MIL-A- | V50 по MIL-DTL- | V50 по MIL-DTL- | |
| предел V50 | 46100Е (фут/с) | 46099С (фут/с) | 32332 (класс 1) | 32332 (класс 2) | |
| (фут/с) | (фут/с) | (фут/с) | |||
| 1005049А | 2246 | 481 | -34 | 143 | -57 |
| 1005049 В | 2565 | 403 | -9 | 120 | -80 |
| 1005049С | 2613 | 355 | -40 | 93 | -107 |
| 1005049G | 2240 | 447 | -59 | 111 | -89 |
| 1005049Н | 2562 | 422 | 5 | 134 | -66 |
| 10050491 | 2703 | 458 | 61 | 193 | -7 |
[00104] Как показано в таблице 16, каждая из плит превышала минимальное значение баллистического предела V50 по военным техническим требованиям США MIL-DTL-46100E и MIL-DTL-32332 (класс 1). Две из шести плит превышали минимальный баллистический предел V50 по MIL-A-46099C. Каждая из плит проявляла значение баллистического предела V5o, которое было, как минимум, той же величины, что и значение баллистического предела V50, что составляло на 150 фут/с меньше, чем требования к характеристикам по MIL-A-46099С и требования к характеристикам класса 2 по MIL-DTL-32332. Естественно, каждая из плит проявляла значение баллистического предела V50, которое было, как минимум, той же величины, что и значение баллистического предела V50, что составляло на 60 фут/с меньше, чем требования к характеристикам по MIL-A-46099С и на 110 фут/с меньше, чем требования к характеристикам класса 2 по MIL-DTL-32332.
[00105] Неожиданные и удивительные баллистические характеристики, указанные выше, были достигнуты при сверхвысокой твердости около 600 НВ или свыше 600 НВ плит из легированной стали, которые не проявляли видимого растрескивания в ходе баллистических испытаний. Такие характеристики достигались, используя термообработку с аустенизацией, охлаждение для закалки сплава и отпуск для упрочнения сплава. Предполагается, что легирующие добавки, например, никель, хром и молибден, склонны стабилизировать аустенит, образовавшийся во время термообработки с аустенизацией. Стабилизация аустенита может замедлять превращение аустенита в другие микроструктуры в процессе охлаждения от температур аустенизации. Уменьшение скорости превращения аустенита позволяет образовывать мартенсит, используя меньшие скорости охлаждения, которые в противном случае образовывали бы микроструктуры, богатые ферритом и цементитом.
[00106] Измерения термического расширения выполнялись для сплава, имеющего экспериментальный химический состав, показанный ранее в таблице 2. Измерения термического расширения проводились в диапазоне охлаждения, начиная с температур аустенизации (1450°F-1650°F) до комнатной температуры. При измерениях термического расширения обнаружено, что в сплаве возникает, по меньшей мере, одно фазовое превращение, в диапазоне температур 300°F-575°F. Предполагается, что имеет место фазовое превращение аустенита в нижний бейнит, пакетный мартенсит или комбинацию нижнего бейнита и пакетного мартенсита.
[00107] Вообще, если сплав, имеющий экспериментальный химический состав, показанный в таблице 2, охлаждался от температуры аустенизации со скоростью охлаждения выше пороговой скорости охлаждения (например, на спокойном воздухе), фаза аустенита превращается в сравнительно твердую фазу двойникованного мартенсита и остаточный аустенит. Остаточный аустенит со временем может превращаться в неотпущенный двойникованный мартенсит. Предполагается, что отпуск изобретенных сплавов при температурах вблизи наблюдаемого фазового превращения (например, отпуск при температуре в диапазоне 250°F-500°F) может привести к превращению остаточного аустенита в нижний бейнит и/или пакетный мартенсит. Микроструктуры нижнего бейнита и пакетного мартенсита значительно пластичнее и прочнее, чем микроструктура значительно более твердого двойникованного мартенсита.
[00108] В результате, сплавы в соответствии с различными вариантами настоящего изобретения, после отпуска в диапазоне 250°F-500°F могут иметь микроструктуру, состоящую из двойникованного мартенсита, пакетного мартенсита и/или нижнего бейнита. Это может дать легированную сталь, имеющую синергетическое сочетание микроструктуры твердого двойникованного мартенсита и микроструктуры более прочного, более пластичного нижнего бейнита и/или пакетного мартенсита. Синергетическое сочетание твердости, прочности и пластичности может придавать свойства высокого сопротивления баллистическому проникновению и распространению трещин в сплавах, описываемых в настоящем документе.
[00109] В различных вариантах изделия, состоящие из сплава, раскрытого в настоящем документе, могут нагреваться до температур 1450°F-1650°F до аустенитной микроструктуры сплава. В различных вариантах изделия из сплава для аустенизации могут нагреваться, как минимум 15 мин в печи, как минимум 18 мин в печи, или как минимум 21 мин в печи. В различных вариантах изделия из сплава могут нагреваться для аустенизации в течение 15-60 мин в печи или в течение 15-30 мин в печи. Например, для аустенизации сплава, плиты из сплава, имеющие калиброванную толщину 0,188-0,225 дюймов, могут нагреваться при температуре 1450°F-1650°F в течение, как минимум, 18 мин в печи, а плиты из сплава, имеющие калиброванную толщину 0,226-0,313 дюймов, могут нагреваться при температуре 1450°F-1650°F в течение, как минимум, 21 мин в печи. В различных вариантах, изделия из сплава могут нагреваться для аустенизации сплава при температуре 1450°F-1650°F с выдержкой 15-60 мин или с выдержкой 15-30 мин при заданной температуре.
[00110] Для закалки изделия из сплава могут охлаждаться от температуры аустенизации до комнатной температуры на спокойном воздухе. В процессе охлаждения изделия из сплава, выполненные в виде листов или плит, могут правиться путем приложения механического усилия к изделию. Например, после охлаждения изделий на спокойном воздухе до температур 600°F-700°F, плиты можно править в выравнивающих/правильных устройствах. Операция правки может включать приложение механического усилия к плоским поверхностям изделия. Механическое усилие может прикладываться, например, используя операцию прокатки, операцию правки растяжением и/или операцию прессования. Механическое усилие должно прикладываться таким образом, чтобы в процессе операции правки калиброванная толщина изделий не уменьшалась. Изделиям дают продолжить остывание в процессе правки, который прекращался после падения температуры поверхности изделия ниже температуры 250°F. Изделия не должны укладываться в пакеты, пока температура поверхности охлаждаемых изделий не будет ниже 200°F.
[00111] В различных вариантах изделия из сплава могут отпускаться при температуре в диапазоне 250°F-500°F. В различных вариантах изделия из сплава могут отпускаться при температуре в диапазоне 300°F - 400°F. В различных вариантах изделия из сплава могут отпускаться при температуре в диапазоне, например, 325°F - 375°F, 235°F - 350°F или 335°F - 350°F. В различных вариантах изделия из сплава могут отпускаться с выдержкой 450-650 мин при заданной температуре. В различных вариантах изделия из сплава могут отпускаться с выдержкой 480-600 мин при заданной температуре. В различных вариантах изделия из сплава могут отпускаться с выдержкой 450-500 мин при заданной температуре.
[00112] В различных вариантах изделия из сплава, обрабатываемые, как описано ниже, могут быть выполнены в виде листов или плит из сплава. В различных вариантах, изделия из сплава могут выполняться в виде плит, имеющих среднюю толщину 0,118-0,630 дюймов (3-16 мм). В различных вариантах, изделия из сплава могут выполняться в виде плит, имеющих среднюю толщину 0,188-0,300 дюймов (3-8 мм). В различных вариантах изделие из сплава может обладать твердостью, большей, чем 550, 570 или 600 НВ. В различных вариантах изделие из сплава может обладать твердостью, большей, чем 700, или 675 НВ. В различных вариантах изделие из сплава может быть выполнено в виде стальной броневой плиты.
