RU2380304C2 - Устройство для подачи и отвода емкостей - Google Patents
Устройство для подачи и отвода емкостей Download PDFInfo
- Publication number
- RU2380304C2 RU2380304C2 RU2004132575/11A RU2004132575A RU2380304C2 RU 2380304 C2 RU2380304 C2 RU 2380304C2 RU 2004132575/11 A RU2004132575/11 A RU 2004132575/11A RU 2004132575 A RU2004132575 A RU 2004132575A RU 2380304 C2 RU2380304 C2 RU 2380304C2
- Authority
- RU
- Russia
- Prior art keywords
- containers
- sprocket
- center
- side surfaces
- possibility
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/84—Star-shaped wheels or devices having endless travelling belts or chains, the wheels or devices being equipped with article-engaging elements
- B65G47/846—Star-shaped wheels or wheels equipped with article-engaging elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0235—Containers
- B65G2201/0244—Bottles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Specific Conveyance Elements (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Cleaning In General (AREA)
- Feeding Of Articles To Conveyors (AREA)
Abstract
Устройство содержит звездочку, карманы или боковые поверхности которой прилегают к емкости и выполнены с возможностью регулировки для приема разных емкостей. Толкающие и/или центрирующие боковые поверхности или призмы звездочки выполнены с возможностью автоматического привода в действие и настраивания в положении вращения на разные диаметры емкостей в результате вращательного смещения по отношению к центру емкости, соответственно диаметру корпуса емкости и необходимому положению емкости в обрабататывающей машине. Предусмотрен направляющий элемент, положение которого задается автоматически в зависимости от величины обрабатываемой емкости. Обеспечивается относительное позиционирование звездочки без ее механических регулировок. 11 з.п. ф-лы, 2 ил.
Description
Изобретение относится к устройству для подачи и отводу емкостей, в частности для подачи бочек, банок и пр. с ленточного транспортера на линейный транспортер или карусельный стол, а также для подачи таких емкостей на отводящий транспортер со звездочкой согласно ограничительной части п.1 формулы изобретения.
Такие устройства применяются, например, в машинах для обработки емкостей. К обрабатывающей машине вертикально установленные и выравненные емкости подаются ленточным транспортером, при этом их загрузка и выгрузка производится посредством соответствующей звездочки. Загрузочная звездочка подает емкости на карусельный стол машины, а разгрузочная звездочка отбирает обработанные емкости из машины и перемещает их на движущийся около нее отводящий ленточный транспортер.
Устройства такого типа применяются также и для других цилиндрических емкостей и в других машинах, например в разливочных и этикетировочных машинах, инспекционных и испытательных машинах, бочкоразливочных машинах и пр. При этом принято применять для каждого диаметра емкости отдельный комплект звездочек.
Также известно, что подобные устройства содержат две, жестко связанные между собой соосные звездочки, одна из боковых поверхностей рычагов которых образует задний упор для перемещаемых емкостей, что между этими звездочками располагается средняя, соосная звездочка, боковые поверхности рычагов которой, противолежащие боковым поверхностям других зубьев, образуют передний упор для емкостей, и что предусмотрены средства для разворота средней звездочки по отношению к паре звездочек на установочный угол таким образом, чтобы устройство могло приводиться в соответствие с разными диаметрами емкостей.
Исходя из этого уровня техники, в основу изобретения положена задача создания устройства для подачи и/или отвода разных емкостей, в котором можно отказаться от применения настраиваемых и/или переналаживаемых элементов звездочки, а также от разворачиваемых по отношению друг к другу плоскостей карманов звездочек.
Указанная задача решается в устройстве согласно ограничительной части п.1 формулы изобретения в результате того, что толкающие и/или центрирующие боковые поверхности звездочки приводятся в действие автоматически и в положении вращения могут настраиваться на разные диаметры емкостей в результате вращательного смещения по отношению к центру емкости, соответственно диаметру корпуса емкости и соответствующему положению в машине.
