RU2318640C2 - Способ лазерной сварки за один проход т-образного узла из металлических элементов - Google Patents
Способ лазерной сварки за один проход т-образного узла из металлических элементов Download PDFInfo
- Publication number
- RU2318640C2 RU2318640C2 RU2003132652/02A RU2003132652A RU2318640C2 RU 2318640 C2 RU2318640 C2 RU 2318640C2 RU 2003132652/02 A RU2003132652/02 A RU 2003132652/02A RU 2003132652 A RU2003132652 A RU 2003132652A RU 2318640 C2 RU2318640 C2 RU 2318640C2
- Authority
- RU
- Russia
- Prior art keywords
- welding
- head
- laser welding
- legs
- shaped assembly
- Prior art date
Links
- 238000003466 welding Methods 0.000 title claims abstract description 45
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 8
- 238000000034 method Methods 0.000 claims description 16
- 238000004519 manufacturing process Methods 0.000 abstract description 6
- 239000000126 substance Substances 0.000 abstract 1
- 239000000945 filler Substances 0.000 description 4
- 230000007547 defect Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/10—Devices involving relative movement between laser beam and workpiece using a fixed support, i.e. involving moving the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/067—Dividing the beam into multiple beams, e.g. multifocusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
- B23K26/0608—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams in the same heat affected zone [HAZ]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/242—Fillet welding, i.e. involving a weld of substantially triangular cross section joining two parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K33/00—Specially-profiled edge portions of workpieces for making soldering or welding connections; Filling the seams formed thereby
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Laser Beam Processing (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
Изобретение относится к способу лазерной сварки и может найти применение при изготовлении сварных узлов из двух или трех металлических элементов, в частности вентиляторов в турбореактивном двигателе. Элементы Т-образного узла соединяют снаружи узла лазерной сваркой за один проход. Сварку выполняют с помощью двухфокусной сварочной головки (20), две оси (21) которой являются параллельными поверхности элемента, образующего ножку Т-образного узла. Сварку выполняют по всей длине узла. Такая технология является производительной, позволяет предотвратить деформации от сварки и получить качественное изделие. 4 з.п. ф-лы, 5 ил.
Description
Область техники, к которой относится изобретение
Изобретение относится к постоянному скреплению узла из двух или трех металлических элементов в форме Т, доступного только с одной наружной поверхности. Он используется, в частности, для соединения тонкого, закрытого и разделенного кожуха, такого как лопатка, размещенная в канале с выходной стороны вентилятора в турбореактивном двигателе.
Уровень техники и связанные с этим проблемы
Функцией этого типа лопатки является повышение жесткости структуры турбореактивного двигателя, в частности, за счет создания соединения между двумя коаксиальными кольцевыми оболочками и, возможно, для направления или отклонения потока холодного воздуха, циркулирующего в вентиляторном канале. Эти лопатки являются металлическими ребрами, предпочтительно состоящими из полого кожуха, внутри которого расположены элементы жесткости. Эти кожухи трудно изготавливать и необходимо несколько операций, в частности, для изготовления первичных элементов и для изготовления узла и скрепления так, чтобы были правильными размеры кожуха.
Как показано на фиг.1, в патенте FR 2705603 раскрыт способ лазерной сварки для сборки двух металлических элементов в форме Т. Этот способ показывает средство для изготовления разделенных кожухов посредством скрепления элементов снаружи кожуха. Лазерный луч 8А, 8В зажигают последовательно два раза под наклонным углом, при этом путь пересекает наружную поверхность 1В элемента 1 с образованием головки Т-образного узла. Две оси лазерного луча 8А и 8В при сварке касаются двух верхних углов 2С элемента 2, выполняющего роль ножки Т. Сварочное устройство расположено снаружи кожуха, другими словами, со стороны наружной поверхности 1В головки Т-образного узла.
Поэтому этот способ использует два последовательных прохода лазерного луча, каждый из которых вызывает последовательные деформации.