[00113] В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может проявлять значение V50, превышающее минимальное значение баллистического предела V50, предусмотренное военными техническими требованиями США MIL-DTL-46100E и MIL-DTL-32332 (класс 1). В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может проявлять значение V50, превышающее минимальное значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-46100E, по меньшей мере, на 300, по меньшей мере, на 350, по меньшей мере, на 400 или, по меньшей мере, на 450 фут/с. В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может проявлять значение V50, превышающее минимальное значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 (класс 1), по меньшей мере, на 50, по меньшей мере, на 100, или, по меньшей мере, на 150 фут/с. В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может проявлять низкое, минимальное или нулевое трещинообразование или распространение трещин, возникающее из-за множественного попадания осколков снарядов в броню.
[00114] В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может проявлять значение V50, превышающее минимальное значение баллистического предела V50, предусмотренное техническими требованиями MIL-A-46099C. В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может проявлять значение V50, как минимум, равное значению баллистического предела V50, предусмотренному техническими требованиями MIL-A-46099C и MIL-DTL-32332 (класс 2). В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может проявлять значение V50, как минимум, равное значению баллистического предела V50, которое на 100 фут/с или 60 фут/с меньше предусмотренного техническими требованиями MIL-A-46099C. В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может проявлять значение V50, как минимум, равное значению баллистического предела V50, которое на 125 фут/с или 110 фут/с меньше предусмотренного техническими требованиями MIL-DTL-32332 (класс 2). В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может проявлять низкое, минимальное или нулевое трещинообразование или распространение трещин, возникающее из-за множественного попадания осколков снарядов в броню.
[00115] В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может иметь микроструктуру, состоящую, по меньшей мере, из пакетного мартенсита и нижнего бейнита. В различных вариантах, изделие из сплава, обработанное по описываемому режиму, может иметь микроструктуру, состоящую из пакетного мартенсита и нижнего бейнита.
6. Процесс производства броневой плиты
[00116] Следующие наглядные и не имеющие ограничительного характера варианты предназначены для дополнительного описания различных вариантов, представленных в настоящем документе, без ограничения его объема. В вариантах рассмотрены процессы, которые могут использоваться для производства броневых плит с высокой твердостью, высокой прочностью, баллистическим сопротивлением и сопротивлением трещинообразованию. Специалистам в данной области понятно, что возможны изменения вариантов, например, используя различные составы, время, температуры и размеры, по-разному описанные в настоящем документе.
а. Вариант 1
[00117] Была подготовлена плавка, имеющая химический состав, представленный в таблице 17. Соответствующее исходное сырье плавилось в электродуговой печи. Плавка выпускалась в ковш, где к расплаву добавлялись соответствующие легирующие добавки. Плавка переносилась в ковше, и разливалась в тигель АОД. В нем плавка подвергалась обезуглероживанию, используя обычную технологию АОД. Обезуглероженная плавка выпускалась в ковш и разливалась в изложницу, а затем кристаллизовалась в изложнице. Слиток извлекался из изложницы и мог транспортироваться к печи ЭШП, где слиток мог переплавляться и заново разливаться для образования рафинированного слитка. Операция ЭШП является необязательной, и слиток мог обрабатываться после кристаллизации, после АОД, минуя ЭШП. Слиток имел прямоугольную форму 13×36 дюймов и номинальную массу 4500 фунтов.
| Таблица 17 | |||||||||||
| C | Мn | Р | S | Si | Сr | Ni | Mo | Се | La | N | В |
| 0,50 | 0,50 | 0,009 | 0,0009 | 0,30 | 1,25 | 4,00 | 0,50 | 0,007 | 0,006 | 0,005 | 0,002 |
[00118] Слиток нагревался в печи до температуры 1300°F в течение семи (7) ч (минимальное время выдержки в печи), после чего слиток нагревался со скоростью 200°F в час до 2050°F и выдерживался при температуре 2050°F в течение 35 мин на дюйм толщины слитка (13 дюймов, 455 мин). Слиток очищался от окалины и подвергался горячей прокатке при температуре 2050°F на 110-дюймовом прокатном стане, для формирования длинномерного сляба размером 6×36 дюймов. Сляб повторно нагревался в печи с температурой 2050°F в течение 1,5 ч минимального времени в печи. Сляб подвергался горячей прокатке при температуре 2050°F на 110-дюймовом прокатном стане для образования длинномерного сляба повторной прокатки размером 2,65×36 дюймов. Сляб повторной прокатки обрезался ножницами для горячей резки для формирования двух (2) слябов повторной прокатки размером 2,65×36×54 дюйма. Слябы повторной прокатки подвергались отжигу для снятия внутренних напряжений, используя обычный техпроцесс. Слябы повторной прокатки подвергались пескоструйной очистке, все края и торцы шлифовались, и слябы повторной прокатки нагревались до 1800°F и выдерживались при температуре 1800°F в течение 20 мин на дюйм толщины (2,65 дюйма, 53 мин).
[00119] Слябы повторной прокатки очищались от окалины и подвергались горячей прокатке при температуре 1800°F на 110-дюймовом прокатном стане для формирования плит размером 0,313×54×300 дюймов. При необходимости, чтобы избежать окончания операции прокатки при температуре, меньшей 1425°F, слябы повторной прокатки повторно нагревались до температуры 1800°F между проходами на прокатном стане.
[00120] Плиты размером 0,313×54×300 дюйма нагревались в печи в течение 21 мин при температуре 1625°F (минимальное время в печи) для аустенизации плит. Печь предварительно нагревалась до температуры 1625°F, и плиты помещались на 21 мин после стабилизации при температуре 1625°F. Считается, что плиты достигают температуры 1600-1625°F в течение 21 мины минимального времени в печи.
[00121] Через 21 мин минимального времени в печи, аустенизованные плиты извлекались из печи и оставлялись для остывания на спокойном воздухе до температуры 1000°F. После остывания до 1000°F, плиты транспортировались мостовым краном к правильной установке CauffielTM. После достижения температуры 600°F-700°F, плиты правились в правильной установке с приложением механического усилия к плоским поверхностям размером 54×300 дюймов плит. Механическое усилие прикладывалось таким образом, чтобы в процессе операции правки калиброванная толщина плит не уменьшалась. Плитам давали продолжить остывание в процессе правки, который прекращался после падения температуры поверхности плит ниже температуры 250°F. Плиты не укладывали в пакеты, пока температура остывающих плит не опустилась ниже 200°F.
[00122] Охлажденные плиты подвергали пескоструйной очистке и резали на различные размеры по длине и ширине, используя операцию разрезания абразивной пилой. Разрезанные плиты нагревали до 335°F (+5°F) в печи с выдержкой в течение 480-600 мин (±5 мин) при 335° F (±5°F) (время выдержки при заданной температуре) для отпуска плит, а затем давали остыть на спокойном воздухе до комнатной температуры. Отпущенные плиты проявляли твердость, как минимум, 550 НВ.
