RU2357906C2 - Сигаретная упаковка и способ ее изготовления - Google Patents
Сигаретная упаковка и способ ее изготовления Download PDFInfo
- Publication number
- RU2357906C2 RU2357906C2 RU2007118692/12A RU2007118692A RU2357906C2 RU 2357906 C2 RU2357906 C2 RU 2357906C2 RU 2007118692/12 A RU2007118692/12 A RU 2007118692/12A RU 2007118692 A RU2007118692 A RU 2007118692A RU 2357906 C2 RU2357906 C2 RU 2357906C2
- Authority
- RU
- Russia
- Prior art keywords
- box
- pack
- cigarette
- cigarette package
- group
- Prior art date
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
- B65D85/1045—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a general shape other than plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/58—Applying two or more wrappers, e.g. in succession
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/12—Inserting the cigarettes, or wrapped groups thereof, into preformed containers
- B65B19/20—Inserting the cigarettes, or wrapped groups thereof, into preformed containers into boxes with hinged lids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/08—Forming three-dimensional containers from sheet material
- B65B43/10—Forming three-dimensional containers from sheet material by folding the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/24—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
Abstract
Сигаретная упаковка содержит внутреннюю пачку, внутреннюю коробку и наружную коробку. При этом внутренняя пачка получена посредством обертывания группы сигарет в обертку. Внутренняя коробка герметично содержит внутреннюю пачку и включает корпус коробки с открытым концом и крышку для открывания/закрывания открытого конца корпуса коробки. При этом корпус коробки и крышка выполнены из внутренней заготовки, которая выполнена термосвариваемой и имеет экранирующий слой относительно компонентов аромата и вкуса, испускаемых группой сигарет. Сигаретная упаковка также содержит наружную коробку с откидной крышкой, образованную из бумажной наружной заготовки и содержащую внутреннюю коробку. При этом внутренняя заготовка включает металлический слой, служащий в качестве экранирующего слоя, и термосвариваемый полимерный слой, ламинированный на обеих сторонах металлического слоя. Причем крышка соединена с задней стенкой корпуса коробки с помощью шарнирного сгиба и включает язычковую часть, расположенную поверх передней поверхности корпуса коробки и соединенную с ней посредством термосваривания с возможностью отсоединения. Заявленная группа изобретений также относится к способу изготовления вышеуказанной коробки. Предложенная группа изобретений направлена на создание сигаретной упаковки, которая обеспечивает хорошее сохранение аромата и вкуса группы сигарет и является простой в изготовлении. 2 н. и 6 з.п. ф-лы, 13 ил.
Description
Область техники, к которой относится изобретение
Данное изобретение относится к сигаретной упаковке, имеющей превосходные свойства для сохранения аромата и вкуса сигарет или сигарет с фильтром, и к способу ее изготовления.
Уровень техники
В качестве сигаретной упаковки этого типа широко используется упаковка с откидной крышкой. Упаковка с откидной крышкой включает внутреннюю пачку, полученную посредством обертывания группы сигарет или сигарет с фильтром в бумагу с напыленным алюминием, и наружную коробку для удерживания внутренней пачки. Наружная коробка имеет корпус коробки и откидную крышку. Наружная коробка дополнительно завернута в прозрачную пленку, которая имеет отрывную ленту.
Бумага с напыленным алюминием, обертывающая пачку сигарет, просто сгибается вокруг пачки сигарет, так что имеется множество щелей между перекрывающимися частями, в которых бумага с напыленным алюминием накладывается сама на себя. Поэтому компоненты аромата, испускаемые группой сигарет, выходят через щели в коробку.
Сама наружная коробка имеет также щель между корпусом коробки и откидной крышкой. Пленка, обертывающая снаружи коробку, является полезной для защиты сигаретной пачки от наружной влаги, однако не подходит для блокирования выхода компонентов аромата и вкуса.
После изготовления сигаретной упаковки компоненты аромата и вкуса сигаретной пачки постепенно выходят наружу из сигаретной упаковки. Это ухудшает качество сигарет или сигарет с фильтром, и поэтому срок хранения сигаретной упаковки не может быть длительным.
Для решения указанной выше проблемы известны сигаретные упаковки, раскрытые в патенте США №6237760 и в международной публикации №02/079052. Каждая из этих хорошо известных сигаретных упаковок включает внутреннюю пачку герметичного типа, размещенную в наружной коробке. Внутренняя пачка упаковки, показанная в указанной первой публикации, имеет внутреннюю раму с U-образной формой в поперечном сечении, которая удерживает группу сигарет, и внутреннюю обертку для обертывания группы сигарет вместе с внутренней рамой. Внутренняя обертка выполнена из герметизируемого нагревом листового материала.
Внутренняя упаковка сигаретной упаковки, показанная в указанной второй публикации, имеет коробчатую форму, аналогичную наружной коробке, и включает термосвариваемую внутреннюю заготовку для обертывания группы сигарет.
Указанная первой внутренняя пачка имеет внутреннюю раму между внутренней оберткой и группой сигарет. Поэтому когда внутреннюю обертку запечатывают термосвариванием, то внутренняя рама является полезной для блокирования тепла, выделяемого при термосваривании и передаваемого с внутренней обертки в группу сигарет. Однако за счет выполнения из относительно толстой бумаги внутренняя рама легко абсорбирует компоненты аромата и вкуса, испускаемые из группы сигарет. Это нежелательно для длительного сохранения аромата и вкуса группы сигарет.
Наличие внутренней рамы требует стадии сгибания внутренней рамы в качестве предварительной стадии собственно стадии формирования внутренней пачки в процессе изготовления сигаретной упаковки. На стадии сгибания внутреннюю раму сгибают вокруг группы сигарет и располагают в непосредственном контакте с группой сигарет. Во время процесса сгибания внутренней рамы сигареты или сигареты с фильтром группы сигарет могут разъединяться. Для аккуратного и надежного сгибания внутренней рамы вокруг группы сигарет участок для выполнения стадии сгибания неизбежно имеет сложную конструкцию. Дополнительно к этому невозможно сгибать внутреннюю раму с большой скоростью. В соответствии с этим при введении участка сгибания в производственную линию для сигаретных упаковок уменьшается производительность изготовления сигаретных упаковок.
В случае указанной последней внутренней пачки, внутренняя заготовка сгибается вокруг группы сигарет, так что операцию сгибания внутренней заготовки можно выполнять так же, как операцию сгибания наружной коробки. Однако внутренняя заготовка непосредственно обертывает группу сигарет, так что тепло, создаваемое при термосваривании, оказывает отрицательное влияние на аромат и вкус группы сигарет во время термосваривания внутренней заготовки.