Можно добавить, что этот тип сборки требует дополнительного материала в виде присадочной проволоки для предотвращения дефектов формы после сварки. Это относится, в частности, к шероховатости и к различным выемкам и подрезам. Кроме того, затраты на инструмент являются относительно большими, поскольку элементы необходимо постоянно удерживать неподвижно относительно друг друга и необходимо использовать разматывающее устройство для присадочной проволоки. Наконец, существенным является то, что во время сварки необходимо управлять положением проволоки.
Поэтому, целью изобретения является преодоление этих недостатков.
Сущность изобретения
Основной задачей изобретения является создание способа лазерной сварки для узла из металлических элементов, расположенных в форме Т, при этом ножка Т-образного узла образована пластиной с параллельными поверхностями, причем узел является доступным со стороны головки Т-образного узла через наружную поверхность, при этом способ содержит следующие стадии:
- сборки Т-образного узла из элементов, смежных друг с другом,
- лазерной сварки узла через наружную поверхность головки Т-образного узла с помощью двух сварочных швов.
Согласно изобретению два сварочных шва выполняются одновременно и являются параллельными друг другу и перпендикулярными наружной поверхности головки Т-образного узла, так что каждая из двух осей сварки является касательной к одной из поверхностей пластины, образующей ножку Т-образного узла.
В предпочтительном варианте выполнения изобретения два сварочных шва выполняются одновременно с помощью двухфокусной сварочной головки.
В первом варианте выполнения узла с использованием способа сварки согласно изобретению пластина ножки Т снабжена лапками заданной длины и толщины, и узел содержит второй элемент, образующий головку Т-образного узла с прорезями, имеющими длину и толщину, соответствующими размерам лапок на пластине ножки Т-образного узла.
В этом случае предпочтительно, если высота Н лапок слегка больше, чем толщина второго элемента узла, образующего головку Т-образного узла.
Во втором варианте выполнения Т-образного узла с использованием способа сварки согласно изобретению головка Т-образного узла образована двумя пластинами, перпендикулярными пластине ножки Т-образного узла и находящимися своими кромками в контакте с пластиной, образующей ножку.
Краткое описание чертежей
Для лучшего понимания изобретения и его технических характеристик ниже приводится описание двух вариантов выполнения изобретения со ссылками на чертежи, на которых изображено:
фиг.1 - разрез крепления с использованием способа сварки согласно уровню техники, описание которого приведено выше;
фиг.2 - первая стадия изготовления узла согласно первому варианту выполнения изобретения, в разнесенной изометрической проекции;
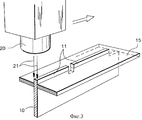
фиг.3 - узел согласно фиг.2, во время стадии сварки, в изометрической проекции;
фиг.4 - узел согласно фиг.2 и 3, в готовом виде;
фиг.5 - второй узел, подлежащий сварке с использованием способа сварки согласно изобретению, в изометрической проекции.
Подробное описание двух вариантов выполнения изобретения
Первый узел
Как показано на фиг.2, первый узел, который можно сваривать с использованием способа сварки, согласно изобретению состоит из двух элементов: ножки 10 Т-образного узла и головки 15 Т-образного узла. Ножка 10 является прямоугольной пластиной заданной толщины с лапками 11 заданной длины, расположенными на заданном расстоянии друг от друга. В соответствии с этим прорези 16 образованы в головке 15 с длиной и шириной, соответствующими лапкам 11 ножки 10. Как показано на фиг.3, можно легко понять, что сборка состоит во вставлении лапок 11 ножки 10 в прорези 16 в головке 15.
Лазерная сварочная головка 20 расположена вертикально над лапками 11 ножки Т-образного узла. Эта лазерная сварочная головка 20 является двухфокусной, другими словами, она может излучать два лазерных луча 21, параллельных друг другу. Лазерная сварочная головка 20 отрегулирована так, что два лазерных луча 21 расположены на расстоянии, равном заданной толщине ножки 10. Другими словами, каждый из двух лазерных лучей проходит по касательной к поверхности ножки 10.
Лапки 11 на ножке 10 и прорези 16 в головке 15 вырезаются с помощью лазерного резания, однако можно использовать также другие способы резания.
Поэтому сварку с обеих сторон верхнего участка ножки 10 вдоль и между лапками 11 выполняют за один проход посредством продольного перемещения лазерной сварочной головки 20.