При этом в качестве отдельного варианта предлагается, чтобы толкающие и/или центрирующие боковые поверхности звездочки могли управляться с опережением или запаздыванием и/или приводиться в положение толкания на неполную величину смещения центра соответствующих емкостей разных диаметров.
Благодаря этому варианту при автономном приводе звездочки становится возможным любое относительное позиционирование и, следовательно, отдельное приведение в соответствие с разными диаметрами емкостей без необходимости механических и прочих регулировок подводящей и/или отводящей звездочки. Переналадка достигается настройкой на соответствующий размер обрабатываемой емкости, причем с помощью синхронных, серво-, шаговых и других приводных электродвигателей и соответствующих управляющих и/или контрольных модулей, таких, например, как сельсин-датчик, управляющая карта, ПК, программное обеспечение и пр., автоматически обеспечивается синхронное в отношении угла поворота и скорости позиционирование боковых поверхностей звездочки или самой звездочки и точное расположение емкостей в требуемом передаточном положении.
Ниже изобретение поясняется с помощью упрощенного примера осуществления, при котором емкость подается в обрабатывающую машину. Соответствующие аналогичные приемы обеспечивают условия и процессы при передаче такой емкости из обрабатывающей машины на расположенный на стороне выгрузки отводящий транспортер.
При этом изображено на:
фиг.1 - линейная обрабатывающая машина,
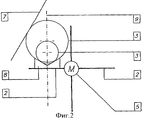
фиг.2 - передаточная звездочка призматической конструкции.
Устройство для подачи и отвода емкостей состоит в основном из вращающейся звездочки 1 с приемными карманами, боковыми поверхностями 2 или призмами 8, к которым прилегает наружной поверхностью 3 емкость во время передачи. Карманы звездочки или боковые поверхности 2 располагаются предпочтительно парно на разных уровнях с наличием соответствующего промежутка между ними и приводятся в действие автономным, независимым от привода машины приводным устройством 5. Для этой цели могут применяться синхронные, шаговые, серво- и другие соответствующие электродвигатели, которые в зависимости от выбора могут приводиться в действие и управляться с обеспечением синхронности скорости, положения и/или угла поворота.
Учитывая, что устройство приводится в действие, по меньшей мере, одним автономным приводным двигателем и механически не связано с органами собственно машины для обработки емкостей, совершающими приводные и/или вращательные движения, то предусмотрены средства, как, например, сельсин-датчик или указатель положения и пр., обеспечивающие соответствующее шагу зацепления положение и такое же приведение в действие устройства после прерывания работы и/или прекращения подачи электроэнергии.
Рабочее или толкающее положение боковых поверхностей или призм автоматически задается с учетом разных диаметров емкостей в результате вращательного смещения по отношению к диаметру емкости, соответственно его центру и требуемому положению емкости на опорной тарелке карусели, линейном транспортере или в положении обработки в машине. Круговое движение звездочки или боковых поверхностей 2 или призм 8 может происходить непрерывно, циклически или с шагом разной длины при ускорении и замедлении, причем целесообразно, чтобы в точке передачи обеспечивались преимущественно одинаковыми скорость движения емкостей 4 и скорость подачи или окружная скорость обрабатывающей машины. Между расположенными, например, с промежутком толкающими или центрирующими боковыми поверхностями 2 или призмами 8 предусмотрены, в зависимости от диаметра емкости, направляющие элементы 6, утапливаемые в соответствующем конечном положении. Они направляют емкость 4 в случае нарушения ее центрального положения к вращающейся опорной тарелке или в необходимую для обработки позицию. Такие направляющие элементы 6 могут не применяться в случае, когда емкости 4 подаются по центрирующей дорожке или транспортными устройствами с боковыми направляющими и когда используется дополнительная призматическая направляющая 8. В зависимости от скорости вращения направляющих элементов 6 для фиксации емкостей 4 могут применяться дополнительные прижимные или направляющие элементы 7. Согласно изображенному на фиг.2 примеру осуществления боковая поверхность или направляющий рычаг 2' снабжен призмой 8. При таком варианте осуществления емкости разного диаметра всегда передаются с соосным центрированием. На практике центральная ось 9 призмы всегда проходит через центр приемной плоскости, приемную опорную тарелку и пр. или такое прохождение может быть обеспечено. Призма 8 может быть расположена на боковой поверхности или направляющем рычаге 2 с возможностью смещения или подвижности с помощью двигателя для приведения в соответствие с разными центральными положениями. При использовании призмы 8 целесообразно оснастить ею все направляющие рычаги или боковые поверхности 2, 2'.