[00123] Отпущенные плиты находят применение в качестве броневых плит, проявляя высокую твердость, высокую прочность, замечательное баллистическое сопротивление и замечательную трещиностойкость. Отпущенные плиты проявляют значение баллистического предела V50, большее, чем минимальное значение баллистического предела, предусмотренное техническими требованиями MIL-DTL-32332 (класс 1). Отпущенные плиты также проявляют значение баллистического предела V50, как минимум, равное значению баллистического предела V50, меньшему на 150 фут/с, чем требуемое значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 (класс 2).
b. Вариант 2
[00124] Была подготовлена плавка, имеющая химический состав, представленный в таблице 18. Соответствующее исходное сырье плавилось в электродуговой печи. Плавка выпускалась в ковш, где к расплаву добавлялись соответствующие легирующие добавки. Плавка переносилась в ковше и разливалась в тигель АОД. В нем плавка подвергалась обезуглероживанию, используя обычную технологию АОД. Обезуглероженная плавка выпускалась в ковш и разливалась в изложницу, а затем кристаллизовалась в изложнице. Слиток извлекался из изложницы и мог транспортироваться к печи ЭШП, где слиток мог переплавляться и заново разливаться для образования рафинированного слитка. Операция ЭШП является необязательной, и слиток мог обрабатываться после кристаллизации, после АОД, минуя ЭШП. Слиток имел прямоугольную форму 13×36 дюймов и номинальную массу 4500 фунтов.
| Таблица 18 | |||||||||||
| C | Мn | Р | S | Si | Сr | Ni | Мо | Се | La | N | В |
| 0,49 | 0,20 | 0,009 | 0,0009 | 0,20 | 1,00 | 3,75 | 0,40 | 0,003 | 0,002 | 0,005 | 0,001 |
[00125] Слиток нагревался в печи до температуры 1300°F в течение шести (6) ч (минимальное время в печи), после чего слиток нагревался со скоростью 200°F в час до 2050°F и выдерживался при температуре 2050°F в течение 30 мин на дюйм толщины слитка (13 дюймов, 390 мин). Слиток очищался от окалины и подвергался горячей прокатке при температуре 2050°F на 110-дюймовом прокатном стане, для формирования длинномерного сляба размером 6×36 дюймов. Сляб повторно нагревался в печи с температурой 2050°F в течение 1,5 ч . Сляб подвергался горячей прокатке при температуре 2050°F на 110-дюймовом прокатном стане для образования длинномерного сляба повторной прокатки размером 1,75×36 дюймов. Сляб повторной прокатки резался ножницами для горячей резки для формирования двух (2) слябов повторной прокатки размером 1,75×36×38 дюйма. Слябы повторной прокатки подвергались отжигу для снятия внутренних напряжений, используя обычный техпроцесс. Слябы повторной прокатки подвергались пескоструйной очистке, все края и торцы шлифовались, и слябы повторной прокатки нагревались до 1800°F и выдерживались при температуре 1800°F в течение 20 мин на дюйм толщины (1,75 дюйма, 35 мин).
[00126] Слябы повторной прокатки очищались от окалины и подвергались горячей прокатке при температуре 1800°F на 110-дюймовом прокатном стане для формирования плит размером 0,188×54×222 дюймов. При необходимости, чтобы избежать окончания операции прокатки при температуре, меньшей 1425°F, слябы повторной прокатки повторно нагревались до температуры 1800°F между проходами на прокатном стане.
[00127] Плиты размером 0,188×54×222 дюйма нагревались в печи в течение 18 мин при температуре 1600°F (минимальное время в печи) для аустенизации плит. Печь предварительно нагревалась до температуры 1600°F, и плиты помещались на 18 мин после стабилизации при температуре 1600°F. Считается, что плиты достигают температуры 1575-1600°F в течение 18 мин минимального времени в печи.
[00128] Через 18 мин минимального времени в печи, аустенизованные плиты извлекались из печи и оставлялись для остывания на спокойном воздухе до температуры 1000°F. После остывания до 1000°F, плиты транспортировались мостовым краном к правильной установке CauffielTM. После достижения температуры 600°F-700°F, плиты правились в правильной установке с приложением механического усилия к плоским поверхностям размером 54×222 дюймов плит. Механическое усилие прикладывается таким образом, чтобы в процессе операции правки калиброванная толщина плит не уменьшалась. Плитам давали продолжить остывание в процессе правки, который прекращался после падения температуры поверхности плит ниже температуры 250°F. Плиты не укладывали в пакеты, пока температура остывающих плит не опустилась ниже 200°F.
[00129] Охлажденные плиты подвергали пескоструйной очистке и резали на различные размеры по длине и ширине, используя операцию разрезания абразивной пилой. Разрезанные плиты нагревали до 325°F (±5°F) в печи с выдержкой в течение 480-600 мин (±5 мин) при 325°F (±5°F) (время выдержки при заданной температуре) для отпуска плит, а затем давали остыть на спокойном воздухе до комнатной температуры. Отпущенные плиты проявляли твердость, как минимум, 550 НВ.
[00130] Отпущенные плиты находят применение в качестве броневых плит, обладая высокой твердостью, высокой прочностью, замечательным баллистическим сопротивлением и замечательной трещиностойкостью. Отпущенные плиты проявляют значение баллистического предела V50, большее, чем минимальное значение баллистического предела, предусмотренное техническими требованиями MIL-DTL-32332 (класс 1). Отпущенные плиты также проявляют значение баллистического предела V50, как минимум, равное значению баллистического предела V50, меньшее на 150 фут/с, чем требуемое значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 (класс 2).
с. Вариант 3
[00131] Была подготовлена плавка, имеющая химический состав, представленный в таблице 19. Соответствующее исходное сырье плавилось в электродуговой печи. Плавка выпускалась в ковш, где к расплаву добавлялись соответствующие легирующие добавки. Плавка переносилась в ковше и разливалась в тигель АОД. В нем плавка подвергалась обезуглероживанию, используя обычную технологию АОД. Обезуглероженная плавка выпускалась в ковш и разливалась в изложницу, а затем кристаллизовалась в изложнице. Слиток извлекался из изложницы и мог транспортироваться к печи ЭШП, где слиток мог переплавляться и заново разливаться для образования рафинированного слитка. Операция ЭШП является необязательной, и слиток мог обрабатываться после кристаллизации, после АОД, минуя ЭШП. Слиток имел прямоугольную форму 13×36 дюймов и номинальную массу 4500 фунтов.
| Таблица 19 | |||||||||||
| C | Mn | Р | S | Si | Cr | Ni | Mo | Ce | La | N | В |
| 0,51 | 0,80 | 0,010 | 0,001 | 0,40 | 1,50 | 4,25 | 0,60 | 0,01 | 0,01 | 0,007 | 0,003 |
[00132] Слиток нагревался в печи до температуры 1300°F в течение восьми (8) ч (минимальное время в печи), после чего слиток нагревался со скоростью 200°F в час до 2050°F и выдерживался при температуре 2050°F в течение 40 мин на дюйм толщины слитка (13 дюймов, 520 мин). Слиток очищался от окалины и подвергался горячей прокатке при температуре 2050°F на 110-дюймовом прокатном стане для формирования длинномерного сляба размером 6×36 дюймов. Сляб повторно нагревался в печи с температурой 2050°°F в течение 1,5 ч . Сляб подвергался горячей прокатке при температуре 2050°F на 110-дюймовом прокатном стане для образования длинномерного сляба повторной прокатки размером 1,75×36 дюймов. Сляб повторной прокатки резался ножницами для горячей резки для формирования двух (2) слябов повторной прокатки размером 1,75×36×50 дюймов. Слябы повторной прокатки подвергались отжигу для снятия внутренних напряжений, используя обычный техпроцесс. Слябы повторной прокатки подвергались пескоструйной очистке, все края и торцы шлифовались, и слябы повторной прокатки нагревались до 1800°F и выдерживались при температуре 1800°°F в течение 20 мин на дюйм толщины (1,75 дюйма, 35 мин).