Высота лапок 11 слегка больше толщины головки 15, так что они слегка выступают из нее. Как показано на фиг.4, после завершения сварки эти лапки 11, которые являются присадочным металлом, преобразуются в небольшие выступы 12. Высота сварочного шва увеличивается после сварки при увеличении высоты лапок 11 перед сваркой.
Второй узел
На фиг.5 показан второй узел, который можно использовать для образования Т-образного с использованием лазерного сварочного соединения. Снова используется ножка 30, но без лапок. Два участка, 35D и 35G, расположены в контакте с ножкой 30 и вблизи ее верхнего участка. Они закреплены на ней на одной из кромок и поэтому перпендикулярно выступают из нее. Они также находятся на одной линии друг с другом.
Можно использовать двухфокусную сварку, как указывалось выше применительно к предыдущему узлу, точно тем же образом, при этом каждая из двух осей двух лазерных лучей 21 параллельна вертикальной поверхности ножки 30, при этом сварочный шов выполняется по всей длине узла.
Главное преимущество изобретения состоит в том, что сварку выполняют за один проход без необходимости применения присадочной проволоки. В результате получают сварочный шов без каких-либо дефектов формы, и минимизируется опасность деформации узла во время сварки.
Claims (5)
1. Способ лазерной сварки Т-образного узла из металлических элементов, ножка которого образована пластиной (10, 30) с параллельными поверхностями, который является доступным только со стороны головки Т-образного узла через ее наружную поверхность, включающий сборку Т-образного узла из элементов, смежных друг с другом, и лазерную сварку через наружную поверхность головки Т-образного узла с помощью двух сварочных швов, которые выполняют одновременно и параллельно друг другу и перпендикулярно наружной поверхности головки Т-образного узла, так что каждая из двух осей (21) сварки является касательной к одной из поверхностей пластины (10, 30), образующей ножку Т-образного узла.
2. Способ лазерной сварки по п.1, отличающийся тем, что два сварочных шва выполняют одновременно с помощью двухфокусной сварочной головки (20).
3. Способ лазерной сварки по п.1, отличающийся тем, что пластину (10) ножки снабжают лапками (11) заданной длины и толщины и головку Т-образного узла снабжают прорезями (16) с длиной и толщиной, соответствующими размерам лапок (11).
4. Способ лазерной сварки по п.3, отличающийся тем, что высота лапок (11) больше чем толщина головки (15).
5. Способ лазерной сварки по п.1, отличающийся тем, что головка Т-образного узла образована двумя пластинами (35D, 35G), установленными перпендикулярно пластине (30) ножки Т-образного узла и находящимися своими кромками в контакте с пластиной ножки.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0213914 | 2002-11-07 | ||
| FR0213914A FR2846898B1 (fr) | 2002-11-07 | 2002-11-07 | Procede de soudage laser en une passe d'un assemblage en t de pieces metalliques |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2003132652A RU2003132652A (ru) | 2005-04-20 |
| RU2318640C2 true RU2318640C2 (ru) | 2008-03-10 |
Family
ID=32116432