Сущность изобретения
Задачей данного изобретения является создание сигаретной упаковки, обеспечивающей удовлетворительное сохранение аромата и вкуса группы сигарет и продление срока хранения. Другой задачей данного изобретения является создание простого способа изготовления сигаретной упаковки.
Для достижения этих целей сигаретная упаковка согласно данному изобретению содержит внутреннюю пачку, полученную посредством обертывания группы сигарет во внутреннюю обертку, внутреннюю коробку, герметично содержащую внутреннюю пачку и включающую корпус оболочки с открытым концом и крышку для открывания/закрывания открытого конца корпуса оболочки, при этом корпус оболочки и крышка выполнены из внутренней заготовки, причем внутренняя заготовка выполнена термосвариваемой и имеет экранирующий слой относительно компонентов аромата и вкуса, испускаемых группой сигарет, и наружную оболочку с откидной крышкой, выполненную из бумажной наружной заготовки и содержащую внутреннюю оболочку.
Поскольку сигаретная упаковка содержит внутреннюю коробку герметичного типа между внутренней пачкой и наружной коробкой, имеющих обычную форму, то до открывания внутренней коробки компоненты аромата и вкуса, испускаемые внутренней пачкой, не могут выходить через зазор или выходить наружу наружной коробки через щель между наружной коробкой и внутренней коробкой. Следовательно, сигаретная упаковка согласно данному изобретению является превосходной относительно сохранения качества группы сигарет и продлевает срок хранения группы сигарет.
В частности, внутренняя заготовка для образования внутренней коробки может содержать металлический слой, служащий в качестве экранирующего слоя, и термосвариваемый полимерный слой, ламинированный на обеих сторонах металлического слоя. В этом случае предпочтительно, чтобы металлический слой и полимерный слой были выполнены из алюминия и полипропилена соответственно. Такая внутренняя заготовка отличается не только способностью экранирования аромата и вкуса группы сигарет, но также возможностью герметизации нагревом.
Крышка соединена с задней стенкой корпуса коробки с помощью шарнирного сгиба и включает язычковую часть. Язычковая часть расположена поверх передней поверхности корпуса коробки и соединена с ней посредством термосваривания с возможностью отсоединения. В этом случае корпус коробки предпочтительно имеет дополнительно пару внутренних верхних клапанов, которые предусмотрены на открытом конце корпуса коробки и соединены посредством термосваривания с возможностью отсоединения с язычковой частью. Такие внутренние верхние клапаны улучшают параметры герметизации внутренней коробки.
Кроме того, крышка предпочтительно имеет способность повторного склеивания с корпусом коробки. За счет этого, даже если внутренняя коробка однажды была открыта, можно сохранить параметры герметизации внутренней коробки.
Сигаретная упаковка согласно данному изобретению может также иметь испускающий источник для испускания аромата между внутренней коробкой и наружной коробкой или же иметь зону печати на наружной поверхности внутренней коробки.
Данное изобретение предлагает также способ изготовления сигаретной упаковки. Способ изготовления содержит стадии обертывания группы сигарет во внутреннюю обертку с образованием внутренней пачки; сгибания вокруг внутренней пачки внутренней заготовки с образованием внутренней коробки, включающей корпус оболочки с открытым концом и крышку для открывания/закрывания открытого конца коробки и герметично содержащей внутреннюю пачку, при этом внутренняя заготовка выполнена с возможностью термосваривания и экранирования компонентов аромата и вкуса, испускаемых группой сигарет; и сгибания бумажной наружной заготовки вокруг внутренней коробки с образованием наружной коробки с откидной крышкой, содержащей внутреннюю коробку.
Способ изготовления можно осуществлять посредством включения участка для формирования внутренней коробки между участком для формирования внутренней пачки и участком для формирования наружной коробки в производственную линию для изготовления сигаретных упаковок. Дополнительно к этому участок формирования внутренней коробки можно получать с помощью системы, аналогичной участку формирования наружной коробки. В результате, способ изготовления согласно данному изобретению обеспечивает простое изготовление сигаретной упаковки.
Способ изготовления может дополнительно включать стадию нанесения ароматического вещества для испускания аромата по меньшей мере на наружную сторону внутренней заготовки или внутреннюю сторону наружной заготовки перед операцией сгибания внутренней и наружной заготовок.
Краткое описание чертежей
На чертежах изображено:
фиг.1 - частичный разрез сигаретной упаковки, согласно первому варианту осуществления в изометрической проекции;
фиг.2 - внутренняя пачка, размещенная во внутренней коробке сигаретной упаковки, согласно фиг.1, в изометрической проекции;
фиг.3 - внутренняя коробка, согласно фиг.2, в закрытом положении, в изометрической проекции;
фиг.4 - внутренняя коробка, согласно фиг.2, в открытом положении, в изометрической проекции;
фиг.5 - разрез листового материала, используемого в качестве внутренней заготовки для внутренней коробки;
фиг.6 - сигаретная упаковка, согласно фиг.1, в открытом положении, в изометрической проекции;
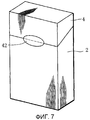
фиг.7 - сигаретная упаковка, согласно второму варианту выполнения, в изометрической проекции;
фиг.8 - сигаретная упаковка, согласно третьему варианту выполнения, в изометрической проекции;
фиг.9 - графическая схема способа изготовления сигаретных упаковок;
фиг.10 - схема части производственной линии для сигаретных упаковок;
фиг.11 - часть процесса сгибания внутренней заготовки в последовательности от (а) до (d);
фиг.12 - часть процесса сгибания внутренней заготовки в последовательности от (е) до (g); и
фиг.13 - состояние, в котором внутренняя коробка герметизируется нагревом сверху и снизу, в положении, показанном на фиг.12(g).
Предпочтительный вариант осуществления изобретения
На фиг.1 показана сигаретная упаковка согласно первому варианту осуществления.
Сигаретная упаковка имеет наружную коробку 2 с откидной крышкой. Наружная коробка 2 сформирована посредством сгибания наружной заготовки. Верхняя часть наружной коробки 2 образована в виде крышки 4. Крышка 4 соединена с задней поверхностью наружной коробки 2 через шарнирный сгиб 5. Шарнирный сгиб 5 позволяет крышке 4 выполнять поворотное движение. Когда крышка 4 повернута вокруг шарнирного сгиба 5 из положения, показанного на фиг.1, то наружная коробка открыта. Дополнительно к этому наружная коробка обернута прозрачной пленкой 8, которая имеет отрывную ленту 6.