[00133] Слябы повторной прокатки очищались от окалины и подвергались горячей прокатке при температуре 1800°F на 110-дюймовом прокатном стане для формирования плит размером 0,250×54×222 дюймов. При необходимости, чтобы избежать окончания операции прокатки при температуре, меньшей 1425°F, слябы повторной прокатки повторно нагревались до температуры 1800°F между проходами на прокатном стане.
[00134] Плиты размером 0,250×54×222 дюйма нагревались в печи в течение 21 мины при температуре 1625°F (минимальное время в печи) для аустенизации плит. Печь предварительно нагревалась до температуры 1625°F, и плиты помещались на 21 мин после стабилизации при температуре 1625°F. Считается, что плиты достигают температуры 1600-1625°F в течение 21 мин минимального времени в печи.
[00135] Через 21 мин минимального времени в печи, аустенизованные плиты излекались из печи и оставлялись для остывания на спокойном воздухе до температуры 1000°F. После остывания до 1000°F, плиты транспортировались мостовым краном к правильной установке CauffielTM. После достижения температуры 600°F-700°F, плиты правились в правильной установке с приложением механического усилия к плоским поверхностям размером 54×222 дюймов плит. Механическое усилие прикладывалось таким образом, чтобы в процессе операции правки калиброванная толщина плит не уменьшалась. Плитам давали продолжить остывание в процессе правки, который прекращался после падения температуры поверхности плит ниже температуры 250°F. Плиты не укладывали в пакеты, пока температура остывающих плит не опустилась ниже 200°F.
[00136] Охлажденные плиты подвергали пескоструйной очистке и резали на различные размеры по длине и ширине, используя операцию разрезания абразивной пилой. Разрезанные плиты нагревали до 350°F (+5°F) в печи с выдержкой в течение 480-600 мин (±5 мин) при 350°F (±5°F) (время выдержки при заданной температуре) для отпуска плит, а затем давали остыть на спокойном воздухе до комнатной температуры. Отпущенные плиты проявляли твердость, как минимум, 550 НВ.
[00137] Отпущенные плиты находят применение в качестве броневых плит, обладая высокой твердостью, высокой прочностью, замечательным баллистическим сопротивлением и замечательной трещиностойкостью. Отпущенные плиты проявляют значение баллистического предела V50, большее, чем минимальное значение баллистического предела, предусмотренное техническими требованиями MIL-DTL-32332 (класс 1). Отпущенные плиты также проявляют значение баллистического предела V50, как минимум, равное значению баллистического предела V50, меньшему на 150 фут/с, чем требуемое значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 (класс 2).
d. Вариант 4
[00138] Была подготовлена плавка, имеющая химический состав, представленный в таблице 20. Соответствующее исходное сырье плавилось в электродуговой печи. Плавка выпускалась в ковш, где к расплаву добавлялись соответствующие легирующие добавки. Плавка переносилась в ковше и разливалась в тигель АОД. В нем плавка подвергалась обезуглероживанию, используя обычную технологию АОД. Обезуглероженная плавка выпускалась в ковш и разливалась в изложницу, а затем кристаллизовалась в изложнице для образования слитка размером 8×38×115 дюймов. Слиток извлекался из изложницы и транспортировался к печи ЭШП, где слиток переплавлялся и заново разливался для образования рафинированного слитка. Рафинированный слиток имел прямоугольную форму 12×42 дюймов и номинальную массу 9500 фунтов.
| Таблица 20 | |||||||||||
| с | Мn | Р | S | Si | Сr | Ni | Мо | Се | La | N | В |
| 0,50 | 0,50 | 0,009 | 0,0009 | 0,30 | 1,25 | 4,00 | 0,50 | 0,007 | 0,006 | 0,005 | 0,002 |
[00139] Рафинированный слиток размером 12×42 дюйма прокатывали в сляб размером 2,7×42×63 дюймов. Сляб нагревался в печи при 1800°F в течение одного (1) часа (минимальное время в печи), после чего сляб выдерживался при 1800°F в течение дополнительных 20 мин на дюйм толщины (2,7 дюйма, 54 дополнительных мины). Сляб очищался от окалины и подвергался горячей прокатке при температуре 1800°F на 110-дюймовом прокатном стане для образования длинномерного сляба повторной прокатки размером 1,5×42 дюйма. Сляб повторной прокатки резался ножницами для горячей резки для формирования двух (2) слябов повторной прокатки размером 1,5×42×48 дюйма. Слябы повторной прокатки подвергались отжигу для снятия внутренних напряжений, используя обычный техпроцесс. Слябы повторной прокатки подвергались пескоструйной очистке, все края и торцы шлифовались, и слябы повторной прокатки нагревались до 1800°F и выдерживались при температуре 1800°F в течение 20 мин на дюйм толщины (1,5 дюйма, 30 мин).
[00140] Слябы повторной прокатки очищались от окалины и подвергались горячей прокатке при температуре 1800°F на 110-дюймовом прокатном стане, для формирования плит размером 0,238×54×222 дюймов. При необходимости, чтобы избежать окончания операции прокатки при температуре, меньшей 1425°F, слябы повторной прокатки повторно нагревались до температуры 1800°°F между проходами на прокатном стане.
[00141] Плиты размером 0,238×54×222 дюйма нагревались в печи в течение 21 мины при температуре 1625°F (минимальное время в печи) для аустенизации плит. Печь предварительно нагревалась до температуры 1625°F, и плиты помещались на 21 мин после стабилизации при температуре 1625°F. Считается, что плиты достигают температуры 1600-1625°F в течение 21 мин минимального времени в печи.
[00142] Через 21 мин минимального времени в печи, аустенизованные плиты извлекались из печи, и оставлялись для остывания на спокойном воздухе до температуры 1000°F. После остывания до 1000°F, плиты транспортировались мостовым краном к правильной установке CauffielTM. После достижения температуры 600°F-700°F, плиты правились в правильной установке, с приложением механического усилия к плоским поверхностям размером 54×222 дюймов плит. Механическое усилие прикладывалось таким образом, чтобы в процессе операции правки калиброванная толщина плит не уменьшалась. Плитам давали продолжить остывание в процессе правки, который прекращался после падения температуры поверхности плит ниже температуры 250°F. Плиты не укладывали в пакеты, пока температура остывающих плит не опустилась ниже 200°F.
[00143] Охлажденные плиты подвергали пескоструйной очистке и резали на различные размеры по длине и ширине, используя операцию разрезания абразивной пилой. Разрезанные плиты нагревали до 335°F (±5°F) в печи с выдержкой в течение 480-600 мин (±5 мин) при 335°F (±5°F) (время выдержки при заданной температуре) для отпуска плит, а затем давали остыть на спокойном воздухе до комнатной температуры. Отпущенные плиты проявляли твердость, как минимум, 550 НВ.
[00144] Отпущенные плиты находят применение в качестве броневых плит, обладая высокой твердостью, высокой прочностью, замечательным баллистическим сопротивлением, и замечательной трещиностойкостью. Отпущенные плиты проявляют значение баллистического предела V50, большее, чем минимальное значение баллистического предела, предусмотренное техническими требованиями MIL-DTL-32332 (класс 1). Отпущенные плиты также проявляют значение баллистического предела V50, как минимум, равное значению баллистического предела V50 
, меньшему на 150 фут/с, чем требуемое значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 (класс 2).