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2003132652/02A RU2318640C2 (ru) | 2002-11-07 | 2003-11-06 | Способ лазерной сварки за один проход т-образного узла из металлических элементов |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US7071445B2 (ru) |
| EP (1) | EP1473108B1 (ru) |
| JP (1) | JP2004154866A (ru) |
| KR (1) | KR101131198B1 (ru) |
| CN (1) | CN1308116C (ru) |
| CA (1) | CA2448321C (ru) |
| DE (1) | DE60320755D1 (ru) |
| ES (1) | ES2305404T3 (ru) |
| FR (1) | FR2846898B1 (ru) |
| MA (1) | MA26174A1 (ru) |
| RU (1) | RU2318640C2 (ru) |
| UA (1) | UA79742C2 (ru) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2606682C2 (ru) * | 2012-07-26 | 2017-01-10 | Ниссин Стил Ко., Лтд. | Изготовленная путем лазерной сварки фасонная деталь |
| RU2627553C1 (ru) * | 2016-05-27 | 2017-08-08 | Российская Федерация, от имени которой выступает Государственная корпорация по атомной энергии "Росатом" (Госкорпорация "Росатом") | Способ электронно-лучевой сварки плиты с оребрённой поверхностью |
| RU2761595C2 (ru) * | 2017-10-04 | 2021-12-10 | Сен-Гобен Экофон Аб | Профильный элемент и способ его изготовления |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7100358B2 (en) * | 2004-07-16 | 2006-09-05 | Pratt & Whitney Canada Corp. | Turbine exhaust case and method of making |
| DE102005035495B4 (de) * | 2005-07-26 | 2007-08-02 | Faurecia Innenraum Systeme Gmbh | Verfahren und Vorrichtung zum Laser-Schweißen |
| JP3953085B1 (ja) | 2006-03-08 | 2007-08-01 | ダイキン工業株式会社 | 遠心送風機用羽根車のブレード、ブレード支持回転体、遠心送風機用羽根車、及び遠心送風機用羽根車の製造方法 |
| CN101506082B (zh) * | 2006-08-29 | 2016-04-27 | 奥蒂斯电梯公司 | 电梯承载终端组件 |
| JP5153368B2 (ja) * | 2008-01-31 | 2013-02-27 | 日立Geニュークリア・エナジー株式会社 | T型継手の貫通溶接方法及び貫通溶接構造物 |
| FR2946553B1 (fr) * | 2009-06-11 | 2011-07-22 | Faurecia Sieges Automobile | Procede de soudage d'elements de sieges de vehicule automobile. |
| JP5880032B2 (ja) * | 2011-12-27 | 2016-03-08 | トヨタ自動車株式会社 | レーザー溶接方法 |
| JP2013237052A (ja) * | 2012-05-11 | 2013-11-28 | Trumpf Kk | 非接触溶接による溶接方法 |
| CN102689145B (zh) * | 2012-06-06 | 2014-06-04 | 沈阳飞机工业(集团)有限公司 | 细长复杂t型零件数控加工变形控制方法 |
| KR101461077B1 (ko) * | 2012-06-28 | 2014-11-13 | 한라비스테온공조 주식회사 | 열교환기 |
| US9021744B2 (en) * | 2012-08-17 | 2015-05-05 | Michael Wayne Kirkpatrick | Heat recovery steam generator access door kit |
| US9221121B2 (en) * | 2013-03-27 | 2015-12-29 | General Electric Company | Welding process for welding three elements using two angled energy beams |
| JP6341637B2 (ja) * | 2013-06-14 | 2018-06-13 | 三菱電機株式会社 | 遠心送風機の製造方法 |
| CN104227239B (zh) * | 2013-06-20 | 2016-04-27 | 宝山钢铁股份有限公司 | 一种带钢激光拼焊接方法 |
| CN104166234A (zh) * | 2014-08-13 | 2014-11-26 | 合肥鑫晟光电科技有限公司 | 激光烧结设备用激光扫描头及激光烧结设备 |
| JP6135691B2 (ja) * | 2015-02-18 | 2017-05-31 | トヨタ自動車株式会社 | レーザ溶接方法 |
| CN105382411B (zh) * | 2015-12-28 | 2017-03-22 | 哈尔滨工业大学 | 一种t型接头双侧激光扫描焊接方法 |
| FR3047912B1 (fr) * | 2016-02-20 | 2018-08-03 | Sas Tourrette | Procede de fabrication d'une piece metallique ayant au moins un angle droit |
| WO2017185190A1 (en) * | 2016-04-29 | 2017-11-02 | Termaco Ltee | Method for laser welding |