Наружная коробка 2 содержит внутреннюю коробку 10. Во внутренней коробке 10 герметично размещена внутренняя пачка 12, как показано на фиг.2. Внутренняя пачка 12 включает группу, например, из двадцати сигарет с фильтром (не изображены), и внутреннюю обертку или мягкую содержащую напыленный алюминий бумагу 14 для обертывания группы сигарет. Содержащая напыленный алюминий бумага 14 сначала обертывается вокруг группы сигарет в U-образной форме, и оба конца содержащей напыленный алюминий бумаги 14 накладываются друг на друга на группе сигарет. Такое обертывание содержащей напыленный алюминий бумагой 14 образует два прямоугольных выступа в содержащей напыленный алюминий бумаге 14. Эти выступы проходят из соответствующих концевых поверхностей группы сигарет. После этого выступы сгибаются в направлении соответствующих концевых поверхностей группы сигарет для покрывания соответствующих концевых поверхностей.
Содержащая напыленный алюминий бумага 14 включает тонкий основной материал, такой как бумага, и пленку напыленного алюминия, образованную на наружной поверхности основного материала. Содержащая напыленный алюминий бумага 14 дополнительно имеет секцию 18, подлежащую отрезанию, в одной своей части. Подлежащая отрезанию секция 18 разграничена перфорированной линией или линией 16 отрезания. При отделении подлежащей отрезанию секции 18 вдоль линии 16 отрезания часть группы сигарет из внутренней пачки 12 открыта.
Внутренняя пачка 12 может включать ароматическое вещество, такое как ментол. Ароматическое вещество добавляется непосредственно в нарезанный табак сигарет с фильтром или наносится на внутреннюю поверхность содержащей напыленный алюминий бумаги 14.
Как показано на фиг.3 и 4, внутренняя коробка 10 образована посредством сгибания внутренней заготовки вокруг внутренней пачки 12. Внутренняя заготовка выполнена из термосвариваемого листового материала. Выступающие части внутренней заготовки накладываются друг на друга в ходе операции сгибания и термосвариваются. В соответствии с этим внутренняя коробка 10 герметично включает внутреннюю пачку 12.
А именно, листовой материал 20 для формирования внутренней заготовки имеет структуру, показанную в разрезе на фиг.5. Листовой материал 20 включает бумагу-основу 22, расположенную в его центре. На каждой стороне бумаги-основы 22 прикреплен алюминиевый слой 26 в качестве металлического слоя и полимерный слой 28 полипропилена в указанной последовательности с помощью слоев 24 клея. Алюминиевые слои 26 служат в качестве экранирующих слоев для компонентов аромата и вкуса, содержащихся во внутренней пачке 12, в то время как полимерные слои 28 полипропилена - в качестве слоев для термосваривания.
Как показано на фиг.3 и 4, внутренняя коробка 10 включает корпус 29 коробки, имеющий отверстие на своем верхнем конце и язычковую крышку 30 для открывания/закрывания внутренней коробки 10. Язычковая крышка 30 имеет часть 32 крышки для покрывания отверстия корпуса 29 коробки, язычковую часть 34, проходящую от передней кромки части 32 крышки, для покрывания верхней части передней стенки 10f корпуса 29 коробки, и часть 36 задней стенки, проходящую от задней кромки части 32 крышки. Часть 36 задней стенки соединена с задней стенкой 10r корпуса 29 коробки через шарнирный сгиб 37. Поэтому язычковая крышка 30 поднимается вверх для выполнения поворотного движения вокруг шарнирного сгиба 37. Когда язычковая крышка 30 поворачивается из закрытого положения, показанного на фиг.3, внутренняя коробка 10 открывается, как показано на фиг.4.
Для обеспечения поворотного движения язычковой крышки 30 язычковая крышка 30 термосваривается с корпусом 29 коробки с возможностью отсоединения, когда изготавливается внутренняя коробка 10 посредством сгибания внутренней заготовки. А именно, язычковая часть 34 термосваривается с возможностью отсоединения с передней стенкой 10f корпуса 29 коробки, а часть 32 крышки термосваривается с возможностью отсоединения с правым и левым внутренними верхними клапанами 38. Внутренние верхние клапаны 38 соединяются с соответствующими боковыми кромками отверстия корпуса 29 коробки для частичного закрывания за счет этого отверстия. Часть 36 задней стенки термосваривается с возможностью отсоединения к правой и левой боковым стенкам корпуса 29 коробки. Прерывистые линии на фиг.3 и штриховые линии на фиг.4 указывают зону, в которой язычковая крышка 30 термосваривается с возможностью отсоединения с корпусом 29 коробки.
Дополнительно к этому правая и левая боковые стенки 10s корпуса 29 коробки образованы, каждая, посредством наложения друг на друга внутреннего бокового клапана и наружного бокового клапана внутренней заготовки. Эти боковые клапаны термосвариваются без возможности отсоединения. Нижняя стенка корпуса 29 коробки изготавливается посредством наложения нижней панели внутренней заготовки поверх правого и левого внутренних нижних клапанов. Нижняя панель и внутренние нижние клапаны также термосвариваются без возможности отсоединения.
Как показано на фиг.4, передняя стенка 10f имеет U-образное отверстие 40 в своей верхней части. При формировании внутренней коробки 10 отверстие 40 герметично блокировано язычковой частью 34, приваренной нагревом к передней стенке 10f.
Сигаретная упаковка открывается в следующем порядке. Сначала срезают верхнюю часть прозрачной пленки 8 вдоль отрывной ленты 6 для освобождения крышки 4 наружной коробки 2 от прозрачной пленки 8. Затем открывают крышку 4 для освобождения язычковой крышки 30 внутренней коробки 10 из наружной коробки 2. Язычковую крышку 30 открывают при разрушении термосваривания между язычковой крышкой 30 и корпусом 29 коробки, как показано на фиг.6, для освобождения за счет этого верхней части внутренней пачки 12. Затем отрезают подлежащую отрезанию секцию 18 внутренней пачки, и сигареты с фильтром, упакованные во внутренней пачке 12, можно вынимать из внутренней коробки 10 сигаретной упаковки.