[00145] Стальная броня в соответствии с настоящим изобретением может обеспечить большое значение, поскольку она проявляет баллистические характеристики, как минимум, сопоставимые с более дорогими, высоколегированными сплавами, при этом включая значительно меньшие уровни дорогих легирующих элементов, например, никель, молибден и хром. Кроме того, стальная броня согласно настоящему изобретению проявляет баллистические характеристики, как минимум, сопоставимые с предусмотренными военными техническими требованиями США для многослойной броневой плиты двойной твердости, такими как, например, требования, предусмотренные техническими требованиями MIL-A-46099C. С учетом характеристик и преимущества в затратах вариантов стальной брони, согласно настоящему изобретению, предполагается, что такая броня представляет собой существенный шаг вперед по сравнению с другими существующими броневыми сплавами.
[00146] Плита из сплава и другая катаная продукция, производимая в соответствии с настоящим изобретением, может использоваться для обычного применения в качестве брони. Такое применение включает, например, бронированную обшивку и другие элементы боевых машин, вооружений, бронированных дверей и корпусов и другие изделия, требующие или выигрывающие от защиты от попадающих снарядов, взрывчатых веществ, и других высокоэнергетических поражающих факторов. Эти варианты возможных применений для сплавов в соответствии с настоящим изобретением предлагаются только в качестве примера, и не являются исчерпывающими для всех областей применения настоящих сплавов. Специалисты с обычной подготовкой после прочтения настоящего изобретения могут легко определить дополнительные области применения для описанных сплавов. Предполагается, что специалисты в данной области смогут изготовить все такие изделия из сплавов в соответствии с настоящим изобретением на основании знаний, существующих на современном уровне техники. Соответственно, дальнейшее обсуждение технологии производства для таких изделий необязательно.
[00147] Настоящее изобретение написано со ссылками на различные примерные, иллюстративные и не имеющие ограничительного характера варианты. Однако обычные специалисты в данной области должны признать, что различные замены, изменения или сочетания для любого из вариантов изобретения (или его части) могут быть сделаны без отступления от объема изобретения, как это определено исключительно пунктами формулы. Таким образом, предполагается и понятно, что настоящее изобретение включает в себя дополнительные варианты, явно не изложенные в настоящем документе. Такие варианты могут быть получены, например, путем сочетания, изменения или реорганизации любых раскрытых этапов, ингредиентов, составляющих, компонентов, элементов, параметров, аспектов и др. для описанных вариантов. Таким образом, изобретение ограничено не описанием различных вариантов, примерных, иллюстративных, и не носящих ограничительного характера, а исключительно пунктами формулы. Таким образом, авторы изобретения оставляют за собой право в процессе рассмотрения вносить изменения в формулу для добавления параметров, как по-разному описано в настоящем документе.
Claims (23)
1. Способ термической обработки изделий из броневого сплава, включающий аустенитизацию изделий из сплава с помощью нагрева изделий из сплава при температуре от 1450°F до 1650°F с минимальным временем в печи, как минимум, в течение 15 мин, причем сплав содержит, вес.%:
углерод 0,40-0,53
марганец 0,15-1,00
кремний 0,15-0,45
хром 0,95-1,70
никель 3,30-4,30
молибден 0,35-0,65
бор 0,0002-0,0050
церий 0,001-0,015
лантан 0,001-0,015
сера не более 0,002
фосфор не более 0,015
азот не более 0,011
железо и случайные примеси остальное,
охлаждение изделия из сплава от температуры аустенитизации на спокойном воздухе с промежутком от других изделий из сплава, при этом в диапазоне температур 300°F-575°F в сплаве возникает по меньшей мере одно фазовое превращение, и отпуск изделий из сплава при температуре от 250°F до 500°F с выдержкой при заданной температуре в течение от 450 мин до 650 мин.
охлаждение изделия из сплава от температуры аустенитизации на спокойном воздухе с промежутком от других изделий из сплава, при этом в диапазоне температур 300°F-575°F в сплаве возникает по меньшей мере одно фазовое превращение, и отпуск изделий из сплава при температуре от 250°F до 500°F с выдержкой при заданной температуре в течение от 450 мин до 650 мин.
2. Способ по п. 1, отличающийся тем, что отпуск изделий проводят при температуре от 325°F до 350° с выдержкой при заданной температуре в течение от 480 мин до 600 мин.
3. Способ по п. 1, отличающийся тем, что отпуск проводят с получением изделий, имеющих твердость, большую, чем 570 НВ, и меньшую, чем 675 НВ.
4. Способ по п. 1, отличающийся тем, что отпуск проводят с получением изделий, имеющих твердость, большую, чем 600 НВ, и меньшую, чем 675 НВ.
5. Способ по п. 1, отличающийся тем, что отпуск проводят с получением изделий, имеющих значение баллистического предела V50, большее, чем минимальное значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 по классу 1.
6. Способ по п. 1, отличающийся тем, что отпуск проводят с получением изделий, имеющих значение баллистического предела V50, большее, чем минимальное значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 по классу 1 по меньшей мере на 50 фут/с.
7. Способ по п. 1, отличающийся тем, что отпуск проводят с получением изделий, имеющих значение баллистического предела V50, как минимум, равное значению баллистического предела V50, меньшему на 150 фут/с, чем требуемое значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 по классу 2.
8. Способ по п. 1, отличающийся тем, что отпуск проводят с получением изделий, имеющих значение баллистического предела V50, как минимум, равное значению баллистического предела V50, меньшему на 100 фут/с, чем требуемое значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 по классу 2.
9. Способ по п. 1, отличающийся тем, что отпуск проводят с получением изделий, имеющих нулевое видимое трещинообразование при попадании снаряда калибра 0,30 М2, АР.
10. Способ по п. 1, отличающийся тем, что отпуск проводят с получением изделий, имеющих микроструктуру, содержащую, по меньшей мере, одну из фаз пакетного мартенсита и нижнего бейнита.
11. Способ по п. 1, отличающийся тем, что отпущенные изделия выполняют в виде плиты, имеющей толщину в диапазоне 0,188-0,300 дюймов.
12. Способ по п. 1, отличающийся тем, что отпущенные изделия выполняют в виде броневой плиты или броневого листа.
13. Способ по п. 1, отличающийся тем, что сплав содержит 0,49-0,51 углерода, 0,2-0,8 марганца, 0,2-0,40 кремния, 1,00-1,50 хрома, 3,75-4,25 никеля, 0,40-0,60 молибдена, 0,0010-0,0030 бора, 0,003-0,010 церия и 0,002-0,010 лантана.
14. Изделие из броневого сплава, содержащее от общего веса сплава, вес.%:
углерод 0,40-0,53
марганец 0,15-1,00
кремний 0,15-0,45
хром 0,95-1,70
никель 3,30-4,30
молибден 0,35-0,65
бор 0,0002-0,0050
церий 0,001-0,015
лантан 0,001-0,015
сера не более 0,002
фосфор не более 0,015
азот не более 0,011
железо и случайные примеси остальное,
причем изделие из сплава имеет микроструктуру, содержащую, по меньшей мере, одну из фаз пакетного мартенсита и нижнего бейнита, и имеет твердость, большую, чем 570 НВ.
причем изделие из сплава имеет микроструктуру, содержащую, по меньшей мере, одну из фаз пакетного мартенсита и нижнего бейнита, и имеет твердость, большую, чем 570 НВ.
15. Изделие по п. 14, отличающееся тем, что оно имеет твердость, большую, чем 570 НВ, и меньшую, чем 675 НВ.
16. Изделие по п. 14, отличающееся тем, что оно имеет твердость, большую, чем 600 НВ, и меньшую, чем 675 НВ.
17. Изделие по п. 14, отличающееся тем, что оно имеет значение баллистического предела V50, большее, чем минимальное значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 по классу 1.
18. Изделие по п. 14, отличающееся тем, что оно имеет значение баллистического предела V50, большее, чем минимальное значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 по классу 1, по меньшей мере, на 50 фут/с.