| CN108747065B (zh) * | 2018-05-22 | 2020-12-01 | 南京宝色股份公司 | 一种大规格薄壁ta5合金带t型筋板片的制造工艺 |
| ES2904815T3 (es) | 2018-08-03 | 2022-04-06 | Ge Renewable Tech | Tapón preformado con perfiles inter-álabes para turbinas hidráulicas |
| CN109865952A (zh) * | 2019-04-03 | 2019-06-11 | 西安飞机工业(集团)有限责任公司 | 一种激光填丝焊中预置焊丝方法 |
| CN110125546A (zh) * | 2019-05-21 | 2019-08-16 | 深圳市亿和精密科技集团有限公司 | 一种应用于服务器的焊接结构及焊接方法 |
| CN113385839A (zh) * | 2021-07-07 | 2021-09-14 | 上海交通大学 | 一种提高t型接头中面板和腹板激光焊缝强度的方法 |
| KR102533886B1 (ko) * | 2021-12-02 | 2023-05-18 | 대해선박기술 주식회사 | 선박 구조체 |
| CN114227259A (zh) * | 2021-12-24 | 2022-03-25 | 德正数控机床(宁波)有限公司 | 一种激光焊接及抛光一体机 |
| CN115283772A (zh) * | 2022-07-06 | 2022-11-04 | 江苏亚威机床股份有限公司 | 一种激光焊接旋转送丝装置 |
| CN115464339B (zh) * | 2022-09-15 | 2023-06-27 | 浙江中天恒筑钢构有限公司 | 带纵横向加劲肋的超高超宽钢结构承台构件及其制作方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK165283C (da) * | 1983-04-20 | 1993-03-22 | British Shipbuilders Eng | Fremgangsmaade ved laserstraalesvejsning |
| IT1179064B (it) * | 1984-08-20 | 1987-09-16 | Fiat Auto Spa | Procedimento di saldatura di lamiere |
| JPS61229489A (ja) * | 1985-04-03 | 1986-10-13 | Mitsubishi Heavy Ind Ltd | レ−ザ隅肉溶接方法 |
| US4691093A (en) * | 1986-04-22 | 1987-09-01 | United Technologies Corporation | Twin spot laser welding |
| FR2705603B1 (fr) * | 1993-05-25 | 1995-06-30 | Snecma | Procédé de soudage laser d'un assemblage de deux pièces métalliques. |
| DE19521892C1 (de) * | 1995-06-16 | 1996-08-08 | Waggonfabrik Talbot Gmbh & Co | Flächenelement und Verfahren zu dessen Herstellung |
| DE19533831C1 (de) * | 1995-09-13 | 1997-01-30 | Howaldtswerke Deutsche Werft | Verfahren zum Heften von in T-Form aneinanderstoßenden Bauteilen |
| JP3675115B2 (ja) * | 1997-07-11 | 2005-07-27 | 株式会社日立製作所 | 電動送風機及びこの電動送風機に用いる羽根車の製造方法 |
| JP2000102888A (ja) * | 1998-09-28 | 2000-04-11 | Topy Ind Ltd | T継手のレーザ溶接方法 |
| FR2789609B1 (fr) * | 1999-02-16 | 2001-04-27 | Armor Inox Sa | Procede d'assemblage de toles et structure rigide obtenue par ledit procede |
| DE19907926C1 (de) * | 1999-02-24 | 2000-12-07 | Joseph Voegele Ag | Verfahren zum Herstellen eines geschweißten dreidimensionalen Straßenfertigerchassis und Straßenfertigerchassis |
| DE10156106A1 (de) * | 2001-11-16 | 2003-05-28 | Isaak Klaus | Verfahren zum Verbinden von Blechteilen |
-
2002
- 2002-11-07 FR FR0213914A patent/FR2846898B1/fr not_active Expired - Fee Related
-
2003
- 2003-10-28 JP JP2003367325A patent/JP2004154866A/ja active Pending
- 2003-10-29 US US10/694,853 patent/US7071445B2/en not_active Expired - Fee Related
- 2003-11-03 CA CA2448321A patent/CA2448321C/en not_active Expired - Fee Related
- 2003-11-03 MA MA27377A patent/MA26174A1/fr unknown
- 2003-11-05 KR KR1020030077917A patent/KR101131198B1/ko not_active IP Right Cessation
- 2003-11-06 DE DE60320755T patent/DE60320755D1/de not_active Expired - Lifetime
- 2003-11-06 UA UA20031110029A patent/UA79742C2/ru unknown
- 2003-11-06 RU RU2003132652/02A patent/RU2318640C2/ru not_active IP Right Cessation
- 2003-11-06 ES ES03104107T patent/ES2305404T3/es not_active Expired - Lifetime
- 2003-11-06 EP EP03104107A patent/EP1473108B1/fr not_active Expired - Lifetime