Перед открыванием язычковой крышки 30 внутренней коробки 10 в первый раз внутренняя пачка 12 герметизирована внутри внутренней коробки 10. Поэтому после изготовления сигаретной упаковки компоненты аромата и вкуса сигарет с фильтром никогда не выходят наружу внутренней коробки 10 перед первым открыванием язычковой крышки 30. Как следствие, сигаретная упаковка способна предотвращать ухудшение качества сигарет с фильтром и удлинять срок хранения сигарет с фильтром.
Так же как наружная коробка 2 изготавливается посредством сгибания наружной заготовки, так и внутренняя коробка 10 формируется посредством сгибания внутренней заготовки. В соответствии с этим сигаретную упаковку можно изготавливать посредством введения участка формирования внутренней коробки, аналогичного участку формирования наружной коробки 2, в качестве предварительной стадии для участка формирования наружной коробки, в производственную линию изготовления сигаретных упаковок и осуществления стадии формирования внутренней коробки 10, в которой внутренняя пачка 12 герметизируется на участке формирования внутренней коробки.
На фиг.7 показана сигаретная упаковка согласно второму варианту осуществления.
Показанная на фиг.7 сигаретная упаковка включает печать 42 вместо прозрачной пленки 8. Печать 42 соединяет переднюю стенку наружной коробки 2 и крышку 4 и предотвращает подделку сигаретной упаковки так же, как и прозрачная пленка 8.
На фиг.8 показана сигаретная упаковка согласно третьему варианту осуществления.
В случае показанной на фиг.8 сигаретной упаковки часть или вся внутренняя коробка 10 может вытягиваться из открытого конца наружной коробки 2, так что наружная поверхность внутренней коробки 10 может далеко выводиться из наружной коробки 2. Поэтому, например, как показано прерывистой линией, можно прикреплять печатную зону PS, такую как реклама, на передней стенке 10f корпуса 29 коробки. Печатную зону PS можно прикреплять также к боковым стенкам 10s и задней стенке 10r корпуса 29 коробки.
Сигаретная упаковка может дополнительно включать источник 44 для испускания аромата, аналогичного аромату, добавленному в сигареты с фильтром. Источник 44 испускания аромата выполняется посредством нанесения ароматического вещества, такого как ментол, на внутреннюю поверхность наружной коробки 2 или наружную поверхность внутренней коробки 10. После изготовления сигаретной упаковки аромат, освобождаемый из испускающего аромат источника 44, сохраняется в зазоре между наружной коробкой 2 и внутренней коробкой 10. Когда крышку 4 наружной коробки 2 открывают в первый раз, то аромат выходит из зазора между наружной коробкой 2 и внутренней коробкой 10. Следовательно, перед открыванием внутренней коробки 10 курильщик или потребитель может ощущать тот же аромат, что и добавленный в сигареты с фильтром во внутренней пачке 12.
На фиг.9 показана графическая схема способа изготовления сигаретной упаковки.
Как показано на фиг.9, в способе изготовления обертывают группу сигарет содержащей напыленный алюминий бумагой 14 для образования внутренней пачки 12 (стадия 31), герметично обертывают внутреннюю пачку 12 посредством сгибания внутренней заготовки (обертывания внутренней пачки) для образования внутренней коробки 10 (стадия 32), а затем обертывают внутреннюю коробку 10 посредством сгибания наружной заготовки (обертывания внутренней коробки) для образования наружной коробки 2 (стадия S3).
После этого в способе изготовления дополнительно обертывают наружную коробку 2 прозрачной пленкой 8 (стадия 34) или прикрепляют печать 42 к наружной коробке 2 (стадия 35), посредством чего изготавливают сигаретную упаковку, показанную на фиг.1 или 7.
При изготовлении сигаретной упаковки, показанной на фиг.8, используют внутреннюю заготовку с предварительно напечатанной рекламой или т.п. Наружную заготовку для формирования наружной коробки 2 сгибают вокруг внутренней коробки 10 и не скрепляют с внутренней коробкой 10. При изготовлении сигаретной упаковки с испускающим аромат источником 44 используют внутреннюю заготовку и/или наружную заготовку, в которой наносится источник аромата по меньшей мере на наружную сторону внутренней заготовки или на внутреннюю сторону наружной заготовки.
На фиг.10 схематично показана часть производственной линии для изготовления сигаретной упаковки.
Производственная линия включает участок 70 упаковки, участок 72 формирования внутренней коробки и участок 74 формирования наружной коробки. Участки 70, 72 и 74 расположены в указанном порядке от входной стороны производственной линии. Участки 70, 72 и 74 имеют горизонтальные оберточные револьверные головки 76, 78 и 80 соответственно. Оберточные головки способны прерывисто вращаться. Как показано на фиг.10, оберточные головки 76, 78 и 80 расположены в указанном порядке вблизи друг друга. Окружности двух смежных оберточных головок перекрывают друг друга. Каждая из оберточных головок имеет несколько карманов. Карманы расположены с равномерными интервалами в окружном направлении соответствующей оберточной головки.
Когда оберточная головка 76 прерывисто поворачивается и один из карманов оберточной головки 76 располагается у входного положения P1, то карман принимает содержащую напыленный алюминий бумагу 14 с группой СВ сигарет.В этой точке содержащая напыленный алюминий бумага 14 обертывается вокруг группы СВ сигарет в форме буквы U. Затем оберточная головка 76 прерывисто поворачивается, так что группа СВ сигарет вместе с содержащей напыленный алюминий бумагой 14 проходит вперед в выходное положение оберточной головки 76, то есть во входное положение P2 оберточной головки 78. Во время этого процесса передачи содержащая напыленный алюминий бумага сгибается и создается внутренняя пачка 12 (стадия 31).
Во входном положении P2 карманы головки 76 могут совпадать с соответствующими карманами оберточной головки 78. Когда один из карманов совпадает с соответствующим карманом, то карман оберточной головки 78 принимает внутреннюю пачку 12 из соответствующего кармана оберточной головки 76 и внутреннюю заготовку 46. Оберточная головка 78 прерывисто поворачивается дальше, и внутренняя пачка 12, и внутренняя заготовка 46 проходят вперед в выходное положение оберточной головки 78, то есть во входное положение Р3 оберточной головки 80. Во время этого процесса передачи внутренняя заготовка 46 сгибается вокруг внутренней пачки 12. Перекрывающиеся части, образованные в этой частной операции сгибания, термосвариваются с образованием тем самым внутренней коробки 10 (стадия 32).
На фиг.11 и 12 специально показаны рутинные операции сгибания внутренней заготовки 46.
Внутренняя заготовка 46, показанная на фиг.11а, подается во входное положение P2 оберточной головки 78. Внутренняя пачка 12, образованная в оберточной головке 76, располагается над поданной внутренней заготовкой 46.