Claims (12)
1. Устройство для подачи и отвода емкостей, в частности, для подачи вертикально установленных бочек, банок, бутылок, с ленточного транспортера на линейный транспорте или карусельный стол, или для отвода таких емкостей на отводящий ленточный конвейер, содержащее звездочку, карманы или боковые поверхности которой прилегают, по меньшей мере, частично к емкости и выполнены с возможностью регулировки для приема разных емкостей, отличающееся тем, что толкающие и/или центрирующие боковые поверхности или призмы (2, 2', 8) звездочки (1) выполнены с возможностью автоматического привода в действие и настраивания в положении вращения на разные диаметры емкостей в результате вращательного смещения по отношению к центру емкости соответственно диаметру корпуса емкости и необходимому положению емкости (4) в обрабататывающей машине, причем предусмотрен направляющий элемент (6), положение которого задается автоматически в зависимости от величины обрабатываемой емкости.
2. Устройство по п.1, отличающееся тем, что толкающие и/или центрирующие боковые поверхности или призмы (2, 2', 8) звездочки и/или толкателя выполнены с возможностью регулирования с опережением или запаздыванием на угол, необходимый для компенсации смещения центра соответствующих емкостей разных диаметров, и/или с возможностью привода в положение толкания.
3. Устройство по п.1, отличающееся тем, что толкающие и/или центрирующие боковые поверхности или призмы (2, 2', 8) звездочки выполнены с возможностью совмещения центра емкости с центром приемной плоскости линейной или содержащей опорные тарелки вращающейся обрабатывающей машины с опережающей или запаздывающей скоростью надвигания.
4. Устройство по п.1, отличающееся тем, что боковые поверхности или призмы (2, 2', 8) звездочки выполнены с возможностью совмещения центра емкости с соответствующим шагу зацепления центром плоскости, в которой происходит прием или подача линейной обрабатывающей машиной.
5. Устройство по пп.1-4, отличающееся тем, что, по меньшей мере, расположенная на входной стороне звездочка выполнена с возможностью привода в действие автономным двигателем (5), с возможностью отдельного управления и/или регулирования.
6. Устройство по п.1, отличающееся тем, что двигатель (5) имеет синхронное, относительно синхронное и/или шаговое управление по отношению к движению рабочих позиций обрабатывающей машины.
7. Устройство по п.1, отличающееся тем, что рычаги звездочки или призмы (2, 2', 8) выполнены с возможностью установки по центральным осям емкостей при синхронном обеспечении угла поворота или положения относительно центральных осей (9) приемных тарелок карусельного стола (10) или линейной обрабатывающей позиции.
8. Устройство по п.1, отличающееся тем, что направляющий элемент (6) установлен на передаточном участке для обеспечения соосного положения емкости (4) по отношению к центру опорных тарелок или приемной плоскости.
9. Устройство по п.1, отличающееся тем, что передаточная звездочка в качестве передаточного элемента, а опорные тарелки или транспортеры в качестве приемного подающего элемента и наоборот, имеют одинаковые скорости, по меньшей мере, в передаточной точке.
10. Устройство по п.1, отличающееся тем, что боковые поверхности или направляющие рычаги (2) выполнены в виде призмы (8) для приема емкостей (4) разного размера.
11. Устройство по п.10, отличающееся тем, что центральная ось (9) призмы проходит или может проходить через центр приемной плоскости.