19. Изделие по п. 14, отличающееся тем, что оно имеет значение баллистического предела V50, как минимум, равное значению баллистического предела V50, меньшему на 150 фут/с, чем требуемое значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 по классу 2.
20. Изделие по п. 14, отличающееся тем, что оно имеет значение баллистического предела V50, как минимум, равное значению баллистического предела V50, меньшему на 100 фут/с, чем требуемое значение баллистического предела V50, предусмотренное техническими требованиями MIL-DTL-32332 по классу 2.
21. Изделие по п. 14, отличающееся тем, что оно имеет нулевое видимое трещинообразование при попадании снаряда калибра 0,30 М2, АР.
22. Изделие по п. 14, отличающееся тем, что оно выполнено в виде плиты, имеющей толщину в диапазоне 0,188-0,300 дюймов.
23. Изделие по п. 14, отличающееся тем, что оно выполнено в виде броневой плиты или броневого листа.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/581,497 US8444776B1 (en) | 2007-08-01 | 2009-10-19 | High hardness, high toughness iron-base alloys and methods for making same |
| US12/581,497 | 2009-10-19 | ||
| PCT/US2010/051884 WO2011049755A1 (en) | 2009-10-19 | 2010-10-08 | High hardness, high toughness iron-base alloys and methods for making same |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2015114706/02A Division RU2015114706A (ru) | 2009-10-19 | 2010-10-08 | Способ производства изделия из сплава на основе железа с высокой твердостью и высокой прочностью |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2012120661A RU2012120661A (ru) | 2013-11-27 |
| RU2551737C2 true RU2551737C2 (ru) | 2015-05-27 |
Family
ID=43243003
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2012120661/02A RU2551737C2 (ru) | 2009-10-19 | 2010-10-08 | Сплавы на основе железа с высокой твердостью, высокой прочностью и способы их производства |
| RU2015114706/02A RU2015114706A (ru) | 2009-10-19 | 2010-10-08 | Способ производства изделия из сплава на основе железа с высокой твердостью и высокой прочностью |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2015114706/02A RU2015114706A (ru) | 2009-10-19 | 2010-10-08 | Способ производства изделия из сплава на основе железа с высокой твердостью и высокой прочностью |
Country Status (14)
| Country | Link |
|---|---|
| US (3) | US8444776B1 (ru) |
| EP (1) | EP2491149A1 (ru) |
| JP (1) | JP5746194B2 (ru) |
| KR (2) | KR101745743B1 (ru) |
| CN (2) | CN104805373B (ru) |
| AU (1) | AU2010308415B2 (ru) |
| BR (1) | BR112012008995A2 (ru) |
| CA (1) | CA2775348C (ru) |
| HK (2) | HK1175505A1 (ru) |
| IL (1) | IL218784A (ru) |
| MX (1) | MX2012004227A (ru) |
| RU (2) | RU2551737C2 (ru) |
| UA (2) | UA107091C2 (ru) |
| WO (1) | WO2011049755A1 (ru) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8444776B1 (en) | 2007-08-01 | 2013-05-21 | Ati Properties, Inc. | High hardness, high toughness iron-base alloys and methods for making same |
| KR101873582B1 (ko) | 2007-08-01 | 2018-08-02 | 에이티아이 프로퍼티즈 엘엘씨 | 고 경도, 고 인성 철-계 합금 및 이의 제조 방법 |
| KR101271899B1 (ko) * | 2010-08-06 | 2013-06-05 | 주식회사 포스코 | 고탄소 크롬 베어링강 및 그 제조방법 |
| US9182196B2 (en) | 2011-01-07 | 2015-11-10 | Ati Properties, Inc. | Dual hardness steel article |
| US9657363B2 (en) | 2011-06-15 | 2017-05-23 | Ati Properties Llc | Air hardenable shock-resistant steel alloys, methods of making the alloys, and articles including the alloys |
| DE102013004905A1 (de) * | 2012-03-23 | 2013-09-26 | Salzgitter Flachstahl Gmbh | Zunderarmer Vergütungsstahl und Verfahren zur Herstellung eines zunderarmen Bauteils aus diesem Stahl |
| CN104674121B (zh) * | 2015-03-10 | 2017-03-08 | 山东钢铁股份有限公司 | 一种高抗弹性装甲用钢板及其制造方法 |
| CN104894483B (zh) * | 2015-05-15 | 2018-07-31 | 安泰科技股份有限公司 | 粉末冶金耐磨工具钢 |
| GB2546809B (en) * | 2016-02-01 | 2018-05-09 | Rolls Royce Plc | Low cobalt hard facing alloy |
| GB2546808B (en) * | 2016-02-01 | 2018-09-12 | Rolls Royce Plc | Low cobalt hard facing alloy |
| CN105889502B (zh) * | 2016-04-27 | 2017-12-05 | 重庆驰山机械有限公司 | 一种活塞环 |
| US20210396494A1 (en) * | 2020-06-18 | 2021-12-23 | Crs Holdings, Inc. | Gradient armor plate |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5129966A (en) * | 1990-06-05 | 1992-07-14 | Rao Bangaru V N | High performance high strength low alloy cast steels |
| RU2139357C1 (ru) * | 1999-04-14 | 1999-10-10 | Бащенко Анатолий Павлович | Способ изготовления стальных монолистовых бронеэлементов б 100 ст |
| WO2009018522A1 (en) * | 2007-08-01 | 2009-02-05 | Ati Properties, Inc. | High hardness, high toughness iron-base alloys and methods for making same |
| EP2036992A1 (en) * | 2006-06-21 | 2009-03-18 | Kabushiki Kaisha Kobe Seiko Sho | Steel for forging, process for producing the same, and forged article |
Family Cites Families (67)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US336A (en) * | 1837-07-31 | Improved process for removing wool and hair from skins | ||
| US1016560A (en) | 1906-09-06 | 1912-02-06 | Anonima Italiano Gio Ansaldo Armstrong & Co Soc | Armor-plate and other steel article. |
| US1563420A (en) | 1921-08-08 | 1925-12-01 | John B Johnson | Process of manufacture of armor plate |
| US2249629A (en) | 1938-03-02 | 1941-07-15 | Kellogg M W Co | Armored article |
| US2562467A (en) | 1946-05-14 | 1951-07-31 | United States Steel Corp | Armor plate and method for making same |
| GB763442A (en) | 1952-04-03 | 1956-12-12 | Wilbur Thomas Bolkcom | Improvements in or relating to low alloy steels and a method of manufacturing them |
| GB874488A (en) | 1958-08-11 | 1961-08-10 | Henri Georges Bouly | Steel alloys |
| US3379582A (en) | 1967-02-15 | 1968-04-23 | Harry J. Dickinson | Low-alloy high-strength steel |
| US3785801A (en) | 1968-03-01 | 1974-01-15 | Int Nickel Co | Consolidated composite materials by powder metallurgy |
| FR2106939A5 (en) | 1970-09-30 | 1972-05-05 | Creusot Forges Ateliers | Weldable clad steel sheet - for armour plate |