У входного положения P2 внутренняя пачка 12 заталкивается в карман оберточной головки 78 вместе с внутренней заготовкой 46. В этой точке, как показано на фиг.11b, внутренняя пачка 12 расположена на задней панели 48 (задней стенке 10r внутренней коробки 10) внутренней заготовки 46. В то же время правый и левый внутренние боковые клапаны 50 сгибаются к соответствующим боковым поверхностям внутренней пачки 12, так что внутренняя пачка располагается между внутренними боковыми клапанами 50. Внутренние боковые клапаны 50 соединяются с соответствующими сторонами задней панели 48 через линии сгиба.
В следующей фазе оберточная головка 78 прерывисто поворачивается, и внутренняя пачка 12 перемещается из входного положения P2 и располагается в положении сгибания вместе с внутренней заготовкой 46. В положении сгибания, как показано на фиг.11с, правый и левый нижние клапаны 52 и правый и левый внутренние верхние клапаны 38 внутренней заготовки 46 сгибаются к нижней и верхней поверхностям соответственно внутренней пачки 12. Клапаны 52 и 54 соединены с соответствующими концами внутренних боковых клапанов 50 через линии сгиба.
В следующем положении сгибания, как показано на фиг.12e, нижняя панель 54 внутренней заготовки 46 сгибается к нижней поверхности внутренней пачки 12 вместе с передней панелью 56. Одновременно панель 58 язычковой крышки сгибается к передней поверхности внутренней пачки 12. Нижняя панель 54 и панель 58 язычковой крышки соединены с задней панелью 48 через линии сгиба.
В этой точке нижняя панель 54 располагается поверх внутренних нижних клапанов 52, и нижняя панель 54 и внутренние нижние клапаны 52 образуют нижнюю стенку внутренней коробки 10. Часть 32 крышки панели 58 язычковой крышки располагается поверх внутренних верхних клапанов 38, и часть 32 крышки и внутренние верхние клапаны 38 образуют верхнюю стенку внутренней коробки 10.
В следующем положении сгибания, как показано на фиг.12е, передняя панель 56 внутренней заготовки 46 сгибается к передней поверхности внутренней пачки 12, и передняя панель 56 образует переднюю стенку 10f внутренней коробки 10.
В следующем положении сгибания, как показано на фиг.12f, наружные боковые клапаны 60 сгибаются в направлении соответствующих боковых поверхностей внутренней пачки 12 и накладываются поверх соответствующих внутренних боковых клапанов 50. Боковые клапаны 50 и 60 образуют боковые стенки внутренней коробки 10. Наружные боковые клапаны 60 соединены с соответствующими сторонами передней панели 56 через линии сгиба.
В следующем положении сгибания, как показано на фиг.12g, язычковая часть 34 панели 58 язычковой крышки сгибается к передней поверхности внутренней пачки 12с расположением поверх передней поверхности, и на этом заканчивается операция сгибания внутренней заготовки 46.
Затем в этом положении сгибания, как показано стрелками, внутренняя коробка 10 термосваривается со всех четырех сторон. Панели и клапаны, образующие нижнюю и боковые стенки внутренней коробки 10, соединяются друг с другом так, что они не могут быть отсоединены. В то же время часть 32 язычковой крышки 30 с возможностью отсоединения прикрепляется к внутренним верхним клапанам 38. Как показано на фиг.13, внутренняя коробка 10 термосваривается сверху и снизу. Язычковая часть 34 и часть 36 задней стенки язычковой крышки 30 с возможностью отсоединения прикрепляются к передней стенке 10f и боковым стенкам 10s внутренней коробки соответственно. В этой точке завершается изготовление внутренней коробки 10.
Как указывалось выше, термосваривание внутренней коробки 10 осуществляется за один раз после завершения операции сгибания внутренней заготовки 46. Поэтому нет опасности, что стадия термосваривания сильно уменьшит производительность изготовления внутренней коробки 10.
Как показано на фиг.10, готовая внутренняя коробка 10 подается в выходное положение оберточной головки 78, то есть входное положение Р3 оберточной головки 80. Во входном положении P3 карман оберточной головки 80 принимает внутреннюю коробку 10 из оберточной головки 78 и наружную заготовку. Внутренняя коробка 10 и наружная заготовка передаются в направлении выходного положения P4 посредством прерывистого поворота оберточной головки 80. Во время процесса передачи наружная заготовка сгибается вокруг внутренней коробки 10 с образованием за счет этого наружной коробки 2. Затем наружная коробка 2 удаляется с выходного положения 34 оберточной головки 80 и подается в устройство обертывания пленкой или в устройство прикрепления печати.
Данное изобретение не ограничивается указанными вариантами выполнения и может быть модифицировано различным образом.
Например, язычковая крышка 30 внутренней коробки 10 может быть соединена с корпусом 29 коробки с использованием клея, который обеспечивает повторную герметизацию, вместо термосваривания с возможностью отсоединения или в дополнение к такому термосвариванию. В этом случае язычковая крышка 30 выполнена с возможностью повторного приклеивания к корпусу 29 коробки. Поэтому даже после открывания язычковой крышки 30 язычковая крышка 30 способна надежно снова закрывать отверстие и проем корпуса 29 коробки, что позволяет сохранять внутреннее пространство внутренней коробки 10, по существу, в герметичном состоянии.
В случае изготовления сигаретной упаковки, показанной на фиг.8, на наружную сторону внутренней заготовки 46 и/или на внутреннюю сторону наружной заготовки заранее наносится ароматическое вещество, которое испускает аромат, перед операцией сгибания этих заготовок.
Claims (8)
1. Сигаретная упаковка, содержащая:
внутреннюю пачку, полученную посредством обертывания группы сигарет во внутреннюю обертку,
внутреннюю коробку, герметично содержащую внутреннюю пачку и включающую корпус коробки с открытым концом и крышку для открывания/закрывания открытого конца корпуса коробки, при этом корпус коробки и крышка выполнены из внутренней заготовки, причем внутренняя заготовка выполнена термосвариваемой и имеет экранирующий слой относительно компонентов аромата и вкуса, испускаемых группой сигарет, и
наружную коробку с откидной крышкой, образованную из бумажной наружной заготовки и содержащую внутреннюю коробку,
при этом внутренняя заготовка включает металлический слой, служащий в качестве экранирующего слоя, и термосвариваемый полимерный слой, ламинированный на обеих сторонах металлического слоя, а крышка соединена с задней стенкой корпуса коробки с помощью шарнирного сгиба и включает язычковую часть, расположенную поверх передней поверхности корпуса коробки и соединенную с ней посредством термосваривания с возможностью отсоединения.