12. Устройство по п.10, отличающееся тем, что призма (8) расположена на боковой поверхности или направляющем рычаге (2, 2') с возможностью смещения или перемещения посредством двигателя для приведения в соответствие с разными средними положениями.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10352885A DE10352885A1 (de) | 2003-11-10 | 2003-11-10 | Vorrichtung zum Zu- und Abführen von Behältern |
| DE10352885.7-22 | 2003-11-10 | ||
| DE10352885.7 | 2003-11-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2004132575A RU2004132575A (ru) | 2006-04-20 |
| RU2380304C2 true RU2380304C2 (ru) | 2010-01-27 |
Family
ID=34428699
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2004132575/11A RU2380304C2 (ru) | 2003-11-10 | 2004-11-09 | Устройство для подачи и отвода емкостей |
Country Status (9)
| Country | Link |
|---|---|
| US (3) | US20050121104A1 (ru) |
| EP (1) | EP1529745B1 (ru) |
| JP (1) | JP2005139003A (ru) |
| AT (1) | ATE347524T1 (ru) |
| DE (2) | DE10352885A1 (ru) |
| ES (1) | ES2277185T3 (ru) |
| PT (1) | PT1529745E (ru) |
| RU (1) | RU2380304C2 (ru) |
| UA (1) | UA87964C2 (ru) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008050249B4 (de) * | 2008-10-07 | 2011-04-14 | Khs Gmbh | Testverfahren zur Überprüfung einer Inspektionseinrichtung, die als Etikettensitzkontrolleinrichtung ausgeführt ist |
| US20130327793A1 (en) * | 2010-04-01 | 2013-12-12 | Khs Gmbh | Method of manufacturing and filling kegs with beer in a keg filling plant, which keg filling plant is disposed within a single building |
| JP5373223B2 (ja) * | 2011-04-06 | 2013-12-18 | 三菱重工食品包装機械株式会社 | 回転式充填機及び回転式充填機の充填量演算方法 |
| DE102012101238A1 (de) * | 2012-02-16 | 2013-08-22 | Krones Ag | Transporteinrichtung und transportverfahren für behälterbehandlungsanlage sowie blasmaschine |
| DE102013104082B4 (de) | 2013-04-23 | 2017-02-02 | Khs Gmbh | Transportvorrichtung für Behälter |
| DE102013112434B3 (de) | 2013-11-12 | 2014-09-25 | Khs Gmbh | Transportstern mit verstellbaren Sterntaschen – Noniusstern |
| DE102013113292A1 (de) | 2013-12-02 | 2015-06-18 | Khs Gmbh | Transportstern mit verstellbaren Sterntaschen |
| US9808114B1 (en) * | 2014-02-11 | 2017-11-07 | Steady Equipment Corporation | Automated machine for producing multiple cups of coffee |
| DE102016101985B4 (de) | 2016-02-04 | 2018-06-21 | Khs Gmbh | Transportstern zum Führen von Behältern in einer Behälterbehandlungsanlage |
| NL2017196B1 (en) | 2016-07-20 | 2018-01-26 | Sluis Cigar Machinery Bv | Simulated cigarette parts reorienting apparatus |
| EP3409442B1 (en) * | 2017-06-02 | 2020-01-08 | Sidel Participations | Improved system and method for synchronization of a container forming machine and a container processing machine in a container processing plant |
| CN109132459B (zh) * | 2018-10-29 | 2024-04-05 | 长沙开元仪器有限公司 | 一种用于煤样瓶的进瓶装置 |
| CN109389769A (zh) * | 2018-12-06 | 2019-02-26 | 东莞京川精密机械设备有限公司 | 一种共享电池机 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1043868A (en) * | 1965-05-20 | 1966-09-28 | Wtz Feikeramischen Ind | Device for feeding round cross-sectional objects to or from a continuously operating machine |