| JPS4731809U (ru) | 1971-04-20 | 1972-12-09 | ||
| JPS499899A (ru) | 1972-04-26 | 1974-01-28 | ||
| US3888637A (en) | 1972-12-29 | 1975-06-10 | Komatsu Mfg Co Ltd | Ripper point part |
| US3944442A (en) | 1973-07-13 | 1976-03-16 | The International Nickel Company, Inc. | Air hardenable, formable steel |
| SU685711A1 (ru) | 1975-02-07 | 1979-09-15 | Азербайджанский Политехнический Институт Им. Ч.Ильдрыма | Конструкционна сталь |
| DE7920376U1 (de) | 1979-07-17 | 1980-01-31 | Industrie-Werke Karlsruhe Augsburg Ag, 7500 Karlsruhe | Ballistischer und/oder splitterschutz |
| JPS5741351A (en) | 1980-08-27 | 1982-03-08 | Kobe Steel Ltd | Super-hightensile steel |
| US4443254A (en) | 1980-10-31 | 1984-04-17 | Inco Research & Development Center, Inc. | Cobalt free maraging steel |
| JPS5783575A (en) | 1980-11-11 | 1982-05-25 | Fuji Fiber Glass Kk | Friction material |
| JPS604884B2 (ja) | 1981-03-30 | 1985-02-07 | 科学技術庁金属材料技術研究所所 | 超強カマルエージ鋼の製造方法 |
| FR2509640A1 (fr) | 1981-07-17 | 1983-01-21 | Creusot Loire | Procede de fabrication d'une piece metallique composite et produits obtenus |
| JPS58157950A (ja) | 1982-03-11 | 1983-09-20 | Kobe Steel Ltd | 極低温用高張力鋼 |
| JPS58199846A (ja) | 1982-05-18 | 1983-11-21 | Kobe Steel Ltd | 超高張力鋼 |
| JPS596356A (ja) | 1982-06-30 | 1984-01-13 | Kobe Steel Ltd | 超高張力鋼 |
| JPS5947363A (ja) | 1982-09-01 | 1984-03-17 | Hitachi Metals Ltd | 遅れ破壊特性の優れたCoを含まないマルエ−ジング鋼 |
| JPS6029446A (ja) | 1983-07-28 | 1985-02-14 | Riken Seikou Kk | 精密プラスチツク金型部品用合金鋼 |
| DE3340031C2 (de) | 1983-11-05 | 1985-11-21 | Thyssen Stahl AG, 4100 Duisburg | Panzerblech und Verfahren zu seiner Herstellung |
| DE3628395C1 (de) | 1986-08-21 | 1988-03-03 | Thyssen Edelstahlwerke Ag | Verwendung eines Stahls fuer Kunststofformen |
| US4832909A (en) | 1986-12-22 | 1989-05-23 | Carpenter Technology Corporation | Low cobalt-containing maraging steel with improved toughness |
| DE3742539A1 (de) | 1987-12-16 | 1989-07-06 | Thyssen Stahl Ag | Verfahren zur herstellung von plattiertem warmband und danach hergestelltes plattiertes warmband |
| US4871511A (en) | 1988-02-01 | 1989-10-03 | Inco Alloys International, Inc. | Maraging steel |
| JPH01296098A (ja) | 1988-05-24 | 1989-11-29 | Seiko:Kk | 防護板 |
| US4941927A (en) | 1989-04-26 | 1990-07-17 | The United States Of America As Represented By The Secretary Of The Army | Fabrication of 18% Ni maraging steel laminates by roll bonding |
| FR2652821B1 (fr) | 1989-10-09 | 1994-02-18 | Creusot Loire Industrie | Acier de haute durete pour blindage et procede d'elaboration d'un tel acier. |
| US5268044A (en) | 1990-02-06 | 1993-12-07 | Carpenter Technology Corporation | High strength, high fracture toughness alloy |
| DD295195A5 (de) | 1990-06-11 | 1991-10-24 | Gisag Ag,Giesserei Und Maschinenbau Leipzig,De | Verschleissfeste stahllegierung |
| JP2510783B2 (ja) | 1990-11-28 | 1996-06-26 | 新日本製鐵株式会社 | 低温靭性の優れたクラッド鋼板の製造方法 |
| FR2690166A1 (fr) | 1992-04-16 | 1993-10-22 | Creusot Loire | Procédé de fabrication d'une tôle plaquée comportant une couche résistant à l'abrasion en acier à outil et tôle plaquée obtenue. |
| US5332545A (en) | 1993-03-30 | 1994-07-26 | Rmi Titanium Company | Method of making low cost Ti-6A1-4V ballistic alloy |
| US6087013A (en) | 1993-07-14 | 2000-07-11 | Harsco Technologies Corporation | Glass coated high strength steel |
| JPH07173573A (ja) | 1993-12-17 | 1995-07-11 | Kobe Steel Ltd | 超硬工具による被削性と内部品質にすぐれる快削鋼 |
| DE4344879C2 (de) | 1993-12-29 | 1997-08-07 | G & S Tech Gmbh Schutz Und Sic | Verbundstahl für den Schutz von Fahrzeugen, Verfahren zu dessen Herstellung sowie Verwendung als Fahrzeugverkleidungsteil |
| RU2090828C1 (ru) | 1994-06-24 | 1997-09-20 | Леонид Александрович Кирель | Противопульная гетерогенная броня из легированной стали для средств индивидуальной защиты и способ ее получения |
| US5749140A (en) | 1995-03-06 | 1998-05-12 | Allegheny Ludlum Corporation | Ballistic resistant metal armor plate |
| US5720829A (en) | 1995-03-08 | 1998-02-24 | A. Finkl & Sons Co. | Maraging type hot work implement or tool and method of manufacture thereof |
| RU2102688C1 (ru) | 1996-02-20 | 1998-01-20 | Чивилев Владимир Васильевич | Многослойная бронепреграда |
| US5866066A (en) | 1996-09-09 | 1999-02-02 | Crs Holdings, Inc. | Age hardenable alloy with a unique combination of very high strength and good toughness |
| FR2774099B1 (fr) | 1998-01-23 | 2000-02-25 | Imphy Sa | Acier maraging sans cobalt |
| DE19921961C1 (de) | 1999-05-11 | 2001-02-01 | Dillinger Huettenwerke Ag | Verfahren zum Herstellen eines Verbundstahlbleches, insbesondere zum Schutz von Fahrzeugen gegen Beschuß |
| DE19961948A1 (de) | 1999-12-22 | 2001-06-28 | Dillinger Huettenwerke Ag | Verbundstahlblech, insbesondere zum Schutz von Fahrzeugen gegen Beschuß |
| DE10128544C2 (de) * | 2001-06-13 | 2003-06-05 | Thyssenkrupp Stahl Ag | Höherfestes, kaltumformbares Stahlblech, Verfahren zu seiner Herstellung und Verwendung eines solchen Blechs |
| US7926180B2 (en) | 2001-06-29 | 2011-04-19 | Mccrink Edward J | Method for manufacturing gas and liquid storage tanks |
| US7475478B2 (en) | 2001-06-29 | 2009-01-13 | Kva, Inc. | Method for manufacturing automotive structural members |
| FR2838138B1 (fr) | 2002-04-03 | 2005-04-22 | Usinor | Acier pour la fabrication de moules d'injection de matiere plastique ou pour la fabrication de pieces pour le travail des metaux |
| FR2847271B1 (fr) | 2002-11-19 | 2004-12-24 | Usinor | Procede pour fabriquer une tole en acier resistant a l'abrasion et tole obtenue |
| DE602004028575D1 (de) | 2003-01-24 | 2010-09-23 | Ellwood Nat Forge Co | eglin stahl- eine niedriglegierte hochfeste zusammensetzung |
| WO2004111277A1 (ja) | 2003-06-12 | 2004-12-23 | Nippon Steel Corporation | アルミナクラスターの少ない鋼材 |