внутреннюю пачку, полученную посредством обертывания группы сигарет во внутреннюю обертку,
внутреннюю коробку, герметично содержащую внутреннюю пачку и включающую корпус коробки с открытым концом и крышку для открывания/закрывания открытого конца корпуса коробки, при этом корпус коробки и крышка выполнены из внутренней заготовки, причем внутренняя заготовка выполнена термосвариваемой и имеет экранирующий слой относительно компонентов аромата и вкуса, испускаемых группой сигарет, и
наружную коробку с откидной крышкой, образованную из бумажной наружной заготовки и содержащую внутреннюю коробку,
при этом внутренняя заготовка включает металлический слой, служащий в качестве экранирующего слоя, и термосвариваемый полимерный слой, ламинированный на обеих сторонах металлического слоя, а крышка соединена с задней стенкой корпуса коробки с помощью шарнирного сгиба и включает язычковую часть, расположенную поверх передней поверхности корпуса коробки и соединенную с ней посредством термосваривания с возможностью отсоединения.
2. Сигаретная упаковка по п.1, в которой металлический слой и полимерный слой выполнены из алюминия и полипропилена соответственно.
3. Сигаретная упаковка по п.1, в которой корпус коробки имеет пару внутренних верхних клапанов, предусмотренных на его открытом конце, при этом внутренние верхние клапаны соединены с язычковой частью посредством термосваривания с возможностью отсоединения.
4. Сигаретная упаковка по п.1, в которой крышка имеет способность повторного склеивания с корпусом коробки.
5. Сигаретная упаковка по п.1, в которой упаковка дополнительно включает испускающий источник для испускания аромата между указанной внутренней коробкой и указанной наружной коробкой.
6. Сигаретная упаковка по п.1, в которой внутренняя коробка имеет зону печати на своей наружной поверхности.
7. Способ изготовления сигаретной упаковки, включающий стадии:
обертывания группы сигарет во внутреннюю обертку с образованием внутренней пачки,
сгибания вокруг внутренней пачки внутренней заготовки с образованием внутренней коробки, включающей корпус оболочки с открытым концом и крышку для открывания/закрывания открытого конца корпуса оболочки и герметично содержащей внутреннюю пачку, при этом внутренняя заготовка выполнена термосвариваемой и имеет экранирующий слой относительно компонентов аромата и вкуса, испускаемых группой сигарет, и
сгибания бумажной наружной заготовки вокруг внутренней коробки с образованием наружной коробки с откидной крышкой, содержащей внутреннюю коробку,
при этом внутренняя заготовка включает металлический слой, служащий в качестве экранирующего слоя, и термосвариваемый полимерный слой, ламинированный на обеих сторонах металлического слоя, а крышка соединена с задней стенкой корпуса коробки с помощью шарнирного сгиба и включает язычковую часть, расположенную поверх передней поверхности корпуса коробки и соединенную с ней посредством термосваривания с возможностью отсоединения.
обертывания группы сигарет во внутреннюю обертку с образованием внутренней пачки,
сгибания вокруг внутренней пачки внутренней заготовки с образованием внутренней коробки, включающей корпус оболочки с открытым концом и крышку для открывания/закрывания открытого конца корпуса оболочки и герметично содержащей внутреннюю пачку, при этом внутренняя заготовка выполнена термосвариваемой и имеет экранирующий слой относительно компонентов аромата и вкуса, испускаемых группой сигарет, и
сгибания бумажной наружной заготовки вокруг внутренней коробки с образованием наружной коробки с откидной крышкой, содержащей внутреннюю коробку,
при этом внутренняя заготовка включает металлический слой, служащий в качестве экранирующего слоя, и термосвариваемый полимерный слой, ламинированный на обеих сторонах металлического слоя, а крышка соединена с задней стенкой корпуса коробки с помощью шарнирного сгиба и включает язычковую часть, расположенную поверх передней поверхности корпуса коробки и соединенную с ней посредством термосваривания с возможностью отсоединения.
8. Способ изготовления по п.7, который дополнительно включает стадию нанесения ароматического вещества для испускания аромата, по меньшей мере, на наружную сторону указанной внутренней заготовки или на внутреннюю сторону указанной наружной заготовки перед операцией сгибания внутренней и наружной заготовок.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004304156 | 2004-10-19 | ||
| JP2004-304156 | 2004-10-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2007118692A RU2007118692A (ru) | 2008-11-27 |
| RU2357906C2 true RU2357906C2 (ru) | 2009-06-10 |
Family
ID=36202912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007118692/12A RU2357906C2 (ru) | 2004-10-19 | 2005-10-17 | Сигаретная упаковка и способ ее изготовления |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20070193896A1 (ru) |
| EP (1) | EP1803661B1 (ru) |
| JP (1) | JP4845123B2 (ru) |
| KR (1) | KR20070055604A (ru) |
| CN (1) | CN101065301A (ru) |
| CA (1) | CA2583933C (ru) |
| ES (1) | ES2404282T3 (ru) |
| RU (1) | RU2357906C2 (ru) |
| TW (1) | TWI279196B (ru) |
| UA (1) | UA89799C2 (ru) |