| US4045940A (en) * | 1972-09-21 | 1977-09-06 | Filper Corporation | Baler system and method |
| US3905177A (en) * | 1973-10-29 | 1975-09-16 | Michael Herzog | Bottle capping machine |
| US3888065A (en) * | 1974-07-03 | 1975-06-10 | Raymond A Heisler | Apparatus and method for automatically positioning and inserting plastic plugs in a container top |
| EP0019405B1 (en) * | 1979-05-12 | 1983-09-28 | GKN Sankey Limited | Method of washing and filling containers |
| DE3729324A1 (de) * | 1987-09-02 | 1989-03-16 | Henkel Kgaa | Verfahren zum einstellen von stiften in ein tray und vorrichtung zum durchfuehren des verfahrens |
| US4817363A (en) * | 1987-09-02 | 1989-04-04 | Owens-Illinois Plastic Products Inc. | Fitment inserter machine |
| DE3833885A1 (de) * | 1988-10-05 | 1990-04-12 | Leifeld & Lemke Maschf | Vorrichtung zum reinigen und fuellen von behaeltern, insbesondere von faessern wie kegs |
| GB8913434D0 (en) * | 1989-06-12 | 1989-08-02 | Ag Patents Ltd | Filling containers |
| EP0405402A3 (en) | 1989-06-26 | 1991-03-20 | Toyo Seikan Kaisha Limited | Aseptic filling machine |
| US5285528A (en) * | 1991-02-22 | 1994-02-08 | International Business Machines Corporation | Data structures and algorithms for managing lock states of addressable element ranges |
| IT1270504B (it) * | 1993-05-19 | 1997-05-06 | Simonazzi Spa | Trasportatore a stella con dispositivo di regolazione per contenitori di vario formato. |
| GB9418730D0 (en) * | 1994-09-16 | 1994-11-02 | Mead Corp | Adjustable metering device |
| DE19513064B4 (de) * | 1995-04-07 | 2004-04-01 | Khs Maschinen- Und Anlagenbau Ag | Verfahren sowie System zum Füllen von Behältern mit einem flüssigen Füllgut sowie Füllmaschine und Etikettiereinrichtung zur Verwendung bei diesem Verfahren oder System |
| CA2170956A1 (en) * | 1995-09-21 | 1997-03-22 | Joe F. Posge | Product filler head system with computer control |
| US6170232B1 (en) * | 1997-12-30 | 2001-01-09 | Vandegeijn Peter T. | Quick-change collet chuck |
| EP1107911B1 (en) * | 1998-03-09 | 2005-01-19 | Cima Labs Inc. | Apparatus for handling and packaging friable tablets |
| DE19814625A1 (de) * | 1998-04-01 | 1999-10-07 | Khs Masch & Anlagenbau Ag | Vortisch für Gefäßbehandlungsmaschinen |
| US6141943A (en) * | 1998-09-21 | 2000-11-07 | F. R. Drake Company | Food article loading head and method |
| DE10008426B4 (de) * | 2000-02-23 | 2011-07-28 | KHS GmbH, 44143 | System sowie Verfahren zum Füllen von Behältern mit einem flüssigen Füllgut |
| US6481188B1 (en) * | 2000-06-30 | 2002-11-19 | Owens Corning Fiberglas Technology, Inc. | Apparatus and method for sealing an article |
| DE10154203B4 (de) * | 2000-11-30 | 2004-05-27 | Ulrich Kremser | Einlaufsystem für flaschenverarbeitende Maschinen in der Getränke- und Abfülltechnik |
| DE10107004A1 (de) * | 2001-02-15 | 2002-09-12 | Langguth Gmbh & Co | Vorrichtung zur Gebindeausrichtung |
-
2003
- 2003-11-10 DE DE10352885A patent/DE10352885A1/de not_active Ceased
-
2004
- 2004-10-27 EP EP04025469A patent/EP1529745B1/de not_active Not-in-force
- 2004-10-27 AT AT04025469T patent/ATE347524T1/de active