| MX2007011392A (es) | 2005-08-30 | 2007-11-09 | Ati Properties Inc | Composiciones de acero, metodos para su formacion, y articulos formados a partir de ellas. |
| RU2297460C1 (ru) | 2006-04-05 | 2007-04-20 | Закрытое акционерное общество "Ижевский опытно-механический завод" | Способ приготовления протяженного, преимущественно цилиндрического, изделия из конструкционной высокопрочной стали, изделие из конструкционной высокопрочной стали |
| CN100503893C (zh) | 2006-10-13 | 2009-06-24 | 燕山大学 | 表面具有硬贝氏体组织齿轮的制造工艺 |
| US8444776B1 (en) | 2007-08-01 | 2013-05-21 | Ati Properties, Inc. | High hardness, high toughness iron-base alloys and methods for making same |
| US8529708B2 (en) | 2007-10-22 | 2013-09-10 | Jay Carl Locke | Carburized ballistic alloy |
| RU2388986C2 (ru) | 2008-05-14 | 2010-05-10 | ЗАО "ФОРТ Технология" | Многослойная бронепреграда (варианты) |
| US9822422B2 (en) | 2009-09-24 | 2017-11-21 | Ati Properties Llc | Processes for reducing flatness deviations in alloy articles |
| CN101906588B (zh) | 2010-07-09 | 2011-12-28 | 清华大学 | 一种空冷下贝氏体/马氏体复相耐磨铸钢的制备方法 |
| US9182196B2 (en) | 2011-01-07 | 2015-11-10 | Ati Properties, Inc. | Dual hardness steel article |
| US9657363B2 (en) | 2011-06-15 | 2017-05-23 | Ati Properties Llc | Air hardenable shock-resistant steel alloys, methods of making the alloys, and articles including the alloys |
-
2009
- 2009-10-19 US US12/581,497 patent/US8444776B1/en not_active Expired - Fee Related
-
2010
- 2010-08-10 UA UAA201205724A patent/UA107091C2/ru unknown
- 2010-10-08 CN CN201510192519.9A patent/CN104805373B/zh not_active Expired - Fee Related
- 2010-10-08 KR KR1020127008500A patent/KR101745743B1/ko active IP Right Grant
- 2010-10-08 AU AU2010308415A patent/AU2010308415B2/en not_active Ceased
- 2010-10-08 RU RU2012120661/02A patent/RU2551737C2/ru not_active IP Right Cessation
- 2010-10-08 EP EP10766452A patent/EP2491149A1/en not_active Withdrawn
- 2010-10-08 UA UAA201407220A patent/UA117656C2/uk unknown
- 2010-10-08 RU RU2015114706/02A patent/RU2015114706A/ru not_active Application Discontinuation
- 2010-10-08 BR BR112012008995-1A patent/BR112012008995A2/pt not_active Application Discontinuation
- 2010-10-08 JP JP2012534243A patent/JP5746194B2/ja not_active Expired - Fee Related
- 2010-10-08 MX MX2012004227A patent/MX2012004227A/es active IP Right Grant
- 2010-10-08 CN CN201080056474.8A patent/CN102686753B/zh not_active Expired - Fee Related
- 2010-10-08 KR KR1020177006217A patent/KR101874271B1/ko active IP Right Grant
- 2010-10-08 WO PCT/US2010/051884 patent/WO2011049755A1/en active Application Filing
- 2010-10-08 CA CA2775348A patent/CA2775348C/en not_active Expired - Fee Related
-
2012
- 2012-03-22 IL IL218784A patent/IL218784A/en not_active IP Right Cessation
-
2013
- 2013-03-07 HK HK13102843.0A patent/HK1175505A1/xx not_active IP Right Cessation
- 2013-03-07 HK HK16100248.2A patent/HK1212399A1/xx not_active IP Right Cessation
- 2013-04-19 US US13/866,056 patent/US9593916B2/en not_active Expired - Fee Related
-
2016
- 2016-12-14 US US15/378,229 patent/US20170299343A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5129966A (en) * | 1990-06-05 | 1992-07-14 | Rao Bangaru V N | High performance high strength low alloy cast steels |
| RU2139357C1 (ru) * | 1999-04-14 | 1999-10-10 | Бащенко Анатолий Павлович | Способ изготовления стальных монолистовых бронеэлементов б 100 ст |
| EP2036992A1 (en) * | 2006-06-21 | 2009-03-18 | Kabushiki Kaisha Kobe Seiko Sho | Steel for forging, process for producing the same, and forged article |
| WO2009018522A1 (en) * | 2007-08-01 | 2009-02-05 | Ati Properties, Inc. | High hardness, high toughness iron-base alloys and methods for making same |
Also Published As
| Publication number | Publication date |
|---|---|
| HK1212399A1 (en) | 2016-06-10 |
| UA107091C2 (uk) | 2014-11-25 |
| KR101745743B1 (ko) | 2017-06-12 |
| CA2775348C (en) | 2018-05-01 |
| CN102686753A (zh) | 2012-09-19 |
| CN104805373A (zh) | 2015-07-29 |
| KR20120103563A (ko) | 2012-09-19 |
| CN104805373B (zh) | 2017-03-08 |
| RU2015114706A (ru) | 2015-10-27 |
| US20130233454A1 (en) | 2013-09-12 |
| RU2015114706A3 (ru) | 2018-08-09 |
| KR20170028460A (ko) | 2017-03-13 |
| CN102686753B (zh) | 2015-06-10 |
| RU2012120661A (ru) | 2013-11-27 |
| JP2013508542A (ja) | 2013-03-07 |
| US8444776B1 (en) | 2013-05-21 |
| US20170299343A1 (en) | 2017-10-19 |
| KR101874271B1 (ko) | 2018-07-03 |
| US9593916B2 (en) | 2017-03-14 |
| CA2775348A1 (en) | 2011-04-28 |
| AU2010308415A1 (en) | 2012-04-19 |
| JP5746194B2 (ja) | 2015-07-08 |
| HK1175505A1 (en) | 2013-07-05 |
| IL218784A0 (en) | 2012-06-28 |
| WO2011049755A1 (en) | 2011-04-28 |
| UA117656C2 (uk) | 2018-09-10 |
| EP2491149A1 (en) | 2012-08-29 |
| IL218784A (en) | 2016-03-31 |
| AU2010308415B2 (en) | 2014-05-15 |
| MX2012004227A (es) | 2012-06-08 |
| BR112012008995A2 (pt) | 2020-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2551737C2 (ru) | Сплавы на основе железа с высокой твердостью, высокой прочностью и способы их производства | |
| JP5432900B2 (ja) | 高い硬度、高い靭性の鉄ベース合金及びその作成方法 | |
| JP2008208454A (ja) | 耐遅れ破壊特性に優れた高張力鋼材並びにその製造方法 | |
| US20190062881A1 (en) | High aluminum containing manganese steel and methods of preparing and using the same | |
| KR101665810B1 (ko) | 표면경도가 우수한 오스테나이트계 강재 및 이의 제조방법 | |
| CN111742076A (zh) | 高碳冷轧钢板及其制造方法 | |
| JP3886881B2 (ja) | 防弾性に優れた高Mnオーステナイト鋼板 | |
| KR102494553B1 (ko) | 가공성이 우수한 고인성 고탄소 냉연강판 및 그 제조방법 | |
| KR102485008B1 (ko) | 고인성을 갖는 고탄소 냉연강판 및 그 제조방법 | |
| PL215067B1 (pl) | Stal pancerna na blachy o wysokiej ciągliwości i sposób utwardzania blach | |
| RU2520247C1 (ru) | Высокопрочная броневая сталь и способ производства листов из нее | |
| CN116745443A (zh) | 工具用钢材及其制造方法 | |
| KR100524617B1 (ko) | 충격인성이 우수한 고탄소공구강대 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PD4A | Correction of name of patent owner | ||
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20191009 |