| WO (1) | WO2006043496A1 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2727097C2 (ru) * | 2016-03-31 | 2020-07-17 | Филип Моррис Продактс С.А. | Повторно герметизируемая тара, содержащая язычок, который обеспечивает легкое открывание |
| RU2808745C1 (ru) * | 2020-08-19 | 2023-12-04 | Джапан Тобакко Инк. | Оберточный материал для коммерческих табачных изделий и упаковка для коммерческих табачных изделий |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20070401A1 (it) * | 2007-06-05 | 2007-09-04 | Gd Spa | Stecca di pacchetti di sigarette morbidi con involucro rigido riutilizzabile. |
| DE102007030267A1 (de) | 2007-06-28 | 2009-01-08 | Focke & Co.(Gmbh & Co. Kg) | Packung für stückige oder körnige Güter |
| JP5193615B2 (ja) * | 2008-01-24 | 2013-05-08 | ブリティッシュ・アメリカン・タバコ・ジャパン合同会社 | フレーバー付きタバコ産業製品用パック |
| ITBO20080080A1 (it) * | 2008-02-07 | 2009-08-08 | Gd Spa | Confezione di sigarette con un incarto interno provvisto di una etichetta di chiusura. |
| DE102008035467A1 (de) * | 2008-07-30 | 2010-02-04 | Focke & Co.(Gmbh & Co. Kg) | (Zigaretten-)Packung sowie Zuschnitt, Verfahren und Vorrichtung zum Herstellen derselben |
| GB2467971A (en) * | 2009-02-24 | 2010-08-25 | British American Tobacco Co | Pack for tobacco industry products |
| IT1393487B1 (it) * | 2009-04-01 | 2012-04-27 | Gd Spa | Confezione aromatizzata di prodotti da fumo e macchina per la sua realizzazione. |
| EP2455302B1 (en) * | 2009-07-14 | 2013-09-11 | Japan Tobacco, Inc. | Cigarette package |
| DE102009060134A1 (de) * | 2009-12-09 | 2011-06-16 | Focke & Co.(Gmbh & Co. Kg) | Packungen insbesondere für Zigaretten sowie Verfahren und Vorrichtung zum Herstellen derselben |
| IT1398237B1 (it) * | 2010-02-23 | 2013-02-22 | Gd Spa | Confezione rigida con coperchio incernierato e corrispondenti metodo di incarto e macchina impacchettatrice. |
| WO2011114528A1 (ja) * | 2010-03-19 | 2011-09-22 | 日本たばこ産業株式会社 | シガレットパッケージ |
| US9382062B2 (en) | 2010-12-14 | 2016-07-05 | Altria Client Services Llc | Hinged lid packaging |
| DE102011110634A1 (de) * | 2011-08-18 | 2013-02-21 | Focke & Co. (Gmbh & Co. Kg) | Zigarettenpackung und Verfahren zum Herstellen derselben |
| UA109600C2 (uk) | 2011-11-08 | 2015-09-10 | Упаковка для тютюнових виробів з ковзним відкриванням і відкидною кришкою | |
| KR102315356B1 (ko) * | 2014-07-02 | 2021-10-21 | 지.디 쏘씨에타'퍼 아지오니 | 다시 폐쇄 가능한 추출 개구를 가진 내측 패키지가 제공되는 끽연 제품의 패킷 |
| SG11201700967RA (en) * | 2014-08-29 | 2017-03-30 | Philip Morris Products Sa | Container with wrapper with removable portion |
| US20160159557A1 (en) * | 2014-12-09 | 2016-06-09 | Maui Kahawaiolaa | Cigarette Packaging, and Method for Sealing a Cigarette Package |
| JP2018503570A (ja) * | 2015-01-29 | 2018-02-08 | ジー.デー ソチエタ ペル アツィオニG.D Societa Per Azioni | 加圧された密封ラップを備えるたばこ製品用のパック及び関連包装方法 |
| EP3368428B1 (en) * | 2015-10-26 | 2019-08-28 | Philip Morris Products S.a.s. | Method of manufacturing a resealable container including insert |
| ITUB20155268A1 (it) * | 2015-10-28 | 2017-04-28 | Gd Spa | Pacchetto di articoli da fumo con etichetta di chiusura riposizionabile. |
| JPWO2017094137A1 (ja) * | 2015-12-02 | 2018-05-24 | 日本たばこ産業株式会社 | パッケージ |
| US10472150B2 (en) * | 2016-07-12 | 2019-11-12 | R.J. Reynolds Tobacco Products | Package wrapping including PLA film with moisture barrier by atomic layer deposition |
| CN106081375A (zh) * | 2016-07-28 | 2016-11-09 | 姚宏 | 一种包含一体式复合自封闭内包装的烟盒 |
| CN106364714A (zh) * | 2016-08-30 | 2017-02-01 | 四川中烟工业有限责任公司 | 一种保湿烟包的包装方法及系统 |
| JP7125393B2 (ja) * | 2016-11-18 | 2022-08-24 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 改良型再封可能カバー部材を有する容器 |
| CN109890728A (zh) | 2016-11-18 | 2019-06-14 | 菲利普莫里斯生产公司 | 用于消费品容器的改进的内衬 |
| CN106809533B (zh) * | 2017-03-06 | 2019-03-01 | 上海华宝生物科技有限公司 | 一种卷烟内包装及其制造方法 |
| IT201700025745A1 (it) * | 2017-03-08 | 2018-09-08 | Gd Spa | Metodo per realizzare un pacchetto di articoli da fumo, impianto che implementa tale metodo e pacchetto ottenuto da tale metodo. |
| CN106868932B (zh) * | 2017-04-07 | 2018-10-26 | 广州市花都联华包装材料有限公司 | 一种恒湿保质保香镀铝转移烟用内衬纸及其制造工艺 |
| CN106868931B (zh) * | 2017-04-07 | 2018-09-25 | 广州市花都联华包装材料有限公司 | 一种恒湿保质保香真空镀铝烟用内衬纸及其制造工艺 |
| CN106894294A (zh) * | 2017-04-07 | 2017-06-27 | 广州市花都联华包装材料有限公司 | 一种恒湿保质保香无铝烟用内衬纸及其制造工艺 |
| CN106868933B (zh) * | 2017-04-07 | 2018-09-25 | 广州市花都联华包装材料有限公司 | 一种恒湿保质保香铝箔复合烟用内衬纸及其制造工艺 |
| KR200484660Y1 (ko) * | 2017-04-25 | 2017-10-12 | 박민효 | 경고그림을 가리는 담뱃갑 |
| CN108792315A (zh) * | 2018-06-08 | 2018-11-13 | 丁勇 | 香烟包装结构 |
| IT201900006644A1 (it) * | 2019-05-08 | 2020-11-08 | Gd Spa | Pacchetto di articoli da fumo provvisto di due contenitori rigidi uno dentro l’altro e di una etichetta di chiusura riutilizzabile e metodo di realizzazione della etichetta di chiusura |
| JP7457816B2 (ja) * | 2020-08-19 | 2024-03-28 | 日本たばこ産業株式会社 | たばこ商品用包材及びたばこ商品用パッケージ |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4049117A (en) * | 1974-10-07 | 1977-09-20 | Brown & Williamson Tobacco Corporation | Package having a slide actuated closure member |
| DE2833389C2 (de) * | 1978-07-29 | 1983-11-10 | Focke & Co, 2810 Verden | Quaderförmige Packung für Zigaretten, Zigarillos o.dgl. |
| DE2854443C2 (de) * | 1978-12-16 | 1985-05-30 | Focke & Co, 2810 Verden | Packung, insbesondere quaderförmige Packung für Zigaretten, Zigarillos oder dergleichen |