- 2003-11-07 CN CNB2003101142158A patent/CN1308116C/zh not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2606682C2 (ru) * | 2012-07-26 | 2017-01-10 | Ниссин Стил Ко., Лтд. | Изготовленная путем лазерной сварки фасонная деталь |
| RU2627553C1 (ru) * | 2016-05-27 | 2017-08-08 | Российская Федерация, от имени которой выступает Государственная корпорация по атомной энергии "Росатом" (Госкорпорация "Росатом") | Способ электронно-лучевой сварки плиты с оребрённой поверхностью |
| RU2761595C2 (ru) * | 2017-10-04 | 2021-12-10 | Сен-Гобен Экофон Аб | Профильный элемент и способ его изготовления |
| US11542706B2 (en) | 2017-10-04 | 2023-01-03 | Saint-Gobain Ecophon Ab | Profile member and method for manufacturing thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2003132652A (ru) | 2005-04-20 |
| US7071445B2 (en) | 2006-07-04 |
| CN1308116C (zh) | 2007-04-04 |
| FR2846898B1 (fr) | 2005-07-15 |
| DE60320755D1 (de) | 2008-06-19 |
| MA26174A1 (fr) | 2004-07-01 |
| JP2004154866A (ja) | 2004-06-03 |
| EP1473108A3 (fr) | 2006-09-06 |
| CN1498714A (zh) | 2004-05-26 |
| EP1473108B1 (fr) | 2008-05-07 |
| KR20040041017A (ko) | 2004-05-13 |
| UA79742C2 (ru) | 2007-07-25 |
| CA2448321C (en) | 2012-06-12 |
| FR2846898A1 (fr) | 2004-05-14 |
| EP1473108A2 (fr) | 2004-11-03 |
| KR101131198B1 (ko) | 2012-03-28 |
| ES2305404T3 (es) | 2008-11-01 |
| CA2448321A1 (en) | 2004-05-07 |
| US20040089641A1 (en) | 2004-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2318640C2 (ru) | Способ лазерной сварки за один проход т-образного узла из металлических элементов | |
| US7200933B2 (en) | Method for manufacturing a stator component | |
| RU2287418C2 (ru) | Способ изготовления компонента статора или ротора | |
| US5190207A (en) | Method for welding rectangular tubes | |
| JP2730664B2 (ja) | 2つの金属部品の継手のレーザ溶接方法 | |
| JPH08278029A (ja) | 燃焼器用ライナー及びその製造方法 | |
| US20050246894A1 (en) | Method for manufacturing a stator or rotor component | |
| CA2111045A1 (en) | Method for producing a monobloc rotor with hollow blades and monobloc rotor with hollow blades obtained by said method | |
| JP2005315264A (ja) | 鋳込みリブセクションを有するノズル冷却インサート組立体 | |
| JP4481822B2 (ja) | 静翼構成部材の製造方法 | |
| RU2004109592A (ru) | Способ изготовления полой лопатки компонента статора или ротора | |
| US7381476B2 (en) | Structural element having a metal wall of generally tubular shape | |
| US6247200B1 (en) | Scraper mounting apparatus for extensible machine slideway guards and a related construction method | |
| JP6056786B2 (ja) | 接合方法 | |
| CN116780055B (zh) | 刀片电池外壳、刀片电池及其焊接方法 | |
| WO2018141807A1 (en) | Method for making a heat exchanger for gases and heat exchanger for gases made by said method | |
| JP3065186B2 (ja) | 内ダイアフラムプレート付き鉄骨 | |
| JP2001280883A (ja) | 熱交換器 | |
| JP2009185727A (ja) | クロスフローファンの連結構成部材、クロスフローファン、空気調和機の室内機 | |
| GB2062208A (en) | Plate heat exchanger | |
| JPH06238475A (ja) | レーザ加工方法 | |
| JPS58166168A (ja) | ベロ−ズ | |
| JP2021087984A (ja) | 溶接方法および構造物 | |
| JPH06341789A (ja) | 熱交換器 | |
| JPH05331967A (ja) | 鋼管柱の外ダイアフラム取付け方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20171107 |