- 2004-10-27 ES ES04025469T patent/ES2277185T3/es active Active
- 2004-10-27 PT PT04025469T patent/PT1529745E/pt unknown
- 2004-10-27 DE DE502004002228T patent/DE502004002228D1/de active Active
- 2004-11-05 JP JP2004321689A patent/JP2005139003A/ja active Pending
- 2004-11-09 RU RU2004132575/11A patent/RU2380304C2/ru not_active IP Right Cessation
- 2004-11-10 US US10/985,640 patent/US20050121104A1/en not_active Abandoned
- 2004-12-30 UA UA20041210975A patent/UA87964C2/ru unknown
-
2008
- 2008-10-14 US US12/251,071 patent/US7779874B2/en not_active Expired - Fee Related
-
2010
- 2010-07-06 US US12/830,894 patent/US8297322B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| ES2277185T3 (es) | 2007-07-01 |
| US20090095371A1 (en) | 2009-04-16 |
| DE502004002228D1 (de) | 2007-01-18 |
| EP1529745B1 (de) | 2006-12-06 |
| EP1529745A1 (de) | 2005-05-11 |
| JP2005139003A (ja) | 2005-06-02 |
| US20050121104A1 (en) | 2005-06-09 |
| DE10352885A1 (de) | 2005-07-07 |
| US8297322B2 (en) | 2012-10-30 |
| US7779874B2 (en) | 2010-08-24 |
| RU2004132575A (ru) | 2006-04-20 |
| UA87964C2 (ru) | 2009-09-10 |
| ATE347524T1 (de) | 2006-12-15 |
| US20100269955A1 (en) | 2010-10-28 |
| PT1529745E (pt) | 2007-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2380304C2 (ru) | Устройство для подачи и отвода емкостей | |
| KR920009297B1 (ko) | 물품 수납장치 | |
| EP2388082B1 (en) | Method and Apparatus for Container Recirculation | |
| US6338371B1 (en) | Apparatus for conveying, supplying, and filling unshaped containers, and method for conveying and supplying the same | |
| KR100268365B1 (ko) | 저속의 용기 포장 성형 기계 | |
| CN102015463B (zh) | 一种用于将包装容器从第一单元传送至第二单元的方法和装置 | |
| KR910007271B1 (ko) | 조립 부분품의 공급방법 및 장치 | |
| US5096041A (en) | Method and apparatus for receiving and delivering articles with differing motion characteristics | |
| SA112330387B1 (ar) | جهاز نقل قطع التشغيل باستخدام محور طولي | |
| JP2015020858A (ja) | 物品移載装置 | |
| KR100702939B1 (ko) | 포탄 이송 장치 및 이를 이용한 포탄 이송 방법 | |
| US3886353A (en) | Automatic continuous container inspecting method and apparatus | |
| JPH07237745A (ja) | 異径容器用容器保持具 | |
| US2801651A (en) | Filling structure | |
| CZ292525B6 (cs) | Zařízení na výměnu nástrojů ve vřetenu obráběcího stroje | |
| JPH08500567A (ja) | 容器を間欠的に搬送するための装置 | |
| US3136103A (en) | Machine for loading pineapple slices | |
| EP0348471A1 (en) | Straight line checkweigher | |
| JP2014108806A (ja) | 容器供給装置及びその容器供給装置を備えた容器処理装置 | |
| EP1015321B1 (en) | Feeder mechanism and hopper for two different types of cartons | |
| SU921721A1 (ru) | Автомат дл резки труб на мерные заготовки | |
| US1393134A (en) | Apparatus for truing can-bodies and positioning ends thereupon | |
| KR20070034521A (ko) | 파우치 및 개별적인 분출부를 그들의 처리를 위한 회전장치로 공급하기 위한 장치 및 관련 방법 | |
| RU2777134C2 (ru) | Непрерывно циркулирующее конвейерное устройство для контейнеров в упаковочной установке | |
| JP2005119720A (ja) | キャップ巻締装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PD4A | Correction of name of patent owner | ||
| PD4A | Correction of name of patent owner | ||
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20181110 |