| US4355756A (en) * | 1979-10-25 | 1982-10-26 | Mitsubishi Kasei Kogyo Kabushiki Kaisha | Containers adapted to contain foodstuffs |
| US4720423A (en) * | 1986-08-25 | 1988-01-19 | Minnesota Mining And Manufacturing Company | Package opening system |
| US4717017A (en) * | 1987-03-23 | 1988-01-05 | Philip Morris Incorporated | Package with means for releasing aromatic substance on opening |
| US5249676A (en) * | 1991-05-07 | 1993-10-05 | R. J. Reynolds Tobacco Company | Flavor burst structure and method of making the same |
| DE9318758U1 (de) * | 1993-12-08 | 1994-02-10 | Oemkes Bettina | Verpackung für Zigaretten |
| GB9609484D0 (en) * | 1996-05-07 | 1996-07-10 | Rothmans International Ltd | Packaging for smoking articles |
| US6237760B1 (en) * | 1996-11-21 | 2001-05-29 | British American Tobacco (Investments) Limited | Packaging of smoking articles |
| AU725278B2 (en) * | 1996-11-21 | 2000-10-12 | Rothmans International Services Limited | Packaging for smoking articles |
| JPH10258881A (ja) * | 1997-03-18 | 1998-09-29 | Dainippon Printing Co Ltd | タバコ包装体 |
| GB9725768D0 (en) * | 1997-12-04 | 1998-02-04 | Rothmans International Ltd | Packaging of smoking articles |
| DE19912995A1 (de) * | 1999-03-23 | 2000-09-28 | Focke & Co | Packung nach Art einer Zigarettenstange |
| GB0012469D0 (en) * | 2000-05-23 | 2000-07-12 | British American Tobacco Co | Smoking article packaging |
| DE10115935C2 (de) * | 2001-03-30 | 2003-03-20 | Reemtsma H F & Ph | Cigarettenpackung |
| DE10115936C2 (de) * | 2001-03-30 | 2003-03-20 | Reemtsma H F & Ph | Cigarettenpackung |
| US6612429B2 (en) * | 2001-06-22 | 2003-09-02 | Brown & Williamson Tobacco Corporation | Flip open package with microencapsulated flavor release |
| GB0205697D0 (en) * | 2002-03-12 | 2002-04-24 | British American Tobacco Co | Pack for smoking articles |
| ITBO20020203A1 (it) * | 2002-04-17 | 2003-10-17 | Gd Spa | Contenitore di sigarette |
| US7623730B2 (en) * | 2003-07-30 | 2009-11-24 | Hewlett-Packard Development Company, L.P. | System and method that compensate for rotations of textures defined by parametric texture maps |
-
2005
- 2005-10-17 CN CNA2005800405859A patent/CN101065301A/zh active Pending
- 2005-10-17 EP EP05793427A patent/EP1803661B1/en active Active
- 2005-10-17 RU RU2007118692/12A patent/RU2357906C2/ru not_active IP Right Cessation
- 2005-10-17 WO PCT/JP2005/019013 patent/WO2006043496A1/ja active Application Filing
- 2005-10-17 CA CA2583933A patent/CA2583933C/en not_active Expired - Fee Related
- 2005-10-17 JP JP2006542960A patent/JP4845123B2/ja not_active Expired - Fee Related
- 2005-10-17 ES ES05793427T patent/ES2404282T3/es active Active
- 2005-10-17 KR KR1020077008724A patent/KR20070055604A/ko active Search and Examination
- 2005-10-17 UA UAA200705474A patent/UA89799C2/ru unknown
- 2005-10-18 TW TW094136272A patent/TWI279196B/zh not_active IP Right Cessation
-
2007
- 2007-04-18 US US11/785,514 patent/US20070193896A1/en not_active Abandoned
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2727097C2 (ru) * | 2016-03-31 | 2020-07-17 | Филип Моррис Продактс С.А. | Повторно герметизируемая тара, содержащая язычок, который обеспечивает легкое открывание |
| US10968034B2 (en) | 2016-03-31 | 2021-04-06 | Philip Morris Products S.A. | Resealable container including easy open tab |
| RU2808745C1 (ru) * | 2020-08-19 | 2023-12-04 | Джапан Тобакко Инк. | Оберточный материал для коммерческих табачных изделий и упаковка для коммерческих табачных изделий |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101065301A (zh) | 2007-10-31 |
| JP4845123B2 (ja) | 2011-12-28 |
| EP1803661A1 (en) | 2007-07-04 |
| EP1803661B1 (en) | 2013-03-06 |
| WO2006043496A1 (ja) | 2006-04-27 |
| UA89799C2 (ru) | 2010-03-10 |
| US20070193896A1 (en) | 2007-08-23 |
| JPWO2006043496A1 (ja) | 2008-05-22 |
| TWI279196B (en) | 2007-04-21 |
| KR20070055604A (ko) | 2007-05-30 |
| ES2404282T3 (es) | 2013-05-27 |
| CA2583933A1 (en) | 2006-04-27 |
| RU2007118692A (ru) | 2008-11-27 |
| TW200624046A (en) | 2006-07-16 |
| EP1803661A4 (en) | 2012-01-25 |
| CA2583933C (en) | 2011-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2357906C2 (ru) | Сигаретная упаковка и способ ее изготовления | |
| JP4697890B2 (ja) | シガレットパッケージ | |
| RU2474524C2 (ru) | Пачка с язычковой крышкой | |
| RU2189928C2 (ru) | Упаковка с курительными изделиями | |
| EP2455302B1 (en) | Cigarette package | |
| KR20000016659A (ko) | 담배 묶음을 위한 포장 및 포장방법 | |
| PL196289B1 (pl) | Opakowanie na artykuły tytoniowe i urządzenie do wytwarzania opakowań na artykuły tytoniowe | |
| JP5240441B2 (ja) | ソフトパッケージ | |
| WO2015045070A1 (ja) | タングリッド型パッケージ | |
| CN113329954B (zh) | 具有双铰接盖的用于抽吸物品的硬包装和制造该用于抽吸物品的硬包装的坯件 | |
| US20200002034A1 (en) | Method for producing a package of smoking articles, plant that implements said method and package obtained from said method | |
| US20230083278A1 (en) | Wrapping material for commercial tobacco products and package for commercial tobacco products | |
| GB2474849A (en) | A package for tobacco products | |
| TW201103836A (en) | Cigarette package |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20191018 |